
Abstract
This study focuses on the transportation of non-uniform cuttings in the drilling process of long-reach horizontal wells, conducting a comprehensive theoretical analysis and experimental investigation. Initially, a computational model was established to analyze the influence of cuttings size distribution, fluid dynamics parameters, and wellbore geometry on the transport of non-uniform cuttings. The research elucidates the non-linear relationship between cuttings transport efficiency and parameters such as flow velocity, well inclination, and drill pipe rotation rate in long-reach horizontal wells. It also identifies the existence of a critical flow velocity, beyond which drilling fluid can effectively carry cuttings, preventing their accumulation at the well bottom, and ensuring wellbore cleanliness. Additionally, the paper proposes optimization strategies for wellbore cleaning based on the transport behavior of cuttings, including adjustments to fluid flow velocity and optimization of well inclination, aimed at enhancing drilling efficiency and reducing drilling costs. The findings provide theoretical guidance for cuttings management in long-reach horizontal wells, contributing to improved safety and cost-effectiveness in drilling operations. They hold significant value for advancing the technology of drilling horizontal wells under complex geological conditions.
Similar content being viewed by others

Introduction
The exploitation of hydrocarbon resources through long-lateral horizontal wells has proven advantageous for expanding the drainage area, increasing production per well, and improving reservoir development efficiency1. In the realm of petroleum engineering, these wells are particularly crucial for accessing hard-to-reach reserves and enhancing recovery rates2. However, in regions with complex environmental conditions, intricate topography, and stringent resource conservation regulations, a substantial number of long-reach horizontal wells, also referred to as three-dimensional (3D) horizontal wells, have been implemented for resource extraction. These wells are distinguished by their wellheads not being aligned with the horizontal section’s orientation line, with the vertical distance from the wellhead to this orientation line being defined as the offset distance3. The accumulation of cuttings in long-reach horizontal wells can significantly reduce hook load, necessitating multiple staged circulation cycles to achieve effective wellbore cleaning during drilling operations. Presently, on-site drilling of long-reach horizontal wells features stable inclination sections of approximately 1 km, with horizontal sections extending up to 2 km. Excessively long stable inclination and horizontal sections can markedly increase drilling friction and resistance4,5. Therefore, the analysis of cuttings particles’ movement state, the establishment of a critical flow velocity calculation model for 3D horizontal wells, and the exploration of cuttings transport behavior under various parameters are of paramount importance for friction reduction and torque minimization in long-reach wells.
The issue of cuttings transport falls within the domain of two-phase flow dynamics in annular conduits, encompassing the suspension of solids in a liquid phase. The behavior of two-phase flow is influenced by multiple factors, including the rheological properties of the liquid phase, particle concentration, size, density, and flow velocity. Fallah et al.6 identified inadequate wellbore cleaning as a primary contributor to excessive non-productive time (NPT), necessitating a rapid and accurate method for simulating cuttings transport. They proposed a transient cuttings transport model for real-time wellbore cleaning simulation, validating its efficacy through case studies utilizing field data. Khaled et al.7 in their investigation of cleaning issues in helically curved horizontal wellbores, conducted a parametric analysis on the helical pitch length, amplitude, drill string rotation, flow rate, annulus eccentricity, mechanical drilling rate, and cuttings size, assessing their impacts on cuttings conveyance in helically curved wells. Ahmed et al.8 proposed an engineering empirical approach that involves adjusting drilling parameters to augment the carrying capacity of the drilling fluid in unstable formations. Abbas et al.9 observed that wellbore cleaning challenges primarily occur in inclined and horizontal sections during complex well drilling. Through simulations of cuttings transport under laminar and turbulent flow conditions, they found that drill string rotation and flow velocity are the most significant factors affecting cuttings transport. Yeo et al.10 based on data obtained from Computational Fluid Dynamics (CFD) simulations, developed correlations for critical velocity and critical pressure gradient suitable for field applications. They investigated the patterns of Reynolds number variation with respect to critical velocity and critical pressure gradient. It is evident that studying the flow of solid–liquid mixtures in conduits primarily involves analyzing particle movement to determine the relationship between particle and fluid motion, thereby calculating the likelihood of cuttings bed formation11. Building upon existing two-phase transport models, this paper considers the additional resistance generated by variations in cuttings particle size and shape on cuttings bed movement, establishing a critical flow velocity calculation model for non-uniform particle size cuttings in 3D horizontal wells.
Heterogeneous Characteristics of Cuttings at the Wellbore Bottom
In a meticulous effort to analyze the cuttings from a long-reach horizontal well drilling operation, we meticulously collected and conducted sieve analysis on the returning cuttings, subsequently fitting distribution curves to ascertain the average particle size and uniformity index for distinct samples. This was followed by digital sampling of the cuttings to construct a three-dimensional particle model. The predominant lithologies encountered in the formation were mudstone, fine sandstone, marl, and oil shale. The drilling of the sampled intervals was uniformly performed using a five-blade polycrystalline diamond compact (PDC) drill bit. The circulating medium throughout the operation was a cationic polymer drilling fluid, with the collected cuttings samples predominantly consisting of mudstone.
Particle size distribution
The particle size distribution is a critical parameter that characterizes the composition of particle sizes12. It involves categorizing particles into several size classes based on a defined range, followed by calculating the percentage of each size class relative to the total particle volume. In this study, we employed the Rosin–Rammler distribution model to fit the particle size distribution of the cuttings13. The choice of the Rosin–Rammler distribution model is based on its applicability and accuracy in describing the size distribution of crushed materials. The model presents a linear relationship in a double logarithmic coordinate system, simplifying the data processing and improving the accuracy of fitting. These advantages of the Rosin–Rammler distribution model make it an ideal choice for describing the particle size distribution of rock cuttings in this study. The distribution function is given by:
where \(d\) is the sieve aperture size, in millimeters (mm); \(R\left( d \right)\) is the retention rate on a sieve with an aperture size \(d\), expressed as a percentage (%); \(d^{\prime}\) is the characteristic particle size, corresponding to the sieve aperture size at which the retention rate is 36.79%, in millimeters (mm); \(n^{\prime}\) is the uniformity index, which indicates the breadth of the particle size distribution. A higher \(n^{\prime}\) value signifies a narrower distribution range.
Under a Cartesian coordinate system, the particle size distribution curve and the cumulative particle size distribution curve typically exhibit a non-linear relationship. Attempting to directly fit these curves can easily introduce errors14. However, this issue is circumvented in a double logarithmic coordinate system, where the particle size distribution approximates a straight line. By fitting this straight line, the slope and intercept can be determined, thereby enabling the accurate characterization of the sample’s particle size distribution. The double logarithmic form of the Rosin–Rammler distribution function (Eq. 1) can be obtained by taking the logarithm of both sides twice:
where \(Y = \lg \left\{ {\lg \left[ {\frac{100}{{R\left( d \right)}}} \right]} \right\}\), \(X = \lg \left( d \right)\), \(C = \lg \left[ {\lg \left( e \right)} \right] - n^{\prime}\lg \left( {d^{\prime}} \right)\).
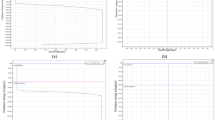
Table 1 shows the screening results of rock debris samples and the mass fraction of each particle size.Based on the results from the sieve analysis, mass distribution curves were plotted for each sample. These curves were then fitted under a double logarithmic coordinate system to determine the relevant parameters. Partial experimental outcomes are illustrated in Fig. 1.

