
Abstract
This research is conducted to evaluate the impact of TiAlN and polycrystalline diamond coated (PCD) end mill cutters on the machinability of a hybrid composite made from 90% AA6061, 5% C, and 5% ZrO2. The composite was fabricated using the stir casting method. An examination of the particle distribution of reinforcements in the AA6061 substrate was conducted using SEM. The milling operation was processed in a CNC milling machine using different cutting parameters. These included spindle velocities of 3000, 4000 and 5000 rpm, depth of cut of 0.5, 1, and 1.5 mm, and feed rate of 50, 150, and 250 mm/min. The experiment was designed using an orthogonal array (L9) that was generated using Taguchi’s method to optimize the cutting parameters and coating. The study analyzed the width to thickness ratio and surface roughness for the 9 experimental trials. The results showed that the PCD coating had a significant effect, leading to a remarkable surface polish and reduced tool wear. Further, the prediction of the surface roughness of the TiAlN and polycrystalline diamond coated (PCD) end mill cutters were explored through the machine learning-based artificial neural network model which exhibits R2 value of 0.9838 for showing the high accuracy.
Similar content being viewed by others


Introduction
Good surface quality in modern industries often requires additional manufacturing processes, resulting in increased costs and reduced productivity. To achieve a high-quality surface finish during machining, it is crucial to carefully control several input parameters. Currently, there is a need to closely observe the surface characteristics of products, particularly the surface roughness, as it significantly impacts the product’s appearance, reliability, and functionality. Moreover, a higher quality machined surface can greatly improve the creep life and corrosion resistance. Additionally, the surface characteristics of the machined product are useful for determining the stability of the machining process1,2. Factors such as non-uniform workpiece material, the occurrence of cutting tool chatter, and the inevitable wear and tear of the tool all contribute to a less than desirable surface finish. To address these issues, it is crucial to uphold geometric tolerances and ensure a high-quality surface finish. By analyzing the data collected during experiments, we can determine the roughness parameter. Out of all the roughness parameters, Ra is the most used and widely accepted. If the machining parameters are not properly controlled, it can negatively impact the surface finish3,4,5. When it comes to milling, achieving the maximum cutting speeds and the higher material removal rates is essential. The applications of coatings on cutting tools can help alleviate harsh process conditions, leading to improved surface finish and increased tool lifespan. Further, coatings can significantly enhance its durability and performance, especially under high temperatures. These coatings offer exceptional frictional resistance and increased surface hardness, effectively reducing tool wear. Thus, it is crucial to prioritize coatings research to create innovative hard coatings that can withstand wear and maintain excellent thermal stability. This will effectively enhance the lifespan of tools as machining speed escalates6.
TiAlN is a highly popular material for hard coatings, known for its exceptional hardness and resistance to fracture when compared to TiN coatings7. Sui et al.8 examined the analysis of tools coated with TiAlN/TiAlSiN in the machinability of titanium. They discovered that the primary causes of wear were adhesive type wear and chipping. Wang et al.9 presented the wear maps in which the primary factors contributing to wear are adhesion, coating delamination, and fatigue. During machining, instances of adhesion between the work-material and the coated tools are frequently observed. These occurrences can be attributed to the temperature and cutting force that are present during the turning processes. The observation of coating chipping has been noticed, which is directly linked to the level of vibration and the formation of chips10,11. M. Moreno et al.12 analyzed that TiAlN coated WC-Co cutting tools showed better wear behavior and material adhered and exposed substrate observed were less. Cutting tool materials with exceptional hardness, such as PCD, maintain their high levels of hardness even at elevated temperatures13,14. These characteristics indicate that PCD cutting tools can withstand the intense temperatures produced during high-speed machining. In addition, PCD has a higher thermal conductivity compared to WC-Co, which can help minimize diffusion-driven wear mechanisms15. Oosthuizen et al., found that, in high-speed machining of Ti-6Al-4 V, polycrystalline diamond (PCD) demonstrated superior wear performance compared to coated WC-Co tooling13. In a study conducted by Lindvall et al., it was shown that using a fine-grained (1 μm) polycrystalline diamond (PCD) with a higher cobalt (Co) content resulted in a more effective diffusional barrier. This was achieved by continuous formation of thermally protective layer compared to using a multi-modal tool during machining. In a turning study conducted by Li et al.16, it was found that a larger diamond grain size can enhance the resistance to adhesive wear in Ti–6Al–4 V. This occurred when material adhered to the tool was repeatedly removed, causing flaking on the rake face. Li et al.17 discovered that edge chipping and spalling were the primary wear mechanisms during the machining of Ti–6Al–4 V using face milling, thereby minimal tool wear were observed. Understanding AA6061 hybrid composites machining characteristics necessitates a thorough examination of the process parameters. Many researchers have explored the impact of conventional processing techniques for hybrid composite and the use of different coatings on cutters to enhance machinability. However, the results were comparable and limited when employing conventional techniques. Having excellent machining qualities is crucial for AA6061 applications, especially those fabricated with graphene and zirconia reinforced materials18,19,20.
