
Abstract
Incorporating stalk fibers into alkali-activated cement faces challenges: alkaline exposure leaches sugars, while their smooth, low-energy surfaces weaken interfacial bonding. To address these issues, this study focuses on the surface carbonization of stalk fibers. The microstructural characteristics of surface-carbonized stalk were systematically investigated through multiple characterization methodologies. This research thoroughly examines the effects of carbonization temperature and duration on both mechanical properties and thermal transmission characteristics of alkali-activated cement-based composites, while conducting comparative analyses of different surface modification strategies for performance enhancement in stalk-reinforced systems. Experimental findings demonstrate that surface carbonization under standard curing conditions outperforms NaOH immersion treatment, with the resultant mortar exhibiting impressive mechanical properties surpassing those of untreated stalk composites. Notably, this composite material simultaneously achieves enhanced thermal insulation performance, manifesting a thermal conductivity coefficient of 0.2373 W/m2 K. Furthermore, a machine learning framework was developed to model the relationship between modified stalk microstructure and composite mechanical properties, enabling accurate prediction of material performance.
Similar content being viewed by others


Introduction
Alkali-activated cement is a type of binding material that has garnered significant attention in the field of building materials in recent years. It outperforms ordinary Portland cement in terms of compressive strength, frost resistance, and high-temperature durability1,2, especially in the early strength. Additionally, the utilization of fly ash and slag—byproducts of industrial processes—as primary materials not only diminishes the overall cost of the project but also classifies it as an environmentally sustainable building material, contributing positively to ecological conservation3. Nonetheless, it’s undeniable that it’s highly brittle, lacks toughness, and readily dissolves in lye. Current research often focuses on using various types of fibers as toughening materials to enhance their brittleness. Such as steel fiber4, basalt fiber5, polyvinyl alcohol (PVA) fibers6, glass fibers7, polypropylene (PP) fibres8. However, the aforementioned fibers often come with high costs and complex production processes, and their positive impact on material self-insulation performance is limited. Consequently, exploring how natural fibers can enhance geopolymer concrete and improve its self-insulation properties becomes a crucial research focus.
Concurrently, in the context of China’s robust initiatives for energy conservation and emission reduction, the challenge lies in leveraging these natural plant fibers to enhance geopolymer concrete while simultaneously improving its self-insulating properties9. Hussein Nasreddine et al.10 enhanced thermal insulation behavior of metakaolin-based geopolymer reinforced by miscanthus fibers (MF), a 50 wt% MF formulation achieves the lowest thermal conductivity (0.21 W m−1 K−1). Corn Stalk is a valuable source of cellulosic biomass that is increasingly gaining attention as a renewable agricultural resource. Cellulose fibers have potential as a reinforcement material to replace synthetic fibers used in biopolymer composites. Corn stalks possess a waxy layer on their surface, resulting in a vulnerable interface when they come into contact with cementitious materials11. The solution to this problem is usually interface optimization by pre-treatment of the stalk surface. The corn stem fibers were treated with alkali, silane and NaOH-silane solutions by Liu et al.12, and found the surface treatments improved the roughness. However, these methods generally have the following limitations: (1) the chemical treatment leads to a significant decrease in fiber strength; (2) it generates alkaline-containing wastewater, which is contrary to the concept of green building materials; and (3) it has a limited enhancement of the self-insulating properties of the material. In contrast, surface carbonization technology forms a carbonized layer through a high-temperature and low-oxygen environment, which not only avoids chemical contamination, but also preserves the core mechanical properties of the fibers, while the highly porous structure of the carbonized layer may further reduce the thermal conductivity13. Maija14 investigated the quality of surface carbonization in modified wooden exterior panels using contact carbonization or gas flame carbonization techniques. This method effectively degrades wood and transforms it into a carbonaceous residue, safeguarding the underlying unmodified wood from environmental stresses. Charring the maize stalk’s surface not only enhances its structural integrity by altering the smooth waxy exterior but also effectively eliminates various organic compounds contained within15. Compared with NaOH treatment, this method does not produce chemical waste pollution and is very environmentally friendly. However, no study has yet systematically explored the synergistic mechanism of surface carbonization on the reinforcement of the fiber-matrix interface in alkali-inspired cementitious materials, especially the coupled effect of carbonization parameters (temperature, time) on the mechanical-thermal insulation properties.
