
Abstract
The continual large-scale urbanization and urban renewal in coastal cities of China have accumulated massive silty residue (SR) that may alter the coastal lines and always exerts high stresses to local environments. To meet China’s sustainable development policy, the need for green and high-efficient industrial treatments and reuse of SR is urgent. In this work, we may, for the first time, report a megaton-scale industrial project to upcycle low-quality SR and recycled aggregate (RA) to manufacture construction materials with hydrothermal mineralization (HM). In-situ pilot tests on five batches of SR-RA blocks were conducted. Results demonstrate that the produced blocks possess the compressive strengths of 11.4–15.8 MPa, densities of 1280–1430 kg/m3, porosities of 35–44%, CO2 emissions of 170.22–187.29 kg e-CO2/m3 and costs of 126.49–156.51 CNY/m3, comparable with or superior than the commercial blocks. The silica in SR could react with lime to produce tobermorite with stable pseudohexagonal plate under HM treatment, which improved the microstructure of the material. The findings validate the industrial practicability of upcycling low-quality SR and RA with HM for valuable construction block manufacture.
Similar content being viewed by others

Introduction
In China’s coastal regions, a new-round of urban renewal and continual urbanization have triggered massive growth of buildings and infrastructures, consequently, a huge amount of residues as well as construction and demolition waste (CDW) has been cumulated, occupying land resources and polluting the environment1. While part of the residues with relatively good physical and chemical properties can be reused for agriculture, city green land, and mine backfilling, most of the silty residues (SR) or silty mud with ultrafine particles, low permeability, high water content and liquid plastic limit, as well as those with high organic pollutants, cannot be directly used or simply treated for reuse2,3,4. Those residues will end with landfill, which exerts great stresses to the environment of local areas5,6. As an example, Fig. 1 demonstrates how the rise of SR gradually impacts the landscape and coastline of Wenzhou Bay. In years before, some coastal areas of Wenzhou bay were used as the largest waste disposal sites, and SR including river bed silts, mud pits, and engineering slurries accumulated, changing the coastal lines and polluting the sea water. Estimates show that, from 2021 to 2025, around 1.33 × 108 m3 of SR would be cumulated in Wenzhou bay1.

Center: A landfill site near Wenzhou bay and a snapshot of SR pileup where plants can hardly grow; left: flow of SR including river bed silts, pits and engineering slurries from underground construction to the landfill site; right: material flow of building demolitions, where the useful coarse aggregate (CA) and fine aggregate (FA) are recycled and the useless residues are discarded in the landfill site.
Another important source of discarded wastes would be the low-quality residues from CDW. Generally, CDW can be directly recycled to produce recycled aggregate (RA) after crushing, sieving and washing7, that can be reused for concrete8,9 and construction block manufacturing10. Furthermore, a part of the fine particles from CDW has been milled to powder and utilized for preparing cement mortar11, fiber reinforced cementitious composites12, and geopolymer precursor13,14. Additionally, the low quality CDW powder can also be used in the backfill foundation due to the excellent subgrade performance15 and for the preparation of controlled low-strength material16. Even with multi recycling processes, through which most of the useful resources have been recycled, the useless residues of 5-30% CDW still leave17,18, and the material flow finally ends up in landfill as well (Fig. 1).
To tackle the contradiction between the continual generation of massive waste residues and the large demand of new construction materials, various techniques have been proposed and some of them have been commercialized. In most reported cases, the low-quality SR was used as a raw material for sintering bricks19 and ceramsite20,21, as well as manufacturing subgrade materials22. Although the sintering techniques can reuse SR by almost 100%, the firing process will inevitably destroy the microstructure of inorganic raw materials23, and the high energy consumption and CO2 emissions of sintering techniques24 cannot meet the urgent needs of China’s urban green and sustainable development policy25,26,27. Thus, it is urgent to find out the techniques for the reuse of SR that balance utilization efficiency, engineering properties, and CO2 emissions.
Hydrothermal mineralization (HM), a chemical process under relatively low or moderate pressures and temperatures in a reactor28,29,30, may be a preferable solution to address the hard-to-use SR wastes. On one hand, the relatively low-temperature treatment of HM enables retaining the solids and organic components in raw materials; one the other hand, HM treatment could promote the porosity and improve the pore size distribution, enhancing the moisture adsorption/desorption performance31. When HM was applied to produce porous ceramicite, the specific surface area can be up to 140 m2/g32 and the compressive strength can be over 10 MPa33. HM technique had also been applied to produce zeolite from active materials like kaolin34 and fly ash35.
Reuse of SR with HM technique is based on the mechanism of mineralization of silica and alumina in the SR with active calcium sources under hydrothermal conditions36. However, due to the low chemical activity of the silica and alumina in SR, the direct mineralization reactions are not likely to take place spontaneously or rapidly. In hydrothermal conditions, however, the reactions of calcium hydroxide (slaked lime (Ca(OH)2) or quicklime (CaO)) with the silica and alumina in SR to produce tobermorite (Eq. (1)), a type of calcium silicate hydrate (C-S-H) crystal, which acts as the binding phase to glue different phases together to form stable materials with certain strength37,38,39.
The synthesis of tobermorite can be achieved within relatively broad ranges of calcium to silica (Ca/Si) ratios, e.g., 0.67–1.6840,41, processing temperature, e.g., 120–330 °C42,43 and additives, e.g., Fe44. The fibrous and/or plate structure of tobermorite provides the basis of strength of HM product45. The relatively robust synthesis conditions of tobermorite with HM make it a preferable approach to treat construction residues with high material complexity. Several scholars attempted to reuse construction waste for fabricating beams, blocks and revetment materials with HM36,45 as well as treat municipal solid waste incineration bottom ash and blast furnace slag46,47,48.
Technically, while recycling the SR of poor engineering properties (low permeability, high water content and liquid plastic limit) with HM is feasible, the industrial scale application still remains facing huge challenges. The gaps between the in-lab experiment and industrial manufacturing involve not only research and development of large-scale instruments and optimal industrial processes, but also ecological and economical benefits that can really enhance local construction and environment industry. Indeed, the preparation process and parameters obtained from the laboratory tests cannot be applicable to up-scaled industrial production due to the problems of raw material treatment, mixture, molding, and material flow rate.