Recent advancements in chip morphology analysis have emphasized the critical role of tool design in influencing chip segmentation and cutting stability, particularly in difficult-to-machine materials like titanium alloys. For instance, Gerami et al.21 investigated the effect of grooving textured tools—featuring linear and hole patterns—on the chip morphology during titanium alloy machining. Their findings demonstrated that linear textures significantly reduced cutting forces (up to 38%) and chip segmentation degree (G), thereby enhancing machining stability. These insights align with the present study’s focus on chip morphology in AA6061-C-ZrO2 hybrid composites, highlighting that tool surface characteristics—whether via texture or coating—play a pivotal role in controlling chip shape, segmentation behavior, and process efficiency. While the titanium study relied on physical texture modifications to influence chip dynamics, this work explores how advanced coatings like TiAlN and PCD similarly affect chip morphology, particularly through improvements in chip width-to-thickness (w/t) ratio and surface finish. The convergence of both studies underscores the importance of tailored tool-workpiece interactions in optimizing chip control and surface integrity across varying material systems. Recent studies have explored the integration of solid lubricants into textured cutting tools to enhance machining performance. Notably, the use of carbon nanotube (CNT)-embedded micro textured tools has shown considerable promise in thread-turning operations. The CNTs act as effective solid lubricants, reducing friction and improving heat dissipation at the tool–chip interface. Experimental findings demonstrated that a linear textured tool embedded with CNTs achieved a 36.8% reduction in cutting forces compared to conventional tools, indicating its potential for improving tool life, surface quality, and process stability in threading applications22.
The AA6061-C-ZrO2 hybrid composite material holds significant potential for advanced structural and functional applications, particularly in sectors demanding lightweight, high-strength, and wear-resistant components. The incorporation of carbon (C) enhances the composite’s thermal conductivity and damping capacity, while zirconia (ZrO2) contributes exceptional hardness, wear resistance, and thermal stability. This synergistic reinforcement makes the composite ideal for automotive brake rotors, piston crowns, and cylinder liners, where resistance to thermal shock and frictional wear is critical. Additionally, due to its enhanced mechanical strength and corrosion resistance, the AA6061-C-ZrO2 composite can be used in aerospace structural panels, marine shafts, and defense armor plating, where weight-to-strength ratio and durability are paramount. Its machinability also makes it suitable for precision-engineered parts in robotics and industrial automation systems. There is a noticeable lack of research on the machining properties of high-hardness reinforcements like ZrO2, even though there have been advancements in optimization of traditional machining parameters combined with micro-sized particles. Nevertheless, the exceptional hardness of ZrO2 reinforced composite materials presents considerable challenges when it comes to machining. Moreover, the understanding of the machinability properties of hybrid composite materials reinforced with harder materials such as ceramics is quite limited, especially when it comes to conventional machining methods23,24,25.
In this study, the machinability characteristics of AA6061 / C / ZrO2 composite material are analysed using Taguchi’s optimization technique and ANN model in the end milling process. The hybrid composite AA6061 reinforced with C and ZrO2 is fabricated using stir casting method. The machinability of this novel hybrid composite material is analysed by machining with three different tools such as Un-coated carbide (UCC), TiAlN and PCD coated tools against surface roughness and chip morphology. The optimized process parameters are determined using the Taguchi’s technique. Further, the ANN model is used to predict the surface finish of the TiAlN and polycrystalline diamond coated (PCD) end mill cutters and subsequently, the predicted values were validated with the results of experimental methods.
Experimental details
Materials used and fabrication method
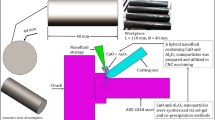
In this analysis, the work material of aluminum alloy 6061 (90%) reinforced with graphite (5%) and zirconia (5%) was used with dimensions of 150 mm x 150 mm x 16 mm. This alloy is primarily made up of silicon and magnesium. One of the primary factors in selecting this material is its excellent machinability, weldability, and corrosion resistance. It has a broad range applications in heavy-duty structures, water environments, fittings, and the manufacturing of heavy vehicle components. The composite material was fabricated by stir casting method as depicted in Fig. 1. The stir casting is a commonly used fabricated methods as it yields better results in the reinforcement’s dispersion in the matrix material.