To further realize the precise control of the carbonization process, machine learning (ML) has emerged as a transformative tool in materials science, enabling rapid property prediction16, microstructure optimization17, and synthesis parameter discovery18. Its ability to decode complex nonlinear relationships between processing conditions and material performance has revolutionized the design of high-entropy alloys19, polymer composites6, and energy storage systems20. For fiber-reinforced geopolymers, however, the interplay of multi-scale factors—ranging from interfacial chemistry to thermal transport—poses a formidable challenge for traditional empirical models. While ML frameworks such as random forests and gradient-boosted trees have demonstrated success in large-scale datasets, their efficacy diminishes when applied to smaller experimental datasets typical of niche material systems like carbonized biofibers. To address this gap, we leverage the backpropagation (BP) neural network—a foundational ML architecture renowned for its robustness in modeling nonlinear systems with limited data21. Unlike black-box ensemble methods, BP networks explicitly map input–output relationships through adjustable weights and activation functions, making them uniquely suited for interpreting the hierarchical effects of carbonization parameters on mechanical and thermal properties. So a BP neural network is introduced in this study to construct a mapping model of carbonization temperature–time-performance. Unlike the traditional empirically driven method, this model can predict the optimal carbonization parameter combinations and reduce the trial-and-error cost by fusing the influencing factor parameters with the performance data. This intelligently driven strategy provides a new paradigm for the industrial application of natural fiber-reinforced building materials.
This study pioneers the application of surface carbonization technology to corn stalk fiber-reinforced alkali-activated slag/fly ash self-insulating mortar, achieving a breakthrough innovation that integrates material engineering with machine learning. By developing a mild carbonization process that removes the obstructive waxy layer while preventing fiber embrittlement, we enable the design of a hierarchical carbonized microstructure that synergistically enhances both fiber-matrix interfacial strength and thermal insulation performance. The entire process eliminates chemical additives, aligning with carbon–neutral industrial solid waste utilization, and is further empowered by a data-driven intelligent prediction model that optimizes material design efficiency through accurate performance forecasting. This holistic approach not only addresses longstanding challenges in natural fiber-reinforced geopolymers but also establishes a new paradigm for sustainable and intelligent construction material development.
Experimental methods
Materials
The standard reference sand utilized in this study was commercially procured from Xiamen Aisiou Co., Ltd. Corn stalk specimens, sourced from agricultural residues in Jingyue District, Changchun City, Jilin Province, underwent mechanical comminution to achieve 10–50 mm particulate dimensions. Fly ash and ground granulated blast furnace slag (S95-grade), serving as aluminosilicate precursors for geopolymer synthesis, were supplied by China Longze Power Co., Ltd. The alkaline activation system comprised sodium hydroxide (NaOH, analytical grade) and sodium silicate solution (Na₂SiO₃·9H₂O, modulus 3.3), both reagent-grade chemicals sourced from Sigma-Aldrich (Aladdin) Shanghai Co., Ltd. All formulations were prepared using ultrapure deionized water (18.2 MΩ cm resistivity) to ensure ionic consistency.
Sample preparation
The formulation design targets a compressive strength specification of 42.5 MPa, incorporating critical rheological parameters including an initial setting time ≥ 45.0 min and a consistency (penetration value) ≥ 80 mm. Constituent materials—slag, pulverized coal, ISO-standard sand, alkaline activator, corn stalk fibers, and hydration water—are systematically homogenized in a JJ-5 planetary mortar mixer (Wuxi Jianyi Instrument and Machinery Co., Ltd.) in strict compliance with Chinese National Standard GB/T 17671-2021, with a controlled mixing duration of 4.0 min. Corn stalk fibers (10–50 mm length fraction) are introduced at 4.0 vol% of the total composite matrix. The alkaline activation system is synthesized by blending sodium silicate solution (SiO₂/Na₂O molar ratio = 2.3) with industrial-grade NaOH pellets in a 2:1 mass ratio, followed by thermal equilibration to ambient conditions. A water-to-binder ratio of 0.40 is maintained throughout the formulation process to ensure optimal hydration kinetics and workability.
Stalk surface carbonization
A 100 g corn stalk fibers specimen was subjected to drying oven in a precision drying apparatus until mass equilibrium was attained (± 0.1% variation threshold). The pretreated material was then transferred to a KSXL-1216 vacuum chamber furnace, where a dynamic vacuum environment (< 10 Pa residual pressure) was initiated via multi-cycle inert gas purging (N₂, 99.999% purity) to ensure anaerobic processing compliance with ASTM E1131-20. A programmable thermal protocol was executed, incorporating controlled ramp rates and isothermal holds to define critical carbonization parameters (temperature gradient: ΔT = 50–400 °C; temporal resolution: t = 30–180 min) for optimized pyrolytic transformation of the fibrous substrate.
BP neural network structure
Surface-engineered carbonized plant fibers were integrated into a computational fracture mechanics framework to model toughening mechanisms in geopolymer mortar systems. Figure 1 delineates the topological architecture of the backpropagation (BP) neural network, wherein thermal conductivity, 28-day flexural strength, and compressive strength of the mortar matrix were established as multi-objective predictive response variables. Based on the experimental dataset, 30 data groups were utilized as samples for the BP neural network, with 20 groups derived from prior studies serving as training samples, and the remaining 10 groups reserved as prediction samples for model validation and comparative analysis. Considering the specific requirements of this study, a single-hidden-layer BP neural network configuration of 1–6–3 was established. The hidden layer utilized a hyperbolic tangent sigmoid transfer function, while the output layer employed a linear function. The network was trained using the trainlm algorithm, iteratively adjusting the architecture and weight thresholds to enhance predictive performance.

