
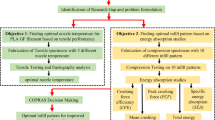
Abstract
PETG (Polyethylene Terephthalate Glycol)–Carbon Fiber composites fabricated using fused deposition modeling are emerging as promising alternatives for lightweight UAV structures; however, their performance is strongly influenced by internal infill architecture and structural design. From an initial set of 21 infill patterns, five mechanically efficient patterns (Tri-Hexagon, Triangle, Support Cubic, Rectilinear, and Quarter Cubic) were shortlisted and evaluated through tensile, wear, impact, and hardness tests. Rectilinear infill exhibited the highest tensile strength (35 N/mm2) and superior wear resistance under loads up to 30 N, while Quarter Cubic showed comparable tensile performance (34 N/mm2). Support Cubic infill demonstrated the highest impact energy absorption (6.5 J), outperforming other patterns by more than 60%, whereas Tri-Hexagon and Rectilinear infills yielded the highest hardness values (73 Shore D). Based on this quantitative assessment, the Support Cubic pattern was selected for fabricating a full-scale PETG–carbon fiber drone frame using generative design. Drop tests revealed that the optimized frame withstood impacts up to 12 m (23.5 J), exceeding the failure threshold of a conventional carbon frame. This study identifies the support cubic infill as the best-performing architecture for PETG–carbon fiber composites, exhibiting superior tensile strength, impact resistance, and stiffness compared to other evaluated patterns, making it particularly suitable for lightweight UAV frame applications. These results demonstrate that strategic infill pattern selection enables PETG–carbon fiber composites to achieve application-specific mechanical advantages, offering a cost-effective and impact-resistant alternative for UAV frame structures.
Similar content being viewed by others

