
Abstract
The role of humans in industry is changing due to the technological transformation of production processes, which represents a potential source of stress for workers. In this context, the NO-STRESS project aims to combine objective and subjective data collected during task execution to explore causes of work-related stress and propose solutions to mitigate them. This paper describes the within-subjects study design used in the project, where each participant was exposed to all experimental conditions, and outlines the workflow developed during the study. Moreover, it describes the behavioural, performance and perceptual indicators of participants’ stress collected during the execution of full-kitting, component quality control, assembly and product quality monitoring tasks. The data collection sessions were conducted in different manufacturing contexts. The collected data may be reused to compare stress intensity among different subjects considering individual factors and experimental conditions. In addition, the results of stress in manufacturing may be compared to the intensity of this phenomenon in other sectors. The consequent outcomes may have practical implications for work contexts and benefits for society as a whole.
Similar content being viewed by others


Background & Summary
In recent decades, the manufacturing sector has undergone the digitization and automation of production processes1. This has been possible through the adoption of innovative technologies, such as co-robots, the Internet of Things (IoT), big-data technologies and virtual reality2. On the one side, this transformation has improved companies’ productivity and efficiency; on the other side, it has reduced the amount of manual and physical labour required, by increasing mental activities3. As a consequence, human workers have been totally or partially replaced in production processes4. Therefore, humans have assumed new workplace roles that require the development of technological skills and taking on new responsibilities5. These factors represent possible sources of stress, discomfort and fatigue for workers and potential threats to their well-being and health4.
The phenomenon of work-related stress is becoming increasingly relevant. Indeed, it causes workers to experience periods of distraction and to make errors, resulting in a significant increase in work-related accidents and long periods of illness and absence6. Therefore, these events reduce efficiency and productivity and increase costs for the companies7.
The academic literature on the phenomenon of work-related stress in manufacturing contexts has limitations in both the research methods and the experimental conditions. On one hand, most previous studies have employed subjective techniques, such as questionnaires. These study stress from a psychological perspective and can be influenced by private emotions concerning the subject8, which do not allow for a clear and objective definition of the phenomenon. In the last few decades, subjective techniques have been combined with objective methods, including investigating behavioural and physical stress9. Although these studies are very advanced in terms of the experimental method used, in most cases they were carried out in laboratory contexts where the environmental factors, including temperature, noise, lighting and air quality, cannot be compared to the environmental factors in actual manufacturing settings.
In this context, the NO-STRESS Manufacturing project intends to combine the traditional subjective technique with new objective methods to investigate work-related stress in real production environments. The main project aim is to develop a real-time monitoring system to analyse workers’ stress intensity during task performance. In addition, as a result of data analysis, the project intends to propose solutions to mitigate stress intensity or reduce its causes. The stress phenomenon has previously been explored using experimental activities. Four different types of tasks typical of the industrial environment are included in the present study: full-kitting, component quality control, assembly and product quality monitoring tasks. The experiments were conducted in an industrial laboratory and in real manufacturing environments. The experimental environment represents one of the main innovative aspects of this study, which is one of the very few that has investigated stress in a real working context.
In our previous work10, we investigated a holistic and human-centred protocol to measure stress in manufacturing settings. In this study, we expand upon our previous research by applying the created protocol to four manufacturing tasks with real users. Specifically, we applied the experimental protocol to four tasks simulating full kitting, component quality control, assembly, and product quality monitoring involving seven participants and performed additional analyses of the data obtained from the results.
A further innovative feature relates to the method adopted for the investigation. During data collection, both an objective method (behavioural measurements) and a subjective method (a questionnaire) were combined with task metrics to assess participants’ performance (see Fig. 1).

Study design and workflow.
Moreover, performance indicators, such as time to complete tasks and number of errors, were assessed based on the direct observation of task execution. In addition, a questionnaire (see “Stress Questionnaire.pdf” in the dataset11) was administered during and after the task execution to monitor the participants’ psychological perceptions and emotions regarding the work activities performed. The aim of this paper is to provide descriptions and guidelines for potential uses of the behavioural and psychological data. Based on data analysis, new solutions for working environments can be developed to mitigate stress and reduce its causes. These potential solutions are expected to improve individuals’ working conditions and well-being and result in benefits for companies.
