
Abstract
Thermal annealing is often the rate-limiting step in device fabrication. In magnetic tunnel junctions (MTJs), which are key components of nonvolatile magnetic random access memories and ultra-sensitive magnetic field sensors, high-temperature annealing is required to achieve a high tunnel magnetoresistance (TMR) ratio. Conventional thermal annealing (CTA) in a furnace typically takes several hours, including heating and cooling. Here, we show that flash lamp annealing (FLA) can drastically shorten the process time for MTJs compared with CTA. In FLA, a sequence of millisecond-scale Xe-lamp pulses is directed onto the device surface, rapidly heating it to high temperature and enabling the MTJ to reach a TMR ratio of ~100% within two seconds, completing the annealing process. Additionally, we observed differences in atomic diffusion and ferromagnetic layer crystallization between MTJs subjected to FLA and those subjected to CTA, as revealed by structural and compositional analyses.
Similar content being viewed by others
Introduction
Magnetic tunnel junctions (MTJs) are the most popular spintronics devices used as core elements for magnetic random access memory (MRAM)1 or sensors for sensitively detecting magnetic fields2. MTJs with a crystallized MgO barrier layer are widely adopted due to their high tunnel magnetoresistance (TMR) ratio of more than a hundred percent3,4,5. This high TMR arises from the spin-dependent coherent tunneling of electrons6,7. In sputter-deposited CoFeB/MgO-based MTJs, which are indispensable for commercial applications, thermal annealing at a high temperature above ~300 °C is needed.
MgO is usually (001)-oriented after deposition on an amorphous CoFeB film8,9,10,11. The as-deposited amorphous CoFeB is known to crystallize into the bcc texture, accompanied by B diffusion into adjacent layers8,12,13,14,15, during annealing when using (001)-oriented MgO as a template9,10,11,13,16,17. This crystallization is essential for achieving a high TMR ratio, attributed to the phenomenon of coherent electron tunneling.
Conventional thermal annealing (CTA) using a heat treatment furnace is commonly employed for annealing MTJs. A typical annealing cycle lasts hours, and further waiting is often required for the sample to cool to room temperature. Rapid thermal annealing (RTA) with a halogen-lamp heater is also used for MTJ annealing18,19,20. RTA reduces the annealing time to hundreds of seconds and can yield near-100% TMR at 350–380 °C for 200–600 s19,20. Nonetheless, both CTA and RTA impose a high thermal budget, which can promote unwanted atomic interdiffusion and limit compatibility with temperature-sensitive device architectures.
Flash lamp annealing (FLA)21,22 (Fig. 1) provides a fundamentally different route. Intense, millisecond-scale Xe-lamp pulses can raise the MTJ surface temperature to extreme levels, exceeding 1000 °C in simulations, on timescales far shorter than those achievable with CTA or RTA. This ultrashort heating drastically cuts the thermal budget while potentially suppressing diffusion, enabling rapid crystallization even on thermally fragile substrates. In semiconductor processing, FLA has already proven effective for dopant activation while limiting diffusion22, suggesting its potential for broader application in advanced nanoscale devices.

A sequence of millisecond pulses from a Xe lamp rapidly heats the substrate surface to a high temperature, followed by a rapid decrease in surface temperature after irradiation. Using this process, annealing of MTJs fabricated on the substrate surface can be completed within a few seconds.
In this article, we demonstrate ultrafast annealing of CoFeB/MgO-based MTJs using flash lamp annealing (FLA). Optimized FLA achieves a TMR ratio of ~100% with a total irradiation time of only 1.7 s. In contrast, CTA requires hours of high-temperature processing to achieve comparable performance. This difference corresponds to a reduction in annealing time by orders of magnitude, while maintaining structural integrity and suppressing excessive interdiffusion. Using high-resolution transmission electron microscopy (HRTEM) and energy-dispersive X-ray spectroscopy (EDX), we carefully investigated the crystallinity and atomic diffusion in MTJs in their as-prepared state, after CTA, and after FLA under varied pulse conditions. The results of these analyses provide a clear basis for optimizing ultrafast annealing conditions toward high-throughput, energy-efficient spintronic device fabrication.