Composite material fabrication.
Machining process
A milling operation was performed using different machining parameters for a total length of 150 mm. To minimize the number of experimental runs, the experiment was designed using Taguchi’s approach. Table 1 provides a comprehensive list of the stages and factors utilized for analyzing the machining behavior. Three carbide end mills, each with a diameter of 8 mm, were coated using the physical vapor deposition method. The coatings of 2 microns applied were TiAlN and PCD, as depicted in Fig. 2. The trials for the uncoated and two different coated tools were carefully planned, taking into consideration the output variables, such as surface roughness and chip morphology. The L9 orthogonal array (OA) presented in Table 2 was used to ensure accurate and reliable results. Using three different end mills, the machining process was conducted under dry conditions for a total of 9 trials as in the set up presented in Fig. 3. The resulting machined samples can be observed in Fig. 4a–c. The average surface roughness (Ra) is measured by Surfcom 1400G machine as shown in Fig. 5a and b. The instrument employs a diamond stylus to trace surface profile across a defined sampling length. It calculates the average surface roughness, which represents the arithmetic mean of the absolute deviations from the mean line. The results for all the experimental runs can be found in Table 3 with the Design of Experiment (DoE).

Uncoated and coated carbide end mills.

Machining set-up.

Machined specimen by (a) uncoated carbide tool (b) TiAlN coated and (c) PCD tool.

(a) Surface roughness tester and (b) surface profile capturing in desktop.
ANN model development
An ANN model was designed to predict surface roughness and cylindricity deviations based on input machining parameters. The model architecture consisted of:
-
Input layer: Spindle speed, depth of cut, feed rate.
-
Hidden layers: Two layers with ReLU (Rectified Linear Unit) activation function to capture the typical relationships in the data.
-
Output layer: Surface roughness (Ra) and cylindricity error.
The model was trained using experimental data, employing a back-propagation algorithm and loss function of mean-squared error (MSE). The model performance was analyzed using Mean Absolute Percentage Error (MAPE) and Regression coefficient (R2).
Results and discussion
Surface roughness
Figure 6 illustrates the variation of surface roughness (Ra) in microns across the nine different machining conditions for three different tools. It shows significant fluctuation in surface roughness values which varies from 0.7 to 7.8 microns for uncoated carbide tool. Peaks at input parameters 4 and 7 (Ra = 7.848 and 6.2 microns) indicates poor surface quality under the set machining conditions. This is due to unstable cutting performance, high tool wear and increased tool vibrations. The uncoated carbide tool lacks a protective layer making it more prone to tool wear, built-up edge formation and thermal effects at higher cutting conditions, leads to significant deterioration in surface quality26. Moderate surface roughness is recorded for TiAlN coated tool and maintains a consistent and relatively lower Ra (0.3 to 0.55 microns) across all parameters. It is stable compared to the uncoated carbide tool due to reduced tool wear, less built-up edge formation and better heat dissipation resulting in minimizes friction, smoother surface and preventing micro chipping. PCD tool produced the finest surface finish with Ra values between 0.11 and 0.4 microns. This is due to stable cutting performance across all machining conditions resulting in minimal tool wear, superior chip evacuation and optimal cutting conditions for AA6061-C-ZrO2 material. This improvement in surface finish is attributed to the synergistic effect of the lubricating properties of graphite reinforcement, which enhance the wear resistance of the workpiece material and the inherent wear resistance of the PCD tool.

Surface roughness for uncoated, TiAlN coated and PCD tool.
Chip morphology
The chip width and thickness is measured by Optical Length Measurement (OLM) vision measuring system as shown in Figure 7 (a) and (b). Chip morphology analysis helps to understand the machining conditions, performance of the cutting tools and the process efficiency. The common types of chips formed during the machining are continuous, discontinuous and built-up edge. The morphology depends on factors such as the workpiece material, cutting tool geometry, feed rate and cooling conditions. Continuous chips are generally longer, ribbon like chips with smooth surface. It would be formed if the workpiece material is ductile, the cutting speed is high and proper lubrication. Discontinuous or segmented chips are shorter in length and would be formed if the material is brittle and cutting speed is low. Built-up edge chips are the materials adhered to the edges of the cutting tool and would be formed when the material is ductile and undergoing low cutting speed. In case, if the materials are high strength and undergoes high cutting speed, it would result in shear localized chips or serrated chips.