The analysis of the collected data can be used for various purposes. First, data analysis may highlight differences in stress intensity between different subjects due to individual factors, such as gender, age and expertise. Moreover, the analysis may provide deeper insights into how the intensity of stress varies depending on whether the activities performed are manual or mental. Finally, a cross-analysis of behavioural data with the task phases performed may reveal the main causes of stress in manufacturing in terms of work activities. Furthermore, these results may be compared to results concerning work-related stress in sectors other than manufacturing or to results concerning work tasks that are not included in the NO-STRESS project. This may be particularly useful for researchers interested in studying the stress phenomenon in order to advance the research by providing possible practical implications for working environments and workers. In addition, companies and managers may be interested in the data analysis to deepen understanding of the work-related stress phenomenon and to develop new measures for workers’ well-being. Finally, on the educational side, the data may be a source of study and exercises for teachers and students from different fields, such as medicine, psychology, biomedical and production engineering and physiology. In the future, the practical implications that could emerge from the analysis of these data could be particularly useful for society as a whole, as the well-being of workers is in the public interest.
Methods
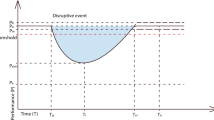
The case study was designed to analyse the stress levels experienced by operators during manufacturing tasks, with a focus on the influence of diverse environmental conditions, including temperature, noise and task completion time. The study employed a within-subjects design, where each participant was exposed to all experimental conditions. The stress experience is explored (see Fig. 2) to investigate the relationship between stress levels during manufacturing tasks and the environmental conditions.

Visual representation of tasks, experimental conditions, experimental response indicators, and the placement of the ACTiGraph on the right ankle, right hand, and right side of the hip. Adapted from Apraiz et al.10.
To ensure the robust execution of the experiment, we adhered to a structured protocol developed within this project10. Therefore, the methods described in this section are based on our previously published work10, which includes the validated protocol for conducting the study. In contrast, this paper presents specific details on how the protocol was applied to the four tasks, the experimental conditions and the experimental indicators collected.
Before execution, the protocol was approved by Mondragon Unibertsitatea ethics committee under the code IEB-20230302 and by Politecnico di Torino ethics committee under the code 97022/2023. All participants provided informed consent to participate in the study and for the open publication of the data collected.
Experimental procedure
The same experimental procedure as in our previous work10 (see Fig. 3) was followed for all the experimental sessions described below. It is described and explained below:
-
1.
Preparatory training (one week before): Participants underwent focused training sessions to familiarize themselves with the tasks. The training aimed to simulate the intricacies of daily work, fostering a natural and habitual approach.
-
2.
Pre-test procedures (just before tasks): Participants completed essential pre-test activities:
-
2.1
Give informed consent. Participants gave informed consent. Informed consent entails providing sufficient information about the project and ensuring that there is no coercion, allowing potential participants to make an informed and voluntary decision regarding their potential involvement.
-
2.2
Fill in a sociodemographic questionnaire. In the sociodemographic questionnaire, we gathered the gender, age, job and the work background of the participants (see Table 2).
-
2.3
Fitting the behavioural devices. Participants were equipped with physiological devices. Specifically, an ACTiGraph wGT3X-BT accelerometer was placed on the dominant arm and leg at the wrist and ankle, as well as on the right hip.
-
2.4
Instruction. Although the participants had already been practicing the task for a week, the task was explained to them again before starting so there would be no problems.
-
2.1
-
3.
Testing phase: Participants engaged in the task under 12 conditions, each iteration following a structured process:
-
3.1
Task execution. Participants executed the task (explained in more detail below) under each condition.
-
3.2
Completion of the perceived stress questionnaire. After performing the task under each condition, participants completed the perceived stress questionnaire, which is shown later.
-
3.1

Experimental procedure. Adapted from Apraiz et al.10.
After completing the perceived stress questionnaire, participants had a 5-minute break to rest and avoid fatigue. Additionally, midway through the test, after condition number 6, the participants had a 30-minute break. This was implemented to ensure that the participants were not influenced by exhaustion or lack of concentration.
Each participant focused on a single task—full kitting, component quality control, assembly or product quality monitoring. Seven participants were involved: two participants performed the full kitting task, two participants performed the component quality control task, one participant performed the assembly task and two participants performed the product quality monitoring task.
Experimental conditions
In contrast to the experimental procedure, which was identical for all participants, there were some variations in the experimental conditions. The test included three key environmental conditions: temperature, noise and time, each examined in 12 distinct scenarios.
