
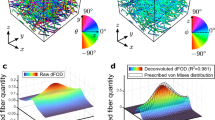
Abstract
Nature uses fibrous structures for sensing and structural functions as observed in hairs, whiskers, stereocilia, spider silks, and hagfish slime thread skeins. Here, we demonstrate multi-nozzle printing of 3D hair arrays having freeform trajectories at a very high rate, with fiber diameters as fine as 1.5 µm, continuous lengths reaching tens of centimeters, and a wide range of materials with elastic moduli from 5 MPa to 3500 MPa. This is achieved via 3D printing by rapid solvent exchange in high yield stress micro granular gel, leading to radial solidification of the extruded polymer filament at a rate of 2.33 μm/s. This process extrudes filaments at 5 mm/s, which is 500,000 times faster than meniscus printing owing to the rapid solidification which prevents capillarity-induced fiber breakage. This study demonstrates the potential of 3D printing by rapid solvent exchange as a fast and scalable process for replicating natural fibrous structures for use in biomimetic functions.
Similar content being viewed by others

Introduction
Nature employs hairy, fibrous, and long thread-like morphologies to realize unique functions1,2,3. Examples include multifunctional spider silks, which provide mechanical structure for webs for prey capture, egg cases for protecting eggs, and swathing silk for immobilizing prey4. Stereocilia and microvilli are fine structures supported by bundles of F-actin that are found in structures such as the inner ear and the apical surfaces of intestinal epithelial cells, respectively5. On the small scale, the multifunctional pilins of bacteria are referred to as the prokaryotic Swiss army knives6. Animals such as geckoes, lizards, and insects utilize tiny setae on their feet for adhesion7. Another truly fascinating example is the thread skein of hagfish slime8,9,10. The skeins are 150 mm long spools of tightly packed ∼1 µm diameter threads, which are produced within specialized cells and unravel in <400 ms when ejected from the slime glands. The unraveled skeins function to reinforce the slime and keep it from being flushed out a predator’s mouth and gills9,10,11 Biologists have studied the exceptional functional morphology of such fine, long, and compliant fibrous structures, which continues to inspire the development of new engineering materials12,13,14,15.
Very fine and soft hair arrays anchored to a substrate are useful for bio-inspired engineering applications. A primary application will be in aerial or aquatic robotics where the hair arrays will serve as tactile and acoustic sensors inspired by the whiskers of aquatic animals16, or as flagella for swimming microorganisms, providing sensitive feedback for precise environmental interactions17,18. Moreover, in the medical field, microneedles designed with hair arrays allow for minimally invasive drug delivery systems19,20. Additionally, these structures are used in microfluidic devices to manipulate and sense small fluid samples21. The micro hair arrays enhance surface properties, such as adhesion and hydrophobicity, and are also incorporated into composite materials to improve mechanical strength through stitching and interlocking22,23,24. However, mimicking the remarkable properties of biological hairy structures is limited by the available manufacturing technologies capable of producing long aspect ratio (20–1000) features with 3D geometries. While photolithography and microfabrication present a potential solution for patterning micropillars, such hairy structures are limited to 2D prismatic straight geometries, total heights less than the wafer thickness of 0.5 mm, and aspect ratios of less than 50 if replica molding is used to avoid pillar fracture during release from the mold25.
3D printing by direct ink writing within a support gel is a promising approach for replicating the 3D complex fibrous or branching structures observed in nature such as vascular networks26,27,28. Soft materials and slender structures lack the bending rigidity to support their own weight, which places challenges in fabricating them by direct ink writing. A 3D printing approach referred to as embedded 3D printing can solve the challenge of gravity-induced deformation of printed structures during direct ink writing (Fig. 1)29. Embedded 3D printing utilizes a support gel with viscoplastic yield-stress fluid rheology during the ink-writing process, thereby leveraging rheological complexity to solve a manufacturing challenge30. This gel acts as a fluid to allow the print nozzle to move, yet acts as a solid at lower stress associated with gravitational and capillary stresses, thereby acting as a stabilizing support medium for the extruded filaments during and after the ink deposition31. Consequently, this approach expands the range of printable materials to include elastomeric inks of ∼1 MPa modulus, thus enabling the accurate replications of functional morphologies of various natural structures.

Schematic illustration showing the mechanism of embedded 3D printing (a) with solvent exchange and (b) without solvent exchange. c Ternary phase diagram for nonsolvent-induced solidification (i.e., phase separation). The given points represent a proportion of the three components. The extruded polymer ink in gel solvent undergoes a change in component proportions along the solidification pathway (from red point to blue triangle). d Photograph of 3D printed coil using solvent exchange (3DPX) with 5 µm nozzle. Optical microscopic image of a printed (e) coil with a tapered helical diameter from 100 to 10 µm and (f) a coil with a helical diameter of 5 µm. g SEM image showing the diameter of the printed filament.
Filaments produced by gel-embedded printing typically have diameters from 20 to 50 µm, with the lower end of the range limited primarily by filament break-up due to surface tension (capillarity) especially when immiscible solvents are present in the ink and bath27. Smaller diameters are possible by solvent-matching to create ultralow interfacial tension between the ink and bath where the smallest diameter may be limited by interfacial surface roughness caused by the finite size of microgel particles32 or flow disturbances caused by the nozzle movement26,32,33,34,35. The elastic solid behavior of curing filaments can overcome the capillary break-up but is limited by the curing rate. To overcome these limitations on the smallest achievable feature diameter, various attempts have been made to more rapidly cure the printed filaments. Adding a crosslinking agent to the gel bath was explored, yet it only achieved a feature diameter of 50 μm36. A related approach used polyelectrolyte exchange to cure electrolyte polymer inks within a liquid bath, which led to rapid solidification and small features with diameters down to 0.5 μm14,37. However, the bath medium, in that case, was a low viscosity liquid, and hence the structures demonstrated were supported layers, rather than free-form suspended filaments. More recent advancements in embedded 3D printing have achieved 8 µm diameter filaments by reducing the interfacial tension between a silicone-based printing ink and the support gel32. This technique requires the rheological design of the bath material to have a low interfacial energy difference with the ink, yet still inhibit miscible dispersion and mixing between the ink and bath materials. Despite these advancements in finely tuning the interfacial tension, the smallest filament is still 8 µm and has a high relative surface roughness. To attain diameters smaller than 8 µm, we propose an alternative strategy based on considerably reducing the duration of post-print curing.
In this study, we succeeded in printing hair structures of very fine and soft fibers with down to 1.5 µm diameter via embedded 3D printing by solvent exchange (3DPX). The smallest diameter achieved with this method was 1.5 µm, with a maximum aspect ratio of around 3400. This ultra high aspect ratio is only limited by the experimental setup and could be made much longer. Owing to careful engineering of the support gel, unsupported freeform shapes are produced, which goes beyond any other 3D printing technique at this diameter scale14,38,39. Solvent exchange between the extruded ink and the surrounding yield stress bath was utilized to facilitate rapid solidification of the extruded polymer solution40. Extruded polymer ink filaments on the scale of microns readily break-up into droplets due to capillary effects41. However, we show that rapid solidification via solvent exchange can oppose capillary break-up and make it possible to print thinner filaments. To accomplish filament diameters down to 1.5 µm, we engineered the supporting gel yield stress rheology, and the compositions of polymer, solvent, and non-solvent, all of which play pivotal roles in the process.
A notable advantage of 3DPX is its wide selection of materials. Solvent exchange polymer chemistry requires that the solvent of the polymer solution ink preferentially diffuses into the surrounding bath material, thereby densifying and solidifying the polymer phase. In principle, this method can be applied to any polymer for which a solvent and non-solvent are available. We demonstrate the use of a wide range of commercially available polymers, solvents, and non-solvent components. We tested 7 different inks including thermoplastic elastomers and commercial polymers like polystyrene and PVC, and even confirmed the feasibility of using additives to make electrically conductive CNT-polymer nanocomposites. We further advanced the approach to produce hair arrays on a silicone elastomer substrate, with fibers with diameters less than 2 µm and lengths surpassing 1500 µm, meeting the requirements for bio-mimicking applications. We posit that 3DPX holds significant potential for future applications in replicating nature-inspired fibrous structures.
Results
Embedded 3D printing utilizing solvent exchange
3D printing of single-digit-micrometer structures from various materials with a high aspect ratio is possible by using a solvent exchange system, as described in Fig. 1a, b. Polymer ink extruded from a µm-sized nozzle rapidly solidifies due to solvent exchange. Once the filament contacts the gel, the ink’s solvent diffuses out, while non-solvent in the gel may also diffuse into the solvent still within the ink. These two processes happen simultaneously at time-varying rates42. The net result is a densifying polymer concentration and solidification of an outer shell on the short time scale, providing sufficient solidification of the outermost material, and thereby inhibiting capillary break-up. At longer times, full solvent extraction is expected. We refer to the process as solvent exchange because this exchange dominates the short time scale and leads to the rapid shell solidification, which is critical for maintaining the micrometer-sized diameter formed by the nozzle. By tuning the solidification rate and the print speed, it is even possible to reduce the diameter further via drawing. In contrast, we show that in a similar system without solvent exchange (Fig. 1b), the extruded polymer breaks into small droplets because the capillary stress (σcap) which is the driving stress for the break-up, is higher than the yield stress of the bath (σy), before the filament is fully cured, which takes several minutes at best43.
