
Abstract
This study evaluates the microstructure, porosity, mechanical properties and corrosion resistance of Ti-6Al-4V hip implant samples manufactured by Selective Laser Melting (SLM) and Electron Beam Melting (EBM), followed by different post-treatments (heat treatment and hot isostatic pressing –HIP–). Hydroxyapatite (HA) coatings were applied to enhance biocompatibility. Post-treated samples exhibited a lamellar α + β microstructure, with the EBM sample showing a coarser Widmanstätten structure, while acicular α’ martensite was predominant in the as-built sample. The degree of porosity was lower than 0.2% in all samples. Microhardness was highest in the as-built sample (~ 400 HV) and lower in post-treated samples (~ 370 HV). Open Circuit Potential (OCP) tests indicated superior corrosion resistance for heat-treated samples, confirmed by Electrochemical Impedance Spectroscopy (EIS), where Sample E-HIP (HIP) showed a polarization resistance (Rpol) of 2490 kΩ/cm². In vitro tests confirmed that HA-coated samples exhibited excellent biocompatibility, slightly surpassing the Ti-6Al-4V samples. The HA-coated samples exhibited increased metabolic activity over 7 days, indicating superior biocompatibility. Finally, additive manufacturing combined with heat treatments and HA coatings effectively enhances Ti-6Al-4V for orthopaedic implants by improving the mechanical performance, corrosion resistance and biocompatibility.
Similar content being viewed by others


Introduction
The Ti-6Al-4V alloy is well-known for its high strength-to-weight ratio, exceptional corrosion resistance and excellent mechanical properties, making it suitable for long-term use under extreme conditions due to its biphasic structure (α + β))1,2. As a result, this alloy is extensively used in the aerospace, automotive, marine and chemical industries for its ability to withstand harsh environments and maintain structural integrity under stress. It is also widely employed in the medical field for surgical implants, prosthetics and the replacement of human organs and tissues, thanks to its biocompatibility and non-toxicity2,3,4,5,6.
Moreover, Ti-6Al-4V has attracted attention as a material well-suited to fusion-based additive manufacturing (AM) processes, such as Selective Laser Melting (SLM) and Electron Beam Melting (EBM), due to its excellent weldability7. These processes enable the manufacture of complex, custom-designed components, making them particularly promising for biomedical implant manufacturing8,9,10,11,12. For instance, Ti-6Al-4V has been used to make dental implants through SLM13 and to produce orthopaedic components, including hip and knee implants, as well as craniomaxillofacial plates, using EBM14,15.
However, factors such as the cooling rate, melt pool size and solidification rate play a pivotal role in shaping the final microstructure and mechanical properties of the alloy when produced by AM7. Comparisons of the mechanical behaviour of Ti-6Al-4V manufactured by SLM versus conventional methods show that AM-produced pieces often exhibit a lower ductility and more fabrication defects, leading to a lower fatigue strength and unsuitability for biomedical implants16. It is therefore essential to apply post-processing treatments to enhance the mechanical properties in order to meet the required standards16,17,18,19,20.
Additionally, surface treatments are often required to improve the biocompatibility, specifically the osteoinductive properties, so as to make the material suitable for biomedical applications. Bioceramic materials, such as hydroxyapatite (HA, Ca₁₀(PO₄)₆(OH)₂), have been utilized due to their role as a major component in bone structure and their ability to promote bone growth on the implant surface during the early stages following surgery21,22. Several methods for coating titanium surfaces with HA have been discussed in the literature23, including electrophoretic deposition24, the sol-gel method25, plasma spraying26, chemical vapour deposition27, biomimetic coating28 and electrodeposition29. Of these, electrodeposition stands out as a fast, simple method that does not require expensive equipment or specialized personnel and allows for the production of homogeneous coatings on titanium surfaces30.
On the other hand, although there is a substantial amount of literature exploring the applications of Ti-6Al-4V in various fields31,32,33, many studies report contradictory results regarding the properties of the material, including mechanical strength, corrosion resistance and biocompatibility. This discrepancy is often due to the comparison of different metal powders with varying compositions and/or morphologies, different manufacturing techniques, or post-processing treatments applied to the parts34,35,36,37,38. To highlight the influence of the manufacturing process and post-treatment on the final properties of the material, this study investigates the properties of Ti-6Al-4V produced using different additive manufacturing techniques (SLM and EBM), which have distinct thermal histories. It also examines post-treatments, such as heat treatment and hot isostatic pressing (HIP), all while using the same metal powder for a better comparison and understanding of the results. Furthermore, this work includes a study of the surface treatment with HA deposited on Ti-6Al-4V samples to improve biocompatibility without compromising the corrosion resistance provided by uncoated Ti-6Al-4V.
Materials and methods
Materials and manufacturing processes
In this research, Ti-6Al-4V grade 23.03 powder material solutions GmbH AT was used. The chemical composition was 6.1 wt% Al, 0.14 wt% Fe, 3.8 wt% V, 0.09 wt% O, 0.01 wt% N, 0.002 wt% H, and Ti balance. The particle size and distribution, measured by a Mastersizer 2000 analyser (Malvern Panalytical, Malvern, United Kingdom), was d10 = 21 μm; d50 = 32 μm and d90 = 44 μm. The App. Density was 2.54 g/cm3 determined by ASTM D1895 Method A.
The objective here is to use the same type of powder to identify differences in the microstructure and in the service behaviour observed when employing the same SLM technique, but using different machines, and therefore different parameters, which have been optimized for each machine to minimize defects. All these samples undergo high-temperature annealing, which is a commonly used post-processing treatment. Moreover, to evaluate the effect of the heat treatment on the microstructure and service behaviour, one of these technologies is selected and studied in the as-built condition, including a stress relief treatment. Furthermore, a component is manufactured using EBM, subjected to an HIP process, as this is the standard post-processing treatment typically applied to EBM-manufacture parts. Finally, a wrought sample is used as a reference.
So, samples were fabricated using SLM technology with three types of L-PBF (Laser powder bed fusion) machines (model EOS M290, model SLM 280 and model Renishaw AM500), while one was fabricated using EBM technology with the GE (General Electric) Additive machine. In all cases, the manufacturer’s processing parameters were optimised to achieve the maximum densification and minimum defectology. The optimized printing parameters are showed in Table 1.
The as-built parts fabricated using model EOS M290 were subjected to stress relief (at 650 °C for 2 h), identified as Sample S-Ref, in the as-built condition. The EOS M290 sample then underwent a heat treatment at 850 ºC for 4 h. Sample S-HT-a, was compared to its as-built version, and to its commercial Wrought counterpart. Additionally, the other SLM samples were heat-treated under the same conditions, Samples S-HT-b and S-HT-c. The EBM sample was subjected to hot isostatic pressing (HIP) at 920 °C ± 5 °C at a pressure of 120 MPa for 2.5 h, followed by air quenching, Sample E-HIP. Table 1 summarises these data. To generate the HA coating, two superficial finishes were used: electro-polishing and grit-blasting.
Description of hip prostheses
This study investigates hip prostheses manufactured using two distinct additive manufacturing techniques: SLM and EBM. The manufacturing was performed by “Aenium Engineering S.L.“, located in the Boecillo Technology Park (Valladolid, Spain). Details regarding the operating conditions of the forming processes are confidential. Figure 1 illustrates the morphology of the prostheses, including the area where samples were sectioned for analysis. This area, which is expected to be in direct contact with the bone and is also the thinnest region, makes it particularly critical; which is why it was specifically chosen for the study. To perform a more in-depth analysis, given that AM are layer-by-layer manufacturing techniques, and that the manufacturing direction could influence the results, two sections have been selected for examination: a section parallel to the manufacturing direction (x-z plane) and a section perpendicular to the manufacturing direction (x-y plane). This approach allows the inherent anisotropy of these materials as a consequence of the manufacturing process to be evaluated.

Approximate schematic of the hip prosthesis fabricated using AM for this study.
