
Abstract
Multi-Material Laser Powder Bed Fusion (MM-LPBF) offers a novel approach for fabricating high-resolution components with both spatially tailored material properties and design by leveraging selective powder deposition (SPD) in conventional LPBF processing. This study analyzes the effect of build orientation as a contributing factor to material compatibility, process-induced defects, and interfacial formation mechanisms to elucidate the process-structure-property framework for MM-LPBF. New MM-LPBF capabilities are demonstrated through a complex gyroid structure (904L stainless steel and bronze) for unique MM-LPBF signatures (e.g., melt pool characteristics, grain morphology, defects, and mechanical properties). Fracture mechanisms in MM-LPBF are investigated through multi-scale domain techniques, including flexural testing supported by digital image correlation (DIC), finite element analysis (FEA), and intermittent micro-CT. Findings from this study demonstrate the current technological opportunities and challenges in the adoption of MM-LPBF for a wide range of applications such as thermo-fluidic surfaces, solid-state energy storage, and biodegradable implants.
Similar content being viewed by others
Introduction
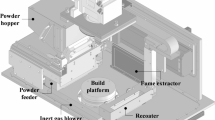
Multi-material laser powder bed fusion (MM-LPBF) is an evolving advanced manufacturing capability for spatially graded architectures, enabling the variation of mechanical, thermal, and other properties based on regional functional requirements1. As shown in Fig. 1, selective powder deposition (SPD) recoating provides reliable means of depositing multiple materials based on 3D computer-aided design model within controlled regional portions of the build plate2. Each material region is selectively fused with laser processing conditions that are tailored to each material on a layer-by-layer basis. Recent advancements in multi-material additive manufacturing techniques have significantly addressed the previous monolithic design challenge in laser powder bed fusion (LPBF) by enabling spatially tailored parts for functional requirements3. Although such approaches have gained significant attention in manufacturing research, they have been largely hindered by the ability to truly achieve concurrent design and manufacturing of multi-material additive manufacturing as shown in Fig. 1. Both the engineering and scientific community has always been intrigued by the self-evident observations in various biological systems and manufacturing-dependent industries, ranging from nanometer-scale applications like solar energy cell sheet layering4 to MM metal-composite aviation engine blades5. For instance, multiple natural occurrences leverage a difference in stiffness between materials to provide a structural core or protective shell, paired with a flexible, non-load-bearing material for secondary supporting function6,7.

A Cross-section of a single drum which has recoating mesh on the circumference of the drum. B Slicing information for a representative layer and material assignment in Drums 1, 2 and 3 (C) Three drums for three hoppers for three individual feedstock powders.
The ability to concurrently design and manufacture highly complex multi-material structures is of high interest for a wide range of applications such as: high-temperature surface fluidic structures8, solid-state energy devices9,10, biomedical AM implants with functional surfaces11, and corrosion-resistant graded components12. In order to demonstrate the unique capability to simultaneously design and manufacture highly complex structures in multi-material within a single 3D geometry, this study leverages triply periodic minimal surfaces (TPMS), which are characterized by a smooth continuous surface, interconnected porosity, and zero mean curvature13. TPMS structures offer similar mechanical properties to solid traditionally manufactured parts with reduced weight and material consumption14. Among various TPMS topological classes, the sheet-based gyroid structure has shown promise for biomedical applications due to its high surface area-to-volume ratio and tortuosity, which enhances bone-to-implant contact area and bone ingrowth and limit stress-shearing that arises due to the large stiffness difference between traditional implants and human bone15. TPMS structures have also found applications in tissue engineering16,17,18,19, construction20,21, electrical22, acoustic23, transportation24, chemical25, optical26, and energy27,28 industries. The unique design features of TPMS, including pore size control29,30, functional grading capability31,32, high surface area-to-volume ratio33, high strength combined with low stiffness34, and favorable fluid dynamic characteristics35, have attracted significant interest in recent years.
Advancements in MM-LPBF enable the multi-material fabrication of these complex structures, combining the advantages of regional material assignment with high geometric complexity. McDonnell et al. (2024) focused on bi-metallic lattice structures of 316L stainless steel and 17-4PH steel under compressive loading. They observed sequential failure modes driven by differences in ductility and strength, with the softer 316L stainless steel failing first leading to a sudden failure in the stronger17-4PH steel36. They found that the finite element analysis (FEA) over-predicts the strength of the lattice, from the experimental response of the printed multi-material lattice when compared to FEA simulation. Similarly, Zhang et al. found compressive failure of multi-material lattices, loaded with material in parallel saw an initial collapse of the weaker materials, follows by a second collapse of the stronger material, then a final densification of all struts37. Earlier work by Chen et al.38 identified critical challenges in MM-LPBF interfaces, such as dendritic cracking and differential thermal expansion. Researchers found that these interfacial cracks reduced mechanical performance. Schroeder et al. investigated functionally graded materials composed of CW196C copper alloy and 1.2709 tool steel, changing laser scanning strategies like graded parameter variations, spatial laser modulation (laser wobbling), and a stepped interface to improve interface bonding and mitigate thermal mismatch challenges39. Similarly, Walker et al. explored a multi-material gradient ranging from titanium to tantalum, IN718, and copper-alloy GRCop-42 to demonstrate a semi-continuous compositional gradient for graded mechanical performance40. Zhang et al. demonstrated that incorporating interlayers to gradually grade TiB content in Ti64 alloys improves regional hardness and mitigates intermetallic formation through precipitation hardening and grain refinement41. These findings highlight that while MM-LPBF offers substantial promise for creating gradient structures with complex geometries; material compatibility, thermal management, and interface design remain as critical areas of research to improve our ability to consistently manufacture defect-free interfacial regions for load-bearing applications.
