
Abstract
This study presents a novel approach to enhancing the properties of lightweight foam mortar (LFM) by utilizing bamboo stem ash (BSA) as a partial cement replacement. Unlike traditional supplemental cementitious materials (SCMs) like fly ash or silica fume, BSA provides a special blend of lightweight properties and a high silica concentration. Thus, the effect of BSA (in proportions of 0–25% and steps of 5%) on the mortars’ fresh, hardened, microscale properties, such as workability, density, strength, durability, and microstructural characteristics, was explored. At 15% BSA replacement, the compressive strength reached 8.25 MPa at 28 days, 7% higher than the control mix (7.7 MPa). The study identifies 15% BSA as the optimal replacement level, striking a balance between mechanical strength, durability, and thermal insulation. Beyond 15%, increased porosity begins to reduce strength, while thermal resistance continues to improve. Thus, a 10–15% replacement range is recommended for applications requiring structural integrity and insulation. The density of the foam mortar decreased from 1000 kg/m3 for the control mix to 960 kg/m3 at 20% BSA replacement, improving the material’s lightweight characteristics. Also, the porosity increased from 24.8% (control) to 30.2% (25% BSA), positively influencing thermal insulation properties. Thermal conductivity measurements indicated a reduction from 0.25 W/mK (control) to 0.18 W/mK at 25% BSA replacement, demonstrating improved thermal resistance. BSA incorporation improves the pore structure and fosters stronger interfacial bonding within the matrix, especially at 15% replacement, according to microstructural investigation using SEM. The water absorption rate increased slightly from 18.2% (control) to 21.6% (25% BSA), still within reasonable bounds for lightweight construction applications. As demonstrated by the mortars’ notable performance, BSA may effectively replace OPC in LFM, improving its mechanical, thermal, and environmental qualities. With the results, BSA has shown potential for developing eco-friendly building materials and aiding in reducing carbon emissions in the built environment. These results show that BSA can be a green and practical substitute for OPC in lightweight building applications, especially for prefabricated panels, insulation layers, and non-load-bearing walls. Its ability to enhance mechanical strength while reducing thermal conductivity makes it a promising material for energy-efficient and sustainable building solutions.
Similar content being viewed by others


Introduction
The changing human lifestyle and increasing demand for infrastructure have created immense pressure on natural resources and environmental issues. Approximately 38% of energy-related CO2 emissions are estimated to emanate from the construction industry, making this field a major contributor to global carbon emissions1,2. The production process of conventional building materials, including cement and concrete, consumes a large amount of resources and is associated with greenhouse emissions3,4,5. Thus, reducing these environmental effects has become urgent, driving the demand for innovative, sustainable solutions that meet global climate targets. A practical solution can be found in using lightweight building materials to improve energy efficiency and reduce structural dead loads. In addition, numerous researchers have investigated methods for creating sustainable, lightweight materials to address these issues. One such technique uses industrial wastes such as fly ash, silica fume, and ground granulated blast-furnace slag (GGBS) to make cementitious composites6,7,8,9. It has been shown that these materials improve durability and mechanical qualities while reducing the environmental effect of cement manufacture. According to studies10,11,12,13,14, fly ash and silica fume can enhance mortars’ compressive strength and thermal insulation properties. In the same vein, GGBS has been found to contribute to long-term strength gain and durability due to its pozzolanic reactivity in a matrix15.
It has also been investigated whether natural pozzolans, such as volcanic and rice husk ash, could play the role of cement in building materials. Studies by De Silva and Naveen16 and Contrafatto et al.17 have reported that rice husk and volcanic ash, respectively, enhance the workability and durability properties of a cementitious mixture and overall reduce carbon emissions. There was also an improvement in the microstructural characteristics and a decrease in permeability. Despite these developments, innovation still drives the industry due to the ongoing hunt for high-performing and sustainable substitute materials.
Bamboo stem ash (BSA) has recently emerged as a promising supplementary cementitious material. Bamboo, a rapidly renewable resource capable of growing up to 30 to 60 cm per day18, produces significant agricultural waste, which can be calcined to form BSA. While there are limited studies on BSA integration into lightweight foam mortars, especially regarding its impact on fresh and hardened state properties, it has, however, been shown by studies19,20,21 that BSA is rich in silica, a major attribute for pozzolanic materials. The high silica content in BSA actively participates in pozzolanic reactions, forming additional calcium silicate hydrate (C-S-H) gel, which enhances compressive strength and durability. Furthermore, the increased porosity associated with BSA incorporation contributes to reduced thermal conductivity, improving insulation properties. These combined effects make BSA a viable alternative for producing energy-efficient, lightweight construction materials. However, there is a lack of systematic studies that comprehensively evaluate the effects of BSA on the mechanical, durability, and thermal properties of lightweight foam mortar. In conventional cementitious systems, BSA’s pozzolanic potential has been investigated in the past, but its precise impact on the fresh-state workability, density decrease, and long-term durability of foam mortar has not been fully investigated. This study addresses these gaps by providing an integrated analysis of BSA’s impact, optimizing its replacement levels, and offering insights for sustainable lightweight construction applications.
To close this gap, the current study will systematically assess the impacts of using BSA in LFMs instead of some of the cement. This study examines the effects of different BSA percentages on microstructural properties, density, compressive strength, workability, and thermal conductivity. In contrast to other research, this study integrates the sustainability of using bamboo with the improvement of lightweight mortar performance in a novel way. Compared to other widely used SCMs, such as fly ash and rice husk ash, BSA provides a unique balance of mechanical and thermal benefits. Fly ash enhances strength and durability but does not significantly contribute to thermal insulation. Conversely, rice husk ash improves durability and reduces permeability but can lead to excessive stiffness in cementitious matrices. With its balanced pozzolanic reactivity and lightweight nature, BSA offers a dual advantage—enhancing strength while reducing density and thermal conductivity—making it a versatile choice for sustainable construction. Thus, this research helps to create environmentally friendly building materials that solve problems with performance and the environment by improving the mix design. Moreover, this study offers a novel approach to assessing BSA’s potential for LFM production. Also, the study provides valuable insights into the feasibility of integrating agricultural waste into sustainable construction practices by focusing on fresh and hardened state properties. The findings are expected to advance the field of sustainable construction materials, providing a pathway to reduce carbon emissions and promote resource efficiency in the construction industry.
Experimental
Materials
The study’s components include clean water, a protein-based foaming agent, fine aggregates (sand), ordinary Portland cement (OPC), and bamboo stem ash (BSA) made from agricultural waste. The raw materials were selected based on their ability to improve performance and sustainability and their compatibility with lightweight foam mortars.
This study used CEM1 OPC (pure 100% Ordinary Portland Cement), which satisfies the requirements of BS197-122 standard as the primary binder for mortar production. It was purchased under the Blue Lion brand from Kuanda Holding Sdn Bhd. The cement has a bulk density and specific gravity of 3160 kg/m³ and 3.16, respectively. The high calcium oxide content, representing 62.5% of its composition, is responsible for the strength and binding properties of the cement1. Table 1 shows the properties of the OPC, and key measurements are the average particle size and compressive strength at 28 days are 65 μm and 32 MPa, respectively. When a controlled setting and mechanical stability are a priority, the OPC’s quality makes it a suitable binder for foam mortar.
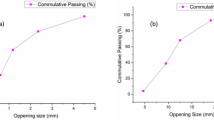
To satisfy ASTM C33-03 requirements2, the fine aggregate was meticulously chosen and manufactured using local resources from Bayan Lepas, Penang, Malaysia. The physical properties of the fine aggregate is shown in Table 2. With a maximum particle size of 4.75 mm, the aggregate was washed and maintained in a saturated surface-dry condition to ensure uniformity during mixing. Its specific gravity of 2.58 and porosity of 37% contribute to the stability of the mortar mix. Additionally, it has a water absorption of 0.48%, sufficient to minimize excess moisture in the mix and guarantee proper cement hydration. Figure 1 displays the aggregate’s particle size distribution that it complies with ASTM requirements2.
Clean tap water, conforming to BS-3148 standards3, was used in both mixing and curing. Ensuring water quality is critical to achieving the desired workability and hydration of the foam mortar. The absence of harmful impurities in the water prevented adverse effects on the mortar’s properties.
The foaming agent employed was Noraite PA-1, a protein-based compound that generates stable and consistent foam. The density and specific gravity of Noraite PA-1 were 1.13 ± 0.05 kg/L and 1.04, respectively; with this, a foam with a density of 65 kg/m³ was produced, as presented in Table 3. The expansion ratio of the agent is approximately 20 times, ensuring that a small quantity is sufficient to generate the desired porosity in the mortar. Such a foaming agent is critical for creating lightweight materials while maintaining structural integrity.
Bamboo stem ash (BSA), the key material in this study, was prepared by calcining raw bamboo stems harvested from Kedah, Malaysia. The bamboo stems were cut, refined, and ground into smaller pieces before calcination at 700 °C for 3 h in a controlled furnace. This temperature was selected to ensure the removal of volatile compounds while preserving the silica-rich composition of the ash. The calcined material was then ground and sieved to obtain fine ash with a high silica content, as illustrated in Fig. 2a. Figure 2b presents the particle distribution for bamboo stem ash and the fine aggregate. Also, Fig. 2c shows that the bamboo stem was initially cut into small sections. These sections were then processed into smaller pieces using a mechanical refiner machine, as depicted in Fig. 2d. The refined bamboo pieces resulting from this step are shown in Fig. 2e. Subsequently, the smaller pieces were ground using the Los Angeles (LA) Abrasion machine, as illustrated in Fig. 2f. The ground material was then manually sieved to pass through a No. 200 sieve (Fig. 2g), resulting in the final product, bamboo stem ash, as presented in Fig. 2h.
A typical part of a bamboo stem is shown in Fig. 3. The strength and utility of the bamboo stem are dependent on a number of structural characteristics. The nodal areas bring the segments together and offer structural stability, while the diaphragm at the nodes strengthens the stem and facilitates the movement of nutrients. The stem wall provides stiffness and durability, while the hollow stem chamber makes the stem sturdy and lightweight. Where a protective sheath formerly covered the bamboo throughout its growth is shown by the sheath scar. The pozzolanic properties of BSA were maintained because of its regulated calcination process, and it is also essential for its efficacy as a partial cement substitute. Because of its distinct makeup, BSA improves binding and durability when added to foam mortars.