Characterization methods
Optical microscopy was used to observe the microstructure and defects of the samples using an OLYMPUS BX53M and Fiji software39. The surface of the samples was prepared by grinding (up to 1000) and polishing with diamond suspension (6 μm and 1 μm). Residual porosity and α/β phases were analysed by image analysis using Fiji software39. To observe the microstructure, the samples were chemically etched with acid reagent (oxalic acid or Kroll reagent). Scanning Electron Microscopy with energy dispersive X-ray spectroscopy (SEM/EDS) (QUANTA 200 F, FEI) was used to observe the microstructure of the samples after acid etched with higher detail. X-Ray Diffraction (XRD) (Bruker Discover D8 and Agilent SuperNova) and Diffrac EVA software were employed to identify the phases of the samples. Microhardness was measured using a Matsuzawa MXT70 applying 500 g load during 30 s. Ten microhardness indentations were taken and the mean and standard deviations were considered.
Corrosion testing
The electrochemical testing of the samples in PBS (phosphate buffered saline) solution was carried out using an EG&G 273 A potentiostat/galvanostat and a Solartron SI 1260 impedance analyser. A three-electrode configuration cell was used with a counter electrode of graphite, the reference electrode of saturated Ag/AgCl and the working electrode of Ti-6Al-4V samples. The results were analysed using the CorrView and Zview2 software. Open Circuit Potential (OCP), Anodic Polarization (AP) and Electrochemical Impedance Spectroscopy (EIS) were used to analyse the corrosion behaviour of the samples. For the OCP test, the potential of the samples in PBS solution was recorded for 5400 s to assure potential stabilization. The potentiodynamic polarization test (PP) was used to obtain the potentiodynamic behaviour of the samples against corrosion. The parameters used to obtain the polarization curves were a starting potential of -250 mV relative to the open circuit potential, a final potential of 1500 mV relative to the reference electrode and a sweep rate of 0.8333 mV/s. After that, Tafel analysis was performed to obtain such corrosion parameters as the corrosion potential (Ecorr), corrosion current density (Icorr) and polarization resistance (Rp).
The dissolution resistance and polarization resistance, as well as the ability of the samples to dissolve and/or form stable passive layers on their surface, were analysed using impedance spectroscopy (EIS) through Nyquist and Bode plots. A signal amplitude of 10 mV was applied on frequencies ranging from 0.01 to 105 Hz at OCP condition. Impedance spectra were fitted to the equivalent circuit and EIS parameters were obtained to explain the corrosion mechanism of the samples.
Surface coating of hydroxyapatite (HA) on Ti-6Al-4V samples
Electrochemical deposition of HA on the Ti-6Al-4V samples
Preparation of Ti-6Al-4V samples: Before deposition, the Ti-6Al-4 V samples were immersed for 1 h in 12 M HCl at 80 °C to remove the oxide and increase the surface roughness. Subsequently, the samples were washed in deionized water at room temperature using an ultrasonic bath for 30 min. The samples were then allowed to air dry for 24 h to achieve their natural surface oxidation state. The test was carried out on all samples, including the wrought sample; in the case of Sample S-Ref, it was tested in two surface states: Polished and Grit Blasting.
Preparation of the HA precursor electrolyte: In this study, an aqueous solution containing 0.042 M CaCl2 and 0.025 M (NH4)2HPO4 was used to achieve a Ca/P ratio of 1.68. Subsequently, the pH of the solution was adjusted to 6 with 0.1 M NaOH if necessary.
Electrodeposition of HA: The electrochemical deposition of HA was carried out using chronoamperometry in a mini-flow thermostated cell of three electrodes. The working electrode was the Ti-6Al-4 V sample, the counter electrode was a platinum sheet, and the reference electrode was a saturated Ag/AgCl electrode. Constant circulation was maintained to keep the test temperature at 80 °C. The deposition conditions were − 1.5 V vs. Ag/AgCl for 2 h. The deposition conditions were previously determined through cyclic voltammetry tests of the Ti-6Al-4 V samples in the HA precursor electrolyte.
Post-deposition alkaline treatment: After HA deposition, the Ti-6Al-4V samples were rinsed with deionized water, air-dried, and subjected to an alkaline treatment by immersing them in 1 M NaOH for 1 h at 80 °C.
The deposition mechanism of HA during electrodeposition is very complex, but the redox involved reactions can be simplified as follows: A combination of calcium ions with phosphate ions to produce precipitation on the HA precursor on the surface, CaHPO4·2 H2O:
With the alkaline treatment, the precursor CaHPO4·2 H2O is transformed into HA:
Biomimetic coating of HA by the immersion of Ti-6Al-4V samples in simulated body fluid (SBF)
The Ti-6Al-4V samples were immersed in a simulated body fluid (SBF) to promote the formation of hydroxyapatite (HA) on their surface by immersion in SBF at 37 °C (in an oven) for 4 weeks.
Preparation of SBF solution: The preparation of the SBF was carried out by following the ISO 23317:2014 - Implants for surgery40. During preparation, constant agitation (250 rpm) and a temperature of 37 °C in a thermal bath were maintained. Before adding each reagent, it was ensured that the previous one had completely dissolved. The SBF solution was stored in a sealed tightly, plastic container in a refrigerator (5–10 °C), and used within the following 30 days. The molar ratio of Ca/P is 2.5, according to the quantities used to prepare the SBF. This amount is higher than that used in the electrochemical deposition of HA, which is 1.68.
Immersion of Ti-6Al-4V substrates in SBF: To immerse the Ti-6Al-4V substrates in SBF, cylindrical plastic containers with conical bases and stoppers were used. The volume of SBF (VSBF in ml) needed to immerse the samples was calculated according to the following formula: VSBF=AS/10, where AS is the surface area of the substrate in mm²40. Before immersing the substrates, they were washed with alcohol in an ultrasonic bath for 5 min, then dried with air and weighed. The SBF contained in the cylindrical plastic containers was replaced every week.
Biocompatibility evaluation
HFF-1 human fibroblast cells were cultured in Dulbecco’s Modified Eagle’s Medium (DMEM) supplemented with 2 nM L-glutamine, 4.5 g/L glucose, 15% fetal bovine serum (FBS) and 1% penicillin/streptomycin solution at 37 °C in a humidified air atmosphere with 10% CO2, while the medium was renewed every 2 days for expansion. All cells were used at passages 3–5 for subsequent experiments. Following the previously described protocol, in accordance with ISO 10993-541, the cytotoxicity of the newly developed titanium material coated with hydroxyapatite was assessed by trypsinising cells and seeding them on 24-well plates at a density of 3 × 104 cells per well. Additionally, cells were seeded in wells without contact with samples (TCP) and in contact with Ti-6Al-4V as a positive control. The cells were left unaltered for attachment in complete growth medium at 37 °C and 10% CO₂ for 2 h. Once the cells had completely adhered, the samples (Ti-6Al-4V and Ti-6Al-4V-HA) were placed on the cell layer in order to achieve direct contact between the material and the cells. Following 1, 3 and 7 days of culture, metabolic activity (AlamarBlue assay; Invitrogen, Carlsbad, CA, USA) and cell viability (LIVE/DEAD assay; Invitrogen, Carlsbad, CA, USA) were performed in accordance with the manufacturer’s instructions, after removing the Ti-6Al-4V samples from the wells. All experiments were conducted in triplicate. On the one hand, the metabolic activity of the HFF-1 cells was quantified by taking 70 µl of the reduction of 10% AlamarBlue (v/v) following four hours of incubation at 37 °C and 10%CO2 humidity. This solution was then transferred to an opaque 96-well plate for the quantification of fluorescence, with an excitation wavelength of 560 nm and an emission wavelength of 590 nm, using a multimode plate reader (SpectraMax iD3, Molecular Devices). Conversely, images of living and dead cells were captured following a 30-minute incubation period in a dark environment with the reagent assay kit, calcein AM and ethidium homodimer (EthD-1), using a Nikon Eclipse Ti-E coupled to a Nikon DS-2MBWc digital camera (Nikon Corporation, Tokyo, Japan) with the NIS-Elements Advanced Research software (version 4.5; Nikon Corporation, Tokyo, Japan).