Sample mass distribution curve and Rosin–Rammler fitting results.
Particle shape
Within the sieve analysis paradigm, particle morphology is often simplified to a single diametric representation (be it sieve diameter or spherical equivalent diameter), neglecting the complex geometrical nuances of non-spherical particles15. This section endeavors to address this limitation by employing two independent metrics—sphericity and roundness—to more comprehensively characterize particle shape. Sphericity, defined as the quotient of the surface area of a sphere with the same volume as the particle and the particle’s actual surface area, can be quantified across five distinct dimensions (area sphericity, diameter sphericity, circularity sphericity, perimeter sphericity, and aspect ratio sphericity), as elaborated upon in Eqs. (3)–(7). Roundness, meanwhile, is characterized as the ratio of the mean curvature radius of the particle’s angular features to the radius of the largest circle that can be inscribed within the particle, providing a measure of the particle’s deviation from a perfect circularity16.
Area sphericity:
Diameter sphericity:
Circularity sphericity:
Perimeter sphericity:
Aspect ratio sphericity:
where \(A_{s}\) signifies the projected area of the soil particle, quantified in square meters (m2); \(A_{{{\text{cir}}}}\) denotes the area of the smallest encompassing circle, similarly measured in square meters (m2); \(D_{{\text{c}}}\) represents the diameter of a circle with an equivalent projected area to that of the particle, expressed in meters (m); \(D_{{{\text{cir}}}}\) is the diameter of the smallest circle that fully encloses the particle, also in meters (m); \(D_{{{\text{ins}}}}\) is the diameter of the largest circle that can be inscribed within the particle, in meters (m); \(P_{{\text{c}}}\) is the circumference of a circle with a projected area identical to that of the particle, measured in meters (m); \(P_{{\text{s}}}\) corresponds to the perimeter of the particle itself, in meters (m); \(d_{1}\) and \(d_{2}\) represent the length and width dimensions of the particle, respectively, in meters (m).
A representative assortment of rock cuttings from the sample was meticulously positioned on a white substrate for the purpose of photographic documentation. As illustrated in Fig. 2a, the cuttings captured during the experimental imaging process are characterized by a chromatic presentation. The inherent color variations of these cuttings, coupled with a less-than-optimal contrast ratio against the backdrop, predisposes direct fitting methodologies to potential oversights, particularly concerning the detection of diminutive particles and the accurate delineation of particle peripheries. To address these limitations, an initial preprocessing step was implemented, involving the binarization of the particle images, thereby eliminating superfluous elements and enhancing the fidelity of the subsequent fitting process. The protocol for recognizing and analyzing the particle images is elucidated in Fig. 2b. Through the application of computational algorithms, the roundness and sphericity attributes of each individual particle were quantified with precision17.