To utilize the rapid solidification through the solvent exchange, a ternary system composed of polymer, solvent, and non-solvent must be constructed in embedded 3D printing, as illustrated in Fig. 1c. After selecting a polymer and a solvent capable of dissolving it, we select a non-solvent that is immiscible with the polymer, but miscible with the polymer’s solvent. This ink’s non-solvent is used in the supporting gel. Various combinations of materials that satisfy this relationship provide a diverse material palette for 3DPX. When the polymer solution (red-point, Fig. 1c) is injected into the gel, the solvent in the polymer solution undergoes an exchange with the non-solvent in the gel44. The polymer solution rapidly solidifies upon injection into the gel, where the process intentionally initiates the phase separation, guiding the system from a homogeneous phase, where components are evenly distributed, to heterogeneous phase separation.
To study thermodynamics and kinetics, we conducted experiments using thermoplastic elastomer (styrene ethylene butylene styrene block copolymer, SEBS) as the selected polymer, toluene as the solvent, and ethanol as the non-solvent. The ternary phase diagram was constructed to determine the ethanol concentration required for SEBS/toluene solutions of 1, 5, 10, 15, 20, and 25 wt.% to transition from a homogeneous solution to phase separation (Dotted arrows in Fig. 2a). The phase diagram identifies threshold ethanol concentrations that trigger phase separation in the homogeneous solution. SEBS/toluene solutions of 25 wt.% concentration required less ethanol than the 5 wt.% polymer solution to initiate this separation. This implies a more efficient and quicker solidification process for the ink with 25 wt.% polymer, due to the higher-concentration polymer being closer to its solidification point, i.e., there is less solvent that needs to be removed to solidify it. We further investigated the influence of ethanol concentration on solvent exchange by analyzing the toluene content in the supernatant of the phase-separated solution using high-performance liquid chromatography (HPLC) (Fig. 2b, c). The phase-separated solution was processed using a centrifuge, and the absence of residual polymers in the supernatant was confirmed through the Tyndall effect, which is the scattering of light by particles in a colloid or in very fine suspensions. This indicated that the solution was clear, suggesting that if any polymer particles were present, they were below the concentration threshold that would make the solution appear cloudy45. We found that the concentration of toluene in the supernatant was higher than the average concentration of the total vial, which was further amplified by higher ethanol concentrations extracting more toluene from the SEBS solution. The imbalance intensified with higher ethanol concentrations, demonstrating the ability of a high ethanol concentration to exchange a greater amount of toluene from the SEBS solution.

a Ternary phase diagram for SEBS (polymer), toluene (solvent), and ethanol (non-solvent). b Photograph showing phase alternation of 15 wt.% SEBS/toluene/ethanol mixture depending on the concentration of ethanol. c The concentration of toluene in the supernatants as a function of the concentration of ethanol in the mixed solution (left y-axis) and the ratio of toluene concentration in the supernatant and total mixed solution (right y-axis).
Using 3DPX, we successfully printed a conical coil with a coil diameter of 30 µm, using a glass nozzle that has an inner diameter of 5 µm (Fig. 1d and Supplementary Movie 1). The printing process remained stable throughout, achieving a coil height of ∼1200 µm (Fig. 1e). Another example is a coil with an average helix diameter of 5.3 µm, a pitch of 13.3 µm, and a filament diameter of 2.1 µm (Fig. 1f, g).
To ensure that the printed polymer solution maintains a continuous filament shape with a thin diameter, rapid solidification is imperative to prevent its breakage due to capillary forces46, known as Rayleigh-Plateau instability. In 3DPX, we use a support gel with viscoplastic yield-stress fluid rheology that acts as a fluid to allow the print nozzle to move, yet acts as a solid at lower stress associated with gravitational and capillary stresses, providing stabilization for extruded filaments during and after ink deposition. To resist both gravitational and surface tension effects30 requires \({\sigma }_{y}\, > \, \Delta\rho {gb}+\Gamma {R}^{-1}\) with density difference Δρ, maximum printing height (b), interfacial tension (Γ), and filament cross-section radius (R = d/2). For smaller diameter filaments, break-up occurs when the interfacial tension (Γ) causes a stress higher than the yield stress of the gel (σy), resulting in plastic deformation. This balance of capillarity and yield stress is associated with a characteristic length scale referred to as the plastocapillary length (\(l\)), which is determined by the yield stress of the bath material and the interfacial tension at the ink-bath interface as \(l\sim \frac{2\varGamma }{{\sigma }_{y}}\). A rough estimate for the polymer solution and the gel combination in this work is ∼1 mm. For example, when d << l, capillary effects dominate and the yield stress is insufficient to resist break-up. To produce thin filaments which resist capillary-induced breakage, it is essential to realize a rapid solidification time that is shorter than the time required for filament breakage. Therefore, the solidification rate (i.e., solvent exchange rate) and the mechanical property changes of the filament during solidification are critical factors for this process. Hence, we investigated the rheological changes during polymer solidification by solvent exchange.
Rheological properties and solidification
We characterized the state of the polymer inks by preparing various concentrations of SEBS solutions and measuring their specific viscosity ηsp defined as ηsp = η/ηs −1 where η and ηs are the viscosity of the polymer solution and solvent, respectively (Fig. 3a). The viscosity of the solvent (toluene) and various polymer solutions were measured using a microfluidic viscometer m-VROC (RheoSense, Inc.) and a commercial rheometer (DHR-3, TA instruments, 40 mm cone and plate with 0.04 radian cone angle). Polymer solutions are in the dilute regime when chains do not overlap or interact significantly and in the semi-dilute regime when the hypothetical spheres encompassing the chains begin to overlap, leading to direct interactions. The critical overlap concentration c*∼1.46/[η]47,48,49,50, where [η] is intrinsic viscosity, was found to be 2.89 wt.% and 2.76 wt.% based on the Huggins and Kramer equation, respectively (see Supplementary Note 1 and Fig. S1). The hydrodynamic radius of the polymer coil is around 9 nm suggesting the polymer length scale is much smaller than the printed fiber diameter and continuum assumptions are valid. For polymer concentrations up to ∼2.89 wt.%, the solution was in a dilute state, and up to ∼12 wt.% it was in a semi-dilute and unentangled state. Above 12 wt.%, the ink is in semi-dilute and entangled state, characterized by a marked increase in viscosity. This led to the establishment of scaling relationships: \({\eta }_{{sp}}\sim {c}^{1.2\pm 0.03}\) in the dilute solution, \({\eta }_{{sp}}\sim {c}^{2.93\pm 0.21}\) in the semi-dilute unentangled solution, and \({\eta }_{{sp}}\sim {c}^{6.96\pm 0.64}\) in the semi-dilute entangled solution. The theoretical scaling exponents for polymer in a theta (Θ) solvent in these three regions are 1.0, 2.0, and 14/3, respectively51. Additionally, as the concentration rises, the deviation of the scaling exponent increases. This indicates a pronounced interaction at higher concentrations, and both the Rouse-Zimm model for semi-dilute unentangled solutions and the Doi-Edwards model for semi-dilute entangled solutions prove inadequate in explaining the elevated scaling exponents. Excluding the dilute region for a more focused study on viscosity differences, we specifically chose 5, 15, and 25 wt.% SEBS in a toluene solution. The 5 wt.% represents the semi-dilute unentangled state, while both 15 and 25 wt.% fall into the semi-dilute entangled state yet have significantly different viscosities. This selection was made to investigate the changes and effects that occur when the viscosity varies greatly within the same semi-dilute entangled state.

a Specific viscosity of SEBS/toluene solution as a function of the concentration of SEBS in the solution. b Flow curve of 5, 15, and 25 wt.% SEBS solutions (c) Frequency sweep of 25 wt.% SEBS solution before and after solidification by solvent exchange. d Illustration showing the setup for the in situ monitoring storage modulus under ethanol exposure. e Apparent storage modulus changes of 5, 15, and 25 wt.% SEBS solutions under ethanol exposure. f Thickness inference of the solid SEBS polymer after ethanol exposure (g) Photograph demonstrating the yield stress of the bath media. h Steady shear data of different bath mediums (i) Break-up timescale as a function of diameter for 25 wt.% SEBS, 15 wt.% SEBS with X = 0.7127 for Newtonian viscous filament. The horizontal lines show the time required to develop a thickness based on elasto-capillary length scale.
The flow curve for 5 and 15 wt.% SEBS ink solution demonstrates nearly Newtonian viscosity up to a shear rate of 100 s−1 (Fig. 3b). We observed weak shear thinning behavior for 25 wt.% SEBS polymer solution at rates >20 s−1 (>100 s−1 were unattainable due to edge fracture). The frequency sweep of 25 wt.% SEBS solution suggests evidence of elasticity in the fluid with a relaxation timescale of τ = 6.4 ms obtained from fitting to a single mode Maxwell model (Fig. 3c) with a soft rubbery plateau modulus Gp ≈ 104 Pa and zero-shear viscosity \({\eta }_{0}={G}^{{\prime} {\prime} }/\omega\) = 51.5 Pa.s consistent with shear viscosity data (Fig. 3b). No first normal stress difference N1 was observed for 25 wt.% SEBS polymer solution up to a shear rate of 100 s−1, which may be expected since significant nonlinear properties are expected around \(\dot{\gamma } \sim 1/\tau \approx\)150 s−1. Yet, the actual printing process may involve such high shear rates, e.g., for extrusion velocities ranging from v = 0.1 − 1 mm/s and nozzle diameters d = 5 − 10 μm, the shear rate can vary from 800 to 16000 s−1.