Introduction
Fused Filament Fabrication (FFF) is one of the globally visible 3D Printing technologies due to its material compatibility, low cost and quicker product developments. The advancement of 3D printing technologies has opened new avenues for the development of composite materials, enabling innovative applications across various industries. Gibson et al. (2015) reported that additive manufacturing allows the creation of complex internal geometries that can reduce material usage by 20–50% while maintaining structural integrity, thereby lowering manufacturing cost and weight simultaneously1. Similarly, Rahim et al. (2020) explored that FFF allows for precise control of reinforcement distribution within a polymer matrix, leading to 30–45% improvements in tensile strength and stiffness compared to unreinforced polymers, depending on printing parameters and fiber loading2.
Among commonly used thermoplastics, PETG has gained increasing attention as a matrix material for FFF due to its superior interlayer adhesion and thermal stability. Tlegenov et al. (2019) reported that 3D-printed PETG exhibits tensile strengths in the range of 45–50 MPa, which is approximately 15–20% higher than PLA, along with an elongation at break of 20–25%, indicating improved ductility and impact resistance3. In addition, PETG maintains dimensional stability up to 80–85 °C, significantly exceeding the heat deflection temperature of PLA (55–60 °C), making it suitable for load-bearing and thermally exposed components such as UAV frames.
The incorporation of carbon fibers into thermoplastic matrices has been shown to substantially enhance mechanical performance. Ning et al. (2015) demonstrated that short carbon fiber reinforcement increased the tensile strength of FFF-printed thermoplastics by 30–50% and elastic modulus by up to 60%, while also reducing creep deformation under sustained loads4. Ferreira et al. (2017) reported that Young’s modulus increased from 3.4 GPa in neat polymers to approximately 5.5–6.0 GPa in carbon fiber–reinforced filaments5. For PETG-based systems, Chrysostomou and Tarfaoui (2020) observed tensile strengths of 55–65 MPa and 25–35% improvements in impact resistance compared to neat PETG6.
Beyond material selection, internal infill architecture plays a critical role in determining the mechanical behavior of FFF printed components. Domingo-Espin et al. (2015) found that geometric infill patterns, such as hexagonal and triangular, provide a strong balance between material efficiency and mechanical strength. These patterns optimize the internal structure, allowing for a lighter component while maintaining or even improving load-bearing capacity. Their study also highlighted that infill density significantly impacts mechanical properties, where denser patterns like rectilinear offer better tensile strength and compressive resistance but result in heavier parts. This indicates the trade-offs between strength, material use, and weight when selecting an infill pattern7. Rectilinear infill patterns typically provide higher tensile and compressive strength, whereas hexagonal and triangular patterns offer improved strength-to-weight efficiency. Villalpando et al. (2014) further optimized parametric infill structures and reported weight reductions of 15–25% without compromising mechanical strength by tailoring infill topology8.
For unmanned aerial vehicle (UAV) applications, lightweight construction combined with high impact resistance is essential. Ho et al. (2021) showed that carbon fiber reinforced polymer drone structures can absorb 40–70% more impact energy than unreinforced polymer frames, significantly improving crash survivability while maintaining a low weight9. These findings emphasize the importance of infill pattern selection in achieving lightweight yet mechanically robust components. Mechanical testing remains essential for validating such optimizations. Callister et al. (2018) emphasized the importance of standardized tests such as tensile, impact, and wear testing to evaluate the mechanical properties of 3D-printed materials. He noted that tensile tests, in particular, are essential for determining a material’s strength and elasticity, providing a clear indication of how a material will perform under stress. He also discussed the role of ASTM standards (e.g., ASTM D638 for tensile testing and ASTM D256 for impact testing) in establishing reliable benchmarks for composite materials. These tests ensure that 3D-printed composites can meet specific performance requirements in real-world applications10.
Although previous studies have demonstrated the feasibility of carbon fiber–reinforced 3D-printed drone frames11,12, existing literature primarily focuses on material formulation, fiber content, or mechanical characterization. In contrast, the present work systematically evaluates the influence of infill architecture on multiple mechanical properties (tensile, impact, wear, and hardness) under identical processing conditions. Furthermore, this study uniquely links specimen-level optimization with application-level validation by integrating generative design, finite element analysis, and experimental drop testing of a full-scale UAV frame. This combined infill-driven optimization and structural validation approach clearly distinguishes the present work from prior studies and constitutes its primary novelty. This study creates an analytical framework that uses data-driven methods based on genetic algorithms and machine learning to improve carbon fiber composites by increasing the strength of their interlaminar regions while simultaneously reducing their print times. To determine these optimum solutions, predictions made using ANNs assisted researchers in identifying Parato-optimal solutions that were verified via experiments and CT imaging of each specimen showing unique microstructures associated with either high strength or low print time samples13.
Therefore, the primary objective of this study is to evaluate the mechanical properties of PETG–carbon fiber composites with varying infill patterns for 3D-printed drone frames. Five infill patterns were selected from an initial pool of 21 and systematically evaluated through tensile, compressive, wear, impact, and hardness testing. The optimal infill pattern was subsequently used to fabricate drone frames and compared experimentally against PLA-based frames to assess durability and impact resistance.
Materials and methods
The present study used the two different filament materials such as PETG-Carbon fibre and PLA for the fabrication of drone frames. PLA was used as a baseline reference material to benchmark the mechanical and impact performance of the optimized PETG–carbon fiber drone frame against a widely adopted, low-cost filament commonly used in 3D-printed UAV prototypes. Prusament PETG Carbon Fibre (20% of Carbon fibre) and Esun PLA filaments with the filament diameter of 1.75 mm are utilized in this study. The study focuses on developing a cost-effective and durable alternative to traditional carbon fiber composites for drone frame applications using PETG–Carbon Fiber composites and optimized 3D printing infill patterns. The process began with identifying the problem and conceptualizing the idea of combining PETG and carbon fiber materials with 3D printing to enhance performance. Five infill patterns such as Tri-Hexagon, Triangle, Support Cubic, Rectilinear, and Quarter Cubic were selected based on literature for their superior mechanical properties. The selected infill patterns (Tri-Hexagon, Triangle, Support Cubic, Rectilinear, and Quarter Cubic) represent distinct structural architectures and load-transfer mechanisms commonly used in FFF additive manufacturing. Tri-Hexagon and Triangle infill provide efficient in-plane stiffness and uniform stress distribution, while rectilinear infill offers continuous linear load paths that enhance tensile strength and wear resistance in PETG–carbon fiber composites. Support Cubic and Quarter Cubic infills introduce three-dimensional lattice structures that improve impact energy absorption and isotropic stiffness under dynamic loading conditions. Evaluating these geometrically diverse infill patterns enables a systematic assessment of their influence on the mechanical performance of PETG–carbon fiber components for UAV frame applications. The mechanical test specimens were designed as per ASTM standards for tensile, impact, wear, and hardness, and printed via the FFF technique at a 70% infill density and 0.2 mm layer height. A uniform infill density of 70% was selected based on literature recommendations indicating that densities above 60% provide sufficient structural integrity for load-bearing applications while avoiding excessive weight and material consumption associated with near-solid prints7,8,9,10,11,12,13,14,15. No post-print environmental conditioning was applied to the specimens prior to testing. Mechanical tests were conducted on as-printed samples to reflect real-world application conditions of additively manufactured UAV components. All specimens were printed and tested under identical ambient laboratory conditions to ensure repeatability and comparability of results. Hence in this work, 20 specimens are printed for four mechanical test and five infill pattern combinations. The results identified the best-performing infill pattern, which was then used to fabricate a full-scale PETG–Carbon Fiber drone frame. This frame was compared against a PLA fabricated frame through impact and drop tests to evaluate performance.
Experimental work
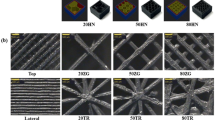
The experiments are conducted to study the mechanical properties of PETG–Carbon Fiber fabricated parts using FFF printing to identify the optimal infill pattern. Creality Ender V3SE printer is employed to fabricate the parts. The infill patterns such tri-hexagon, triangle, support cubic, rectilinear, quarter cubic are used based on the literature study, as shown in Fig. 1. The tensile, wear and impact test are conducted as per ASTM E8, ASTM G99 and ASTM E23 standards respectively as shown in Figs. 2, 3 and 4. Wear testing was conducted to evaluate the surface durability of PETG–carbon fiber composites under simulated micro-sliding and abrasive conditions representative of vibration-induced contact and maintenance-related interactions in drone frame structures. The hardness of the PETG-carbon fiber composite specimens was evaluated using the Shore D durometer. Shore D hardness testing was conducted in accordance with ASTM D2240 using a calibrated Shore D durometer. Measurements were taken on flat specimens with a minimum thickness of ≥ 6 mm, applying the indenter perpendicular to the surface under constant pressure and recording values after a 15 s dwell time. Five measurements were taken at different locations on each specimen with a minimum spacing of 6 mm, and the average value was reported.

