
Abstract
The warm-mix recycled asphalt mixture (RAM), which integrates the warm-mix technique with recycling technology, offers significant energy savings and promotes the effective use of waste materials, delivering both environmental and economic benefits. Therefore, this study selected Evotherm surface-active additive to investigate its impact on the properties of recycled asphalt binder and its corresponding mixture, compared and analyzed the differences between road properties of hot-mix RAM and warm-mix RAM, focusing on the water stability of warm-mix RAM and the safety mechanism of warm-mix additive. The results revealed that while Evotherm did not significantly alter the penetration, softening point, or ductility of recycled SBSMA, it enhanced the surface energy and aggregate adhesion. Compared to hot-mix RAM, warm-mix RAM demonstrated superior fatigue resistance, better low-temperature cracking resistance, and improved water stability. The warm-mix RAM water stability was significantly affected by factors such as mixing temperature, the incorporation method of warm-mix additive, and its dosage. The above research provided valuable insights for the efficient and safe application of warm-mix recycled asphalt technology.
Similar content being viewed by others
Introduction
In the field of road infrastructure, the asphalt pavement is widely used in road construction due to its advantages, such as a smooth surface, comfortable driving, and low noise1,2,3. However, asphalt pavement is exposed to complex environmental factors and traffic loads during construction and service, resulting in serious pavement distress. This results in the demand for frequent maintenance and repair of roads, producing large amounts of waste asphalt materials from old pavement4,5. The application of recycled asphalt mixture is an important technical approach to achieving green and low-carbon development in the field of highway engineering. By recycling waste asphalt pavement materials, it is crucial to extend the service life of asphalt pavement and promote the safe and sustainable development of highways.
SBSMA mixtures could provide better comprehensive service performance for asphalt pavements than ordinary matrix asphalt mixtures6,7,8. However, SBSMA mixture suffered from severe aging phenomena after high-temperature construction and long-term service, presenting diseases such as increased viscosity, reduced elastic recovery and increased embrittlement9,10,11. In order to give full play to SBS modifier and recycling technology, SBSMA mixture could be blended with new asphalt and new aggregates to prepare recycled SBSMA mixture that meets the road performance requirements by hot-mix recycling, warm-mix recycling and other technologies12,13,14. For the hot-mix recycling technique, the aged and new asphalt are more fully integrated when hot mixing, but the higher mixing temperature makes the old asphalt prone to secondary aging, and the regeneration process has high energy consumption and serious pollution15. However, the warm-mix regeneration technique combines the benefits of both hot-mix and warm-mix methods, reducing the old asphalt secondary aging, improving the proportion of old material mixing, and minimizing the harmful emissions to achieve low-carbon environmental protection16,17. The commonly used warm-mix technology includes foaming technology, chemical and organic additives, which are conducive to the asphalt mixture production and compaction at relatively low temperatures18. Warm-mix recycled asphalt technology has become a widely studied and adopted method for sustainable pavement material recycling. Rajib et al.19 first applied warm-mix technology in the asphalt reclamation and proposed warm-mix reclaiming technology. Song et al.16 assessed the impact of warm-mix reclaiming technology on asphalt mixture properties through hamburg wheel tracking test, indirect tensile test, and semicircular bending test. Their findings indicated that the regeneration agent improved the mixture’s water stability and crack resistance, but deteriorated the mixture’s high-temperature rutting resistance. Zaremotekhases et al.20 investigated the RAM road properties, and found that the warm-mix RAM cracking resistance was better than that of hot-mix RAM, and the combination of warm-mix and recycling technology could improve the mixture fatigue property. Wang et al.21 investigated the road properties of warm-mixed RAM with 50% and 70% RAP dosage. Their findings indicated that the RAP content significantly impacted mixture properties, with its effect being dominant. Cui et al.7 used hot-mix and warm-mix methods to study the recycled SBSMA mixture’s low-temperature crack resistance under long-term aging and freeze-thaw cycles. Their research showed that while low-temperature crack resistance decreased with increased RAP content, warm-mix recycled mixtures slightly underperformed compared to hot-mix mixtures in this respect. Wang et al.22 prepared warm-mix agent consisting of surfactant, plasticizer and anti-aging agent for use in RAM. Their research showed that the agent could reduce mixture compaction temperature and improve mixture low-temperature performance and fatigue life. Although a large number of studies have been carried out on the road performance of warm-mix recycled asphalt mixtures, there is little research on the water damage resistance and safety mechanism of SBS-modified asphalt mixtures by warm-mix recycling technology, and there is a lack of comprehensive performance evaluation and mechanism analysis in the study of water damage resistance and safety mechanisms of warm-mixed recycled SBS-modified asphalt mixtures.