Fine aggregate particle size distribution in comparison to ASTM C33-032 upper and lower limits.


a. Process of turning raw bamboo stem into bamboo ash: (a) collecting raw bamboo from a farm located in Kedah, Malaysia, (b) harvested bamboo stem, (c) bamboo stem was cut into small section, (d) small sections bamboo stem was processed to become smaller pieces through mechanical refiner machine, (e) refined bamboo stem into smaller pieces, (f) the smaller pieces bamboo stem was grounded using LA Abrasion machine, (g) grounded bamboo stem was manually sieved to pass through a No. 200 sieve, (h) final product - bamboo stem ash. b. particle size distribution for bamboo stem ash and fine aggregate.

Main parts of a bamboo stem.
Mix design
The lightweight foam mortar (LFM) mix design sought to reach a target 1000 kg/m3 density. A water-to-cement ratio of 0.47 and an OPC-to-aggregate ratio of 1:1.5 were established. The lightweight foam mortar (LFM) mix design sought a target 1000 kg/m3 density. A water-to-cement ratio of 0.47 and an OPC-to-aggregate ratio of 1:1.5 were established. The 1:1.5 OPC-to-aggregate ratio was selected to balance workability and mechanical performance, ensuring sufficient cementitious content for proper bonding while optimizing density reduction for lightweight applications. The 0.47 w/c ratio was chosen to provide adequate workability without excessive bleeding or segregation, allowing the foamed structure to remain stable during mixing and casting. This ratio also supports the hydration process, ensuring the development of sufficient calcium silicate hydrate (C-S-H) gel for strength gain. To partially replace OPC, bamboo stem ash (BSA) was added at amounts of 0%, 5%, 10%, 15%, 20%, and 25% (designated as M0 through M5, respectively) (Table 4). Moreover, the replacement percentages were chosen to systematically assess the effect of BSA on the mortar’s properties to ensure uniform density and workability. The amounts of OPC, fine aggregate, water, and foaming agent were changed for each mix.
This systematic approach made it feasible to compare the different replacement levels directly. By maintaining a consistent total binder content and adjusting only the proportion of BSA and OPC, the study ensures that variations in performance can be attributed to BSA replacement rather than inconsistencies in mix composition. This approach allows for a direct evaluation of fresh-state properties such as workability and density, as well as hardened-state properties including strength, durability, and thermal performance, ensuring meaningful comparisons across all mix designs.
The quantity of foam added to the base mix was according to the standard mix design calculation as follows:
\(=\left( {1 - \left( {\frac{{1136}}{{2150}}} \right)} \right) \times 1 \times 65=30.66~kg/{m^3}\)
The selection of a sand-to-cement ratio of 1:1.5, a water-cement ratio (w/c) of 0.47, and a target density of 1000 kg/m³ for foamed mortar was based on a combination of empirical studies, performance requirements, and practical considerations.
-
(i)
Sand-to-Cement ratio of 1:1.5.
The 1:1.5 sand-to-cement ratio was selected to balance strength, workability, and density of foamed mortar at low densities. This proportion has been supported in previous literature4, for producing foamed mortar with enhanced compressive strength and structural integrity at densities around 1000 kg/m3.
A higher cement content (compared to sand) improves binding strength and foam stability, which is crucial in lightweight foamed systems. The selected ratio ensures adequate paste volume to encapsulate foam and uniformly coat sand particles, reducing segregation and enhancing uniformity. Lower sand content also helps achieve lower densities while maintaining sufficient matrix strength.
-
(ii)
Water-Cement Ratio of 0.47.
The w/c ratio of 0.47 was chosen based on its ability to produce a pumpable, workable slurry that can properly integrate with the foam and ensure uniform distribution, while maintaining compressive strength. This ratio lies within the optimal range for foamed mortar (0.45–0.50)5. Lower w/c ratios (< 0.45) often lead to poor foam stability and incomplete hydration, while higher w/c ratios (> 0.50) can reduce strength and increase porosity. At 0.47, the mix maintains a balance between workability and durability, allowing for sufficient hydration while preventing excessive bleeding or segregation.
-
(iii)
Target Density of 1000 kg/m3.
A density of 1000 kg/m3 was selected to develop a lightweight foamed mortar suitable for non-load-bearing walls, insulation panels, or low-load structural components in sustainable construction. According to standards6,7, foamed concrete with densities of 800–1200 kg/m³ provides an ideal compromise between weight reduction and structural performance. At 1000 kg/m3, the material provides adequate compressive strength, good thermal insulation, lower embodied CO₂, and easier handling during construction.
Preparation of foam mortar
The foam mortar was prepared based on the guidelines of ASTM C1928, which standardizes the laboratory procedures for mixing and handling cementitious materials. A pan mixer (capacity: 50 L) operating at 60 rpm was used for the mixing process to ensure uniformity. The foam mixing ratio is derived from the expansion ratio of the foam agent employed in this study. In the context of foam mortar, the expansion ratio of the foam agent is typically around 20 times, meaning that a small amount of foam concentrate can expand to produce a much larger volume of foam. This expansion ensures that the desired porosity or lightweight properties in the foam mortar is achieved with a relatively low quantity of the foam concentrate.
The proportion design method employed in this study is based on mass. The foam concentrate and water are mixed in a specified mass ratio, ensuring consistency in the final mixture’s characteristics and performance. This approach accounts for variations in density and ensures accurate and reliable foam production, particularly in applications like mortar and foam concrete.
For two minutes, OPC, fine aggregate, and BSA were mixed to create homogeneity during the dry mixing step. The mixture was then stirred for three minutes while water was added gradually to create a consistent, workable slurry. The pre-formed foam was then incorporated, with a density of 30.66 kg/m³ for the control mix (M0), and adjusted proportionally for other mixes. The foam was mixed for an additional 2 min at the same speed to ensure even distribution while preserving the air voids.
In the initial phase, the dry ingredients, such as OPC, fine aggregate, and BSA, were thoroughly mixed in a drum mixer to ensure homogeneity. Once the dry mix was consistent, water was gradually introduced while the mixer operated. This stage was essential for the slurry to be homogenous and have the appropriate consistency and workability.
The foundation slurry was made, and a predetermined amount of stable foam was added. The foam prepared with the Noraite PA-1 foaming agent was carefully mixed with the mortar to create a lightweight, porous structure. As shown in Fig. 4, a homogenous foam mortar was produced by repeating the mixing procedure until the foam was dispersed uniformly throughout the slurry. Standard test specimens were then made by pouring the freshly mixed foam mortar into molds. The specimens were allowed to set for 24 h before being demolded and placed in water for curing. The specimens were cured in clear plastic bags for 28 days, a method chosen to minimize excessive moisture evaporation while maintaining a consistent internal humidity that supports optimal cement hydration. This method was preferred over direct water or air curing because it prevents uncontrolled moisture loss, which can cause shrinkage and cracking in lightweight foam mortars. Additionally, plastic bag curing ensures uniform hydration across all specimens, maintaining comparability across different mixes. Prior to testing, the samples were dried in an electric oven at 105 °C for 24 h, a temperature selected based on ASTM standards to effectively remove free water without altering the microstructure of the mortar. All specimens have a consistent moisture content when dried at this temperature, avoiding discrepancies in test findings from residual moisture. Higher drying temperatures could cause microcracking or excessive shrinkage, while lower temperatures may leave residual moisture, affecting the accuracy of mechanical and durability tests. The foam mortar preparation was carefully done to ensure there is a consistent property for all the mix proportions. This facilitates a comprehensive evaluation of its fresh and hardened state characteristics. To ensure the reliability of the experimental results, standardized sampling and preparation procedures were followed for all tests. Each mix was prepared in batches under controlled conditions, and samples were cast in molds of specified dimensions. Three replicate specimens were tested for each property to ensure statistical accuracy. For hardened-state tests, samples were demolded after 24 h, cured for 28 days, and oven-dried at 105 °C before testing to achieve uniform moisture content.