-
Testing environment. The test was conducted in two different environments. Participants 1, 2, 3 and 4 performed the experimental tasks in an industrial laboratory. This environment is an industrial plant specifically designed for carrying out experiments. The industrial laboratory allowed us to control various environmental conditions, such as temperature, noise and task completion time, to ensure consistency and reliability of the data collected. Participants 5, 6 and 7 performed the experimental tasks in a real small-medium industrial enterprise producing plastic components.
-
Temperature. In the industrial laboratory, there were challenges with the test in terms of maintaining a consistent temperature, given the dependency on external weather conditions rather than relying solely on the heaters in use. Temperature fluctuations ranged from 16 °C in the early morning when participants performed tasks in short-sleeved shirts to 24 °C in the mid-afternoon when the heating was turned on. The specific temperature for each test was meticulously taken using a thermometer and recorded in the database, thus ensuring precise information regarding the environmental conditions during task execution. In the real industrial environment, the temperature was just monitored and not altered. It was around 18 °C for the duration of the experimental campaign. Throughout the experiment, participants 1, 2, 3, and 4 wore different short-sleeved shirts, and no other garments were used for different tasks. In addition, participants 5, 6, and 7 wore a standard work uniform made of a long-sleeved shirt, long trousers and anti-hardship shoes. Only environmental temperature has been taken into consideration for thermal stress in this work.
-
Noise. Participants 1, 2, 3 and 4 were exposed to typical factory sounds at 75 dB using headphones. This aspect aimed to replicate real-world scenarios and to assess the impact of ambient noise on task performance. According to the World Health Organization12, prolonged exposure to noise levels above 70 dB can be stressful, making 75 dB a relevant and realistic setting for this experiment. Participants 5, 6 and 7 performed the tasks with real industrial noise in the background and wore earplugs for protection during the duration of the experiment.
-
Time. Participants performed tasks under different time conditions—overestimated, estimated and underestimated. The specific timeframes for each scenario were predefined to facilitate a detailed analysis of performance under diverse temporal constraints. These values are specified for different task complexity and presented in the Tasks section. The timeframes were initially established using the estimated time required to complete each task. This was determined during the training phase by recording the amount of time participants needed to complete the tasks at a moderate pace—neither rushing nor taking their time. Subsequently, the overestimated time was set at 120% of the estimated time, and the underestimated time was set at 80% of the estimated time. During the experiment, the time was monitored using a digital stopwatch. Additionally, participants received periodic updates on the remaining time to complete the task. For the assembly and product quality monitoring tasks specifically, no duration constraints were considered. The aim was to accurately reproduce real working conditions and thus to record the regular execution of the tasks as performed by workers in their daily routine. Therefore, the duration of the experimental recording was established a priori, and no time goals were set.
Given these conditions, Participants 1, 2, 3 and 4 iteratively undertook the assigned task 12 times, as outlined in Table 1. The conditions and their order were assigned as per the sequence presented in Table 1. Each participant followed the same order to ensure consistency across the study. Participants 5, 6 and 7 each performed the same task three times, each time with the same experimental conditions in the real industrial environment at 18°C with the real industrial noise background and participants wearing earplugs for noise protection (Table 1).
Task
The following four tasks were performed.
Full kitting
Full kitting aims to streamline the manufacturing process by ensuring that workers have all the necessary materials readily available, eliminating the need for searching or gathering during assembly time. In this particular test, the participants engaged in manufacturing tasks where they were provided with a comprehensive set of components. Their task was to prepare a tray with all the components specified for an order and place it in the designated area. Fifteen orders were presented on a screen, each with a randomized configuration.
The order configuration involved 20 references, with the software dynamically generating orders with 5–7 references and 7–11 units per reference. To introduce variability, the configuration of the orders was randomized. Notably, throughout the entirety of the kitting process, recorded timeframes consistently exhibited an 18-minute overestimation, a 15-minute estimation and a 12-minute underestimation.
Component quality control
Quality control is a common task in the automotive industry and involves operators inspecting each produced part for defects. In our scenario, the participants were stationed in front of a computer to categorize components as either good or defective. During the quality control assessments, recorded timeframes consistently showed a 7-minute overestimation, a 5-minute estimation and a 3-minute underestimation. Throughout the task, participants were reminded of the time remaining to complete the task at 3 minutes, 2 minutes and 1 minute before the time was up.