The copper- and steel-alloying pair is one of the most highly studied in the literature related to multi-material additive design. The combination of stainless steel and bronze in an alloy structure has been of significant interest for its combination of structural mechanical properties of stainless steel, and the high electrical and thermal conductivity of copper. The incorporation of both materials without single-component design produces design advantages for both assembly part consolidation and material weight reduction. Liu et al. manufactured SS 316L/C18400 bimetallic structure and observed sporadic cracks on the SS side of the interface42. These cracks were attributed to the thermal mismatch between SS/Cu. The optical microscopy images of the SS and Cu parent regions presented defect-free. An SS 316L/C25400 interface from Bai et al.43 exhibited similar characteristics, with cracking observed at the transition regions and extended into the steel. Further analysis showed cracking formed in the SS parent region showed the presence of Cu. Significant research has been conducted on the stainless steel and copper-based alloy interface, and how shown both good, and poor bonding in literature38,42,43,44,45,46,47,48. Cracking observed to form at the transition regions and extend towards the SS parent region have been attributed to high residual stress within the steel region, owing to its low coefficient of thermal expansion42,43. The cause of crack formation at the interface could be attributed to liquid metal embrittlement due to the Kirkendall effect43, as the motion of the interface between the two metals may occur to the difference in diffusion rates between the metal atoms.
Several publications examining the steel-to-copper interface via MM-LPBF report good metallurgical bonding38,42,44,45,47, while others have shown severe cracking or porosity at the interface, and bleeding into the steel regions48. In these cases, the material orientation along the build direction was arbitrarily selected for each investigation. While the motivation for multi-material AM processing is well documented8,49,50, there is a lack of understanding into the effects of build orientation on resulting material characteristics (e.g., melt pool morphology, microstructure morphology, and AM-process induced defects), and the resulting mechanical response (e.g., strength and fracture mechanisms). To the best of the author’s knowledge, this is the first comprehensive study focused on understanding the contribution of LPBF build orientation on interfacial metallurgical bonding, and its effect on mechanical performance of multi-material complex structures. The origin and propagation of failure of a sheet-based gyroid specimen under three-point flexural testing is examined through intermittent microcomputed tomography (micro-CT) and digital image correlation (DIC) coupled with FEA. The metallurgical bonding at the bi-metallic interface is examined using optical imaging, electron dispersive spectroscopy (EDS), and electron backscatter dispersion spectroscopy (EBSD), and a relationship between as-build interfacial defects and build orientation is established.
Results
Microstructural characterization
Microscopy coupons of four material orientations were fabricated through MM-LPBF to elucidate the influence of material compatibility and interfacial plane orientation on interfacial metallurgical bonding. As shown in Fig. 2 and Fig. 3, AM process-induced cracks that were parallel to the interfacial plane were evident in all the orientations except the case of bronze over stainless steel, (SS, Br)z. Regardless of fusion plane orientation and defect severity, all cracking defects occurred strictly within the steel region adjacent to the interface. The primary crack (micron-scale) extends parallel to the interfacial plane and sees secondary dendritic cracking branching perpendicularly to the interface. This pattern of cracking was observed in material orientations (Br, SS)y, (SS, Br)z, and (SS, Br)x. EBSD of all four orientations shows grain refinement at the interfacial zone as a defining feature of the interface which reflects the higher cooling rates of LPBF. Microscopy cubes (Br, SS)y and (SS, Br)x print steel and copper adjacent, with an interfacial plane intersecting the build plate (Fig. 3). The interfacial plane of (Br, SS)y is positioned normal to the recoating direction, while the plane of (SS, Br)x is rotated by 90° about the vertical z-axis (Fig. 2). From EDS and optical imaging, these two cubes present similar process-induced defects at the interfacial plane were observed. This indicates that the direction of the recoating blade in selective powder deposition does not impact the resultant microstructure and defect formation at the multi-material interface.

(Br, SS)z denotes bronze then steel being deposited in the Z-direction, and (SS, Br)z denotes steel then bronze being deposited in the Z-direction. Red Box in (Br, SS)z denotes the EDS spectrum region containing 14.15% copper by mass. Red box in (SS, Br)z denotes the melt pool region presented in Fig. 7.

(Br, SS)y denotes bronze then steel being deposited in the Y-direction (recoat direction), and (SS, Br)x denotes steel then bronze being deposited in the X-direction.
It should be observed that lack of AM process-induced cracks with good metallurgical bonding at the interface were observed for one orientation (SS, Br)z (Fig. 2). Nondestructive evaluation and thermomechanical simulation of these specimens has demonstrated a preferential material orientation along the build direction (SS, Br)z when compared to (Br, SS)z with respect to thermo-mechanically induced residual stresses at the interface. The effects of material solidification behavior, as it relates to preferential cracking and interfacial bonding, will be discussed in the subsequent discussion section (see Fig. 4).

(Top) LaPlace's law effects on steel grains during solidification. (Bottom) Solidification strain in steel regions.