For this, this study initially examined the effect of Evotherm warm-mix agent and its dosage on the penetration, softening point, and ductility of recycled SBS asphalt. Subsequently, the comparative analysis was performed to examine how the Evotherm agent influenced the pavement performance of both hot-mix and warm-mix recycled SBSMA mixtures with varying RAP dosages. Meanwhile, the study explored in detail the influence of mixing temperature, the method of incorporating warm-mix agent, and the agent dosage on the water stability of warm-mix recycled SBSMA mixture. Finally, this study identified the safety mechanism behind the impact of warm-mix agent on recycled SBSMA mixture water stability by utilizing the contact angle test and surface free energy theory. The above research provides important theoretical guidance for improving the warm-mix recycled SBSMA mixture’s water damage resistance and its efficient and safe application.
Materials and methods
Raw materials
Reclaimed asphalt pavement (RAP)
Warm-mix recycled SBSMA mixture consists of RAP, limestone aggregate, SBSMA, regeneration agent and warm-mix agent. The RAP comes from the Shandong Provincial highway pavement. After pretreatment, the RAP is classified into two categories: coarse RAP (10 ~ 20 mm) and fine RAP (0 ~ 10 mm). The results of gradation and properties tests for these two categories are listed in Tables 1 and 2, respectively. The performance indexes of recycled SBSMA are shown in Table 3. The needle penetration of recycled SBSMA binder becomes smaller, and the softening point becomes larger, indicating that the asphalt binder in RAP is seriously aged. Meanwhile, the 135 °C kinematic viscosity of recycled asphalt increases to 5.541 Pa∙s, indicating that the RAP is difficult to mix and compact when used for hot-mix recycling.
SBSMA and limestone aggregate
The properties of SBSMA are shown in Table 4. Limestone was employed as aggregate and mineral powder.
Regenerating agent and warm-mixing agent
The regeneration agent used in this study is a black liquid, and its technical specifications are listed in Table 5. The warm-mix agent used is the surface-active Evotherm warm-mix agent, with a density of 1.01 g/cm3 at 25 °C, solid content of 73%, and weakly alkaline aqueous solution.
Preparation of recycled SBSMA mixture
AC-20 gradation was selected for the preparation of recycled SBSMA mixture. The RAP blends used in the study were set at 30%, 40% and 50%. The recycling agent dosage was 8% of the old asphalt dosage. The asphalt-to-aggregate ratio of recycled SBSMA mixture at different RAP dosages was determined to be 4.5% by the drainage test and the cantabro test. The warm-mix dosage was 4% of the total asphalt dosage. Based on the determined aggregate gradation and asphalt content, Marshall specimens for both warm-mix and hot-mix recycled mixtures were prepared following the specifications outlined in23. Based on previous research23, the preparation process is as follows.
Firstly, the materials were heated. The RAP materials were heated in a 120 °C oven for 1.5 h, limestone aggregates and mineral powder were heated in a 185 °C oven for 4 h, SBSMA binder was heated in a 175 °C oven for 1.5 h, and regeneration agent and warm-mix agent were heated in a 75 °C oven for 5 min. Secondly, the RAP materials and limestone aggregates were added to the preheated mixing pot and mixed for 90 s. Subsequently, SBSMA, regeneration agent, and warm-mix agent (added when preparing warm-mix asphalt mixture) were added sequentially to the mixing pot and stirred for 90 s. Then, mineral powder was added and mixed for 90 s. Finally, the prepared mixtures were formed into Marshall specimens using the Marshall compaction method.
Testing methods
Asphalt binder performance tests
To investigate the impact of Evotherm warm-mix agent on the recycled SBSMA binder’s conventional properties, 25 °C needle penetration, 5 °C ductility and softening point tests were carried out on composite asphalt binder consisting of different dosages (4%, 8% and 12%) of Evotherm warm mix23, 8% dosage of recycling agent and recycled SBSMA binder.
Asphalt mixture performance tests
In this study, the recycled asphalt mixture performance was tested based on the test method in Fig. 1, including the high temperature stability, fatigue cracking resistance, low temperature cracking resistance, water stability and contact angle test.

