
Abstract
Wire—electrical discharge machining (W-EDM) is a precise and efficient non-traditional technology employed to cut intricate shapes in conductive biomaterials. These biomaterials are challenging to machine using traditional methods. This present study delves into the impact of various process parameters, namely discharge duration (Ddur), spark gap time (Stime), discharge voltage (Dvolt), and wire advance rate rate (Wadv). This research evaluates the impact of several factors on response variables, namely the machining rate (MR) and surface irregularity (SR), during the machining process of the AM60B magnesium alloy. The confirmation of the material used in the machining process is achieved via the utilisation of a scanning electron microscopy (SEM) image in conjunction with an energy dispersive spectroscopic (EDS) image. The experiment is designed as L9 orthogonal array by using Taguchi's approach, taking into account 4 factors with 3 levels. The objective of this experiment is to ascertain the most favourable values for machining parameters while working with AM60B magnesium alloy using brass wire. Through analysis of variance (ANOVA), the study confirms that wire advance rate (43.10%) is the most influencing parameter for machining rate and surface irregularity followed by spark gap time (33.91%) and discharge duration (11.48%). Additionally, The TOPSIS-CRITIC and the desirability approach were used in order to determine the optimum parameter combinations that provide the most favourable combined output. Confirmatory testing is used to evaluate the efficiency of the stated ideal conditions. The maximum improvement in Desirability approach is obtained at 4.56% and 4.193% for MR and SR respectively. The maximum improvement in TOPSIS approach is obtained at 1.77% and 2.78% for MR and SR respectively.
Similar content being viewed by others

Introduction
With the upsurge on environmental concerns, the development of biodegradable biomaterials aligns with the goals of sustainability and reduced ecological impact1,2. The biocompatible magnesium alloys hold substantial promise across industries, especially in healthcare as these alloys have the potential to transform medical practices, enhance patient outcomes, and will contribute to a more sustainable and innovative future3. The pursuit of intricate implant shapes drives innovation in materials science, engineering and medical research. Magnesium alloys can be challenging to machine using traditional machining processes as a result of limited thermal conductivity, high reactivity, low modulus of eleasticity and high ductility which causes low machinability of AM60B magnesium alloys with surface irregularities and less accuracy4. Wire electrical discharge machining (WEDM) enables the manufacturing of patient specific implants that were previously difficult using traditional machining methods5. Wire Electrical Discharge Machining (WEDM) is a favoured specialised machining procedure because to its precision and adaptability. Because of its remarkable accuracy in forming intricate shapes, it is essential in industries needing delicate components6,7,8. Hard materials are challenging for traditional methods to cut through, such as unusual alloys and hardened steels which is easily achieved through wire-EDM. Its minimal heat generation and non-contact characteristics make it ideal for handling delicate or heat-sensitive objects. When there is no tool wear in the wire electrode, the consistency of machined products is preserved and tool life is increased9. Additionally, production is made user-friendly and productive by its automation characteristics. WEDM is particularly suited for applications where reducing heat-affected zones, minimising burrs, and achieving exact tolerances are crucial. Even though it might not be the fastest method, its unique qualities make it a crucial tool in precision machining and difficult item creation10. One significant limitation of traditional machining methods is the deterioration of surface qualities due to the formation of burrs and cutting tool built-up during machining of magnesium alloys11. Additionally, the high reactivity of magnesium alloys can lead to the risk of ignition at elevated cutting speeds during the machining process12,13. WEDM represents one amongst the many advanced unconventional machining technologies for producing complicated forms and features with great precision utilising conducting material. WEDM is one of the best alternatives making it a suitable choice for producing high quality implants with minimal risk to patient health and safety14. The researchers have studied the WEDM method for a variety of conductive metals and composites15,16, but relatively few studies have been performed studies examining its impact during WEDM process upon the efficacy on Mg-based alloys and composites. As a result, this research focuses on the machining of AM60B magnesium alloy utilising the WEDM technique. AM60B is a kind of magnesium alloy that has a relatively low density, which renders it extremely light-weight, as well as outstanding castability, ductility, and thermal conductivity17,18. Furthermore, establishing an appropriate parameter setting in WEDM is a key topic for lowering machining costs.
Seshadhri et al. conducted a study to examine the impact of process parameters in WEDM on the material removal rate (MRR) and surface roughness (SR) of a magnesium alloy AZ31 matrix that had been reinforced with a mixture of seashell powder (2 wt%) and zirconium dioxide (10 wt%). The ANOVA findings showed that pulse current had a statistically significant influence on both Material Removal Rate (MRR) and Surface Roughness (Ra).19. Mandal et al., outlined WEDM as a prominent non-conventional manufacturing process. Taguchi was used in the experiments. and TOPSIS built around entropy was used to combine several response settings to one central factor. ANOVA was utilized to validate the optimal outcomes20. Dewangan et al., utilized A flexible TOPSIS-based technique for multiple-criterion selection to optimise variables in the EDM process. The aforementioned attributes include pulse current, pulse-on duration, tool operation duration, and tool lifespan. The optimisation process was conducted with consideration given to several surface integrity criteria, including the White Layer Thickness (WLT), surface fracture density, and surface roughness21. Bikas et al., aimed to optimize WEDM parameters using a hybrid optimization technique, the desirability based TOPSIS for parameters like kerf width and surface roughness22. Singh et al., in his research work utilized TOPSIS-CRITIC (criteria importance through criteria inter-correlation) technique to determine the effectiveness of optimization of multiple response green wire electrical discharge variables for machining on H21 steel23. In addition to several attributes like pulse on time, pulse off time, wire tension and wire feed, peak current appeared to have the greatest influence on surface roughness24,25.