Process of manufacturing foam mortar—(a) consistent mortar slurry formation by adding water gradually and stirring, (b) stable foam formation (c) addition of a specific quantity of stable foam to the slurry (d) homogenous mix achieved, (e) and (f) measurement of slump flow and density of foam mortar, (g) pouring of fresh foam mortar into molds, (h) sample removal after 24 h of casting, (i) Samples were placed in the water for curing process.
Experimental setup
Characterization of bamboo stem ash
The characterization of bamboo stem ash (BSA) formed the foundation of this study. As an agricultural by-product, BSA’s properties must be thoroughly understood to assess its suitability as a supplementary cementitious material. The physical properties of BSA were analyzed in detail to establish its behaviour during mixing and hydration. This entailed using laser diffraction to determine the particle size, which revealed information about its fineness and ability to improve the homogeneity of the mortar matrix. The analysis was conducted within a particle size range of 0.1 to 1000 μm, with results recorded in 100 logarithmic distribution intervals to capture variations in fine and coarse fractions. The BSA samples were dispersed in ethanol, and a refractive index of 1.54 was used to improve measurement accuracy. The fine particle size contributes to enhanced reactivity and improved packing density in mortar. BSA was carefully poured into a known volume container, levelled to guarantee uniform distribution, and then weighed to determine the mass-to-volume ratio to determine the bulk density. These properties directly influenced the mix design, as they affected both the workability and overall density of the foam mortar.
A pycnometer was used to measure specific gravity to determine how dense BSA is in relation to water, which is a crucial factor in mix proportioning. Also, BSA was oven-dried at a temperature of 105 °C until a constant weight was obtained consecutively, which is a procedure for determining the moisture content of the material. BSA’s water absorption capacity was determined by immersing a pre-weighed portion of the material in water for 24 h and measuring the increase in weight resulting from the water immersion. BSA’s compatibility with the alkaline environment of cement hydration processes was further investigated to confirm that it is appropriate for incorporation into cementitious systems.
Beyond physical characteristics, BSA’s chemical and mineralogical composition plays a crucial role in its pozzolanic activity and overall performance in foam mortar. The oxide composition was analyzed using X-ray fluorescence (XRF). In contrast, X-ray diffraction (XRD) and Fourier-transform infrared spectroscopy (FTIR) were conducted to examine the crystalline phases and functional groups. The chemical composition of BSA was analyzed using X-ray fluorescence (XRF) to determine its oxide content, with a particular focus on silica, which plays a critical role in pozzolanic reactions. The oxide composition of BSA was analyzed using a PANalytical Axios Advanced XRF spectrometer, operating in sequential wavelength dispersive mode (WDXRF). The system was calibrated using certified reference materials (NIST SRM 2711) to ensure accuracy. The detection limit for major oxides was 0.01 wt%, allowing precise quantification of key cementitious compounds. This analysis provided insights into the high silica content of BSA, a critical factor in its pozzolanic reactivity. Similarly, X-ray diffraction (XRD) was performed to examine the crystallographic structure and phase composition of BSA. Bamboo stem ash (BSA) samples were first sieved through a No. 200 mesh (75 μm) for microstructural and chemical characterization to ensure uniform particle size. These fine samples were then subjected to physical, chemical, and mineralogical analyses to determine their suitability as supplementary cementitious material (SCM). This helps to identify the various crystalline phases. To determine the crystalline phases present in BSA, X-ray diffraction (XRD) analysis was conducted using a Rigaku Ultima IV diffractometer with a Cu-Kα radiation source (λ = 1.5406 Å). The scanning was performed across a 2θ range of 10°–80°, with a step size of 0.02° and a scan speed of 2°/min. Phase identification was carried out using X’Pert HighScore Plus software, enabling the detection of key crystalline phases influencing the pozzolanic behavior of BSA. This analysis confirmed the presence of reactive silica, which contributes to strength development in cementitious systems. It has been shown by studies that these phases influence a material’s mechanical and chemical properties. The study also utilised Fourier-transform infrared spectroscopy (FTIR) to detect the functional groups within BSA, which have implications for its reactivity and bonding properties in the mortar matrix. Fourier-transform infrared spectroscopy (FTIR) was performed using a Bruker Vertex 70 FTIR spectrometer to further assess the chemical bonding characteristics of BSA. The analysis covered a wavelength range of 4000–400 cm–1, with a resolution of 4 cm–1, ensuring detailed spectral data. Each sample underwent 32 scans to enhance signal accuracy. The KBr pellet method was used for sample preparation, providing clear transmittance spectra. The FTIR analysis identified functional groups associated with silica, carbonyl compounds, and hydroxyl groups, which influence the pozzolanic reactivity and bonding potential of BSA in cementitious matrices.
Workability test
A major focus was on the fresh foam mortar mixes’ workability because it affects how simple it is to handle, place, and compact the material. This study performed a slump flow test for evaluating the mix’ flowability based on the ASTM C230-979. The test involved placing fresh mortar on a standardized flow table, lifting the mold, and observing the spread of the mix. This method provided a direct measure of the mortar’s consistency and its ability to flow under its weight, which is critical for lightweight mortars where achieving uniform distribution of foam is challenging. The targeted slump flow range was 450–550 mm, ensuring a balance between fluidity and stability. The achieved flow values varied with BSA content, decreasing slightly as the replacement percentage increased due to higher water absorption of the ash.
Also, fresh mortar density was determined according to the requirements of BS 12350-6 standards10 for a target density of 1000 kg/m3. This was done using a 1-liter cylindrical container (1000 cm3). The container was filled with fresh mortar in two layers, with each layer compacted using 10 manual tamping strokes to eliminate entrapped air while preserving the foam structure. Moreover, the time needed for the mixes to change from a fluid to a rigid condition was recorded by calculating the mortar’s initial and final setting timings using BS EN 196-311 procedures. The measured fresh densities across different mix designs ranged from 960 kg/m3 to 1005 kg/m3, demonstrating a deviation of ± 5% from the target. The minor variations were attributed to differences in air entrainment and foam distribution. However, all values remained within the acceptable range for lightweight foam mortars. These variables were crucial for maximizing the mixing and placement procedures and guaranteeing conformity with building codes. The mass of the filled container was recorded, and the fresh density was calculated as follows:
.
Transport properties
Specimens that had been cured for 28 days were used to assess the transport qualities that affect the foam mortar’s performance and durability. Firstly, water absorption tests were performed to determine the material’s ability to hold onto moisture because too much water absorption can cause problems with service durability. Each combination was used to create cylindrical specimens 100 mm in diameter and 50 mm in height. Once the specimens had cured for 28 days, they were oven-dried for 24 h at 105 °C until their mass remained constant. For statistical correctness, each blend was examined using three replicate specimens. The specimens were fully submerged in water at room temperature (± 23 °C) for 48 h to allow complete saturation. Specimens were removed at predetermined intervals of one, six, twenty-four, and forty-eight hours, surface-dried with a moist cloth to eliminate surplus water, and weighed to ascertain the mass following water absorption. The percentage of water absorption (WA) was calculated using the following equation:
Where,
M0 = over-dry mass of the specimen (kg). M1 = saturated surface-dry mass after immersion (kg).
Complying with RILEM TC-14 CPC1130 guidelines, porosity was another crucial metric evaluated using the vacuum immersion method. The mortar’s linked void spaces were precisely measured using this technology as it directly influences its mechanical strength and thermal performance. Porosity values were evaluated against established benchmarks for lightweight foam mortars, where an optimal range of 20–30% is typically associated with a balance between mechanical strength and thermal insulation. The porosity was calculated using the vacuum saturation method, following RILEM TC-14 CPC11, with the formula:
Where.
P = total porosity (%). Ms = mass of the saturated specimen (kg). Md = mass of the oven-dried specimen kg). Mw = mass of the specimen submerged in water (kg).