Infill pattern ((a) Tri-hexagon, (b) Triangle, (c) Support cubic, (d) Rectilinear, (e) Quarter cubic).

Tensile test specimen (ASTM E8).

Wear specimen (ASTM G99).

Impact specimen (ASTM E23).
The process parameters for printing the specimens are mentioned in the Table 1. For each infill pattern, three specimens are printed to ensure the reliability of results.
Results and discussion
The Fig. 5 shows tensile, impact and hardness test results. Rectilinear infill exhibited the highest tensile strength, reaching 35 N/mm². This superior performance can be attributed to its continuous, linear structure, which ensures efficient load distribution and resistance to tensile forces. The Quarter Cubic pattern followed closely with a tensile strength of around 34 N/mm², indicating its capability to maintain structural integrity under tensile stress. The Triangle pattern demonstrated a tensile strength of about 33 N/mm², showcasing its balance between structural rigidity and material usage. Meanwhile, the Tri-Hexagon pattern achieved a slightly lower tensile strength of 32 N/mm², suggesting that its geometric complexity may have introduced stress concentration points. Lastly, the Support Cubic infill recorded the lowest tensile strength, close to 31 N/mm², likely due to its discontinuous structure, which impairs its ability to effectively withstand tensile forces. The tensile strength values obtained in the present study (31–35 N/mm²) fall within the range reported for FFF-printed PETG–carbon fiber composites in the literature. Ning et al.4 reported tensile strengths of approximately 32–38 MPa for short carbon fiber–reinforced thermoplastics with aligned raster paths, highlighting the importance of continuous load transfer in improving tensile performance. Similarly, Domingo-Espin et al.7 demonstrated that rectilinear infill geometries exhibit superior tensile behavior compared to complex infill structures due to reduced stress concentration and improved interlayer bonding. The higher tensile strength observed for the Rectilinear infill (35 N/mm²) in this study is therefore consistent with these reported trends, while the lower strength of Support Cubic and Tri-Hexagon infills aligns with previously observed reductions in tensile performance for discontinuous lattice structures.

