
Abstract
This study investigates the effects of red mud (RM) incorporation on high-strength concrete through comprehensive assessment of mechanical properties, microstructural characteristics, and phase evolution over 180 days. Five concrete mixtures with RM replacement levels ranging from 0 to 20% were analyzed. Results demonstrate that 10% RM replacement achieves superior performance with 28.96%, 13.66%, and 15.45% improvements in compressive, split tensile, and flexural strengths respectively at 180 days. X-ray diffraction analysis reveals significant mineralogical transformation in this mixture, with progressive reduction in portlandite content and increased formation of strength-contributing phases. Scanning electron microscopy confirms enhanced matrix densification and improved interfacial transition zone characteristics, while Energy Dispersive X-ray analysis shows a favorable Ca/Si ratio of 0.9475 at 180 days, indicating formation of stable C-S-H gel structures. Novel prediction models for mechanical properties demonstrate greater accuracy compared to established code equations. This research establishes 10% as the most effective RM replacement threshold, balancing enhanced mechanical performance with sustainability benefits, thereby providing a robust framework for industrial-scale implementation of RM in high-strength concrete applications.
Similar content being viewed by others
Introduction
The extensive exploitation of natural resources and escalating environmental concerns associated with cement production have necessitated the development of sustainable alternatives in concrete technology1,2. Red mud (RM), a hazardous by-product of the Bayer process in alumina production, is generated at an approximate rate of 1.0–1.5 tonnes per tonne of alumina, resulting in global annual production exceeding 160 million tonnes3,4. This alkaline residue (pH 10–13) presents significant environmental challenges concerning storage, disposal, and potential contamination of soil and water resources5,6.
Environmental impacts extend beyond high alkalinity to include heavy metal leaching, dust generation, and substantial land requirements7. Abhilash et al.8 documented that inadequately managed disposal sites can lead to groundwater contamination with elevated levels of aluminum, iron, and sodium. Traditional storage methods require approximately 0.5–1.0 hectares per million tonnes of bauxite processed, with management costs estimated at $5–15 per tonne9,10. These challenges underscore the urgent need for sustainable valorization strategies.
The chemical composition of red mud—predominantly Fe2O3 (30–65%), Al2O3 (15–25%), SiO2 (10–20%), and other metal oxides—suggests potential pozzolanic properties suitable for cement replacement11. Advanced characterization studies have revealed complex mineralogical compositions featuring amorphous phases (20–30%) alongside crystalline components including hematite, goethite, and sodalite. With specific surface areas of 15,000–25,000 m²/kg, significantly higher than conventional cement (300–400 m²/kg), red mud exhibits considerable reactivity potential in cementitious systems12,13.
Utilizing red mud in concrete production offers dual environmental benefits: reducing the carbon footprint of cement manufacturing (currently 8% of global CO₂ emissions) while addressing industrial waste management challenges14. Liu et al.15 demonstrated that replacing 10% of cement with red mud can reduce concrete’s carbon footprint by 7–9%, while potentially utilizing up to 15–20% of global red mud production.
Investigations into red mud concrete have shown varying results regarding optimal incorporation levels. Qureshi et al.16 reported 15% strength enhancements with 10% RM replacement in conventional concrete, while Singh et al.17 observed optimal performance at 7.5% replacement. Split tensile behavior has shown notable variations, with Tang et al.18 documenting 12% improvement at 12.5% RM incorporation, contrasting with Chavan et al.19 who reported optimal performance at 8%. Flexural strength characteristics demonstrated similar variability, with Singh et al.20 indicating enhanced performance at 15% replacement, diverging from Kumar et al.21 who suggested optimal levels below 10%. These variations stem from several factors: chemical composition differences affecting reactivity, particle size distribution and specific surface area variations impacting pozzolanic activity, and diverse testing methodologies22,23. The interaction between these variables and environmental conditions creates a complex matrix of factors influencing optimal RM content determination24.
Microstructural investigations have revealed significant material modifications in RM-concrete systems. Bellum et al.25 documented the formation of modified calcium aluminate silicate hydrate (C-A-S-H) phases with increased Al/Si ratios (0.15–0.25) compared to conventional C-S-H gel (0.08–0.12). Mi et al.26 identified nanoscale interactions between iron-rich phases and calcium silicate hydrates using high-resolution transmission electron microscopy. Muraleedharan et al.27 documented the formation of calcium aluminate hydrates and modified C-S-H gel structures through high-resolution SEM imaging, while Chava et al.11 utilized quantitative XRD analysis to track CH consumption rates. Their research demonstrated accelerated pozzolanic reactions in systems containing 10–15% RM replacement. Tang et al.18 employed backscattered electron imaging to characterize ITZ densification, revealing reduced porosity and enhanced chemical bonding with optimal RM incorporation. These findings were corroborated by Qureshi et al.16 who documented significant improvements in ITZ characteristics through elemental mapping and nanoindentation techniques. Existing microstructural investigations of red mud concrete have predominantly focused on early-age characteristics (≤ 28 days), leaving a critical knowledge gap regarding long-term phase evolution and morphological transformations.
Based on the comprehensive literature review, several critical research gaps have been identified: (1) limited investigations on red mud incorporation in high-strength concrete applications, with most studies focusing on normal-strength concrete; (2) inadequate understanding of long-term phase evolution beyond 28 days, particularly in the 90–180 day period which is crucial for performance assessment; (3) insufficient correlation between microstructural characteristics and mechanical properties; and (4) lack of validated prediction models specifically calibrated for red mud-modified high-strength concrete. This study addresses these gaps through a systematic investigation of mechanical properties, microstructural evolution, and phase development over an extended 180-day period, with the specific objectives of: (a) determining the optimal red mud replacement percentage for maximizing strength properties, (b) characterizing the temporal evolution of microstructure and phase development, (c) establishing correlations between chemical composition and mechanical performance, and (d) developing validated prediction models for practical applications.
Materials and methods
Materials
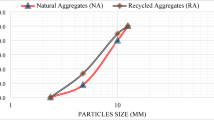
In this investigation, OPC-53 Grade cement conforming to IS 269–2015 specifications was used throughout the experimental work28. The cement had a specific gravity of 3.12 and a specific surface area of 300 m²/kg. Chemical composition of the cement determined by X-ray fluorescence (XRF) analysis showed predominant constituents as CaO (64.27%), SiO2 (19.82%), Al2O3(4.48%), and Fe2O3 (4.05%), with minor components including MgO (1.34%), Na2O (0.58%), K2O (0.47%), and TiO2 (0.35%). Loss on ignition (LOI) was measured at 4.64%. Figure 1 presents the particle size distribution of the cement. Figure 2(a) and (b) depict the XRD pattern and SEM micrograph of the cement, respectively. Local river sand classified as Zone-II according to IS 383–2016 was employed as fine aggregate29. Figure 3 illustrates the particle size distribution of the aggregates. Coarse aggregates consisted of locally available crushed stone (12 mm and 20 mm nominal size) complying with IS 383–2016 requirements29. Table 1 summarizes the physical properties of both fine and coarse aggregates.