The rate of capillary water absorption, a crucial factor in determining the material’s vulnerability to water intrusion, was measured using sorptivity tests. Following ASTM C140312, specimens were partially submerged in water, and the water absorption rate was tracked over time. The absorption rate was tracked at 5-minute intervals for the first hour, followed by measurements at 3, 6, and 24 h to assess long-term water uptake.
The sorptivity coefficient (S) was calculated using the equation:
Where.
S = sorptivity coefficient (mm/min1/2). i = cumulative water absorption per unit area (mm). t = time (min).
Gas permeability tests also showed the capacity of gases to travel through the mortar, which was based on the Cabrera and Lynsdale method13. The Cabrera and Lynsdale method involves applying a controlled steady-state air pressure across a hardened mortar specimen and measuring the resulting airflow. This test is designed to evaluate the intrinsic air permeability coefficient (k), quantifying the ease with which gases penetrate the material. The airflow rate through the specimen is recorded under constant pressure, and permeability (k) is calculated using Darcy’s law:
Where,
K = intrinsic permeability (m2). Q = measured flow rate (m3/s). \(\:\mu\:\) = dynamic viscosity of air (Pa.s). L = specimen thickness (m). A = cross-sectional area of the specimen (m2). \(\:\varDelta\:P\) = applied pressure difference (Pa).
These tests also highlighted the impact of porosity on the material’s resistance to environmental degradation. Finally, rapid chloride permeability tests followed ASTM C120214 standards to assess the mortar’s resistance to chloride ion penetration, a vital factor for its durability in environments prone to chloride exposure. Cylindrical specimens of 50 mm thickness and 100 mm diameter were vacuum-saturated in a sodium hydroxide solution before testing. A 60 V direct current (DC) voltage was applied across the specimen for 6 h, with one side exposed to 0.3 M sodium hydroxide (NaOH) and the other to 3.0% sodium chloride (NaCl) solution. The total charge passed (Coulombs) was recorded, indicating the relative chloride ion permeability.
Mechanical properties
Several experiments were conducted to assess the foam mortar’s mechanical qualities to ascertain its strength and stiffness under varied loading scenarios. Compressive strength tests were conducted on 100 mm cubic specimens in accordance with BS 12390-315 standards at 7, 28, and 56-day curing intervals. A constant loading rate of 0.5 MPa/s was applied to account for the lightweight nature of the foam mortar and to prevent sudden failure due to its porous structure. This provided a measure of the mortar’s load-bearing capacity, which is critical for structural applications.
Moreover, three-point bending tests were conducted on prism specimens in accordance with BS EN 12390-516, which reflects the mortar’s ability to resist bending and cracking under tensile forces. Flexural strength tests were performed according to BS EN 12390-5 using 40 mm × 40 mm × 160 mm prism specimens, subjected to three-point bending. A 0.05 mm/min loading rate was maintained to minimize abrupt failure in the lightweight matrix. The flexural behavior was analyzed based on maximum load capacity and crack propagation.
By BS 12390-617 norms, cylindrical specimens were subjected to indirect tensile strength tests. Tensile stress is frequently a limiting factor for cementitious materials, and this test captured how the mortar behaved under this condition. The test used 100 mm diameter × 200 mm height cylindrical specimens. A loading rate of 0.02 MPa/s was applied to prevent premature splitting of the foam mortar.
The modulus of elasticity, an indicator of the material’s stiffness, was measured following ASTM C46918 on specimens cured for 28 days. This parameter is essential for understanding the mortar’s deformation under load and its compatibility with other structural materials. The test was done using 100 mm × 200 mm cylindrical specimens under uniaxial compression. The test was conducted using a closed-loop servo-hydraulic testing machine equipped with linear variable displacement transducers (LVDTs) to record strain.
The MOE was calculated using the equation:
Where,
E = modulus od elasticity (MPa). \({\sigma _2}\)= stress at 40% of peak load (MPa). \({\sigma _1}\)= stress at 10% of peak load (MPa). \({\varepsilon _2}\)= strain at 40% of peak load. \({\varepsilon _1}\)= strain at 10% of peak load.
Thermal properties
The potential of the mortars for energy-efficient applications was explored using the thermal properties. This study followed the ASTM C17738 hot plate guarded method for thermal conductivity, specific heat capacity, and thermal diffusivity tests. The test was done using specimens measuring 25 mm x 25 mm x 8 mm. After curing, specimens were oven-dried at 105 °C for 24 h to eliminate free moisture, which could affect thermal conductivity measurements. Before testing, the dried specimens were stored in a desiccator to prevent moisture absorption. Generally, thermal conductivity is an important criterion for evaluating the insulating qualities of the mortar, which shows how quickly heat moves through the substance. Moreover, specific heat capacity and thermal diffusivity revealed further details on the material’s potential to store and transfer heat.
Microstructural characteristics
Scanning electron microscopy (SEM) was used to examine the microstructure of the mortar samples. To guarantee representative microstructural features, mortar crumbs were removed from the shattered surfaces of the test specimens for compressive strength. For 24 h, the samples were oven-dried at 60 °C to avoid moisture-induced artifacts. To increase electrical conductivity, a thin layer of carbon was applied to the dried samples using a sputter coater prior to SEM analysis. The prepared samples were then mounted on aluminum stubs with carbon adhesive tape and examined using a JEOL JSM-IT500 SEM with an accelerating voltage of 10 kV. The analysis was performed in the secondary electron mode.
Following ISO 1670019, the SEM examination produced high-resolution images of the mortar matrix at a magnification of 150x. Given the lightweight and porous nature of the material, this magnification allowed for the identification of air voids, matrix densification, and hydration product distribution without excessive zoom that could limit the field of view. These images demonstrated the size and distribution of pores, the bonding between the mortar’s component parts, and the morphology of hydration products. The analysis highlighted the densification of the matrix and the improvement in interfacial bonding brought about by the pozzolanic reaction of BSA. Observations from the SEM analysis were critical in linking the microstructural characteristics to the mechanical and thermal performance of the foam mortar.
Result and discussion
Characteristics of bamboo stem ash (BSA)
Physical properties
Table 5 summarises the physical properties of BSA. It is made up of tiny particles that range in size from 60 μm to 80 μm. BSA’s physical and chemical characterization revealed a high silica content (47.77%), essential for pozzolanic activity. The fine particle size (60–80 μm) and porous structure contribute to improved packing density in the mortar matrix.
This particle size is similar to other pozzolanic materials that enhance cementitious composites’ packing density and microstructural refinement, like fly ash and rice husk ash. The overall density of the mortar is reduced because BSA has a lower bulk density than Ordinary Portland Cement (OPC), as shown in Table 5. BSA’s specific gravity of 2.81 confirms that it is lighter than OPC (3.16), making it suitable for lightweight applications.
The water absorption rate of BSA is significantly higher than that of OPC, at 41.56%. This is because the ash particles are porous, influencing the water needed for mixing. Notwithstanding this, the BSA’s moisture level of 2.86% suggests that the material was adequately dry, reducing the possibility of fluctuations in the mix water content. Hydration reactions demand a high pH, so the alkaline pH value of 10.5 indicates that BSA is compatible with the cementitious environment. The feasibility of BSA for cement substitution is highlighted by these physical characteristics, which are in close agreement with data from Madurwar et al.20, who observed similar qualities for ashes obtained from agricultural waste.
Chemical compositions and crystallography
The chemical composition of BSA, presented in Table 6, reveals a high silica content (47.77%), which is a critical component for pozzolanic activity. Other oxides that contribute to the material’s reactivity include CaO (24.51%), AlO₃ (6.45%), and FeO₃ (2.89%). BSA has a little lower silica content than the rice husk ash studied by Nzereogu et al.21, but when combined with calcium oxide, it shows promise for secondary hydration products such calcium silicate hydrates (C-S-H). Three separate peaks are seen in the XRD examination (Fig. 5) at 16.2°, 22.3°, and 34.8°. These peaks correspond to the (040), (002), and (101) crystal planes of type I cellulose. This aligns with prior research by de Brito and Kurda22, who observed similar crystalline patterns in natural pozzolans. The intensity of the (002) peak suggests that this plane contributes most significantly to the material’s crystallinity, which influences its mechanical properties and water absorption behaviour.