The objectives of this work are twofold: The primary objective is to explore the optimal industrial processes for construction block manufacture for interior walls, partition walls and soundproof walls with HM, including plant layout, mix proportions, and material treatments, as well as to understand the mechanisms of mineralization between the compounds in the wastes; the second objective is to evaluate the ecological and economical properties of the product and compare them with commercial products on the market. Now, China has strong motivations to reduce the energy efficiency in the building industry, and has shown great practices in the urban green and sustainable development policy49. As a demonstrative example, this work reports a megaton-scale plant established in Wenzhou, China, that enables upcycling the useless SR to the value-added construction materials with the HM technique. Comprehensive pilot tests were made for technique validation, production quality measurement, and ecological and economical assessment. This project would not only provide a demonstration of megaton-scale SR upcycling for construction block manufacture, but also possess the demonstration effect that leads to more large-scale projects for future sustainable material manufacture with close material circles with low CO2 emissions.
Results
Project overview
This megaton-scale SR upcycling demonstration (SUD) Plant was designed following a high-efficient, low-energy, and cost-effective concept, which may be the largest SUD plant with the HM treatment in China to date. Located in Ouhai district of Wenzhou (Fig. 2a), the SUD plant has a total land area over 40,000 m2, a total construction area of 70,000 m2, and a total project investment over 140 million CNY (19.6 million USD). The demonstration plant was built by Shenergy Environmental Technology Co., Ltd., in cooperation with relevant enterprises, universities, scientific research institutes, and so forth in China, under the model of industry – university – institute cooperation through collaborative innovation.

a Ouhai district of Wenzou, Zhejiang province, PR China, b an aerial view of the plant with a solar photovoltaic (PV) power generation system on the roofs (SR-RA silty residue-recycled aggregate).
The SUD plant comprises the workshops of construction block production and subgrade material production, enabling the annual disposal of SR over 1 million metric tonnes (Fig. 2b). The construction block workshop is equipped with 5 HM reactors and consists of four parts: Mobilization and distribution of raw materials, mixing and molding, HM treatment and production storage. The SUD plant also includes a solar photovoltaic power generation system on the roofs with the annual electrical power of 1.7 MW·h, which can greatly mitigate the electrical energy uses in the plant.
The main production process in the SUD plant is organized as follows (Fig. 3).

a Materials pretreatment, b dual digestion process for sufficient material homogeneity, c automatic molding and compressing with modern industrial robots, d automatic packing of the demolded blocks, e HM treatment, f the SR-RA blocks ready for sale, and g engineering application of the SR-RA blocks in construction (DHSFM dual horizontal shaft forced mixing, SR silty residue, RA recycled aggregate, HM hydrothermal mineralization, SR-RA silty residue-recycled aggregate).
The geological conditions of Wenzhou contribute to high moisture content, plasticity, and fine grain size in the majority of the collected SR. Consequently, a pretreatment process was implemented for the SR. The highly humid SR was first stacked for three to seven days to reduce the water content to a mild level of 30% and then was crushed into fragments smaller than 5 cm to avoid blocking the machinery. The pretreated SR was blended with a quicklime and recycled aggregate in a dual horizontal shaft forced mixing system (Fig. 3a). The quicklime was in-situ ground in a ball miller for 30 min to increase specific surface area and activity50.
Next, the SR-RA mixture was transported to a primary digestion system for 1.5 h, where the quicklime can consume water and the heat release can further reduce the moisture content to within 25%. To avoid the agglomeration of the mixture after digestion, a crushing machine was installed below the digestion silo. The digestion-crushing process was repeated twice to reduce the moisture content to within 20% and to keep the homogeneity of the SR-RA mixture (Fig. 3b). Then, the SR-RA mixture was transported to a storage silo.
Later, the SR-RA mixture was weighed automatically according to the materials required for block manufacture, and then was transported to a molding machine (Fig. 3c). An automatic hydraulic servo machine with the pressures between 5 and 15 MPa was used to compress the SR-RA mixture to blocks. In each hour, this allowed automatic fabrication of 21,600 pieces of blocks.
Subsequently, the SR-RA blocks (around 130,000 pieces per batch) were removed into the HM reactors and treated under the temperature of 453.15 K for 6 h (Fig. 3d). The heating up time and cool-down time of the reactors were 1 h and 0.5 h, respectively. With three production cycles per day, the theoretical maximum production rate was 405,000 blocks per day and 120,000,000 blocks per year.
Finally, the HM treated SR-RA blocks were transported to a storage zone for further cooling and stabilization. After quality sampling inspection, the qualified SR-RA blocks were packaged by an automatic packaging system (Fig. 3e). The packaged SR-RA blocks were stored on the open yard (Fig. 3f), and over one million green SR-RA blocks have been sold and applied for local constructions (Fig. 3g).
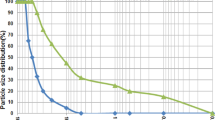
Pilot tests
SR was obtained from the Oufei reclamation area in Wenzhou, China. The collected SR was dark brown without peculiar smell (Supplementary Fig. 1), and possessed an initial moisture content of 40% and plasticity index of 15.6. The mean particle size of SR (D50) was 9.6 μm as detected by a laser particle size analyzer (Supplementary Fig. 2), smaller than that of other sediments reported elsewhere45,51. RA used in the study had a particle size of less than 10 mm as determined by a sieving test (Supplementary Figs. 1 and 2). The mineral composition of the SR and RA analyzed by X-ray diffraction mainly included quartz, muscovite and albite (Supplementary Figs. 1 and 2). Both SR and RA showed high contents of SiO2 (53.4 wt% and 39.4 wt%, respectively) (Supplementary Table 1), facilitating the HM reactions. Additionally, the content of Al2O3 in the SR reached 17.6 wt%, and it can partially replace Si in the silicate structure to improve the stability of the mineralized C-S-H52. The content of CaO was only 4.14 wt%, far lower than that required by the HM reaction51,53, so additional calcium was needed in the reaction materials. Therefore, a type of quicklime was used, and the effective calcium oxide content was more than 85%.
SR-RA blocks were manufactured according to the processes demonstrated in the previous section. In this pilot study, five batches of SR-RA blocks with different RA contents (30%, 35%, 40%, 45 and 50%) were designed to check the raw material robustness. For all the batches, the calcium oxide additive was kept constant at 10%, and all the mixing, digestion, pressing, and HM treatment processes were also strictly kept the same. The detailed mix proportions of the SR-RA blocks are listed in Table 1. The in-situ pilot tests were conducted on July 15 to August 15, 2022.