Size distribution of red mud and cement.
Red mud
Red mud was sourced from NALCO, Damanjodi, India. This material is a semi-solid residue generated during the Bayer process in alumina production. XRF analysis revealed its chemical composition as SiO2 (25.12%), Fe2O3 (24.17%), Al2O3 (22.14%), CaO (8.3%), Na2O (6.34%), TiO2 (4.38%), K2O (2.88%), and MgO (0.51%), with an LOI of 6.16%. This composition, particularly the high content of SiO2, Fe2O3, and Al2O3 totaling 71.43%, indicates significant potential for pozzolanic reactivity. The red mud had a specific gravity of 2.42 and a specific surface area of 22,000 m²/kg. Figure 1 shows the particle size distribution of the red mud, while Fig. 2(c) and (d) present its XRD pattern and SEM micrograph, respectively.

(a) XRD of cement, (b) SEM of cement, (c) XRD of red mud, (d) SEM of red mud.

Aggregates size distribution.
Mix calculations and mix preparation
In the present investigation, the IS 10,262–200930 method was used to determine the mix proportions of 70 MPa concrete, shown in Table 2. Despite potential variations in water demand with increasing red mud content, a constant water-to-binder ratio and superplasticizer dosage were maintained across all mixtures to isolate the effect of red mud on strength and microstructural properties. The slump values for all mixtures remained within 175 ± 15 mm, meeting the workability requirements for high-strength concrete applications without requiring adjustments to the liquid components.
All concrete materials were mixed in an electric pan mixer with 200 L capacity using a standardized procedure to ensure consistency across all mixtures. Prior to mixing, aggregates were prepared to saturated surface-dry condition, while cement, silica fume, and red mud were proportioned by weight with an accuracy of ± 0.1 g. The mixing sequence followed a precise protocol: first, coarse and fine aggregates were dry-mixed for 30 s to ensure uniform distribution; subsequently, cement and red mud (for modified mixtures) were added and blended thoroughly for an additional 60 s to achieve homogeneous distribution of cementitious materials. Initially, 50% of the designated water was added to the dry mixture and mixed continuously for 120 s. The remaining water, premixed with the superplasticizer (4.3 kg/m³), was then gradually introduced while mixing continued for 180 s at a constant speed of 28–30 rpm. This staged addition of liquids prevented particle agglomeration and ensured optimal dispersion of the superplasticizer. After attaining a homogeneous mixture with a measured slump of 175 mm, the fresh concrete was immediately transferred to the prepared molds and compacted in two layers, each vibrated for 10 s using a table vibrator to eliminate entrapped air. All mixing operations were conducted under controlled laboratory conditions (23 °C, 65% relative humidity) to minimize environmental variables. The filled molds were then covered with polyethylene sheets for 24 h before demolding. The hardened concrete samples were subsequently placed in a water curing tank maintained at a temperature of 23 °C in accordance with IS: 9013-197831 until the designated testing age (i.e., 7, 28, 90, and 180 days).
Mechanical testing procedures and instrumentation
Mechanical properties were evaluated using calibrated testing equipment following standardized procedures. Compressive strength tests were performed on 150 × 150 × 150 mm cube specimens using a compression testing machine (3000 kN capacity) at a constant loading rate of 14 N/(mm2/min) in accordance with IS:516–201332. The experimental setup for compressive strength testing is shown in Fig. 4(a). Split tensile strength was determined using 150 × 300 mm cylindrical specimens tested on the same machine at a loading rate of 1.2–2.4 N/(mm²/min) as specified in IS 5816-199933, with hardboard strips (3 mm thick) placed between the specimen and loading platens to ensure uniform stress distribution. Figure 4(b) illustrates the split tensile testing arrangement. Flexural strength was assessed on 100 × 100 × 500 mm prismatic specimens using a flexural testing apparatus (100 kN capacity) under third-point loading at a constant rate of 180 kg/min following IS 516–2013 procedures32 as depicted in Fig. 4(c). All specimens were surface-dried for 30 min at laboratory conditions (22 ± 2 °C, 65 ± 5% RH) before testing to ensure consistent moisture states. Three replicate specimens were tested for each mixture and curing age, with results reported as arithmetic means. Statistical analysis included standard deviation calculation with coefficients of variation maintained below 5% for all reported strength values. All testing equipment was calibrated within six months prior to experimental work to ensure measurement accuracy and reliability.

a–c Experimental setup of compressive, split tensile and flexural strength tests.
Microstructural analysis preparation and procedures
For microstructural analysis, representative core samples of 10 × 10 × 5 mm were carefully extracted from fractured specimens after mechanical testing using a water-cooled diamond-tipped coring drill to minimize sampling-induced damage. For XRD analysis, the samples were ground to a fine powder (passing through a 75 μm sieve), oven-dried at 40 ± 2 °C for 24 h to remove moisture without altering hydration products and analyzed using a Rigaku mini flex 600 diffractometer operating at 40 kV and 15 mA. Data collection parameters included a step scan of 0.0200°, scan range from 3° to 70° (2θ), and a scan speed of 100.00 deg/min with CuKα radiation (λ = 1.541862 Å), as shown in Fig. 5(a). Phase identification was performed using reference patterns from the Crystallography Open Database (COD), specifically COD ID 9,006,832 (Nagai et al.34), 1,520,837 (Berliner et al.35), 1,535,815 (Udagawa et al.36), 1,540,704 (Mumme et al.37), and 1,536,406 (Di Pompinio et al.38). For SEM-EDX analysis, the specimens were vacuum-impregnated with low-viscosity epoxy resin, ground with silicon carbide papers of increasing fineness (400, 600, 800, and 1200 grit), and polished using diamond pastes (6, 3, 1, and 0.25 μm) to achieve a mirror-like surface. The polished samples were carbon-coated to a thickness of 15 ± 2 nm to ensure electrical conductivity while maintaining surface morphology. A VEGA 3 S.B.H., TESCAN Bmo. S.R.O., CZECH REPUBLIC scanning electron microscope was used to examine the samples at an accelerating voltage of 15 kV and working distance of 15 mm, with magnifications ranging from 500× to 5000× to characterize microstructural features at different scales. The SEM-EDX setup is illustrated in Fig. 5(b). For each mixture and curing age, at least five representative areas were analyzed to ensure statistical reliability, with particular attention to the cement paste matrix and interfacial transition zones.