Structure diagram of BP neural network22.
Testing and characterization methods
To evaluate strength performance, the prepared mixture was cast into 40 × 40 × 160 mm molds. After curing for 24 h, the specimens were demolded and tested for compressive and flexural strength using the JR-KZ300DS instrument under standard conditions (20 ± 2 °C, 95% humidity) at specified intervals of 3, 7, and 28 days.
To assess insulation performance, the mixed mortar was poured into a 300 × 300 × 30 mm mold, demolded, and dried in an oven at 100 °C for 5 h. After cooling to room temperature, the thickness of the specimen was measured at four points, and the average value was recorded. The sample was then placed in the CD-DR3030B instrument to measure thermal conductivity, with the cold plate set to 15 °C and the hot plate to 35 °C.
Determination of open hole porosity was done by using mortar specimens. After 3d of maintenance of 8 groups of test blocks completely immersed in water saturated with water absorption, and then determine the mass of the test block in water W1, in the air mass W2 and in the drying oven at 100 °C drying 10 h after the mass W3. water absorption is calculated according to Eq. 2.1.
where W1 is the mass of the specimen in water, W2 is the mass of the specimen in air, and W3 is the mass of the dried specimen.
The bulk density was determined through the following procedure: A test block with a uniform, flat surface was dried in an oven at 100 °C for 5 h. Upon cooling to room temperature, its mass (M₀) was recorded. Subsequently, the block was fully submerged in water, and its mass was measured both in a saturated surface-dry state (M₁) and while immersed (M₂). The bulk density was then computed using Eq. 2.2.
where M0 represents the mass of the dry test block, M1 is the mass of the test block in air in the saturated water absorption state, and M2 is the mass of the test block in water in the saturated water absorption state.
The phase identification was examined by X-ray diffraction (XRD) with Cu-Kα radiation (λ = 1.5418 Å), and the scanning speed was 8°/min within 2θ = 5°–80°. Fourier transform infrared (FTIR) spectra were obtained in wavenumber of 400–1200 cm−1, and each sample was mixed with KBr and crushed into a wafer. Scanning electron microscopy (SEM) and energy dispersive X-ray detector (EDS) analysis were performed by using a Hitachi S-4700 microscope to study micro-structure of clay modifier on fiber surface. The thermogravimetric (TG) analysis was measured using a HENVEN HCT-3 apparatus from 30ºC to 400ºC under nitrogen atmosphere with a flow rate of 40 mL/min, and the heating rate was 10 ºC/min.
Results and discussion
SEM analysis
The surface morphology of the original corn stalk and the carbonized corn stalk calcined at 250 °C for 25 min was analyzed using scanning electron microscopy, as illustrated in Fig. 2a–d. The analysis revealed that the untreated corn stalk exhibited a smooth surface with a compact and orderly structure, characterized by a plate-like morphology. However, upon surface carbonization, the stalk’s microstructure underwent significant transformation, resulting in pronounced surface fragmentation and the formation of irregular, layered structures, as depicted in Fig. 2b. The surface becomes increasingly rough, exhibiting signs of structural collapse. In the magnified image in the upper right corner, a well-defined mesh-like structure is clearly visible, primarily attributed to the dehydration of cellulose and hemicellulose, which facilitates the formation of a multi-porous network. Notably, the corn stalks carbonized under controlled conditions retained its original, intact air-layer structure, as shown in Fig. 2c. The pore diameter observed in Fig. 2d falls within the macropore range, likely resulting from the release of reaction gases and the evolution of organic volatiles. This process leads to the formation of a fractured activated carbon surface, characterized by an extensive network of pores extending from the inner core of the carbon particles to the outer surface. Consequently, the generation of these pores significantly enhances both the surface area and pore volume, ensuring their stable integration within the carbon composite.