Mechanical testing
The presented preliminary FEA simulations enabled the comparison of experimental and simulated strain values and introduced a method to determine the stress distribution across a multi-material complex scaffold. Figure 5B–E presents a comparative analysis of the FEA and DIC results at the final displacement of 3 mm, which was determined to be the experimental yielding point.

A Model rendering of flexural testing conditions used in both experimental and finite element simulation. B Digital image correlation strain at yield with C Finite element simulation. D Intermittent micro-CT. The left half of the specimens were scanned to maintain finer (25 \(\mu m\)) voxel resolution. Black circles show the contact points of the loading cylinders. E) Experimental mechanical loading curves.
The simulated load, at the experimental yielding displacement, is within 12% of the measured experimental load. FEA simulation allows the determination of the stress across the specimen, which is otherwise unachievable using experimental or analytical methods. These simulated stress values provide additional context for understanding the material response under load, particularly with respect to the onset of yielding. The FEA indicates that the experimental beams consistently fail at a lower load than what is computationally expected.
Intermittent micro-CT involved the repeated plastic deformation of the specimens, followed by successive micro-CT scans to capture the deformation of the gyroid’s internal structure as failure progressed, as shown in Fig. 5D. This iterative approach was performed three times to document the stages leading to failure. While the resolution of micro-CT is not sufficient to observe the nano- and micron-scale cracking shown in EBSD and EDS, the intermittent micro-CT revealed that the location of failure initiation was consistent with the location of these cracks. The ultimate mode of failure was characterized by the delamination of two material sections. Figure 6 shows that cracks which lead to failure propagate from the steel region adjacent to the interface region and extend parallel to the interfacial zone. This indicates that, in combination with the intermittent micro-CT results, the as-built nano- and micron-scale cracking observed near the interface is a prominent cause of premature failure.

Vertical red dotted lines follow the interfaces of the labeled materials. Blue and orange boxes show progressive interfaces which result in failure by mode of interfacial delamination.
Discussion
Microstructural characterization of the bi-material interface was conducted to elucidate the process-structure-property relationship for AM processing orientation of MM-LPBF. Several process-driven factors influence the interfacial distribution of elements, and the melt pool formation mechanisms in parts manufactured using MM-LPBF. Contributing factors are critical to identify and understand to limit, or predict defect formation, and interfacial morphology.
LPBF, especially compared to traditional welding processes, boasts significantly higher cooling rates (up to \({{10}^{7}}\frac{{\circ\atop}{C}}{s},\) compared to \({10}^{3}\frac{{\circ\atop}{C}}{s}-{10}^{4}\frac{{\circ\atop}{C}}{s}\)). Rapid cooling is exacerbated in steel regions adjacent to the interface due to the high thermal conductivity of copper alloys. Higher cooling rates in the LPBF processing of metals are known to result in microstructural grain refinement51,52,53. The EBSD shows that the interfacial grain refinement is present in the (Br, SS)z direction (Fig. 2). This is consistent with grain refinement observed during the rapid cooling of steels, especially when deposited over more thermally diffusive copper alloys43.
The “dilution effect” (Fig. 7) analogous to that observed in cladding operations54,55,56, is clearly observed both in the EDS of Fe-Cu distribution across the interface, and in the optical image (Fig. 2). This analogy is only relevant for the two microscopy coupons ((SS, Br)z, and Br, SS)z) in which the interfacial plane is parallel to the build plate. As multiple layers of a secondary material are deposited over a substrate of primary material, the utmost layer of the primary material remelts into the newest layer as the secondary material is deposited and melted on top. This region forms the visual ‘interface,’ which is characterized by a higher chemical composition of elements from both alloys, and a clear region of grain refinement. With subsequent layers, the distribution of the primary material becomes negligible.

Mechanisms of melt pool formation. Right image shows optical microscopy of solidified (SS, Br)z interfacial zone taken from the red-boxed region in Fig. 2.
Marangoni convection in the melt pool is the main active force describing the melting of powder and the mass and heat transfer throughout the melt pool57. Marangoni convection causes the circular swirling of both molten metals within the melt pool. This is visually evident post-solidification in Fig. 7, as well as Fig. 2 and Fig. 3, where regions of Fe-rich and Cu-rich regions are present for all four material orientations. The influence of gravitational forces acting on materials of varied density also contributes to heterogeneous material distribution across the interface. This distribution is largely determined by the build orientation at the time of printing, where heavier elements will tend to sink toward the bottom of the melt pool. This is relevant for the material orientations shown in Fig. 2, and most evident in the case of (SS, Br)z. Here, bronze which has higher density, is observed to be the bottom of the mixed melt pool, leaving a distinctive dark bronze color outlining the shape of the melt tracks.
As-built cracking near the interface was observed to be dependent on material orientation. Identified contributing factors are three-fold: (1) The physical mismatch in thermal material properties between materials leads to inconsistent thermal expansion and contraction under the same thermal loads. (2) While printing steel over bronze, the expected energy absorption from the bronze substrate is much higher than what is expected for fusing steel over a steel substrate due to the high thermal conductivity of copper alloys. This condition is akin to processing steel at a lower energy density than is recommended by most manufactures. Defects associated with the low energy density processing of steel include delamination-type cracking58,59,60 (3) The regional vulnerability of solidification crack initiating sites forming as a function of relative volume mixing of steel and bronze. Regions which do not promote high steel-bronze mixing are shown to experience grain boundary solute segregation, leading to solidification crack initiating sites which exacerbate interfacial cracking.