Geometric feature recognition of sample particles.
Figure 2 presents the particle characteristics, where the characteristic parameters of the cuttings fluctuate within a certain range. Using Eqs. (3)–(7) for calculation, the average perimeter sphericity is determined to be 0.89883, the average diameter sphericity 0.81464, the average aspect ratio sphericity 0.72439, the average area sphericity 0.6658, the average circularity sphericity 0.66383, and the average roughness 0.46746.
Establishment of a non-uniform particle size cuttings transport model
Modeling of geometric shapes of cuttings
A plethora of experimental studies has unequivocally demonstrated that the non-uniformity in particle shape significantly influences the quasi-static mechanical behavior of granular assemblies18. To elucidate the underlying mechanisms of this particle shape effect, numerical investigations employing non-circular and non-spherical elements through Discrete Element Method (DEM) can be utilized.
As depicted in Fig. 2, smaller rock cuttings exhibit a shape closely resembling a sphere, suggesting that when particle sizes fall below a certain critical diameter, the influence of particle shape diminishes and they can be approximated as spherical. This critical diameter is assumed to be 0.5 mm, enabling us to categorize the rock cuttings from each sample into two distinct groups: those with diameters exceeding 0.5 mm are considered non-spherical, and irregular particle models are constructed based on their geometric characteristics; conversely, those below 0.5 mm are deemed spherical, with their diameters corresponding to the size of the respective sieve aperture, denoted as d. For all particles in the simulation, a density of 2.8 g/cm3 and a Young’s modulus of 2.5 × 1010 Pa Pa were assumed. The annular space’s inner wall is represented by a drill pipe made of steel, characterized by a density of 2.75 g/cm3 and a Young’s modulus of 2.5 × 1011 Pa. The outer wall of the annulus is the wellbore, sharing the same density and Young’s modulus as the rock cuttings. The restitution coefficients for both particle-to-particle and particle-to-wall interactions were set at 0.5, while the static friction coefficient was also 0.5, and the dynamic friction coefficient was taken as 0.01. The three-dimensional particle models are illustrated in Fig. 3.

Three-dimensional particle modeling of different particle sizes.
After modeling individual particles, the next step is to define the particle factory, specifying parameters such as the generation area and the injection rate of particles19. In this study, the particle factory is delineated as a square plane measuring 40 mm by 40 mm, designed to accommodate the requirement for generating particles of multiple sizes. This square plane is positioned below the annular space, as depicted in Fig. 4. The particle injection rate is calculated based on the drilling rate:
where \(\rho_{{\text{s}}}\) stands for the density of the particles, quantified in kilograms per cubic meter (kg/m3); \(m_{{\text{i}}}\) represents the dimensionless mass fraction of particles of the specific size derived from sieve analysis; \(ROP\) indicates the drilling rate, articulated in meters per second (m/s); \(A_{{{\text{bit}}}}\) denotes the cross-sectional area of the drill bit, measured in square meters (m2).