XRD patterns of bamboo stem ash.
Molecular composition and functional groups
Figure 6 presents the Fourier-transform infrared (FTIR) spectroscopy for BSA, which provided insights into the molecular composition of the material. Table 7 presents further details about the test. The spectrum revealed dominant absorption peaks at various wavenumbers, each corresponding to specific functional groups. The peak indicates the hydrophilic character of cellulose at 3415 cm–1, which is attributed to hydroxyl (-OH) groups. The peak at 1728 cm–1 represents carbonyl (C = O) stretches, which are frequently linked to hemicellulose, whereas the absorption at 2920 cm–1 represents C-H stretching vibrations in methyl and methylene groups.
Furthermore, the peak at 1605 cm–1 suggests unsaturated C = C linkages, indicative of aromatic structures from lignin, while the absorption at 1104 cm–1 highlights C-O stretching vibrations typical of glycosidic linkages. These functional groups enhance the reactivity of BSA, promoting better bonding within the cement matrix. Lupoi et al.23 found similar functional groups in other natural pozzolanic materials, who highlighted their function in enhancing mechanical and thermal properties. These observations are consistent with their research.

FTIR of bamboo stem ash.
Workability characteristics
Slump flow and density
The workability of foam mortars, as assessed through slump flow tests (Fig. 7), demonstrated a consistent decline with increasing BSA content. The mix containing 25% BSA (M5) showed a decreased flow of 460 mm, whilst the control mix (M0) reached a slump flow of 550 mm. The main cause of this decrease in flowability is BSA’s great capacity to absorb water, which raised the mortar’s viscosity. The values were still within permissible bounds for lightweight mortars as specified by ASTM C230-979, even with the decreased slump flow. These results are in line with a related study[44], where a similar trend was found with other pozzolanic materials, including fly ash, and emphasized the importance of controlling water content for optimal workability.
Figure 8 shows how the density of fresh mixes dropped as the BSA content rose. The density of M5 was 960 kg/m³, compared to 1000 kg/m³ for the control mix. The reduction is a result of both the porous nature of the ash and the lower specific gravity of BSA (2.81) in comparison to OPC (3.16). As Zeyad et al.24 noted for lightweight mortars containing rice husk ash, this composition’s lower weight is a significant benefit for applications needing lower dead loads.

Slump flow of varying mixtures.