Results
Magnetic tunnel junctions for experiments
A CoFeB/MgO-based pseudo-spin valve structure was used for the experiments. The following layers, listed from the substrate side, were deposited on a thermally oxidized Si substrate with a thickness of 380 μm: Ta(3.2)/Ru(11)/Ta(3.2)/Co20Fe60B20(4.1)/MgO(1.7)/Co20Fe60B20(2.1)/Ta(3.2)/Ru(2.2), where the numbers in parentheses indicate the layer thicknesses in nanometers (see Methods). The stack was patterned into an elliptically shaped magnetic tunnel junction (MTJ) (see Fig. 2a). The in-plane area of the MTJ pillar (A) is 157 μm2. The CTA was performed at 450 °C for three hours in the absence of an external magnetic field.

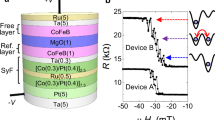
a Schematic of an MTJ device. The inset shows a photograph of a device from the top electrode side. b MR curve before (as-made). c MR curve after CTA. A 118% TMR is obtained after annealing at 450 °C for 3 h. d Light irradiation sequence. The inset shows a typical light irradiation profile of a single pulse bunch. Ten light pulses, each with a duration of 10 μs, are delivered within a single pulse bunch. The total irradiation time increases with the number of pulse bunches n. e Photograph of a sample holder. A field of 420 mT was applied at the sample position by a pair of magnets (embedded in the dotted-line region). The inset shows a photograph of the backside of the holder. f Time dependence of the simulated wafer surface temperature (Tsurface, red) and the thermocouple temperature near the sample position (Tholder, blue) for n = 33. The inset shows the dependence of the simulated maximum Tsurface on n.
The magnetoresistance (MR) curves for the MTJs before (as-made) and after CTA are shown in Fig. 2b, c. An external magnetic field H was applied along the long axis of the MTJs. The vertical axis represents the MR ratio, defined as (R − RP)/RP, where R is the resistance of the MTJ and RP is the resistance when the magnetizations of the top and bottom CoFeB layers are aligned parallel at high H (see Methods). While the as-made MTJ exhibited only a small TMR effect, the CTA-treated device showed a maximum TMR ratio of 118%.
Flash lamp annealing
Here, the effect of FLA on the TMR ratio is discussed. FLA was performed using a Pulse Forge 3300 (NovaCentrix Corp.). Figure 2d shows a typical light irradiation profile. Ten light pulses, each with a duration of 10 μs, are delivered within 2 ms. We define this series of pulses as a single pulse bunch. In the following experiments, n pulse bunches were repeatedly irradiated at 50 ms intervals in air. Thus, the total irradiation time ttotal was 52n − 50 ms. Several as-made MTJs fabricated on the same wafer were fixed on a sample holder made of Al (see Fig. 2e) for light irradiation under each n condition. It should be noted that an external magnetic field of ~420 mT was applied along the long axis of the MTJs by built-in permanent magnets (SmCo) (see also Methods).
The temperature of the holder near the sample position (Tholder) during and after light irradiation was monitored using a thermocouple. The time dependence of Tholder for n = 33 is shown in Fig. 2f. Tholder increased to ~180 °C during FLA and decreased to below 50 °C within 3–4 s after light irradiation, suggesting that the annealing effect induced by the residual heat from the sample holder is not dominant. The temperature of the surface side of the wafer (Tsurface), corresponding to the MTJ pillar part, was estimated to substantially increase during FLA, although direct temperature monitoring of the wafer surface is difficult. Thus, we simulated Tsurface by assuming a similar layer structure (see Methods). The simulated Tsurface is also shown in Fig. 2f. The simulated maximum Tsurface produced by FLA is plotted in the inset, where T > 1000 °C is expected for n > 30.
