
Abstract
Carbon capture and storage (CCS) has substantial potential for deep decarbonization of the steel sector. However, long-term transformations within this sector lead to significant changes in steel units, posing challenges for CCS deployment. Here, we integrate sector-level transformation pathways by 2060 to simulate the distribution of China’s steel units and generate optimal CCS deployment schemes using a source-sink matching model. Results indicate that CCS accounts for 31.4-40.7% of carbon mitigation effects in China’s steel sector by 2060. Following the sector-level pathways, over 650 steel units will either be eliminated or retrofitted. The optimal CCS deployment schemes can achieve carbon mitigation effects of 472.4-609.6 Mt at levelized costs of 187.4-193.5 Chinese Yuan t−1 CO2, demonstrating cost-effectiveness under future carbon price levels. Nevertheless, the proposed schemes will lead to energy and water consumption of 951.0-1427.3 PJ and 1.60-1.69 million m3, respectively, posing a risk of resource scarcity. These insights inform the development of CCS implementation strategies in China’s steel sector and beyond, promoting deep decarbonization throughout society.
Similar content being viewed by others

Introduction
The global 1.5 °C target outlined in the Paris Agreement and the carbon neutrality vision adopted by an increasing number of countries and regions necessitate deep decarbonization in the coming decades1,2,3. The steel sector, as a cornerstone of the socioeconomic system, is a significant source of carbon emissions and is a critical area for decarbonization4,5. Given that steel production heavily relies on fossil fuels for both energy and reducing agents, 40–50% of the sector’s carbon emissions cannot be mitigated through measures focusing solely on improving its production system6. In this situation, carbon capture and storage (CCS) technology is regarded as a solution for decarbonizing the steel sector, as it can capture large amounts of carbon dioxide and stably store it in geological sites7,8. This technology is particularly crucial for China’s steel sector, which accounts for 56% of global steel output and contributes to about 14–16% of this country’s carbon emissions9,10. It is estimated that CCS will be significant for the decarbonization of China’s steel sector11,12 and will be critical for the country to achieve its overall carbon neutrality vision by 206013,14,15.
CCS involves the transportation of carbon dioxide from the carbon sources to geological storage sinks. Therefore, its deployment should consider the spatial matching between carbon sources and sinks, as well as the balance between carbon emissions and storage capacity16,17,18. Given that the carbon sinks remain relatively stable over decades, it is necessary to project the spatial distribution and emissions of the carbon sources to deploy CCS technology appropriately. For China’s steel sector, significant transformations are expected before the large-scale deployment of CCS. In the coming decades, China’s steel production output is estimated to gradually decrease19, while the promotion of decarbonization measures such as electrification20, scrap recycling21, and energy-efficient technologies (EETs)22 will substantially improve the sector’s production mode. These long-term transformations in scale and production mode will impact the spatial distribution and emissions of the steel units—the primary carbon sources of the steel sector—and must be incorporated into CCS deployment strategies in China’s steel sector. Previous studies have explored CCS deployment schemes at global23,24 and national scales25,26,27,28 based on the matching between carbon sources and sinks, but most of them have considered carbon sources at the current emission levels. Consequently, these schemes may encounter issues such as the construction of superfluous carbon transportation routes and the untimely decommissioning of CCS projects, along with the transformation of carbon sources. Therefore, their results may not effectively support the decarbonization of China’s steel sector.
Furthermore, the feasibility of CCS technology depends on its economic and resource performance. The installation and operation of CCS require substantial capital expenditures and result in considerable energy and water consumption29. The high economic costs associated with CCS deployment have significantly hindered its widespread adoption30, while the significant energy and water requirements would exacerbate resource scarcity31,32, particularly in regions with shortage resource endowments. Therefore, a comprehensive assessment of these indicators is essential to identify potential barriers and to inform the development of policy measures, such as establishing a proper carbon pricing mechanism and enhancing energy and water supplies, to facilitate the implementation of CCS.
Here, we develop a comprehensive research framework that integrates the long-term transformation of China’s steel sector into the deployment of CCS technology and the evaluation of its multiple performance (Fig. 1). First, we establish a bottom-up, sector-level decarbonization model to forecast the overall transformation pathways of China’s steel sector by 2060, the target year for achieving the nation’s carbon neutrality, and quantify the carbon mitigation potential of CCS. Second, we construct a carbon source simulation model to project the spatial distribution and emissions of carbon sources in this sector. This model identifies which steel units will be eliminated, be retrofitted, or maintain the status quo by 2060 to align with sector-level transformation. Third, we develop a CCS source-sink matching model, where the simulated carbon sources and feasible geological storage sinks are input into a mixed-integer programming (MIP) approach to determine the CCS deployment schemes. These schemes aim to achieve the sector-level carbon mitigation targets. Based on the optimal CCS schemes, we evaluate multiple performance indicators, including economic cost, energy consumption, and water consumption, to identify potential barriers. This research framework can support the promotion of CCS technology in China’s steel sector by providing a detailed, long-term blueprint and a series of policy suggestions to facilitate its implementation.

The framework includes three modules. The first module is the sector-level decarbonization model, which forecasts the transformation pathways of China’s steel sector by 2060. The second module is the carbon source simulation module, which simulates the spatial distribution and emissions of steel units. The third module is the source-sink matching module, which optimizes the CCS deployment schemes in China’s steel sector and evaluates their economic cost, energy consumption, and water consumption. EETs energy-efficient technologies, CCS carbon capture and storage, GIS geographic information system.
Results
The overall transformation pathways in China’s steel sector
We establish a bottom-up, sector-level decarbonization model to delineate the transformation pathways and track the carbon emissions of China’s steel sector by 206033,34. Three scenarios—high, moderate, and low steel output scenarios—are set to forecast the outputs of the steel sector at different scales. Due to ongoing industrial transformation in China, the demand for steel products is estimated to continuously decrease in the coming decades35,36,37. Following this trend, under the high, moderate, and low steel outputs scenarios, the steel output is predicted to decrease from 1053 Mt in 2020 to 746.5 Mt, 671.8 Mt, and 578.6 Mt in 2060, respectively (see details in Supplementary Table 1). The model incorporates CCS and five other decarbonization measures: material efficiency, electrification, hydrogen, scrap recycling, and EETs, all aimed at improving the steel production process. These measures combine to form seven types of production mode, with their adoption predicted up to 2060 (see details in “Methods” and Supplementary Note 1). The changes in scale and production modes make up the transformation pathways.
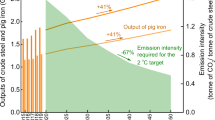
Figure 2a–c exhibits an overview of the transformation pathways in China’s steel sector. The traditional blast furnace-basic oxygen furnace (BF-BOF) + coal production mode, which accounted for nearly 90% of steel outputs in 2020, will be either eliminated or retrofitted by 2060. The BF-BOF + coal mode is anticipated to undertake 40% of steel production after being retrofitted with CCS by 2060. Simultaneously, steel output from EAF-centered production modes is expected to increase continuously, reaching 60% of domestic steel output by 2060. The Scrap-based EAF mode will take the largest share among EAF-centered modes, as the supply of steel scrap in China is sufficient for steel production38.