To identify the rheological properties after solidification, we prepared SEBS polymer films solidified via solvent exchange (see Supplementary Note 2). Solidification of SEBS polymer is characterized by an increase in the elastic plateau modulus and relaxation timescale as shown in the frequency sweep data in Fig. S3c. Measured \({G}^{{\prime} }\) and \({G}^{{\prime} {\prime} }\) are independent of film thickness (Fig. S2a) with a linear storage modulus of ∼0.9 MPa after solidification and linear viscoelastic behavior up to 0.3% strain (Fig. S2b). Thus, during the solvent exchange process, SEBS polymer solution transitions from a viscoelastic liquid with short relaxation timescale to a viscoelastic solid as seen from the frequency sweep down to 0.1 rad/s (Fig. 3c) and stress relaxation beyond 100 s (Fig. S2c).
To observe the rate of solidification, we devised an experimental setup (see Supplementary note 3) wherein we loaded the toluene SEBS solution into a rheometer and monitored the changes in real-time as it was exposed to liquid ethanol at the outer diameter of the parallel plates, providing insights into the rapid solidification time scale essential for printing continuous solid filaments (Fig. 3d). When ethanol encounters the polymer solution, solvent exchange immediately starts, leading to the solidification of the polymer. In the rheometer, the solidification process involves the polymer solvent diffusing out radially, which forms an outer shell within the rheometer geometry, as confirmed visually through a transparent glass bottom plate (Fig. S4) (see Supplementary Note 3.1). We applied a continuous small amplitude oscillatory strain amplitude to the sample before and after ethanol exposure to measure the apparent viscoelastic moduli as a function of time. However, the rheometer geometries are probing a spatial gradient of material properties in the radial direction, leading to “apparent” moduli values that integrate across the entire sample. Upon exposure to ethanol, the polymer solution shows a rapid increase in the apparent storage modulus (G'app) which is attributed to the solidification of the polymer shell by solvent exchange as shown in Fig. 3e. Notably, a higher concentration of polymer solution exhibits a more rapid rate of solidification as seen from the ethanol exposure experiment (Fig. 3e) and in solvent evaporation experiments conducted in ambient air (see Supplementary Note 3.2). After exposure to ambient air, the apparent storage and loss moduli reached a steady state in 600 s, suggesting a lower rate of solvent evaporation or complete solidification at this time (Fig. S5a). However, the apparent storage modulus of 25 wt.% polymer solution reaches only a value of ∼104 Pa after 600 s which is two orders of magnitude lower than the modulus reported in Fig. 3c for the solid SEBS film. This may be an indication of diffusion-limited transport and a slowing of the solidification process, like encapsulation, spherification, and reverse spherification methods52, where the solidifying layer reduces diffusive transport thereby slowing the kinetics of solidification. Lower polymer concentrations exhibit continued diffusion indicated by the increasing apparent modulus with time in ambient air and ethanol (Fig. S5), implying that these concentrations might not facilitate fiber formation, as capillary forces could disrupt the filament during a slow solidification process (see Supplementary Note 3.3). Optical confirmation from our custom-made bottom glass setup utilizing the DHR-3 rheometer indicates ongoing diffusion over a broad radial distance for 5 wt.% and 15 wt.% SEBS (Fig. S4b). In contrast, the 25 wt.% polymer concentration exhibits a restricted region of solidification for both 40 mm and 8 mm parallel plate geometries demonstrated by reaching a steady state value (Figs. S5b and 3e) and visual evidence (Fig. S4b).
Using the independent measurements of SEBS toluene solution and SEBS films before and after solidification, respectively, we were able to infer the thickness of the solidified polymer after solvent exchange (see Supplementary Note 3.4). At higher concentrations of the polymer solution, a solid outer core is formed, and the diffusion slows down as suggested by the quasi-steady state value of storage modulus after a certain time. Although the precise concentration profile is unknown, our direct visual observations suggest that during that transition, a highly concentrated polymer outer shell is formed while the inner core is still at a lower concentration. This spatial gradient leads to “apparent” moduli values based on the total measured torque and is dominated by the outer region. With reasonable assumptions, we can relate the overall apparent moduli G′app to the thickness of the developing outsider solid layer, based on an assumed ratio of the modulus of the outer and inner regions. We developed a relation to characterize the shell thickness δ = Ro − Ri after solvent exchange for different concentrations using the relation \({G}_{{app}}^{{\prime} }={G}_{o}^{{\prime} }\left(1-{\varphi }^{4}\right)+{G}_{i}^{{\prime} }{\varphi }^{4}\) where \({G}_{i}^{{\prime} }\) and \({G}_{o}^{{\prime} }\) are the moduli of the inner liquid polymer and outer solid polymer shell, respectively and φ = Ri/Ro is the radius ratio (see Supplementary Note 3.4). When the inner region modulus is negligible, the apparent modulus is dominated by the outer region (G'app > 0.5) when the outer thickness δ is only 16% of the total radius (Fig. S6). By considering a sharp transition from liquid to solid inside the rheometer plate, we inferred a lower bound estimate of the shell thickness δ as a function of time using the apparent storage modulus \({G}_{{app}}^{{\prime} }\) measurements (Fig. 3f). The outer shell thickness increases rapidly at short times and eventually reaches a quasi-steady state. At 25 wt.% SEBS, we observe rapid solidification through solvent exchange at a rate of 2.33 μm/s at a short timescale. The rate slows with time, resulting in an outer shell thickness of 5.5 μm developed after 50 s. These measurements of δ(t) evolution suggest that during printing there is the possibility of having an inner liquid core at short timescales when the printed filament diameter exceeds 11 μm due to the self-limiting nature of solvent exchange. Waiting for a long enough time may eventually lead to a solid filament with no inner liquid core with a smaller diameter which will be discussed later in the article.
During 3DPX, despite rapid solidification, the printed filament will not retain its shape in ethanol. We developed a support gel with viscoplastic yield-stress fluid rheology capable of resisting gravitational stress while still containing sufficient ethanol to ensure solvent exchange. We prepared 5 ethanol-based hydrogels having different yield stress values with 70% ethanol concentration (Fig. 3g). Figure 3g visually demonstrates the key rheological features of these gels. Known as protorheology53, such rapid visual tests can be used for qualitative and quantitative inference to better understand material behavior, corroborate rheometric measurements, and identify bad rheometric data54,55,56. Qualitatively, the images demonstrate yield-stress fluid behavior: the materials are flowable yet behave as a solid below a critical stress, which sets the maximum build height shown for each formulation. Quantitatively, the yield stress can be approximated to be around 5–73 Pa from left to right, as obtained using slump test protorheology analysis (see Supplementary Note 4). Accurate rheometry in steady simple shear flow is shown in Fig. 3h, obtained from an ARES-G2 rotational rheometer (TA instruments) with a parallel plate geometry of 25 mm diameter and 1 mm gap. Dynamic yield stress was calculated by fitting to the generalized Herschel–Bulkley equation of the form57 \(\sigma={\sigma }_{y}\left(1+{\left(\dot{\gamma }/{\dot{\gamma }}_{{crit}}\right)}^{n}\right)+{\eta }_{\infty }\dot{\gamma }\). We conducted printing within a range of yield stress baths at different concentrations, with dynamic yield stress values ranging from 1 to 48 Pa. A comparison of yield stress obtained from protorheology and steady shear flow is shown in Table S1. The protorheology estimates are higher than those obtained from the rheometer. Yet, the agreement was sufficient to validate our use of protorheology during formulation of bath gels with different ethanol concentrations to rapidly identify when a desired yield stress was achieved. Frequency sweep and large amplitude oscillatory shear data of the bath with \({\sigma }_{y}=48.4\) Pa shows evidence of the hydrogel rubbery behavior \(({G}^{{\prime} } > {G}^{{\prime} {\prime} })\) and its liquid behavior at high shear strain amplitude \(({G}^{{\prime} {\prime} } > {G}^{{\prime} })\) as shown in Fig. S7. The bath gel demonstrates minimal thixotropic behavior58, as shown in Fig. S7c with \(\Delta {\sigma }^{+}/{\sigma }_{\infty }=0.44\) with a thixotropic recovery timescale τ+ ∼ 0.3s for σy = 6.6 Pa. The amount of thixotropy is expected to be reduced for higher microgel concentrations.