Results and discussion
Materials characterization
The aim of this section is to evaluate the microstructural differences of samples processed by additive manufacturing from the same Ti-6Al-4V powder. As indicated in the previous section, three different SLM processes were studied. One of these samples was analysed in as-built state to study the effect of the heat treatment applied to the other SLM-processed samples. One sample was processed by EBM and subjected to an HIP post-treatment, which allows the effect of this technology on the microstructure of the material to be known. Since the samples produced by AM show clear anisotropy, two sections have been analysed, the x-z section (parallel to the building direction) and the x-y section (perpendicular to the building direction).
Porosity and defectology
First, the samples are analysed in the polished state to observe defects and discontinuities. The initial observation was that these defects were more visible on the surface of the samples than on the inside.
Figure 2 corresponds to the surface of the samples. Samples S-Ref and S-HT-a presented mainly small spherical heterogeneities that can be associated with gaseous porosity. Sample S-HT-b showed some larger discontinuities of irregular morphology related to a lack of penetration. In the case of Sample S-HT-c, small, globular discontinuities were predominant, although some irregular and larger heterogeneities were also observed at the edge of the part. Finally, on the edges of Sample E-HIP, fine surface cracks and a lower degree of porosity were observed, all of which are consequences of the HIP treatment that this sample underwent.

Micrographs of the surface section of the samples in polished condition: (a) x-z Sample S-Ref, (b) x-y Sample S-Ref, (c) x-z Sample S-HT-a, (d) x-z Sample S-HT-b, (e) x-z Sample S-HT-c and (f) x-z Sample E-HIP.
The micrographs in Fig. 3 correspond to the internal section of the samples. In all of them, gaseous porosity was observed; although, in the case of Sample S-HT-b, some larger discontinuities and irregular morphology were also noted.

Micrographs of an internal section of the samples in polished condition: (a) x-z Sample S-Ref, (b) x-y Sample S-Ref, (c) x-z Sample S-HT-a, (d) x-z Sample S-HT-b, (e) x-z Sample S-HT-c and (f) x-z Sample E-HIP.
Table 2 shows the results of the porosity study by image analysis. Sample S-HT-b exhibited the highest degree of porosity and larger discontinuities, while Sample E-HIP showed the lowest degree of porosity and smaller pores because of the HIP treatment. The primary purpose of HIP is to eliminate porosity. Besides gaseous porosity, the origin of the pores is attributed to a lack of melting due to insufficient energy. To avoid such defects, it is necessary for the melt pools formed by adjacent scan lines to overlap and that the depth of the melt pools should be greater than the thickness of a layer deposited for interlayer bonding. A good melt pool overlap is mainly determined by the hatching distance, while the actual width of the melt pool is determined by the actual energy density42. The HIP process closed most of the pores, resulting in a minimum porosity of 0.03 ± 0.01%. These results are similar tothose observed by Roudnicka et al.20 for this material processed by AM.
Optical microstructure
Figure 4 shows the microstructure of samples obtained by optical microscopy after Kroll etching. Micrographs 4a, 4c, 4d, 4e and 4f, corresponding to the x-z section, showed columnar prior ß grains associated with the preferential solidification due to heat transfer orientations in the melt pool, and grain growth toward the build direction (e.g., [001] direction). There are no major differences between micrographs 4a and 4c, indicating that the post-heat treatment has not caused substantial changes regarding this structural anisotropy. However, the columnar grain structure is less visible in Sample S-HT-b, suggesting that the HIP post-treatment has caused a more pronounced transformation than that observed in the rest of the heat-treated samples. Micrograph 4b, corresponding to the x-y section, showed equiaxed prior ß grains associated with the scan strategy.

Microstructure of SLM Ti-6Al-4V alloy: (a) x-z Sample S-Ref, (b) x-y Sample S-Ref, (c) x-z Sample S-HT-a, (d) x-z Sample S-HT-b, (e) x-z Sample S-HT-c and (f) x-z Sample E-HIP.
A higher magnification in the optical micrographs revealed major differences between the samples, as shown in Fig. 5. Most of the samples show a typical lamellar α + β microstructure; however, a large fraction of acicular α´ martensite was observed in the microstructure of the SLM processed in the state of supply (micrographs 5a and 5b). This can be attributed to the ultra-high thermal gradients during SLM fabrication (5600–6500°C/s)43. The powder particles are heated and cooled rapidly, leading to the non-equilibrium martensitic microstructure44. This non-equilibrium microstructure is in a metastable state and could be more sensitive to corrosion45. Post-thermal treatment effectively changed the microstructure, transforming the acicular α’ martensite phase into a mixed α + β phase microstructure observed in micrograph 5c. When the lamellar α + β microstructure formed in prior β grains, the resultant microstructure was a fine basket-weave microstructure for heat-treated SLM samples (micrographs 5c, 5d and 5e). On the other hand, the microstructure of Sample E-HIP revealed the presence of three main phases: a discontinuous α grain boundary, a Widmanstätten α, and a primary α that nucleates preferably in the prior ß-grain boundary, as seen in Fig. 5f. This microstructure is typical of the EBM process46. In comparison with the other heat-treated samples, Sample E-HIP showed a wider and coarser Widmanstätten α + β structure. This enlarged Widmanstätten structure and the wider α-laths could be associated with the HIP treatment, as it is related to the increased diffusion-controlled transitions manifested by the thermally-induced coarsening of the α-laths47.
The results of the image analysis of the lamellar α + β microstructure revealed a higher amount of β phase for Sample E-HIP (≈ 15%), while the other samples showed values around 10%. Therefore, it is clear that the HIP process has led to enhanced growth of a ß-phase, which should have a beneficial effect on corrosion resistance, because the coalescence of the ß-phase has clearly reduced the total area of the interfaces between the α and ß-phases48.

Microstructure of SLM Ti-6Al-4V alloy: (a) x-z Sample S-Ref, (b) x-y Sample S-Ref, (c) x-z Sample S-HT-a, (d) x-z Sample S-HT-b, (e) x-z Sample S-HT-c and (f) x-z Sample E-HIP at higher magnification.
SEM and XR diffraction
Figure 6a shows the SEM micrograph of the as-built SLM sample. As mentioned before, an acicular martensite structure constituted by α/α´ platelets dominates in Sample S-Ref. The brighter needle-shaped features in the SEM micrographs were labelled as α′ martensite because they are vanadium-enriched49, while the matrix was much richer in aluminium. The prior β phase, enriched in vanadium, was transformed to α´ phase during the manufacturing process. The fast interaction of the laser with the surface melts the material and promotes a rapid cooling, resulting in this martensitic structure.
On the other hand, Fig. 6b corresponds to the EBM sample after the HIP process, where only a significantly coarse lamellar microstructure was observed. This morphology is similar to that observed by other authors50,51 for similar material and manufacturing conditions. The HIP treatment led to a coarser Widmanstätten α + β structure with wider α-laths. EDX analysis showed that darker regions in the SEM micrograph were Al-enriched regions corresponding to the α phase, while brighter regions in the SEM micrographs denote V-enriched regions, assumed to be β.
A mapping has been carried out to see the compositional distribution, a homogeneous distribution of all alloying elements is observed for S-Ref sample. The low thickness of the α´phase needles may explain these results, Fig. 6c. In the case of the E-HIP sample it is observed that the β phase is richer in vanadium and the α phase is richer in aluminium as indicated by the spot EDX, Fig. 6d.

Scanning electron micrographs from the cross-sections of (a) Sample S-Ref, (b) Sample E-HIP with EDX spectra of α, αʹ and α and β phases (c) mapping of S-Ref sample and (d) mapping of E-HIP sample.