(a) X-ray diffractometer, (b) SEM-EDX setup.
Results and discussion
Compressive strength development
The compressive strength development of high-strength concrete incorporating various percentages of red mud (RM) as partial cement replacement is presented in Fig. 6. Results demonstrate that RM incorporation significantly influences compressive strength across the 180-day curing period. At 7 days, all RM-containing mixtures exhibited higher compressive strengths compared to the control (B0RM). The B10RM mixture showed the most substantial early-age strength gain, with a 14.97% increase over the control as shown in Table 3. This early strength enhancement can be attributed to the filler effect of fine RM particles, which accelerates cement hydration by providing additional nucleation sites for hydration products18. As curing progressed to 28 days, strength gains for RM mixtures relative to the control decreased slightly, with B10RM still showing the highest improvement at 6.69%. This trend suggests that pozzolanic reactions of RM begin to contribute to strength development, albeit at a slower rate than the initial filler effect39.

Compressive Strength of Red Mud Concrete.
The most notable strength enhancements were observed at later ages (90 and 180 days). At 180 days, the B10RM mixture achieved a remarkable 28.96% increase in compressive strength compared to the control. This substantial long-term strength gain can be attributed to the pozzolanic reaction of RM, which consumes calcium hydroxide produced during cement hydration to form additional calcium silicate hydrate (C-S-H) gel, the primary strength-contributing phase in concrete40. The observed strength development trend aligns with the identified effective RM replacement level of 10%. Mixtures with lower RM content (B5RM) showed moderate improvements, while those with higher RM content (B15RM and B20RM) exhibited diminishing returns in strength gain. This behavior can be explained by two competing mechanisms: (1) pozzolanic reactions and filler effects, where RM particles contribute to strength development through pozzolanic activity and microstructural improvement41 and (2) dilution effect, where excessive RM replacement reduces the cement content, potentially leading to insufficient hydration products for optimal strength development42.
The superior performance of B10RM suggests an optimal balance between these mechanisms, where the benefits of RM incorporation outweigh the dilution effect. The diminishing strength gains observed in B15RM and B20RM indicate that beyond a 10% replacement level, the dilution effect begins to dominate, resulting in reduced strength enhancement43. Moreover, the continued strength development of RM mixtures up to 180 days highlights the long-term pozzolanic activity of RM, a characteristic particularly beneficial for high-strength concrete applications where long-term durability and performance are crucial.
Split tensile strength development
Red mud (RM) incorporation significantly influenced the split tensile strength development of high-strength concrete (HSC), exhibiting distinct patterns across curing ages and replacement percentages as shown in Fig. 7. At early age (7 days), all RM mixtures demonstrated enhanced split tensile strengths compared to the control (B0RM), with B10RM achieving the highest increase of 14.07%. This early strength enhancement can be attributed to the physical and chemical effects of RM incorporation4 with specific microstructural mechanisms discussed in Sect. “Microstructural evolution of red Mud-Modified High-Strength concrete through SEM”. While the strength gains moderated slightly at 28 days, B10RM maintained superiority with a 6.88% improvement over the control. The transition from early-age effects to later-age strength development became evident as the curing progressed. Later-age testing (90 and 180 days) revealed sustained strength improvements, with B10RM achieving a 13.66% increase in split tensile strength at 180 days as shown in Table 3. This enhancement results from continued chemical activity producing a denser, more homogeneous microstructure. The 10% replacement level emerged as optimal, balancing two competing mechanisms: beneficial effects of RM incorporation versus the dilution effect from reduced cement content. The trends observed across different RM percentages show that while B5RM exhibited moderate improvements, B15RM and B20RM demonstrated diminishing returns in tensile strength gain. Notably, split tensile strength showed more consistent improvement patterns across different RM percentages compared to compressive strength. These distinct mechanical behavior patterns are correlated with microstructural characteristics examined in Sect. “Microstructural evolution of red Mud-Modified High-Strength concrete through SEM”. The relationship between observed tensile strength development and microstructural evolution is further explored through detailed SEM analysis in Sect. “Microstructural evolution of red Mud-Modified High-Strength concrete through SEM”, which provides evidence of matrix densification and interfacial zone modifications that directly influence tensile performance. The sustained strength development through 180 days underscores the long-term activity in RM-modified concrete, a crucial advantage for HSC applications requiring extended durability and performance.

Split Tensile Strength of Red Mud Concrete.
Flexural strength evolution
The incorporation of red mud (RM) as partial cement replacement in high-strength concrete (HSC) demonstrated complex effects on flexural strength development over 180 days of curing as shown in Fig. 8; Table 3. Early-age testing at 7 days revealed enhanced flexural strengths across all RM mixtures compared to the control (B0RM), with B15RM achieving the highest gain of 11.39%. This initial enhancement stems from the nucleation effect of fine RM particles, which accelerates cement hydration and promotes refined pore structure formation44.
A distinct performance transition occurred at 28 days, where B10RM emerged as the leading mixture with a 7.49% strength increase. This shift coincides with the initiation of pozzolanic reactions, during which RM particles consume calcium hydroxide to form additional strength-contributing C-S-H gel4. The most pronounced strength enhancements manifested at later ages, with B10RM reaching a 15.45% increase by 180 days through continued pozzolanic activity and microstructure densification.
The flexural strength development exhibited unique characteristics compared to compressive and split tensile properties. B15RM’s superior early-age performance followed by B10RM’s later dominance indicates RM’s nuanced influence on flexural properties, particularly in microstructure modification and micro-crack propagation resistance. The 10% replacement level emerged as optimal for long-term performance, balancing two competing mechanisms: microstructural enhancement through pozzolanic reactions and micro-filling effects versus cement dilution41. Mixtures with higher RM content (B15RM and B20RM) showed diminishing returns as dilution effects predominated.
The sustained strength development through 180 days highlights RM’s extended pozzolanic activity, offering strategic advantages for specific applications. B15RM’s enhanced early-age performance suits precast concrete applications, while B10RM’s superior long-term strength makes it ideal for structural elements under sustained flexural loading. This versatility in strength development patterns enables tailored mixture designs for diverse construction requirements.