SEM image of untreated corn stalk surface (a) and carbonized corn stalk (b), morphology of carbonized corn stalk air layer (c) and its surface pores (d).
XRD and TG analysis
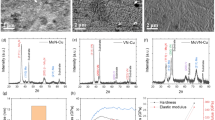
Figure 3a presents the XRD patterns of corn stalk before and after surface carbonization. In the pristine stalk, distinct diffraction peaks are observed at 16.7° and 22.0°, corresponding to the characteristic reflections of cellulose crystals. The trough at 16.7° signifies the presence of amorphous cellulose, whereas the peak at 22.0° is associated with the (002) crystal plane, indicative of the crystalline structure of cellulose. The (002) plane reflects the distribution of amorphous carbon within the sample, while the (100) plane signifies the degree of graphitization. Notably, after carbonization, the diffraction peak near 16.7° weakens, whereas a new, albeit less intense, diffraction peak emerges around 44.0°, suggesting that a portion of the amorphous cellulose undergoes varying degrees of transformation into graphite-like microcrystalline structures. This conclusion is well corroborated by the TG test results. We observed a significant weight loss in the straw at 250 °C, which precisely corresponds to the decomposition temperature of cellulose, as shown in Fig. 3(b) 23. It has been demonstrated that surface carbonization induces partial ordering of carbon atoms, leading to the coexistence of amorphous carbon and graphite-like microcrystalline structures within the surface-carbonized corn stalk. This transformation indicates that, following treatment, atomic rearrangement occurs, resulting in increased structural defects, more intricate surface layering, and an expanded specific surface area.

(a) Comparison of XRD patterns of corn stalk before and after surface carbonization, (b) TG and DTA test results of stalk.
FTIR analysis
The alcoholic hydroxyl groups (-OH) in cellulose and hemicellulose undergo dehydration during carbonization to form H₂O, resulting in a significant attenuation of the characteristic –OH stretching vibration peak around 3400 cm⁻1 in FTIR spectra (Fig. 4). The ether bonds (C–O–C), primarily present in cellulose and lignin structures, may break at elevated temperatures, leading to the reduction or disappearance of the absorption peak near 1050 cm⁻1, where overlapping signals from C–O–C asymmetric stretching vibrations (sharp peak) and Si–O–Si asymmetric stretching vibrations (broad peak) occur. The persistence of a broad absorption peak in this region post-carbonization indicates the retention of the original amorphous silica framework under low-temperature surface carbonization conditions. The carbonyl groups (C=O) in lignin/hemicellulose and carboxyl groups (–COOH) undergo decarboxylation at high temperatures, causing the characteristic peaks at 1700 cm⁻1 (C=O stretching) and 1250–1300 cm⁻1 (C–O stretching in –COOH) to diminish or disappear completely, particularly under high-temperature carbonization. The cleavage of aliphatic chains (–CH₂–, –CH₃) in cellulose and hemicellulose during pyrolysis leads to weakened C-H stretching vibration signals in the 2850–2950 cm⁻1 region. The absence of significant changes in the C=C skeletal vibration peak (~ 1600 cm⁻1) suggests that the adopted carbonization temperature and duration preserved the fundamental structural framework of the stalk biomass, avoiding excessive degradation of aromatic carbon networks.

FTIR spectra of corn stalk before and after surface carbonization.
Effect of carbonization temperature
The impact of varying carbonization temperatures on the strength and thermal conductivity of cementitious materials, under a consistent carbonization time (25 min), is depicted in Figs. 5a–d. As the carbonization temperature increases, the compressive and flexural strength of alkali-activated cementitious materials initially experiences a slight rise, followed by gradual decline. Maintaining carbonization temperatures below 250 °C induces partial delamination of the hydrophobic waxy stratum and generates nano-scale surface asperities on the lignocellulosic substrate, synergistically amplifying interfacial adhesion between the carbonized fiber and cementitious matrix through enhanced mechanical interlocking and van der Waals interactions.

a, b Relationship between carbonization temperature with compressive (a) and flexural (b), (c) bending ratio of alkali-activated cementitious material, (d) relationship between carbonization temperature and thermal conductivity.
Figure 6a, b depict the interface defects between the untreated stalk and the matrix, whereas the carbonized stalk forms a strong bond with the mortar, reducing weak stress zones and thereby enhancing strength. Furthermore, XRD analysis indicates an increase in fixed carbon content and a reduction in organic volatile matter following stalk carbonization. As a result, substances that hinder the hydration process, such as sugars leached from the composite during the early stages of hydration, are minimized, with a negligible impact on the composite’s strength. However, excessively high carbonization temperatures lead to deeper carbonization of the stalk, which disrupts the SiO2 skeleton responsible for strength and support, ultimately compromising the stalk’s original mechanical properties and resulting in a reduction in strength.