Engineering performance
Density, water sorptivity, and apparent porosity of the manufactured SR-RA blocks were tested based on the standard testing protocols54,55,56. Compressive strength was determined with a universal testing machine with loading speed of 0.5 kN/min with at least six replicas. The compressive strengths of all five batches of SR-RA blocks with different RA contents are shown in Fig. 4a. Clearly, all the blocks possessed the compressive strength over 10 MPa (conforming to the requirement of Mu10 construction block according to a Chinese standard GB 5101-200357), and the strength increased with the increase of RA content. At the RA content of 50%, the highest compressive strength of 15.8 MPa was obtained. The density first increased and then decreased with the increase of RA content, with the maximum value of 1430 kg/m3 at the RA content of 45% (Fig. 4b), whereas the water sorptivity exhibited the opposite pattern (Fig. 4c). This may be related to the hierarchic material structures governed by particle compactness. At the higher content of RA, the coarse RA particles first accumulated to form a continual skeleton, while the fine SR particles hardly achieved tight compaction during molding, so the voids increased and the density decreased. Nevertheless, the RA-formed skeleton enabled the strong material matrix, so the strength increased. The other performances of the blocks are shown in the Supplementary file (Supplementary Table 2).

a Compressive strength, b density, c water sorptivity, d comparison of density with the data of fired clay bricks in the literature, e water absorption-porosity relationship, and f strength-density relationship (The fitness of three datasets. 1: y = −1.09x + 43.71, R2 = 0.81; 2: y = −0.53x + 34.74, R2 = 0.67; 3: y = −2.03x + 108.74, R2 = 0.91).
For comparison purpose, the data of bulk density, porosity, water absorption and strength of fired clay bricks (FCB) were adopted from the literature58,59,60,61,62,63,64. When zooming in density (Fig. 4d), we noticed that the produced SR-RA blocks were relatively lightweight (1280~1430 kg/m3), compared to the densities of the selected FCB (1400 ~ 2090 kg/m3). Apparently, our testing results and the data in the literature suggested that the water sorptivity was linearly correlated with the porosity (Fig. 4e), because pores in the materials provide the space to accommodate water. Notably, the porosity of the SR-RA blocks ranged from 35% to 45%, about 10% higher than that of the fired bricks (Fig. 4e). This suggested that the SR-RA blocks would have better thermal insulation and humidity regulation than the fired bricks, making a more comfortable indoor environment51.
When we assessed the compressive strength-porosity relationship, the data point did not fall in the same line, but the three lines still showed the similar trend (Fig. 4f). The strength of the materials decreased with the increase of porosity, because pores generally act as the defects to invoke the stress concentration and thus lower the strength59. However, the changing rate (absolute strength-porosity slope) of our SR-RA blocks (−0.53) was smaller than that of the fired bricks (−1.09 and −2.03), indicating that the defecting effect of porosity on the material strength was less in our materials.
Microstructure characterization
To understand how the HM treatment enables building the binding phases in the materials, the tests of X-ray diffraction (XRD), thermogravimetric analysis (TGA), mercury intrusion porosimetry (MIP) and scanning electron microscopy (SEM) were conducted. The XRD patterns of the specimens indicated that the characteristic peaks of tobermorite (at 2θ of 7.8°42) and C-S-H were detected after the HM treatment (Fig. 5a), when compared with the XRD patterns of the raw materials (Supplementary Fig. 2). The characteristic spectrum of calcite was also obvious as it was contained in RA (Fig. 5a). For the TGA spectra (Fig. 5b), a relative rapid mass loss (1.15~1.38%) was observed below 100 °C owing to the evaporation of the pore water in the SR particles and/or the minerals. Later, two mass loss peaks at 100–250 °C and 600–750 °C, respectively, corresponding to the decomposition of tobermorite65 and calcite66 were observed. Specific calculation indicated that the mass losses in the range of 100–250 °C of all the samples almost showed the same values (2.82~3.22%), suggesting that the amount of tobermorite was similar for all mixtures. For the mass loss between 600–750 °C, it roughly increased from 1.93% to 2.63% as the RA content increased from 30% to 50%, because calcite was mainly from the RA particles (Supplementary Fig. 1).

a XRD patterns, b TGA spectra, c MIP pore size distribution, d pore volume of nano pores, e SEM micro morphology of SR matrix with tobermorite and calcium silicate hydrate (C-S-H) crystal, and f the interfacial zone between the SR matrix and RA particle (SR silty residue, RA recycled aggregate, XRD X-ray diffraction, TGA thermogravimetric analysis, MIP mercury intrusion porosimetry, SEM scanning electron microscopy).
The pore structure was determined by MIP, where the pore size distribution was plotted (Fig. 5c). A fine peak at around 40 nm was observed for all the samples, corresponding to the fine inter-particle pores (capillary pores) and the gel pores in the material matrix. The peak intensity of pore size distribution decreased as the RA content increased (Fig. 5c), because RA particles occupied more volumes in the SR-RA materials. Calculations show that the total volume of those capillary pores and gel pores increased as the RA content decreased (Fig. 5d). The pore structure demonstrated that the particles were tightly compacted and the formation of tobermorite and C-S-H gels helped building a strong material structure. This was evidently supported by SEM observation. In the material matrix, massive tobermorite crystals and C-S-H gels were found (Fig. 5e, Supplementary Fig. 3), so they can glue the fine SR particle together to form a continual solid phase. The results of XRD and TGA confirmed that the silica in SR reacted with lime to produce tobermorite with HM treatment, consistent with the chemical reactions (1). The MIP pore size distribution indicated that the use of RA reduced the porosity of the block, and the SEM image further illustrated that the C-S-H and tobermorite filled the pores between the SR particles and improved the microstructure of the material. When examining the interfacial zone between the SR matrix and a RA aggregate (Fig. 5f; Supplementary Fig. 4), no cracks were observed, suggesting the tight SR-RA interactions. Furthermore, the tobermorite crystals in the shapes of needle and flaky can intersect each other to increase contact area, closely combining with the RA and SR particles, and connecting the specimen as a whole45. So high strength of the SR-RA blocks was achieved (Fig. 4a).
Ecological and economic analysis
To comprehensively assess the ecological benefits of the HM SR-RA blocks, the cumulative equivalent CO2 emissions (ES) according to the data recorded during the entire producing processes of the SR-RA blocks. The highest proportion of ES came from the preparation of raw materials (166.44 kg e-CO2/m3), accounting for 90% of the total ES. For the raw material preparation, and quicklime took the highest contribution contributed to 97% of equivalent CO2 emissions in this stage. Therefore, replacing quicklime with solid wastes rich in calcium, such as steel slag, carbide slag, etc.67, in the later stage could greatly reduce the ES of the SR-RA blocks.