Flexural Strength of Red Mud Concrete.
Prediction analysis of split tensile strength
The accuracy of various prediction models for split tensile strength in high-strength concrete (HSC) incorporating red mud (RM) was evaluated through comparison with experimental results. The analysis examined five equations: ACI363R92, ACI318-99, AS3600, CEB-FIP, and a newly proposed equation (ft = 0.17fc0.858) as shown in Table 4. The experimental split tensile strength values ranged from 7.41 to 7.92 MPa across different RM replacement levels. Traditional equations consistently underestimated these values: ACI363R92 (5.34–5.52 MPa) and ACI318-99 (5.07–5.24 MPa) showed moderate underestimation, while AS3600 exhibited the largest deviation with predictions of 3.62–3.74 MPa. The CEB-FIP equation provided somewhat closer estimates (5.50–5.74 MPa), though still below experimental values. This systematic underestimation by established equations likely stems from their development for conventional concrete without consideration of supplementary cementitious materials like RM.
The newly proposed equation demonstrated superior prediction accuracy, with values ranging from 7.21 to 7.62 MPa. Its enhanced performance reflects the specific calibration for RM-incorporated HSC, accounting for unique strength development characteristics and material properties. Statistical analysis revealed perfect linear relationships (R² = 1) across all equations, though this metric alone doesn’t fully represent prediction accuracy. The proposed equation showed higher standard error (SE) (0.472) and standard deviation (SD) (1.491) values, suggesting better sensitivity to RM’s effects on concrete strength, despite appearing counterintuitive. The ftp/ft ratio of 0.986 for the proposed equation confirms its superior alignment with experimental results, compared to ratios of 0.538–0.796 for other equations as shown in Table 5.
The variations in split tensile strength among RM mixtures can be attributed to pozzolanic activity, filler effects, microstructure modification, and optimal replacement level, with 10% RM consistently demonstrating the best performance. This improved prediction capability using the proposed equation provides a valuable tool for designing and implementing RM-based HSC in construction applications.
Prediction analysis of flexural strength
This study compared the flexural strength predictions for RM-incorporated HSC using six distinct models - five established equations and one newly developed expression (i.e., equation of present study). Experimental flexural strength values ranged from 6.41 to 6.89 MPa across varying RM replacement levels, providing a benchmark for evaluating prediction accuracy as shown in the Table 6. The established prediction models exhibited diverse performance patterns. The ACI363R92 model significantly overestimated flexural strength (8.52–8.80 MPa), exceeding experimental values by up to 34.7%. Similarly, the CEB-FIP model produced elevated predictions (7.34–7.58 MPa), overshooting by approximately 16.1%. Conversely, AS3600 and ACI 318 − 99 underestimated strength values (5.43–5.61 MPa and 5.62–5.80 MPa respectively), with predictions falling short by 14.1% and 11.2%. The IS 456–2000 demonstrated intermediate accuracy (6.34–6.55 MPa), with predictions deviating by only ± 3% from experimental results.
The newly developed equation (ffs = 0.45fc0.60) yielded predictions ranging from 6.34 to 6.59 MPa, achieving the highest accuracy among all models with a mean prediction-to-experimental ratio of 0.973 as shown in Table 7. This enhanced performance can be attributed to its calibration methodology, which specifically accounts for RM’s influence on concrete microstructure and strength development mechanisms.
Statistical analysis revealed nuanced insights into model performance. While all equations showed perfect linear correlation (R² = 1), the proposed model demonstrated balanced sensitivity to mix variations with moderate standard error (0.333) and standard deviation (1.052). The coefficient of variation (0.194) indicates appropriate responsiveness to RM content variations without excessive fluctuation. These statistical indicators suggest robust prediction capability across different mixture compositions.
The model’s superior performance stems from its incorporation of key mechanisms including progressive pozzolanic reactions, enhanced particle packing, microstructural modifications at the interfacial transition zone, time-dependent strength development, and synergistic cement-RM interactions. This improved prediction capability establishes a reliable foundation for designing RM-incorporated HSC mixtures, particularly for applications demanding precise flexural strength estimation. The model’s accuracy across varying RM contents and curing ages makes it a valuable tool for sustainable concrete design while maintaining structural performance requirements.
Prediction analysis of modulus of elasticity
The modulus of elasticity (EC) in high-strength concrete (HSC) incorporating red mud (RM) was analyzed through experimental testing and prediction models. The study evaluated two established equations (ACI318 and AS3600) and introduced a new predictive model calibrated specifically for RM-modified HSC. Experimental results revealed significant variations in EC values across different RM replacement levels. The control mix (B0RM) exhibited an EC of 43.57 GPa, while B10RM achieved the highest value of 45.97 GPa, representing a 5.5% enhancement as shown in Table 8. This improvement correlates with concurrent increases in compressive strength, though the relationship proved nonlinear, indicating RM’s complex influence on concrete microstructure.
The existing prediction models showed systematic deviations from experimental values. ACI318 consistently overestimated EC by 2–5%, with reduced accuracy for RM-modified mixes, suggesting limitations in accounting for RM-induced microstructural modifications. Conversely, AS3600 underestimated EC by 8–12%, displaying greater discrepancies in RM-containing mixtures. The newly proposed equation demonstrated superior accuracy with deviations within ± 2%, reflecting its targeted calibration for RM-modified HSC.
The variation in EC values stems from multiple mechanisms: pozzolanic reactions producing additional C-S-H gel, enhanced particle packing through the filler effect, improved interfacial transition zone characteristics, and density variations (2395 kg/m³ for B0RM to 2354 kg/m³ for B20RM). The optimal performance at 10% RM suggests a balance between these beneficial effects and potential drawbacks such as cement dilution. This enhanced prediction capability offers practical benefits for structural design, enabling more precise calculations that capitalize on RM-modified HSC properties. The findings establish a foundation for sustainable concrete design while maintaining reliable structural performance prediction. Future research should validate the proposed equation across broader mix designs and investigate long-term elastic property evolution in RM-modified HSC.
X-Ray diffraction analysis of red Mud-modified high-strength concrete
Figures 9, 10, 11 and 12 present the X-Ray Diffraction (XRD) patterns of high-strength concrete incorporating various percentages of red mud (RM) at 7, 28, 90, and 180 days, with key phase percentages summarized in Table 9. The mineralogical evolution reveals important mechanisms influencing mechanical performance.

XRD analysis of red mud concrete at the curing age of 7 days.

XRD analysis of red mud concrete at the curing age of 28 days.

XRD analysis of red mud concrete at the curing age of 90 days.