Tensile, impact and hardness test results.
The wear test results, measured under varying loads of 10 N, 20 N, and 30 N, where Tri-Hexagon pattern showed that wear increasing from 100 microns at 10 N to nearly 200 microns at 30 N as depicted in Fig. 6. The Triangle pattern exhibited similar wear behavior, maintaining relatively consistent resistance across all loads but with slightly lower values compared to Tri-Hexagon. The Support Cubic pattern recorded the highest wear values among the infill patterns, indicating its lower ability to resist wear under increasing loads. In contrast, the rectilinear pattern displayed superior wear resistance, with minimal wear progression from 10 N to 30 N, making it the most durable choice. The Quarter Cubic pattern also performed well, though wear values were slightly higher than those for Rectilinear, particularly at 30 N. These findings underscore the importance of infill geometry in influencing wear resistance, with linear patterns like Rectilinear offering better performance compared to more complex or discontinuous structures such as Support Cubic.
In the impact test, the Support Cubic infill exhibited the highest impact energy absorption of 6.5 J, indicating that its three-dimensional lattice geometry enables progressive strut deformation and effective dissipation of impact forces, which is critical for impact-sensitive applications such as drone frames. The Quarter Cubic pattern followed with an impact energy of approximately 4 J, reflecting a favorable balance between structural integrity and energy absorption. In contrast, the Rectilinear infill absorbed only 2 J, suggesting that its continuous linear structure, while advantageous for tensile strength and wear resistance, limits its ability to accommodate sudden dynamic loads. The Tri-Hexagon and Triangle patterns showed the lowest impact energies (1 J), highlighting their reduced effectiveness under high-strain-rate loading. These trends are consistent with literature, where Al-Haddad et al.15 similarly demonstrated improved crash resistance in UAV structures employing lattice-based infills, thereby validating the impact performance observed for the Support Cubic infill in the present study.
In the hardness test results, among the different infill patterns tested, the Tri-Hexagon pattern exhibited the highest hardness value of 73.5, indicating a relatively stiff structure compared to the others. The Triangle pattern followed closely with a hardness value of 70, demonstrating good performance but slightly less rigidity than Tri-Hexagon. The Support Cubic pattern recorded a hardness value of 68, which, while still significant, suggests a slightly lower stiffness, likely due to the more discontinuous nature of its infill structure. The Rectilinear pattern, with a hardness value of 73, closely matched that of the Tri-Hexagon pattern, suggesting that its more linear and regular structure contributes to similar levels of hardness. The Quarter Cubic pattern exhibited the lowest hardness value at 65, which could be attributed to its more open and less structured internal configuration.

Wear test results.
Generative design of drone frame
The conventional drone frame was developed using Fusion 360 as shown in Fig. 7. The frame structure follows a classic quadcopter layout, where a central circular hub connects to four symmetrical arms extending outward at 90-degree angles. Each arm terminates with a cylindrical motor mount, designed to accommodate standard brushless drone motors. The quadcopter design is carried out as per mentioned in Table 2.

Conventional drone frame.
The Generative Design process focuses on defining functional requirements such as preserved areas, obstacles, material properties, and load conditions. Generative design improves energy efficiency, speed, and payload capacity while making lightweight yet strong robotic structures by optimizing material distribution for specific load and motion requirements. It enables the integration of various functional constraints, like wiring, sensors, and actuators, into one optimized geometry, which improves fatigue life, reduces stress concentrations, and distributes loads more evenly. The combination of generative design and additive manufacturing speeds up innovation because it allows for the quick customization and fabrication of complicated robotic components, which are challenging to accomplish with traditional design methods. For this design, PETG-Carbon Fiber Composite material was selected, and critical areas like motor mounts and the central hub were preserved, while obstacle zones were created to ensure propeller clearance and wiring paths. The boundary conditions are as follows:
-
Fixed constraints were applied at the motor mounting holes to simulate rigid attachment to the motors.
-
The central hub was constrained to prevent rigid body motion while allowing load transfer between arms.
-
All other regions were left unconstrained to allow free deformation.
-
A downward force of 667 N was applied, corresponding to the combined effect of thrust reaction and payload loading.

Generative design of drone frame.