Location of particle factory.
Cuttings transport characteristics in three-dimensional curved well sections
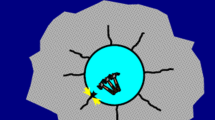
During the drilling process of a three-dimensional, horizontally oriented well section, both inclination and azimuth adjustments are required, accompanied by variations in both the angle of inclination and azimuth. Consequently, the wellbore can be conceptualized as a helically curved conduit with small curvature and significant torsion20. Curvature and torsion are fundamental parameters in differential geometry that characterize the trajectory of a curve; curvature quantifies the deviation from a straight line, whereas torsion measures the deviation from a plane of closest approach. Within a curved conduit, fluid flow is subject to secondary currents due to an imbalance in pressure gradients perpendicular to the flow direction and the influence of centrifugal forces, a scenario starkly contrasting with the flow conditions in linear, straight conduits. Fluid motion within a curved conduit generates a pair of counter-rotating vortices, known as Dean vortices21 (as illustrated in Fig. 5). When the Reynolds number (Re) is relatively low, the Dean vortices exhibit symmetry and stability; however, as the Reynolds number increases, the symmetry of the vortices becomes disrupted.

Dean vortices.
When the inlet flow velocities are identical, for an ideal fluid, the fluid on the outer side of the bend experiences a higher pressure due to the action of centrifugal force during the turn, creating a pressure gradient that points from the outer wall to the inner wall. The incremental pressure acting on fluid elements generates a centripetal force that counterbalances the centrifugal force exerted on these elements. In contrast, the velocity distribution of a viscous fluid within a curved pipe is non-uniform; velocities are lower near the wall, causing the pressure at the wall to be lower than that in an equivalent ideal fluid. In the central region of the pipe flow, where velocities are similar to those in the ideal fluid, the pressures are also comparable, leading to an additional flow from the center of the pipe outward. This is accompanied by a flow of fluid along the wall from the outer side to the inner side, resulting in dual vortices, known as secondary flows. These vortices, superimposed on the primary flow, collectively form a spiral-like motion. The energy for secondary flows originates from the primary flow and is ultimately dissipated due to viscosity, converting into heat. Therefore, during a bend, viscous fluids experience energy losses not only from frictional and separation losses but also from the dissipation of secondary flow energy22.
When rock cuttings settle in this region, they exhibit a dual tendency: to slide down the inclined wellbore wall under the influence of gravity, and to perform a helical motion due to the action of the fluid flow below the annular space. The presence of the rock cutting bed reduces the annular flow area, consequently increasing the velocity of the flow above23. As a result, under the influence of secondary flows, rock cuttings suspended in the upper annular space will traverse in a spiral trajectory, guided by the Dean vortices. Conversely, the rock cuttings in the lower annular space are subjected to ineffective rotations under the same Dean vortices, making it difficult for them to be entrained into the high-speed flow region above and thus impeding their forward transport.
Realizable k–ε turbulence model
In engineering practice, the non-steady Navier–Stokes (N–S) equations are typically time-averaged, and turbulence models are introduced to achieve a closed-form solution24. In this study, the liquid phase is treated as a continuum and described through the time-averaged Navier–Stokes equations. The rock cuttings, on the other hand, are regarded as discrete phases, characterized by Newton’s laws of motion. The turbulence model employed is the Realizable k–ε model, which was first proposed by Launder and Spalding. This model stands as the most widely utilized turbulence model, known for its robustness and computational efficiency. The Realizable k–ε model features revised equations for calculating turbulent viscosity and dissipation rate. It exhibits high accuracy in simulating scenarios involving rotation, adverse pressure gradients, boundary layers, separation, and recirculating flows, thus meeting industrial requirements adequately. The turbulent kinetic energy k and the dissipation rate ε in the Realizable k–ε model are determined by the following transport equations:
where Gk denotes the contribution to turbulent kinetic energy due to the mean velocity gradients; Gb represents the turbulent kinetic energy generated by buoyancy forces; YM indicates the contribution to the total dissipation rate of turbulent kinetic energy in compressible turbulence; C2、C1ε and C3ε are constants; σk and σε are the turbulent Prandtl numbers for k and ε respectively; Sk and Sε signify the mean rates of change.
The turbulent viscosity μt can be computed from k and ε:
where A0 and As are constants.
Simulation conditions and meshing
The transportation of cuttings involves the movement of rock fragments, generated by the fragmentation of the formation during drilling, carried by the drilling fluid through the annular space between the drill pipe and the wellbore (or casing) towards the wellhead25. Consequently, a concentric annular space model is established here, with the inner wall, representing the outer surface of the drill pipe, set at 127 mm, and the outer wall, symbolizing the wellbore, at 215.9 mm. Through transient simulations of cutting transportation, both the drilling fluid and the cutting particles are introduced at the inlet, while the outlet is configured as a pressure outlet. The pressure–velocity coupling method employed is the Phase-Coupled SIMPLE algorithm. The rotation of the drill pipe is simulated by setting the rotational motion of the inner wall. The length of the flow path is established at 3 m, with a flow duration of 10 s. The maximum number of iterations is set to 50 steps, and the gravitational acceleration, g is taken as 9.81 m/s2. During the simulation, the variations in fluxes at the inlet and outlet are monitored, with the criterion for achieving steady flow being that the difference in fluxes between the inlet and outlet is less than 10–3, without considering temperature variations during the flow process. The simulation conditions are outlined in Table 2.
The model employs a hexahedral mesh for its discretization, as depicted in Fig. 6, with a mesh size set at 5 mm. This results in a total of 669,834 nodes and 607,920 elements. The final distribution of the cuttings, as illustrated in Fig. 7, showcases the intricate spatial arrangement achieved through this computational setup.