The coexistence of a partially solidified steel matrix and liquid bronze phase creates conditions conductive to hot cracking. Most hot cracking criterion primarily considers the solidification fraction curve of alloys and attribute the likelihood of hot tearing to larger solidification temperature ranges61. Clyne and Davies62, as well as the Kou criterion63 for solidification cracking propose more refined models to predict the time interval spent within the mushy zone of solidification. High time intervals are associated with a vulnerable region (solid volume fractions in the range of \(0.9-0.99\)), and correspond to the development of a thin continuous film of intergranular liquid, and thus also to low permeability. The solidification fraction curve of 904L SS and CuSn10 shows a vastly wide range in solidification temperatures. For a melt pool with a partial mix of these two parent materials, steel solidification will commence near \(T=1320^{\circ} C-1380^{\circ} C\)64, while bronze solidification will not begin until much later in the cooling process (\(T=970^{\circ} C-930^{\circ} C\)65). When cyclic thermal strains associated with LPBF are induced in these regions, the intergranular liquid is not able to support the stresses, and a crack initiation site will open if additional liquid is not available to backfill these regions. Elemental diffusion across the interface provides two primary mechanisms of solidification which occur, as a function of relative steel and bronze content (Fig. 4).
In the case of moderate to high contents of bronze, steel nuclei will form and grow outward much earlier in the solidification process than the surrounding bronze matrix. As these steel regions continue to cool into the mushy solidification zone within the liquid bronze, LaPlace’s law acts on these steel clusters of grains to force them into rounded, or ellipsoidal shapes. After these steel regions have completely solidified, cooling continues to allow the bronze surrounding regions to cool around the steel-rich grains. As solidification shrinkage and thermal strain is induced, the moderate to high bronze volume is sufficient to backfill crack-initiating sites to prevent intragranular cracking. This mode of solidification is most similar to observations in the interfacial region, where relative mixing is very high, and the susceptibly for crack initiation site propagation is low. As a result, none of the four material orientations show cracking within regions of high mixing.
In the second case, where the relative content of bronze is much lower than that of steel (%vol Bronze ≪ %vol Steel), the solidification mode is similar to hot tearing seen in large freezing-range alloys61. In this instance, a material with a high-melting point (904L stainless steel) is contaminated with a secondary material of a much lower melting point (CuSn10). As steel nucleates, lesser amounts of liquid bronze are pushed outwards, towards the edges of the steel grain boundaries causing grain boundary solute segregation66. As the steel cools past the mushy zone, solidification strain is induced at the grain boundaries, leading to crack-initiating sites between the steel grains. Thermomechanical loads act on the crack initiation sites, leading to crack propagation within the steel regions adjacent to the interface2. This mode of solidification is clearly seen in three of the four microscopy cubes ((Br, SS)z, (Br, SS)y, and (SS, Br)x), since these are the only three orientations induce regions of steel contamination with minor amounts of bronze. The EDS spectrum region in Fig. 2 shows a region with severe cracking to contain 14.15% copper by weight. Compared to the expected copper content of 1.20–2.00 wt% in 904 L stainless steel, this shows significant diffusion of copper into steel along the build direction as a contributing factor to cracking adjacent to the interface. The severe cracking seen in the (Br, SS)z orientation is exacerbated by being under the most unfavorable thermomechanical loading condition, with respect to material orientation2.
Subsequently, interfacial element and melt pool analysis, mechanical characterization and intermittent micro-CT were conducted to understand the failure mechanisms and material behavior of multi-material TPMS components. This method provides insights into the origin and progression of failure. Figure 6 shows that cracks which lead to failure originate from the regions which contain nano- and micron-scale cracking (Fig. 2 and Fig. 3). Visual inspection of the fractured regions showed steel on both opened sides of the cracks, substantiating the fact that failure occurred solely within the steel portion because of as-built defects and cracking. Provided mechanical failure has been shown to have occurred prematurely according to FEA simulation, it is theorized that these sub-scale cracks were the cause for failure. As apparent in optical images at the interfacial zone (Figs. 2 and 3) and as indicated by the premature failure in mechanical testing (Fig. 6), as-built defects seen at the interfacial plane are severe and detrimental to mechanical strength. These findings emphasize the importance of minimizing process-induced defects during MM-LPBF processes, as these defects can serve as critical stress concentration points leading to premature structural failure.
In summary, the advent of multi-material metal fabrication through LPBF has opened a new advanced manufacturing with concurrent design freedom of structural design, and local material assignment which could allow engineers and designers to push boundaries on modern manufacturing. This study has demonstrated that while MM-LPBF enables the creation of complex, multifunctional components the state-of-art knowledge in single material LPBF needs to be reimagined to account for interaction across multiple length scales.
-
1.
Defects and melt-pool morphology observed at the interface of parts fabricated through MM-LPBF are shown to be highly dependent on material orientation with respect to the build direction.
-
2.
Part orientation, with respect to the recoating direction, does not have a significant impact on interfacial defects, especially when compared to the build direction.
-
3.
Rapid solidification, Marangoni convection and the “dilution” effect are the main mechanisms behind elemental diffusion within the interface.
-
4.