Figure 7 displays the XRD patterns and corresponding index peaks obtained from the as-built and heat-treated SLM samples (Samples S-Ref and S-HT-a). The diffraction pattern of the as-built sample was mainly manifested as hexagonal close-packed (HCP) α or α’. Both α and α′ phases have an HCP crystal structure, hence the collected XRD patterns remain the same with slight variations in the lattice parameters and their ratio. Nevertheless, the diffraction peaks of the as-built sample showed double-peak characteristics, which could correspond to slightly different lattice constants for α and α´52. The post heat-treatment facilitates the diffusion of V to the β phase, which has a higher capacity for V dissolution compared to the α and α′ phases. As a result, a gradual convergence from the α′ to the α phase occurs, accompanied by an increase in the proportion of the β phase53,54,55. In this sample, the ß phase was detected and the peak positions in the post heat-treated specimens shifted slightly towards lower 2θ values, suggesting an increase in lattice parameter, as observed by Delpazir et al.7. The diffraction pattern of Sample E-HIP demonstrated that there were no significant orientation differences between the peaks of the main phases relative to those of the other samples. However, Sample E-HIP showed a well-defined ß-phase (110) peak that may indicate the increased presence of this phase.

XRD patterns of the as-built and differently heat-treated Ti-6Al-4V alloy.
Microhardness
The microhardness results are summarised in Table 3. The as-built Sample S-Ref achieved a high microhardness of 400.07 ± 10.99 HV, slightly higher in the x-z section than in the x-y Sect. (385.43 ± 9.5). The heat-treated Sample S-HT-a showed a decrease in microhardness to 367.19 ± 10.44 HV. These results are consistent with the microstructural observations, indicating that the α/α´ structure provided an increase in hardness. The as-built material has a higher hardness, which can be attributed to the fine acicular martensite microstructure. A study undertaken by S. Liu et al.56 pointed out that the presence of α′ martensite in EBM and SLM Ti-6Al-4V significantly increases hardness, given that 30 HRC and 44 HRC are the hardness values of the α phase and the α′ phase, respectively57.
There were hardly any differences between the different heat-treated SLM samples, nor with Sample E-HIP, all of which have a Widmanstätten α + β structure. The hardness values obtained are similar to those observed for heat-treated SLM and EBM samples47,56 and comparable to wrought, forged and heat-treated Ti-6Al-4V.
Electrochemical evaluation
Ti-6Al-4V is known as a stable metal with high corrosion resistance due to the formation of a self-healing oxide film (TiO2) on its surface. Additionally, the high cooling rate during the SLM powder bed fusion process results in a variety of microstructures that differ from those produced by traditional processing technologies. These changes may affect its corrosion resistance.
In recent times, many studies have been conducted to understand the electrochemical behaviour of this alloy produced by AM and to compare it with the alloy processed by conventional methods2,12,46.
However, different results have been obtained depending on the type of powder, the technology used, the heat treatment state, the electrolyte solution, etc.
To contribute to this study, this work uses the same type of powder and the same heat treatment to understand the effects of different AM technologies, using PBS as the electrolyte to simulate synovial fluid conditions for biomedical applications. The effect of this heat treatment on a sample manufactured by SLM, as well as the effect of the orientation, is be analysed. Finally, it is compared with a plastically deformed Ti-6Al-4V alloy.
Open circuit potential test
Figure 8a shows OCP vs. time curves obtained for the wrought and AM Ti-6Al-4V alloys in PBS at 37 °C. As expected, the OCP values of all samples shift positively after immersion in the electrolyte. This is correlated with the formation of a protective oxide layer and its continuous growth over the working electrode surface44. After around 5000 s, OCP reaches an almost steady value. The final OCP values are displayed in Fig. 8b. It was also concluded that the OCP value of the wrought Ti-6Al-4V was lower than that of the AM Ti-6Al-4V. It is well known that the grain size and/or phase size affects the corrosion and dissolution behaviour of materials52. Typically, metals that are easily passivated exhibit high electrochemical activity at the grain boundary, allowing the passive film to form more rapidly due to a higher grain boundary density, resulting in better corrosion resistance58,59. Therefore, as the SLM-processed samples have a much finer granular structure, this explains their better corrosion behaviour from a thermodynamic standpoint.
Additionally, the OCP value of Sample S-Ref (in as-built condition) is nobler than that of the heat-treated sample (Sample S-HT-a). The slightly higher potential in the as-built state compared to heat-treated samples has also been observed in other studies10,55. Sample S-Ref showed a finer α/α´ microstructure, while Sample S-HT-a was mainly composed of a coarse α + β lamellar structure. The phase boundaries and grain boundaries have similar roles in electrochemical reactions. Therefore, the corrosion and dissolution characteristics of the material are functions of the phase boundary density. Consequently, it can be qualitatively inferred that Sample S-Ref has higher phase boundary densities than the heat-treated sample. Accordingly, the OCP value is higher for the as-built condition sample. This is consistent with the lower potential observed in Sample E-HIP, which has the coarser α + β Widmanstätten structure. Regarding the effect of orientation, the potentials in the perpendicular section are slightly nobler than in the direction of growth.

(a) OCP-time curves of the wrought and AM Ti-6Al-4V alloys obtained in PBS electrolyte, (b) Final potential at 5400s.
Potentiodynamic polarization test
The potentiodynamic polarization plots obtained from immersing the samples in the PBS electrolyte are presented in Fig. 9. The electrochemical behaviour of all the samples, regardless of their cross-section orientation, displayed an identical morphology. By subjecting the samples to a potential scan of -0.25 V below their OCP, a linear relationship between voltage and current was observed, with the slope of this relationship referred to as the polarization resistance (Rpol). A zone of dissolution followed by a vertical anodic branch was observed, indicating passivation behaviour. The passivation current density represents the point at which the passivated region begins, and lower values of passivation current indicate a faster formation of the oxide film on the surface of the specimen, which is desirable. Up to the final potential, every sample showed a stable passivity without breakdown potential.
The wrought sample showed the lowest corrosion potential, in good correlation with OCP test results; however, it also showed the lowest corrosion current density, exhibiting a stronger corrosion resistance. Sample S-HT-a, which was heat-treated, showed lower corrosion/passive current densities than the as-built Sample S-Ref, suggesting a beneficial effect of the heat treatment on the corrosion rate. A similar behaviour has been observed for this alloy in other electrolytes55,60. The corrosion potential and corrosion current density of Samples S-HT-b and S-HT-c were between those of the above two samples. Sample E-HIP (HIPed EBM sample) exhibited a lower passivation current density than the previous ones, similar to the wrought sample. In addition, in the inset of Fig. 9, it could be seen that the corrosion resistance of the x-z-plane of the built-up Ti-6Al-4V alloy was slightly lower than the x-y-plane61. The microstructure of the as-built specimen showed differences in vertical (columnar grains) and horizontal (equiaxed grains) sections that justified these changes.

Potentiodynamic polarization curves of the wrought and AM Ti-6Al-4V alloys obtained in PBS electrolytes. PP curves for vertical and horizontal sections of Sample S-Ref (inset).
The fitted results of the PP curves using Tafel analysis are presented in Table 4. The electrochemical parameters deduced from the corrosion curves are: corrosion current density (icorr), passive current density (ipass), passivation potential (Epass) and polarization resistance values (Rpol). The corrosion rate can be directly calculated by using the Eq. (1):
where K is a material constant (3272 mm/A·cm·year), a is the equivalent weight of the Ti-6Al-4V alloy (11.768 g/equiv.), icorr is the corrosion current (A/cm2) and d is the bulk density of Ti-6Al-4V alloy (4.45 g/cm3).