XRD analysis of red mud concrete at the curing age of 180 days.
Quartz content decreases with increasing RM content and curing age (from 41.85% in B0RM to 33.57% in B10RM at 7 days), primarily due to the dilution effect and progressive matrix densification affecting XRD intensities45. Portlandite (CH) exhibits a complex temporal evolution, with initial increases in some mixtures (13.29% in B5RM vs. 12.87% in B0RM at 7 days) due to accelerated early hydration46 followed by varied patterns at later ages. The CH content in B10RM shows a non-linear progression (10.89% at 7 days, 9.07% at 28 days, 9.37% at 90 days, 9.84% at 180 days), reflecting a dynamic equilibrium between CH production from ongoing cement hydration and consumption through pozzolanic reactions14. This apparent inconsistency can be attributed to several parallel processes: continued hydration of residual cement particles producing additional CH, pozzolanic reaction of RM consuming CH to form secondary C-S-H, potential carbonation reactions converting some CH to calcium carbonate, and redistribution of crystalline phases altering their relative proportions12. The generally lower CH content in B10RM compared to the control mix correlates with its superior strength development through enhanced C-S-H formation44.
Ettringite appears primarily in early stages (7 and 28 days) and diminishes in later XRD patterns. RM-modified mixes initially show slightly higher ettringite content compared to B0RM, with B15RM exhibiting the highest at 6.84%, likely due to alumina from RM promoting ettringite formation14.
Calcium silicate phases show significant evolution with RM incorporation. B10RM consistently demonstrates the highest hatrurite (C₃S) content, reaching 37.89% at 90 days, while larnite (C₂S) content also increases with RM incorporation, with B10RM showing the highest content at most ages (24.54% at 180 days). These trends suggest that RM incorporation promotes preservation of unhydrated cement particles through matrix densification, contributing to continued strength development47,48.
The mineralogical evolution demonstrates four fundamental mechanisms influencing properties: (1) pozzolanic reactions consuming CH to generate additional C-S-H gel, (2) filler effect creating a controlled hydration environment preserving calcium silicate phases, (3) alumina from RM promoting initial ettringite formation and modifying C-S-H composition, and (4) matrix densification optimizing phase transformation kinetics49. These mechanisms achieve ideal balance at 10% RM replacement (B10RM), while lower content (B5RM) provides insufficient pozzolanic activity and higher contents risk cement dilution effects. This structure-property relationship aligns with observed mechanical performance, where B10RM’s enhanced CH consumption, C-S-H formation, and preserved calcium silicates correlate with superior strength development.
Microstructural evolution of red mud-modified high-strength concrete through SEM
The scanning electron microscopy (SEM) analysis reveals distinct patterns of microstructural development in high-strength concrete (HSC) specimens incorporating varying percentages of red mud (RM) as partial cement replacement, observed across critical curing periods of 7, 28, 90, and 180 days as shown in Figs. 13, 14, 15 and 16. The superior split tensile strength observed in B10RM specimens (Sect. 3.2) can be directly correlated with the enhanced interfacial transition zone (ITZ) characteristics visible in these micrographs. SEM images demonstrate significantly reduced porosity at the aggregate-paste interface and improved bonding characteristics, with B10RM showing nearly continuous contact between hydration products and aggregate surfaces. This microstructural refinement at the ITZ reduces stress concentration during tensile loading, thereby enhancing split tensile performance. EDX line scans across the ITZ regions (Fig. 15) demonstrate a more gradual compositional transition in B10RM specimens compared to the control, with Ca/Si ratio changing from 0.99 to 0.96 (B0RM to B10RM) over approximately 15 μm in B10RM compared to an abrupt transition occurring within 5 μm in B0RM. This gradual transition indicates improved chemical bonding at the interface, directly contributing to enhanced tensile load transfer capacity14.
In the early curing stage (7 days), the formation of primary hydration products—calcium silicate hydrate (C-S-H) gel and ettringite needles—is evident across all mixtures as shown in Fig. 13. While the control mix (B0RM) exhibits notable porosity and microcracking, RM-modified mixes demonstrate enhanced matrix densification, particularly in B10RM specimens. This early-stage improvement stems from the dual mechanism of RM particles: their function as nucleation sites for hydration products and their role in accelerating hydration kinetics50. However, specimens with higher RM content (B15RM and B20RM) show evidence of particle agglomeration, potentially impeding uniform hydration progression.

SEM images of red mud concrete at the curing age of 7 days.
At 28 days, microstructural maturation is characterized by increased C-S-H gel formation. The control specimen shows improved density but retains visible porosity as depicted in Fig. 14. In contrast, RM-modified specimens, especially B10RM, exhibit superior homogeneity and compactness. This enhancement can be attributed to the progressive pozzolanic reaction, where RM consumes calcium hydroxide (CH) to generate additional C-S-H gel. Notably, B10RM displays optimally sized and uniformly distributed CH crystals, indicating an ideal balance between pozzolanic activity and cement content51.

SEM images of red mud concrete at the curing age of 28 days.
The 90-day microstructure reveals significant refinement across all specimens. While the control mix shows improved pore structure, RM-modified specimens—particularly B10RM and B15RM—demonstrate exceptional matrix densification with minimal porosity as shown in Fig. 15. B10RM exhibits superior interfacial transition zone (ITZ) characteristics, achieved through the synergistic effects of RM’s filler action and pozzolanic reaction products, enhancing the aggregate-paste bond strength52.

SEM images of red mud concrete at the curing age of 90 days.
At 180 days, the microstructure reaches full maturity. The control specimen maintains some porosity despite increased density, while RM-modified specimens showcase highly refined microstructures as illustrated in Fig. 16. B10RM achieves optimal microstructural characteristics, featuring uniform hydration product distribution and nearly imperceptible ITZ, correlating with enhanced mechanical properties and durability indicators.