Density of varying mixtures.
Setting period
Figure 9 illustrates how the foam mortars’ setting times gradually increased as the BSA content increased. For the control mix, the initial setting time was 120 min; for M5, this was 150 min. Similarly, M5’s final setting time rose from 210 min to 250 min. This delay is explained by the fact that BSA has less calcium oxide (CaO) than OPC, which slows the hydration process. Furthermore, BSA’s pozzolanic properties decrease the amount of reactive lime available in the early stages, which adds to the prolonged setting time.
Using additional cementitious materials such as fly ash and silica fume resulted in longer setting times, which is in line with the findings of Xu et al.25 and Raghav et al.26. Large-scale pours or intricate geometries are two examples of applications where extended workability is valid, even though the delayed setting may necessitate modifying construction timelines.

Setting time of varying mixtures.
Transport properties
Water absorption and porosity
Figure 10 illustrates that adding BSA to foam mortars enhanced their water absorption. With a 25% BSA replacement, the absorption rate of M5 increased to 21.6%, compared to 18.2% for the control mix (M0). Because BSA particles are porous, more capillary gaps were added to the matrix, causing this increase. However, other mixes M0, M1, M2, M3, and M4 appeared to be more refined and less porous. Despite this increase, the water absorption values remained within acceptable limits for lightweight construction materials. Similar findings were reported by Thiedeitz et al.27 for rice husk ash-based mortars, where water absorption rates increased marginally with higher ash content. The increase in porosity with higher BSA content correlates with increased water absorption and gas permeability, as shown in Fig. 11. The two main causes of this trend are (i) the substitution of lower-density BSA for denser cement particles and (ii) the incomplete pozzolanic reaction of BSA at higher replacement levels (≥ 20%), which results in unreacted particles that increase pore volume and interconnectivity.
Similar trends were seen in the porosity results (Fig. 11), where the control mix had a porosity of 24.8% and M5 had a porosity of 30.2%. The substitution of lighter, more porous BSA particles for dense cement particles is responsible for the increase in porosity. In foam mortars, porosity has two functions: it can decrease mechanical strength while simultaneously improving thermal insulation by retaining air in the matrix. This compromise is in line with research by Hamada et al.28, who found that pozzolanic compounds, such as fly ash and silica fume, enhance insulating qualities at the expense of minor strength decreases.

Water absorption of varying mixtures.

Porosity of varying mixtures.
Sorptivity and permeability
According to sorptivity data (Fig. 12), the capillary water absorption rate increased steadily as the BSA content rose. The greater porosity of mortars containing BSA directly contributes to their higher permeability, as evidenced by this behaviour. Sorptivity coefficients for the control mix and M5 were 0.04 and 0.06 mm/min¹/², respectively. The results are similar to those reported for mortars containing volcanic ash, as noted by Sanjuan et al.29, even though this rise indicates increased sensitivity to water penetration.
Figure 13 shows the gas permeability test results. A relatively stable performance across all mixes, with only a slight increase, was observed in M5 compared to M0. This stability can be attributed to the refinement of the pore structure due to the pozzolanic reaction of BSA, which compensates for the increase in overall porosity. Cabrera and Lynsdale13 noted similar trends in mortars with supplementary cementitious materials, where matrix densification offsets the potential for increased gas permeability.

Sorptivity of varying mixtures.

Intrinsic air permeability of varying mixtures.
Rapid chloride permeability
The rapid chloride permeability results, depicted in Fig. 14, revealed a significant reduction in charge passed with increasing BSA content. The control mix exhibited a charge of 2200 Coulombs, indicating moderate chloride ion permeability, while M5 showed a reduced charge of 1600 Coulombs, corresponding to low chloride permeability. This improvement is attributed to the pozzolanic reaction of BSA, which refines the pore structure and reduces the connectivity of capillary voids, thereby enhancing resistance to chloride ion penetration.
According to Kasaniya et al.30, adding pozzolanic materials like fly ash and silica fume considerably lowers the permeability of chloride in lightweight mortars. These findings are in line with their findings. BSA-incorporated mortars are appropriate for use in situations prone to chloride and are marine because of the increased durability resulting from less chloride ion infiltration.
Figure 15 illustrates how the chloride ion transport coefficient significantly decreased as the BSA concentration rose. The diffusion coefficient for M5 was 2.1 × 10–12 m2/s, compared to 3.5 × 10–12 m2/s for the control mix (M0). This decreases results from the microstructure becoming denser due to the pozzolanic reaction of BSA, which lowers the mobility of chloride ions through the matrix.
The reduced diffusion coefficient further increases the mortar’s long-term durability, which shows improved resistance to chloride ion infiltration. Jenima et al.31have documented comparable patterns for fly ash-containing mortars, emphasizing the function of finely tuned pore architectures in reducing ion transport. The potential of BSA as a sustainable method for creating long-lasting lightweight mortars is highlighted by its decreased chloride ion permeability and diffusion coefficient.

Rapid chloride permeability of varying mixtures.

Chloride ion diffusion coefficient of varying mixtures.
Mechanical properties
Compressive strength and flexural strength
As shown in Fig. 16, compressive strength results clearly showed an increase at moderate BSA replacement levels and a decrease at greater replacements. M3 (15% BSA) demonstrated a maximum strength of 8.25 MPa at 28 days, a 7% improvement over the control mix’s 7.7 MPa compressive strength. This increase is attributed to the pozzolanic reaction of BSA, which produces additional C-S-H gel, densifying the matrix. However, at 20% and 25% replacements, the strength declined to 7.2 MPa and 6.8 MPa, respectively, due to reduced cement content and higher porosity. These results are consistent with Hsu et al.32, who found that fly ash replacement in lightweight mortars should be at a 15% level. The results for flexural strength (Fig. 17) showed a similar trend. With a flexural strength of 1.95 MPa, M3 outperformed the control mix by 10%. This improvement demonstrates how BSA can increase tensile resistance by promoting interfacial adhesion. Flexural strength declined at 15% replacement, which aligns with patterns seen in other natural pozzolans such as volcanic and rice husk ash33,34.

Compressive strength of varying mixtures.

Bending strength of varying mixtures.
Indirect tensile strength and modulus
At lower BSA replacement levels, the indirect tensile strength data (Fig. 18) showed improvements, peaking at 2.3 MPa for M3. This suggests that BSA can enhance particle load transfer and optimize the matrix. The trade-off between increased porosity and decreased cement content was reflected in the small decrease in tensile strength after 15% replacement.
Comparing M3 to the control mix, the modulus of elasticity (Fig. 19) showed a similar pattern, rising by 8%. The densifying effect of the pozzolanic reaction, which counteracts the greater porosity, is highlighted by the increase in stiffness at moderate BSA levels. However, because there were fewer cement hydration products at greater replacement levels, the modulus dropped. These findings are in line with those of Soomro et al.35, who noted comparable outcomes for mortars that contained silica fume.

Tensile strength of varying mixtures.

Modulus of elasticity of varying mixtures.
Thermal properties
Thermal conductivity
Figure 20 shows the thermal conductivity results for the mortars. There was a significant reduction in thermal conductivity as the BSA content increased. The control mix exhibited a thermal conductivity of 0.25 W/mK, which decreased to 0.18 W/mK for M5. However, this reduction is attributed to the increased porosity and reduced density of the mortar, which trap air and impede heat transfer. Similar results were made by Subashi et al.36 for mortars made with rice husk ash, who found that the higher the ash concentration, the 20% decrease in heat conductivity. Lightweight construction benefits greatly from the enhanced thermal insulation qualities of BSA-incorporated mortars since they lower heating and cooling energy consumption. The results imply that BSA can be applied successfully to improve building exterior sustainability.