The analysis of the literature found that there are few research papers on WEDM of magnesium alloys and a notable lack of research on AM60B magnesium alloy machining. Machining alters the surface characteristics of the biocompatible AM60B, affecting its degradation. As a result, the machining properties of the AM60B magnesium alloy must be investigated. Furthermore, it has been stated in the literature that TOPSIS has been extremely effective in WEDM modelling; consequently, we want to apply this approach. As a result, the current study assessed and optimised WEDM process parameters such as discharge duration, spark gap time, for machining frequency and discharging voltage surface irregularity of AM60B Mg-alloy using the TOPSIS-CRITIC method and the desirability approach.
Materials and methods
The primary material utilised is commercially available AM60B as cast ingot provided by Gravity Cast Private Ltd. (located in Gujarat, India), which holds the chemical makeup that comprises the AM60B alloy as shown through Table 1 with the residual impurities. The ingot was homogenised for uniform particle distribution by heat treating in an inert atmosphere at 420 °C for 12 h. The scanning electron microscope (SEM) image of the as-cast (Fig. 1b,c) and homogenised (Fig. 1a) is shown in Fig. 1. The chemical constituents along with their percentage elements for the AM60B magnesium alloy are seen using a method called energy dispersive X-ray investigation, which is provided in Fig. 1d.

Microstructural characterization of AM60B magnesium alloy (a) after homogenization (b,c) before homogenization (d) Scanned image of AM60B at low magnification and EDS spectra measuring the composition of AM60B magnesium alloy.
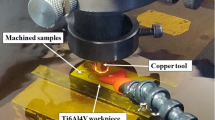
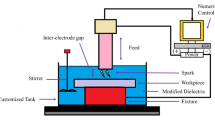
The wire-cut EDM machine tool, type ELECTRONICA-SPRINTCUT, was used to complete the machining runs. Figure 2 displays an illustration of the process design. The z-direction movement limit is 300 mm, while the longitudinal and lateral travel ranges are 440 mm and 650 mm, respectively. The machine can accommodate workpieces up to an acceptable size of 700 × 800 × 300 mm. The homogenised workpiece employed in this study has dimensions of 200 × 200 × 10 mm, and the geometry for the WEDM cut that is suggested is a cube with dimensions of 10 × 10 × 10 mm. The dielectric fluid employed was deionized water, and the tool utilized was a 250 µm-diameter brass wire with a tension of 10 N and a frequency of 100 Hz.

(a,b) Machining setup and (c) Schematic diagram of WEDM process.
In this research, discharge duration (Ddur) as 105 and 125 µs, spark gap time (Stime) as 50 and 60 µs, discharge voltage (Dvolt) as 30 and 50 V along with wire advance rate (Wadv) as 5 and 9 mm/min are the low and high level for the factorial design. Based on early experiments, three values for each parameter are taken into consideration. Less likelihood of wire breaking during selection is indicated by the procedure parameter boundaries. Table 2 summarises the variables that can be controlled and the amount of each. Some of the fixed parameter’s values are mentioned in Table 3.
The L9 traverse array is utilised as the foundation of the experimental arrangement since Taguchi's orthogonal array will solely utilise 9 distinct arrangements of variables for obtaining equivalent data with the 81 (34 experiments). In this manner, nine trials were run for surveying and arrived at the midpoint of the upsides of reactions, as in, machining rate (MR) (g/min) and surface irregularities (SR) (µm). Table 4 provides the different process parametric conditions along with the experimental outcomes. After machining each sample, weight of the physical weighing machine was used to measure all of the specimens. Calculating MR involves comparing the quantity of matter discarded to duration necessary to manufacture the specimen. The MR was determined using the Eq. (1) below.
where \({W}_{BM}\) and \({W}_{AM}\) are T denotes cutting time in minutes, and W represents the specimen's weight prior to and following the operation (g). A similar methodology is seen in some of the previous works (1,6). Surface irregularity (SR) is calculated employing the mathematical average roughness as a gauge (Ra) Mitutoyo Surf test of machined surface SJ-210 series surface roughness tester. A probe is moved spanning a 10 mm expanse with a 0.8 mm threshold length, orthogonal to the path of the wire motion, in order to obtain Ra. Ra is determined three times with three separate points for every SR test, and the mean is used for tabular purposes.