(a) OLM vision measuring system and (b) chip morphology while capturing.
Figure 8 depicts the width-to-thickness ratio values of chips across all machining conditions which varies significantly based on three different cutting tool types. The uncoated carbide tool maintains a consistently lower w/t ratios (1.04 to 14.00) across all input conditions. It indicates minimal lateral chip spread and higher cutting forces due to poor tribological properties. It lacks thermal and wear resistant coatings leading to poor chip formation under varying cutting conditions27. TiAlN coated tool shows an extreme peak at input parameter 1 (w/t = 82.83) due to chip fragmentation and measurement anomalies but stabilizes after that between 7.73 and 19.44, due to moderate chip lateral spread. PCD tool exhibits fluctuating but relatively higher w/t ratio values compared to the uncoated carbide tool. It produces more stable but higher w/t ratios (9.45 to 39.11). Due to lateral expansion of the chip, it shows peak at parameter 3 (34.87) and 9 (39.11). The increasing w/t ratio trend indicates that PCD performs well for wider chips28.

Width to thickness ratio (w/t) for uncoated, TiAlN coated and PCD tool.
ANN analysis
Figure 9 shows the regression results of ANN model on the surface roughness of the TiAlN and polycrystalline diamond coated end mill cutters through the experimental testing sets. There were three main input parameters of spindle velocities of 3000, 4000 and 5000 rpm, DoC of 0.5, 1, and 1.5 mm, and feed rate of 50, 150, and 250 mm/min used to apply on ANN model and the predicted surface roughness values have been evaluated. Based on the representation of Fig. 9 the ANN predicted values show the nearest values to the experimental results in which R2 values are showing with 0.9201, 0.9838 and 0.9699. These responses specify the implemented ANN model could predict the real outputs of the surface roughness of the TiAlN and polycrystalline diamond coated end mill cutters which is showing an important connection between the selected input values and the predicted surface roughness from the implemented ANN model.

Regression results of ANN model on the surface roughness of the TiAlN and polycrystalline diamond coated end mill cutters.

Training performance of ANN analysis.

3D surface plot for ANN predictions on the surface roughness of the TiAlN and polycrystalline diamond coated end mill cutters.
Figures 10 and 11 represent the training performance and 3D surface plot of ANN analysis from the applied ANN prediction model. From this ANN model prediction, it could be concluded that the almost 95% of the testing dataset is having the less than 10% of the relative error and also, this prediction strongly recommends that implemented ANN model can be used to predict the surface roughness of the TiAlN and polycrystalline diamond coated end mill cutters with good accuracy. Moreover, the loss values on validation and training sets of the implemented ANN model are presented in Fig. 12. The predicted output responses have been shown that the values of the loss are indirectly proportional to the epoch and it has been converged to 0 if epoch is higher than 50. Hence, the predicted surface roughness could be sensible while the epoch is higher than 50 in this ANN prediction model. Also, the regression results of ANN model on the width to thickness ratio of the chips of the TiAlN and polycrystalline diamond coated end mill cutters is presented in the Fig. 12. Here, the regression R2 values based on the ANN model are 0.8240, 0.8778 and 0.9603.

Regression results of ANN model on the width to thickness ratio of the chips the TiAlN and polycrystalline diamond coated end mill cutters.
Taguchi optimization
The optimal machining parameters for minimizing the surface roughness and maximizing w/t ratio are identified for three different cutting tools. The response table of Signal-to-Noise (S/N) ratio of surface roughness and w/t ratio is presented in Table 4. The highest S/N ratio value indicates the optimal setting value of the parameters. For the uncoated carbide tool (UCC) as depicted in Fig. 13, the optimal settings for achieving minimum surface roughness are found to be a high SS of 5000 rpm (level 3), low DoC of 1.5 mm (level 3) and low FR of 100 mm/min (level 1). These conditions likely to reduce cutting forces and minimize surface damage, contributing to improved surface quality. In contrast, as depicted in Fig. 14, the optimal parameters for maximizing the w/t ratio with the UCC tool were high SS of 5000 rpm (level 3), high DoC of 1.5 mm (level 3) and moderate FR 200 mm/min (level 2), indicating that a more aggressive material removal rate supports better chip deformation behaviour.

Main effect plot for SR, UCC.