In the operation stage, the total electricity consumption for producing one metric tonne of the SR-RA blocks was 11 kW·h, and the equivalent CO2 emissions was 0.5810 kg e-CO2/kW·h. Note that the solar photovoltaic power generation system installed on the plant’s roofs can generate 1,700,000 kW·h electric energy annually, accounting for 46.01% of the plant’s power consumption during production. This would reduce the equivalent CO2 emissions from 8.74 kg e-CO2/m3 to 4.73 kg e-CO2/m3 (Fig. 6a). The HM treatment that used natural gases as the fuel would release 12.69 kg e-CO2/m3, so the total CO2 emissions were 170.22–187.29 kg e-CO2/m3 with the average value of 181.86 kg e-CO2/m3.

a Accumulation of CO2 emissions for the demonstrative SR-RA blocks from the average data of all 5 batches, comparison of (b) equivalent CO2 emissions (ES) and (c) CEUS among our production and the selected commercial blocks, (d) estimation of costs of the SR-RA blocks from batch 4, comparison of (e) total cost and (f) CUS our production and the selected commercial blocks, (g) radar chart of strength, cost and CO2 emissions for our production and the selected commercial blocks (SR silty residue, RA recycled aggregate, SR-RA silty residue-recycled aggregate, CB concrete block, AFB autoclaved fly ash block, HCB hollow clay block, CEUS CO2 emissions per unit strength, and CUS cost per unit strength, ESC CO2 emissions from industrial production process, EW CO2 emissions from net purchase of electricity and heat, EC CO2 emissions from all net consumption of fossil fuel combustion activities).
We also estimated the equivalent CO2 emissions of concrete block (CB, 336 kg e-CO2/m3), autoclaved fly ash block (AFB, 341 kg e-CO2/m3), and hollow clay block (HCB, 250 kg e-CO2/m3) specified in a Chinese standard68 for comparison. The average equivalent CO2 emissions of the SR-RA blocks were 45.88%, 46.67%, and 27.26% lower than that of CB, AFB and HCB, respectively (Fig. 6b). Furthermore, to explore the relationship between ES and strength, we defined the CO2 emissions per unit strength (CEUS). The CEUS of the SR-RA blocks was 13.41 kg e-CO2/MPa/m3, comparable with CB (12.22 kg e-CO2/MPa/m3), but systematically lower than AFB (17.05 kg e-CO2/MPa/m3) and HCB (38.46 kg e-CO2/MPa/m3) (Fig. 6c).
We took the SR-RA blocks with 40% RA to demonstrate the cumulative costs, while the cumulative costs of the other mixes are shown in the Supplementary file (Supplementary Table 6). The costs included fixed cost, raw material, energy consumption, taxes, and upkeep (Fig. 6d). In our cases, the cost of SR in the raw materials was negative (around −40 CNY/metric tonne according to the current market price), which means that there is a fee for helping to recycle SR. However, due to the relatively high price of quicklime, contributing to the total cost by 45.36–50.60%, the cost of raw materials remained accounting for the largest portion (38.76–45.09%) of the cumulative cost. Thus, replacing quicklime can not only reduce ES but also save cost.
The costs of CB, AFB and HCB in the local market were adopted for comparison (Fig. 6e). The SR-RA blocks showed the costs of 126.49–156.51 CNY/m3, heavily lower than those of CB (550–660 CNY/m3), AFB (200–400 CNY/m3), and HCB (340–500 CNY/m3). Furthermore, to explore the relationship between cost and strength, we defined the cost per unit strength (CUS). The average CUS of the SR-RA blocks was 10.61 CNY/MPa/m3, which was lower than that of CB, AFB and HCB, by 51.77%, 29.27% and 83.58%, respectively (Fig. 6f).
Figure 6g shows the radar chart of strength, equivalent CO2 emissions (ES), and costs of the SR-RA, CB, AFB and HCB. AFB showed relatively high strength and low cost, but high equivalent CO2 emissions; HCB possessed low strength and high cost, but relatively low equivalent CO2 emissions; CB had the highest strength, cost and equivalent CO2 emissions among the materials compared (Fig. 6g). The SR-RA blocks from the pilot work, however, showed the relatively balanced values in strength, cost and equivalent CO2 emissions. Overall, the engineering properties (Supplementary Table 2) and the economical and ecological estimations in this pilot study suggested that the SR-RA blocks have high competitiveness when compared with the traditional commercial construction blocks in the market. If the SUD plant were established to replace all the factories of fired clay bricks in Zhejiang province that manufacture around 30 billion pieces of standard blocks, it would save 66 million cubic meters of clay resources, and decrease the total CO2 emissions of 9.3 million metric tonnes. And if this plant was spread national wide, great many ecological benefits would be generated.
Discussion
In the present work, we reported in-situ pilot tests of hydrothermal recovery of SR in Wenzhou, China. Successful run of five batches of SR-RA block manufacture verified the large-scale industrial application for upcycling SR and RA to produce construction materials. Considering the balance among utilization efficiency, engineering properties, CO2 emissions, and cost, the reasonable producing parameters of SR-RA blocks are the calcium content of 10%, and the RA content of 30–50% in the industrial production. Pilot tests show that the SR-RA blocks possessed compressive strengths over 11.4–15.8 MPa, densities of 1280–1430 kg/m3, and porosities of 35–44% for all mixes. Our experiments evidenced that mineralization can occur between the silica in SR and lime to produce tobermorite under hydrothermal conditions. The tobermorite nano-tablets built strong adhesion to make materials form a cohesive structure. Based on the in-situ data, the averaged equivalent CO2 emissions and cost of the SR-RA blocks were 181.86 kg e-CO2/m3 and 143.83 CNY/m3, largely lower than those of the commercial construction materials like concrete block, autoclaved fly ash block and hollow clay block. The plant could dispose of over 1,000,000 metric tonnes of SR and 150,000 metric tonnes of RA, produce 120,000,000 pieces of construction blocks and decrease the total CO2 emissions of 20,000 metric tonnes compared with the plant of fired clay bricks per year after it is officially put into operation.
In our mix proportions, the designed calcium content (10%) or Ca/Si ratio (0.35–0.54) (Table 1) was much lower than the theoretical value of tobermorite (Ca/Si = 0.83)41 and that reported by Zhu et al.45, who documented the optimal Ca/Si ratio of 0.8 for HM-synthesized tobermorite from riverbed sediment. This may be caused by the relatively low chemical activity of silica in the SR42. However, the low Ca/Si ratio used in this work would have great benefits to reduce both CO2 emissions and costs according to the ecological and economic analysis (Fig. 6). Additionally, the SR in this study had a small particle size compared to other solid wastes45,51 treated by HM, thus great challenges would arise to make homogeneous mixture of the SR particles and Calcium additives. In our work, digestion and mixing were repeated (Fig. 3), so the material homogeneity can be guaranteed.