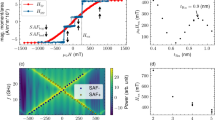
Figure 3a shows typical MR curves for n = 10–40 (see Methods). A clear TMR is observed for n > 30. The TMR ratio and RPA as a function of n are summarized in Fig. 3b, c. The results for the as-made (n = 0) and CTA MTJs are also plotted in the figures. For the FLA MTJs, the TMR ratio abruptly increases at n = 31, and the maximum value approaching 100% is achieved at n = 33 (ttotal ≈ 1.7 s), whereas RPA is almost constant. The TMR ratio gradually decreases, but RPA increases when n is further increased.

a MR curves for MTJs subjected to FLA with different n values. The corresponding total irradiation time (ttotal) is also indicated. b TMR ratio as a function of n, and for CTA (red star). A clear TMR signal is observed for n > 30. The maximum TMR ratio of ~100% is obtained at n = 33. c RPA as a function of n, and for CTA (red star).
Microstructure observations
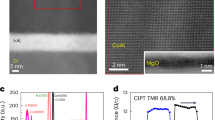
To determine the effect of FLA on the microstructure of the layers, HRTEM and EDX measurements were performed. Cross-sectional specimens were prepared by the focused ion beam microsampling technique. HRTEM images of as-made, CTA, and FLA (n = 33, 40, and 42) MTJs are shown in Fig. 4a–e. In the as-made MTJ (Fig. 4a), the CoFeB layers are in an amorphous state, whereas in the CTA MTJ (Fig. 4b), the layers become crystallized with a (001)-oriented texture8,10,12,13,15,16,23,24,25, which most likely plays a key role in enhancing the TMR ratio due to coherent tunneling. In contrast, in the FLA MTJ with n = 33 (Fig. 4c), crystallization is observed in the top CoFeB layer, but in the bottom layer it appears limited to ~1 nm immediately below the MgO layer. When n is further increased (Fig. 4d, e), the crystallized area in the bottom CoFeB layer extends across the entire layer.

a–e HRTEM images of as-made, CTA, and FLA (n = 33, 40 and 42) MTJs. The layers from the Ta layer underneath the bottom CoFeB layer to the topmost Ru layer are shown in the large squares, and the CoFeB/MgO/CoFeB layers are enlarged in the insets. f–j EDX line profiles of the CTA, as-made, and FLA (n = 33, 40 and 42) MTJs. The results for O, Mg, Fe, Co, Ru, and Ta are summarized in the same panel, while the result for B is shown in a separate panel on the right side in each figure. The horizontal dashed lines indicate the peak positions of Fe in the top and bottom CoFeB layers.
The Ta layer underneath the bottom CoFeB layer is crystallized before annealing, but it is nearly amorphous after CTA13 or progressively amorphous when n is increased after FLA. This change may be related to the formation of TaB14,16.
Figure 4f–j shows the EDX line profiles of the as-made, CTA, and FLA (n = 33, 40, and 42) MTJs. The results for O, Mg, Fe, Co, Ru, and Ta are summarized in the same panel of each figure, and the result for B is displayed in a separate panel on the right side of each figure. The horizontal dashed lines shown in Fig. 4f–j indicate the peak positions of Fe in the bottom CoFeB layer. Horizontal lines are also drawn at the peak position of Fe in the top CoFeB layer for the CTA and FLA (n = 33) MTJs (see the horizontal dotted lines in Fig. 4g, j). Importantly, the B peak in the top CoFeB layer shifts markedly toward the top Ta layer after CTA or FLA, indicating that the annealing process triggers B diffusion towards the Ta layer8,14,15,26. A closer examination of the net count of B near the horizontal dashed lines confirms higher values in the FLA MTJs than in the CTA MTJ (see dotted circles in Fig. 4g, j). This observation suggests that less B diffusion occurs, consistent with its much shorter annealing time22. The residual B near the CoFeB/MgO interfaces12,14,15,27 and incomplete crystallization of CoFeB may contribute to the lower TMR ratio observed in the FLA MTJs compared with the CTA MTJ. The decreased B diffusion suggested here can be one of the possible causes of the incomplete crystallization of the bottom CoFeB layer in the FLA MTJ with n = 33 because B diffusion is known to promote CoFeB crystallization15.