a–c The steel outputs by production mode under the high, moderate, and low steel output scenarios. The colors represent steel outputs from different production modes. d–f The carbon emissions of China’s steel sector under the three scenarios. The yellow color represents the emissions of the sector and the others represent the carbon mitigation potential by measure. BF blast furnace, BOF basic oxygen furnace, CCS carbon capture and storage, DRI direct reduced iron, EAF electric arc furnace, EETs energy-efficient technologies. Source data are provided as a Source Data file.
These measures are expected to have significant carbon mitigation potential (see details in “Methods” and Supplementary Note 2). Under the high, moderate, and low steel output scenarios, the carbon emissions of China’s steel sector in 2060 are estimated to be 194.9 Mt, 174.4 Mt, and 151.1 Mt, respectively (Fig. 2d–f), representing only 7.4%–9.5% of the 2020 level (2055.6 Mt). CCS exhibits the highest carbon mitigation potential of 609.5 Mt, 536.6 Mt, and 472.4 Mt under the three scenarios. These mitigation effects are equivalent to 31.4%–40.5% of the sector’s carbon emissions without the implementation of measures. In addition, electrification and scrap recycling measures also demonstrate considerable mitigation potential, ranging from 201.8 Mt to 319.1 Mt and from 197.1 Mt to 241.9 Mt, respectively. The estimated carbon mitigation potential of CCS is similar to previous studies11,37,39,40,41,42, demonstrating high reliability of our results (see detailed comparison in Supplementary Note 6). Consequently, the mitigation potential of CCS in these transformation pathways can serve as a target for devising CCS deployment schemes in China’s steel sector.
Spatial distribution and emissions of carbon sources in China’s steel sector
We simulate the spatial distribution and emissions of the carbon sources in China’s steel sector by downscaling the sector-level transformation pathways under several assumptions and principles (see details in “Methods” and Supplementary Note 3). Here, steel units—defined as clusters of steel production equipment at the same location—are considered the carbon source. We establish a unit-level geodatabase in China’s steel sector that includes current information on the steel units43. These units are determined to be eliminated, be retrofitted, or maintain the status quo to align with the sector-level pathways by 2060. Note that both CCS and hydrogen measures are excluded from the simulation due to the fact that a steel unit retrofitted with a hydrogen measure would produce crude steel via the DRI-EAF + Hydrogen mode, which generates few carbon emissions on the steel unit site and is therefore unsuitable for CCS retrofitting.
Figure 3a summarizes the statistical results of the actions anticipated for steel units by 2060. Over 85% of steel units are expected to be either eliminated or retrofitted under the three scenarios. Under the high steel output scenario, 170 steel units are expected to phase out between 2020 and 2060, while 487 units are retrofitted and only 113 units will maintain the status quo. Under the moderate steel output scenario, although the number of eliminated units (177) is similar, more units are expected to be retrofitted (539), with only 54 units maintaining the status quo. Finally, under the low steel output scenario, a much larger retirement activity is observed, with 316, 394, and 60 units expected to be eliminated, retrofitted, and maintained by 2060. The output deviations of the main product outputs between the sector-level transformation pathways and the simulated units, including the outputs of coke, sinter, pellet, iron, and steel, are less than 1%, demonstrating the validity of the simulation results (see the statistics of the outputs by province in Supplementary Figs. 1–3 and the comparison in Supplementary Fig. 4).

a The number of the steel units to be eliminated, retrofitted, or maintain the status quo by 2060, b the accumulated emissions of the steel units under the high, moderate, and low steel output scenarios, with the dashed lines indicating the accumulated emissions of the units with emissions larger than 1 Mt/a. c The spatial distribution of carbon emissions of the steel units under the high steel output scenario. The size of the circles is positively correlated with the carbon emissions of the steel units, and the color of the circles represents the status of the steel units, including being eliminated, being retrofitted, and maintaining the status quo. Source data are provided as a Source Data file. Based China map data are adapted from GS(2024)0650 from http://bzdt.ch.mnr.gov.cn/ and created using ArcGIS 10.8.
We estimate the emissions of the steel units under the three scenarios using the emission factor approach (see details in “Methods”). The total emissions amount to 846.8 Mt, 731.6 Mt, and 605.4 Mt in 2060 under the high, moderate, and low steel output scenarios (see Fig. 3b). These results are 12–14% lower than those in the sector-level pathways, which include the remaining emissions and the mitigation potential of CCS and hydroge, due to the exclusion of indirect carbon emissions. These indirect emissions, such as those from electricity and hydrogen generation, typically occur at other locations and therefore cannot be mitigated by CCS at the steel unit sites. Furthermore, over 35% of steel units—219, 223, and 189 units under the three scenarios—will achieve net-zero emissions. In contrast, fewer than 25% of the steel units—146, 127, and 98 units under the three scenarios—will have carbon emissions exceeding 1 Mt year−1 in 2060, yet they will account for over 95% of the sector’s total emissions. These units are identified as priority candidates for CCS deployment.
Figure 3c presents the spatial distribution of emissions from China’s steel units under the high steel output scenario. Compared to the present day, the uneven distribution of carbon emissions is not expected to change significantly. For instance, under the high steel output scenario, the simulated steel units in Hebei Province are predicted to have carbon emissions of 232.8 Mt, accounting for 28.4% of the sector’s total emissions. Meanwhile, Jiangsu and Shandong Province will be the second and third highest emitters, contributing to 11.0% and 8.6% of the sector’s emissions, respectively. Similar findings are observed in the steel units simulated under the moderate and low steel output scenarios (see steel units in Supplementary Figs. 5 and 6 and provincial summary in Supplementary Fig. 7). The high emissions in these provinces are primarily derived from the intensive distribution of large-sized BF equipment, as the ironmaking process is expected to account for over 90% of the total emissions (Supplementary Fig. 8). Therefore, deploying CCS in the steel units of these provinces is crucial to achieve deep decarbonization. In addition, considering the potential fluctuations in the production outputs and the performance of production modes and EETs, the uncertainty ranges of ±10% of the original emissions of the steel units are involved in the following analyses.
The optimal CCS deployment schemes in China’s steel sector
We input the simulated steel units into the CCS source-sink matching model to determine optimal CCS deployment schemes. All steel units with annual carbon emissions exceeding 1 Mt are selected as carbon sources, while 70 oil fields and 24 basins are selected as feasible carbon sinks (Supplementary Tables 2 and 3). Proximity analysis and obstacle-weighted index approaches are adopted to identify candidate CCS routes that match the carbon sources to feasible storage sinks. (see details in “Methods” and Supplementary Note 4). Then, a MIP approach is developed to optimize the CCS deployment schemes by identifying the steel units to be retrofitted with CCS and matching them with feasible sinks (see variables, objective, and constraints in “Methods”). This approach provides guidance for implementing CCS technology in China’s steel sector to achieve carbon mitigation targets set by sector-level transformation pathways at the lowest economic cost.