In our work, RA, rather than high-quality natural aggregate, was used for producing construction blocks. The joint reuse of SR and RA would have great environmental benefits. In our SEM test (Fig. 5), tobermorite was mainly in the form of flaky, rather than the commonly observed needle structure31,51. This type of pseudohexagonal plate of tobermorite is much stabler69, so the SR-RA block would be more durable.
While the in-situ polite test validated the HM treatment to upcycle SR and RA for construction material manufacture, some limitations remain to be addressed. For instance, the Calcium source in the present study is quicklime, which is relatively high price and has high CO2 emissions during its production. As the demonstration project continues over time, the focus will shift to the selection of low-price raw material and the diversity of product categories. In the future, using solid wastes rich in calcium (such as steel slag, carbide slag, etc.) to replace quicklime will further reduce CO2 emissions and cost. Furthermore, with the development of carbon trading policies, this type of total-recycling product will be competitive in both ecology and economy70,71. Going beyond this, the SUD plant will have significant demonstration effect in Wenzhou and surrounding areas, serving as a replicable smart plant model for nationwide adoption.
Methods
Apparent density
Apparent density was measured according to Archimedes principle. Specimens were weighed and sealed with a thin layer of epoxy to seal the open pores. After the epoxy was hardened, SR-RA blocks were immersed into water and the volume changes were recorded. The mass-to-volume ratio was evaluated as the apparent density.
Compressive strength
Compressive strength was determined at a loading rate of 1.0 kN/s with a universal testing machine (NYL-600 of Wu Xi Jian Yi Instrument & Machinery Co., Ltd., Wu Xi, China). In the compressive strength tests, six parallel specimens were randomly selected from each batch of SR-RA blocks, and the average value was taken as the compressive strength.
Water sorptivity
Water sorptivity was tested according to ASTM C2056. Before the test, all specimens were oven-dried at 105 °C to constant weights to remove the capillary water. Then, the specimens were immersed in water at room temperature. The mass gain of each specimen was carefully measured at the set duration of 24 h under the surface dry condition. Each mass measurement was completed within 30 s to avoid the possible air drying.
Total porosity
Total porosity was determined according to ASTM C2056. All specimens were oven-dried at 105 °C to constant weights and the dry weights were recorded by a high-precision electronic balance as the solid mass (Md, g). First, the specimens were put in water to boil for 2 h, and cooled down to room temperature. After that, the immersion of the specimens was maintained for at least 12 h before weighing. After determining the suspended weight, the surface dry condition of each specimen was achieved by using a moistened cotton cloth to remove all drops of water from the surface, and the saturated weight was measured as Ms (g). Then the volume fracture of the pore confined water to the entire specimen (240 × 115 × 53 mm3 = 14,628 mL) can be measured as the total porosity ϕ:
Mercury intrusion porosimetry
Small segments (around 2 g) of the SR-RA blocks were prepared for the tests of mercury intrusion porosimetry (MIP) with the apparatus of IV 9510 (Micromeritics Co., Ltd., Georgia, USA). The maximum applied pressure was set as 60,000 psi (identical to 414 MPa), and the equilibrium time for each intrusion step was kept as 10 s. Assuming that the surface tension of mercury and the mercury-pore wall contact angle are assumed as 0.485 N/m and 130°, then the minimum accessible pore is 3 nm according to the Washburn equation. No surface conformance and other treatments72 to the MIP tests were applied.
Scanning electron microscopy
SEM tests were conducted in a device of FEI QUANTA 650 (FEI Co., Ltd., Hillsboro, Oregon, USA). Samples for SEM tests were similar with those for MIP tests. A plasma spraying process was used to coat a gold film on each pre-dried sample. The accelerating voltage of 20 keV and spot size of 4.0 were adopted for testing.
X-ray diffraction
The mineral composition was analyzed by X-ray diffraction (XRD) via a device of Bruker D8 Advance System (Bruker Co., LTD, Germany) with the Cu Kα at 40–45 kV and 30–100 mA. A scanning speed of 6°/min was used to cover the angles of 5–90° (2θ).
Thermogravimetric analysis
Thermogravimetric analysis (TGA) can be an effective technique to determine minerals that decompose, react with other materials and/or transfer to other phases with heat or mass changes. An equipment of Mettler Toledo STARe System TGA2 (Mettle Toledo Co., Ltd., Switzerland) was used to conduct the TGA tests. A temperature-rising rate of 10 °C/min was used to heat the samples from 50 °C to 1000 °C, and nitrogen gas was used to purge the testing environments with the gas flow of 100 ml/min.
Ecological and economical analysis
The total CO2 emissions ES during the entire manufacturing process came from all net consumption of fossil fuel combustion activities (EC), the industrial production process (ESC), and the net purchase of electricity and heat73 (EW), which were given by:
CO2 emissions from fuel combustion (EC) were given by
where NCVi (GJ/104 Nm3) was the average low calorific value, FCi (104 Nm3) was the net consumption, CCi (tC /GJ) was the carbon content per unit calorific value, and OFi (%) was the carbon oxidation rate of the i-th fossil fuel. The fuel used in this plant was natural gas. According to the in-situ production data, the natural gas consumption per metric tonne of the SR-RA blocks was 4.284 m3. So, NCVi, CCi and OFi were 389.31 GJ/104 Nm3, 0.0153 tC/GJ and 0.99%, respectively, according to the Chinese standard68. Thus, EC was estimated as:
CO2 emissions from industrial production processes (ESC) were given by
where Mi (t) and Fi (kg e-CO2/t) were the consumption and CO2 emission factor of i-th main material. According to the Chinese standard68, the Fi of the SR, quicklime, RA, and tap water were taken as 0, 747, 1.26, and 0.168 kg e-CO2/t, respectively. In this study, the ESC values per cubic meter of the SR-RA blocks are shown in the Supplementary file (Supplementary Table 4).
CO2 emissions from net purchased electricity and heat (EW) were given by
where Dw (MW·h) and Dj (GJ) were the net purchased electricity and heat, respectively; EFw (tCO2/MW·h) and EFj (tCO2/GJ) were the CO2 emission factors of electricity and heat, respectively. The electricity consumption per metric tonne of the SR-RA blocks was 11 kW·h, and the EFW in this paper was 0.5810 kg e-CO2/kW·h74. However, a solar photovoltaic power generation system was installed on the top of pilot plant, satisfied 46.01% of the plant’s power consumption during production, with an annual power generation of 1,700,000 kW·h. This could reduce the CO2 emissions of 2.94 kg e-CO2/t, so EW was estimated:
Considering the apparent density of the SR-RA blocks, the equilbirum CO2 emissions for producing one cubic meter blocks is given in the Supplementary file (Supplementary Table 4).