(a) SEM image of the interface bonding between uncarbonized stalk and alkali-activated cementitious material; (b) SEM image of the interface bonding between stalk and alkali-activated cementitious material after surface carbonization.
Notably, the bending ratio in Fig. 5c gradually increases after the addition of carbonized stalk, significantly enhancing the toughness of the composite material. The fibrous nature of stalk bundles contributes to improved brittleness of the composite material, positively affecting the strength of alkali-activated cementitious materials. Considering economic and time constraints, the optimal strength is achieved at a carbonization temperature of 250 °C, resulting in a compressive strength of 42.3 MPa and a flexural strength of 8.0 MPa. Figure 5d delineates the thermal conductivity evolution of alkali-activated cementitious composites incorporating carbonized corn stalk across incremental pyrolysis temperatures. A monotonic reduction in thermal transport capacity correlates with elevated carbonization intensity, attributable to progressive structural reorganization of the biomass surface. Enhanced carbonization induces hierarchical porous networks that concurrently suppress conductive phonon propagation and convective thermal transfer, thereby amplifying insulation efficacy.
Compared to other treatment methods
Figure 7 distinctly reveals that the compressive strength of alkali-activated slag fly ash cementitious materials decreases progressively with increasing straw content. Concurrently, the flexural strength exhibits an initial marginal enhancement followed by subsequent decline as straw incorporation rises. Notably, surface carbonization of straw demonstrates significant mitigation effects on mortar strength degradation. At 10 wt% straw loading, the carbonized straw-reinforced mortar achieves remarkable compressive strength of approximately 27 MPa, surpassing the performance of NaOH-treated straw (22 MPa). In contrast, conventional Portland cement mortar containing 10% untreated straw exhibits substantially reduced compressive strength (12 MPa).

(a) Comparison of the effects of the original stalk, surface carbonization, and stalk content after NaOH treatment on the compressive strength; (b) Comparison of the effect of the original stalk, surface carbonization, and the content of stalk after NaOH treatment on the flexural strength.
Comparative analysis of the scanning electron microscopy (SEM) images (Fig. 8) reveals that alkali washing exclusively removes ash layers and waxaceous deposits from the straw surface without forming novel binding interfaces or structural alterations. Accordingly, the surface morphology of the straw demonstrates minimal morphological preservation, consistent with the experimental observations documented in Gerald’s seminal study24. The positive impact of carbonizing stalk on the surface can be attributed to several factors. Firstly, the destruction of the smooth wax layer after carbonization results in concavities and pores, enhancing the interface bonding between the stalk and the composite material25. Secondly, surface carbonization transforms some skeleton SiO2 into active free states, enriching the stalk26. Additionally, the appearance of a graphite-like microcrystalline structure after stalk carbonization increases the fixed carbon content and reduces organic volatile substances27. Consequently, during cementitious material hydration, the reduced sugar dissolution in alkali diminishes its impact on the hydration process. This theoretical explanation accounts for the reduced negative effect of carbonized stalk on composite material strength compared to NaOH soaking treatment. Thus, the surface carbonization method for stalk exhibits superior strength performance.

SEM image of stalk after NaOH soaking treatment (a) and after surface carbonization treatment (b).
Insulation mechanism analysis
Figure 9 depicts the influence of various stalk treatment methods on thermal conductivity. As stalk content increases, thermal conductivity decreases across all three treatment approaches. NaOH-soaked stalk exhibits a gradual reduction in thermal conductivity due to structural changes induced by NaOH treatment. However, this primarily affects surface wax layers and ash content, resulting in only a slight decrease in overall stalk structure conductivity28. The surface carbonization of straw exacerbates its thermal conductivity degradation, a phenomenon attributable to concurrent alterations in porosity, hydroxyl group content, and crystalline structure.

Effects of different surface treatment methods of stalk on thermal conductivity of composites with the change of content.
Through the assessment of the open porosity in alkali-activated slag-fly ash composite materials, the experimental results, as depicted in Fig. 10, reveal a notable trend. Specifically, the incorporation of surface-carbonized stalk husk into the composite material leads to an increase in open porosity as the stalk content rises, and higher than untreated stalk. This phenomenon is corroborated by the fact that the surface of stalk becomes rough and porous after carbonization in Fig. 10d SEM. The pores within the material become filled with weakly mobile gas, effectively creating an insulating barrier that enhances thermal performance and consequently lowers the thermal conductivity. Meanwhile, hydroxyl groups, as polar functional groups, readily undergo vibrational coupling with O–H groups in cement hydration products (e.g., C–S–H), thereby facilitating phonon transmission across the interface29. Infrared characterization reveals a significant reduction in hydroxyl groups after carbonization (Fig. 10c). The depletion of hydroxyl groups decreases the phonon scattering at the interface, reducing the efficiency of heat transfer, leading to a decrease in thermal conductivity. Efficiency, ultimately leading to a decline in thermal conductivity. Moreover, the decomposition of hemicellulose and lignin in stalk generates carbon–oxygen bonds, which may contribute to the formation of partially graphitized microcrystals under low-temperature carbonization, as indicated in the magnified XRD pattern in Fig. 10b. Although ordered carbon structures inherently exhibit high intrinsic thermal conductivity, the carbonized stalk typically exhibits short-range order and long-range disorder. This structural characteristic promotes grain boundary scattering, thereby disrupting thermal conduction pathways.30,31. Finally, EDS analysis in Fig. 10d reveals that, compared to untreated stalk, the carbonized stalk exhibits surface C enrichment and a reduction in oxygen O content. This observation confirms the successful removal of oxygen-containing organic compounds, further validating the formation of a porous carbon framework32. The microcrystalline structure exhibits short-range order with long-range disorder. Upon exposure to external radiant energy, the glassy material reflects a portion of the incident energy while simultaneously absorbing the remaining energy to reduce thermal conductivity33,34.