Although the net count of B around the bottom CoFeB layer remains high in the MTJs with n = 40 and 42 (see Fig. 4i, j), almost complete crystallization of the layer is observed (see Fig. 4d, e). The difference in the time scales of thermally activated B diffusion and CoFeB crystallization may be an important factor in the n dependence of the bottom CoFeB crystallization. A temperature gradient inside the MTJ pillar may be another possible reason for the n dependence of the bottom CoFeB crystallization, but this effect is likely minor in the present “nanolayer” stacks.
As an additional observation, in the FLA MTJs with n = 33, the net count of O remains low throughout the stack except for MgO, indicating that the MTJ is not oxidized despite irradiation in air. In contrast, for the FLA MTJs with n = 40 and 42, an overall increase in the O profile is observed in all the layers, indicating that the metallic layers are being oxidized. The decrease in the TMR ratio and increase in RPA for the FLA MTJs with n > 33 may be attributed to oxidation of the top and bottom CoFeB layers due to excess FLA. In addition, in the FLA MTJ with n = 42, the Fe peak of the top CoFeB disappears, likely due to mixing with the top Ta layer.
Discussion
A high TMR ratio approaching 100% was achieved in CoFeB/MgO-based MTJs with a total irradiation time of only 1.7 s using FLA. Compared with CTA, B diffusion in FLA-treated MTJs is reduced, and CoFeB crystallization is likely to begin before B diffusion is complete. The oxidation of metallic layers depends on the number of pulse bunches n. These results indicate that precise control of crystallization, B diffusion, and oxidation will be crucial for further optimization of FLA conditions. For instance, milder FLA treatments with reduced Xe-lamp power or increased pulse intervals beyond n = 33 may yield improved outcomes. Under optimized conditions, the MTJ annealing process can be completed in well under one minute.
FLA can thus significantly reduce the processing time for spintronic devices, which is highly beneficial for MRAM and magnetic sensor manufacturing. Although the present experiments were conducted using a research-scale FLA system, flash lamp annealing is inherently compatible with large-area processing, and uniform annealing over wafer-scale substrates is expected to be feasible with appropriate system design and scaling. Industrial CTA systems capable of processing 300 mm wafers under applied magnetic fields are already commercially available, and large-area FLA tools for semiconductor applications are likewise established, albeit typically without magnetic field integration. The combination of these two existing technological frameworks — large-area magnetic-field annealing platforms and wafer-scale FLA modules — suggests a plausible pathway toward implementing field-assisted FLA at the wafer scale.
Flash-like transient heating approaches have also been explored in magnetic multilayers for exchange bias setting, using pulsed laser irradiation28,29 and current-induced Joule heating30. While laser annealing is also a rapid thermal processing method, its application to MTJ processing remains relatively limited31,32 and FLA offers advantages for large-area processing and scalability. Laser annealing typically employs highly localized irradiation with very high power density and very short pulse durations (typically in the nanosecond–microsecond range), whereas FLA provides millisecond-scale transient heating over a much larger area. As a result, laser annealing is well suited for localized processing, while FLA enables uniform heating of a larger device area. In addition to substantial time savings, it may reduce the total energy cost of annealing. With further study of the temperature gradient between the substrate and devices, FLA could also be applied to spintronic devices fabricated on flexible33,34,35 or stretchable substrates with low thermal tolerance.