Recycled asphalt mixture performance tests.
High temperature stability.
The wheel tracking test was employed to assess the asphalt mixture’s high-temperature rutting resistance. Rutting samples (300 × 300 × 50 mm) were prepared with the specification23. The test was conducted at a temperature of 60 °C, with wheel pressure of 0.7 MPa and rolling speed of 42 times/min. Dynamic stability was used as the primary index for evaluating the warm-mix recycled SBSMA mixture’s high-temperature performance.
Fatigue cracking resistance.
Previous studies have shown that the impact toughness test is an effective way to evaluate asphalt mixture resistance to reflection cracking27,28. The higher impact toughness value indicates the greater ability of the mixture to resist fatigue damage29. Impact toughness refers to the area under the loading-displacement curve during the impact loading of specimen, reflecting the amount of energy the mixture can absorb before failure. The calculation of impact toughness (Ak) is as follows:
Where Ak is impact toughness (N·mm). Xp is the specimen deformation displacement when the load reaches the maximum value Pmax (mm). X is specimen deformation displacement (mm).
According to the specification23, beam samples (250 × 30 × 35 mm) were prepared. These beams were soaked in a constant temperature water bath at 15 °C for at least 4 h, followed by a three-point bending test at a rate of 500 mm/min. The impact toughness was subsequently calculated to assess the warm-mix recycled SBSMA mixture fatigue resistance.
Low temperature crack resistance
The bending creep test was conducted to investigate the warm-mix recycled SBSMA mixture’s low-temperature crack resistance. According to the specification23, a small beam sample of 250 × 30 × 35 mm was made. The bending test was performed at -10 °C with loading rate of 50 mm/min. The bending strain, bending strength and strength modulus obtained from the load and mid-span deflection curve are used to assess the warm-mix recycled SBSMA mixture’s low-temperature crack resistance.
Water stability
To assess the warm-mix recycled SBSMA mixture water stability, both the freeze-thaw splitting test and immersion Marshall test were performed. Following the specification23, modified asphalt mixture Marshall samples were prepared. These samples were initially exposed to -18 °C for 16 h, followed by 24 h immersion in a 60 °C water bath, and then placed in a 25 °C bath for 2 h. The maximum load at which the samples failed was recorded. For the immersion Marshall test, residual Marshall stability (abbreviated as RMS) was determined after a 60 °C water bath. The freeze-thaw splitting strength ratios (abbreviated as FTSSR) and RMS were used to assess the mixture’s water resistance.
Contact angle test
The impact of warm-mix agent on the adhesion between recycled SBSMA and aggregate was investigated using the SDC-100 S contact angle meter. Five drop tests were carried out on various test solutions at 25 °C, and the average findings were used for analysis.
Young used Eq. (2) to explain the connection between the surface contact angle and the free energy of liquid and solid surfaces30.
where \({\gamma}_{s}\) refers to the solid surface free energy (mJ/m2). \({\gamma}_{l}\) refers to the liquid surface free energy (mJ/m2). \({\gamma}_{sl}\) refers to the solid-liquid interface interfacial free energy (mJ/m2). \(\theta\) refers to the contact angle (°).
Owens and Wendt separated the solid surface free energy into polar and dispersive components using the Fowkes free energy theory. They assumed that the two components operated separately and the total force could be calculated31. Using Eq. (3), the solid-liquid interface free energy is calculated.
where \({\gamma}_{s}^{d}\) and \({\gamma}_{s}^{p}\) are the solid surface energy dispersive and polar components, respectively. \({\gamma}_{l}^{d}\) and \({\gamma}_{l}^{p}\) are the liquid surface energy dispersive and polar components, respectively.
Equation (4) illustrates the connection between the solid surface free energy component and the contact angle when used with Young’s Eq.
For the contact angle measurement, three test solutions (distilled water, glycerol, and formamide) were used. The calculated surface energy parameters of three solutions are shown in Table 6.
Additionally, the work of adhesion between recycled SBSMA and basalt aggregate in the dry condition was calculated by examining the surface free energy of recycled SBSMA. The formula for the work of adhesion (\({W}_{adhesion}\)) of asphalt to basalt is Eq. (5).