In terms of corrosion rates, all specimens are classified as ‘very stable’ according to the standard strength class44, with values almost two orders of magnitude less than those observed in other media such as NaCl7. Sample S-Ref, in the as-built state, exhibited a clearly higher corrosion density, passive current density and corrosion rate, one order of magnitude higher than the rest, although it showed the noblest potential of all. This result can be explained by considering the formation of α′ martensite as the dominant phase in the microstructure of the as-built sample. The applied heat-treatment and resultant evolution in microstructure altered the corrosion rate, the α + β lamellar structure was present in the microstructure with minimum growth of prior β grains in Sample S-HT-a. Regarding this microstructural change, while some authors assert that the martensitic α’ structure has a lower corrosion resistance7,19,45, other authors consider this martensitic structure better for corrosion behaviour because it is more homogeneous and contains all the alloying elements in solid solution48,62,63. The results of the present work are consistent with the first viewpoint from a kinetic perspective and with the second viewpoint from a thermodynamic perspective. Thus, the martensite α´ phase leads to the formation of more homogeneous titanium oxide film with a more noble potential; while the native film grown on a biphasic microstructure is more heterogeneous63,64. On the other hand, it is known that increasing the β-phase content can significantly improve its corrosion resistance due to its enrichment in vanadium52; this could justify the decrease in corrosion rate with the applied heat treatment. The highest Rpol was observed in the wrought sample, although the differences with the samples processed by additive manufacturing and subsequently heat-treated are small.
Electrochemical impedance spectroscopy test
To further confirm the above findings, EIS measurements were performed to evaluate the electrochemical behaviour and stability of the formed oxide film after immersion in PBS. Electrochemical impedance plots of the wrought and AM Ti-6Al-4V samples are shown in Fig. 10. It is well known that a greater arc radius in the curves of a Nyquist plot indicates better corrosion resistance. Figure 10a shows that the wrought sample has the highest arc radius, suggesting better polarization resistance. These findings also support the PP results, which indicate that heat-treatment increases corrosion resistance46,53,65. The arc radius and corrosion resistivity of Sample S-HT-a are higher than those observed in Sample S-Ref.

The EIS measurements wrought and AM Ti-6Al-4V in PBS solution: (a) Nyquist plots, (b,c) Bode plots. Results of fitting to equivalent electric circuit are included, (d) Equivalent circuit proposed for the fitting of EIS spectra.
Furthermore, according to the Bode plots (Fig. 10b, c), at low frequencies, the log |Z| metric tends towards high constant values, while the phase angle values, in the medium to low frequency range, approach 80°, both suggesting that the PBS solution is able to form a protective film on all samples. The higher impedance modulus values and the shift of the phase angle maximum towards lower frequencies in the wrought sample indicate a more protective passive film compared to the as-built sample. However, Sample E-HIP showed a higher impedance modulus at low frequencies than the reference sample, indicating that this post-treatment process generates a protective layer comparable to that of the wrought sample. Only Samples S-Ref and S-HT-c, with a finer microstructure, showed worse resistance.
The inset in Fig. 10 shows the equivalent circuit for fitting the EIS results, as the oxide layer is dense, so the 2 time constant circuits are related to the different oxide layers65,66. Here, Rs, Rct, Ro, CPEdl, and CPEo represent solution resistance, charge transfer resistance, oxide film resistance, diffusion double-layer capacitance, and oxide film capacitance, respectively. The CPEo and CPEdl are constant phase elements due to surface irregularities, showing non-ideal capacitive behaviour. The CPE is considered to explain the impedance properties of this behaviour (when n changes between 0.5 (Warburg) and 1 (ideal capacitor) and can be calculated from Eq. (2):
where C is the capacitance (µF/cm2), ω represents the angular frequency (rad/s) and n is the frequency independent parameter that depends on the surface roughness. According to these data, the same mechanism, mainly governed by the charge transfer through the passive layer, is suggested for all samples. These outcomes agree with the published literature48,67. The fitting parameters are shown in Table 4. Thus, the polarization resistance in the electrolyte, Rpol (sum of Ro and Rct), is the resistance through the film and across the oxide/electrolyte interface and can be associated with corrosion resistance.
Compared to the wrought sample, the as-built samples showed lower Ro values, but higher Rct values, with Samples S-HT-a and E-HIP showing higher Rp values than the wrought sample. However, the wrought forged sample showed a relatively ideal capacitance value of 0.99, while the AM samples showed values around 0.5, typical of Warburg´s impedance. On the other hand, Sample S-Ref, in as-built condition, showed lower resistance and higher capacitance values than Sample S-HT-a, in the heat-treated condition. These results confirm that heat treatment improves corrosion resistance compared to the as-built state, as observed in the polarization test. Additionally, as Table 5 suggests, Sample E-HIP showed similar polarization resistance and capacitance values to Sample S-HT-a, indicating that the polarization resistance of these samples is comparatively better with respect to the reference sample68. These findings are also in agreement with the results obtained from the anodic polarization curves.
The results obtained show that the corrosion resistance of the as-built sample, mainly with the α/α’ microstructure, is lower than that of the heat-treated sample, with the α + β microstructure. Also, Sample E-HIP, with the coarse Widmanstätten two-phase microstructure and maximum densification, showed excellent behaviour69.
Currently, there are different theories describing the effect of the microstructure on the corrosion resistance of Ti-based duplex alloys. Some authors70,71 argue that increasing the β-phase content can significantly improve their corrosion resistance, because the passive film formed on the surface of the β-phase has a superior stability. However, other authors52,72,73,74 understand that the potential difference between adjacent α and β phases can give rise to a galvanic corrosion cell, accelerating dissolution and reducing corrosion resistance. Thus, a thinner α + β lamella consists of a much larger number of galvanic corrosion cells, and the galvanic effect dominates the competition, while a thicker α + β lamella, such as those observed in Samples S-HT-a and E-HIP, have a lower galvanic effect than in Samples S-HT-b and S-HT-c with a thinner structure, which justifies the results of the anodic polarization and EIS tests.
Furthermore, in other works48,62, it is argued that the α’ phase of metastable martensite could be considered in a “higher energy state”, due to residual stress, and is therefore a detrimental phase with a higher susceptibility to localised corrosion, which would explain the worse results observed in Sample S-Ref.
Biocompatibility evaluation
The Ti-6Al-4V alloy is the most widely used biomedical Ti alloy; although some reports have elucidated its neurotoxic impacts due to the presence of vanadium2. There are also long-term problems75, as this alloy exhibits bioinert properties, despite its biocompatibility. Its composition differs greatly from that of the surrounding bone, preventing the formation of fibre capsules around implants and thus hindering strong chemical osseointegration with bone76,77,78. Therefore, in this work, hydroxyapatite coatings have been generated on as-built samples to modify their surface properties and to enhance the biocompatibility of the implants.
Hidroxyapatite coatings
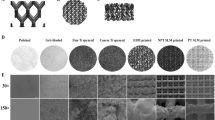
The coatings have been carried out by electrochemical techniques and by the biomimetic method, the former allowing better and much faster coatings to be obtained. The electro deposition technique permits satisfactory homogeneity, thickness, and bonding strength, as it has good control over the coating material’s thickness, uniformity, crystallinity, and stoichiometry21,79,80. Electrodeposition allowed continuous and adherent coatings to be obtained on all the samples without any macroscopic differences between them. However, the surface state does have an influence, with grid-blasting being preferable to electropolishing, as a thicker and more homogeneous coating is generated on the former. In Fig. 11, some of these coatings can be observed on the wrought sample and on the samples obtained by SLM and EBM, respectively.

SEM micrographs of HA layer formed by electrodeposition and respective EDX analysis.
In all cases, the typical structure of hydroxyapatite is observed, based on very fine lamellae with some voluminous aggregates. The lamellar structure of these aggregates is resolved at higher magnifications. The EDX study on the coatings reveals, in all cases, apart from oxygen, Ca and P peaks which suggest the formation of hydroxyapatite. The Ca/P ratio for the different samples and in different areas was found to be between 1.65 and 1.9, slightly higher, in general than 1.67, which corresponds to the Ca/P ratio of pure HA. The Ca/P ratio is higher for samples obtained by additive manufacturing with a grit-blasted surface finish.