Preserve geometry.
By leveraging artificial intelligence and cloud computing to generate optimal geometries, the generative design drone frame represents a significant step forward in the evolution of drone structural design. Function requirements, including preserved areas, material qualities, load conditions, and obstacle zones, are defined throughout the process rather than forms being hand-designed. By simulating real-world conditions using forces like thrust and payload, the software was able to evaluate thousands of possible designs using PETG-Carbon Fiber composite. The generative design frame outperformed the standard drone frame by a wide margin as shown in Fig. 8.
The design took into account important factors like preserve geometry, which means that things like motor mounts and the central hub must stay the same, and obstacle geometry, which means that things like propeller paths, wiring routes, and maintenance access areas cannot generate material as shown in Fig. 9. The remaining structure was optimized for strength and weight reduction, while these constraints made sure that essential components fit correctly and operated safely. The region of obstacle geometry in the drone frame is depicted in Fig. 10.
Reducing filament usage without sacrificing structural integrity, the generative design used only 162.9 g of material, compared to 194.9 g in the traditional design as shown in Fig. 11. The optimized frame demonstrated the value of generative design in drone engineering, with benefits such as lower weight, improved flight performance, higher payload capacity, and greater energy efficiency. However, print time increased slightly due to the complex lattice structure.

Obstacle geometry.

Comparison between conventional and generative drone frames.
Simulation of generative designed drone frame
To study how the generative drone frame reacts to loads, a stress analysis was performed using the von Mises stress criteria. Near the points where the arms attach to the central hub, the highest recorded stress was 100.927 MPa, and the lowest was 0.013 MPa, which can be seen in Fig. 12. All stress values stayed within safe limits, which means the structure was safe and the load was distributed efficiently.
Strain analysis was conducted to assess elastic deformation and strain localization, which are directly related to stiffness, fatigue life, and dimensional stability of UAV frames during repeated flight cycles. From the Fig. 13, it is observed that the maximum equivalent strain observed was 0.002 at localized near the arm–hub junctions, these values are consistent with reported strain limits for lightweight UAV structures with optimized topology designs, where studies integrating topology optimization and finite element analysis have shown elastic strain levels on the order of 10− 3 for optimized quadcopter frames16 and similar behavior in topology-optimized fiber-reinforced UAV components17.
Most noticeably at the extremities of the drone arms, which are subject to greater bending moments due to their design, displacement analysis revealed a maximum deformation of about 2.451 mm as shown in Fig. 14. There was very little movement around the center hub, which proved that the core was very rigid. In sum, the generative design frame’s controlled displacement guarantees stable flight, accurate motor alignment, and dependable aerodynamic performance, demonstrating its mechanical robustness and lightweight nature.

Contour plot of stress analysis.

Contour plot of strain analysis.

Contour plot of displacement analysis.
Drop test
For the purpose of this comparative analysis, two drone frame prototypes were created: one from conventional carbon fiber and one from a PETG-carbon fiber composite that was 3D printed. To maintain uniformity throughout testing, the two frames were meticulously designed with matching geometry. Because of its strength and ability to absorb energy, the Support Cubic infill pattern was chosen for the production of the PETG-carbon fiber frame. Distinctions could be seen visually; the 3D-printed frame displayed an internal lattice structure and a layered texture. This comparison was crucial for determining if PETG-carbon fiber composites could replace traditional carbon fiber in drones with a more cost-effective, long-lasting, and lightweight option.
The results from the drop tests demonstrated that the PETG-carbon fiber frame was more resistant to impacts than the standard PLA frame as mentioned in Tables 3 and 4. In contrast to the conventional frame, which started to exhibit some damage at 6 m and experienced significant internal failure at 9 m, the PETG composite frame was completely unharmed up to 6 m and exhibited only minor scratches at 9 m. The motor mount was the only part of the structure to break at 12 m. The results show that the PETG-carbon fiber composite, with the help of optimized infill and generative design, is a great material for long-lasting, practical drone uses because it absorbs impact energy better (Fig. 15).