The mechanism behind achieving smaller filament diameters can be rationalized by comparing capillary break-up and solidification timescales, which are influenced by feature size, ink and bath rheology, and solidification kinetics, including the formation of an outer shell with thickness δ(t). We hypothesize that successful printing occurs when the time to solidify a sufficient thickness, \({t}_{\delta }\), is much shorter than the capillary break-up time, tcap, i.e., for \({{t}_{\delta }\, \ll \, t}_{{cap}}\). For a Newtonian fluid filament, neglecting the outer phase viscosity, the capillary breakup timescale is related to the extensional viscosity \(({\eta }_{E}=3 \eta )\) by \({t}_{{cap}}={\eta }_{E}d/((2X-1)\Gamma )\) where the constant X depends on the details of the curvature developed in the filament (X = 0.7127 for Newtonian viscous filament)59. Our ink filaments are embedded in a gel bath, and both exhibit non-Newtonian features, therefore complicating this estimate. We have considered the likely extensional thickening of the ink (based on the linear viscoelastic relaxation time τ = 6.4 ms) and the shear-thinning of the surrounding gel (extrapolating to the apparent shear viscosity at the relevant capillary stresses), and conclude that the nominal low-shear viscosity of the ink provides the most conservative estimate for tcap (see Supplementary Note 5). This estimate for tcap is shown in Fig. 3i. As expected, it decreases at smaller printed diameters. For an estimate of \({t}_{\delta }\), we note that for a cylindrical solid to resist the Rayleigh-Plateau instability, the diameter d should be larger than the elasto-capillary length LEC = Γ/G60,61. The simplest hypothesis to test is that the smallest length scale (the solid wall thickness δ, rather than the diameter d) must be larger than LEC to stabilize the filament, where LEC is based on the larger interfacial tension at the solvent/non-solvent interface with the outer gel (see Supplementary Note 5 and Fig. S8). This hypothesis simply uses the first-order elasto-capillary length which does not involve bending of a solid shell around a liquid core. Moreover, our solidification process involves several modeling complications in addition to the outer shell developing to resist this instability. These are the rheologically-complex behaviors of the initial inner liquid and the surrounding gel bath, the diameter and time varying rate of solvent diffusion, and the different interfacial tensions at the inner and outer surfaces of the developing shell. We still proceed with the simple hypothesis as we found that it offers physical intuition on how to select the ink concentration. In the proposed model, the critical shell thickness is estimated as the elasto-capillary length, \({\delta }_{{crit}}=\Gamma /G=\) 0.04 μm, and the time required to achieve this thickness is estimated as \({t}_{\delta }={\delta }_{{crit}}/(d\delta /{dt})\), where \(d\delta /{dt}\) is the initial solidification rate (Fig. S8). These estimates for tδ and tcap are shown in Fig. 3i for both the 25 wt.% and 15 wt.% SEBS inks. We see that 25 wt.% satisfies the criteria \({{t}_{\delta }\, \ll \, t}_{{cap}}\) down to smaller diameters compared to 15 wt.%, due to the higher viscosity of the polymer solution increasing tcap, and \({t}_{\delta }\) decreasing due to the faster solidification rate with the 25 wt.% ink (Fig. 3i). Surprisingly, the simple estimate for tδ predicts printability down to diameters around 2 μm (where tcap = tδ), which is consistent with our capabilities of printing 1.5 μm diameter filaments. In fact, our capabilities are even better than predicted, since the criteria requires \({{t}_{\delta }\, \ll \, t}_{{cap}}\) which would seem to be limited to much larger diameters than 2 μm. The extensional thickening of the polymer ink solution, the rheology of the surrounding bath gel, the diameter-dependent diffusion rate, and the geometry of the solidifying shell may all contribute to further increasing tcap and stabilizing against the capillary break-up, making the 25 wt.% SEBS ink successful and prompting our focus on this concentration for 3DPX printing.
Given that embedded printing occurs within an ethanol-based hydrogel, we focused on finding the optimal concentration of ethanol in the gel. We considered the phase separation in a quaternary system that includes water, not just 100% ethanol. We obtained a ternary cross section phase diagram composed of toluene, ethanol, and water through experiments (Fig. S9a). As the concentration of water in ethanol increases, it becomes evident that less toluene is required for phase separation, indicating a decrease in miscibility between toluene and ethanol in high water concentration ethanol-based hydrogels. This suggests that the solvent exchange between toluene and ethanol could be hindered as the water concentration increases. Such an effect also influenced the concentration at which SEBS/toluene solution begins to undergo phase separation. Figure S9b is a phase diagram consisting of SEBS, toluene, and a mixture of ethanol and water. Phase separation points for mixtures with ethanol concentrations of 50%, 60%, and 70% are indicated respectively. As shown in Fig. 1c, the solidification of the printed polymer inside the gel due to solvent exchange is represented by a movement from the left to the right on the graph. The phase separation boundary line at an ethanol concentration of 70% is closer to the toluene axis than at 50%, implying that phase separation should occur faster due to a larger thermodynamic driving force, and solidification is more feasible at higher ethanol concentrations62. Therefore, we opted to use an ethanol gel concentration of 70% for our experiments.
Parametric studies of 3DPX
Building on our understanding of solvent exchange, we explored the geometry-related printing parameters that could arise with the introduction of solvent exchange in 3DPX. We extruded a 25 wt.% SEBS solution into an ethanol gel using a glass nozzle with inner diameters of 5 and 10 µm (Fig. 4a). As the gel moved from left to right during extrusion, we monitored the process using an optical microscope (experimental setup shown in Fig. S10a). This approach yielded two noteworthy observations. First, we observed the reduction in the diameter of the printed filament over time (Fig. 4b). Specifically, a filament extruded from 10 µm to 5 µm nozzles contracted from 9.3 µm to 7.3 µm and from 4.5 µm to 3.8 µm within a few seconds, respectively. This contraction, occurring during solvent exchange, is due to the significant loss of toluene, leading to a dense structure. It signifies that more toluene is leaving than the amount of ethanol entering63,64. This allows the fabrication of features having diameters even smaller than the inner diameter of the nozzle.

a Optical microscopic image of embedded 3D printing. b Filament diameter changes over time with nozzle diameters of 10 and 5 µm. c Illustration of printing straight filament in a gel. d Optical microscopic images of printed filaments and (e) their diameter depending on the yield stress of the gel with 1 and 48 Pa and printing speed from 0.1 to 1.0 mm/s. f Illustration of printing 90° curved filament in a gel. g Photographs of printed 90° curved filaments and (h) their accuracy parameter Δp depending on the yield stress of the gel from 1 and 48 Pa and printing speed from 0.4 to 1.0 mm/s. i Coils printed at different high speeds. Images of (j) a manifold for extruding through 9 nozzles and (k) printed 3D features.
Second, we studied the location of the printed filament with respect to the path where the tip of the nozzle passed. The filament’s position is influenced by the flow generated through the movement of the nozzle within the gel. This implies that by decreasing the printing speed and managing the gel’s yield stress, it is possible to regulate both the position and shape of the filament65. As depicted in Fig. S10b, the slower the printing speed, the closer the final position of the printed polymer aligns with the trajectory of the nozzle.
We printed simple 2 mm lines into ethanol-based gels with different yield stresses (Fig. 4c), under extrusion pressure of 0.1 kPa and printing speeds ranging from 0.1 to 1.0 mm/s. Wrinkled filaments were generated at 0.1 mm/s indicating that the extrusion speed was faster than the printing speed (Fig. 4d). Across other conditions, a wrinkled filament was produced instead of a filament with a larger diameter when the extrusion speed was faster than the printing speed. This observation suggests that the solvent exchange is rapidly solidifying the surface41,66. As the printing speed increases, small diameter filaments are produced while maintaining straight geometries (Fig. 4e). The diameters decreased from 3.4 µm to 2.4 µm in a gel with σy = 1 Pa and from 3.2 µm to 2.1 µm in a gel with a yield stress of 48 Pa. In a gel with a yield stress of 1 Pa, the diameter of the printed filament did not decrease when the print head velocity increased beyond 0.7 mm/s, indicating that the printed fiber slips. This suggests that there is a pulling force exerted by the nozzle on the printed filament during the printing process under the conditions of finite yield stress of the support medium and rapid solidification. We observe that a gel with a yield stress of 48 Pa had sufficient force to draw the filament and prevent slippage.
The force exerted by the nozzle on the printed filament must be taken into consideration to ensure that the printed filament aligns with an intended curved trajectory. To assess this, we designed 90° curves and examined how well the printed filament geometry matches the nozzle trajectory (Fig. 4f). For example, printing at 1 mm/s into gels with 1 and 48 Pa yield stresses revealed significant differences in the filament length and curvature (Fig. 4g). As expected, the length of the filament in the 1 Pa gel is shorter than that in the 48 Pa gel because the filament in the 1 Pa gel has a larger diameter, as shown in Fig. 4d. Meanwhile, in the 1 Pa gel, the starting point of the printed filament moved during printing, and the intended right angle gets distorted, leading to large radii of curvature. Because the smaller yield stress gel has less holding force to prevent slippage, the pulling force causes the shift of filament position. In contrast, the 48 Pa gel ensures that the starting position is fixed and that the printed trajectory includes a straight portion and a curved corner. To quantify these changes, we used Δp, defined as the ratio of the area between the designed and printed trajectories (A) to the edge length squared (L2) (as shown in Fig. 4h and S10c). A smaller Δp designates higher fidelity printing of right angles with sharp corners. In these experiments, Δp decreased with reduced printing speed and increased gel yield stress. For instance, printing into a 1 Pa gel at different speeds resulted in Δp values of 0.64, 0.48, and 0.28, respectively. At a constant speed of 0.4 mm/s, Δp gradually decreased as the gel yield stress increased from 1, 19, and 48 Pa. This allows us to determine the possible printable trajectories and the parameters required for target geometry.
The 3DPX method demonstrates remarkable scalability. We successfully increased the printing speed by a factor of 12.5, from 0.4 to 5 mm/s (Fig. 4i) using the smallest nozzle having 5 µm diameter. To test the maximum printing speed while ensuring continuous filament formation, we printed a coil with a diameter of 3 mm. The coil was successfully printed at a speed of 5.0 mm/s. However, when the printing speed was increased to 7.5 mm/s or higher, the coil broke due to capillarity, indicating that the solidification time was longer than the capillary break-up time. Furthermore, we demonstrated the applicability of 3DPX to multi-nozzle printing, achieving parallel printing with up to nine nozzles (Fig. 4j). We fabricated a manifold capable of providing uniform flow to nine channels and attached nine 5 µm glass nozzles for printing. Nine identical structures were printed simultaneously demonstrating the robustness and reliability of this approach (Fig. 4k). For example, the structures remained stable despite the nozzle induced forces within the gel medium. This highlights our ability to overcome the unique mechanical challenges posed by printing in a gel, which are distinct from those encountered when printing in air.