Main effect plot for w/t ratio, UCC.
For the TiAlN coated tool as depicted in Fig. 15, the surface roughness was minimized when machining was carried out at high SS of 5000 rpm (level 3), low DoC of 0.5 mm (level 1), and high FR of 300 mm/min (level 3), suggesting that the coating’s thermal stability allows for improved surface finish even at higher rate conditions. However, to achieve the maximum w/t ratio the ideal combination was low SS of 3000 rpm (level 1), low DoC of 0.5 mm (level 1), and low FR of 100 mm/min (level 1) as depicted in Fig. 16. This implies that chip control and form stability are better maintained at less aggressive cutting parameters for this coated tool.

Main effect plot for SR, TiAlN.

Main effect plot for w/t ratio, TiAlN.

Main effect plot for SR, PCD.

Main effect plot for w/t ratio, PCD.
In the case of the PCD tool as depicted in Fig. 17, the optimal surface roughness was obtained at low SS of 3000 rpm (level 1), low DoC of 0.5 mm (level 1) and high FR 300 mm/min (level 3). The superior hardness and thermal conductivity of the PCD tool likely support minimal surface deterioration even at elevated feed rates. Conversely to maximize the w/t ratio from the Fig. 18, the optimal setting shifted to high SS of 5000 rpm (level 3), high DoC of 1.5 mm (level 3) and high FR 300 mm/min (level 3) indicating that the PCD tool can sustain aggressive cutting without compromising chip geometry.
The confirmation experiments were carried out at the optimum levels of spindle speed, depth of cut, and feed rate determined from the Taguchi analysis. The predicted responses were obtained using the additive model, and 95% confidence intervals (CI) were computed based on ANOVA error variance. The experimental results were found to lie within the predicted CI ranges for all six cases, confirming the adequacy of the developed models. Significant improvements were observed in machining performance: surface roughness decreased by approximately 69%, 35%, and 53% for UCC, TiAlN, and PCD tools, respectively, relative to the overall mean values. Similarly, the width-to-thickness ratio of chips improved markedly, with increases of about 122% (UCC), 209% (TiAlN), and 116% (PCD) at the optimum conditions. These findings validate that the selected cutting parameter combinations are effective in enhancing machining quality and chip formation behavior. While the W/T ratio responses exhibited wider confidence intervals due to higher experimental variability, the consistent alignment of confirmation results within the CI bounds demonstrates the robustness of the Taguchi-based optimization.
Regression analysis
The regression equation of surface roughness and w/t ratio for the three different tools are mentioned below.
-
Surface roughness, UCC = 7.01–0.001074 SS − 3.16 DoC + 0.02246 FR.
-
Surface roughness, TiAlN = 0.347–0.0000063 SS + 0.1375 DoC − 0.000124 FR.
-
Surface roughness, PCD = -0.2230 + 0.0001156 SS + 0.0201 DoC − 0.000090 FR.
-
Width-to-thick ratio, UCC = -6.82 + 0.00260 SS + 2.28 DoC + 0.0039 FR.
-
Width-to-thick ratio, TiAlN = 123.9–0.01295 SS − 24.6 DoC − 0.1287 FR.
-
Width-to-thick ratio, PCD = -21.4 + 0.00484 SS + 15.21 DoC + 0.0255 FR.
An analysis of variance (ANOVA) was performed to evaluate the significance of input parameters of depth of cut, spindle speed, and feed rate on the output responses for surface roughness and width-to-thickness (w/t) ratio of discontinuous chips. The ANOVA table for SR and w/t ratio for three different tools used is presented in Table 5. The contribution percentage of each parameter was determined from the ANOVA table. Parameters with p-values less than 0.05 were considered statistically significant. The results revealed distinct influences of machining parameters on surface roughness and w/t ratio for the three different cutting tools. For the uncoated carbide tool, feedrate (p = 0.009) and depth of cut (p = 0.033) were found to significantly affect surface roughness indicating that lower feed rates and optimized cutting depths are essential for minimizing surface irregularities. In contrast, when using the TiAlN coated tool, only the depth of cut exhibited a statistically significant influence on surface roughness (p = 0.015), while spindle speed and feed rate showed negligible effects. For the PCD tool, spindle speed emerged as the dominant factor affecting surface finish, with a highly significant P-value (p = 0.000), highlighting the critical role of cutting speed in achieving ultra-smooth surfaces in graphite-reinforced composites.