The purity of HA depends on its Ca/P ratio, which must be greater than or equal to 1.6781. This stoichiometric Ca/P ratio reveals the apatite crystalline structure of the calcium phosphate chemical formula; while Ca/P ratios lower than 1.67 are assigned to non-apatite calcium phosphate complex crystalline structures for more soluble phosphate minerals. Therefore, the obtained HA exhibits characteristics of high purity and insolubility, making it a bioactive material. However, characterization by X-ray diffraction is recommended to establish its crystallography. Figure 12 presents qualitative results of the XRD phase analysis for the coated Sample S-Ref, which featured a superposition of sharp peaks, corresponding to highly crystalline Ti-6Al-4V substrates (α and α´ phases) and hydroxyapatite peaks (JCPDS card, file No. 09-0432).

XRD patterns of the as-built and HA electrodeposited Sample S-Ref.
Finally, O, P and Ca are elements that allow interaction with bone and define its bioactivity. HA with a Ca/P ratio equal to or greater than 1.67 would behave in a stable manner, allowing interaction and binding with bone tissue and not presenting adverse reactions due to the generation of new substances or bonds with body ions.
In vitro cell studies
The biocompatibility of the Ti-6Al-4V as-built Sample S-Ref, covered with hydroxyapatite, was evaluated using AlamarBlue, a non-toxic cell viability indicator. The data obtained from the assay were recorded at several time points: 1, 3 and 7 days. The analysis of cell viability demonstrated a direct correlation between increased metabolic activity and an increase in fluorescence intensity for all conditions at various time points. This is shown in Fig. 13, which depicts the typical pattern of cell growth observed in the viability assay curve, whereby the number of cells increases exponentially over time until reaching its maximum value on the final day of culture. No statistically significant differences were observed between the samples with hydroxyapatite coating and the control samples at seven days of culture. As demonstrated in previous studies, Ti-6Al-4V is known to be biocompatible2. Therefore, it can be stated that samples with hydroxyapatite also exhibit excellent biocompatibility, with a slight improvement over titanium alloy.

Biocompatibility and cytotoxicity. (a) Reduction of AlamarBlue by HFF-1 cells following contact with different metallic surfaces and the positive control (TCP) at different time points. (b) Fluorescence L&D microscopy images of stained HFF-1 cells, following contact with different metallic surfaces during a 7-day culture period. Green staining distinguished live cells, while red staining revealed cell death. Scale bar: 500 μm.
The cell viability and cytotoxicity of the Sample S-Ref coating with hydroxyapatite were further assessed using LIVE/DEAD staining. Figure 1B displays fluorescence images, which confirm an increase in the number of HFF-1 cells following contact with different samples over time (1, 3 and 7 days). Throughout the observation period, most cells observed were alive (stained green), confirming that they exhibited typical cell size and morphology.
Conclusions
In this study, Ti-4Al-6 V samples were produced by AM using three SLM processes and one EBM process. One of the SLM samples was analysed in the as-built state, and the other SLM samples were submitted to the same heat treatment (annealed). Hydroxyapatite coatings were generated to fulfil the functional requirements for biomaterial applications. Subsequently, the influence of the microstructures obtained on the corrosion behaviour was evaluated in each case. The following conclusions are drawn:
-
1.
By adjusting printing parameters, the relative density of the AM samples of greater than 99.8% was achieved. HIPed showed the lowest degree of porosity and smaller pores.
-
2.
Microstructural analyses revealed that the as-built SLM sample contained the acicular martensitic α` phase, while heat treatment resulted in a lamellar α + β microstructure free of residual stresses. HIP treatment on the EBM sample results in a Widmanstätten structure with a wider α-lath with a higher β phase content. The presence of α′ martensite in AM SLM Ti-6Al-4V significantly increases the microhardness.
-
3.
The OCP and PP tests showed that as-built SLM samples, characterized by the α and α’ phases, had the highest noble Eocp and Ecorr. The PP and EIS tests found that the heat-treated samples display a lower corrosion current density (Icorr), higher polarization resistance (Rpol), and lower corrosion rate than the as-built sample. Increasing the β content and eliminating the fine α’ martensite is beneficial to improving the corrosion resistance. But the corrosion resistance of AM samples was slightly worse than that of the wrought sample. Samples with a coarse α + β structure and a low degree of porosity showed the best corrosion behaviour, thus the sample obtained by EBM and subjected to HIP (Sample E-HIP) showed excellent behaviour.
-
4.
Electrodeposition allowed continuous and adherent hydroxyapatite coatings on AM samples. The grit-blasting surface state is preferable to electropolishing. The in vitro biocompatibility test showed that samples with hydroxyapatite exhibited excellent biocompatibility, with a slight improvement over Ti-6Al-4V samples.
In conclusion, this work showed that additive manufacturing, combined with heat treatments and with the hydroxyapatite electrodeposition process, can be a powerful tool in the development of orthopaedic hips that meet mechanical, corrosion and bifunctional requirements.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Qiu, W. et al. Corrosion behavior of additive manufactured Ti-6Al-4V in sulfamic acid cleaning solution. New J. Chem. 45, 2967–2973 (2021).
Abd-Elaziem, W., Darwish, M. A., Hamada, A. & Daoush, W. M. Titanium-based alloys and composites for orthopedic implants applications: A comprehensive review. Mater. Des. 241 https://doi.org/10.1016/j.matdes.2024.112850 (2024).
Zhang, L. C. & Chen, L. Y. A review on biomedical titanium alloys: recent progress and prospect. Adv. Eng. Mater. 21 https://doi.org/10.1002/adem.201801215 (2019).
Veiga, C., Davim, J. P. & Loureiro, A. J. R. Properties and Applications of Titanium Alloys: A Brief Review. https://www.researchgate.net/publication/283863116 (2012).
Leyens, C. & Peters, M. Titanium Alloys: Fundamentals and Applications (Wiley-VCH, 2003).
Zhou, Y. et al. A review on the applications of titanium and its alloys in biomedical implants. J. Mater. Sci. Mater. Med. 31, 21–35. https://doi.org/10.1007/s10856-020-06580-0 (2020).
Delpazir, M. H. et al. Microstructure and corrosion behavior of differently heat-treated Ti-6Al-4V alloy processed by laser powder bed fusion of hydride-dehydride powder. Corros. Sci. 224, (2023).
Murr, L. E. et al. Microstructure and mechanical behavior of Ti-6Al-4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2, 20–32 https://doi.org/10.1016/j.jmbbm.2008.05.004 (2009).
Zhou, X. et al. Mechanical properties, corrosion behavior and cytotoxicity of Ti-6Al-4V alloy fabricated by laser metal deposition. Mater. Charact. 179, (2021).
Soares, M. S., Barbosa, F., Corado, D. M. R., de Carvalho Santana, H. P., Elias, C. N. & A. I. & Surface morphology, roughness, and corrosion resistance of dental implants produced by additive manufacturing. J. Mater. Res. Technol. 21, 3844–3855 (2022).
Emmelmann, C., Scheinemann, P., Munsch, M. & Seyda, V. Laser additive manufacturing of modified implant surfaces with osseointegrative characteristics. Phys. Procedia. 12, 375–384 (2011).
Aufa, A., Hassan, N., Z, M. & Ismail, Z. Recent advances in Ti-6Al-4V additively manufactured by selective laser melting for biomedical implants: prospect development. J. Alloys Compd. 896, Preprintathttpsdoiorg101016jjallcom2021163072 (2022).
Traini, T. et al. Direct laser metal sintering as a new approach to fabrication of an isoelastic functionally graded material for manufacture of porous titanium dental implants. Dent. Mater. 24, 1525–1533 (2008).
Murr, L. E., Gaytan, S. M., Martinez, E., Medina, F. & Wicker, R. B. Next generation orthopaedic implants by additive manufacturing using electron beam melting. Int. J. Biomater. https://doi.org/10.1155/2012/245727 (2012).