SEM images of red mud concrete at the curing age of 180 days.
The exceptional performance of RM-modified HSC stems from four distinct but interrelated mechanisms. At the microscopic level, fine RM particles function as efficient void fillers, occupying the interstitial spaces between cement grains to create a denser matrix structure. Simultaneously, these particles serve as nucleation sites that catalyse the formation and promote uniform distribution of hydration products throughout the cement matrix. The pozzolanic activity of RM particles further enhances the microstructure through their reaction with calcium hydroxide (CH) to produce additional calcium silicate hydrate (C-S-H) gel, leading to significant pore refinement (Tang et al., 2018). Finally, the combined effect of RM’s filler action and pozzolanic reactivity strengthens the interfacial transition zone (ITZ) between the aggregate and cement paste, resulting in improved mechanical properties and enhanced durability of the concrete composite.
The optimal performance of B10RM across all curing ages represents an ideal balance of these mechanisms. Lower RM content (B5RM) provides insufficient pozzolanic activity, while higher concentrations (B15RM and B20RM) may excessively dilute cement content, potentially compromising primary hydration product formation53,54. This comprehensive microstructural analysis demonstrates the complex interplay between RM content, curing age, and concrete performance, suggesting that careful optimization of RM content is crucial for achieving enhanced mechanical properties and durability characteristics in high-strength concrete applications.
Elemental composition analysis of red mud-modified high-strength concrete
Energy Dispersive X-ray (EDX) analysis revealed systematic evolution in elemental composition across different red mud (RM) percentages and curing ages, as presented in Table 10. The elemental composition data was derived from EDX analysis conducted on carefully selected representative regions of the cement paste matrix, deliberately avoiding large aggregate particles and unhydrated cement grains as shown in Figs. 13, 14, 15 and 16. For each sample, three different regions were analysed, with sampling locations systematically selected to include both bulk paste regions and areas near the interfacial transition zone to ensure representative characterization of the cementitious matrix.
Oxygen content remained relatively stable (59.58–64.82%) across all mixtures and curing ages, establishing a consistent hydration environment. A systematic decrease in calcium content (from 16.28% in B0RM to 15.89% in B10RM at 180 days) coupled with increased silicon content (from 16.23 to 18.86%) indicates progressive pozzolanic reactions generating strength-enhancing C-S-H gel structures. This compositional modification is further evidenced by the reduction in Ca/Si ratio from 1.0031 in B0RM to 0.9475 in B10RM at 180 days. According to Zhang et al.49 Ca/Si ratios approaching 0.9–1.0 correlate with formation of more stable tobermorite-like C-S-H gel structures with enhanced mechanical properties compared to higher Ca/Si ratios typical of conventional cement hydration products.
Aluminum content showed consistent enhancement in RM-modified mixtures (increasing from 2.65% in B0RM to 3.09% in B10RM at 90 days), while iron content exhibited modest elevation (from 0.86 to 0.89% at 28 days in B10RM). The increased (Al + Fe)/Ca ratio in RM-modified mixtures (reaching 0.205042 in B10RM at 90 days compared to 0.187424 in B0RM) indicates formation of aluminum and iron-substituted C-S-H gel phases. Liu et al.12 demonstrated that such substituted C-S-H structures exhibit enhanced stability under aggressive exposure conditions due to their modified molecular bonding arrangements.
Statistical analysis of elemental composition variations (standard deviations < 0.5% for major elements) confirms the significance of the observed trends. The elemental evolution operates through four interconnected mechanisms: (1) pozzolanic reactions consuming calcium hydroxide and forming silica-rich C-S-H gel, (2) incorporation of aluminum into the C-S-H structure forming C-A-S-H phases with modified properties, (3) limited iron substitution in hydration products, and (4) overall matrix densification through combined chemical and physical effects55.
The optimal balance of these mechanisms is achieved at 10% RM replacement, where the Ca/Si ratio (0.9475 at 180 days) approaches the theoretical optimum value of 0.9–1.0 for tobermorite-like C-S-H structures with superior mechanical properties56. This chemical optimization directly correlates with B10RM’s enhanced strength characteristics observed in mechanical testing. Mixtures with lower RM content (B5RM) showed insufficient modification of the Ca/Si ratio (0.9699 at 180 days), while higher RM contents demonstrated diminished returns or slightly adverse effects on elemental distribution, consistent with mechanical performance results.
This elemental optimization in B10RM establishes a clear structure-property relationship, correlating compositional parameters with mechanical performance and microstructural characteristics. The findings align with established benchmarks for optimal C-S-H gel composition in high-performance cementitious systems (Liu et al.41), providing a scientific foundation for the observed mechanical property enhancements in RM-modified high-strength concrete.
Conclusions
This research demonstrates significant performance enhancement in high-strength concrete through strategic incorporation of red mud (RM) as a partial cement replacement. Based on comprehensive experimental investigation, the following conclusions can be drawn:
-
The incorporation of red mud at 10% replacement level (B10RM) yielded optimal mechanical performance, evidenced by increases of 28.96% in compressive strength, 13.66% in split tensile strength, and 15.45% in flexural strength at 180 days.
-
Microstructural analysis revealed matrix refinement in B10RM characterized by enhanced paste densification and improved interfacial transition zone properties. XRD analysis confirmed the formation of strength-contributing phases, with increased hatrurite (37.89% at 90 days) and larnite content (24.54% at 180 days).
-
EDX analysis demonstrated an optimized Ca/Si ratio of 0.9475 in B10RM at 180 days, indicating the formation of stable C-S-H gel structures with enhanced binding capacity and mechanical performance.
-
Novel prediction models developed for RM-modified HSC demonstrated superior accuracy compared to existing code equations, providing reliable tools for practical implementation.
-
The research establishes 10% as the optimal RM replacement threshold, balancing mechanical performance enhancement with sustainability benefits. This finding has significant implications for large-scale utilization of red mud in high-strength concrete applications, addressing both environmental challenges of industrial waste management and the need for reduced cement consumption in construction.
Future research directions
This study establishes a methodological foundation for investigating: (1) long-term durability assessment of RM-modified HSC under various exposure conditions, (2) scale-up studies for industrial implementation, (3) life cycle assessment of environmental benefits, and (4) performance optimization for specific construction applications.