Assembly
The assembly task consisted of assembling a heating radiator cover by alternating completely manual activities with other activities supported by machines. The process involved the participants manually retrieving the raw material (plastic tubes) from the warehouse and checking the measurements and other requirements in a customer order. Next, supported by specific machines, the participants proceeded to cut and drill the tubes to create hoses suitable for the assembly of the final product. Retrieving the material from the warehouse, cutting, drilling and assembling the product were carried out at four distant workstations. As a consequence, the participants moved from one workstation to another to perform the activities. The length and width of the final product varied depending on the customer order. The maximum weight born by the participants during task performance was 10 kg.
Product quality monitoring
Two different tasks were undertaken in investigating the product quality monitoring process: assessing the quality of a corner protector product and assessing the quality of a gasket roll. In both cases, the extrusion process for the final product was carried out by specific extrusion machines. During this process, the participants prepared the boxes for packaging. Once products were extruded, the participants checked their quality by checking the dimensions of the final product, its colour and the presence of defects, such as scratches. If the quality was deemed sufficient, the participants proceeded with packaging the finished product. If the quality was deemed insufficient, the material was recycled; the participants placed the defective product into a machine that destroys it for material recovery. It is necessary to emphasize that each participant was associated with just one task in the product quality monitoring. The two tasks in the product quality monitoring were not performed at the same time by the same participant. The corner protector product quality monitoring involved the periodic loading of weight equal to 6 kg, while in the case of the gasket roll, the weight was approximately 10.5 kg.
Participants profile
Table 2 below presents a detailed breakdown of each participant’s profile, including gender, age, manual dexterity, work experience, years of employment and the specific task performed during the study. The participants’ age range is 27–45 years old. All participants exhibited right-handed manual dexterity. Their occupational backgrounds varied, including roles such as automation and robotics technicians, automotive operators, forklift operators, extruder workers and machine operators. Their years of work experience varied significantly, with some individuals having less than one year of experience in their role and others having extensive experience of up to 24 years.
Each participant performed the assigned tasks during the study—full kitting, quality component assessment, assembly and product quality monitoring. This diversity of tasks provided a comprehensive perspective on individual performance across various job functions and responsibilities.
Experimental indicators
In this evaluation, three categories were used according to the protocol10: (i) performance indicators, (ii) behavioural indicators and (iii) perceptual indicators.
Performance indicators
Performance indicators in this context relate to the proficiency with which an individual carries out a task. These indicators are pragmatic and objective, providing a quantitative basis for assessing task execution. Within this evaluation framework, we include two primary metrics: (i) the amount of time required to complete the task and (ii) instances of errors.
In this context, “errors” are instances where a participant has made a mistake or performed a task incorrectly, deviating from the expected or intended action. Errors can encompass a range of inaccuracies, missteps or faults in task execution, reflecting a discrepancy between the desired outcome and the actual result. These deviations from expected performance are integral to assessing the overall efficacy and accuracy of human task execution within the designated task and experimental conditions.
Behavioural indicators
To record activity patterns, participants were asked to wear three ACTiGraph wGT3X-BT accelerometers13 (Fig. 4)—one on their dominant arm at the wrist, one on their dominant leg at the ankle and one on the right hip (Fig. 2). These devices are small and lightweight, measuring 3.3 cm × 4.6 cm × 1.5 cm and weighing 42.6 g. They are sensitive to accelerations from 0.05–2.0 Gs and have a band-limited frequency of 0.25–2.5 Hz. The three ACTiGraphs were set to sample at a rate of 30 Hz, and an 8-bit A/D converter digitized the signal. They were initialized to collect data in 1 s epochs, and the results were downloaded directly to a compatible computer using a USB cable. The cut points for free life activities were defined for the magnitude vector14.

ACTigraph equipment13.
Perceptual indicators
According to the proposed protocol in Apraiz et al.10, after finishing each task the participants answered a seven-item questionnaire to evaluate perceived stress levels. The file containing the questionnaire, “Stress Questionnaire.pdf”, can be found in the dataset11. The questionnaire was modified from the Perceived Stress Scale (PSS) by Taylor15 to ensure its relevance to the specific tasks and context under evaluation. Participants were instructed to assess their experiences using a 7-point Likert scale, where 1 = “Never” and 7 = “All the time”.
Data Records
The presented dataset is stored at Mendeley Data11 (https://doi.org/10.17632/pnwgmm8f4g.1). The individual files are described below (Fig. 5).