In terms of chip morphology, evaluated via the w/t ratio, spindle speed significantly influenced the w/t ratio for both the uncoated carbide tool (p = 0.021) and the TiAlN coated tool (p = 0.012), suggesting that variations in cutting speed predominantly govern chip deformation characteristics in these cases. However, for the PCD tool, the DoC was identified as the only statistically significant parameter (p = 0.016), indicating a different chip formation behaviour likely due to the superior wear resistance and thermal conductivity of the PCD insert. These findings collectively demonstrate that the dominant machining parameters affecting surface quality and chip morphology affecting surface quality and chip morphology are tool-specific, necessitating tailored optimization strategies for each tool type when machining metal matrix composites.
The adequacy of the regression equations was evaluated based on the coefficient of determination (R2). For machining studies, an R2 value of 0.95 or higher is typically considered acceptable, as it indicates that at least 95% of the variability in the response is explained by the model. The relatively low R2 values suggest that the simple linear models may not adequately capture the nonlinear relationships and interaction effects among spindle speed, depth of cut, and feed rate. To address this limitation, higher-order regression equations (second- or third-order) should be developed. Incorporating quadratic and interaction terms would enhance model accuracy, improve the R2 values, and ensure compliance with the recommended acceptance criterion (R2 ≥ 0.95).
To improve the predictive accuracy of the regression models, second- and third-order polynomial regression equations were developed in this work. Unlike first-order models, which assume a strictly linear relationship, higher-order models incorporate quadratic and interaction terms that are capable of capturing the nonlinear behavior inherent in machining processes.The inclusion of these higher-order terms substantially improved the model adequacy. The revised regression equations yielded R2 values greater than 0.95 for all machining responses (surface roughness and W/T ratio), satisfying the widely accepted threshold for regression adequacy. This confirms that the higher-order models provide a more reliable representation of the process behavior and can be effectively used for prediction and optimization. Second- and third-order polynomial regression models were developed on coded factors (SS, DoC, FR = − 1, 0, + 1) to capture nonlinear effects and interactions. The results (Table 6) show that all six responses achieved R2 ≥ 0.95 with the second-order polynomial models, indicating that quadratic models are already sufficient to describe the process behavior with high accuracy. Third-order models further increased R2 values slightly (approaching 1.0), but since the improvement was marginal, the second-order models presented in Table 6 are considered the final accepted regression equations. These models can thus be reliably used for prediction and optimization.
Comparative analysis
The performance of both ANN and regression models was evaluated against the experimental results for predicting surface roughness and w/t ratio under various machining conditions. The comparison provides insight into the predictive capabilities and reliability of these models for optimizing cutting parameters in the machining of AA6061-C-ZrO2 composites. The ANN model, developed using a multilayer feed-forward architecture with ReLU activation functions was trained on experimental data using a back-propagation algorithm. The regression results (Fig. 9) demonstrated high correlation coefficients (R2) of 0.9201 for TiAlN, 0.9838 for PCD and 0.9699 for combined tool datasets, indicating excellent agreement between the predicted and actual Ra values. Furthermore, the training performance (Fig. 10) and 3D surface predictions (Fig. 11) confirmed that over 95% of the ANN predictions had a relative error below 10%, establishing the model’s robustness. Similarly, the regression R2 values for the w/t ratio prediction (Fig. 12) were 0.8240 for TiAlN, 0.8778 for PCD and 0.9603 overall showing good alignment with experimental values particularly for the PCD tool.
In comparison, regression models were formulated for each tool type using machining parameters (SS, DoC, FR) as predictors. While the initial linear regression equations provided only moderate accuracy, their performance was limited because they could not adequately capture nonlinear effects. To overcome this, second-order regression models were developed, which significantly improved the fit (R2 ≥ 0.95 for all cases) by accounting for quadratic and interaction terms. For instance, the surface roughness prediction for the uncoated carbide tool showed improved agreement with experimental values, although some deviations remained due to tool wear and instability. The TiAlN and PCD models demonstrated even higher accuracy, consistent with their stable surface finish across machining conditions.