By requiring exact input data to resolve complex problems and assigning weights to the criteria, the TOPSIS examines the relative value of many criteria (output answers) in real-time difficulties26. The Critic Exam was used to apply the ranking factor. The outcome responses in this study were sorted from least to most significant, and each response was represented by a table. The decision-maker orders the value answers from least to most important based on the significance of the output responses. (e.g., machining rate, surface irregularities, micro-indentation hardness). Decision-makers use this process as a crucial tool for real-time issue analysis because it is dependable and yields findings more quickly than other weighting computational methods. The steps for proceedings are shown in Fig. 3, and a brief explanation of each step is explained below.

Approach of the TOPSIS method.
Methodologies and implementations
Desirability approach
Step 1: Determining the individual desirability index (Zi) with relation to the MR and SR replies. Three different types of objectives were often followed, according to the responses. Equation (2) is used since higher-is-better has been selected as the objective function.
The following Eq. (3) is used when the lower-the-better target function is selected.
where gmax & gmin—are the “highest and lowest value of g”.
r—weight percent value.
Step 2: Using Eq. (4), calculate the composite desirability (\({\text{D}}_{\text{c}}\)) value. All of the replies' individual desirability indices (Zi) can be added together to get a single value known as composite desirability.
where \({\text{z}}_{\text{i}}\) Wi is a measure of response, that represents the individual desire index. The metric for composite appeal is shown in Table 5\(\left({D}_{c}\right)\) and its rank.
TOPSIS approach
Step 1
This TOPSIS approach begins with estimating a suitable matrix for further precedence. The accepted matrix value is calculated by using a formula, which is in Eq. (5). The accepted matrix is tabulated in Table 6.
where, \({\text{i}}\) = 1,2,3,4……0.9; \({\text{j}}\) = 1,2,3,4. \({\text{i}}\) = number of experiments. \({\text{j}}\) = number of output parameters.
Step 2
The rounded accepted matrix \(\left( {\partial_{{{\text{ij}}}} } \right)\) can be generated by multiplying the accepted matrix along with accepted value. The accepted value is calculated by using critic method. The obtained value is tabulated in Table 5. For precedence the formula is used which is in Eq. (6).
where, \({\text{W}}_{\text{ij}}\) = Rounded Accepted Matrix. \({\text{r}}_{\text{ij}}\) = Accepted Matrix.
Step 3
For each rounded accepted matrix for the three output criteria. Based on the perfect great beneficial and perfect worse non-beneficial solutions are obtained. For precedence the formula is used which is in Eqs. (7) and (8).
where, S+ values for the end attributes the degree of removal and surface imperfections are [0.2147, 0.1291].
S− values for the end attributes. The degree of removal and surface imperfections are [0.1532, 0.17013].
Step 4
The distances (\({\text{X}}_{{\text{i}}}^{ + }\) and \({\text{X}}_{{\text{i}}}^{ - }\)) between the perfect great beneficial and perfect worse non-beneficial solutions (the perfect great beneficial and perfect worse non-beneficial distances) are calculated. The following formula is used to determine its value which is in Eqs. (9) and (10).
Step 5
For each value, the closeness coefficient (\({\text{C}}{\text{C}}_{\text{i}}\)) is calculated by using a formula. The ranking is carried out based on the proximity coefficient value. A formula in Eq. (11) is utilized for precedence.
The fewer appealing solutions are included in Table 7, along with a closeness coefficient. The best option was picked by considering the order of the closeness coefficient (CC), which will be fairly comparable to its optimal readings. Table 7 shows a TOPSIS approach rating for various WEDM machining parameters.The performance score is displayed on the chart as being in the following numerical order: 4–9–6–7–3–2–5–8–1.
Figure 4 depicts the sum of the ranking map for closeness coefficient (CC) with composite desirability (Dc). The graphic reveals the test number 8 and 9 has the greatest values of CC (0.796) and Dc (0.8576), indicating that it is an ideal arrangement for the input variables is Ddur as 125 µs, Stime as 55 µs, Dvolt 30 V, and Wadv as 9 mm/min, that produce manufactured composites that have decreased SR along with MR.

Rank plot for closeness coefficient (CC), and composite desirability (Dc).
Results and discussion
Characteristics of SEM images of AM60B Magnesium Alloy
Microstructural changes and surface irregularities of the AM60B magnesium alloy were observed using a scanning electron microscope in order to investigate this effect of machining settings. Among the workpieces that were machined with various combinations of machining parameters, two were selected with higher and lower surface irregularities, as shown in Fig. 5a,b. Upon comparing the workpiece, it is evident that the recast layer thickness due to thermal distortion is higher at higher discharge durations, and the lower layer is formed at lower discharge durations. During the WEDM process, when the discharge duration is longer, more heat is generated at the machining zone, which results in the melting of material in an uncontrolled manner, causing material deposition over the surface and resulting in higher surface irregularities. The material deposition increases with the discharge duration and discharge voltage, as it causes a significant thermal burden in the space between electrodes. Another distinct feature that can be seen from the SEM images of Fig. 5a,b are craters. The microstructure reveals that utilising a higher discharge voltage causes the size of craters on the completed surface to increase. The AM60B magnesium alloy was utilised in the SEM analysis with the aim of assessing surface irregularity and characterising surface roughness levels spanning from high to low ranges of machining parameters27.