Jardini, A. L. et al. Customised titanium implant fabricated in additive manufacturing for craniomaxillofacial surgery: this paper discusses the design and fabrication of a metallic implant for the reconstruction of a large cranial defect. Virtual Phys. Prototyp. 9, 115–125 (2014).
Mower, T. M. & Long, M. J. Mechanical behavior of additive manufactured, powder-bed laser-fused materials. Mater. Sci. Engineering: A. 651, 198–213 (2016).
Huang, Q. et al. Specific heat treatment of selective laser melted Ti–6Al–4V for biomedical applications. Front. Mater. Sci. 9, 373–381 (2015).
Galarraga, H. et al. Effects of heat treatments on microstructure and properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Mater. Sci. Engineering: A. 685, 417–428 (2017).
Longhitano, G. A. et al. Heat treatments effects on functionalization and corrosion behavior of Ti-6Al-4V ELI alloy made by additive manufacturing. J. Alloys Compd. 765, 961–968 (2018).
Roudnicka, M., Mertova, K. & Vojtech, D. Influence of hot isostatic pressing on mechanical response of as-built SLM titanium alloy. In IOP Conference Series: Materials Science and Engineering vol. 629 (Institute of Physics Publishing, 2019).
Sharma, A. Open peer review on Qeios hydroxyapatite coating techniques for titanium dental Implants-an overview. https://doi.org/10.32388/2E6UHN (2023).
Duan, X. et al. Hydroxyapatite coatings on titanium for biomedical applications: A review. Mater. Sci. Eng. C. 100, 168–186. https://doi.org/10.1016/j.msec.2019.02.04923 (2019).
Mohseni, E., Zalnezhad, E. & Bushroa, A. R. Comparative investigation on the adhesion of hydroxyapatite coating on Ti-6Al-4V implant: A review paper. Int. J. Adhes. Adhes. 48, 238–257 (2014).
Bhawanjali, S., Revathi, A., Popat, K. C. & Geetha, M. Surface modification of Ti-13Nb-13Zr and Ti-6Al-4V using electrophoretic deposition (EPD) for enhanced cellular interaction. Mater. Technol. 29, (2014).
Wu, C. et al. Novel sphene coatings on Ti-6Al-4V for orthopedic implants using sol-gel method. Acta Biomater. 4, 569–576 (2008).
Demnati, I. et al. Hydroxyapatite coating on titanium by a low energy plasma spraying mini-gun. Surf. Coat. Technol. 206, 2346–2353 (2012).
Nakai, M., Niinomi, M., Tsutsumi, H., Saito, K. & Goto, T. Calcium phosphate coating of biomedical titanium alloys using metal-organic chemical vapour deposition. Mater. Technol. 30, B8–B12 (2015).
Habibovic, P., Barrè, F., Van Blitterswijk, C. A., De Groot, K. & Layrolle, P. Biomimetic Hydroxyapatite Coating on Metal Implants. (2002).
Gopi, D. et al. Evaluation of the mechanical and corrosion protection performance of electrodeposited hydroxyapatite on the high energy electron beam treated titanium alloy. J. Alloys Compd. 616, 498–504 (2014).
Chen, J. et al. Electrodeposition of hydroxyapatite coatings on titanium and their characterization for biomedical applications. J. Mech. Behav. Biomed. Mater. 113, 104123. https://doi.org/10.1016/j.jmbbm.2020.104123 (2021).
Zadeh, M. K., Yeganeh, M., Shoushtari, M. T., Ramezanalizadeh, H. & Seidi, F. Microstructure, corrosion behavior, and biocompatibility of Ti-6Al-4V alloy fabricated by LPBF and EBM techniques. Mater. Today Commun. 31, (2022).
Yeganeh, M., Shoushtari, M. T., Khanjar, A. T. & Al Hasan, N. H. J. Microstructure evolution, corrosion behavior, and biocompatibility of Ti-6Al-4V alloy manufactured by electron beam melting (EBM) technique. Colloids Surf. Physicochem Eng. Asp 679, (2023).
Atapour, M., Pilchak, A. L., Frankel, G. S. & Williams, J. C. Corrosion behavior of Β titanium alloys for biomedical applications. Mater. Sci. Eng., C. 31, 885–891 (2011).
Talib Khanjar, A. & Hadi Jasim al Hasan, N. A brief review of Electron beam melting (EBM) manufacturing of Ti-6Al-4V alloy for biomedical applications. J. Manuf. Innov. https://doi.org/10.22055/jomi.2024.7
Attar, H. et al. Additive manufacturing of Ti-6Al-4V alloys: current status, challenges, and future prospects. Mater. Sci. Eng. A. 726, 342–355. https://doi.org/10.1016/j.msea.2018.05.066 (2018).
Zhang, Y. et al. Comparison of mechanical properties of Ti-6Al-4V fabricated by SLM and EBM. J. Alloys Compd. 823, 153896. https://doi.org/10.1016/j.jallcom.2020.153896 (2020).
Huang, L. et al. Effect of hot isostatic pressing on the microstructure and mechanical properties of Ti-6Al-4V alloy fabricated by selective laser melting. Mater. Sci. Eng. A. 705, 252–260. https://doi.org/10.1016/j.msea.2017.07.107 (2017).
Zhang, L. et al. Influence of heat treatment on the microstructure and mechanical properties of Ti-6Al-4V alloy fabricated by selective laser melting. Mater. Sci. Eng. A. 804, 140581. https://doi.org/10.1016/j.msea.2021.140581 (2021).
Schindelin, J. et al. Fiji: An open-source platform for biological-image analysis. Nat. Methods. 9, 676–682 https://doi.org/10.1038/nmeth.2019 (2012).
ISO 23317 – 2014 SBF for implants. (2014).
UNE-EN ISO 10993-5. http://www.aenor.es (2009).
Dilip, J. J. S. et al. Influence of processing parameters on the evolution of melt pool, porosity, and microstructures in Ti-6Al-4V alloy parts fabricated by selective laser melting. Progress Additive Manuf. 2, 157–167 (2017).
Oh, S. A. et al. High speed synchrotron X-ray diffraction experiments resolve microstructure and phase transformation in laser processed Ti-6Al-4V. Mater. Res. Lett. 9, 429–436 (2021).
Yang, J., Yang, H., Yu, H., Wang, Z. & Zeng, X. Corrosion behavior of additive manufactured Ti-6Al-4V alloy in NaCl solution. Metall. Mater. Trans. Phys. Metall. Mater. Sci. 48, 3583–3593 (2017).
Sharma, A., Oh, M. C., Kim, J. T., Srivastava, A. K. & Ahn, B. Investigation of electrochemical corrosion behavior of additive manufactured Ti–6Al–4V alloy for medical implants in different electrolytes. J. Alloys Compd. 830, (2020).
Leon, A., Levy, G. K., Ron, T., Shirizly, A. & Aghion, E. The effect of hot isostatic pressure on the corrosion performance of Ti-6Al-4V produced by an electron-beam melting additive manufacturing process. Addit. Manuf. 33, (2020).
Galarraga, H., Lados, D. A., Dehoff, R. R., Kirka, M. M. & Nandwana, P. Effects of the microstructure and porosity on properties of Ti-6Al-4V ELI alloy fabricated by electron beam melting (EBM). Addit. Manuf. 10, 47–57 (2016).
Dai, N., Zhang, L. C., Zhang, J., Chen, Q. & Wu, M. Corrosion behavior of selective laser melted Ti-6Al-4V alloy in NaCl solution. Corros. Sci. 102, 484–489 (2016).
Kazantseva, N. et al. Martensitic transformations in Ti-6Al-4V (ELI) alloy manufactured by 3D printing. Mater. Charact. 146, 101–112 (2018).
Borrego, L. P., De Jesus, J., Ferreira, J. A. M., Costa, J. D. M. & Capela, C. Assessment of the fatigue performance of heat-treated addictive manufactured TiAl6V4 specimens. In Procedia Structural Integrity vol. 18, 651–656 (Elsevier B.V., 2019).