Artificial Neural Network (ANN) models were also developed and compared with the regression approach. The ANN exhibited strong predictive capability, especially in handling nonlinear interactions between machining parameters, while the second-order regression equations offered a simpler and interpretable framework with sufficiently high accuracy for practical use. Together, the results highlight that both ANN and quadratic regression models are effective for predicting machining responses, and the choice between them can depend on whether interpretability (regression) or adaptability to complex nonlinearities (ANN) is prioritized.
This work integrates both second-order regression equations (R2 ≥ 0.95) and Artificial Neural Networks (ANN) for predictive modeling of machining responses in AA6061-C-ZrO2 composites. The dual modeling strategy ensures both statistical interpretability (via regression) and nonlinear adaptability (via ANN), offering a balanced perspective rarely reported in prior research. Furthermore, the study simultaneously investigates surface roughness and chip width-to-thickness ratio across different tool materials (uncoated carbide, TiAlN-coated, and PCD), whereas most earlier works focused on a single performance measure or a single tool type. The inclusion of confirmation tests, ANOVA-based contribution analysis, and optimization further enhances the reliability of findings. Overall, the combined use of quadratic regression, ANN, and multiple tool comparisons distinguishes this study from related works and strengthens its contribution to machining research.
Conclusions
This study evaluated the machining performance of uncoated, TiAlN-coated, and polycrystalline diamond (PCD)-coated carbide end mill cutters on AA6061-C-ZrO2 hybrid composites under dry conditions. Based on a systematic experimental design and analysis, the following key conclusions are drawn:
-
PCD tools provided the best surface finish among the three tool types, with Ra values ranging between 0.11 and 0.4 μm, attributed to their stable cutting performance, superior wear resistance, and efficient heat dissipation. TiAlN-coated tools maintained low and consistent Ra values (0.3–0.55 μm), whereas uncoated tools showed surface roughness fluctuations (0.7–7.8 μm) due to poor wear resistance and unstable cutting.
-
Chip width-to-thickness (w/t) ratios varied significantly with tool type. PCD tools showed higher and more stable w/t ratios (9.45–39.11), indicating effective chip evacuation and better cutting performance. TiAlN tools exhibited moderate w/t ratios, while uncoated tools resulted in lower ratios (1.04–14.00), signifying higher cutting forces and less chip deformation.
-
PCD tools exhibited the most stable machining behavior with minimal tool wear and consistent chip morphology. TiAlN-coated tools performed moderately well, while uncoated tools were associated with higher vibration, built-up edge formation, and inconsistent performance.
In summary, the application of hard coatings, especially PCD, significantly enhances the machinability of ZrO2 reinforced AA6061 hybrid composites. The integration of machine learning-based prediction further supports the optimization of machining parameters for improved process control and product quality in advanced manufacturing environments.
Data availability
The datasets used and/or analyzed during the current study available from the corresponding author on reasonable request.
References
La Monaca, A. et al. Surface integrity in metal machining – part II: functional performance. Int. J. Mach. Tools Manuf. 164, 103718 (2021).
Masooth, H. S. & Jayakumar, V. P. Experimental investigation on surface finish of drilled hole by TiAlN, TIN, AlCrN coated HSS drill under dry conditions. Mat. Tod. Proc. 22, 315–321 (2020).
Haja Syeddu Masooth, P. & Jayakumar, V. Experimental investigation on surface roughness in CNC end milling process by uncoated and TiAlN coated carbide end mill under dry conditions. Mat. Tod. Proc. 22, 726–736 (2020).
Kathrein, M., Michotte, C., Penoy, M., Polcik, P. & Mitter, C. Multifunctional multi-component PVD coatings for cutting tools. Surf. Coat. Technol. 1867–1871 (2005).
Reddy, H. N. et al. R., Evaluating the wear studies and tool characteristics of coated and uncoated HSS drill bit – A review. Mat. Tod. Proc. 46, 3779–3785 (2021).
Rawangwong, S., Boonchouytan, W., Chatthong, J. & Burapa, R. An investigation of optimum cutting conditions in face milling aluminium semi solid 2024 using carbide tool. Energy Proc. 854–862 (2013).