The optimal CCS deployment schemes for China’s steel sector are shown in Fig. 4a–c. Under the high, moderate, and low steel output scenarios, 102, 91, and 72 steel units are selected for retrofitting with CCS, accounting for over 70% of the candidate carbon sources. These three optimal deployment schemes can achieve carbon mitigation by 609.6 Mt, 536.8 Mt, and 472.4 Mt, respectively, which are slightly higher than those from the sector-level pathways. This result verifies the feasibility of the mitigation target for CCS technology in China’s steel sector. Meanwhile, these emissions only account for a little proportion of this country’s geological carbon storage capacity, which is estimated to be around 400–1350 Gt44,45,46. In this situation, the uncertainty in the carbon emissions of the steel units would not affect the feasibility of the optimal schemes since there is sufficient carbon storage space even if the actual carbon dioxide generation amounts exceed the estimated values.

a–c The spatial deployment of CCS technology under the high, moderate, and low steel output scenarios. The symbols represent the captured/uncaptured steel units and carbon sinks, while the gray lines are the spatial matching routes between carbon sources and sinks. d–f The summary of the selection of steel units into CCS deployment schemes by size. The X-axis is the size of steel units that are divided by their annual carbon emissions, and the Y-axis is the total emissions from the steel units in each size. The blue bars represent the emissions of captured steel units, and the orange bars represent the emissions of uncaptured steel units. Source data are provided as a Source Data file. Based China map data are adapted from GS(2024)0650 from http://bzdt.ch.mnr.gov.cn/ and created using ArcGIS 10.8.
Furthermore, we consider the steel units in the deployment schemes by region and scale. Regarding spatial distribution, CCS is deployed most intensively in major steel production regions, such as Hebei, Shanxi, Shandong, and Jiangsu Province, due to the availability of nearby carbon sinks. CCS deployment in these four provinces contributes to over half of the sector’s mitigation potential. In contrast, the uncaptured carbon sources are mainly located in Southern China, owing to their sparse distribution. In addition, large-sized steel units are prioritized for retrofits with CCS technology (Fig. 4d–f). Under the three scenarios, more than one-third of small-sized units, with annual carbon emissions of less than 5 Mt, are not selected in the deployment schemes. Conversely, over 80% of medium-sized units (with annual emissions of 5–20 Mt) and all large-sized units (with annual emissions of over 20 Mt) are included in the schemes. That is because most large-sized steel units are located in major steel production regions, which are more likely to form carbon source clusters and thus are suitable for retrofitting with CCS technology at lower costs.
Economic cost and resource consumption of the schemes
We evaluate multiple performance of the optimal CCS deployment schemes, including economic cost, energy consumption, and water consumption. The economic cost can be divided into four parts: capture cost, transportation cost, storage cost, and benefit from enhanced oil recovery (EOR). These cost indicators are assessed by source-sink matching model as they are the objective of this model. Similarly, the energy and water consumption of the schemes can be divided into three parts: capture, transportation, and storage. All three components require energy consumption, while carbon storage in deep saline aquifers can gain water through enhanced water recovery (EWR). Moreover, since the deployment of CCS is spatially uneven, we examine the energy and water consumption by province and site to identify regions at risk of resource scarcity (see details in “Methods”).
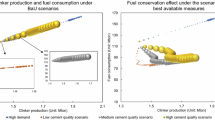
Figure 5a presents the economic cost of the CCS deployment schemes. Due to uncertainties in carbon dioxide generation, CCS technology costs, and oil prices, the economic cost is expected to fluctuate within a range of 85.4–146.9, 77.4–121.7, and 67.2–118.5 billion Chinese Yuan (CNY) under the high, moderate, and low steel output scenarios, respectively. These values correspond to average levelized costs of 187.4, 193.5, and 192.9 CNY t−1 CO2, respectively. These results are much lower than the estimations by other studies47,48, as CCS technology is predicted to improve and mature in the coming decades, thereby significantly decreasing the economic costs. For example, the development and implementation of new absorbents and facilities can substantially reduce the cost associated with the cyclical heating and cooling of steam in the carbon capture process49,50 (see details in Supplementary Table 8 and Note 5). However, carbon capture remains the most expensive process, contributing to 75.0%–77.4% of total economic cost under the three scenarios. Furthermore, Fig. 5b–d summarizes the cumulative mitigation potential and levelized costs of the steel units being retrofitted with CCS, revealing a remarkable variety across the units. When considering the mean cost parameters, the CCS retrofit costs of the steel units range from 136.4–138.2 CNY t−1 CO2 to 400.8–410.7 CNY t−1 CO2 under the three scenarios. The fluctuation of cost parameters furtherly polarizes the results, with possible lowest and highest levelized costs of 73.6 CNY t−1 CO2 and 542.4 CNY t−1 CO2. Steel units with low costs primarily benefit from the gains of recovered oil, while those with high costs are mainly due to large-scale and long-distance carbon dioxide transportation.

a The total cost ranges and the composition of the schemes, including the cost from carbon capture, carbon transformation, and carbon storage, and the benefit from enhanced oil recovery under the high, moderate, and low steel output scenarios. These ranges are derived from the uncertainty of carbon dioxide generation and cost parameters. b–d The relationships between cumulative mitigation potential by CCS and levelized cost of the steel units under the high, moderate, and low steel output scenarios, respectively. The blue, red, and black dots are the levelized costs at the lower limit, mean, and upper limit levels. CNY Chinese Yuan. Source data are provided as a Source Data file.
We conduct a comprehensive comparison between our results and various projected levels of future carbon prices to examine the cost-effectiveness of CCS technology. Since China’s carbon trading system has been recently established with an unclear carbon pricing mechanism, future carbon prices have a broad range of possibilities. Therefore, we select three carbon price values: 68 CNY t−1, assuming the future carbon price will maintain the status quo51; 239 CNY t−1, based on a survey of over 100 experts52; and 375 CNY t−1, based on a previous study53. The comparison results demonstrate that although the levelized costs of CCS in all steel units are higher than the current carbon price, over 90% of carbon emissions can be mitigated with cost-effectiveness, according to the experts’ opinion. Moreover, if the carbon price rises furtherly to 375 CNY t−1 CO2, only 4% of the carbon emissions cannot be mitigated with net benefits, even if the levelized cost is at its upper limit. Therefore, with decreasing CCS technical costs and increasing carbon prices, deploying CCS in China’s steel sector is overall economically cost-effective.