Multi-scale cracking, which occur solely within the 904 L SS region adjacent to the interfacial plane are attributed to a mismatch in thermophysical properties, and grain boundary solute segregation.
-
5.
Grain boundary solute segregation in regions containing high ratios of steel to bronze will promote crack-initiating sites to form under solidification and thermal strain loading, leading to regional solidification cracking. Good metallurgical bonding is more likely to occur in regions with balanced mixing of steel and bronze, where the volume fraction of bronze is sufficient to backfill these initiating sites.
-
6.
The mechanical testing of complex TPMS structures reveals premature failure which originates from nano- and micron-scale cracking near the interface, when compared to FEA simulation.
This study has determined the impact of build orientation on interfacial quality for parts manufactured via MM-LPBF. Future research efforts will expand this study to include thermomechanical simulation, coupled with in-situ process monitoring as essential Integrated Computational Materials Engineering (ICME) tools, promising predictive insights into thermal build-up that could enhance parameter optimization. Continued development of MM-LPBF design methods, advanced build preparation strategies (e.g., multi-material supports for dissolvable structures or directional heat transfer), and the use of in-situ monitoring will further develop understanding of multi-material melt pool dynamics (Table 1).
Materials and methods
Multi-material laser powder bed fusion with selective powder deposition
The generative design software nTopology (nTopology, version 3.33.2, US) was used to model multi-material specimens. Flexural test coupons with end plates (thickness of three times the TPMS wall thickness of the strongest material were included for mechanical testing (Fig. 5). Witness coupons (10 × 10 × 10 mm) were printed in four unique build orientations (Fig. 8) along with the flexural testing specimens for microstructural, crystallographic, and chemical composition analysis using optical microscopy, EBSD, and EDS. These four material orientations will be used to study micro defects in material fusion as shown in Fig. 2 and Fig. 3.

A Build plate and specimen orientation (\(1{c}{m}^{3})\). Name nomenclature denotes material placement along Cartesian coordinates. Boxed red regions denote imaging areas. B Sample study build volume. C Gyroid unit cell and governing surface equation. D Build-chamber image of material-wise laser scanning.
Specimens were manufactured on an Aconity MIDI+ (Aconity3D GmbH, Germany) equipped with an Aerosint SPD v1 (Aerosint SA, Belgium), with a single mode fiber laser at a continuous wavelength of 1070 nm and effective spot size of 80 µm. Since bronze and 904L SS are dissimilar materials in terms of thermal conductivity and optical absorption of infrared light, different process parameters (See Table S-I in Supplementary Section 1.1) were utilized for corresponding specimens. A sequential scanning strategy was selected for each material subsection (904L SS followed by bronze). The interlayer rotation is 67° for the three-point flexural specimens, and 90° for the witness coupons. The chamber was flushed with argon gas, and O2 concentrations were kept below 500 ppm throughout the entire process. Additional information on materials and manufacturing methods are provided in Supplementary Section 1.1.
Microscopy coupon imaging
The nomenclature of the microscopy coupon name indicates the sequential material placement (Br for bronze, SS for stainless steel) along the Cartesian direction normal to the interfacial plane (Fig. 8A). So, coupon (Br, SS)z would deposit bronze, followed by steel along the build direction. The coupons were mounted in resin and polished for optical imaging, EDS, and EBSD analysis (see Supplementary section S1.2).
Mechanical testing and simulation
Three sheet-based gyroid sandwich beams were manufactured with their interfacial plane perpendicular to the build plate (Fig. 8B), since the top and bottom plates would not be self-supporting in any other orientation. Two beams were tested under three-point flexural loading with DIC (Fig. 5B), and the last beam was intermittently plastically deformed, and scanned using micro-CT for progressive failure analysis (Fig. 5D, E). The flexural test was then modeled using Abaqus FEA to provide a computational point of comparison of the DIC strain (Fig. 5C) (see Supplementary section S1.3).
Data availability
Data sets generated during the current study are available from the corresponding author upon reasonable request.
Code availability
The code supporting this study’s findings is available from the corresponding author upon reasonable request.
References
Zheng, Y., Zhang, W., Baca Lopez, D.M. & Ahmad, R. Scientometric analysis and systematic review of multi-material additive manufacturing of polymers. Polymers 13, https://doi.org/10.3390/polym13121957 (2021)
Griffis, J. C., Shahed, K. S., Okwudire, C. E. & Manogharan, G. P. Process modeling of multi-material laser powder bed fusion. In Solid Freeform Fabrication 2023. https://doi.org/10.26153/tsw/50998 (2023).
Bandyopadhyay, A. & Heer, B. Additive manufacturing of multi-material structures. Mater. Sci. Eng. R. Rep. 129, 1–16, https://doi.org/10.1016/j.mser.2018.04.001 (2018).
Das, S. Using nanotechnology to make solar cells cheaper and more efficient. AZO Cleantech (2019).
Signorelli, R. A. Metal matrix composites for aircraft propulsion systems. Int. Conf. Compos. Mater. (1975).
Białkowski, J. et al. Evolution, types, and distribution of flight control devices on wings and elytra in bark beetles. Sci. Rep. 14, 6999, https://doi.org/10.1038/s41598-024-57658-y (2024).