SEM image of AM60B Magnesium Alloy (a) higher surface irregularity (b) lower surface irregularity (c) higher machining rate (d) lower machining rate.
Similarly, Fig. 5c,d show the SEM images of the AM60B magnesium alloy with higher and lower values of machining rates. Figure 5c, depicting higher MR, is likely to show a rougher surface texture. This roughness is due to more aggressive material removal, resulting in irregularities, craters, and recast layers towards the surface28. Owing of their increased energy and thermal effects associated with higher MR, the presence of debris, microcracks, and erosion marks can be seen on the surface. Resolidified zones on the surface appear smaller and less pronounced due to the rapid machining process. The specific observations made on the SEM images with higher MR vary with those with lower MR, as seen in Fig. 5d. SEM images of AM60B magnesium alloy with a lower MRR are likely to exhibit a smoother and more uniform surface finish. Similarly, resolidified zones appear more extensive and well defined and show fewer signs of surface damage, such as cracks and erosion marks. The ability to yield and other mechanical characteristics associated with the alloy were significantly enhanced, which is due to the combination of strain hardening, grain refinement, and deformation. The creation of many fractures and faults in the distorted microstructure, however, caused the alloy's elongation to drop. Additionally, after dynamic deformation, many macroscopic fissures may be seen on the specimens' surfaces. As a result, while the AM60B magnesium alloy sees an increase in yield strength because of hypervelocity impact, it simultaneously experiences a reduction in ductility as a result of the appearance of fractures and other flaws29.
Effects of MR on machining parameters
Figure 6a is a contour plot obtained by observing the MR for discharge duration versus spark gap time. In the graph, discharge duration is along the axis of X as well as spark gap time is along the axis of Y, where the shaded region represents MR. Where the red colour shows a high material removal rate, the green colour shows a medium material removal rate, and the dark blue colour indicates a lower material removal rate. From Fig. 6a, by increasing discharge duration at a constant low spark gap time, there is a lower MR. By increasing discharge duration at a constant high Spark gap time, at low discharge duration as medium MR, and at medium discharge duration as high MR30. Figure 6b is a contour plot obtained by observing the MR for discharge duration versus discharge voltage. In the graph, discharge duration is along the axis of X as well as discharge voltage is along the axis of Y, where the shaded region represents MR. From Fig. 6b, at low, medium, and high discharge durations and discharge voltages, there is less material removal rate. Other than this area, the MR seems to be high. Figure 6c is a contour plot obtained by observing the MR for discharge duration versus wire advance rate. In the graph, discharge duration is along the axis of X, and wire advance rate is along the axis of Y, in the area that is shaded represents MR. From the graph at medium to high discharge duration and wire advance rate as less MR, and less discharge duration and wire advance rate as less MR, other than the dark blue region, as more MR. Figure 6d is a contour plot obtained by observing the MR for spark gap time versus discharge voltage. In the graph, spark gap time is along the axis of X and discharge voltage is along the axis of Y, in the area that is shaded represents MR. From Fig. 6d, by increasing a discharge voltage from low to high and at a constant low spark gap time, there is less MR. At a high spark gap time for low to medium discharge voltage, the MR is high. Figure 6e is a contour plot obtained by observing the MR for spark gap time versus wire advance rate. In the graph, spark gap time is along the X axis and wire advance rate along the Y axis, where the shaded region represents MR. From Fig. 6e, by increasing a wire advance rate from low to high and at a constant low spark gap time, there is a lower MR. At a high spark gap time, the low- to medium-wire advance rate is as high as MR. Figure 6f is a contour plot obtained by observing the MR for discharge voltage versus wire advance rate. In the graph, discharge voltage is along the X axis and wire advance rate along the Y axis, where the shaded region represents MR. From the graph, from medium to high discharge voltage and wire advance rate as less MR, and less discharge voltage and wire advance rate as less MR, other than the dark blue region, as more MR.

Contour plot for MR on, (a) Ddur vs Stime (b) Ddur vs Dvolt (c) Ddur vs Wadv (d) Stime vs Dvolt (e) Stime vs Wadv (f) Dvolt vs Wadv.