Mesh subdivision.

Simulation results of cuttings migration.
Migration mechanism of cuttings with non-uniform particle size in large-displacement horizontal wells
Prior to analysis, a cross-section, designated as P, is defined at the location where the highest concentration of cuttings is observed. The direction of the drilling fluid flow is designated as the axial direction, while the rotation of the drill pipe is defined as the circumferential direction, as illustrated in Fig. 8. Subsequent analysis will exemplify the transportation of cuttings under a well deviation angle of 60°, serving as a case study.

Section P position and axial and circumferential definition.
Flow velocity
As illustrated in Fig. 9, the influence of flow velocity on the distribution pattern of cuttings is strikingly evident. At lower flow velocities, cuttings tend to accumulate extensively near the inlet, forming a cutting bed that impedes forward movement. This accumulation can also exacerbate frictional resistance during the drilling process, making it challenging to maneuver the drill pipe vertically. As the flow velocity escalates to 0.84 m/s, the position of the cutting bed shifts rearward, and its distribution becomes more diffuse, with a noticeable decrease in the bed’s height. This indicates that an increase in flow velocity enhances the impact on the cutting bed, leading to a partial improvement in its distribution. With further augmentation of the flow velocity, the impinging effect of the drilling fluid intensifies. When the flow velocity reaches 1.25 m/s, deposition of cuttings is virtually nonexistent, showcasing the efficacy of higher flow velocities in mitigating accumulation issues.

The axial distribution of cuttings at different flow rates at 60° deviation.
Figure 10 illustrates the axial velocity distribution at the Y-axis cross-section under a well deviation angle of 60°, with the drill pipe rotating at 60 RPM (the drilling fluid exhibits power-law fluid characteristics). It is evident that above the drill pipe (Y > 0.06 m), the velocity distribution conforms to turbulent flow characteristics, characterized by uniform velocity in the central region and the presence of boundary layer effects at the sides. Below the drill pipe (Y < 0.06 m), when the flow rate is high (q = 1.25 m/s), the distribution similarly aligns with turbulent flow characteristics. However, as the flow rate decreases to 0.84 m/s, due to the well’s inclination, the drilling fluid in the lower annulus region near the wellbore receives diminished impact from the fluid flow, leading to a backflow under the influence of gravity. The area closer to the drill pipe maintains forward motion, which explains the transition from positive to negative velocity values (depicted in blue) as Y decreases in the left side of the figure. When the flow rate further drops to 0.42 m/s, the impact force of the fluid flow decreases further, causing the velocities in the lower annulus to become uniformly negative, with the backflow tendency becoming more pronounced. This observation confirms the existence of a critical flow velocity; when the annular flow velocity exceeds this critical value, backflow of the drilling fluid is prevented.

The axial velocity distribution of cross section P under different inlet velocity.
Drill pipe rotational speed
The rotation of the drill pipe also contributes to the improved distribution of cuttings within the annulus, as depicted in Fig. 11, which showcases the concentration distribution of cuttings at various rotational speeds. It is observable that at lower speeds, there is a core accumulation of cuttings (highlighted in red in Fig. 11a). As the rotational speed increases, the area of this accumulation core diminishes, indicating that an increase in rotational speed leads to a gradual decrease in the average concentration of cuttings at section P, facilitating the further transportation of cuttings.

The circumferential distribution of cuttings at different rotation speeds at 60° deviation.
Figure 12 presents the axial velocity distribution at section P under a well deviation angle of 60°, with the flow rate set at 0.42 m/s. Two distinct scenarios can be identified. At rotational speeds of 60 and 80 RPM, the velocity in the upper annulus approaches 1 m/s, which is nearly twice the velocity at the inlet, while the lower annulus still exhibits a backflow of drilling fluid. This observation suggests that the increase in axial flow velocity of the drilling fluid in the upper region is a consequence of increased flow resistance in the lower annulus. At a rotational speed of 100 RPM, the velocities on both sides of the annulus are comparable, nearing the inlet velocity. This indicates that an increase in rotational speed mitigates the inconsistency in velocity distribution across the annulus, effectively boosting the average flow velocity in the lower annulus under low flow rate conditions, thereby reducing cuttings accumulation.