3D printed drone frame ((a) Printed using PLA, (b) Printed using PETG carbon fiber).
Conclusions
This study focuses on the mechanical characterization and assessment of PETG–carbon fibre composite drone frames produced through 3D printing. The research explores the potential of this material as a substitute for conventional carbon composites in UAV applications, emphasizing optimal infill pattern selection and generative design.
The conclusion is made as follows:
-
PETG–carbon fibre composite is a viable alternative to traditional carbon fibre for drone frame applications.
-
Among the tested patterns, the Support Cubic infill provided the best balance of strength, durability, and material efficiency.
-
Generative design enabled a lightweight and structurally efficient frame with reduced material usage.
-
FEA results showed a safe maximum von Mises stress of 100.9 MPa, confirming strong load-bearing capability.
-
The frame exhibited a low maximum strain of 0.002, indicating minimal deformation and good stress distribution.
-
Drop test results revealed that the PETG–carbon fibre frame withstood impacts from up to 12 m, outperforming the conventional frame.
-
The improved impact absorption demonstrates the material’s high durability and suitability for real-world UAV environments.
-
Overall, combining PETG–carbon fibre with Support Cubic infill and generative design provides a cost-effective, lightweight, and mechanically robust drone frame solution.
Data availability
All data is provided within the article.
References
Gibson, I., Rosen, D. W. & Stucker, B. Additive manufacturing technologies: 3D printing, rapid prototyping, and direct digital manufacturing. (2015).
Rahim, T. N. A. T., Abdullah, A. M. & Md Akil, H. Recent developments in fused deposition modeling-based 3D printing of polymers and their composites. Polym. Rev. 60 (4), 593–623 (2020).
Tlegenov, Y., Maltsev, E. & Sergeev, A. Mechanical and thermal properties of PETG and its composites for 3D printing. (2019).
Ning, F., Cong, W., Qiu, J., Wei, J. & Wang, S. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling. Compos. Part. B: Eng. 80, 369–378 (2015).
Ferreira, R. T. L., Amatte, I. C., Dutra, T. A. & Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part. B: Eng. 124, 88–100 (2017).
Chrysostomou, D. & Tarfaoui, M. Experimental and numerical analysis of the mechanical behavior of PETG 3D printed composites reinforced with carbon fibers. J. Compos. Mater. 54 (11), 1451–1463 (2020).
Domingo-Espin, M. et al. Mechanical property characterization and simulation of fused deposition modeling polycarbonate parts. Mater. Design. 83, 670–677 (2015).
Villalpando, A., Eiliat, H. & Urbanic, R. J. An optimization approach for components built by fused deposition modeling with parametric internal structures. Procedia CIRP. 17, 800–805 (2014).
Ho, C., Tan, S. & Lim, G. Carbon fiber reinforced composites for UAV applications: A study of impact resistance and structural performance. (2021).
Callister, W. D. Materials science and engineering: an introduction. (2018).
Sun, J., Liu, Y., Zhang, X. & Wang, H. Mechanical properties and applications of 3D-printed carbon fiber-reinforced composites: A review. Mater. Sci. Engineering: R: Rep. 140, 1–21 (2019).
Hameed, N. et al. Development of carbon fiber reinforced 3D-Printed drone frames: performance and optimization. Mater. Today: Proc. 18, 4056–4062 (2019).
Almeida, J. H. S. Jr & Gomes, G. F. Optimising 3D-printed carbon fibre composites using machine learning: Balancing strength and efficiency. Mater. Design 256 114325. (2025).
Rajpurohit, S. R. & Dave, H. K. Effect of process parameters on tensile strength of FDM printed PLA part. Rapid Prototyp. J. 24 (8), 1317–1324 (2018).
Villalpando, L., Eiliat, H. & Urbanic, R. J. An optimization approach for components built by fused deposition modeling with parametric internal structures. Procedia Cirp. 17, 800–805 (2014).
Al-Haddad, L. A. et al. Quadcopter unmanned aerial vehicle structural design using an integrated approach of topology optimization and additive manufacturing. Designs 8 (3), 58 (2024).
Liu, J., Huang, J., Zhang, C. & Yu, H. Topology optimization and additive manufacturing of fiber-reinforced UAV components. In International Conference on Autonomous Unmanned Systems 2734–2743. (Springer Singapore, 2021).
Acknowledgements
This work was supported and funded by the Deanship of Scientific Research at Imam Mohammad Ibn Saud Islamic University (IMSIU) (grant number IMSIU-DDRSP2602).
Author information
Authors and Affiliations
Contributions
Murugesan Palaniappan: *Conceptualization, Investigation, Writing—original draft.* P. Manoj Kumar: *Conceptualization, Writing—original draft, Supervision.* P. Arunkumar: *Formal analysis, Validation, Visualization, Writing—review and editing.* Dawit Tafesse Gebreyohannes: *Methodology, Project administration, Writing—review and editing.*.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Palaniappan, M., Kumar, P.M., Arunkumar, P. et al. Mechanical characterization of PETG – carbon fiber composite parts using 3D printing for drone frame application. Sci Rep 16, 6938 (2026). https://doi.org/10.1038/s41598-026-38051-3
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-38051-3