Figure 7 is an illustration depicting the S/N ratio for MR. The graph depicts how various machining settings affect MR. This is apparent as MR decreases with lower levels for Ddur (125 s), Stime (50 s), Dvolt (50 V), and Wadv (9 mm/min), respectively. The Taguchi qualitative tool prioritises the signal-to-noise (S/N) ratio for which "larger is better" the machining rate (MR). The expression 12 is used to compute the S/N ratio when greater is better. Figure 7 depicts the MR based on the S/N Ratio value. Table 8 shows the response table of the machining rate S/N ratio. Stime is rated first in the response table and exhibits a strong influence in MR with a difference of highest and lowest value of 2.173 dB. Wadv is classified as number two and plays the next important part in the MR with a difference of highest and lowest value of 0.992 dB. Dvolt is rated third and plays the next important part in the MR with a difference of highest and lowest value of 0.559 dB. Ddur has a little impact on MR, with a difference of highest and lowest value of 0.489 dB, and is rated at position 4. The ANOVA findings for MR is displayed by Table 9. According to data presented in table, prominent factor, Stime, has an F-value of 8.21, subsequent to Wadv, and possesses a the F-value around 1.4, and Dvolt, and possesses a the F-value around 0.19. Additionally, Ddur has an F-value of 0.00, making it a less important factor than the rest. The main prominent components are Stime, Wadv, and Dvolt, with contributions of 59.44%, 10.16%, and 1.41%%, respectively. Ddur has a contribution of 0.025%, which makes it a less important element. The R2 and R2(adj) values of 71.05% and 42.09% respectively show demonstrating the model is capable of accurately predicting its MR provided with an input variable. In this instance, as Stime rises, the MR rises gradually. Due to the increased Dvolt in the machining zone caused by the maximum MR produced at a higher level of Stime, the work piece's surface is therefore marred by craters and voids. Additionally, during machining, the integration of reinforcement particles does not melt, leading to the creation of a rough surface. Similar to this, the longer Ddur generates more MR since the ember that exists within the cutting instrument and the work piece continues longer.

SN plot for MR.
Effects of SR on machining parameters
Figure 8 depicts the graph of the S/N ratio for SR. The illustration shows how machining settings affect SR. It is apparent as SR decreases at low levels of Ddur (105 s), Stime (50 s), Dvolt (40 V), and Wadv (five metres per minute, respectively). The Taguchi qualitative tool's "smaller the better" S/N ratio for the SR is favoured. The expression 13 is used to compute the S/N ratio when smaller is better. Figure 8 depicts the SR based on the S/N Ratio value. Table 10 shows the response table for the surface roughness S/N ratio. Stime is positioned as the primary variable in the response table and has a significant association with SR, as shown by a difference of highest and lowest value of 1.64 dB. Wadv is categorised as the second-ranked factor and has a significant impact on the SR, as seen by its difference of highest and lowest value of 0.69 dB. Dvolt, ranked third, fulfils a subsequent important part in the SR and has a value difference between the highest and lowest 0.69 dB. Ddur is placed fourth and has the smallest role in SR with a difference of highest and lowest value of 0.67 dB. The findings of the ANOVA for SR are shown in Table 11. This is clear through the table with the most significant component, Stime, has an F-value of 2.61, followed by Wadv (0.95), then Dvolt (0.65), and then Wadv again (0.95). Ddur also has an F-value of 0.25, making it a non-significant factor in comparison to the others. The three main significant components are Stime, Wadv, and Dvolt, each contributing 30.86%, 11.25%, and 7.71%%, respectively. Ddur has a contribution of 2.90%, making it a less important element. R2 and R2(adj) values of 52.73% and 5.46% respectively show that the model is effective in predicting the SR for an input parameter. In this instance, as Stime grows, the SR rises gradually. So that craters and voids are produced as an outcome from the maximal SR obtained at a greater magnitude of Stime due to higher Dvolt in the zone of machining on the job piece's surface.

SN plot for SR.
Figure 9a is contour plot by observing the SR for discharge duration verses spark gap time. In the graph, discharge duration is along the axis of X and spark gap time is along the axis of Y, where the shaded region represents SR. Where the red colour shows high surface irregularities, the green colour shows medium surface irregularities, and the dark blue colour indicates less surface irregularities. From Fig. 9a, increasing discharge duration at a constant low spark gap time has a lower SR. high discharge duration at a constant high Spark gap time, at low discharge duration as medium SR, and at medium discharge duration as high SR27. Figure 9b is a contour plot obtained by observing the SR for discharge duration versus discharge voltage. In the graph, discharge duration is along the axis of X and discharge voltage is along the axis of Y, where the shaded region represents SR. From Fig. 9b, at low, medium, and high discharge duration and discharge voltage, there are fewer surface irregularities. Other than this area, the SR seems to be high. Figure 9c is a contour plot obtained by observing the SR for discharge duration versus wire advance rate. In the graph, discharge duration is along the X axis and wire advance rate along the Y axis, where the shaded region represents SR. From the graph, at high discharge duration and at low to medium wire advance rate, there is less SR, and at low discharge duration and wire advance rate, there is less SR. other than the dark blue region as more SR. Figure 9d is a contour plot obtained by observing the SR for spark gap time versus discharge voltage. In the graph, spark gap time is along the axis of X and discharge voltage is along the axis of Y, where the shaded region represents SR. From Fig. 9d, by increasing a discharge voltage from low to high and at a constant low spark gap time, there is less SR. At medium to high spark gap time for low to medium discharge voltage as high SR. Figure 9e is a contour plot obtained by observing the SR for spark gap time versus wire advance rate. In the graph, spark gap time is along the X axis and wire advance rate along the Y axis, where the shaded region represents SR. From Fig. 9e, by increasing a wire advance rate from low to high and at a constant low spark gap time, there is a lower SR. At medium to high spark gap time, the low to medium wire advance rate is as high as SR. Figure 9f is a contour plot obtained by observing the SR for discharge voltage versus wire advance rate. In the graph, discharge voltage is along the X axis and wire advance rate along the Y axis, where the shaded region represents SR. From the graph, medium to high discharge voltage and medium to high wire advance rate are less SR, and less discharge voltage and less wire advance rate are less SR. other than the dark blue region as more SR.