Structure of the subfolders within the main directory.
Participant profiles and task conditions for stress and energy expenditure study (.pdf)
This document contains a table displaying the sociodemographic characteristics of the participants and the task each of them performed.
Experimental design - participant tasks, testing environment, and experimental conditions (.pdf)
This document contains a table detailing the task performed by each participant, the testing environment, and the experimental conditions.
Perceived stress questionnaires (.pdf)
This document contains the questionnaire administered after performing the task under each condition. Utilizing this questionnaire enabled the assessment and measurement of the perceived stress experienced by each participant during task execution.
NO-STRESS ACTiGraph folder (.xlsx and.csv)
Within this directory is found the raw dataset employed for the analysis of each task. Figure 5 illustrates the structure of the subfolders within the main directory. Each subfolder corresponds to an individual participant, and within each are subdivisions for the different areas of the body where the ACTiGraphs were positioned. A performance file for each participant is also included.
The file named “performance.xlsx” provides a comprehensive account of the conditions and outcomes associated with the tasks assigned to each participant. It outlines the commencement and conclusion times for each task, enumerates the errors committed during task execution and documents the environmental factors, specifically temperature and noise. This file also contains each participants’ questionnaire answers. Additionally, the “ACTiLife_DataTable.csv” file contains counts derived from the ACTiLife software, including the number of steps taken and the inclinometer signal.
Energy Expenditure analysis and results (.py)
The presented dataset11 also hosts the Python code (“NoStress_Processing.py”) used for computing energy expenditure and conducting data analysis. The code comprises multiple modules tailored for processing ACTiGraph data in stress assessment experiments. The calculations for energy expenditure consider diverse factors, incorporating sensor readings and experimental conditions such as temperature, noise and time (see Methods section).
Technical Validation
The ACTiGraph wGT3X-BT is a reliable and accurate device for measuring acceleration according to a study that assessed its reliability16 by focusing on the waist. Another study17 investigated attaching three accelerometers, one on the wrist, one at the waist and one on the ankle, as is the case here, and confirmed the reliability of the measurements.
The raw data files in the “NO-STRESS ACTiGraph” directory were pre-processed to extract the relevant periods corresponding to the experiments. The beginning and end times of the experiments were noted in the local time of the place of the experiment. The accelerometers were configured to record in UTC + 0. This created a time difference between the two data files and the experiment records. This difference was one hour and was considered when selecting the relevant data intervals by adding one hour to all the timestamps of the three raw data files.
The distribution of the processed ACTiGraph data was checked for consistency between the repetition of the same experiment by the same or different participants. Figure 6 shows the distribution of the three axes of the wrist accelerometer for the first two participants. The distributions between the two participants seem to be consistent and similar for the three axes.

Histogram plot for the ACTiGraph data of the three axes of the wrist, for the full kitting task.
Usage Notes
In order to successfully replicate and extend the research conducted in the NO-STRESS project, it is essential that researchers and industry practitioners carefully adhere to the techniques and data analysis protocols specified in the original study. This includes following the experimental protocols outlined in the Methods section, which specify the establishment of the actual production environment, the recruitment and training of participants and the use of both objective and subjective stress measurement methods. The content of the stress questionnaire (the file “Stress Questionnaire.pdf” in the dataset11), which is critical to the collection of consistent and relevant data, should be implemented in accordance with the project framework. When collecting and examining datasets, it is essential to follow the guidelines outlined in the Data Records section and to use the provided Python scripts (“NoStress_Processing.py”), accessible in the Code Availability section, for effective data analysis.
Researchers are urged to thoroughly examine the study dataset to explore practical applications and address relevant research questions. This includes evaluating the three primary categories of data: performance indicators, behavioural indicators and perceptual indicators. Figure 7 illustrates, for a single participant, a comparison between behavioural indicators and performance indicators, as well as a comparison between behavioural indicators and perceptual indicators. It is important to prioritize secondary research questions that focus on work-related stress. These questions should include exploring the differences in stress responses between different demographic groups and analysing the long-term effects of stress-reduction strategies. Researchers also need to anticipate and address issues such as sensor displacement or malfunction in dynamic industrial environments and the impact of data noise on measurement accuracy. It is essential to ensure that participants follow the rules and that the data remains consistent. It is also important to address issues of data security and privacy. Finally, it is critical to adapt protocols to different environmental conditions. Recognising and anticipating these obstacles is crucial to the successful replication and implementation of the study results.