The energy and water consumption of the CCS deployment schemes are summarized in Fig. 6a, b. The average total energy consumption of the schemes is 1305.4 PJ, 1174.9 PJ, and 1045.6 PJ under the high, moderate, and low steel output scenarios, respectively, with energy intensity between 2.14 and 2.21 GJ t−1 CO2. Over 80% of the energy consumption derives from the capture stage, as the regeneration of absorbents requires numerous energy inputs. Consequently, the deployment of CCS would increase the energy consumption of China’s steel sector by 21.7–22.4% in 2060, given that steel production without CCS consumes 8.07 GJ t−1 of energy12. Water consumption presents a more challenging issue. The optimal schemes are estimated to consume 1796.0 million m3, 1558.1 million m3, and 1391.9 million m3 of fresh water on average, while the EWR can offset 791.6, 697.0, and 593.4 million m3 in the three scenarios, respectively. The net water consumption is equivalent to 1.60–1.69 m3 t−1 CO2, which is much higher than the hydrometallurgical measures (equivalent to 0.48–1.36 m3 t−1 CO2)54,55. In this situation, the deployment of CCS would enhance the total water consumption of China’s steel sector by 30.9–33.3%56.

a, b The summary of energy and water consumption, including the energy and water consumption by composition and the average energy and water intensities (points). c, d The spatial distribution of energy and water consumption under the high steel output scenario. The sizes of points represent the energy and water consumption amount by site, and the colors represent the energy and net water consumption by province. Source data are provided as a Source Data file. Based China map data are adapted from GS(2024)0650 from http://bzdt.ch.mnr.gov.cn/ and created using ArcGIS 10.8.
Furthermore, there are considerable spatial heterogeneities in the distribution of energy and water consumption regions. Figure 6c, d illustrates the energy and water consumption of the CCS deployment schemes by site and by province under the high steel output scenario (with results for the moderate and low steel output scenarios provided in Supplementary Figs. 9–12). Hebei Province faces the highest energy and water pressures, accounting for 23.8–28.6% and 36.6–40.3% of the total energy and water consumption, respectively. Therefore, implementing CCS in Hebei Province will significantly exacerbate its resource scarcity issues by increasing the energy and water consumption of its industrial sector by 3.6–5.3% and 17.9–24.3%, compared to the current levels57.
Discussion
We propose a methodology that integrates long-term transformations in China’s steel sector into the optimization of CCS deployment schemes, offering feasible solutions for achieving deep decarbonization. The optimal schemes reveal two key principles for selecting the steel units for CCS deployment. First, units should contain large-sized equipment in the long-process production modes (e.g., sintering machine with an area over 360 m2 and BF with a volume over 2500 m2) as they are more environmentally friendly and are likely to be maintained in the future. Second, units should be located near feasible storage sinks, e.g., within 250 km, particularly oil fields, to decrease costs and ensure the safe transportation of carbon dioxide. CCS deployment in these steel units can achieve deep decarbonization without significantly impacting cost-effectiveness, as the levelized cost of CCS is much lower than other deep decarbonization measures, e.g., only 35% of the hydrometallurgical measures58,59. However, the assessment results highlight trade-offs among carbon, energy, and water resources and reveal risks of resource scarcity. In contrast, the steel units not selected should be decarbonized via other technologies, such as hydrogen-based DRI-EAF and the on-site utilization of the captured carbon emissions.
Several suggestions are proposed to facilitate the deployment of CCS technology in China’s steel sector. First, economic incentive measures should be promoted to enhance the cost-effectiveness of CCS. Our results indicate high economic costs for implementing CCS technology at nearly 200 CNY t−1 CO2, which hinders its large-scale deployment. Although increasing the carbon price will offset these costs, it will play a significant role in the long term. Additional policies, including tax credits, grants, and rebates for enterprises adopting this technology, are encouraged to promote CCS technology within one or two decades60. Second, it is necessary to alleviate the energy and water pressures from CCS. Our findings show that CCS deployment schemes are estimated to increase the total energy and water consumption of China’s steel sector by approximately one-fifth and one-third, respectively. Supply-side technologies are recommended alongside CCS implementation. For energy consumption, integrating CCS with renewable energy offers a feasible solution61. China’s renewable energy potential is estimated to be over ten times the current national electricity consumption62,63,64, which is more than sufficient to meet energy demand for CCS deployment. Steel units located in renewable-rich regions, such as Northern and Northwestern China, can be prioritized for this integrated mode. For water consumption, promoting wastewater treatment technology in CCS for water reutilization is recommended65.
Furthermore, while our focus relies on CCS deployment in China’s steel sector, our methodology can support the implementation of CCS technology nationwide. CCS can facilitate decarbonization of multiple carbon-intensive sectors, including coal-fired power, petrochemical, and cement sectors66,67,68. Our methodology can be applied to determine the CCS deployment schemes in these sectors by predicting the long-term transformation of these sectors, simulating the spatial distribution and emissions of their production units, and obtaining the optimal schemes using the source-sink matching model. Moreover, China’s carbon storage capacity is estimated to exceed the country’s cumulative carbon emissions over the next 30 years46,69,70. Consequently, there is likely to be little conflict among CCS deployment schemes across major carbon-intensive sectors. Following these steps, comprehensive, nationwide spatial layouts for CCS technology can be developed by integrating these schemes together. These layouts will contain the distribution of carbon sources requiring CCS retrofits, the locations of carbon sinks, and specifications for carbon transportation pipelines, such as routes, lengths, and diameters. Through these approaches, we can support the implementation of CCS technology, thereby contributing to the decarbonization in China and other countries.
There are some limitations in our study. We propose one-step CCS deployment schemes by 2060 to provide a decarbonization pathway for China’s steel sector. However, CCS deployment is a dynamic process that will last for decades. Our results do not include the specific deployment time and sequences of CCS technology in China’s steel sector. In this situation, a dynamic optimization approach can determine the CCS deployment schemes on a year-by-year basis. Furthermore, although we assess the performance of the CCS deployment schemes from multiple aspects, additional environmental and social impacts, such as material consumption, land use, and job creation, have not been considered. These impacts could lead to further benefits or risks associated with the promotion of CCS and should be investigated in future research.
Methods
The bottom-up decarbonization model in China’s steel sector
The sector-level decarbonization model is a quantitative, bottom-up approach designed to forecast changes in production modes from the implementation of mitigation measures and to account for carbon emissions in China’s steel sector from the present to 2060. Six types of measures, including material efficiency, electrification, hydrogen, scrap recycling, EETs, and CCS, are selected. These measures are combined to create seven types of production modes: BF-BOF + Coal, BF-BOF + Coal & CCS, BF-BOF + Coal & Hydrogen, DRI-EAF + Natural gas, DRI-EAF + Natural gas & CCS, DRI-EAF + Hydrogen, and Scrap-based EAF, with a total of 41 EETs applying to them. The relationship between the measures and production modes is listed in Table 1.
Several predictions are made regarding the application of measures from 2020 to 2060. First, a massive shift from traditional long-process steel production to short-process methods is expected in the coming decades. Electrification, hydrogen, and scrap recycling measures are expected to be continuously promoted, with the modes related to the short process (i.e., DRI-EAF + Natural gas, DRI-EAF + Natural gas & CCS, DRI-EAF + Hydrogen, and Scrap-based EAF) accounting for 60% of steel outputs by 206011,35. Second, the gradual adoption of revolutionary measures, such as CCS and hydrogen, is expected to commence between 2030 and 203571,72. Finally, the continuous promotion of EETs is assumed until their full implementation73. These EETs reduce the carbon emissions in steel production and are used to estimate changes in the carbon intensities of the steel units (see details in Supplementary Note 1).