Contour plot for surface irregularity on, (a) Ddur vs Stime (b) Ddur vs Dvolt (c) Ddur vs Wadv (d) Stime vs Dvolt (e) Stime vs Wadv (f) Dvolt vs Wadv.
Effects of closeness coefficient on machining parameters
The mean plot for closeness coefficient alongside the various parameters used to machine is depicted visually in Fig. 10. The graph depicts the ideal settings for achieving a greater machining rate with lesser surface irregularities for AM60B magnesium alloy. It is evident from the figure that the best machining settings comprise discharge time during level 2 (115 µs), spark gap time at level 3 (60 µs), discharge voltage at wire advancement frequency at level 1 and level 2 (40 V) (5 mm/min). It can be seen that the wire advance rate is another significant element in MR and SR. When the wire advance rate is greater, the amount of discharge duration and the low level of discharge voltage produce more MR31. This is due to the fact that when discharge duration is turned on for a longer period, more particles are included in the workpiece, which results in a higher MR32. Hence, longer discharge duration increases MR and increases SR as well33. The increase in surface irregularity this is because to the heat generated in the machining zone and the longer discharge duration made the spark gaps less stable, leading to variation in the discharge process. Table 12 shows an outcome using ANOVA with a closeness coefficient. From Table 10 it is evident that F-value of Wadv is 15.11 and Stime is 11.87, is more than that of Ddur (4.02). Hence it is clear that these two factors are considered to be more significant and influences MR and SR during WEDM process of AM60B magnesium alloy. Table 13 shows the mean table for closeness coefficient. From response table, the delta value of Wadv is 0.2553 which is ranked 1, Stime is 0.2263 ranked 2, Ddur is 0.1163 ranked 3 and Dvolt is 0.029 ranked 4. The discharge voltage does not have any influence in WEDM process of AM60B magnesium alloy. Figure 11 provides the percentage combination of parameters influencing WEDM of AM60B alloy. Wire advance rate is a noteworthy factor which contributes 43.16%, next by spark gap time with 33.91%, while discharge duration is 11.48%.

Mean plot for closeness coefficient.

Percentage contribution of parameters.
Confirmation test
Table 14 presents a comparative analysis of two distinct methodologies, namely the approach for Desirability and the Technique for Order of Preference by Similarity to Ideal Solution (TOPSIS) Approach. This table aims to optimise a collection of parameters within an industrial or experimental setting. Various methodologies are employed to assess the effects of distinct combinations of input parameters (A, B, C, and D) on specified output parameters (MR and SR), taking into account a predefined set of goal values. The Desirability technique yields the most improvement at 4.56% and 4.193% for the MR and SR, respectively. The TOPSIS technique yields the highest level of improvement at 1.77% and 2.78% for the MR and SR, respectively.
Conclusion
In this work, the AM60B magnesium alloy has been machined using WEDM, and the machinability behaviour has een analyzed. The ideal parameter constraint in WEDM, including discharge duration (Ddur), spark gap time (Stime), discharge voltage (Dvolt) and wire advance rate (Wadv) for attaining maximum machining rate (MR) and minimum surface irregularity (SR), was studied utilising the Taguchi combined TOPSIS and desirability method.
-
According to Taguchi findings, the machining rate rises at a given set up Ddur (115 µs), Stime (60 µs), Dvolt (40 V) and Wadv (7 mm/min). Similarly surface irregularity decreases at parameter combination of Ddur (115 µs), Stime (55 µs), Dvolt (30 V) and Wadv (9 mm/min).
-
In accordance with TOPSIS data, experiment 9 has the greatest composite desirability score of 0.8576, and the associated levels of parameters for machining are more in line with ideal circumstances.
-
From closeness coefficient graph, it is revealed that the maximum machining rate (MR) and the minimum surface irregularity (SR) is attained at 115 µs of discharge duration, 60 µs of spark gap time, 40 V of discharge voltage and 5 mm/min of wire advance rate.
-
ANOVA results confirmed the order of significant parameter affecting MR and SR and wire advance rate having significant contribution with 43.16%, followed by spark gap time with a contribution of 33.91%.