Greitemeier, D., Palm, F., Syassen, F. & Melz, T. Fatigue performance of additive manufactured TiAl6V4 using electron and laser beam melting. Int. J. Fatigue. 94, 211–217 (2017).
Li, J. et al. Electrochemical dissolution behavior of Ti6Al4V alloy: effect of microstructure and processing method. J. Mater. Process. Technol. 307, (2022).
Mo, L., Dennis, P., Tobias, P. & Hadi, M. J. Influence of heat treatment and surface finishing on the corrosion behavior of additive manufactured Ti-6Al-4V. Adv. Metall. Mater. Eng. 3, (2020).
Seo, D. I. & Lee, J. B. Influence of heat treatment parameters on the corrosion resistance of additively manufactured Ti–6Al–4V alloy. J. Electrochem. Soc. 167, 101509 (2020).
Hemmasian Ettefagh, A., Zeng, C., Guo, S. & Raush, J. Corrosion behavior of additively manufactured Ti-6Al-4V parts and the effect of post annealing. Addit. Manuf. 28, 252–258 (2019).
Liu, S. & Shin, Y. C. Additive manufacturing of Ti6Al4V alloy: A review. Mater. Des. 164, (2019).
Hahn, J. D., Shin, Y. C. & Krane, M. J. M. Laser transformation hardening of Ti-6Al-4V in solid state with accompanying kinetic model. Surf. Eng. 23, 78–82 (2007).
Li, J., Lin, X., Guo, P., Song, M. & Huang, W. Electrochemical behaviour of laser solid formed Ti–6Al–4V alloy in a highly concentrated NaCl solution. Corros. Sci. 142, 161–174 (2018).
Li, J. et al. Distinction in anodic dissolution behavior on different planes of laser solid formed Ti-6Al-4V alloy. Electrochim. Acta. 283, 1482–1489 (2018).
Leban, M. B., Kosec, T. & Finšgar, M. Corrosion characterization and ion release in SLM-manufactured and wrought Ti6Al4V alloy in an oral environment. Corros. Sci. 209, (2022).
Dai, N., Zhang, J., Chen, Y. & Zhang, L. C. Heat treatment degrading the corrosion resistance of selective laser melted Ti-6Al-4V alloy. J. Electrochem. Soc. 164, C428–C434 (2017).
Dai, N. et al. Distinction in corrosion resistance of selective laser melted Ti-6Al-4V alloy on different planes. Corros. Sci. 111, 703–710 (2016).
Cvijović-Alagić, I., Cvijović, Z., Bajat, J. & Rakin, M. Composition and processing effects on the electrochemical characteristics of biomedical titanium alloys. Corros. Sci. 83, 245–254 (2014).
Macak, J. M. et al. TiO2 nanotubes: Self-organized electrochemical formation, properties and applications. Curr. Opin. Solid State Mater. Sci. 11, 3–18 https://doi.org/10.1016/j.cossms.2007.08.004 (2007).
Ranjbar, K., Harb, M. A., Yeganeh, M., Reihanian, M. & Naseri, J. Selective laser melting of Hastelloy-X alloy and cerium oxide reinforced Hastelloy-X composite: microstructural examination and corrosion behavior. J. Mater. Res. Technol. 30, 7803–7815 (2024).
Zadeh, J. M., Yeganeh, M., Zaree, S. R. A. & Khorasanian, M. Microstructure and corrosion behavior of Ti-10Cu fabricated by selective laser melting. Mater. Today Commun. 39, (2024).
De Assis, S. L., Wolynec, S. & Costa, I. Corrosion characterization of titanium alloys by electrochemical techniques. Electrochim. Acta. 51, 1815–1819 (2006).
Aghion, E., Guinguis, I. & Goldman, J. Corrosion behavior of nano/sub-micron F401 titanium alloy. Adv. Eng. Mater. 17, 626–631 (2015).
Yan, X. et al. Effect of heat treatment on the corrosion resistance behavior of selective laser melted Ti6Al4V ELI. Surf. Coat. Technol. 396, (2020).
Chen, J. R. & Tsai, W. T. In situ corrosion monitoring of Ti-6Al-4V alloy in H2SO 4/HCl mixed solution using electrochemical AFM. Electrochim. Acta. 56, 1746–1751 (2011).
Tsai, W. T. & Chen, J. R. Galvanic corrosion between the constituent phases in duplex stainless steel. Corros. Sci. 49, 3659–3668 (2007).
Li, J., Lin, X., Guo, P. & Huang, W. Effect of layer band and heterogeneity of microstructure on electrochemical dissolution of laser solid formed Ti-6Al-4V alloy. J. Laser Appl. 31, (2019).
Li, J. et al. Effect of stress-relief annealing on anodic dissolution behaviour of additive manufactured Ti-6Al-4V via laser solid forming. Corros. Sci. 153, 314–326 (2019).
Li, J. et al. Distinction in electrochemical behaviour of Ti6Al4V alloy produced by direct energy deposition and forging. J. Alloys Compd. 860, (2021).
Fukuda, A. et al. Bone bonding bioactivity of Ti metal and Ti-Zr-Nb-Ta alloys with Ca ions incorporated on their surfaces by simple chemical and heat treatments. Acta Biomater. 7, 1379–1386 (2011).
Li, S., Sun, B., Imai, H. & Kondoh, K. Powder metallurgy Ti-TiC metal matrix composites prepared by in situ reactive processing of Ti-VGCFs system. Carbon N Y. 61, 216–228 (2013).
Morais, L. S. et al. Titanium alloy mini-implants for orthodontic Anchorage: immediate loading and metal ion release. Acta Biomater. 3, 331–339 (2007).
Nag, S., Banerjee, R. & Fraser, H. L. Microstructural evolution and strengthening mechanisms in Ti-Nb-Zr-Ta, Ti-Mo-Zr-Fe and Ti-15Mo biocompatible alloys. Mater. Sci. Eng. C. 25, 357–362 (2005).
Stoch, A. et al. Electrophoretic Coating of Hydroxyapatite on Titanium Implants. https://doi.org/10.1016/S0022-2860(01)00716-5 (2001).
El-Wassefy, N. A., Reicha, F. M. & Aref, N. S. Electro-chemical deposition of nano hydroxyapatite-zinc coating on titanium metal substrate. Int. J. Implant Dent. 3, (2017).
Pu’ad, N. M. et al. Synthesis method of hydroxyapatite: A review. Mater. Today Proc. 29, 233–239 (2019).
Acknowledgements
This work was supported by the Ministerio de Ciencia Innovacion y Universidades -FEDER Plan Estatal (PID2021-122365OB-100). Junta de Castilla y Leon- FEDER VA117P24 and CLU-2019-04 BIOECOUVA Unit of Excellence.
Author information
Authors and Affiliations
Contributions
C. García Hernández: Conceptualization, Investigation, Formal analysis, Writing – original draft. C. García-Cabezón: Methodology, Conceptualization, Project administration, Funding acquisition, Writing – review & editing. F. González-Díez: Investigation, Formal analysis, Writing – review & editing. M. Ampudia: Conceptualization, Funding acquisition. D. de Juanes: Investigation, Formal analysis, Writing – review & editing. J.C. Rodriguez-Cabello.: Supervision, Conceptualization, Writing – review & editing. F. Martín-Pedrosa: Supervision, Writing – review & editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
García-Hernández, C., García-Cabezón, C., González-Diez, F. et al. Effect of processing on microstructure, mechanical properties, corrosion and biocompatibility of additive manufacturing Ti-6Al-4V orthopaedic implants. Sci Rep 15, 14087 (2025). https://doi.org/10.1038/s41598-025-98349-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-025-98349-6
This article is cited by
-
A short review of the post-processing of titanium alloys processed by selective laser melting
The International Journal of Advanced Manufacturing Technology (2025)