Broadening material applicability with 3DPX
3DPX has the potential to considerably broaden the range of applicable materials, as it can be applied to any polymer for which there exists an ink solvent and non-solvent which are miscible. Solvent exchange significantly broadens the materials palette, accommodating a diverse array of materials with varying functionalities, from those with distinct chemical properties to those exhibiting a wide range of mechanical moduli. This wide materials selection without crosslinkers for solidification enables the use of substances that offer superior performance and functional diversity. In Fig. 5a, the printing test results for various polymers are presented. We selected polymers such as SEBS, SIS, PVA, PS, and PVC each possessing varied modulus characteristics, and designed solvent and non-solvent for each material (details for ink preparation and the modulus of used polymers are presented in Methods and Supplementary Note 8 and 14). We confirmed that all selected polymers could be rapidly solidified within the gel when extruded through a 30 µm nozzle, facilitating their printing. Furthermore, we prepared a carbon nanotube (CNT) ink consisting of CNTs dispersed in styrene-ethylene-propylene-styrene block copolymer solution (CNT/Polymer, electrical conductivity 40 S/m). We extruded CNT/Polymer using 50 µm metal nozzle instead of the 30 µm glass nozzle due to the high viscosity of the CNT polymer dispersion, which required the use of a larger diameter. This ink was also readily solidified within the gel without separation of CNT from the polymer matrix. This implies that embedded 3D printing using solvent exchange also enables fine feature printing with nanocomposite materials. We expect the roughness of printed filaments to be caused by insufficient solubility of polymer in solvent and that the roughness can be improved by manipulating the internal energy interaction between solvents and polymers67. As a demonstration, we printed helical coils using these six materials (Fig. 5b). The uniform size and shape of the coils, and the filament diameters of <2 µm, demonstrate the attractive capability of this method.

a Diverse printable polymers (SEBS, SIS, TPU, PVA, PS, PVC, and CNT/Polymer composite) with a wide range of Young’s moduli using the 3DPX. b Photograph of printed coils produced with various polymers. c Comparison of the minimum feature diameter with the previous embedded 3D printing literature and the diameters of various biofibers. Optical microscopic image of 3D printed filament with (d) 2D spiral geometry, (e, f) profiled coils, and (g) uniform helix with a coil diameter of 10 µm.
The comparison of the feature diameters reported in other embedded 3D printing studies shown in Fig. 5 demonstrates that 3DPX not only establishes a new record for smallest feature size but also unlocks an extensive array of material possibilities in direct ink writing. Materials such as Alginate68, GelMA69,70, PVA27,33, Pluronic26, Collagen34,71, and Silicone elastomer32,72 have previously been printed, exhibiting feature diameters ranging from 200 to 10 µm (summarized in Table S2). Many embedded 3D printing studies have endeavored to reduce the feature diameter, and the most recent record of 8 µm diameter was recently achieved using curable silicone elastomer by significantly reducing the interfacial tension to 50 µN/m between the ink and the gel (marked as the best prior work in Fig. 5c)32. We achieved a more refined printing feature diameter of 1.5 µm with SEBS, which is 5 times smaller than 8 µm, and several other polymers also attained single-digit-micrometer printing (Fig. S11). Furthermore, we believe that the minimum feature diameter of previously studied materials (such as Alginate, GelMA, PVC, etc.) could be reduced to a single-digit micrometer scale with the solvent exchange effect. We also compare the feature diameter of this 3D printing method with the diameters of naturally occurring biofibers in Fig. 5c. For example, to replicate natural structures like mussel byssal threads73, which require a feature diameter of less than 200 µm, or gecko feet setae (5–10 µm)74, spider silk (4 µm)75, and hagfish slime thread (∼2 µm)76, precision in feature diameter is crucial during printing.
We printed various filamentary geometries to test the performance and capabilities of 3DPX. Being able to print fibers with order micron diameters in various geometries means that we can approach a wide range of hairy applications. We printed a 2D spiral with a coil diameter from 800 to 50 µm (Fig. 5d). The gap between the filament was consistently maintained during printing, and the smallest final circle in the center, with a diameter of 50 µm, was printed accurately. Next, we printed a 3D ball-shaped geometry with 750 × 500 µm (height and width), and ribbon-shaped coils with core diameters from 200 to 30 µm (Fig. 5e, f). The smallest coil diameter printed was 10 µm. Considering the diameter of the glass nozzle is 5 µm, we believe that we have reached the limit of the smallest printable coil diameter with this setup (yellow mark in Fig. 5g). If we use a smaller diameter nozzle, such as a 2 µm nozzle, we believe thinner filaments and coils could be printed. However, we were unable to extrude a 25 wt.% SEBS solution through a 2 µm nozzle. This limitation is likely due to the increased pressure requirements associated with the smaller diameter.
Printing hair structures on substrates
We utilized 3DPX for printing hair fixed onto substrates, and the process sequence and printing mechanism are depicted in Fig. 6a. First, a mixed, non-cured PDMS Sylgard 186 was poured in the bottom of a container followed by a layer of ethanol-based gel stacked on top of it in the same container. Then, the nozzle was inserted by a vertical downward motion until it penetrated the PDMS layer at the bottom. The extrusion starts at this step, and the nozzle is lifted upwards during extrusion. As in mammalian hair, these structures consist of a root that is anchored and a smaller diameter fiber that extends away from the anchoring surface. Here, the root is fixed inside the PDMS, and the hair strand is in the ethanol gel. During this process, the SEBS solution printed in the PDMS loses its toluene to the PDMS and solidifies slowly77. After curing the PDMS at 50 °C, the ethanol gel was washed away. For better visualization and demonstration purposes, we used thicker metal nozzles instead of the 5 µm glass nozzles. We obtained a hair array with roots anchored in the PDMS and the diameter of the SEBS hair was 76 ± 1 µm with high aspect ratio as discussed below (Fig. 6b, c, Detailed experimental procedures and methods are provided in the Supplementary Information). In Fig. 6d, we showcase a straight hair array fabricated using a polymer ink infused with a fluorescent pigment. This highlights the potential for tailoring the optical and chemical properties of the hair via specific additives, underscoring the broad functional capabilities of such nature-inspired hair arrays. Beyond merely producing straight hair, the ability to print hair in diverse structures is pivotal to unlock their potential functionalities. We engineered micro-sized unit hairs in both straight and coiled configurations, densely arranged in a hexagonal pattern. (Fig. 6e–l). Fig. 6f, j present the printing process, as viewed from the side (See Supplementary Movie 2). The two printed hair arrays cover an area of 16.2 mm2 and contain 91 hair strands each, with diameters of 28 ± 3 and 43 ± 4 µm. To test the softness of the printed hair, we observed the hair response by sweeping a metal wire vertically across it (Fig. S12a). The hair was gently combed by the metal wire with a diameter of 50 µm and returned to its original shape after being brushed (Fig. S12b).

a Schematic illustrations showing a hair array printing process and printing mechanism. b, c SEM images of printed hair array. (diameter = 76 ± 1 µm) on PDMS substrate. A metal nozzle with a diameter of 210 µm was used for printing. d Photograph of hair array printed with fluorescent polymer ink. The image was obtained by exposing the sample to 365 nm UV light. e Design of straight unit hair and its array. Photograph of (f) the printing process of straight hair array and (g) printed straight hair array. h SEM image of straight hair array with a diameter of 28 ± 3 µm. i Design of coil unit hair and its array. Photograph of (j) the printing process of coil hair array and (k) printed coil hair array. l SEM image of coil hair array with a diameter of 43 ± 4 µm. A metal nozzle with a diameter of 50 µm was used for printing. Three types of fine and long hair strands: (m) Straight, with a diameter of 1.5 µm and a length of 1628 µm, exhibiting an aspect ratio (AR) of 1085; (n) Bent, with a diameter of 1.7 µm and a length of 1751 µm, exhibiting an AR of 1030; and (o) Coiled, with a diameter of 2.2 µm and a length of 7511 µm, exhibiting an AR of 3414. A glass nozzle with a diameter of 5 µm was used for printing.
Despite many natural functional fibers boasting aspect ratios exceeding 100076, printing fibers with such high aspect ratios and single-digit micrometer diameters has long been an elusive challenge. Particularly, fabricating such structures using extremely soft elastomers presents significant difficulties. While lithography techniques could achieve the desired diameter, they are limited to an aspect ratio of around 2025,78. Traditional embedded printing methods, on the other hand, have attained high aspect ratios, but the resulting diameters were excessively large79. The 3DPX enables soft polymers to achieve diameters on the order of a few micrometers while maintaining an aspect ratio of over 1000. This aspect ratio is only limited by the experimental setup and the fibers can be arbitrarily long. Using a 5 µm nozzle, we printed straight hair with 1.5 µm in thickness and 1628 µm in length (Fig. 6m), bent hair with 1.7 µm in thickness and 1751 µm in length (Fig. 6n), and coil hair with 2.2 µm in thickness and 7511 µm in length (Fig. 6o). The aspect ratios for each hair were 1085, 1030, and 3414. We have not developed methods to remove the finest hair diameters with the very high aspect ratio hair from the gel without damage. This is an inherent challenge to be addressed in the future. Nevertheless, since 3DPX bears a resemblance to the wet-spinning of polymeric fibers, it can leverage the various chemistries to new functionalities.