-
AM60B magnesium alloys, known for their low conductivity, make them prone to thermal effects during machining process. The spark gap time, directly influences the amount of energy applied to the workpiece and controlling the heat input becomes critical to avoid excessive thermal damage. A longer spark gap time allows for better control over the heat input, preventing the material from overheating and minimizing the risk of thermal damage. AM60B magnesium alloy is sensitive to wire advance rate variations as they are to spark gap time due to their thermal characteristics. Similarily variations in discharge voltage and duration does not have pronounced effects on heat input and thermal effects, especially when compared to the direct control provided by spark gap time.
-
SEM images of higher and lower values of MR and SR indicate the presence of various microstructural changes due to the thermal burden created on the machined surface. Presence of craters, recast layers, microcracks, and the formation of fissures at various ranges of machining parameters.
Data availability
Since the current work is connected to a PhD thesis, the datasets created and evaluated are not publicly available. It would be delivered upon the submission of the research study. Nonetheless, on reasonable request, are available from the corresponding author.
Abbreviations
- WEDM:
-
Wire electrical discharge machining
- MR:
-
Machining rate
- SR:
-
Surface irregularities
- ANOVA:
-
Analysis of Variance
- Ddur :
-
Discharge duration
- Stime :
-
Spark gap time
- Dvolt :
-
Discharge voltage
- Wadv :
-
Wire advance rate
References
Amukarimi, S. & Mozafari, M. Biodegradable magnesium-based biomaterials: An overview of challenges and opportunities. MedComm. 2(2), 123–144 (2021).
Amukarimi, S. & Mozafari, M. Biodegradable magnesium biomaterials—Road to the clinic. Bioengineering 9(3), 107 (2022).
Francis, A. Biological evaluation of preceramic organosilicon polymers for various healthcare and biomedical engineering applications: A review. J. Biomed. Mater. Res. Part B 109(5), 744–764 (2021).
Alaneme, K. K., Okotete, E. A., Fajemisin, A. V. & Bodunrin, M. O. Applicability of metallic reinforcements for mechanical performance enhancement in metal matrix composites: A review. Arab J. Basic Appl. Sci. 26(1), 311–330 (2019).
Khan, B., Davis, R. & Singh, A. Effect of input variables and cryogenic treatment in wire electric discharge machining of Ti-6Al-4V alloy for biomedical applications. Mater. Today 27, 2503–2507 (2020).
Faisal, N., Bhowmik, S. & Kumar, K. Recent developments in wire electrical discharge machining. Non-Conventional Machining in Modern Manufacturing Systems 125–152 (2019).
Radhika, N., Chandran, G. K., Shivaram, P. & Karthik, K. T. Multi-objective optimization of EDM parameters using grey relation analysis. J. Eng. Sci. Technol. 10(1), 1–1 (2015).
Radhika, N., Sudhamshu, A. R. & Chandran, G. K. Optimization of electrical discharge machining parameters of aluminium hybrid composites using Taguchi method. J. Eng. Sci. Technol. 9(4), 502–512 (2014).
Kulkarni, V. N., Gaitonde, V. N., Mallaiah, M., Karnik, R. S. & Davim, J. P. Tool wear rate and surface integrity studies in wire electric discharge machining of NiTiNOL shape memory alloy using diffusion annealed coated electrode materials. Machines 10(2), 138 (2022).
Ezugwu, E. O. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 45(12–13), 1353–1367 (2005).
Rashid, W. B. & Goel, S. Advances in the surface defect machining (SDM) of hard steels. J. Manuf. Process. 23, 37–46 (2016).
Carou, D., Rubio, E. M. & Davim, J. P. Analysis of ignition risk in intermittent turning of UNS M11917 magnesium alloy at low cutting speeds based on the chip morphology. Proc. Inst. Mech. Eng. Part B 229(2), 365–371 (2015).
Carou, D., Rubio, E. M. & Davim, J. P. Machinability of magnesium and its alloys: A review. In Traditional Machining Processes: Research Advances 133–152 (Springer, 2015).
Chalisgaonkar, R. Insight in applications, manufacturing and corrosion behaviour of magnesium and its alloys: A review. Mater. Today 26, 1060–1071 (2020).
Kozak, J., Rajurkar, K. P. & Chandarana, N. Machining of low electrical conductive materials by wire electrical discharge machining (WEDM). J. Mater. Process. Technol. 149(1–3), 266–271 (2004).
Chaudhari, R., Vora, J., Parikh, D. M., Wankhede, V. & Khanna, S. Multi-response optimization of WEDM parameters using an integrated approach of RSM–GRA analysis for pure titanium. J. Inst. Eng. Ser. D 101, 117–126 (2020).
Gopal, P. M., Prakash, K. S. & Jayaraj, S. WEDM of Mg/CRT/BN composites: Effect of materials and machining parameters. Mater. Manuf. Process. 33(1), 77–84 (2018).
Li, G. et al. Development of high mechanical properties and moderate thermal conductivity cast Mg alloy with multiple RE via heat treatment. J. Mater. Sci. Technol. 34(7), 1076–1084 (2018).