Based on these predictions, we design a quantification method to account for the emissions of China’s steel sector during the period from 2020 to 2060. Carbon emissions are calculated based on an emission factor method, which multiplies the emission intensity indicator of each production mode (see Supplementary Table 4) by its predicted steel output. The emission intensity is adjusted by the EETs by subtracting their mitigation potential (see Supplementary Table 5). The calculation method is shown in Eq. (1):
Where CE is the carbon emissions of China’s steel sector, t is the calculation time, EI is the emission intensity, pm is the production mode, ER is the emission reduction effect, eet is the energy efficiency technology that can be applied to the production mode pm, PReet,t is the difference of penetration rate of eet between the basic year73 and year t, and POpm,t is the output by production mode pm in year t.
Moreover, the mitigation potential of each measure is calculated by comparing the situation with and without taking the measure. The details of the calculation methods are exhibited in Supplementary Note 2.
Simulation of the steel units
The carbon source simulation model is developed to downscale sector-level transformation pathways to individual steel units, and to simulate the spatial distribution and emissions of the units in 2060. A steel unit geodatabase is developed to serve as the benchmark for this downscaling process. Based on several assumptions, the units are determined to be eliminated, be retrofitted, or maintain the status quo in the coming decades. The spatial distribution and emissions of the steel units are then considered as carbon sources for input into the CCS source-sink matching model.
The steel unit geodatabase is established using data from multiple sources, such as literature and governmental statistics74,75,76. This geodatabase includes information on geographic coordinates, the size of equipment, and outputs of the main products at present. According to the geodatabase, the outputs of coking, sinter, pellet, pig iron, and crude steel are 114.14, 1,239.43, 234.82, 863.98, and 987.80 million tons, respectively, which are validated to align with sector-level statistics77 (see production output by province in Supplementary Table 6).
The next step is to determine the actions to be taken for each steel unit. Given the absence of compulsory restrictions on the entry and elimination of steel units by 2060, we set several assumptions for the simulation. First, steel units without any mitigation measures will maintain the status quo by default. New construction of steel units in China has been strictly prohibited to address the overcapacity issue in the steel sector78. Meanwhile, closures due to factors such as product sales and financial conditions are difficult to predict accurately and are therefore not involved in our study. Under these conditions, new equipment will replace old one upon their retirement, maintaining the same geographical location, equipment sizes, and production outputs. Second, due to the lack of information on the promotion of EETs at the unit level, we assume that EETs would uniformly decrease the emission intensities of all equipment. Third, to simulate carbon sources before being retrofitted with CCS and hydrogen, we assume that all BF and BOF equipment are fueled by coal, while all DRI units are fueled by natural gas. Detailed strategies for the downscaling approach are provided in Supplementary Note 3. Based on these assumptions, we identify the units that will be eliminated, be retrofitted, or maintain the status quo by 2060. Steel units with all production capacities phased out are classified as eliminated. Units with partial capacity changes, either phasing out or substituting production modes, are regarded as retrofitted. Finally, units without any actions to their production equipment are considered to be maintaining the status quo.
The emissions of carbon sources are calculated using the emission factor method. Note that the emission intensities of equipment are different from those of production modes, as a production mode actually includes many equipment. For example, the BF-BOF mode includes four types of equipment, i.e., coking, sintering machine, BF, and BOF, with different emission intensities. Therefore, it is necessary to identify all equipment in the unit and determine the emission intensities based on their parameters or patterns (see details in Supplementary Table 7). The emission intensities of the equipment, after being modified with the mitigation potential of EETs, are multiplied by the production outputs to calculate the emissions. The calculation method is shown in Eq. (2):
where i is the unit, CEi is the carbon emission of the steel unit i, e is the equipment, EIe is the emission intensity of equipment e (see the emission intensities of the units with different sizes in Table S8), EReets,e is the emission reduction effect by energy-efficient technology eet that is suitable for equipment e, PReet,e is the change of penetration rate of energy-efficient technology eet that is suitable for equipment e, and POi,e is the production outputs by equipment e of unit i.
Source-sink matching model
The source-sink matching model is established to optimize CCS deployment schemes by matching carbon sources with feasible storage sites. The carbon sources are the simulated steel units, while two types of carbon sinks, including 70 oil fields and the deep saline aquifers in 24 basins79,80, are considered (Supplementary Tables 2 and 3). The CCS candidate routes are defined as the match between carbon sources and sinks within feasible distances, specifically 800 km, which is the theoretical longest carbon transportation distance for individual CCS projects due to cost-effectiveness and safety considerations81,82. All candidate routes are identified through a proximity analysis method, which calculates the distance between carbon sources and sinks to identify feasible routes via the GIS platform. In practice, since basins typically occupy large areas, the links between the carbon sources and the edges of the basins are considered as candidate routes. Moreover, some carbon sources and oil fields are closely located and can be grouped as source/sink clusters by interconnecting them, which reduces the total carbon transportation distances substantially compared to point-to-point transportation.
Nevertheless, these two approaches result in an excessive number of candidate routes: a single carbon source can be matched with numerous edges in a basin, and there are many routes between source and sink clusters. To address this issue, the obstacle-weighted index approach is introduced to select the most viable candidate routes83. This approach considers the effects of crossways between the routes and obstacles such as rivers, railways, and roads. The locations of these obstacles are obtained from the National Basic Geographic Information Database84, which includes over 6100 main rivers, 8400 railways, and 26,000 main roads. Then, the number of times each route intersects these obstacles is summed up in the GIS platform (see details in Supplementary Note 4), and the obstacle-weighted index is calculated by Eq. (3):
where OWI is the obstacle-weighted index, r is the candidate route, o is the type of obstacles, ω is the weights, which waterway is set as 10, railway as 3, and road as 3, and IS is the number of times that the route r intersects the obstacles o. By this method, the route between a source and a sink with the lowest obstacle-weighted indexes within all feasible ones are selected as the candidate routes, including 1860, 1586, and 1321 routes under the high, moderate, and low steel output scenarios.
The MIP approach is adopted to optimize the CCS deployment schemes from the candidate routes under minimum economic cost. The decision variables consist of three parts: the quantity of CO2 captured from each carbon source, the quantity of CO2 transported through each candidate route, and the quantity of CO2 from each carbon sink. The objective of the model is shown in Eq. (4):
where C is the total cost of the CCS deployment schemes, Ccap is the capture cost, Ctra is the transportation cost, Csto is the storage cost, Beor is the benefit through the EOR. Here we assume that the carbon emissions are transported through pipeline, as it is more suitable for large-volume gas transportation compared to other methods, such as trains, trucks, and ships47,85. The four parts of the cost can be calculated by Eqs. (5)–(8):
where i is the steel unit, CEi is the carbon emission of unit i, Rcap is the ratio of captured CO2 to all emissions from carbon source i, Pcap is the cost for capturing per unit of CO2, j is the carbon sink, clu-i is the source cluster, clu-j is the sink cluster, Tij, Tclu-i, and Tclu,j are the carbon transportation costs between the candidate routes, sites within source cluster, and sites within sink cluster, respectively, Lij, Lclu-i, and Lclu,j are the distances between the candidate routes, sites within source cluster, and sites within sink cluster, respectively, DMI is the distance modification index, r is the factor to transform the fixed cost into per annum, δ is the estimated coefficient for other cost in this stage, including land acquisition, construction, and labor, Qsto,j is the quantity of storage CO2 from carbon sink j, Psto is the cost for storing per unit of CO2, oil-j is the oil field sink, θ is the conversion factor between the storage CO2 and the recovered oil, and Poil is the crude oil price (see the parameters involved in this model in Supplementary Table 8).