Stelzner, J., Million, S., Stelzner, I., Nelle, O. & Banck-Burgess, J. Micro-computed tomography for the identification and characterization of archaeological lime bark. Sci. Rep. 13, 6458, https://doi.org/10.1038/s41598-023-33633-x (2023).
Binder, M. et al. Potentials and challenges of multi-material processing by laser-based powder bed fusion. Solid Free. Fabr. https://doi.org/10.26153/TSW/17025 (2018).
Tian, X. & Zhou, K. Additive manufacturing of energy storage devices. in Additive Manufacturing: Materials, Functionalities and Applications (ed. Zhou, K.) 51–83 (Springer International Publishing, 2023). https://doi.org/10.1007/978-3-031-04721-3_2.
Cheng, M. & Jiang, Y. 3D-printed solid-state electrolytes for electrochemical energy storage devices. J. Mater. Res. 36, 4547–4564, https://doi.org/10.1557/s43578-021-00355-7 (2021).
Bartolomeu, F., Costa, M. M., Alves, N., Miranda, G. & Silva, F. S. Additive manufacturing of NiTi-Ti6Al4V multi-material cellular structures targeting orthopedic implants. Opt. Lasers Eng. 134, 106208 (2020).
Pütz, R. D.et al. Microstructure and corrosion behavior of functionally graded wire arc additive manufactured steel combinations. Steel Res. Int. 92 https://doi.org/10.1002/srin.202100387 (2021).
Feng, J., Fu, J., Yao, X. & He, Y. Triply periodic minimal surface (TPMS) porous structures: from multi-scale design, precise additive manufacturing to multidisciplinary applications. Int. J. Extreme Manuf. https://doi.org/10.1088/2631-7990/AC5BE6 (2022).
Qu, S. et al. High-precision laser powder bed fusion processing of pure copper. Addit. Manuf. https://doi.org/10.1016/j.addma.2021.102417 (2021).
Tilton, M., Borjali, A., Isaacson, A., Varadarajan, K. M. & Manogharan, G. P. On structure and mechanics of biomimetic meta-biomaterials fabricated via metal additive manufacturing. Mater. Des. 201, 109498, https://doi.org/10.1016/J.MATDES.2021.109498 (2021).
Yoo, D. J. Computer-aided porous scaffold design for tissue engineering using triply periodic minimal surfaces. Int. J. Precis. Eng. Manuf. 12, 61–71, https://doi.org/10.1007/s12541-011-0008-9 (2011).
Zhang, X. Y., Fang, G., Xing, L. L., Liu, W. & Zhou, J. Effect of porosity variation strategy on the performance of functionally graded Ti-6Al-4V scaffolds for bone tissue engineering. Mater. Des. https://doi.org/10.1016/j.matdes.2018.07.064 (2018).
Zhianmanesh, M., Varmazyar, M. & Montazerian, H. Fluid permeability of graded porosity scaffolds architectured with minimal surfaces. ACS Biomater. Sci. Eng. 5, 1228–1237, https://doi.org/10.1021/acsbiomaterials.8b01400 (2019).
Li, L. et al. Early osteointegration evaluation of porous Ti6Al4V scaffolds designed based on triply periodic minimal surface models. J. Orthop. Transl. 19, 94–105, https://doi.org/10.1016/j.jot.2019.03.003 (2019).
Al-Ketan, O., Rowshan, R. & Abu Al-Rub, R. K. Topology-mechanical property relationship of 3D printed strut, skeletal, and sheet based periodic metallic cellular materials. Addit. Manuf. https://doi.org/10.1016/j.addma.2017.12.006 (2018).
Yan, C. et al. Evaluation of light-weight AlSi10Mg periodic cellular lattice structures fabricated via direct metal laser sintering. J. Mater. Process. Technol. 214, 856–864, https://doi.org/10.1016/j.jmatprotec.2013.12.004 (2014).
Torquato, S. & Donev, A. Minimal surfaces and multifunctionality. Proc. R. Soc. Math. Phys. Eng. Sci. 460, 1849–1856, https://doi.org/10.1098/rspa.2003.1269 (2004).
Abueidda, D. W., Jasiuk, I. & Sobh, N. A. Acoustic band gaps and elastic stiffness of PMMA cellular solids based on triply periodic minimal surfaces. Mater. Des. 145, 20–27, https://doi.org/10.1016/j.matdes.2018.02.032 (2018).
Liverani, E., Lutey, A. H. A., Fortunato, A. & Ascari, A. Characterization of lattice structures for additive manufacturing of lightweight mechanical components. In: Proc. 12th International Manufacturing Science and Engineering Conference (MSEC 2017) Collocated JSME/ASME 2017 6th International Conference Materials and Processing. 1–8 https://doi.org/10.1115/MSEC2017-2835 (ASME, 2017).
Thomas, N. et al. 3D printed spacers based on TPMS architectures for scaling control in membrane distillation. J. Membr. Sci. 581, 38–49, https://doi.org/10.1016/j.memsci.2019.03.039 (2019).
Turner, M. D. et al. Miniature chiral beamsplitter based on gyroid photonic crystals. Nat. Photonics 7, 801–805, https://doi.org/10.1038/nphoton.2013.233 (2013).
Peng, H., Gao, F. & Hu, W. Design, modeling and characterization of triply periodic minimal surface heat exchangers with additive manufacturing. In Proc. International Solid Freeform Fabrication Symposium. https://doi.org/10.26153/tsw/17483 (2019).