Energy Expenditure vs Error (left) and Stress Score (right) for Participant 01.
The insights gained from the analysis should be used to establish transdisciplinary teams in manufacturing environments, ensuring that each team member has the essential skills to address different facets of work-related stress. The findings can also be used to develop stress-reduction techniques, to develop effective training programmes for employees and to improve task design. It is advisable to prioritize training and skills development in areas that have been identified as causing high levels of stress.
By following these guidelines, researchers and practitioners can replicate the results of the NO-STRESS project and extend their use to address emerging challenges in the changing field of manufacturing and in industrial work environments. This will provide a broader perspective on occupational stress and its management in different industries.
Limitations
The main limitation of this study relates to the variety of experimental conditions and the limited number of participants. The dataset contains data for only seven participants. Participants 1,2, 3 and 4 were exposed to 12 conditions in the industrial laboratory. Participants 5, 6 and 7 were exposed to the same experimental conditions in a real industrial environment. This small sample size may limit the ability to validate hypotheses empirically. Users of this dataset will need to extend it before using it for comprehensive empirical studies. Although we provide a detailed experimental protocol that can be reused, this limitation should be considered when interpreting the results. Future research should aim to include a larger and more diverse sample to improve the generalizability of the findings.
Additionally, as there were four different tasks and not all participants performed all tasks, it is not possible to investigate the influence of task-specific aspects on stress levels without extending the dataset with more samples from additional participants. This limitation restricts the ability to draw task-specific conclusions from the current dataset. Future studies should ensure that a sufficient number of participants perform each task to enable a robust analysis of task-specific stress influences.
Finally, another limitation that should be considered is the lack of consideration of participants’ clothing composition, which may influence thermal comfort or thermal stress during task performance. All participants wore short-sleeved shirts during the experiment, but this factor was not accounted for in the study. Future research should address this aspect by considering the clothing composition of participants to better understand its potential impact on thermal stress and comfort.
Code availability
The data processing pipeline included in the “NoStress_Processing.py” file is implemented in Python 3 using various libraries, including Pandas, Matplotlib and Seaborn. The code encompasses several modules organized within a class structure designed to handle ACTiGraph data (“NO-STRESS ACTiGraph folder”) for stress-assessment experiments. It includes functionalities for synchronizing raw data from different body-worn accelerometers (on the waist, wrist and ankle), extracting relevant experiment periods and computing operator energy expenditure. The synchronization method aligns the data based on experiment timing logged in an Excel file, ensuring accurate analysis across the synchronized datasets. Energy expenditure calculations are performed considering various factors, including sensor readings and experimental conditions, such as temperature, noise and time. The weights of the participants are in the csv file “NO-STRESS ACTiGraph/weights.csv” (see Fig. 5). This file is also parsed to compute the energy expenditure. Additionally, the code provides functions to plot and visualize energy expenditure against stress scores or errors, aiding researchers in analysing the impact of these factors on operator performance. The code is shared along with the raw and processed data in Mendeley (see Data Records section).
References
Mayrhofer, W., Rupprecht, P. & Schlund, S. One-fits-all vs. Tailor-made: User-centered workstations for field assembly with an application in aircraft parts manufacturing. In: Procedia Manufacturing. Vol 39, Elsevier B.V., 149–157, https://doi.org/10.1016/j.promfg.2020.01.287 (2019).
Bongomin, O. et al. Industry 4.0 Disruption and Its Neologisms in Major Industrial Sectors: A State of the Art. Journal of Engineering (United Kingdom). https://doi.org/10.1155/2020/8090521 (2020).
Shojaeinasab, A. et al. Intelligent manufacturing execution systems: A systematic review. J Manuf Syst. 62, 503–522, https://doi.org/10.1016/j.jmsy.2022.01.004 (2022).
Leso, V., Fontana, L. & Iavicoli, I. The occupational health and safety dimension of Industry 4.0. Med Lav. 110(5), 327–338, https://doi.org/10.23749/mdl.v110i5.7282 (2018).
Wang, B. et al. Human Digital Twin in the context of Industry 5.0. Robot Comput Integr Manuf. 85, https://doi.org/10.1016/j.rcim.2023.102626 (2024).