The axial velocity distribution of section P at different rotational speeds.
Type of drilling fluid
Figure 13 illustrates the variations in axial velocity at section P when employing both power-law fluids and clear water as drilling fluids. It becomes evident that there is virtually no change in the annular flow velocity when utilizing these two different drilling fluids. This is attributable to the fact that, under turbulent flow conditions, when the deviation angle of the well remains constant, the cuttings-carrying capacity of the drilling fluid is primarily determined by its momentum. In the simulation, the two drilling fluids employed have densities that are quite similar, resulting in negligible changes in momentum. Consequently, with the magnitude of the annular flow velocity remaining unchanged, the concentration of cuttings would also be expected to exhibit minimal variation.

The axial velocity distribution of cross section P when using different drilling fluids.
Inclination angle of the well
Figure 14 depicts the variations in axial velocity at section P when the rotational speed is set at 60 RPM and the inlet flow rate is 0.42 m/s. It becomes apparent that the distribution of the axial velocity field varies under different well deviation angles. At a deviation angle of 90°, the velocities on both sides of the annulus are balanced, and there is no backflow of drilling fluid, which, as previously analyzed, facilitates efficient cuttings transportation. However, at deviation angles of 30° and 60°, there is a significant disparity in velocities across the annulus, coupled with backflow of drilling fluid from the lower side, leading to significant cuttings accumulation and potentially compromising wellbore cleanliness. The transition from 60° to 90° suggests the existence of a critical deviation angle. When the well deviation angle exceeds this critical value, backflow of drilling fluid is unlikely to occur, even under conditions of low inlet flow rate.

The axial velocity distribution of cross section P under different deviation.
Cuttings migration mechanism under the combined action of multiple factors
The preceding analysis has explored the influence of parameters such as flow velocity, rotational speed, drilling fluid type, and well deviation angle on the cuttings-carrying capacity of drilling fluids. In the practical context of drilling operations, these factors are often interdependent, collectively shaping the efficacy of cuttings transportation. It was previously established that the type of drilling fluid has a minor impact on the annular flow field and cuttings concentration. Consequently, this section focuses on the synergistic effects of flow velocity-well deviation, rotational speed-well deviation, and rotational speed-flow velocity interactions. Simultaneously, a principal component analysis is conducted after normalizing all parameters, with the aim of identifying the predominant factors that influence cuttings concentration under various conditions.
As depicted in Fig. 15, increasing the flow velocity is demonstrably effective in reducing the concentration of cuttings in the annulus, thereby enhancing cleaning efficiency. Specifically, when the flow velocity reaches 1.25 m/s, the concentration of cuttings under various well deviation angles uniformly drops below 0.05, achieving an optimal level of cleanliness. However, when the flow velocity is less than 1.25 m/s, cuttings concentrations are notably higher, particularly in the range of well deviation angles from 30° to 60°, leading to severe cuttings accumulation.

The relationship between flow velocity and cuttings concentration at different inclination angles when using power-law fluid at 60 RPM.
Figure 16 illustrates that an increase in rotational speed has a relatively minor impact on cuttings concentration. Under well deviation angles of 75° to 90°, the improvement in cuttings accumulation due to increased rotational speed is more pronounced. At higher deviation angles, the annular velocity field distribution is more balanced, characterized by a higher average velocity, which translates into enhanced cuttings-carrying capacity of the drilling fluid. Conversely, under lower deviation angles, backflow of drilling fluid occurs, making it challenging for the cuttings to be effectively transported.

The relationship between the rotation speed of drill pipe and the concentration of cuttings under different well inclinations when using power-law fluid.
Figure 17 reveals that the influence of rotational speed on cuttings concentration is subject to certain limitations. When the flow velocity is set at 0.84 m/s, increasing the drill pipe rotational speed yields the most significant reduction in cuttings concentration. At a flow velocity of 0.42 m/s, an increase in rotational speed can still lower cuttings concentration, albeit not sufficiently to meet wellbore cleanliness standards. When the flow velocity is 1.25 m/s, the concentration of cuttings in the annulus is virtually zero, rendering any further optimization from increased rotational speed unobservable.