Data availability
I confirm that the required information and data related to XRD and all other studies conducted in this research are provided within the manuscript and that the data presented is original. However, for mineralogical identification, reference was made to COD files: COD ID 9006832 (Nagai et al. 2000), 1520837 (Berliner et al. 1998), 1535815 (Udagawa et al. 1978), 1540704 (Mumme et al. 1995), and 1536406 (Di Pompinio et al. 1993). All other data are available from the corresponding author upon reasonable request.
Abbreviations
- RM:
-
Red Mud
- HSC:
-
High-Strength Concrete
- OPC:
-
Ordinary Portland Cement
- SCM:
-
Supplementary Cementitious Material
- C-S-H:
-
Calcium Silicate Hydrate
- C-A-S-H:
-
Calcium Aluminate Silicate Hydrate
- CH:
-
Calcium Hydroxide (Portlandite)
- ITZ:
-
Interfacial Transition Zone
- XRD:
-
X-Ray Diffraction
- SEM:
-
Scanning Electron Microscopy
- EDX:
-
Energy Dispersive X-ray
- XRF:
-
X-ray fluorescence
- C3S:
-
Tricalcium Silicate (Hatrurite)
- C2S:
-
Dicalcium Silicate (Larnite)
- ACI:
-
American Concrete Institute
- IS:
-
Indian Standard
- AS:
-
Australian Standard
- CEB-FIP:
-
European Committee for Concrete- International Federation for Structural Concrete
- LOI:
-
Loss on ignition
- SE:
-
Standard Error
- SD:
-
Standard Deviation
- COV:
-
Coefficient of Variation
- Fe2O3 :
-
Iron Oxide
- Al2O3 :
-
Aluminum Oxide
- SiO2 :
-
Silicon Dioxide
- Ca/Si:
-
Calcium to Silicon Ratio
- Al/Si:
-
Aluminum to Silicon Ratio
- EC :
-
Modulus of Elasticity
- fc :
-
Compressive Strength
- ft :
-
Split Tensile Strength
- ff :
-
Flexural Strength
- ftp :
-
Predicted split tensile strength
- ffsp :
-
Predicted flexure strength
- \(\:{\uprho\:}\) :
-
Density
References
Tahwia, A. M., Elmansy, A. K., Abdellatief, M. & Elrahman, M. A. Durability and ecological assessment of low-carbon high-strength concrete with short AR-glass fibers: effects of high-volume of solid waste materials. Constr. Build. Mater. 429, 136422. https://doi.org/10.1016/j.conbuildmat.2024.136422 (2024).
Murali, G., Wong, L. S., Karthikeyan, K., Abdellatief, M. & Dixit, S. Concrete resilience under the impact of Water Forces: A review of abrasion resistance in hydraulic structures. Results Eng. https://doi.org/10.1016/j.rineng.2025.104654 (2025).
Li, G., Liu, J., Yi, L., Luo, J. & Jiang, T. Bauxite residue (red mud) treatment: current situation and promising solution. Sci. Total Environ. 948, 174757. https://doi.org/10.1016/j.scitotenv.2024.174757 (2024).
Venkatesh, C., Nerella, R. & Chand, M. S. R. Role of red mud as a cementing material in concrete: a comprehensive study on durability behavior. Innovative Infrastructure Solutions https://doi.org/10.1007/s41062-020-00371-2 (2020).
Li, Q. et al. Summary of research progress on the separation and extraction of Iron from bayer red mud. J. Sustainable Metall. https://doi.org/10.1007/s40831-024-00986-0 (2025).
Ma, S., Liu, X., Zhang, Z., Zhu, L. & Wang, J. Removal, conversion and utilization technologies of alkali components in bayer red mud. J. Environ. Manage. 373, 123781. https://doi.org/10.1016/j.jenvman.2024.123781 (2024).
Niu, A. & Lin, C. Trends in research on characterization, treatment and valorization of hazardous red mud: A systematic review. J. Environ. Manage. 351, 119660. https://doi.org/10.1016/j.jenvman.2023.119660 (2023).
Abhilash, N., Shrivastava, S. K., Rahman, M. R. & Meshram, P. Red mud neutralisation by CO2 promotes alkali recovery and higher scandium extraction. Waste Biomass Valoriz. https://doi.org/10.1007/s12649-024-02791-y (2024).
De Souza Costa, E. T. et al. Phytoremediation of Arsenic-Contaminated Soils Amended with Red Mud Combined with Phosphogypsum. Water Air Soil. Pollution https://doi.org/10.1007/s11270-021-05360-4 (2021).
Huang, J. et al. Study on the microscale mechanisms of Multi-Source solid waste synergy in enhancing physicochemical properties of red Mud-Based backfill materials. Materials 18, 1822. https://doi.org/10.3390/ma18081822 (2025).
Chava, V. & Chereddy, S. S. D. Effect of calcination on the physical, chemical, morphological, and cementitious properties of red mud. J. Sustainable Constr. Mater. Technol. 8, 297–306. https://doi.org/10.47481/jscmt.1376887 (2023).
Liu, Y. et al. Micro-chemomechanical properties of red mud binder and its effect on concrete. Compos. B Eng. 258, 110688. https://doi.org/10.1016/j.compositesb.2023.110688 (2023).
Venkatesh, C., Chand, M. & Nerella, R. A state of the Art on red mud as a substitutional cementitious material. Ann. De Chim. Sci. Des. Matériaux. 43, 99–103. https://doi.org/10.18280/acsm.430206 (2019).
Wang, J., Liu, X., Zhang, Z. & Liu, Y. Synergistic utilization, critical mechanisms, and environmental suitability of bauxite residue (red mud) based multi-solid wastes cementitious materials and special concrete. J. Environ. Manage. 361, 121255. https://doi.org/10.1016/j.jenvman.2024.121255 (2024).
Liu, X., Liu, X. & Zhang, Z. Application of red mud in carbon capture, utilization and storage (CCUS) technology. Renew. Sustain. Energy Rev. 202, 114683. https://doi.org/10.1016/j.rser.2024.114683 (2024).
Qureshi, H. J. et al. A study on sustainable concrete with partial substitution of cement with red mud: A review. Materials 15, 7761. https://doi.org/10.3390/ma15217761 (2022).
Singh, J. & Naval, S. Partial Replacement of Cement with Red Mud in Concrete—A Review. Lecture notes civil Eng. https://doi.org/10.1007/978-3-030-51354-2_6 (2020).
Tang, W. C., Wang, Z., Liu, Y. & Cui, H. Z. Influence of red mud on fresh and hardened properties of self-compacting concrete. Constr. Build. Mater. 178, 288–300. https://doi.org/10.1016/j.conbuildmat.2018.05.171 (2018).
Chavan, S. P., Salokhe, S. A., Nadagauda, P. A., Patil, S. T. & Mane, K. M. An investigational study on properties of concrete produced with industrial waste red mud. Mater. Today Proc. 42, 733–738. https://doi.org/10.1016/j.matpr.2020.11.156 (2020).
Singh, V. et al. Red mud as a sustainable road construction material: an experimental investigation. Constr. Build. Mater. 411, 134549. https://doi.org/10.1016/j.conbuildmat.2023.134549 (2023).
Kumar, K., Bansal, M., Garg, R. & Garg, R. Mechanical strength analysis of fly-ash based concrete in presence of red mud. Materials Today Proceedings 52, 472–476. https://doi.org/10.1016/j.matpr.2021.09.233 (2021).
Al-Fakih, A. et al. Characterization and Applications of Red Mud, an Aluminum Industry Waste Material, in the Construction and Building Industries, as well as Catalysis. Chem. Record https://doi.org/10.1002/tcr.202300039 (2023).
Patangia, J., Saravanan, T. J., Kabeer, K. I. S. A. & Bisht, K. Study on the utilization of red mud (bauxite waste) as a supplementary cementitious material: pathway to attaining sustainable development goals. Constr. Build. Mater. 375, 131005. https://doi.org/10.1016/j.conbuildmat.2023.131005 (2023).
Putrevu, M., Thiyagarajan, J. S., Pasla, D., Kabeer, K. I. S. A. & Bisht, K. Valorization of red mud waste for cleaner production of construction materials. J. Hazard. Toxic Radioact. Waste https://doi.org/10.1061/(asce)hz.2153-5515.0000629 (2021).
Bellum, R. R., Venkatesh, C. & Madduru, S. R. C. Influence of red mud on performance enhancement of fly ash-based geopolymer concrete. Innovative Infrastructure Solutions https://doi.org/10.1007/s41062-021-00578-x (2021).