He, Q., DePaiva, J. M., Kohlscheen, J., Beake, B. D. & Veldhuis, S. C. Study of wear performance and tribological characterization of AlTiN PVD coatings with different al/ti ratios during ultra-high speed turning of stainless steel 304. Int. J. Refract. Met. Hard Mater. 96, 105488 (2021).
Sui, X. et al. Relationship of microstructure, mechanical properties and titanium cutting performance of tialn/tialsin composite coated tool. Ceram. Int. 42 (6), 7524–7532 (2016).
Wang, B. L., Ai, X., Liu, Z. Q. & Liu, J. G. Wear mechanism of PVD TiAlN coated cemented carbide tool in dry turning titanium alloy TC4. In Advanced Materials Research, vol. 652, 2200–2204 (Trans Tech Publications Ltd, 2013).
Devillez, A., Schneider, F., Dominiak, S., Dudzinski, D. & Larrouquere, D. Cutting forces and wear in dry machining of inconel 718 with coated carbide tools. Wear 262 (7–8), 931–942 (2007).
Bhatt, A., Attia, H., Vargas, R. & Thomson, V. Wear mechanisms of WC coated and uncoated tools in finish turning of inconel 718, tribol. Int 43 (5–6), 1113–1121 (2010).
Maiara et al. Adhesive wear of TiAlN coatings during low speed turning of stainless steel 316L. Wear. 204838 (2023).
Oosthuizen, G. A. & Akdogan, G. The performance of PCD tools in high-speed milling of Ti6Al4V. Int. J. Adv. Manuf. Technol. 52, 929–935 (2011).
Li, G., Yi, S., Sun, S. & Ding, S. Wear mechanisms and performance of abrasively ground polycrystalline diamond tools of different diamond grains in machining titanium alloy. J. Manuf. Process. 29, 320–331 (2017).
Pretorius, C. J. et al. Tool wear behaviour and workpiece surface integrity when turning Ti-6Al-2Sn-4Zr-6Mo with polycrystalline diamond tooling. CIRP Ann. 64 (1), 109–112 (2015).
Li, G., Li, N., Wen, C. & Ding, S. Investigation and modeling of flank wear process of different PCD tools in cutting titanium alloy Ti6Al4V, int. J. Adv. Manuf. Technol. 95, 719–733 (2018).
Li, A., Zhao, J., Wang, D. & Zhao, J. Failure mechanisms of a PCD tool in high speed face milling of Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 67, 1959–1966 (2013).
Masooth, H. S., Jayakumar, P. & Bharathiraja, V. Kumaran palani, investigations on mechanical and wear behaviour of graphene and zirconia reinforced AA6061 hybrid nanocomposites using ANN and Sugeno-type fuzzy inference systems. Mat. Res. Exp. 9, 115002 (2022).
Masooth, H. S., Bharathiraja, P. & Jayakumar, G. Kumaran palani, analysis of machining characteristics in electrical discharge machining of SiC and Al2O3 reinforced AA6061 hybrid metal matrix composites using Taguchi and ANOVA techniques. Mat. Res. Exp. 9, 046521 (2022).
Masooth, H. S., Bharathiraja, P., Jayakumar, V. & G., & Microstructure and mechanical characterisation of ZrO2 reinforced Ti6Al4V metal matrix composites by powder metallurgy method. Mat. Res. Exp. 9, 020003 (2022).
Deng, F., Song, Z. & Khani, S. Enhancing thread cutting performance with CNT-embedded micro textured tools. Tayl Fran. 40, 53–59 (2024).
Gerami, M., Farahnakian, M. & Elhami Joosheghan, S. Effect of grooving textured tool on the titanium chip morphology. Mater. Manuf. Processes. 37, 1013–1021 (2021).
Singh, A. P. et al. Processing and characterisation mechanical properties of AA2024 / Al2O3 / ZrO2 / Gr / reinforced hybrid composite using stir casting technique. Mat. Tod Proc. 37, 1562–6 (2021).
Yildiz, B. & Tur, Y. K. Effect of ZrO2 content on the microstructure and flexural strength of Al2O3–ZrO2 composites with the stored failure energy-fragmentation relations Cer. Int 47, 34199–34206 (2021).
Ghanbariha, M., Farvizi, M., Edadzadeh, T. & Alizadeh Samiyan, A. Effect of ZrO2 particles on the nanomechanical properties and wear behaviour of AlCoCrFeNi–ZrO2 high entropy alloy composites. Wear 484 204032, (2021).
Ehsan, S. et al. Understanding the effects of cutting conditions on vibrations, surface integrity, machining temperature and tool wear mechanisms in end milling of AISI D2 steel. Tri Int. Vol. 198, 109894 (2024).
Attia, H. et al. Physics based models for characterization of machining performance – A critical review. CIRP J. Manuf. Sci. Tech. 51, 161–189 (2024).
Peng, C., Zhao, G., Song, X., Nian, Z. & Li, L. Effect of diamond grain size on mechanical properties and cutting performance of PCD tool in milling of Cf/SiC composites. Mater. Today Commun. 42, 111175 (2025).
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Masooth, P.H.S., Jayakumar, V., Hariharan, M.K. et al. Machinability and ANN based prediction of surface roughness for TiAlN and PCD coated end mill cutters on AA6061 hybrid composite. Sci Rep 15, 31502 (2025). https://doi.org/10.1038/s41598-025-17489-x
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-17489-x