Methods
Preparation of MTJs
The MTJ layers were deposited by RF sputtering using Ar and Xe as process gases. The thickness of each layer was determined by HRTEM with an accuracy of approximately ±10%. An MTJ pillar with an elliptical shape (20 μm × 10 μm) was defined by photolithography followed by Ar ion milling. The bottom Ta/Ru/Ta layers served as the bottom electrode. The top electrode, consisting of Cr(3)/Cu(30)/Au(3–5), was fabricated by evaporation and lift-off processes (see Fig. 2a). The top and bottom electrodes, except for the MTJ pillar region, were electrically isolated by a 30-nm-thick Al2O3 layer deposited in an atomic layer deposition chamber.
Flash lamp annealing setup
The MTJ samples were positioned within a 7 mm × 10 mm region at the center of the 76 mm × 76 mm irradiation field. The irradiation non-uniformity across this sample area is below ~1%. The magnetic-field uniformity over the sample holder was evaluated by magnetic-field simulation. Within the sample region (~5 mm × 5 mm), the magnetic field variation remains within ±5% of the median value.
Because the pseudo spin-valve structure used in this study does not contain an antiferromagnetic layer, exchange bias setting is not required. The magnetic field present during FLA originates from permanent magnets embedded in the sample holder and is not expected to play a central role in the present results.
Simulation of surface temperature
The surface temperature (Tsurface) during FLA was calculated using simulation software (NovaCentrix SimPulseTM 3.8). For the simulation, a simplified layer structure was assumed: Si(380)/SiO2(0.5)/Ru(0.03)/Cu(0.04), where the numbers in parentheses denote layer thicknesses in micrometers.
MR measurements
The MR measurements were performed using a four-wire method. The resistance R was measured at a bias voltage V of +10 mV, with the top electrode connected to the positive terminal. The data in Fig. 3a–c correspond to the MTJ that exhibited the highest TMR ratio among at least five devices tested under the same n condition. For example, at n = 33, the TMR ratio ranged from 56% to 97%, with RA values between 27 and 36 kΩ·(μm)2. Similar device-to-device variations were observed for other n values. The data points shown in Fig. 3b were obtained from independent experimental runs, and the enhancement of TMR around n = 31–36 was consistently observed across these runs despite the device-to-device variations described above.
Data availability
The data supporting the findings of this study are available within this article. Additional data that support the findings of this study are available from the corresponding author on reasonable requests.
References
Bhatti, S. et al. Spintronics based random access memory: a review. Mater. Today 20, 530–548 (2017).
Oogane, M. et al. Sub-pT magnetic field detection by tunnel magneto-resistive sensors. Appl. Phys. Express 14, 123002 (2021).
Ikeda, S. et al. Tunnel magnetoresistance of 604% at 300K by suppression of Ta diffusion in CoFeB∕ MgO∕ CoFeB pseudo-spin-valves annealed at high temperature. Appl. Phys. Lett. 93, 082508 (2008).
Parkin, S. S. et al. Giant tunnelling magnetoresistance at room temperature with MgO (100) tunnel barriers. Nat. Mater. 3, 862–867 (2004).
Yuasa, S., Nagahama, T., Fukushima, A., Suzuki, Y. & Ando, K. Giant room-temperature magnetoresistance in single-crystal Fe/MgO/Fe magnetic tunnel junctions. Nat. Mater. 3, 868–871 (2004).
Butler, W. H., Zhang, X.-G., Schulthess, T. C. & MacLaren, J. M. Spin-dependent tunneling conductance of Fe| MgO| Fe sandwiches. Phys. Rev. B 63, 054416 (2001).
Mathon, J. & Umerski, A. Theory of resonant tunneling in an epitaxial Fe∕Au∕MgO∕Au∕Fe (001) junction. Phys. Rev. B 71, 220402 (2005).
Bae, J. et al. Compositional change of MgO barrier and interface in CoFeB∕ MgO∕ CoFeB tunnel junction after annealing. J. Appl. Phys. 99, 08T316 (2006).
Djayaprawira, D. D. et al. 230% room-temperature magnetoresistance in CoFeB∕ MgO∕ CoFeB magnetic tunnel junctions. Appl. Phys. Lett. 86, 092502 (2005).