Results and discussion
Effect of warm-mix agent on conventional properties of SBSMA
The impact of different dosages of Evotherm warm-mix agent on the conventional properties of recycled SBSMA binder is illustrated in Fig. 2. From Fig. 2, the warm-mix agent has minimal effect on the penetration, ductility, or softening point of recycled SBSMA. In contrast, the regeneration agent increased penetration, reduced the softening point, and improved ductility. This finding is consistent with previous studies demonstrating that regeneration agent could significantly improve the conventional properties of asphalt32,33. However, the warm-mix agent does not significantly alter these properties, indicating good compatibility between the regeneration agent and the warm-mix agent.

Effect of warm mix on conventional indexes of recycled SBSMA.
Effect of warm-mix agent on road performance of SBSMA mixture
High-temperature stability
The high-temperature performance of warm-mix and hot-mix recycled SBSMA mixtures is shown in Fig. 3. The asphalt mixture dynamic stability increases significantly with higher RAP dosage. When the RAP dosage is increased from 0 to 50%, the dynamic stability of hot-mix recycled SBSMA mixture increases by 107% and that of warm-mix recycled SBSMA mixture increases by 100%. Under the same RAP dosage, the warm-mix recycled SBSMA mixtures exhibit slightly lower rutting resistance than the hot-mix recycled counterparts, likely due to the lower mixing and compaction temperature in warm-mix process, which results in less asphalt aging34.

High-temperature performance of recycled SBSMA mixtures.
Fatigue resistance
Figure 4 illustrates the fatigue resistance of both warm-mix and hot-mix recycled SBSMA mixtures. It is observed that as the RAP content increases, the impact toughness of recycled SBSMA mixtures decreases, indicating that higher RAP content reduces the mixture fatigue resistance. Under the same RAP dosage, warm-mix recycled SBSMA mixture shows greater impact toughness compared to the hot-mix counterparts, which indicates that the presence of warm-mix is conducive to the improvement of fatigue resistance of recycled SBSMA mixture. Previous research has also shown that warm mix could improve the fatigue resistance of recycled SBSMA mixture35.

Fatigue resistance of recycled SBSMA mixtures.
Low temperature cracking resistance
The low-temperature crack resistance of both warm-mix and hot-mix recycled SBSMA mixtures is shown in Fig. 5. The effect of warm-mix technology and RAP content on the low-temperature performance of recycled SBSMA mixture is contrasting. This is due to the aged asphalt in RAP leads to an increase in the modulus and poorer flow deformation of mixture36,37. The warm-mix agent reduces the mixture mixing and compaction temperature, reduces the mixture aging, and thus improves the mixture low-temperature crack resistance. As the RAP dosage increases, the bending strain of recycled SBSMA mixture becomes smaller, and the bending strength and strength modulus increase. When the RAP dosage is 0%, the bending strain, bending strength and strength modulus of warm-mix recycled SBSMA mixture are smaller than those of hot-mix recycled SBSMA mixture. At other RAP dosages, the bending strain of warm-mix recycled SBSMA mixture becomes greater than that of hot-mix recycled SBSMA mixture. The greater the RAP dosage, the greater the difference in bending strain of the two modified asphalt mixtures. This highlights that warm-mix technology significantly improves recycled SBSMA mixture low-temperature crack resistance, with the more pronounced effect at higher RAP dosages.

Low-temperature cracking resistance of recycled SBSMA mixtures.
Water stability
The water stability of warm-mix and hot-mix recycled SBSMA mixtures is shown in Fig. 6. The FTSSR and RMS of warm-mix recycled SBSMA mixture are greater compared to hot-mix recycled SBSMA mixture, which suggests that the warm mix improves recycled SBSMA mixture water stability. This is due to the fact that the surface-active action of Evotherm warm-mix agent itself facilitates the asphalt-aggregate bonding38. Moreover, as the RAP dosage increases, the recycled SBSMA water stability deteriorates. When the RAP content exceeds 40%, the recycled SBSMA water stability deteriorates faster. When the RAP content is less than 40%, the RMS of two recycled SBSMA mixtures meets the technical requirement of not less than 85%, and the FTSSR meets the technical requirement of not less than 80%.

Water stability properties of recycled SBSMA mixtures.