Mi, H., Yi, L., Wu, Q., Xia, J. & Zhang, B. A review of comprehensive utilization of red mud. Waste Manage. Res. J. Sustainable Circular Econ. 40, 1594–1607. https://doi.org/10.1177/0734242x221107987 (2022).
Muraleedharan, M. & Nadir, Y. Factors affecting the mechanical properties and microstructure of geopolymers from red mud and granite waste powder: A review. Ceram. Int. 47, 13257–13279. https://doi.org/10.1016/j.ceramint.2021.02.009 (2021).
BIS (Bureau of Indian Standards). IS 269–2015: Specifications for 53 grade ordinary Portland cement, Bureau of Indian Standards, New Delhi, 2015, India (2015).
BIS (Bureau of Indian Standards). IS: 383–2016 Specification for coarse and fine aggregates from natural sources for concrete (Bureau of Indian Standards, 2016).
BIS (Bureau of Indian Standards). IS 10262–2009 Specification for Mix Design Guidelines for Concrete (Bureau of Indian Standards, New Delhi, 2009, India (2009).
BIS (Bureau of Indian Standards). IS: 9013 – 1978 Specification for Method of Curing of Concrete (Bureau of Indian Standards, New Delhi,1978, India. (1978).
BIS (Bureau of Indian Standards). IS: 516–2013 Indian Standard Methods of Tests for Strength of Concrete (Bureau of Indian Standards, 2013).
BIS (Bureau of Indian Standards). IS 5816 – 1999 Specification for splitting tensile strength of concrete—method of test (Bureau of Indian Standards, New Delhi, 1999, India. (1999).
Nagai, T., Ito, T., Hattori, T. & Yamanaka, T. Compression mechanism and amorphization of portlandite, Ca(OH)2: structural refinement under pressure sample: P = 0.5 GPa. Phys. Chem. Miner. 27, 462–466 (2000).
Berliner, R. The structure of ettringite. Materials Science of Concrete - The Sidney Diamond Symposium, 127–141 (1998).
Udagawa, S. & Urabe, K. Crystal structure of modifications of calcium silicate Ca2SiO4 and their phase transformation. Semento Hijutsu Nempo. 32, 35–38 (1978).
Mumme, W. G. Crystal structure of tricalcium silicate from a Portland cement clinker and its application to quantitative XRD analysis N. Jb Min. Mh. 4, 145–160 (1995).
Di Pompinio, A. & Continenza, A. Structural properties of alpha-quartz under high pressure and amorphization effects. Phys. Rev. Serie 3 B - Condens. Matter (18 1978-). 48, 12558–12565 (1993).
Li, X. & Zhang, Q. Influence behavior of phosphorus slag and fly Ash on the interface transition zone in concrete prepared by cement-red mud. J. Building Eng. 49, 104017. https://doi.org/10.1016/j.jobe.2022.104017 (2022).
Manfroi, E. P., Cheriaf, M. & Rocha, J. C. Microstructure, mineralogy and environmental evaluation of cementitious composites produced with red mud waste. Constr. Build. Mater. 67, 29–36. https://doi.org/10.1016/j.conbuildmat.2013.10.031 (2013).
Liu, S. et al. Development of novel mineral admixtures for sulphoaluminate cement clinker: the effects of wet carbonation activated red mud. J. Building Eng. 67, 105920. https://doi.org/10.1016/j.jobe.2023.105920 (2023).
Shu, J. et al. Performance and microstructure of red-mud-blended concrete under different aqueous environments. Constr. Build. Mater. 447, 137988. https://doi.org/10.1016/j.conbuildmat.2024.137988 (2024).
Romano, R. C. O., Bernardo, H. M., Maciel, M. H., Pileggi, R. G. & Cincotto, M. A. Hydration of Portland cement with red mud as mineral addition. J. Therm. Anal. Calorim. 131, 2477–2490. https://doi.org/10.1007/s10973-017-6794-2 (2017).
Cen, X., Zhang, Y. & Zhang, H. Investigation on the mechanical and microstructure properties of masonry cement-red mud-carbide slag-based paste. Case Stud. Constr. Mater. 21, e03979. https://doi.org/10.1016/j.cscm.2024.e03979 (2024).
Yan, P., Chen, B., Haque, M. A. & Liu, T. Influence of red mud on the engineering and microstructural properties of sustainable ultra-high-performance concrete. Constr. Build. Mater. 396, 132404. https://doi.org/10.1016/j.conbuildmat.2023.132404 (2023).
Pawar, P., Patil, S. & Sathe, S. Exploring the impact of red mud on the mechanical, durability, and microstructure properties of concrete. World J. Eng. https://doi.org/10.1108/wje-02-2024-0082 (2024).
Liu, A. et al. Mechanical properties and microscopic mechanism of basalt fiber-reinforced red mud concrete. Constr. Build. Mater. 416, 135155. https://doi.org/10.1016/j.conbuildmat.2024.135155 (2024).
Panda, S., Pradhan, M. & Panigrahi, S. K. Optimal red mud replacement level evaluation in conventional concrete based on fresh and hardened concrete characteristics. J. Sustainable Metall. 10, 835–850. https://doi.org/10.1007/s40831-024-00837-y (2024).
Zhang, S., Ding, J., Lai, Z., Guo, Q. & Wan, X. Mechanical and microstructural properties of silt roadbed filling improved with cement, red mud and desulfurization gypsum. Eur. J. Environ. Civil Eng. 28, 176–196. https://doi.org/10.1080/19648189.2023.2206461 (2023).
Anirudh, M., Rekha, K. S., Venkatesh, C. & Nerella, R. Characterization of red mud-based cement mortar; mechanical and microstructure studies. Materials Today Proceedings 43, 1587–1591. https://doi.org/10.1016/j.matpr.2020.09.504 (2020).
Wang, S. et al. Experimental Investigation of the Rheological Properties, Interaction, and Microstructure Characteristics of Emulsified Asphalt with Red Mud–Based Geopolymer. J. Mater. Civ. Eng. https://doi.org/10.1061/JMCEE7.MTENG-17182 (2024).
Long, Q. et al. Interfacial behavior of slag, fly ash, and red Mud-Based geopolymer mortar with concrete substrate: mechanical properties and microstructure. Buildings 14, 652. https://doi.org/10.3390/buildings14030652 (2024).
Venkatesh, C., Nerella, R. & Chand, M. S. R. Experimental investigation of strength, durability, and microstructure of red-mud concrete. J. Korean Ceram. Soc. 57, 167–174. https://doi.org/10.1007/s10973-017-6794-2 (2020).
Venkatesh, C., Ruben, N. & Chand, M. S. R. Red mud as an additive in concrete: comprehensive characterization. J. Korean Ceram. Soc. 57, 281–289. https://doi.org/10.1007/s43207-020-00030-3 (2020).
Chang, N. et al. Phase evolution and mechanical performance of red mud-gypsum waste derived activator composite cementitious materials exposed to various Ca/Si and Al/S ratios. Constr. Build. Mater. 412, 134807 https://doi.org/10.1016/j.conbuildmat.2023.134807 (2024).
Zhang, Z., Song, Z., Ke, G. & Dong, X. Strengthening mechanism of red mud with calcium oxide. Constr. Build. Mater. 424, 135932. https://doi.org/10.1016/j.conbuildmat.2024.135932 (2024).
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
Chava Venkatesh: Original manuscript writingChereddy Sonali Sri Durga: Experimental work and visualization Takkellapati Sujatha : Suprivisor and Proof reading Ramamohana Reddy Bellum: editing and draft correction Bypaneni Krishna Chaitanya: visualization and results analysis Meseret Getnet Meharie : Proofreading and Idea and Supervisor.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Venkatesh, C., Durga, C.S.S., Sujatha, T. et al. Microstructural evolution and mechanical property enhancement of red mud incorporated high strength concrete. Sci Rep 15, 26794 (2025). https://doi.org/10.1038/s41598-025-05596-8
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-05596-8
Keywords
This article is cited by
-
Microstructural and durability properties of concrete using alccofine as partial replacement of cement and M-Sand as fine aggregate
Multiscale and Multidisciplinary Modeling, Experiments and Design (2025)