Discussion
This study demonstrates a new fast 3D printing method suitable for filamentary materials based on embedded direct ink writing exploiting solvent exchange to produce bio-inspired fibrous structures having high aspect ratios up to 7511 and filament diameter down to 1.5 μm. The solvent exchange mechanism allows for rapid solidification of the polymer ink, enabling the scalable production of extremely long, slender, and delicate structures. We studied the thermodynamics of solvent exchange, solidification rate, and the rheological properties of the ink and gel to achieve these remarkable printing results. We demonstrate applicability to a wide range of polymers, including those with Young’s moduli spanning from as low as 5 MPa to as high as 3500 MPa, which were previously challenging to print.
Our research demonstrates the ability to print structures with unprecedented precision, achieving feature diameters even smaller than the nozzle inner diameter. Our results differ from previous fabrication methods which successfully achieved small feature diameters. Many earlier efforts used various techniques to produce pillars at small scales such as aerosol jet printing39,80,81, vertical direct ink writing82,83,84,85, electrohydrodynamic (EHD) printing38, and meniscus-guided printing86. While some of the reports based on these approaches managed to reach feature sizes in the tens of micrometers range, they were primarily limited to materials like ceramics or metals, including gold38, indium tin oxide39, and silver81. In particular, there are a few reports in the literature of even sub-micron features obtained with aerosol get printing39,80, EHD printing38, and meniscus-guided87,88,89, however these are limited by their speed (typically 1.0 × 10−5 − 0.8 mm/s) and aspect ratio (<50 for aerosol jet printing and EHD printing, can reach ∼ 700 for meniscus-guided deposition). One notable study in direct ink writing achieved a feature diameter of 0.6 micrometers using the polyelectrolyte exchange effect, conducted at a speed of 0.02 mm/s37. This method stacks the extruded fibers into supported layers due to the use of a liquid rather than gel bath, essentially making it similar to traditional fiber spinning combined with 3D layer-by-layer deposition. In contrast, our approach operates at a speed of 5 mm/s, which is 500,000 times faster than the meniscus printing method (1.0 × 10−5 mm/s), 250 times faster than the polyelectrolyte exchange method (0.02 mm/s), and uses a gel-based method to create freeform and unsupported structures. This allows us to fabricate various geometries and overcome the limitations of previous methods while providing a rich library of potential functionalities.
Furthermore, 3DPX method is particularly beneficial for producing separate, non-cohesive hairs due to the rapid solidification of filaments. While our method excels at making fiber arrays, new resin formulations may be needed for creating layer-by-layer 3D structures. In the future, arrays with ultra-fine and long fibers could be combined with functional materials to enable specific application use cases, such as tactile sensors, microneedles for drug delivery, and microfluidic devices, further expanding the versatility and utility of the 3DPX method.
Methods
Materials
All chemicals were used as received without further purification. Styrene-ethylene-butylene-styrene (SEBS; styrene 30 wt.%; G1650, Molecular weight = 9.8 × 104 g/mol; Density = 0.89 g/cm3) copolymer and Styrene Ethylene Propylene Styrene (SEPS; styrene 28 wt.%; G1702, Molecular weight = 1.7 × 105 g/mol; Density = 0.88 − 0.95 g/cm3) copolymer was provided by Kraton™ (USA). Thermoplastic polyurethane (TPU; Elastollan® 1185 A, Molecular weight = 108.5 kDa; Density = 1.12 g/cm3) was purchased by BASF (Germany). Polystyrene-block-polyisoprene-block-polystyrene (SIS; styrene 22 wt.%; Density = 0.93 g/cm3, catalog #432415) copolymer, polystyrene (PS; molecular weight 3.5 × 103 g/mol; Density = 1.06 g/cm3), polyvinyl chloride (PVC; high molecular weight; Density = 1.40 g/cm3), Toluene (ACS grade; Density = 0.86 g/cm3), Dimethylformamide (DMF; ACS reagent; Density = 0.94 g/cm3), and tetrahydrofuran (THF; GC grade; Density = 0.89 g/cm3) were purchased from Sigma-Aldrich (USA). NC7000 multi-walled carbon nanotubes (MWNTs) with an average diameter of 9.5 nm and length of 1.5 μm were supplied from Nanocyl. Triethanolamine ( ≥ 99.0% (GC)) was purchased from Sigma-Aldrich (USA). Ethanol (Anhydrous; USP grade) was purchased from Decon Labs (USA). Distilled water (ASTM Type II) purchased from Aqua Solutions (USA). Carbopol® Ultrez 10 was purchased from Lubrizol Corp. (USA). Carbopol microgel was selected as the supporting medium due to its smooth transition between fluid and solid states, allowing precise placement and stabilization of printed materials (Fig. S7a). Carbopol microgel exhibits minimal thixotropic behavior, with rapid recovery of its microstructure, ensuring firm support for intricate structures (Fig. S7c). Additionally, the Carbopol microgel support medium remains stable at various ethanol concentrations suitable for 3DPX.
Preparation of ink polymer
SEBS, SIS, TPU, PS, and PVC solutions were prepared by dissolving in a suitable solvent. The SEBS, SIS, and PS were placed with toluene in a 300 mL two-neck reactor and swelled for 1 h. Afterward, we used an overhead stirrer to stir at 300 rpm while refluxing for 5 h at 120 °C. During this time, a condenser was installed in the reactor to prevent evaporative loss of the toluene. Next, we cooled it at room temperature for 6 h and then stored it in a container for use. In the same manner, TPU was dissolved in DMF at 110 °C and PVC was dissolved in THF at 120 °C. Using this method, solutions of SEBS (25 wt.%), SIS (52 wt.%), TPU (15 wt.%), PS (47 wt.%), and PVC (20 wt.%) were prepared.
The CNT/Polymer solution was prepared as follows. 1 wt.% Styrene Ethylene Propylene Styrene (SEPS, Kraton G1702) was dissolved in toluene with stirring. Multi-walled nanotubes (MWNTs) were added to yield a concentration of 0.6 wt.% and the mixture was placed in an ultrasonic bath (Elmasonic, 37 kHz, 100% power) for 1 hour at room temperature, mixing every 5 min with a vortex mixer (30 s, 2500 rpm). The resulting dispersion underwent further ultrasonication (Sonic Systems L500, output frequency 20 kHz, 5 mm probe) for 10 h in an ice bath, with vortex mixing after every hour. To this dispersion, 11 wt.% of SEPS was added and mixed with a planetary mixer (THINKY ARE-310, 2 × 5 min, 2000 rpm), generating a final concentration of 12 wt.% SEP, 0.6 wt.% MWNTs in toluene. The conductivity of a CNT/SEPS film produced by using this ink was 40.9 ± 4.7 S/m which was measured by using 4 point probe measurements (T2001A3, Ossila, UK). The conductivity was obtained by calculating the mean value and standard deviation of 11 measurements and the thickness of the film was 7.4 µm.
Preparation of support gel
An ethanol-water suspension of microgel particles was used as the support gel, which had the dual function of supporting the printed filament against gravitational forces while simultaneously solidifying it. Ethanol was selected as a non-solvent for the polymers used in the inks. We manufactured several types of gels with varying ethanol content and yield stress. The ethanol content of the gel was adjusted to 50–70 wt.%, and the yield stress of the gel was adjusted from 1 to 48 Pa. The manufacturing method is as follows. Upon dispersing Carbopol microgel particles in the water/ethanol solution, it forms a viscous suspension with a pH value of ∼4. Triethanolamine is then added to cause swelling of the Carbopol particles, resulting in a dense jammed suspension with yield stress. The swelling is caused by the removal of protons through neutralization with triethanolamine. This process results in the acquisition of negative charges by the particles, which in turn causes further swelling. The repulsion forces between the swollen, negatively charged particles are the result of both like charges and steric interactions. At a pH value of around 7, the Carbopol particles reach their maximum swelling and become jammed, forming a soft glassy suspension. The properties of this fluid are characterized by a high degree of viscosity and yield stress. However, increasing the pH value beyond 7 causes the particles to collapse, leading to a drastic decrease in both viscosity and yield stress. To ensure uniform dispersion of the Carbopol particles in the neutralized base, the formulations were stirred at 200 revolutions per minute (rpm) with an overhead mixer overnight. This extended stirring process helps to homogenize the particles and remove any air bubbles that may have been introduced during the mixing process. Before using a sample for rheological characterization and 3D printing, it was degassed using a planetary centrifugal mixer (THINKY).
Details about imaging and microscopy
Figures 1d and 4g: Images were captured using the Digital Microscope MX200-B from T Takmly. Figures 1e, f, 5e, f: Images were captured using the VK-X1000 from Keyence. For Fig. 1e, the image navigation feature was utilized to capture a wide area at high resolution. Figures 4a, d, 5a, b, d, g, 6m, n, o: Images were captured using an optical microscope from Zeiss. High-resolution images were captured using the LD EC Epiplan Neofluar 100X BD DIC Objective. For Figs. 4a and 5a, the experimental setup shown in Fig. S10a was used.
Characterization
To observe the extrusion behavior of polymer ink through the glass nozzle in a support gel, a customized setup was installed under the optical microscope (Zeiss). The customized setup consisted of a linear stage, 3 axis stage, and a dispenser (Ultimus V; Nordson). The images of printed filaments in Fig. 4 were taken by using a confocal microscope (VK-X1000; Keyence). The rheological properties of polymer inks and gels were analyzed by using rotational rheometers (DHR-3 and ARES-G2; TA Instruments). The images of printed filament samples were obtained by using a scanning electron microscope (SEM; Axia ChemiSEM) at a voltage of 20 kV and a pressure of 50 Pa without platinum sputtering.