Effect of surface carbonization of stalk on open pore porosity.
Performance prediction modeling
The nonlinear relationship between carbonized stalk admixture proportion and material properties (thermal conductivity, flexural strength, and compressive strength) was quantitatively modeled using a BP neural network architecture, as shown in Figs. 11, 12, 13 and 14. Through systematic exploration of activation functions, training algorithms, and initial parameter calibration, the optimal neural network architecture was established following extensive iterative training, ultimately achieving exceptional fitting and predictive performance. The minimal discrepancies between predicted and measured values for thermal conductivity and flexural strength are evidently demonstrated, with RMSE values consistently remaining below 1. The close correspondence in trend patterns between predictions and experimental results unequivocally confirms the BP neural network model’s exceptional predictive accuracy. The relatively elevated RMSE for output characteristic 3 (compressive strength) can be attributed to the broad sample value interval range, where minor deviations manifest as amplified error metrics. When quantified through maximum error rate (maximum error/sample maximum × 100%), the training set exhibits 1.8% error margin while the testing set demonstrates 2.1%, both falling within acceptable tolerance thresholds. The model training error was observed to commence convergence after 5 iterative cycles, achieving stability following 22 iterations. Notably, the optimal generalization performance was attained at iteration 16, with the mean squared error (MSE) falling within the range of 10⁻3–10⁻2. The reliability of the data regression fit exceeds 0.9000 (as illustrated in Fig. 14), accompanied by a coefficient of determination (R2) approaching unity. This artificial neural network-based predictive framework successfully quantifies the quantitative relationships between influential variables and material properties."

Comparison curves of the true values of the training and test sets with the predicted set: modeling the predictive relationship between carbonized stalk admixture and thermal conductivity.

Comparison curves of the true values of the training and test sets with the predicted set: model of the predicted relationship between carbonized stalk admixture and flexural strength.

Comparison curves of the true values of the training and test sets with the predicted set: carbonized stalk admixture versus flexural strength.