Kim, J. & Yoo, D. J. 3D printed compact heat exchangers with mathematically defined core structures. J. Comput. Des. Eng. https://doi.org/10.1093/jcde/qwaa032 (2020).
Vijayavenkataraman, S., Zhang, L., Zhang, S., Hsi Fuh, J. Y. & Lu, W. F. Triply periodic minimal surfaces sheet scaffolds for tissue engineering applications: an optimization approach toward biomimetic scaffold design. ACS Appl. Bio Mater. 1, 259–269, https://doi.org/10.1021/acsabm.8b00052 (2018).
Walker, J. M. et al. Design and mechanical characterization of solid and highly porous 3D printed poly(propylene fumarate) scaffolds. Prog. Addit. Manuf. 2, 99–108, https://doi.org/10.1007/s40964-017-0021-3 (2017).
Afshar, M., Anaraki, A. P. & Montazerian, H. Additive manufacturing and mechanical characterization of graded porosity scaffolds designed based on triply periodic minimal surface architectures. J. Mech. Behav. Biomed. Mater. 62, 481–494, https://doi.org/10.1016/j.jmbbm.2016.05.027 (2016).
Afshar, M., Pourkamali Anaraki, A. & Montazerian, H. Compressive characteristics of radially graded porosity scaffolds architectured with minimal surfaces. Mater. Sci. Eng. C. 92, 254–267, https://doi.org/10.1016/j.msec.2018.06.051 (2018).
Yang, S. D., Lee, H. G. & Kim, J. A phase-field approach for minimizing the area of triply periodic surfaces with volume constraint. Comput. Phys. Commun. 181, 1037–1046, https://doi.org/10.1016/j.cpc.2010.02.010 (2010).
Kapfer, S. C., Hyde, S. T., Mecke, K., Arns, C. H. & Schröder-Turk, G. E. Minimal surface scaffold designs for tissue engineering. Biomaterials 32, 6875–6882, https://doi.org/10.1016/j.biomaterials.2011.06.012 (2011).
Castro, A. P. G., Pires, T., Santos, J. E., Gouveia, B. P. & Fernandes, P. R. Permeability versus design in TPMS scaffolds. Materials 12, 1313, https://doi.org/10.3390/ma12081313 (2019).
McDonnell, B. et al. Bi-metallic lattice structures manufactured via an intralayer multi-material powder bed fusion method. Addit. Manuf. 89, 104301 (2024).
Zhang, M., Yang, Y., Wang, D., Song, C. & Chen, J. Microstructure and mechanical properties of CuSn/18Ni300 bimetallic porous structures manufactured by selective laser melting. Mater. Des. 165, 107583 (2019).
Chen, J. et al. Interfacial microstructure and mechanical properties of 316L /CuSn10 multi-material bimetallic structure fabricated by selective laser melting. Mater. Sci. Eng. A 752, 75–85 (2019).
Schroeder, T. et al. Transition zone parameter development in multi-material powder bed fusion: a general approach. Prog. Addit. Manuf. 9, 613–624 (2024).
Walker, J., Middendorf, J. R., Lesko, C. C. C. & Gockel, J. Multi-material laser powder bed fusion additive manufacturing in 3-dimensions. Manuf. Lett. 31, 74–77 (2022).
Zhang, J. et al. Microstructure evolution and mechanical properties of TiB/Ti6Al4V gradient-material lattice structure fabricated by laser powder bed fusion. Compos. Part B Eng. 202, 108417 (2020).
Liu, Z. H., Zhang, D. Q., Sing, S. L., Chua, C. K. & Loh, L. E. Interfacial characterization of SLM parts in multi-material processing: metallurgical diffusion between 316L stainless steel and C18400 copper alloy. Mater. Charact. 94, 116–125 (2014).
Bai, Y., Zhang, J., Zhao, C., Li, C. & Wang, H. Dual interfacial characterization and property in multi-material selective laser melting of 316L stainless steel and C52400 copper alloy. Mater. Charact. 167, 110489 (2020).
Wei, C., Li, L., Zhang, X. & Chueh, Y. H. 3D printing of multiple metallic materials via modified selective laser melting. CIRP Ann. 67, 245–248, https://doi.org/10.1016/j.cirp.2018.04.096 (2018).
Tey, C. F., Tan, X., Sing, S. L. & Yeong, W. Y. Additive manufacturing of multiple materials by selective laser melting: Ti-alloy to stainless steel via a Cu-alloy interlayer. Addit. Manuf. 100970 https://doi.org/10.1016/j.addma.2019.100970 (2020).
Liu, L. et al. Laser additive manufacturing of a 316L/CuSn10 multimaterial coaxial nozzle to alleviate spattering adhesion and burning effect in directed energy deposition. J. Manuf. Process. 82, 51–63, https://doi.org/10.1016/j.jmapro.2022.07.038 (2022).
Chen, K. et al. Selective laser melting 316L/CuSn10 multi-materials: processing optimization, interfacial characterization and mechanical property. J. Mater. Process. Technol. 283, 116701, https://doi.org/10.1016/j.jmatprotec.2020.116701 (2020).
Wang, D. et al. Interface microstructure and mechanical properties of selective laser melted multilayer functionally graded materials. J. Cent. South Univ. 28, 1155–1169, https://doi.org/10.1007/s11771-021-4687-9 (2021).