Analysis of the toluene concentration of supernatant in the phase-separated solution
The toluene concentration of supernatant in the mixed solution was analyzed by using high-performance liquid chromatography (HPLC). A supernatant of the phase-separated solution which is a mixture of SEBS, toluene, and ethanol was diluted 1000 times in acetonitrile. Toluene was measured using a Shimadzu HPLC-20 series (Shimadzu, Japan) equipped with a photodiode array detector (SPD-M20A, Shimadzu, Japan). The supernatant was injected into HPLC and separated using a Chromolith® Performance DIOL (100 × 4.6 mm, suitable for USP L20) at 23 °C. A dual mobile phase condition with 80% of mobile phase A: acetonitrile, B: 5 mM Ammonium acetate buffer (pH = 6.8), was adopted at a flow rate of 0.5 mL/min for 10 min. For the standard curve, toluene was diluted to 0.05, 0.1, 0.5, 1, 4, and 8 g/L in acetonitrile media. All the chemicals were purchased from Millipore Sigma. The toluene concentration in SEBS is presented in the unit of g/mL instead of wt.% due to the unknown density of the sediment.
3D printing techniques for hair array fabrication
The 3D printing was carried out using our custom-built 3D printer (see Supplementary Note 12). This printer comprises a precision motion stage system, dispensing system, and control computer. The detailed printing process sequence of hair printing with 50 µm metal nozzle is presented in Supplementary Note 14.
Data availability
The authors declare that all data supporting the findings of this study are available within the paper and its supplementary information files or from the corresponding authors upon request.
References
Katoh, T. A. et al. Immotile cilia mechanically sense the direction of fluid flow for left-right determination. Science 379, 66–71 (2023).
Lee, Y. et al. Mimicking human and biological skins for multifunctional skin electronics. Adv. Funct. Mater. 30, 1904523 (2020).
Han, Z. et al. Artificial hair-like sensors inspired from nature: a review. J. Bionic Eng. 15, 409–434 (2018).
Zheng, Y. et al. Directional water collection on wetted spider silk. Nature 463, 640–643 (2010).
Roy, P. & Perrin, B. J. The stable actin core of mechanosensory stereocilia features continuous turnover of actin cross-linkers. Mol. Biol. Cell 29, 1856–1865 (2018).
Berry, J.-L. & Pelicic, V. Exceptionally widespread nanomachines composed of type IV pilins: the prokaryotic Swiss Army knives. FEMS Microbiol. Rev. 39, 134–154 (2015).
Pang, C. et al. Nano meets beetles from wing to tiptoe: versatile tools for smart and reversible adhesions. Nano Today 7, 496–513 (2012).
Winegard, T. A. et al. Coiling and maturation of a high-performance fibre in hagfish slime gland thread cells. Nat. Commun. 5, 3534 (2014).
Zintzen, V. et al. Hagfish predatory behaviour and slime defence mechanism. Sci. Rep. 1, 131 (2011).
Chaudhary, G., Ewoldt, R. H. & Thiffeault, J.-L. Unravelling hagfish slime. J. R. Soc. Interface 16, 20180710 (2019).
Taylor, L. et al. Mechanisms of gill-clogging by hagfish slime. J. R. Soc. Interface 20, 20220774 (2023).
Pang, C. et al. Bioinspired reversible interlocker using regularly arrayed high aspect-ratio polymer fibers. Adv. Mater. 24, 475–479 (2012).
Zhao, N. et al. Bioinspired materials: from low to high dimensional structure. Adv. Mater. 26, 6994–7017 (2014).
Gratson, G. M., Xu, M. & Lewis, J. A. Direct writing of three-dimensional webs. Nature 428, 386 (2004).
Copic, D., Park, S. J., Tawfick, S., De Volder, M. F. L. & Hart, A. J. Fabrication of high-aspect-ratio polymer microstructures and hierarchical textures using carbon nanotube composite master molds. Lab Chip 11, 1831–1837 (2011).
Tao, J. & Yu, X. (Bill). Hair flow sensors: from bio-inspiration to bio-mimicking—a review. Smart Mater. Struct. 21, 113001 (2012).
Pang, Y. et al. Skin-inspired textile-based tactile sensors enable multifunctional sensing of wearables and soft robots. Nano Energy 96, 107137 (2022).
Man, J., Jin, Z. & Chen, J. Magnetic tactile sensor with bionic hair array for sliding sensing and object recognition. Adv. Sci. 11, 2306832 (2024).
Li, R. et al. 3D printing of microneedle arrays for hair regeneration in a controllable region. Mol. Biomed. 4, 1 (2023).
Rai, V. K. et al. Microneedle arrays for cutaneous and transcutaneous drug delivery, disease diagnosis, and cosmetic aid. J. Drug Deliv. Sci. Technol. 79, 104058 (2023).
Gu, H. et al. Magnetic cilia carpets with programmable metachronal waves. Nat. Commun. 11, 2637 (2020).
Wang, D., Zhao, A., Sun, H., Chen, P. & He, Q. Bio-inspired hierarchical hair arrays with tunable adhesive superhydrophobicity. Colloids Surf. A Physicochem. Eng. Asp. 538, 262–269 (2018).
Geim, A. K. et al. Microfabricated adhesive mimicking gecko foot-hair. Nat. Mater. 2, 461–463 (2003).
Furtado, C. et al. J-integral experimental reduction reveals fracture toughness improvements in thin-ply carbon fiber laminates with aligned carbon nanotube interlaminar reinforcement. ACS Appl. Mater. Interfaces 16, 20980–20989 (2024).
Tawfick, S. et al. Engineering of micro- and nanostructured surfaces with anisotropic geometries and properties. Adv. Mater. 24, 1628–1674 (2012).
Wu, W., DeConinck, A. & Lewis, J. A. Omnidirectional printing of 3D microvascular networks. Adv. Mater. 23, H178–H183 (2011).
Bhattacharjee, T. et al. Writing in the granular gel medium. Sci. Adv. 1, e1500655 (2023).
Truby, R. L. et al. Soft somatosensitive actuators via embedded 3D printing. Adv. Mater. 30, 1706383 (2018).
Muth, J. T. et al. Embedded 3D printing of strain sensors within highly stretchable elastomers. Adv. Mater. 26, 6307–6312 (2014).
Ewoldt, R. H. & Saengow, C. Designing complex fluids. Annu. Rev. Fluid Mech. 54, 413–441 (2022).
Kajtez, J. et al. Embedded 3D printing in self-healing annealable composites for precise patterning of functionally mature human neural constructs. Adv. Sci. 9, 2201392 (2022).
Duraivel, S. et al. A silicone-based support material eliminates interfacial instabilities in 3D silicone printing. Science 379, 1248–1252 (2023).
O’Bryan, C. S., Bhattacharjee, T., Marshall, S. L., Gregory Sawyer, W. & Angelini, T. E. Commercially available microgels for 3D bioprinting. Bioprinting 11, e00037 (2018).
Lee, A. et al. 3D bioprinting of collagen to rebuild components of the human heart. Science 365, 482–487 (2019).
Deng, X. et al. All-aqueous embedded 3D printing for freeform fabrication of biomimetic 3D constructs. Adv. Mater. 36, e2406825 (2024).
de Melo, B. A. G. et al. 3D printed cartilage-like tissue constructs with spatially controlled mechanical properties. Adv. Funct. Mater. 29, 1906330 (2019).
Gratson, G. M. & Lewis, J. A. Phase behavior and rheological properties of polyelectrolyte inks for direct-write assembly. Langmuir 21, 457–464 (2005).
Ma, S., Dahiya, A. S. & Dahiya, R. Out-of-plane electronics on flexible substrates using inorganic nanowires grown on high-aspect-ratio printed gold micropillars. Adv. Mater. 35, 2210711 (2023).
Chen, X. et al. 3D-printed hierarchical pillar array electrodes for high-performance semi-artificial photosynthesis. Nat. Mater. 21, 811–818 (2022).
Liff, S. M., Kumar, N. & McKinley, G. H. High-performance elastomeric nanocomposites via solvent-exchange processing. Nat. Mater. 6, 76–83 (2007).
Mercader, C. et al. Kinetics of fiber solidification. Proc. Natl. Acad. Sci. USA 107, 18331–18335 (2010).
Radovanovic, P., Thiel, S. W. & Hwang, S.-T. Formation of asymmetric polysulfone membranes by immersion precipitation. Part I. Modelling mass transport during gelation. J. Memb. Sci. 65, 213–229 (1992).
O’Bryan, C. S., Brady-Miné, A., Tessmann, C. J., Spotz, A. M. & Angelini, T. E. Capillary forces drive buckling, plastic deformation, and break-up of 3D printed beams. Soft Matter 17, 3886–3894 (2021).
Boom, R. M., Van den Boomgaard, T., Van den Berg, J. W. A. & Smolders, C. A. Linearized cloudpoint curve correlation for ternary systems consisting of one polymer, one solvent and one non-solvent. Polymer 34, 2348–2356 (1993).
Goodwin, J. Colloids and Interfaces with Surfactants and Polymers. (John Wiley & Sons, 2009).
Rayleigh, Lord XVI. On the instability of a cylinder of viscous liquid under capillary force. Lond. Edinb. Dublin Philos. Mag. J. Sci. 34, 145–154 (1892).