CO2 emissions per unit strength (CEUS) was estimated as the average value of strength divided by the average value of ES. The strength and ES of concrete block (CB), autoclaved fly ash block (AFB), and hollow clay block (HCB) are listed in the Supplementary file (Supplementary Table 3).
Then, to assess the economy of the SR-RA blocks, the cost (U) was evaluated using the following equation:
where UF (CNY) was the fixed cost including equipment costs, labor costs, and land costs; UV (CNY) was the variable cost including material and energy costs; UT (CNY) was the cost of tax and upkeep.
UF and UT were 35.52 CNY/metric tonne and 0.75 CNY/metric tonne, respectively, and UV was estimated using the following equation:
where Ui and Ni were the unit cost and consumption of the i-th material. The unit cost of main materials in this plant are shown in the Supplementary file (Supplementary Table 5). When producing one metric tonne of construction blocks, the costs of the SR-RA blocks, CB, AFB and HCB are shown in the Supplementary file (Supplementary Table 6).
Cost per unit strength (CUS) was estimated as the average value of strength divided by the average value of cost. CUS of the SR-RA block, CB, AFB, and HCB is shown in the Supplementary file (Supplementary Table 6).
The standards and method used in this article to calculate CO2 emissions referred to “2006 IPCC Guidelines for National Greenhouse Gas Inventories”, released by the international organization “Intergovernmental Panel on Climate Change (IPCC)”. The method was to combine information on the extent to which a human activity takes place (called activity data or AD) with coefficients which quantify the emissions or removals per unit activity. Authors who wish to use this method should refer to this IPCC guideline and find the coefficients provided by your region. It should be noted that the CO2 emissions and costs of the blocks in this article were calculated, while these data of CB, AFB, and HCB were directly obtained from standards and local markets, respectively.
The source of the ecological and economic analysis is listed in the Table 2.
Data availability
All data generated or analysed during this study are included in this published article and its supplementary information files.
Change history
02 September 2025
In this article the Data Availability statement was missing and should have read "All data generated or analysed during this study are included in this published article and its supplementary information files." The original article has been corrected.
References
Zhan, L. T. et al. Discussion on the Approaches of Disposal and Resource Utilization of the Waste Soils from Urban Construction: A Case Study of Wenzhou. Environ. Sanit. Eng. 29, 1–9 (2021).
Chen, R. et al. Quantitative methods for predicting underground construction waste considering reuse and recycling. Environ. Sci. Pollut. Res. 29, 3394–3405 (2022).
Ding, Z., Liu, T., Zhang, Y., Su, X. & Zheng, J. The curing and strength properties of highly moist waste mud from slurry shield tunnel construction. Appl. Sci. 12, 3762 (2022).
Wang, L. et al. Recycling dredged sediment into fill materials, partition blocks, and paving blocks: Technical and economic assessment. J. Clean. Prod. 199, 69–76 (2018).
Zhou, Y. F., Cai, G. H., Cheeseman, C., Li, J. S. & Poon, C. S. Sewage sludge ash-incorporated stabilisation/solidification for recycling and remediation of marine sediments. J. Environ. Manag. 301, 113877 (2022).
Wang, Q. M., Li, J. S., Xue, Q. & Poon, C. S. Immobilization and recycling of contaminated marine sediments in cement-based materials incorporating iron-biochar composites. J. Hazard. Mater. 435, 128971 (2022).
Jike, N. et al. Pervious concrete with secondarily recycled low-quality brick-concrete demolition residue: engineering performances, multi-scale/phase structure and sustainability. J. Clean. Prod. 341, 130929 (2022).
Liu, J., Han, X., Pan, Y., Cui, K. & Xiao, Q. H. Physics-assisted machine learning methods for predicting the splitting tensile strength of recycled aggregate concrete. Sci. Rep. 13, 9078 (2023).
Zhang, M. Y., Liu, X. L. & Kong, L. J. Evaluation of carbon and economic benefits of producing recycled aggregates from construction and demolition waste. J. Clean. Prod. 425, 138946 (2023).
Fayed, S., Mansour, W. & Tawfik, T. A. Bearing behavior of steel fiber reinforced recycled aggregate concrete blocks. Structures 57, 105249 (2023).
Wang, B., Yan, L., Fu, Q. & Kasal, B. A comprehensive review on recycled aggregate and recycled aggregate concrete. Resour. Conserv. Recy. 171, 105565 (2021).
Wu, J. D., Guo, L. P. & Qin, Y. Y. Preparation and characterization of ultra-high strength and ultra-high-ductility cementitious composites incorporating waste clay brick powder. J. Clean. Prod. 312, 127813 (2021).
Tan, J. W., Cizer, O., Vlieger, J. D., Dan, H. C. & Li, J. B. Impacts of milling duration on construction and demolition waste (CDW) based precursor and resulting geopolymer: Reactivity, geopolymerization and sustainability. Resour. Conserv. Recy. 184, 106433 (2022).
Zeng, Q. et al. Total recycling of low-quality urban-fringe construction and demolition waste towards the development of sustainable cement-free pervious concrete: The proof of concept. J. Clean. Prod. 352, 131464 (2022).
Zorluer, I. & Cavus, U. S. Fuzzy logic assessment of engineering properties of granular soil with wastes for environment protection and road base use. Case. Stud. Constr. Mater. 15, e00774 (2021).
Ali, H. A. et al. Valorization of fine recycled C&D aggregate and incinerator bottom ash for the preparation of controlled low-strength material (CLSM). Clean. Waste. Syst. 3, 100061 (2022).
Huang, B. J. et al. Construction and demolition waste management in China through the 3R principle. Resour. Conserv. Recy. 129, 36–44 (2018).
Tam, V. W. Y., Soomro, M. & Evangelista, A. C. J. A review of recycled aggregate in concrete applications (2000–2017). Constr. Build Mater. 172, 272–292 (2018).
Cheng, J. X., Shao, Z. S., Xu, T., Liang, D. & Wei, W. The advantages of microwave in using engineering spoil to sinter bricks. J. Build. Eng. 57, 104940 (2022).
Li, H., Zhang, J., Zheng, W., Cui, T. & Yang, Y. Study on the properties and process parameters of different clays in disc granulation. Materials 13, 1714 (2020).