The relationship between rotational speed and rock debris concentration at different flow rates when power-law fluid is used.
Upon comparing Figs. 15, 16 and 17, it becomes evident that as the drilling fluid flow velocity escalates, the concentration of cuttings precipitously declines, underscoring the substantial influence of flow velocity on cuttings concentration. However, it is important to note that the annular flow velocity is primarily determined by the pump discharge rate, and increasing this rate can lead to a significant rise in annular pressure drop. An increase in drill pipe rotational speed also contributes to a reduction in cuttings concentration, albeit with certain limitations. Specifically, when the flow velocity is relatively low, the impact of drill pipe rotation on cuttings concentration is somewhat restricted. It is only by concurrently increasing the flow velocity while maintaining drill pipe rotation that the cuttings concentration can be more effectively minimized. This is because, at excessively low discharge rates, the substantial accumulation of cuttings significantly heightens the resistance encountered during drill pipe rotation, making it challenging to disrupt the cuttings bed. Conversely, at excessively high discharge rates, the concentration of cuttings in the annulus is too low to discern any notable effect of drill pipe rotation.
Conclusion
-
(1)
This study thoroughly investigated the transportation characteristics of non-uniform cuttings particles in long horizontal wells, discovering that the size distribution of cuttings, well inclination angle, and drilling fluid flow rate are key factors affecting the efficiency of cuttings migration. Notably, when the drilling fluid flow rate exceeds a critical value, it can effectively prevent the accumulation of cuttings, ensuring the cleanliness of the well bottom, which is of significant importance for optimizing drilling parameters and enhancing drilling efficiency.
-
(2)
The rheological properties of the drilling fluid and the rotation speed of the drill string have a significant synergistic effect on cuttings migration. Increasing the density and viscosity of the drilling fluid is beneficial for cuttings transport, and the rotation of the drill string, by increasing the tangential velocity of the fluid in the annulus, improves the carrying efficiency of cuttings. These findings provide theoretical support for improving the drilling efficiency and bottomhole cleanliness in long horizontal wells.
-
(3)
Based on the understanding of cuttings migration behavior, a series of bottomhole cleaning strategies have been proposed, including optimizing flow rates and controlling well inclination angles. These strategies have shown significant effects in improving the drilling efficiency of long horizontal wells, providing a theoretical basis for the optimization of drilling techniques under complex geological conditions.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Lei, Q. et al. Progress and prospects of horizontal well fracturing technology for shale oil and gas reservoirs. Pet. Explor. Dev. 49, 191–199. https://doi.org/10.1016/S1876-3804(22)60015-6 (2022).
Wang, X., Gong, L., Li, Y. & Yao, J. Developments and applications of the CFD-DEM method in particle-fluid numerical simulation in petroleum engineering: A review. Appl. Therm. Eng. 222, 119865. https://doi.org/10.1016/j.applthermaleng.2022.119865 (2023).
Wang, P., Zhang, H., Li, J., Wei, Z. & Guo, X. 3D horizontal well fast drilling technology in X gas field. In E3S Web of Conferences Vol. 416, 01015. https://doi.org/10.1051/e3sconf/202341601015 (2023).
Tang, L., Zhang, S., Zhang, X., Ma, L. & Pu, B. A review of axial vibration tool development and application for friction-reduction in extended reach wells. J. Petrol. Sci. Eng. 199, 108348. https://doi.org/10.1016/j.petrol.2021.108348 (2021).
Li, X. et al. Research on the influence of a cuttings bed on drill string friction torque in horizontal well sections. Processes 10, 2061. https://doi.org/10.3390/pr10102061 (2022).
Fallah, A. et al. Hole cleaning case studies analyzed with a transient cuttings transport model (OnePetro, 2020).
Khaled, M. S. et al. Dimensionless data-driven model for optimizing hole cleaning efficiency in daily drilling operations. J. Nat. Gas Sci. Eng. 96, 104315. https://doi.org/10.1016/j.jngse.2021.104315 (2021).
Ahmed, A. et al. Extensive hole cleaning optimization to mitigate wellbore instability challenges in shale formations (OnePetro, 2021).