Graessley, W. W. Polymer chain dimensions and the dependence of viscoelastic properties on concentration, molecular weight and solvent power. Polymer 21, 258–262 (1980).
Harrison, G. M., Remmelgas, J. & Leal, L. G. The dynamics of ultradilute polymer solutions in transient flow: comparison of dumbbell-based theory and experiment. J. Rheol. 42, 1039–1058 (1998).
Vadillo, D. C., Mathues, W. & Clasen, C. Microsecond relaxation processes in shear and extensional flows of weakly elastic polymer solutions. Rheol. Acta 51, 755–769 (2012).
Rodrigues, T., Galindo-Rosales, F. J. & Campo-Deaño, L. Critical overlap concentration and intrinsic viscosity data of xanthan gum aqueous solutions in dimethyl sulfoxide. Data Brief. 33, 106431 (2020).
Zhang, E., Dai, X., Dong, Z., Qiu, X. & Ji, X. Critical concentration and scaling exponents of one soluble polyimide—from dilute to semidilute entangled solutions. Polymer 84, 275–285 (2016).
Tsai, F.-H., Chiang, P.-Y., Kitamura, Y., Kokawa, M. & Islam, M. Z. Producing liquid-core hydrogel beads by reverse spherification: effect of secondary gelation on physical properties and release characteristics. Food Hydrocoll. 62, 140–148 (2017).
Hossain, M. T. & Ewoldt, R. H. Protorheologya. J. Rheol. 68, 113–144 (2024).
Han, X. et al. Exosome-coated oxygen nanobubble-laden hydrogel augments intracellular delivery of exosomes for enhanced wound healing. Nat. Commun. 15, 3435 (2024).
Lessard, J. J. et al. Unraveling reactivity differences: room-temperature ring-opening metathesis polymerization (ROMP) versus frontal ROMP. J. Am. Chem. Soc. 146, 7216–7221 (2024).
Porath, L. E. et al. Molecular design of multimodal viscoelastic spectra using vitrimers. Chem. Mater. 36, 1966–1974 (2024).
Sen, S., Morales, A. G. & Ewoldt, R. H. Thixotropy in viscoplastic drop impact on thin films. Phys. Rev. Fluids 6, 43301 (2021).
Sen, S. & Ewoldt, R. H. Thixotropic spectra and Ashby-style charts for thixotropy. J. Rheol. 66, 1041–1053 (2022).
McKinley, G. H. Visco-elasto-capillary thinning and break-up of complex fluids. Rheology Reviews 3, 1–48 (2005).
Style, R. W., Jagota, A., Hui, C.-Y. & Dufresne, E. R. Elastocapillarity: surface tension and the mechanics of soft solids. Annu. Rev. Condens. Matter Phys. 8, 99–118 (2017).
Mora, S., Phou, T., Fromental, J.-M., Pismen, L. M. & Pomeau, Y. Capillarity driven instability of a soft solid. Phys. Rev. Lett. 105, 214301 (2010).
Tripathi, A., Rutkevičius, M., Bose, A., Rojas, O. J. & Khan, S. A. Experimental and predictive description of the morphology of wet-spun fibers. ACS Appl. Polym. Mater. 1, 1280–1290 (2019).
Wilke, C. R. & Chang, P. Correlation of diffusion coefficients in dilute solutions. AIChE J. 1, 264–270 (1955).
Aboutalebi, S. H. et al. High-performance multifunctional graphene yarns: toward wearable all-carbon energy storage textiles. ACS Nano 8, 2456–2466 (2014).
Grosskopf, A. K. et al. Viscoplastic matrix materials for embedded 3D printing. ACS Appl. Mater. Interfaces 10, 23353–23361 (2018).
Chakrabarti, A., Al-Mosleh, S. & Mahadevan, L. Instabilities and patterns in a submerged jelling jet. Soft Matter 17, 9745–9754 (2021).
Arnold, J. C. Environmental effects on crack growth in polymers. Comprehensive Structural Integrity 6, 242–276 (2003).
Rocca, M., Fragasso, A., Liu, W., Heinrich, M. A. & Zhang, Y. S. Embedded multimaterial extrusion bioprinting. SLAS Technol. 23, 154–163 (2017).
Ning, L. et al. Embedded 3D bioprinting of gelatin methacryloyl-based constructs with highly tunable structural fidelity. ACS Appl. Mater. Interfaces 12, 44563–44577 (2020).
Li, Q. et al. Regulable Supporting Baths for Embedded Printing of Soft Biomaterials with Variable Stiffness. ACS Appl. Mater. Interfaces 14, 41695–41711 (2022).
Shapira, A., Noor, N., Oved, H. & Dvir, T. Transparent support media for high resolution 3D printing of volumetric cell-containing ECM structures. Biomed. Mater. 15, 045018 (2020).
O’Bryan, C. S. et al. Self-assembled micro-organogels for 3D printing silicone structures. Sci. Adv. 3, e1602800 (2017).
Harrington, M. J., Gupta, H. S., Fratzl, P. & Waite, J. H. Collagen insulated from tensile damage by domains that unfold reversibly: in situ X-ray investigation of mechanical yield and damage repair in the mussel byssus. J. Struct. Biol. 167, 47–54 (2009).
Lee, S. H., Song, H. W., Park, H. J. & Kwak, M. K. Surface adaptable and adhesion controllable dry adhesive with shape memory polymer. Macromol. Rapid Commun. 43, 2200012 (2022).
Ortlepp, C. & Gosline, J. M. The scaling of safety factor in spider draglines. J. Exp. Biol. 211, 2832–2840 (2008).
Zeng, Y., Petrichko, S., Nieders, K., Plachetzki, D. & Fudge, D. Evolution of a remarkable intracellular polymer and extreme cell allometry in hagfishes. Curr. Biol. 31, 5062–5068.e4 (2021).
Lee, J. N., Park, C. & Whitesides, G. M. Solvent compatibility of poly(dimethylsiloxane)-based microfluidic devices. Anal. Chem. 75, 6544–6554 (2003).
van Assenbergh, P., Meinders, E., Geraedts, J. & Dodou, D. Nanostructure and microstructure fabrication: from desired properties to suitable processes. Small 14, 1703401 (2018).
Xie, Z.-T., Kang, D.-H. & Matsusaki, M. Resolution of 3D bioprinting inside bulk gel and granular gel baths. Soft Matter 17, 8769–8785 (2021).
Jung, W. et al. Three-dimensional nanoprinting via charged aerosol jets. Nature 592, 54–59 (2021).
Saleh, M. S., Hu, C. & Panat, R. Three-dimensional microarchitected materials and devices using nanoparticle assembly by pointwise spatial printing. Sci. Adv. 3, e1601986 (2024).
Nan, B., Galindo-Rosales, F. J. & Ferreira, J. M. F. 3D printing vertically: direct ink writing free-standing pillar arrays. Mater. Today 35, 16–24 (2020).
Guo, W. et al. Vertical 3D printed forest-inspired hierarchical plasmonic superstructure for photocatalysis. Adv. Funct. Mater. 31, 2100768 (2021).
Liang, Z. et al. General, vertical, three-dimensional printing of two-dimensional materials with multiscale alignment. ACS Nano 13, 12653–12661 (2019).
Tu, R., Sprague, E. & Sodano, H. A. Precipitation-printed high-β phase poly(vinylidene fluoride) for energy harvesting. ACS Appl. Mater. Interfaces 12, 58072–58081 (2020).
Hu, S. et al. Recent advances in meniscus-on-demand three-dimensional micro- and nano-printing for electronics and photonics. Int. J. Extrem. Manuf. 5, 032009 (2023).
Lee, J., Oh, S., Pyo, J., Kim, J.-M. & Je, J. H. A light-driven supramolecular nanowire actuator. Nanoscale 7, 6457–6461 (2015).
Huan, X. et al. One-step, continuous three-dimensional printing of multi-stimuli-responsive bilayer microactuators via a double-barreled theta pipette. ACS Appl. Mater. Interfaces 13, 43396–43403 (2021).
Zhang, P., Zhu, B., Luo, Y. & Travas-Sejdic, J. Micropipette-based fabrication of free-standing, conducting polymer bilayer actuators. Adv. Mater. Technol. 7, 2200686 (2022).
Acknowledgements
This work was sponsored by the Defense Advanced Research Project Agency (DARPA), under contract no. N660012124036. (W.E., M.T.H., V.P., R.W.Y.S., D.P., A.L., D.S.F., R.H.E., S.H.T.) S.T. acknowledges support from the Beaufort Visiting Fellowship in St. John's College, University of Cambridge.
Author information
Authors and Affiliations
Contributions
Conceptualization, W.E., M.T.H., D.S.F., R.H.E. and S.H.T.; Experiment, W.E., M.T.H., V.P., J.K., R.W.Y.S., K.A.S.; Writing, reading, and commenting, W.E. M.T.H., H.G.K., D.P., A.L., M.F.L.D.V., D.S.F., R.H.E., S.H.T.; Supervision, D.S.F., R.H.E. and S.H.T.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks the anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Eom, W., Hossain, M.T., Parasramka, V. et al. Fast 3D printing of fine, continuous, and soft fibers via embedded solvent exchange. Nat Commun 16, 842 (2025). https://doi.org/10.1038/s41467-025-55972-1
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-55972-1
This article is cited by
-
Up-and-down transformable embedded ink writing strategy for soft 3D architectures
Nature Communications (2025)