Wang, C. H. et al. Ceramsite production using water treatment residue as main ingredient: The key affecting factors identification. J. Environ. Manag. 308, 114611 (2022).
Cui, Y., Pan, F., Zhang, B., Wang, X. & Diao, H. Laboratory test of waste mud treated by the flocculation-vacuum-curing integrated method. Construct. Build. Mater. 328, 127086 (2022).
Ishida, H. Soil-ceramics (Earth) self-adjustment of humidity and temperature. In Encyclopedia of smart materials (ed. Schwartz, M.) 1014–1029 (Elsevier, Amsterdam, 2002).
Niyomukiza, J. B., Nabitaka, K. C., Kiwanuka, M., Tiboti, P. & Akampulira, I. Enhancing Properties of Unfired Clay Bricks Using Palm Fronds and Palm Seeds. Results. Eng. 16, 100632 (2022).
Luo, C., Qiang, W. & Lee, H. F. Does the low-carbon city pilot policy work in China? A company-level analysis based on the PSM-DID model. J. Environ. Manag. 337, 117725 (2023).
Zeng, S. B., Jin, G., Tan, K. Y. & Liu, X. Can low-carbon city construction reduce carbon intensity? Empirical evidence from low-carbon city pilot policy in China. J. Environ. Manag. 332, 117363 (2023).
Shi, Q. et al. Co-benefits of CO2 emission reduction from China’s clean air actions between 2013-2020. Nat. Commun. 13, 5061 (2022).
Alonzo, S. M. M., Bentley, J., Desai, S. & Bastakoti, B. P. Hydrothermal synthesis of hierarchical microstructure tungsten oxide/carbon nanocomposite for supercapacitor application. Sci. Rep. 13, 21732 (2023).
Yang, G. & Park, S. J. Conventional and Microwave Hydrothermal Synthesis and Application of Functional Materials: A Review. Materials 12, 1177 (2019).
Yu, S. et al. Decoupled temperature and pressure hydrothermal synthesis of carbon sub-micron spheres from cellulose. Nat. Commun. 13, 3616 (2022).
Lan, H. R., Zhang, Y. F., Cheng, M. Z., Li, Y. & Jing, Z. Z. An intelligent humidity regulation material hydrothermally synthesized from ceramic waste. J. Build. Eng. 40, 102336 (2021).
Takei, T. et al. Preparation of porous material from waste bottle glass by hydrothermal treatment. Ceram. Int. 38, 2153–2157 (2012).
Reka, A. A., Pavlovski, B. & Makreski, P. New optimized method for low-temperature hydrothermal production of porous ceramics using diatomaceous earth. Ceram. Int. 43, 12572–12578 (2017).
Gougazeh, M. & Buhl, J. C. Synthesis and characterization of zeolite A by hydrothermal transformation of natural Jordanian kaolin. J. Assoc. Arab. Uni. Basic. Appl. Sci. 15, 35–42 (2014).
Tauanov, Z., Shah, D., Inglezakis, V. & Jamwal, P. K. Hydrothermal synthesis of zeolite production from coal fly ash: A heuristic approach and its optimization for system identification of conversion. J. Clean. Prod. 182, 616–623 (2018).
Zhang, Y. F. et al. Hydrothermal solidification of underground construction wastes into building materials: Waste slurry recycling, industrial application and evaluation. J. Clean. Prod. 423, 139091 (2023).
Sugama, T. & Pyatina, T. Self-healing, re-adhering, and carbon-steel corrosion mitigating properties of fly ash-containing calcium aluminum phosphate cement composite at 300°C hydrothermal temperature. Cement Concrete Comp. 99, 1–16 (2019).
Sugama, T. & Pyatina, T. Self-re-adhering alkali-activated cement composite and its ability to mitigate corrosion of carbon steel in 300 °C hydrothermal environment. Geothermics 96, 102068 (2021).
Yuan, R. R. et al. Facile treatment of municipal solid waste incineration fly ash by one-step microwave hydrothermal method: Hazards detoxification and tobermorite synthesis. J. Environ. Chem. Eng. 11, 109768 (2023).
Hartmann, A., Khakhutov, M. & Buhl, J. C. Hydrothermal synthesis of CSH-phases (tobermorite) under influence of Ca-formate. Mater. Res. Bull. 51, 389–396 (2014).
Liu, S., Han, C. & Liu, J. Study of K-Feldspar and lime hydrothermal reaction: Phase and mechanism with reaction temperature and increasing Ca/Si ratio. Minerals 9, 46 (2019).
Galvánková, L., Másilko, J., Solný, T. & Štěpánková, E. Tobermorite Synthesis Under Hydrothermal Conditions. Proc. Eng. 151, 100–107 (2016).
Zou, J., Guo, C., Jiang, Y., Wei, C. & Li, F. Structure, morphology and mechanism research on synthesizing xonotlite fiber from acid-extracting residues of coal fly ash and carbide slag. Mater. Chem. Phys. 172, 121–128 (2016).
Fang, Y. et al. The state of Fe3+ in the C-F-A-S-H system with varying Fe/Si and Ca/Si ratios. J. Mater. Chem. A. 11, 26193–26211 (2023).
Zhu, W. H. et al. Hydrothermal synthesis of a novel ecological revetment material by sediment mixed with biochar. J. Clean. Prod. 326, 129380 (2021).
Oh, D., Noguchi, T., Kitagaki, R. & Choi, H. Proposal of demolished concrete recycling system based on performance evaluation of inorganic building materials manufactured from waste concrete powder. Renew. Sust. Energ. Rev. 135, 110147 (2021).
Rungchet, A., Chindaprasirt, P., Wansom, S. & Pimraksa, K. Hydrothermal synthesis of calcium sulfoaluminate-belite cement from industrial waste materials. J. Clean. Prod. 115, 273–283 (2016).
Yang, W. et al. Coupled microwave hydrothermal dechlorination and geopolymer preparation for the solidification/ stabilization of heavy metals and chlorine in municipal solid waste incineration fly ash. Sci. Total Environ. 853, 158563 (2022).
Liu, J. K., Li, Y. X. & Wang, Z. S. The potential for carbon reduction in construction waste sorting: A dynamic simulation. Energy 275, 127477 (2023).
Zhang, Z. G., Gao, Y. F., Qin, F. J., Sun, F. & Huang, Y. B. Mechanical properties of sustainable high strength ECC with substitution of cement by limestone powder. Case. Stud. Constr. Mat. 19, e02434 (2023).