Hayakawa, J., Ikeda, S., Matsukura, F., Takahashi, H. & Ohno, H. Dependence of giant tunnel magnetoresistance of sputtered CoFeB/MgO/CoFeB magnetic tunnel junctions on MgO barrier thickness and annealing temperature. Jpn. J. Appl. Phys. 44, L587 (2005).
Yuasa, S., Suzuki, Y., Katayama, T. & Ando, K. Characterization of growth and crystallization processes in CoFeB∕ MgO∕ CoFeB magnetic tunnel junction structure by reflective high-energy electron diffraction. Appl. Phys. Lett. 87, 242503 (2005).
Greer, A. A. et al. Observation of boron diffusion in an annealed Ta/CoFeB/MgO magnetic tunnel junction with standing-wave hard x-ray photoemission. Appl. Phys. Lett. 101, 202402 (2012).
Karthik, S. V. et al. Transmission electron microscopy investigation of CoFeB/MgO/CoFeB pseudospin valves annealed at different temperatures. J. Appl. Phys. 106, 023920 (2009).
Kozina, X. et al. A nondestructive analysis of the B diffusion in Ta–CoFeB–MgO–CoFeB–Ta magnetic tunnel junctions by hard x-ray photoemission. Appl. Phys. Lett. 96, 072105 (2010).
Miyajima, T. et al. Transmission electron microscopy study on the crystallization and boron distribution of CoFeB/MgO/CoFeB magnetic tunnel junctions with various capping layers. Appl. Phys. Lett. 94, 122501 (2009).
Niwa, M. et al. Change in chemical bonding state by thermal treatment in MgO-based magnetic tunnel junction observed by angle-resolved hard X-ray photoelectron spectroscopy. J. Appl. Phys. 125, 203930 (2019).
Yuasa, S. & Djayaprawira, D. D. Giant tunnel magnetoresistance in magnetic tunnel junctions with a crystalline MgO (0 0 1) barrier. J. Phys. D Appl. Phys. 40, R337 (2007).
Lee, K. I. et al. Enhanced tunneling magnetoresistance and thermal stability of magnetic tunnel junction by rapid thermal anneal. J. Magn. Magn. Mater. 239, 120–122 (2002).
Wang, W. G. et al. Rapid thermal annealing study of magnetoresistance and perpendicular anisotropy in magnetic tunnel junctions based on MgO and CoFeB. Appl. Phys. Lett. 99, 102502 (2011).
Zhu, M. et al. A CoFeB/MgO/CoFeB perpendicular magnetic tunnel junction coupled to an in-plane exchange-biased magnetic layer. Appl. Phys. Lett. 106, 212405 (2015).
McMahon, R. A. et al. Flash-lamp annealing of semiconductor materials — applications and process models. Vacuum 81, 1301–1305 (2007).
Lanzerath, F. et al. Boron activation and diffusion in silicon and strained silicon-on-insulator by rapid thermal and flash lamp annealings. J. Appl. Phys. 104, 044908 (2008).
Hayakawa, J., Ikeda, S., Lee, Y. M., Matsukura, F. & Ohno, H. Effect of high annealing temperature on giant tunnel magnetoresistance ratio of CoFeB∕ MgO∕ CoFeB magnetic tunnel junctions. Appl. Phys. Lett. 89, 232510 (2006).
Karthik, S. V. et al. Transmission electron microscopy study on the effect of various capping layers on CoFeB/MgO/CoFeB pseudo spin valves annealed at different temperatures. J. Appl. Phys. 111, 083922 (2012).
Ono, K. et al. Tunneling spectroscopy in CoFeB/MgO/CoFeB magnetic tunnel junctions. J. Appl. Phys. 99, 08A905 (2006).
Xu, X. D., Mukaiyama, K., Kasai, S., Ohkubo, T. & Hono, K. Impact of boron diffusion at MgO grain boundaries on magneto-transport properties of MgO/CoFeB/W magnetic tunnel junctions. Acta Mater. 161, 360–366 (2018).