Wei, C. & Li, L. Recent progress and scientific challenges in multi-material additive manufacturing via laser-based powder bed fusion. Virtual Phys. Prototyp. 16, 347–371, https://doi.org/10.1080/17452759.2021.1928520 (2021).
Nazir, A. et al. Multi-material additive manufacturing: a systematic review of design, properties, applications, challenges, and 3D printing of materials and cellular metamaterials. Mater. Des. 226, 111661, https://doi.org/10.1016/j.matdes.2023.111661 (2023).
Liu, S. et al. Effect of cooling rate on microstructure and grain refining behavior of in situ CeB6/Al composite inoculant in aluminum. Metals 7, 204, https://doi.org/10.3390/met7060204 (2017).
Ali, M. et al. Effect of cooling rate and composition on microstructure and mechanical properties of ultrahigh-strength steels. J. Iron Steel Res. Int. 26, 1350–1365, https://doi.org/10.1007/s42243-019-00276-0 (2019).
Keshavarzkermani, A. et al. An investigation into the effect of process parameters on melt pool geometry, cell spacing, and grain refinement during laser powder bed fusion. Opt. Laser Technol. 116, 83–91, https://doi.org/10.1016/j.optlastec.2019.03.012 (2019).
Hemmati, I., Ocelík, V. & De Hosson, J. T. M. Dilution effects in laser cladding of Ni–Cr–B–Si–C hard facing alloys. Mater. Lett. 84, 69–72, https://doi.org/10.1016/j.matlet.2012.06.054 (2012).
Liu, K., Li, Y., Wang, J. & Ma, Q. Effect of high dilution on the in situ synthesis of Ni–Zr/Zr–Si(B, C) reinforced composite coating on zirconium alloy substrate by laser cladding. Mater. Des. 87, 66–74, https://doi.org/10.1016/j.matdes.2015.07.158 (2015).
Zhu, S., Chen, W., Zhan, X., Ding, L. & Wang, E. Optimization of dilution rate of laser cladding repair based on deep learning. Int. J. Adv. Manuf. Technol. 110, 1471–1484, https://doi.org/10.1007/s00170-020-05969-5 (2020).
Cox, B., Ghayoor, M., Pasebani, S. & Gess, J. Tracking of Marangoni driven motion during laser powder bed fusion. Powder Technol. 425, 118610, https://doi.org/10.1016/j.powtec.2023.118610 (2023).
Choo, H. et al. Effect of laser power on defect, texture, and microstructure of a laser powder bed fusion processed 316L stainless steel. Mater. Des. 107534 https://doi.org/10.1016/j.matdes.2018.12.006 (2019).
Cherry, J. A. et al. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 76, 869–879, https://doi.org/10.1007/s00170-014-6297-2 (2015).
Zhang, M. et al. Fatigue and fracture behaviour of laser powder bed fusion stainless steel 316L: Influence of processing parameters. Mater. Sci. Eng. A https://doi.org/10.1016/j.msea.2017.07.071 (2017).
Farup, I., Drezet, J.-M. & Rappaz, M. In situ observation of hot tearing formation in succinonitrile-acetone. Acta Mater. 49, 1261–1269 (2001).
Clyne, T. W., Wolf, M. & Kurz, W. The effect of melt composition on solidification cracking of steel, with particular reference to continuous casting. Metall. Trans. B 13, 259–266 (1982).
Kou, S. A criterion for cracking during solidification. Acta Mater. 88, 366–374 (2015).
Li, Y. et al. Effect of cooling rate on solidification and segregation characteristics of 904L super austenitic stainless steel. Met. Mater. Int. 28, 1907–1918, https://doi.org/10.1007/s12540-021-01091-7 (2022).
Li, Y. et al. Microstructure evolution and coarsening kinetics of semisolid CuSn10P1 alloy under short-time isothermal treatment. Mater. Res. Express https://doi.org/10.1088/2053-1591/abf19f (2021).
Wang, L., Wang, N. & Provatas, N. Liquid channel segregation and morphology and their relation with hot cracking susceptibility during columnar growth in binary alloys. Acta Mater. 126, 302–312 (2017).
Acknowledgements
The authors acknowledge the Applied Research Laboratory at Pennsylvania State University for their support and contributions through the Walker Graduate Assistantship. This work was partially supported by NSF CMMI-EDSE award #2130694.
Author information
Authors and Affiliations
Contributions
J. Griffis is credited with concept generation, data analysis, and leading the manuscript preparation. K. Shahed is credited with data analysis, manuscript preparation, and micro-CT numerical analysis. K. Meinert aided in micro-CT numerical analysis and optical characterization. M. Lear supervised and advised the FEA simulation. G. Manogharan contributed towards concept generation, funding, and project supervision. All authors contributed to writing the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Griffis, J.C., Shahed, K., Meinert, K. et al. Multi-material laser powder bed fusion: effects of build orientation on defects, material structure and mechanical properties. npj Adv. Manuf. 2, 5 (2025). https://doi.org/10.1038/s44334-025-00020-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s44334-025-00020-5
This article is cited by
-
Data-driven prediction of thermal and thermoelectric performance in GeTe-Sb2Te3 systems: extreme learning of deep neural networks
Discover Materials (2025)
-
Cost-effective and adaptable lab-scale multi-material system for LPBF
The International Journal of Advanced Manufacturing Technology (2025)