Water stability and safe mechanism of warm-mix recycled SBSMA mixture
Effect of mixing temperature on water stability
The warm-mix recycled SBSMA mixture containing 30% RAP and 4% warm-mix agent was selected. The mixing temperatures were set to 125 ~ 165 °C (10 °C interval). The effects of these temperatures on the void ratio, FTSSR and RMS of warm-mix recycled SBSMA mixture are shown in Fig. 7. As depicted in Fig. 7a, at 125 °C mixing temperature, the mixture void ratio is 6.2%, which does not meet the specified requirement. As the mixing temperature continues to increase, the effect of warm-mix agent begins to become obvious, leading to the substantial reduction in the void ratio. At the mixing temperature of 135 °C, the void ratio of warm-mix recycled SBSMA reaches 5.1%, a decrease of 18%. When the mixing temperature exceeds 140 °C, the decreasing trend of void ratio tends to be gentle. Furthermore, both the FTSSR and RMS of warm-mix recycled SBSMA mixture increase with the rise in mixing temperature. This improvement is attributed to enhanced bonding between the new asphalt and the aged asphalt in the RAP, which improves the adhesion between asphalt and aggregate, enhancing asphalt mixture water stability39.

Effect of different mixing temperatures on the water stability performance.
Influence of additive addition mode on water stability
To explore how the method of adding additives influences the water stability of warm-mix recycled SBSMA mixture, two methods were compared: co-addition and post-addition. In the co-addition method, both the regeneration agent and warm-mix agent are added simultaneously. In contrast, in the post-addition method, the regeneration agent is mixed first, followed by the addition of warm-mix agent. The RAP content was set at 30% and 50%, and the warm-mix agent dosage was 4%. The results of these methods on the FTSSR and RMS of warm-mix recycled SBSMA mixture are illustrated in Fig. 8. Under the same additive application method, the water stability of mixture worsens as the RAP content increases. However, for mixtures with the same RAP content, the post-addition method outperforms co-addition in terms of water stability. This can be explained by the fact that in the post-addition method, the RAP old asphalt is first softened and rejuvenated by the regeneration agent before being blended with the new asphalt and warm-mix agent. This process enhances the interaction between the old and new asphalt, resulting in better adhesion.

Effect of additive addition mode on the water stability performance.
Influence of warm-mix dosage on water stability
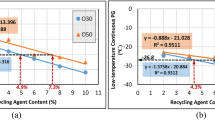
The warm-mix dosage was varied at 3%, 5%, 7%, 9% and 12%, and the RAP dosage was set at 30% and 50%23. The effects of these variations on the air void, FTSSR and RMS of warm-mix recycled SBSMA mixture with different RAP dosages are shown in Fig. 9. The air void of warm-mix recycled SBSMA mixtures with different RAP dosages decreases and then increases with higher RAP dosage, and the inflection point of 30% RAP dosage occurs in the mix with 7% RAP dosage, and 50% RAP dosage in the mix with 7% RAP dosage. The inflection point for 50% RAP mix was at 9% RAP. At low warm-mix agent dosages, the workability of asphalt mixture is poor. As the warm-mix agent dosage increases, the lubricating water film effect generated by the warm-mix agent is enhanced, resulting in a decrease in the porosity. As the warm-mix agent dosage continues to increase, the lubricating water film effect is not significantly enhanced, but remains in the gaps, resulting in an increase in the porosity.
Furthermore, as the warm-mix agent dosage increases, the RMS of warm-mix recycled SBSMA mixtures improves across all RAP contents. However, the FTSSR initially increases but then decreases, indicating different trends for these two parameters. The best water stability performance is observed when the warm-mix agent dosage is between 5% and 7%.

Effect of warm-mix dosage on the water stability performance.
Water stability safe mechanism of warm-mix recycled SBSMA mixture
To reveal the safe mechanism of the effect of Evotherm warm mix on the recycled SBSMA mixtures water stability, this study set the RAP dosage of 0%, 30%, 40%, and 50%, the warm-mix dosage of 4%, and the recycling agent dosage of 8%. Meanwhile, the control group without warm-mix agent was also prepared. The contact angles of asphalt with test liquids at different RAP dosages are shown in Table 7, and the surface energy is shown in Fig. 10. As shown in Table 7, the contact angle between the recycled SBSMA with warm-mix agent and distilled water is greater than that between the recycled SBSMA without warm-mix agent. This can be attributed to the hydrophilic polar components in the warm-mix agent, which enhances the interaction between distilled water and asphalt40. However, the warm-mix agent has a negligible impact on the contact angles with glycerol and formamide.