Four types of constraints are set to ensure the feasibility of the proposed CCS deployment schemes. The first constraint is the mass balance, which means the quantities of CO2 in the capture, transportation (denoted as Qtro,ij), and storage stages should be the same. This constraint is shown in Eq. (9):
The second constraint is the storage capacity constraint, restricting that the storage capacity of carbon sinks should cover the captured CO2 of the sources within a given period. This constraint is presented in Eq. (10):
where Sj is the storage capacity of sink j, i-j is the source i from which carbon dioxide will be captured and stored in sink j, Ti-j is the timeframe for the CCS project between source i and sink j.
The third constraint is the mitigation potential constraint, referring to that the captured and stored carbon should reach or exceed the mitigation potential of the sector-level decarbonization pathways in the three scenarios. The satisfaction of this constraint would demonstrate the reliability of the mitigation potential of CCS in China’s steel sector. The constraint is shown in Eq. (11):
where MT is the mitigation target by CCS from the sector-level pathways, which is 609.5 Mt, 536.6 Mt, and 472.4 Mt under the high, moderate, and low steel output scenarios.
The last constraint is the non-negative constraint, as the quantities of CO2 capture, transportation, and storage should be non-negative, as shown in Eqs. (12)–(14):
Energy and water consumption assessment
The energy and water consumption of the CCS deployment schemes can be evaluated by dividing them into capture, transportation, and storage stages. Energy and water consumption in the capture and storage stages is proportional to the quantities of carbon dioxide that need to be captured and stored, while consumption in the transportation stage relates to both the quantity of carbon dioxide and the transportation distance. Moreover, since energy and water consumption in the carbon capture stage varies depending on the specific carbon capture technology used, the energy and water intensity parameters in carbon capture are considered within ranges (see details in Supplementary Table 9 and Note 5). The calculation methods are shown in Eqs. (15)–(17):
where E is the total energy consumption of the CCS deployment scheme, EIcap, EItra, and EIsto are the energy intensities in carbon capture, transportation, and storage, TD is the total distance for carbon transportation that can be calculated by Eq. (17), W is total water consumption, WIcap and WItra are the water intensities in carbon capture and transportation, and η is the conversion factor between the quantities of water by EWR and the stored carbon.
Regarding the location of energy and water consumption, we define that energy and water consumption in carbon capture and transportation occur at the site of carbon sources, while consumption in carbon storage occurs at the site of carbon sinks. The energy and water consumption by province is assessed by summing up the consumption of all sites located within the province. Note that the energy consumption and EWR in onshore oil fields and basins are not included since they do not belong to any specific province.
Reporting summary
Further information on research design is available in the Nature Portfolio Reporting Summary linked to this article.
Data availability
The processed steel units, economic costs, energy consumption, and water consumption data are available in the Supplementary Information. Source data are provided with this paper.
Code availability
The code developed in this study is available from the Zenodo repository86.
References
Gallagher, K. S., Zhang, F., Orvis, R., Rissman, J. & Liu, Q. Assessing the Policy gaps for achieving China’s climate targets in the Paris Agreement. Nat. Commun. 10, 1256 (2019).
Barrett, J. et al. Energy demand reduction options for meeting national zero-emission targets in the United Kingdom. Nat. Energy 7, 726–735 (2022).
van Soest, H. L., den Elzen, M. G. J. & van Vuuren, D. P. Net-zero emission targets for major emitting countries consistent with the Paris Agreement. Nat. Commun. 12, 1–9 (2021).
Watari, T., Hata, S., Nakajima, K. & Nansai, K. Limited quantity and quality of steel supply in a zero-emission future. Nat. Sustain. https://doi.org/10.1038/s41893-022-01025-0 (2023).
Lei, T. et al. Global iron and steel plant CO2 emissions and carbon-neutrality pathways. Nature 622, 514–520 (2023).
Hermwille, L. et al. A climate club to decarbonize the global steel industry. Nat. Clim. Change 12, 494–496 (2022).
Langie, K. M. G. et al. Toward economical application of carbon capture and utilization technology with near-zero carbon emission. Nat. Commun. 13, 7482 (2022).
Martin-Roberts, E. et al. Carbon capture and storage at the end of a lost decade. One Earth 4, 1569–1584 (2021).
Zhang, H., Sun, W., Li, W. & Ma, G. A carbon flow tracing and carbon accounting method for exploring CO2 emissions of the iron and steel industry: an integrated material–energy–carbon hub. Appl. Energy 309, 118485 (2022).
Wang, Y. et al. Decarbonization pathways of China’s iron and steel industry toward carbon neutrality. Resour. Conserv. Recycl. 194, 106994 (2023).
Yu, X. & Tan, C. China’s pathway to carbon neutrality for the iron and steel industry. Glob. Environ. Change 76, 102574 (2022).
Wang, X., Yu, B., An, R., Sun, F. & Xu, S. An integrated analysis of China’s iron and steel industry towards carbon neutrality. Appl. Energy 322, 119453 (2022).
Zhang, J., Shen, J., Xu, L. & Zhang, Q. The CO2 emission reduction path towards carbon neutrality in the Chinese steel industry: a review. Environ. Impact Assess. Rev. 99, 107017 (2023).
Li, Z. & Hanaoka, T. Plant-level mitigation strategies could enable carbon neutrality by 2060 and reduce non-CO2 emissions in China’s iron and steel sector. One Earth 5, 932–943 (2022).
Ren, L., Zhou, S., Peng, T. & Ou, X. A review of CO2 emissions reduction technologies and low-carbon development in the iron and steel industry focusing on China. Renew. Sustain. Energy Rev. 143, 110846 (2021).
Fan, J. L., Shen, S., Wei, S. J., Xu, M. & Zhang, X. Near-term CO2 storage potential for coal-fired power plants in China: a county-level source-sink matching assessment. Appl. Energy 279, 115878 (2020).
Sharma, T. & Xu, Y. Domestic and international CO2 source-sink matching for decarbonizing India’s electricity. Resour. Conserv. Recycl. 174, 105824 (2021).
Sun, L. & Chen, W. Impact of carbon tax on CCUS source-sink matching: finding from the improved ChinaCCS DSS. J. Clean. Prod. 333, 130027 (2022).
Yue, Q. et al. Analysis of iron and steel production paths on the energy demand and carbon emission in China’s iron and steel industry. Environ. Dev. Sustain. 25, 4065–4085 (2023).