Abbas, A. K., Alsaba, M. T. & Al Dushaishi, M. F. Comprehensive experimental investigation of hole cleaning performance in horizontal wells including the effects of drill string eccentricity, pipe rotation, and cuttings size. J. Energy Resour. Technol. 144, 063006. https://doi.org/10.1115/1.4052102 (2021).
Yeo, L., Feng, Y., Seibi, A., Temani, A. & Liu, N. Optimization of hole cleaning in horizontal and inclined wellbores: A study with computational fluid dynamics. J. Petrol. Sci. Eng. 205, 108993. https://doi.org/10.1016/j.petrol.2021.108993 (2021).
Pedrosa, C., Saasen, A. & Ytrehus, J. D. Fundamentals and physical principles for drilled cuttings transport—cuttings bed sedimentation and erosion. Energies 14, 545. https://doi.org/10.3390/en14030545 (2021).
Wang, X., Su, O. & Wang, Q. Distribution characteristics of rock chips under relieved and unrelieved cutting conditions. Int. J. Rock Mech. Min. Sci. 151, 105048. https://doi.org/10.1016/j.ijrmms.2022.105048 (2022).
Zhang, G., Fan, Y., Yang, R. & Li, S. Application of the Rosin-Rammler function to describe quartz sandstone particle size distribution produced by high-pressure gas rapid unloading at different infiltration pressure. Powder Technol. 412, 117982. https://doi.org/10.1016/j.powtec.2022.117982 (2022).
Zhang, S., Zhou, Z., Gao, Z., Cai, X. & Song, W. Analyzing the influence of cerchar abrasiveness index on particle size distribution in ball milling based on multifractal theory. Powder Technol. 429, 118947. https://doi.org/10.1016/j.powtec.2023.118947 (2023).
Romero-Valle, M. A., Goniva, C. & Nirschl, H. Modeling of non-spherical particle flows: Movement and orientation behavior. Powder Technol. 382, 351–363. https://doi.org/10.1016/j.powtec.2020.11.083 (2021).
He, L., Liu, Z. & Zhao, Y. An extended unresolved CFD-DEM coupling method for simulation of fluid and non-spherical particles. Particuology 68, 1–12. https://doi.org/10.1016/j.partic.2021.11.001 (2022).
Bai, F., Fan, M., Yang, H. & Dong, L. Image segmentation method for coal particle size distribution analysis. Particuology 56, 163–170. https://doi.org/10.1016/j.partic.2020.10.002 (2021).
Ali, U., Kikumoto, M., Ciantia, M., Cui, Y. & Previtali, M. Systematic effect of particle roundness/angularity on macro- and microscopic behavior of granular materials. Granul. Matter 25, 51. https://doi.org/10.1007/s10035-023-01341-y (2023).
Cremonesi, M., Franci, A., Idelsohn, S. & Oñate, E. A state of the art review of the particle finite element method (PFEM). Arch Comput. Methods Eng, 27, 1709–1735. https://doi.org/10.1007/s11831-020-09468-4 (2020).
Khaled, M. S., Ferroudji, H., Rahman, M. A., Galal, I. H. & Hasan, A. R. Numerical study on the impact of spiral tortuous hole on cuttings removal in horizontal wells. SPE Drill. Complet. 37, 77–92. https://doi.org/10.2118/201789-PA (2022).
Saffar, Y., Kashanj, S., Nobes, D. S. & Sabbagh, R. The physics and manipulation of dean vortices in single- and two-phase flow in curved microchannels: A review. Micromachines 14, 2202. https://doi.org/10.3390/mi14122202 (2023).
Sun, Y. et al. Numerical investigation of flow patterns in cuttings transport for extended-reach horizontal wells with rotation drillpipe. Powder Technol. 438, 119595. https://doi.org/10.1016/j.powtec.2024.119595 (2024).
Yu, Y. et al. Characteristics of cuttings migration with new cuttings removal device in horizontal well. Geoenergy Sci. Eng. 231, 212379. https://doi.org/10.1016/j.geoen.2023.212379 (2023).
McMullen, R. M., Krygier, M. C., Torczynski, J. R. & Gallis, M. A. Navier-Stokes equations do not describe the smallest scales of turbulence in gases. Phys. Rev. Lett. 128, 114501. https://doi.org/10.1103/PhysRevLett.128.114501 (2022).
Zhu, N., Huang, W. & Gao, D. Dynamic wavy distribution of cuttings bed in extended reach drilling. J. Petrol. Sci. Eng. 198, 108171. https://doi.org/10.1016/j.petrol.2020.108171 (2021).
Acknowledgements
This study was jointly supported by the Natural Science Foundation of Heilongjiang (LH2022E027).
Author information
Authors and Affiliations
Contributions
C.W.: Writing—Original Draft; S.L.: Conceptualization; Y.Q.: Supervision; Z.Z.: Data Curation; D.Z.: Formal Analysis; H.Z.: Simulation; C.W.: Simulation, Writing—Review & Editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Wang, C., Li, S., Qi, Y. et al. Study on the migration mechanism of heterogeneous cuttings in long-reach horizontal wells. Sci Rep 15, 20514 (2025). https://doi.org/10.1038/s41598-025-05252-1
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-05252-1