From Fig. 10, the van der Waals force, which is responsible for the asphalt surface energy non-polar part, plays a dominant role in the mixture surface energy. This is mainly because asphalt is composed of non-polar hydrocarbons41. As the RAP content increases, the proportion of light components in the recycled SBSMA decreases, and the content of non-polar components increases, which causes the recycled SBSMA surface free energy to increase with higher RAP content. The research has shown that the non-polar groups in Evotherm warm mix had a better degree of adsorption with asphalt, and the polar groups could adsorb water and mineral aggregates42,43. Under the same RAP content, the warm-mix agent will increase the surface energy caused by van der Waals force and improve the polar component in recycled SBSMA, which causes the recycled SBSMA surface energy to increase, improving the adhesion performance between asphalt and aggregate. Therefore, the presence of warm-mix agent improves the cohesion between asphalt and aggregate by improving the van der Waals forces between asphalt and aggregate, which in turn improves the water stability of asphalt mixtures. This is due to the fact that non-polar and polar groups in Evotherm warm mix could adsorb aged asphalt and aggregate, respectively, resulting in enhanced the adhesion between aged asphalt and aggregate.

Effect of different RAP dosages of warm mix on surface energy of asphalt.
Figure 11 illustrates the adhesion work between recycled SBSMA and basalt aggregate at different RAP dosages. The adhesion work of recycled SBSMA and basalt aggregate is greater than 0, which shows that the warm-mix agent will cause the adhesion process of recycled SBSMA and basalt aggregate to proceed spontaneously. The warm-mix agent could significantly improve the adhesion strength between recycled SBSMA and basalt aggregate. The incorporation of warm-mix agent increases the surface energy, particularly the polar component, thereby enhancing the bonding between asphalt and aggregate38. As RAP content increases, the adhesion work initially increases and then decreases, reaching its peak at 30% RAP. The decrease at higher RAP content is due to a reduction in the effective asphalt content, which results in weakened adhesion between the warm-mix recycled SBSMA and the basalt aggregate44. Therefore, the presence of warm mix enhanced the degree of adhesion between the aged asphalt and the aggregate, thus indirectly improving the water damage resistance of the recycled asphalt mixture, and thus realizing the long-lasting and safe service effect of recycled asphalt pavement.

Adhesion work of recycled SBSMA with basalt aggregate.
Conclusions and future research
Based on the study of the properties of warm-mix recycled SBSMA binders and mixtures, the following major findings could be drawn:
-
(1)
The Evotherm warm-mix agent has minimal effect on the penetration, softening point, and ductility of recycled SBSMA. However, it improves the surface energy of recycled asphalt, enhancing the adhesion between recycled SBSMA and aggregate by increasing the ratio of polar to non-polar components in asphalt binder.
-
(2)
The Evotherm warm-mix agent improves the fatigue resistance, low-temperature crack resistance, and water stability of recycled SBSMA mixture when compared to hot-mix recycled SBSMA mixture with the same RAP dosage. Although the high-temperature property of warm-mix recycled SBSMA mixture is slightly lower than that of hot-mix counterpart, it still meets the required specification. Water stability is influenced by factors such as mixing temperature, additive application method, and warm-mix agent dosage. Higher mixing temperatures and the post-addition method of warm-mix agent are more effective in improving the water stability. The optimal warm-mix agent dosage for enhancing water stability lies between 5% and 7%.
-
(3)
Future research should focus on investigating the effect of different warm-mix agents, RAP types, and dosages on the durability and functionality of warm-mix recycled asphalt mixture. Meanwhile, the influence of different types of warm mixes on the long-term service performance of SBS recycled asphalt mixtures should also be revealed. Meanwhile, the subsequent research should establish the correlation between the microscopic characteristics of the surface energy of asphalt materials and the mechanical macroscopic properties of the mixtures. Additionally, life cycle assessments and life cycle cost analyses should be conducted to evaluate the environmental and economic benefits of warm-mix recycled asphalt pavement, providing valuable insights for the sustainable development of pavement.
Data availability
No datasets were generated or analysed during the current study.
References
Wang, T. et al. Energy consumption and environmental impact of rubberized asphalt pavement. J. Clean. Prod. 180, 139–158 (2018).
Yang, C. et al. Performance characterization and enhancement mechanism of recycled asphalt mixtures involving high RAP content and steel slag. J. Clean. Prod. 336, 130484 (2022).