Harpprecht, C., Naegler, T., Steubing, B., Tukker, A. & Simon, S. Decarbonization scenarios for the iron and steel industry in context of a sectoral carbon budget: Germany as a case study. J. Clean. Prod. 380, 134846 (2022).
Devasahayam, S., Bhaskar Raju, G. & Mustansar Hussain, C. Utilization and recycling of end of life plastics for sustainable and clean industrial processes including the iron and steel industry. Mater. Sci. Energy Technol. 2, 634–646 (2019).
He, K. & Wang, L. A review of energy use and energy-efficient technologies for the iron and steel industry. Renew. Sustain. Energy Rev. 70, 1022–1039 (2017).
Hanssen, S. V. et al. The climate change mitigation potential of bioenergy with carbon capture and storage. Nat. Clim. Change 10, 1023–1029 (2020).
Wei, Y. M. et al. A proposed global layout of carbon capture and storage in line with a 2 °C climate target. Nat. Clim. Change 11, 112–118 (2021).
Fan, J.-L. et al. Co-firing plants with retrofitted carbon capture and storage for power-sector emissions mitigation. Nat. Clim. Change 13, 807–815 (2023).
Wei, Y.-M., Li, X.-Y., Liu, L.-C., Kang, J.-N. & Yu, B.-Y. A cost-effective and reliable pipelines layout of carbon capture and storage for achieving China’s carbon neutrality target. J. Clean. Prod. 379, 134651 (2022).
Wei, N., Liu, S., Jiao, Z. & Li, X. A possible contribution of carbon capture, geological utilization, and storage in the Chinese crude steel industry for carbon neutrality. J. Clean. Prod. 374, 133793 (2022).
Vishal, V., Chandra, D., Singh, U. & Verma, Y. Understanding initial opportunities and key challenges for CCUS deployment in India at scale. Resour. Conserv. Recycl. 175, 105829 (2021).
Global CCS. Institute. Technology readiness and costs of CCS. https://scienceforsustainability.org/w/images/b/bc/Technology-Readiness-and-Costs-for-CCS-2021-1.pdf (2021).
International Energy Agency. CCUS in clean energy transitions. https://iea.blob.core.windows.net/assets/181b48b4-323f-454d-96fb-0bb1889d96a9/CCUS_in_clean_energy_transitions.pdf (2020).
Rosa, L., Reimer, J. A., Went, M. S. & D’Odorico, P. Hydrological limits to carbon capture and storage. Nat. Sustain. 3, 658–666 (2020).
Tian, S., Jiang, J., Zhang, Z. & Manovic, V. Inherent potential of steelmaking to contribute to decarbonisation targets via industrial carbon capture and storage. Nat. Commun. 9, 1–8 (2018).
Wen, Z., Wang, Y., Li, H., Tao, Y. & De Clercq, D. Quantitative analysis of the precise energy conservation and emission reduction path in China’s iron and steel industry. J. Environ. Manag. 246, 717–729 (2019).
Wang, Y., Wen, Z., Yao, J. & Doh Dinga, C. Multi-objective optimization of synergic energy conservation and CO2 emission reduction in China’s iron and steel industry under uncertainty. Renew. Sustain. Energy Rev. 134, 110128 (2020).
Ren, M. et al. Decarbonizing China’s iron and steel industry from the supply and demand sides for carbon neutrality. Appl. Energy 298, 117209 (2021).
Yu, S., Lehne, J., Blahut, N. & Charles, M. 1.5 °C Steel: Decarbonization the Steel Sector in Paris-compatible Pathways https://e3g.wpenginepowered.com/wp-content/uploads/1.5C-Steel-Report_E3G-PNNL-1.pdf (2021).
International Energy Agency. Iron and Steel Technology Roadmap https://www.iea.org/reports/iron-and-steel-technology-roadmap (2020).
Liu, Y., Cui, M. & Gao, X. Building up scrap steel bases for perfecting scrap steel industry chain in China: an evolutionary game perspective. Energy 278, 127742 (2023).
Wei, N., Liu, S., Jiao, Z. & Li, X.-C. A possible contribution of carbon capture, geological utilization, and storage in the Chinese crude steel industry for carbon neutrality. J. Clean. Prod. 374, 133793 (2022).
Kang, Z., Liao, Q., Zhang, Z. & Zhang, Y. Carbon neutrality orientates the reform of the steel industry. Nat. Mater. 21, 1094–1098 (2022).
Fan, Z. & Friedmann, S. J. Low-carbon production of iron and steel: technology options, economic assessment, and policy. Joule 5, 829–862 (2021).
The Intergovernmental Panel on Climate Change. AR6 Synthesis Report: Climate Change 2022 https://www.ipcc.ch/report/sixth-assessment-report-cycle/ (2022).
Wang, Y., Wen, Z., Lv, X., Tao, Y. & Zhu, J. The spatial heterogeneity of synergy and trade-off linkages between carbon and air pollutant mitigations in China’s steel industry. J. Clean. Prod. 418, 138166 (2023).
Zhang, Y., Jackson, C. & Krevor, S. The feasibility of reaching gigatonne scale CO2 storage by mid-century. Nat. Commun. 15, 6913 (2024).
Ranaee, E., Khattar, R., Inzoli, F., Blunt, M. J. & Guadagnini, A. Assessment and uncertainty quantification of onshore geological CO2 storage capacity in China. Int. J. Greenh. Gas. Control 121, 103804 (2022).
Zhong, Z. et al. Role of CO2 geological storage in China’s pledge to carbon peak by 2030 and carbon neutrality by 2060. Energy 272, 127165 (2023).
Lu, H., Ma, X., Huang, K., Fu, L. & Azimi, M. Carbon dioxide transport via pipelines: a systematic review. J. Clean. Prod. 266, 121994 (2020).
Li, K., Yang, J. & Wei, Y. Impacts of carbon markets and subsidies on carbon capture and storage retrofitting of existing coal-fired units in China. J. Environ. Manag. 326, 116824 (2023).
Global CCS. Institute. Global Status of CCS 2023 https://res.cloudinary.com/dbtfcnfij/images/v1700717007/Global-Status-of-CCS-Report-Update-23-Nov/Global-Status-of-CCS-Report-Update-23-Nov.pdf?_i=AA (2023).
Wu, Y. & Huang, J. Roadmap for Carbon Capture, Utilization and Storage Technology Development in China (Science Press, 2019).
Wang, X., Cui, Y. & Pang, X. Annual Report of China’s Carbon Trading Market https://iigf.cufe.edu.cn/info/1013/8404.htm (2024).
Slater, H., Wang, S. & Li, R. 2022 China Carbon Pricing Survey http://www.chinacarbon.info/wp-content/uploads/2023/07/2022-CCPS-Report-CN.pdf (2023).
Lu, N. et al. Biophysical and economic constraints on China’s natural climate solutions. Nat. Clim. Change 12, 847–853 (2022).