Thermal conductivity of varying mixtures.
Specific heat capacity and thermal diffusivity
Figure 21a and b show the specific heat capacity and thermal diffusivity of the mortars, respectively. Results from thermal diffusivity and specific heat capacity show that adding BSA improves the material’s capacity to control temperature variations. The BSA presence caused a modest increase in specific heat capacity, indicating the material’s ability to retain heat. Conversely, thermal diffusivity dropped, suggesting that heat transferred through the mortar more slowly. These patterns are consistent with Annaba et al.37 findings, which showed that natural pozzolans improved thermal performance in a similar way.

(a) Specific heat capacity of varying mixtures. (b) Thermal diffusivity of varying mixtures.
SEM analysis
The changes caused by the addition of BSA to the mortar matrix are clarified by microstructural investigations. SEM images (Fig. 22) showed significant improvements in the pore structure and interfacial bonding at low BSA replacement levels. The control mix (M0) matrix showed weaker interfacial zones and bigger pores. The addition of BSA produced a denser matrix with evenly distributed hydration products and improved pore structure, especially at 15% replacement (M3). The presence of active silica and calcium oxide promotes secondary hydration reactions, leading to additional calcium silicate hydrate (C-S-H) gel formation, as confirmed by SEM analysis. This reaction enhances the mortar’s overall mechanical strength and durability by refining the microstructure and reducing permeability.
There was evidence of interconnecting spaces, and the microstructure became more porous with greater BSA replacement levels, such as 20% (M4) and 25% (M5). These modifications emphasize the trade-off between porosity and strength and are in line with trends seen in mechanical and transport properties. Similar microstructural enhancements were reported by Calderoni et al.38 for mortars incorporating volcanic ash, emphasizing the role of pozzolanic materials in refining the matrix.
The pozzolanic reaction’s matrix densification is responsible for the decrease in chloride permeability and sorptivity seen in mortars containing BSA. According to SEM analysis (Fig. 22), adding BSA, especially at 15% replacement, resulted in the creation of more C-S-H gel, which filled up microvoids and improved interfacial bonding. This densified structure reduced the connectivity of capillary pores, explaining the lower chloride ion penetration and improved resistance to water absorption. However, at 20–25% BSA replacement, increased porosity due to excessive unreacted particles counteracted this effect, leading to higher sorptivity values.