Miao, J. J., Jing, Z. Z., Pu, L. & Zhang, Y. Synthesis of a novel humidity self-regulating material from riverbed sediment for simulating cave dwellings performance. J. Build. Eng. 20, 15–20 (2018).
Meller, N., Hall, C. & Phipps, J. S. A new phase diagram for the CaO-Al2O3-SiO2-H2O hydroceramic system at 200 °C. Mater. Res. Bull. 40, 715–723 (2005).
Chen, G., Lin, M. G., Chen, Y. H., Kong, G. Q. & Geng, Z. Z. Alkali-reinforced hydrothermal solidification of waste soil. Mater. Chem. Phys. 289, 126505 (2022).
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. GB/T 4472–2011, Detemination of Density and Relative Density for Chemical Products (Standards Press of China, 2011).
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. GB/T 2542–2012, Test Methods for Wall Bricks (Standards Press of China, 2012).
ASTM International. ASTM C20, Standard Test Methods for Apparent Porosity, Water Absorption, Apparent Specific Gravity, and Bulk Density of Burned Refractory Brick and Shapes by Boiling Water (ASTM International, 2000).
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. GB 5101-2003, Fired Common Bricks (Standards Press of China, 2003).
Adazabra, A. N., Viruthagiri, G., Sulemana, S. A. & Yirijor, J. Valorising cassava pomace biosolid in fired clay bricks production: Physical, mechanical and thermal evaluation. Mater. Chem. Phys. 309, 128402 (2023).
Arslan, C., Gencel, O., Borazan, I., Sutcu, M. & Erdogmus, E. Effect of waste-based micro cellulose fiber as pore maker on characteristics of fired clay bricks. Constr. Build. Mater. 300, 124298 (2021).
Atan, E., Sutcu, M. & Cam, A. S. Combined effects of bayer process bauxite waste (red mud) and agricultural waste on technological properties of fired clay bricks. J. Build. Eng. 43, 103194 (2021).
Benahsina, A., Haloui, Y. E., Taha, T., Elomari, M. & Bennouna, M. A. Substitution of natural clay by Moroccan solid mining wastes to manufacture fired bricks. Mater. Today Proc. 58, 1324–1330 (2022).
Erdogmus, E., Harja, M., Gencel, O., Sutcu, M. & Yaras, A. New construction materials synthesized from water treatment sludge and fired clay brick wastes. J. Build. Eng. 42, 102471 (2021).
Gencel, O., Erdugmus, E., Sutcu, M. & Oren, O. H. Effects of concrete waste on characteristics of structural fired clay bricks. Constr. Build. Mater. 255, 119362 (2020).
Munoz, P., Letelier, V., Bustamante, M. A., Marcos-Ortega, J. & Sepúlveda, J. G. Assessment of mechanical, thermal, mineral and physical properties of fired clay brick made by mixing kaolinitic red clay and paper pulp residues. Appl. Clay. Sci. 198, 105847 (2020).
Biagioni, C., Bonaccorsi, E., Lezzerini, M. & Merlino, S. Thermal behaviour of Al-rich tobermorite. Eur. J. Mineral. 28, 23–32 (2016).
Morandeau, A., Thiéry, M. & Dangla, P. Investigation of the carbonation mechanism of CH and C-S-H in terms of kinetics, microstructure changes and moisture properties. Cem. Concr. Res. 56, 153–170 (2014).
Ma, W. P. et al. Carbon emission free preparation of calcium hydroxide with calcium carbide slag (CCS) through micro-bubble impurities removal. J. Clean. Prod. 423, 138669 (2023).
Ministry of Housing and Urban Rural Development of the People’s Republic of China. GB/T 51366-2019, Standard for Building Carbon Emission Calculation (Standards Press of China, 2019).
Mutisya, S. M. & Miranda, C. R. The surface stability and morphology of tobermorite 11Å from first principles. Appl. Surf. Sci. 444, 287–292 (2018).
Liu, J. K., Chen, Y. X. & Wang, X. T. Factors driving waste sorting in construction projects in China. J. Clean. Prod. 336, 130397 (2022).
Liu, J. K. & Li, J. Y. Economic benefit analysis of the carbon potential of construction waste resource management based on a simulation of carbon trading policy. Environ. Sci. Pollut. Res. 30, 85986–86009 (2023).
Zeng, Q., Wang, X. H., Yang, P. C., Wang, J. Y. & Zhou, C. S. Tracing mercury entrapment in porous cement paste after mercury intrusion test by X-ray computed tomography and implications for pore structure characterization. Mater. Charact. 151, 203–215 (2019).
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. GB/T 32150-2015, General Guideline of the Greenhouse Gas Emissions Accounting and Reporting for Industrial Enterprises (Standards Press of China, 2015).
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. GB/T 32151.8-2015, Requirements of the Greenhouse Gas Emission Accounting and Reporting-Part 8: Cement enterprise (Standards Press of China, 2015).
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. GB/T 21144-2007, Solid Concrete Brick (Standards Press of China, 2007).
Ministry of Industry and Information Technology of the People’s Republic of China. JC/T 239-2014, Autoclaved Fly Ash Brick (Ministry of Industry and Information Technology of the People’s Republic of China, 2014).
General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. GB/T 13545-2014, Fired Hollow Bricks and Blocks (Standards Press of China, 2014).
Acknowledgements
The authors greatly acknowledge the Civil Engineering Experiment Center of Zhejiang University for the microstructure testing supports and Dr. Al-Mansour Ahmed Abdulkareem Ali for language proofreading.
Author information
Authors and Affiliations
Contributions
Y.D. and C.L. performed the research and wrote the initial draft of this paper; Q.Z., H.L. and Q.Q. conceptualized the project; Q.Q., H.Z., B.L. and H.L. provided the data of the plant; H.Z., X.C. and B.L. participated in sampling design and engineering data collection of the SR-RA blocks; Y.D. carried out the microstructure tests and analyzed the data; Y.D., C.L. X.C. and Q.Q. analyzed the cost and CO2 emissions of the SR-RA blocks; Y.D. and Q.Z. made the figures; Q.Z. edited the manuscript which was reviewed and approved by all authors.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Du, Y., Liu, C., Qiu, Q. et al. A megaton-scale industrial demonstration study on hydrothermal mineralization enabled silty waste upcycling. npj Mater. Sustain. 2, 22 (2024). https://doi.org/10.1038/s44296-024-00026-8
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44296-024-00026-8
This article is cited by
-
Municipal solid waste incineration bottom ash in concrete : A systematic review and meta-analysis
Scientific Reports (2025)