Monteiro, W. A. The influence of alloy element on magnesium for electronic devices applications: A review. Light Metal Alloys Appl. 12, 229 (2014).
Seshadhri, V., Sarala, R., Alagarsamy, S. V. & Perumal, C. I. Experimental investigation and optimization of machining parameters in WEDM of ZRO2 and seashell powder-reinforced biodegradable AZ31 Mg alloy composite. Surf. Rev. Lett. 30(08), 1–14 (2023).
Mandal, K., Sarkar, S., Mitra, S. & Bose, D. Multi-attribute optimization in WEDM of light metal alloy. Mater. Today 18, 3492–3500 (2019).
Dewangan, S., Gangopadhyay, S. & Biswas, C. K. Study of surface integrity and dimensional accuracy in EDM using Fuzzy TOPSIS and sensitivity analysis. Measurement 63, 364–376 (2015).
Moharana, B. R., Mohapatra, K. D., Muduli, K., Biswal, D. K. & Moharana, T. K. Multi-response optimisation of machining parameters in WEDM using hybrid desirability-based TOPSIS concept. Int. J. Process Manag. Benchmark. 14(4), 439–459 (2023).
Singh, A., Kumar, A. & Davis, R. Modeling and multi-objective optimization of green WEDM characteristics on H21 steel using TOPSIS-CRITIC technique. NanoWorld J. 9(S1), S679–S686 (2023).
Sahoo, S. K., Naik, S. S. & Rana, J. Optimisation of WEDM process parameters during machining of HCHCr steel using TOPSIS method. Int. J. Process Manag. Benchmark. 9(2), 216–231 (2019).
Baranitharan, P., Ramesh, K. & Sakthivel, R. Multi-attribute decision-making approach for Aegle marmelos pyrolysis process using TOPSIS and Grey Relational Analysis: Assessment of engine emissions through novel Infrared thermography. J. Clean. Prod. 234, 315–328 (2019).
Salleh, M. N., Ishak, M., Quazi, M. M. & Aiman, M. H. Microstructure, mechanical, and failure characteristics of laser-microwelded AZ31B Mg alloy optimized by response surface methodology. Int. J. Adv. Manuf. Technol. 99, 985–1001 (2018).
Hasçalık, A. & Çaydaş, U. Electrical discharge machining of titanium alloy (Ti–6Al–4V). Appl. Surf. Sci. 253(22), 9007–9016 (2007).
Nowak, Z., Kowalewski, Z. L. & Szymczak, T. Low velocity perforation of thick magnesium alloy AM60 plates impacted by rigid conical-nose impactor. Arch. Civ. Mech. Eng. 23(1), 5 (2022).
Bisaria, H. & Shandilya, P. Experimental investigation on wire electric discharge machining (WEDM) of Nimonic C-263 superalloy. Mater. Manuf. Process. 34(1), 83–92 (2019).
Kumar, K. & Agarwal, S. Multi-objective parametric optimization on machining with wire electric discharge machining. Int. J. Adv. Manuf. Technol. 62, 617–633 (2012).
Alfattani, R., Yunus, M., Selvarajan, L. & Venkataramanan, K. Spark erosion behavior in the machining of MoSi2–SiC ceramic composites for improving dimensional accuracy. J. Mech. Behav. Biomed. Mater. 148, 106166 (2023).
Gopalakannan, S., Senthilvelan, T. & Ranganathan, S. Modeling and optimization of EDM process parameters on machining of Al 7075–B4C MMC using RSM. Procedia Eng. 38, 685–690 (2012).
Author information
Authors and Affiliations
Contributions
M.D.—Interpretation of results. J.J.—Study conception and design. M.S.—Draft manuscript preparation, reviewing and editing. T.B.—Study conception and design. A.V.M.—Data Collection and analysis of results. N.M.—Data Collection and analysis of results. N.H.—Draft manuscript preparation, reviewing and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Diviya, M., Joel, J.J., Subramanian, M. et al. Parametric investigation of W-EDM factors for machining AM60B conductive biomaterial. Sci Rep 14, 216 (2024). https://doi.org/10.1038/s41598-023-50777-y
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-023-50777-y
This article is cited by
-
An inclusive parametric study for performance improvement in WEDM process of pure titanium using Naive Bayes classifier
Scientific Reports (2025)
-
Experimental investigation and parametric optimization of machinability and surface characteristics in wire EDM of Inconel 718
Scientific Reports (2025)
-
Optimization of WEDM parameters for machining Mg-Li-RE alloy using CRITIC-COCOSO approach
International Journal on Interactive Design and Manufacturing (IJIDeM) (2025)
-
Optimization of wire-cut EDM parameters using artificial neural network and genetic algorithm for enhancing surface finish and material removal rate of charging handlebar machining from mild steel AISI 1020
The International Journal of Advanced Manufacturing Technology (2025)
-
A state-of-the-art review of soft computing-based monitoring and control in the machining of hard alloys
Discover Applied Sciences (2025)