Selected SEM micrographs of varying mixtures.
Conclusion
This study investigated the potential of bamboo stem ash (BSA) as a sustainable supplementary cementitious material (SCM) in lightweight foam mortar (LFM). The results demonstrated significant improvements in key material properties while emphasizing the environmental benefits of utilizing agricultural waste. The research yielded the following conclusions:
-
(i)
The best mechanical performance was obtained with a 15% BSA replacement, which improved compressive strength by 7% compared to the control mix. The reason for this enhancement is the pozzolanic action of BSA, which promotes the synthesis of additional calcium silicate hydrate (C-S-H). However, at greater BSA replacement levels (20% and 25%), mechanical strength decreased due to increased porosity and decreased cementitious material.
-
(ii)
The addition of BSA resulted in a considerable decrease in the diffusion coefficient and permeability of chloride ions, suggesting improved resistance to chloride intrusion. In comparison to the control, the mortar containing 25% BSA showed a 40% decrease in the diffusion coefficient and a 27% decrease in the fast chloride permeability charge passed. These findings highlight the advantages of BSA’s durability for uses in situations prone to chloride or maritime.
-
(iii)
Increased BSA content reduced thermal conductivity, with a 28% decrease observed for the mix with 25% BSA. This improvement is linked to the higher porosity introduced by BSA, making it highly suitable for energy-efficient construction applications requiring superior thermal insulation.
-
(iv)
SEM analysis revealed that moderate BSA replacement (15%) optimized the microstructure by reducing pore size and enhancing matrix densification. At higher BSA levels, the microstructure became more porous, correlating with diminished mechanical strength but improved thermal insulation.
-
(v)
Incorporating BSA lowers cement usage and encourages agricultural waste recycling, both supporting global sustainability objectives. In non-load-bearing applications where weight reduction and thermal efficiency are important, lightweight foam mortars with BSA can be utilized for wall panels, thermal insulation layers, and structural components in low-rise buildings. However, aside from its mechanical and thermal performance advantages, the use of BSA in lightweight foam mortar aligns with key Sustainable Development Goals (SDGs), particularly Sustainable Cities and Communities, in that, BSA-enhanced foam mortars promote energy efficiency in buildings through improved thermal insulation, reducing heating and cooling energy demands.
-
(vi)
Although the potential of BSA is demonstrated in this study, more investigation is needed to evaluate its performance in extensive field applications and long-term durability in cyclic climatic conditions. Researching the usage of BSA in conjunction with other SCMs may shed light on how performance and sustainability can be improved.
Limitation and future direction
These findings demonstrate the potential of BSA as a viable, eco-friendly alternative to OPC in lightweight construction applications, particularly for non-load-bearing walls, insulation layers, and prefabricated panels. It is a promising material for sustainable and energy-efficient construction solutions since it can increase mechanical strength while decreasing thermal conductivity.
However, a few limitations may be deduced from this study. Additional research is necessary to evaluate the long-term durability of BSA-incorporated mortars in real-world environmental conditions, as this study was carried out in a controlled laboratory setting. Additionally, while this study focused on mechanical, durability, and thermal properties, other aspects, such as shrinkage behavior, fire resistance, and long-term creep performance, require further investigation.
The future research should consider the following:
-
(i)
conducting a field-scale validation of BSA-incorporated foam mortar in actual construction projects to assess durability and performance under real-world conditions. A life cycle assessment (LCA) is also needed to quantify its environmental impact, carbon footprint reduction, and resource efficiency.
-
(ii)
propose alternative curing techniques such as CO₂ curing and autoclaving should be explored to enhance strength development and microstructural refinement. In addition, future studies may consider optimization of the BSA particle size and parameters, so as to enhance performance, reduce porosity, and pozzolanic reactivity.
Data availability
The authors confirm that the data supporting the findings of this study are available within the article.
References
Rashad, A. M. A concise on the effect of calcium oxide on the properties of Alkali-Activated materials: a manual for civil engineers. Int. J. Concr Struct. Mater. 17, 72. https://doi.org/10.1186/s40069-023-00635-y (2023).
ASTM C33-03, Standard Specification for Concrete Aggregates (2010).
BS 3148, Method for test for water for making concrete, British Standard, London, UK (1980).
Jones, M. R. & McCarthy, A. Preliminary views on the potential of foamed concrete as a structural material. Magazine Concrete Res. 57, 21–31. https://doi.org/10.1680/macr.2005.57.1.21 (2005).
Kearsley, E. P. & Wainwright, P. J. The effect of porosity on the strength of foamed concrete. Cem. Concr Res. 32, 233–239. https://doi.org/10.1016/S0008-8846(01)00665-2 (2002).
BS EN 1992-1, Eurocode 2: Design of Concrete Structures – Part 1-1: General Rules and Rules for Buildings (2004).
ACI 523.3R-14. Guide for cellular concretes above 50 lb/ft3 (800 kg/m3) (2014).
ASTM C192/C192M – 12, Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory (2016).
ASTM C230/C230M, Standard Specification for Flow Table for Use in Tests of Hydraulic Cement (2020).
BS EN 12350-6, Testing fresh concrete Density (2016).
BS EN 196 - Part 3, Methods of testing cement Determination of setting times and soundness (2016).
ASTM C1403-15, Standard Test Method for Rate of Water Absorption of Masonry Mortars (2015).
Cabrera, J. G. & Lynsdale, C. J. A new gas permeameter for measuring the permeability of mortar and concrete. Magazine Concrete Res. 40, 177–182. https://doi.org/10.1680/macr.1988.40.144.177 (1988).
ASTM C1202, Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration (2017).
12390-3 BS EN, Testing hardened concrete – part 3: Compressive strength of test specimens (2003).
BS EN 12390-5. Testing Hardened Concrete (Flexural Strength of Test Specimens, 2019).
12390-6 BS EN, Testing hardened concrete – part 6: Tensile splitting strength of test specimens (2006).
ASTM C469 / C469M, Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression. (2014). www.astm.org.
ISO 16700, Microbeam analysis — Scanning electron microscopy — Guidelines for calibrating image magnification (2016).
Madurwar, M. V., Ralegaonkar, R. V. & Mandavgane, S. A. Application of agro-waste for sustainable construction materials: a review. Constr. Build. Mater. 38, 872–878. https://doi.org/10.1016/j.conbuildmat.2012.09.011 (2013).
Nzereogu, P. U., Omah, A. D., Ezema, F. I., Iwuoha, E. I. & Nwanya, A. C. Silica extraction from rice husk: comprehensive review and applications. Hybrid. Adv. 4, 100111. https://doi.org/10.1016/j.hybadv.2023.100111 (2023).
de Brito, J. & Kurda, R. The past and future of sustainable concrete: a critical review and new strategies on cement-based materials. J. Clean. Prod. 281, 123558. https://doi.org/10.1016/j.jclepro.2020.123558 (2021).
Lupoi, J. S., Singh, S., Parthasarathi, R., Simmons, B. A. & Henry, R. J. Recent innovations in analytical methods for the qualitative and quantitative assessment of lignin. Renew. Sustain. Energy Rev. 49, 871–906. https://doi.org/10.1016/j.rser.2015.04.091 (2015).
Zeyad, A. M. et al. Impact of rice husk ash on physico-mechanical, durability and microstructural features of rubberized lightweight geopolymer composite. Constr. Build. Mater. 427, 136265. https://doi.org/10.1016/j.conbuildmat.2024.136265 (2024).
Xu, X. et al. Influence of silica fume on the setting time and mechanical properties of a new magnesium phosphate cement. Constr. Build. Mater. 235, 117544. https://doi.org/10.1016/j.conbuildmat.2019.117544 (2020).
Raghav, M. et al. Review of the effects of supplementary cementitious materials and chemical additives on the physical, mechanical and durability properties of hydraulic concrete. Materials 14, 7270. https://doi.org/10.3390/ma14237270 (2021).
Thiedeitz, M., Ostermaier, B. & Kränkel, T. Rice husk ash as an additive in mortar – Contribution to microstructural, strength and durability performance. Resour. Conserv. Recycl. 184, 106389. https://doi.org/10.1016/j.resconrec.2022.106389 (2022).
Hamada, H. M., Abed, F., Beddu, S., Humada, A. & Majdi, A. Effect of volcanic ash and natural pozzolana on mechanical properties of sustainable cement concrete: A comprehensive review. Case Stud. Constr. Mater. 19, e02425. https://doi.org/10.1016/j.cscm.2023.e02425 (2023).
Sanjuán, M. A. et al. Volcanic ash from la palma (Canary islands, Spain) as portland cement constituent. J. Building Eng. 78, 107641. https://doi.org/10.1016/j.jobe.2023.107641 (2023).
Kasaniya, M., Thomas, M. D. A. & Moffatt, E. G. Pozzolanic reactivity of natural pozzolans, ground glasses and coal bottom ashes and implication of their incorporation on the chloride permeability of concrete. Cem. Concr Res. 139, 106259. https://doi.org/10.1016/j.cemconres.2020.106259 (2021).
Jenima, J. et al. A comprehensive review of titanium dioxide nanoparticles in cementitious composites. Heliyon 10, e39238. https://doi.org/10.1016/j.heliyon.2024.e39238 (2024).
Hsu, S., Chi, M. & Huang, R. Effect of fineness and replacement ratio of ground fly ash on properties of blended cement mortar. Constr. Build. Mater. 176, 250–258. https://doi.org/10.1016/j.conbuildmat.2018.05.060 (2018).
Plando, F. R. P. & Maquiling, J. T. Construction potential of rice husk ash as eco-friendly cementitious material in a low-water demand for self-compacting concrete. Constr. Build. Mater. 418, 135407. https://doi.org/10.1016/j.conbuildmat.2024.135407 (2024).
Zeyad, A. M., Khan, A. H. & Tayeh, B. A. Durability and strength characteristics of high-strength concrete incorporated with volcanic pumice powder and polypropylene fibers. J. Mater. Res. Technol. 9, 806–818. https://doi.org/10.1016/j.jmrt.2019.11.021 (2020).
Soomro, M., Tam, V. W. Y., Jorge, A. C. & Evangelista Production of cement and its environmental impact. In Recycled Concrete 11–46 (Elsevier, 2023). https://doi.org/10.1016/B978-0-323-85210-4.00010-2.
Subashi De Silva, G. H. M. J., Vishvalingam, S. & Etampawala, T. Effect of waste rice husk ash from rice husk fuelled brick kilns on strength, durability and thermal performances of mortar. Constr. Build. Mater. 268, 121794. https://doi.org/10.1016/j.conbuildmat.2020.121794 (2021).
Annaba, K. et al. El mendili, harnessing natural pozzolan for sustainable heating and cooling: thermal performance and building efficiency in moroccan climates. Buildings 14, 2633. https://doi.org/10.3390/buildings14092633 (2024).
Calderoni, D. et al. Etna volcanic ash as new sustainable supplementary cementitious material. J. Building Eng. 95, 110264. https://doi.org/10.1016/j.jobe.2024.110264 (2024).
Acknowledgements
The authors thank the Ministry of Higher Education for providing financial support to this research work through the Fundamental Research Grant Scheme (FRGS/1/2022/TK01/USM/02/3).
Author information
Authors and Affiliations
Contributions
MAOM - conceptualization, methodology, analysis, writing, and review, NZNA - conceptualization, investigation, methodology, analysis, writing, and review, POA - conceptualization, methodology, analysis, writing, and review, YOÖ - methodology, analysis, writing, and review, OGF - methodology, analysis, writing and review, MMAA - methodology, analysis, writing and review, RO - methodology, analysis, writing and review, SDD - conceptualization, methodology, analysis, writing, and review.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Mydin, M.A.O., Azman, N.Z.N., Awoyera, P.O. et al. Bamboo stem ash as a sustainable cement replacement in lightweight foam mortar enhancing mechanical thermal and microstructural properties. Sci Rep 15, 34677 (2025). https://doi.org/10.1038/s41598-025-04447-w
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-04447-w