Output feature regression fitting results.
Conclusion
Through systematic investigation of stalk surface carbonization treatment technology and its application in alkali-activated composites, this study not only reveals key experimental phenomena but also establishes important theoretical connections and practical implications:
-
(1)
The transition from amorphous cellulose to graphitic microcrystalline structure fundamentally alters the interfacial bonding paradigm. This structural reorganization resolves the long-standing challenge of poor organic–inorganic phase compatibility reported in previous studies using untreated plant fiber materials.
-
(2)
The identified optimal carbonization temperature (250 °C) represents a critical balance between structural preservation and functional enhancement. While higher temperatures (> 300 °C) induce SiO2 framework collapse, lower temperatures (< 200 °C) fail to achieve sufficient cellulose graphitization.
-
(3)
The proposed carbonization method demonstrates comprehensive advantages over 33% enhancement in 28-day compressive strength.These quantitative improvements substantiate our hypothesis that simultaneous physical structuring and chemical stabilization can overcome the he sugar leaching and surface debonding phenomenon common in plant fiber-reinforced composites.
-
(4)
The artificial neural network prediction model developed in this study enables the quantitative representation of the relationship between influencing factors and material properties.
This study successfully addresses three critical limitations hindering the practical implementation of stalk-reinforced cementitious composites: mechanical degradation due to rapid strength regression, compromised structural integrity from inadequate interfacial adhesion, and retarded reaction kinetics during hydration processes. Future investigations should systematically elucidate the fundamental mechanisms governing carbonized stalk’s dual role in alkali-activated slag/fly ash systems, particularly focusing on its nucleation effects on hydration product formation and the chemical interplay between graphitic microstructures and aluminosilicate networks, which could unveil new pathways for optimizing performance metrics in sustainable construction materials.
Data availability
All data generated or analysed during this study are included in this published article.
References
Hao, Y., Yang, G. & Liang, K. Development of fly ash and slag based high-strength alkali-activated foam concrete. Cem. Concr. Compos. 128, 104447. https://doi.org/10.1016/j.cemconcomp.2022.104447 (2022).
Abhishek, H. S., Prashant, S., Kamath, M. V. & Kumar, M. Fresh mechanical and durability properties of alkali-activated fly ash-slag concrete: A review. Innov. Infrastruct. Solut. https://doi.org/10.1007/s41062-021-00711-w (2022).
Chan, C. L. & Zhang, M. Effect of limestone on engineering properties of alkali-activated concrete: A review. Constr. Build. Mater. 362, 129709. https://doi.org/10.1016/j.conbuildmat.2022.129709 (2023).
Bernal, S., De Gutierrez, R., Delvasto, S. & Rodriguez, E. Performance of an alkali-activated slag concrete reinforced with steel fibers. Constr. Build. Mater. 24, 208–214. https://doi.org/10.1016/j.conbuildmat.2007.10.027 (2010).
Li, W. & Xu, J. Impact characterization of basalt fiber reinforced geopolymeric concrete using a 100-mm-diameter split Hopkinson pressure bar. Mater. Sci. Eng. A 513–514, 145–153. https://doi.org/10.1016/j.msea.2009.02.033 (2009).
Yu, T. et al. Mechanical properties and microstructure of ground granulated blast furnace slag-based geopolymer reinforced with polyvinyl alcohol fibers. J. Mater. Cycles Waste Manag. 25, 1719–1731. https://doi.org/10.1007/s10163-023-01646-3 (2023).
Yuan, B. et al. Addition of alkaline solutions and fibers for the reinforcement of kaolinite-containing granite residual soil. Appl. Clay Sci. 228, 106644. https://doi.org/10.1016/j.clay.2022.106644 (2022).
Zhang, B. et al. Effects of fibres on ultra-lightweight high strength concrete: Dynamic behaviour and microstructures. Cem. Concr. Compos. 128, 104417. https://doi.org/10.1016/j.cemconcomp.2022.104417 (2022).
Li, C. et al. The energy conservation and emission reduction co-benefits of China’s emission trading system. Sci. Rep. 13, 13758. https://doi.org/10.1038/s41598-023-40811-4 (2023).
Nasreddine, H., Salem, T., Djerbi, A., Dujardin, N. & Gautron, L. Enhanced thermal insulation behavior of metakaolin-based geopolymer reinforced by miscanthus fibers. Appl. Clay Sci. 258, 107496. https://doi.org/10.1016/j.clay.2024.107496 (2024).
Enawgaw, H., Tesfaye, T., Yilma, K. T. & Limeneh, D. Y. Multiple utilization ways of corn by-products for biomaterial production with bio-refinery concept: A review. Mater. Circ. Econ. 5, 7. https://doi.org/10.1007/s42824-023-00078-6 (2023).
Liu, Y. et al. Characterization of natural cellulose fiber from corn stalk waste subjected to different surface treatments. Cellulose 26, 4707–4719. https://doi.org/10.1007/s10570-019-02429-6 (2019).
Karume, I., Bbumba, S., Tewolde, S., Mukasa, I. H. Z. T. & Ntale, M. Impact of carbonization conditions and adsorbate nature on the performance of activated carbon in water treatment. BMC Chem. 17, 162. https://doi.org/10.1186/s13065-023-01091-1 (2023).
Kymäläinen, M., Dömény, J., Schwarzkopf, M., Šeda, V. & Rautkari, L. Evaluating the quality of surface carbonized woods modified with a contact charring or a gas flame charring technique. Wood Sci. Technol. 57, 1299–1317. https://doi.org/10.1007/s00226-023-01488-0 (2023).