International Renewable Energy Agency. Water for Hydrogen Production https://www.irena.org/Publications/2023/Dec/Water-for-hydrogen-production (2023).
Devlin, A., Kossen, J., Goldie-Jones, H. & Yang, A. Global green hydrogen-based steel opportunities surrounding high quality renewable energy and iron ore deposits. Nat. Commun. 14, 2578 (2023).
Zhang, S., Yi, B., Guo, F. & Zhu, P. Exploring selected pathways to low and zero CO2 emissions in China’s iron and steel industry and their impacts on resources and energy. J. Clean. Prod. 340, 130813 (2022).
Hebei Provincial Bureau of Statistics. Hebei Statistical Yearbook 2022 (China Statistics Press, 2023).
Choi, W. & Kang, S. Greenhouse gas reduction and economic cost of technologies using green hydrogen in the steel industry. J. Environ. Manag. 335, 117569 (2023).
Ren, L., Zhou, S. & Ou, X. The carbon reduction potential of hydrogen in the low carbon transition of the iron and steel industry: the case of China. Renew. Sustain. Energy Rev. 171, 113026 (2023).
Chyong, C. K., Italiani, E. & Kazantzis, N. Energy and climate policy implications on the deployment of low-carbon ammonia technologies. Nat. Commun. 16, 776 (2025).
Sgouridis, S., Carbajales-Dale, M., Csala, D., Chiesa, M. & Bardi, U. Comparative net energy analysis of renewable electricity and carbon capture and storage. Nat. Energy 4, 456–465 (2019).
Chen, S. et al. The potential of photovoltaics to power the belt and road initiative. Joule 3, 1895–1912 (2019).
Wang, Y. et al. Accelerating the energy transition towards photovoltaic and wind in China. Nature 619, 761–767 (2023).
Liu, L. et al. Potential contributions of wind and solar power to China’s carbon neutrality. Resour. Conserv. Recycl. 180, 106155 (2022).
Lu, L. et al. Wastewater treatment for carbon capture and utilization. Nat. Sustain. 1, 750–758 (2018).
Wu, T., Ng, S. T. & Chen, J. Incorporating carbon capture and storage in decarbonizing China’s cement sector. Renew. Sustain. Energy Rev. 209, 115098 (2025).
Istrate, R., Nabera, A., Pérez-Ramírez, J. & Guillén-Gosálbez, G. One-tenth of the EU’s sustainable biomethane coupled with carbon capture and storage can enable net-zero ammonia production. One Earth 7, 2235–2249 (2024).
Fan, J.-L. et al. A net-zero emissions strategy for China’s power sector using carbon-capture utilization and storage. Nat. Commun. 14, 5972 (2023).
Liu, Y. & Li, X. Primary estimation of capacity of CO2 geological storage in China. In Proc. 2009 3rd International Conference on Bioinformatics and Biomedical Engineering 1–4. https://doi.org/10.1109/ICBBE.2009.5163242 (2009).
Xu, X. et al. Cost assessment and potential evaluation of geologic carbon storage in China based on least-cost path analysis. Appl. Energy 371, 123622 (2024).
National Energy Administration. Medium and long-term plan for hydrogen energy industry development (2021–2035). https://zfxxgk.nea.gov.cn/1310525630_16479984022991n.pdf (2022).
International Energy Agency. Transforming Industry through CCUS https://www.iea.org/reports/transforming-industry-through-ccus (2019).
Huang, D. et al. Quantitative analysis of net-zero transition pathways and synergies in China’s iron and steel industry. Renew. Sustain. Energy Rev. 183, 113495 (2023).
National Development and Reform Commission. Methods of energy conservation monitoring. https://www.ndrc.gov.cn/xxgk/zcfb/fzggwl/201601/W020190905495012309539.pdf (2016).
Ministry of Ecology and Environment. National Pollutant Emission Permit Management Information Platform. http://permit.mee.gov.cn/permitExt/defaults/default-index!getInformation.action (2018).
Bo, X. et al. Effect of strengthened standards on Chinese ironmaking and steelmaking emissions. Nat. Sustain. 4, 811–820 (2021).
China Iron and Steel Association. China Steel Yearbook (Metallurgical Industry Press, 2020).
Ministry of Industry and Information Technology, National Development and Reform Commission & Ministry of Ecology and Environment. Guidance on promoting high-quality development of the steel industry. https://www.gov.cn/zhengce/zhengceku/2022-02/08/content_5672513.htm (2022).
Wei, N. et al. Economic evaluation on CO2-EOR of onshore oil fields in China. Int. J. Greenh. Gas. Control 37, 170–181 (2015).
Wang, Y., Wen, Z., Xu, M. & Kosajan, V. The carbon-energy-water nexus of the carbon capture, utilization, and storage technology deployment schemes: a case study in China’ s cement industry. Appl. Energy 362, 122991 (2024).
Tang, H., Zhang, S. & Chen, W. Assessing representative CCUS layouts for China’s power sector toward carbon neutrality. Environ. Sci. Technol. 55, 11225–11235 (2021).
Wei, N. et al. Decarbonizing the coal-fired power sector in China via carbon capture, geological utilization, and storage technology. Environ. Sci. Technol. 55, 13164–13173 (2021).
Balaji, K. & Rabiei, M. Carbon dioxide pipeline route optimization for carbon capture, utilization, and storage: a case study for North-Central USA. Sustain. Energy Technol. Assess. 51, 101900 (2022).
National Geomatics Center of China. National Basic Geographic Information Database. https://www.ngcc.cn/ngcc/html/1/391/392/16114.html (2019).
Simonsen, K. R., Hansen, D. S. & Pedersen, S. Challenges in CO2 transportation: trends and perspectives. Renew. Sustain. Energy Rev. 191, 114149 (2024).
Wang, Y., Wen, Z., Xu, M. & Doh Dinga, C. Long-term transformation in China’s steel sector for carbon capture and storage technology deployment. https://doi.org/10.5281/zenodo.15043576 (2025).
Acknowledgements
The authors gratefully acknowledge the support by the National Natural Science Foundation of China (72140008) and by the New Cornerstone Science Foundation through the XPLORER PRIZE (Z.W.).
Author information
Authors and Affiliations
Contributions
Y.W. and Z.W. co-designed the study. Y.W., M.X., and C.D. contributed to data collection and processing, Y.W. conducted technical analyses and results interpretation. Y.W. wrote the paper and Z.W. revised the paper.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Hanna Breunig, Richard T.J. Porter, Yongjuan Tong, Ning Wei, and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Wang, Y., Wen, Z., Xu, M. et al. Long-term transformation in China’s steel sector for carbon capture and storage technology deployment. Nat Commun 16, 4251 (2025). https://doi.org/10.1038/s41467-025-59205-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-025-59205-3
This article is cited by
-
Uneven renewable energy supply constrains the decarbonization effects of excessively deployed hydrogen-based DRI technology
Nature Communications (2025)
-
Assessing the Synergy Level of Air Pollution and Carbon Reduction and Its Influencing Factors in “2 + 36” Cities, China
Water, Air, & Soil Pollution (2025)