Xing, C. et al. A comprehensive review on the blending condition between Virgin and RAP asphalt binders in hot recycled asphalt mixtures: Mechanisms, evaluation methods, and influencing factors. J. Clean. Prod. 398, 136515 (2023).
Kaseer, F. et al. Performance of asphalt mixtures with high recycled materials content and recycling agents. Int. J. Pavement Eng. 21(7), 863–877 (2020).
Guo, S. et al. Using rheology to study the synergistic effect of anti-aging modifier and rejuvenator on aged asphalt binder. J. Constr. Building Mater. 447, 138067 (2024).
Li, L. et al. Effect of thermochromic materials on the properties of SBS-modified asphalt mixture. J. Mater. Civ. Eng. 32(12), 04020388 (2020).
Cui, Y. et al. Study on low temperature crack resistance of warm-mixed recycled SBS modified asphalt mixtures. J. Constr. Building Mater. 409, 134120 (2023).
Liu, Z. et al. Performance evaluations of warm-mix reaction-rejuvenated SBS modified asphalt mixtures incorporated with wax-based additive. J. Sustain. 16(12), 5234 (2024).
Cao, Z. et al. Effect of different rejuvenators on the rheological properties of aged SBS modified bitumen in long term aging. J. Constr. Building Mater. 215, 709–717 (2019).
Chen, M. et al. A review of phase structure of SBS modified asphalt: Affecting factors, analytical methods, phase models and improvements. J. Constr. Building Mater. 294, 123610 (2021).
Ye, F., Yin, W. & Lu, H. A model for the quantitative relationship between temperature and microstructure of Styrene–Butadiene–Styrene modified asphalt. J. Constr. Building Mater. 79, 397–401 (2015).
Guo, M. et al. Effect of WMA-RAP technology on pavement performance of asphalt mixture: A state-of-the-art review. J. Clean. Prod. 266, 121704 (2020).
Izaks, R. et al. Performance properties of high modulus asphalt concrete containing high reclaimed asphalt content and polymer modified binder. Int. J. Pavement Eng. 23(7), 2255–2264 (2022).
D’Angelo, S. et al. Characterization of aged bitumen recovered from in-situ polymer-modified HMA and WMA using advanced technologies. J. Constr. Building Mater. 409, 133951 (2023).
Ferrotti, G. et al. Comparison of energy and environmental performance between warm and hot mix asphalt concrete production: A case study. J. Constr. Building Mater. 418, 135453 (2024).
Song, W., Huang, B. & Shu, X. Influence of warm-mix asphalt technology and rejuvenator on performance of asphalt mixtures containing 50% reclaimed asphalt pavement. J. Clean. Prod. 192, 191–198 (2018).
Yousefi, A. et al. Performance evaluation of asphalt mixtures containing warm mix asphalt (WMA) additives and reclaimed asphalt pavement (RAP). Constr. Build. Mater. 268, 121200 (2021).
Caputo, P. et al. The role of additives in warm mix asphalt technology: An insight into their mechanisms of improving an emerging technology. J. Nanomater.. 10(6), 1202 (2020).
Mallick, R. B., Kandhal, P. S. & Bradbury, R. L. Using warm-mix asphalt technology to incorporate high percentage of reclaimed asphalt pavement material in asphalt mixtures. J. Transp. Res. Record. 2051(1), 71–79 (2008).
Zaremotekhases, F. et al. Impact of warm-mix asphalt technologies and high reclaimed asphalt pavement content on the performance of alternative asphalt mixtures. J. Constr. Building Mater. 319, 126035 (2022).
Wang, W. et al. Multi-performance evaluation of recycled warm-mix asphalt mixtures with high reclaimed asphalt pavement contents. J. Clean. Prod. 377, 134209 (2022).
Wang, Z. et al. Formulation of a new warm-mix recycling agent and its rejuvenating effect on aged asphalt. J. Constr. Building Mater. 262, 120804 (2020).
JTG E20-2011. Standard test methods of bitumen and bituminous mixtures for highway engineering. Ministry of Transport of the People’s Republic of China (2011).
Ji, D. Study on aggregate dispersion characteristics and low temperature performance of warm mix recycled SBS modified asphalt mixtures. Inner Mongolia University of Technology (2024).
Peng, G. et al. Effects of two warm mix agents on high and low temperature performance of SBS modified asphalt binder. J. East. China Jiaotong Univ. 31(05), 19–23 (2014).