Burton, J. D., Jaswal, S. S., Tsymbal, E. Y., Mryasov, O. N. & Heinonen, O. G. Atomic and electronic structure of the CoFeB∕ MgO interface from first principles. Appl. Phys. Lett. 89, 142507 (2006).
Berthold, I. et al. Investigation of selective realignment of the preferred magnetic direction in spin-valve layer stacks using laser radiation. Appl. Surf. Sci. 302, 159–162 (2014).
Choi, S. D. et al. Partial magnetization reversal using laser annealing in patterned NiFe/FeMn film. Eur. Phys. J. B 45, 219–222 (2005).
Oda, K. et al. Exchange bias controlled by electric current: interplay of Joule heating and the induced field. Jpn. J. Appl. Phys. 55, 070304 (2016).
Chiolerio, A. et al. Thermal flash treatment in a controlled atmosphere under a magnetic field for magnetic tunnel junctions (MTJ). In Proc. Fifth International WLT-Conference on Lasers in Manufacturing, 679–682 (AT-Fachverlag, Stuttgart, 2009).
Sharma, A. et al. Magnetic tunnel junctions: laser annealing versus oven annealing. IEEE Trans. Magn. 55, 1–4 (2019).
Matsumoto, H., Ota, S., Ando, A. & Chiba, D. A flexible exchange-biased spin valve for sensing strain direction. Appl. Phys. Lett. 114, 132401 (2019).
Ota, S., Ando, A. & Chiba, D. A flexible giant magnetoresistive device for sensing strain direction. Nat. Electron. 1, 124–129 (2018).
Saito, K. et al. CoFeB/MgO-based magnetic tunnel junctions for film-type strain gauge. Appl. Phys. Lett. 120, 072407 (2022).
Acknowledgements
This work was partly supported by JSPS KAKENHI (Grant Nos. 21K18827 and 23H00183), JST A-Step (Grant Nos. JPMJTR20T7 and JPMJTR233A), JST CREST (Grant No. JPMJCR20C6), the MEXT Initiative to Establish Next-generation Novel Integrated Circuits Centers (X-NICS) (Grant No. JPJ011438), JST COI-NEXT (Grant No. JPMJPF2115), and the Spintronics Research Network of Japan. A portion of this work was supported by the “Advanced Characterization Nanotechnology Platform, Nanotechnology Platform Program of the Ministry of Education, Culture, Sports, Science and Technology (MEXT), Japan, Grant No. JPMXP09A21OS0030” and the “ARIM Project of the Ministry of Education, Culture, Sports, Science and Technology, Japan (MEXT), Grant No. JPMXP1222OS0039” at the Research Center for Ultra-High Voltage Electron Microscopy (Nanotechnology Open Facilities) at The University of Osaka.The authors thank N. Shibata, T. Seki, S. Takagi, T. Nagaoka, S. Fukami, and S. Ikeda for their technical help and useful discussions, and gratefully acknowledge Resonac Holdings Corporation and the National Institute of Advanced Industrial Science and Technology for their support in the installation of part of the fabrication system prior to this study.
Author information
Authors and Affiliations
Contributions
D.C. and T.S. planned the study. D.C. supervised the experiments. A.I. and S.O. fabricated devices. A.I., S.O., Y. K. and T.A. set up the FLA apparatus. A.I. measured magnetoresistance curves of the MTJs. A.I. and J.Y. carried out the HRTEM and EDX observations. A.I. and D.C. analyzed the data. A.I. and D.C. wrote the manuscript with input from T.K. and Y.K. All the authors discussed the results.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Imai, A., Ota, S., Yamasaki, J. et al. Ultrafast flash lamp annealing of magnetic tunnel junctions. npj Spintronics 4, 20 (2026). https://doi.org/10.1038/s44306-026-00145-z
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44306-026-00145-z