Guo, R. et al. Interactive effects of maize stalk-derived biochar and N fertilization on soil bulk density and porosity, maize productivity and nitrogen use efficiency in arid areas. J. Soil Sci. Plant Nutr. 22, 4566–4586. https://doi.org/10.1007/s42729-022-00881-1 (2022).
Wang, A.Y.-T. et al. Machine learning for materials scientists: An introductory guide toward best practices. Chem. Mater. 32, 4954–4965. https://doi.org/10.1021/acs.chemmater.0c01907 (2020).
Wang, A.Y.-T., Kauwe, S. K., Murdock, R. J. & Sparks, T. D. Compositionally restricted attention-based network for materials property predictions. Comput. Mater. 7, 77. https://doi.org/10.1038/s41524-021-00545-1 (2021).
Huang, Y. et al. Intracranial electrophysiological and structural basis of BOLD functional connectivity in human brain white matter. Nat. Commun. 14, 3414. https://doi.org/10.1038/s41467-023-39067-3 (2023).
Elkatatny, S., Abd-Elaziem, W., Sebaey, T. A., Darwish, M. A. & Hamada, A. Machine-learning synergy in high-entropy alloys: A review. J. Market. Res. 33, 3976–3997. https://doi.org/10.1016/j.jmrt.2024.10.034 (2024).
Schittekatte, T., Mallapragada, D., Joskow, P. L. & Schmalensee, R. Reforming retail electricity rates to facilitate economy-wide decarbonization. Joule 7, 831–836. https://doi.org/10.1016/j.joule.2023.03.012 (2023).
Mirhosseini, H., Tahmasbi, H., Kuchana, S. R., Ghasemi, S. A. & Kühne, T. D. An automated approach for developing neural network interatomic potentials with FLAME. Comput. Mater. Sci. 197, 110567. https://doi.org/10.1016/j.commatsci.2021.110567 (2021).
Zhang, Y. Y. & Chen, Y. X. Rapid optimization of laser quenching process based on bp neural network. Metalurgija 62, 68–70 (2023).
Wang, L. et al. Biochar as green additives in cement-based composites with carbon dioxide curing. J. Clean. Prod. 258, 120678. https://doi.org/10.1016/j.jclepro.2020.120678 (2020).
Sun, X., Dou, Z., Shurson, G. & Hu, B. Fungal bioprocessing of wheat stalk with fruit and vegetable discards to produce cattle feeds for enhanced sustainability. Resour. Conserv. Recycl. 199, 107251. https://doi.org/10.1016/j.resconrec.2023.107251 (2023).
Gupta, R. K. et al. Long-term impact of different stalk management practices on carbon fractions and biological properties under rice-wheat system. Agriculture 12, 1733. https://doi.org/10.3390/agriculture12101733 (2022).
Logofatu, C. et al. Study of SiO2/Si interface by surface techniques, IntechOpen 12 (2011).
Li, S., Sun, L., Wang, L. & Wang, Y. Preparation and electrochemical performance of corn stalk-based nanoporous carbon. J. Porous Mater. 22, 1351–1355. https://doi.org/10.1007/s10934-015-0012-z (2015).
Belayachi, N., Ismail, B. & Hoxha, D. Thermal conductivity of insulation material based on stalk aggregates and a bio-binder extracted from wheat stalk and sunflower pith. In Springer Proceedings in Materials vol. 43 (2020). https://doi.org/10.1007/978-981-97-2000-2_27
Zhang, T. et al. Role of hydrogen bonds in thermal transport across hard/soft material interfaces. ACS Appl. Mater. Interfaces 8, 33326–33334. https://doi.org/10.1021/acsami.6b12073 (2016).
Zhang, P. et al. Highly thermally conductive and structurally ultra-stable graphitic films with seamless heterointerfaces for extreme thermal management. Nano-Micro Lett. 16, 58. https://doi.org/10.1007/s40820-023-01277-1 (2023).
Balandin, A. A. Thermal properties of graphene and nanostructured carbon materials. Nat. Mater. 10, 569–581. https://doi.org/10.1038/nmat3064 (2011).
Ma, H. et al. Removal of chromium (VI) from water by porous carbon derived from corn straw: Influencing factors, regeneration and mechanism. J. Hazard Mater. 369, 550–560. https://doi.org/10.1016/j.jhazmat.2019.02.063 (2019).
Sarkar, D., Bhui, A., Maria, I., Dutta, M. & Biswas, K. Hidden structures: A driving factor to achieve low thermal conductivity and high thermoelectric performance. Chem. Soc. Rev. https://doi.org/10.1039/d4cs00038b (2024).
Haile, S. M. Introduction to materials science and engineering. Phys. Today 61, 66–68. https://doi.org/10.1063/1.2982126 (2008).
Acknowledgements
We acknowledged financial supports by projects of Natural Science Foundation of Jilin Province (20240101123JC). The SEM characterizations were completed with generous help of professor of Y. Zhang’s group men in College of Ttransportation Engineering of Jilin University. Science and Technology Research Program of Jilin Provincial Department of Education (JJKH20241499KJ). Science and Technology Research Program of Jilin Provincial Department of Education (JJKH20250980K). Natural Science Foundation of Jilin Province (YDZJ202501ZYTS378).
Author information
Authors and Affiliations
Contributions
S S: Conceptualization, Methodology, Data curation, Validation, Formal analysis, Investigation, Writing—original draft, Writing—review & editing. S W: Investigation, Formal analysis. M G: Methodology, Validation, Formal analysis. J L: Resources, Supervision, Project administration, Funding acquisition.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Song, S., Wang, S., Gao, M. et al. Performance and predictive modeling of surface carbonized plant fiber reinforced alkali-activated self-insulating mortar. Sci Rep 15, 13744 (2025). https://doi.org/10.1038/s41598-025-98244-0
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-025-98244-0