Wan, Z. et al. Preparation method and performance test of evotherm pre-wet treatment aluminum hydroxide type warm-mixed flame-retardant asphalt. J. Constr. Building Mater. 262, 120618 (2020).
Zhang, X., Zou, G. & He, Z. Investigation of evaluating method to the ability of resisting reflective cracking for asphalt mixture. J. S. China Univ. Technol. (Nat. Sci. Edition) 29(7), 88–91 (2001).
Zou, G., Zhang, X. & Wang, S. A study on evaluating ability for resisting reflective cracking of asphalt mixture by impact ductility. J Highway. 10, 119–122 (2004).
Hu, Z. Experimental study on fiber thin layer cover of old cement concrete pavement. South China University of Technology (2023).
Fan, Z. et al. Understanding the wetting and water-induced dewetting behaviors of bitumen on rough aggregate surfaces. Langmuir 37(11), 3420–3427 (2021).
Hefer, A. W., Bhasin, A. & Little, D. N. Bitumen surface energy characterization using a contact angle approach. J. Mater. Civ. Eng. 18(6), 759–767 (2006).
Liu, H., Wang, J., Lu, W. & Zhang, N. Optimization design and mechanical performances of plant-mix hot recycled asphalt using response surface methodology. J. Mater. 16(17), 5863 (2023).
Ma, H., Guo, F., Han, J. & Zhi, P. Analysis of rheological properties and regeneration mechanism of recycled Styrene–Butadiene–Styrene block copolymer (SBS) modified asphalt binder using different rejuvenators. J. Mater. 17(17), 4258 (2024).
Zhu, J. et al. Performance of hot and warm mix asphalt mixtures enhanced by nano-sized graphene oxide. J. Constr. Building Mater. 217, 273–282 (2019).
Xue, Y. et al. Road performance and mechanism of hot in-place recycling asphalt mixture modified by direct-to-plant SBS. Constr. Build. Mater. 416, 135122 (2024).
Zheng, K., Xu, J. & Wang, J. Viscoelasticity of recycled asphalt mixtures with high content reclaimed SBS modified asphalt pavement. J. Sustain. 15(3), 2515 (2023).
Liu, L. et al. Effect of rap’s preheating temperature on the secondary aging and performance of recycled asphalt mixtures containing high RAP content. Constr. Build. Mater. 411, 134719 (2024).
Guo, P. et al. Adhesion of warm-mix recycled asphalt aggregate mixtures based on surface free energy theory. J. Mater. Civ. Eng. 31(10), 04019209 (2019).
Bocci, E., Prosperi, E. & Bocci, M. Influence of the Hot-Mix asphalt production temperature on the effectiveness of the reclaimed asphalt rejuvenation process. J. Infrastruct. 8(1), 8 (2022).
Ghabchi, R. et al. Mechanistic evaluation of the effect of WMA additives on wettability and moisture susceptibility properties of asphalt mixes. J. Test. Eval. 41(6), 933–942 (2013).
Matolia, S. et al. An investigation into the influence of aging and rejuvenation on surface free energy components and chemical composition of bitumen. J. Constr. Building Mater. 245, 118378 (2020).
Yu, H. et al. Workability and mechanical property characterization of asphalt rubber mixtures modified with various warm mix asphalt additives. J. Constr. Building Mater. 175, 392–401 (2018).
Chen, X. et al. Investigating the bonding performance of warm mix asphalt binder and mixture. J. Mater. Rep. 38(20), 142–148 (2024).
Guo, P. et al. Warm mix recycled asphalt-aggregates adhesion based on surface free energy theory. J. Chang’ Univ. (Nat. Sci. Edition) 34(04), 38–44 (2014).
Funding
Project of Construction of Cement-Based Long Afterglow Rare Earth Light-Storage Materials and Their Mechanism Research (Grant No. 25-1-1-81-zyydjch)supported by Qingdao Natural Science Foundation.
Author information
Authors and Affiliations
Contributions
Concept, methodology, and manuscript writing by J.S and Y.C. Manuscript Review and Analysis by G.Z, J.S and W.W. Manuscript Review, figures and table, formatting by preparation by W.W, J.G and S. W. All the Authors review the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Sun, J., Cheng, Y., Zou, G. et al. Study on the water stability and safety mechanism of warm mixed recycled SBS modified asphalt mixture. Sci Rep 15, 31188 (2025). https://doi.org/10.1038/s41598-025-11402-2
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-11402-2