Zizic, M. C., Mladineo, M., Gjeldum, N. & Celent, L. From Industry 4.0 towards Industry 5.0: A Review and Analysis of Paradigm Shift for the People, Organization and Technology. Energies (Basel). 15(14), https://doi.org/10.3390/en15145221 (2022).
Hassard, J., Teoh, K. R. H., Visockaite, G., Dewe, P. & Cox, T. The cost of work-related stress to society: A systematic review. J Occup Health Psychol. 23(1), 1–17, https://doi.org/10.1037/ocp0000069 (2018).
Siqueira Reis, R., Ferreira Hino, A. A. & RomÉlio Rodriguez AÑez, C. Perceived stress scale: Reliability and validity study in Brazil. J Health Psychol. 15(1), 107–114, https://doi.org/10.1177/1359105309346343 (2010).
Eyam, A. T., Mohammed, W. M. & Martinez Lastra, J. L. Emotion-driven analysis and control of human-robot interactions in collaborative applications. Sensors. 21(14), https://doi.org/10.3390/s21144626 (2021).
Apraiz, A. et al. An Experimental Protocol for Human Stress Investigation in Manufacturing Contexts: Its Application in the NO-STRESS Project. Systems 11(9), 448, https://doi.org/10.3390/systems11090448 (2023).
Apraiz Iriarte, A. et al. ACTi Graphs: Data Collections from Physiological Experiments on Stress and Energy Expenditure. 1, https://doi.org/10.17632/PNWGMM8F4G.1 (2024).
World Health Organization. Environmental Noise Guidelines for European Region. WHO Regional Office for Europe; (2018).
ActiGraph. wGT3X-BT | ActiGraph Wearable Devices. Accessed November 15, https://theactigraph.com/actigraph-wgt3x-bt (2023).
Freedson, P. S., Melanson, E. & Sirard, J. Calibration of the computer science and applications, inc. accelerometer. Med Sci Sports Exerc. 30(5), 777–781 (1998).
Taylor, J. M. Psychometric analysis of the ten-item perceived stress scale. Psychol Assess. 27(1), 90–101, https://doi.org/10.1037/a0038100 (2015).
Aadland, E. & Ylvisåker, E. Reliability of the Actigraph GT3X+ Accelerometer in Adults under Free-Living Conditions. PLoS One. 10(8). https://doi.org/10.1371/JOURNAL.PONE.0134606 (2015).
Ozemek, C., Kirschner, M. M., Wilkerson, B. S., Byun, W. & Kaminsky, L. A. Intermonitor reliability of the GT3X+ accelerometer at hip, wrist and ankle sites during activities of daily living. Physiol Meas. 35(2), 129, https://doi.org/10.1088/0967-3334/35/2/129 (2014).
Acknowledgements
The activities described in this manuscript were conducted as part of the NO-STRESS Manufacturing submitted to and funded by EIT Manufacturing within the second Call for Innovation activities for the Business Plan 2023–2025 (project ID 23472).
Author information
Authors and Affiliations
Contributions
Conceptualization: Hien Ngoc Nguyen, Ganix Lasa; Resources: Pedro Pratas; Data Curation: Pedro Pratas, Ali Tarhino; Formal Analysis: Pedro Pratas, Ali Tarhino, Abdullah Al Noman; Supervision: Hien Ngoc Nguyen, Ganix Lasa; Funding acquisition: Francesca Montagna; Validadion: Pedro Pratas, Ali Tarhino, Abdullah Al Noman; Investigation: Ainhoa Apraiz, Graziana Blandino, Pedro Pratas, Ali Tarhino; Visualization: Ali Tarhino, Abdullah Al Noman, Ainhoa Apraiz, Graziana Blandino; Methodology: Ainhoa Apraiz, Graziana Blandino; Writing – original draft: Ainhoa Apraiz, Graziana Blandino, Ali Tarhino, Pedro Pratas, Abdullah Al Noman; Writing – reviewing and editing: Ainhoa Apraiz, Graziana Blandino, Ali Tarhino, Pedro Pratas, Abdullah Al Noman, Hien Ngoc Nguyen; Project administration: Francesca Montagna.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Apraiz, A., Blandino, G., Tarhini, A. et al. Multi-dimensional Dataset of Stress Measurements based on Performance, Behavioural, and Perceptual Indicators. Sci Data 11, 1340 (2024). https://doi.org/10.1038/s41597-024-04165-4
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41597-024-04165-4
