
Abstract
Recycling wood/plastic composites in municipal and industrial wastes currently represents a challenge which needs to be overcome. In this work, we considered the concept of independent pyrolysis of wood and plastic in wood/plastic mixtures for enabling a versatile catalytic process design which is capable of producing recoverable final products from both components. In order to reveal the influence of plastic on wood pyrolysis, the pyrolysis of beech wood (BW, wood material) in a polyethylene (PE) melt (polyolefin material) was performed at 350 °C. The combined use of thermogravimetric analysis, product recovery studies, in situ radical characterisations, and microscopic analysis revealed the influence of the PE melt on the BW pyrolysis. More specifically, a physical prevention of the intermolecular condensation and hydrogen abstraction from PE pyrolysates in the liquid/solid phase was observed. These interactions enhanced the production of levoglucosan and methoxyphenols by factors of 1.7 and 1.4, respectively, during the BW pyrolysis in the PE melt. Based on these results, we concluded that the observed synergistic effects could potentially control the yield and quality of useful products, as well as the utilisation of mixed wood/plastic wastes, which cannot be effectively recycled otherwise.
Similar content being viewed by others

Introduction
Wood/plastic composites have recently attracted increased amount of attention because they feature the combined advantages of both constituents, e.g., corrosion resistance, high stiffness, and excellent injection-molding processability1. Additionally, the broad availability and renewability of wood as a resource is another important benefit. Unsurprisingly, the demand for these composites, which are often used for outdoor decking, automotive parts, and furniture, is steadily increasing1, as exemplified by a novel and lightweight cellulose nanofiber–reinforced resin which exhibits excellent mechanical properties and is thus suitable for automotive or aerospace applications2. Waste management processes commonly generate wood/plastic mixtures from municipal solid and construction wastes. Although these mixtures are promising carbon resources for the production of fossil fuel alternatives, their complete separation into biomass and plastic by physical means is both technologically and economically difficult, and most of these mixtures are therefore disposed of in landfills or by incineration, the latter of which could be with or without energy recovery.
Pyrolysis achieves chemical bond cleavage in polymeric materials by the action of heat alone, thus exhibiting a distinct advantage over selective solvolysis-induced depolymerisation, as it is applicable to material mixtures which cannot be easily separated. In view of this fact, the co-pyrolysis of wood/plastic mixtures has been extensively investigated to reveal synergistic interactions between biomass and plastics3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21. For example, Marin et al.4,6 investigated the co-pyrolysis of beech wood (BW)/polypropylene (PP) and BW/polyethylene (PE) mixtures, achieving enhanced oil production from PP due to its accelerated pyrolysis by the BW radicals generated at low temperatures. Moreover, Brebu et al.10 reported that tar production from cedar wood is enhanced by PE, PP, and polystyrene (PS) addition, because these plastics donate hydrogen to the cedar wood pyrolysates during co-pyrolysis. Finally, it has also been reported that 1,6-anhydro-β-D-glucopyranose (levoglucosan, LG) and methoxyphenol radicals are stabilised by hydrogen abstraction from hydrogen-rich PE pyrolysates in the vapour phase19.
Co-pyrolysis is often followed by catalytic conversion to obtain value-added compounds22. Previously, synergistic effects have been observed for the catalytic conversion of wood/plastic pyrolysates. For example, cellulose/PP mixtures afforded increased amounts of olefins and alcohols in the presence of MCM-41 mesoporous silica23, with increased aromatic hydrocarbon production observed for cellulose/PE and cellulose/PP in the presence of zeolites24,25,26 and for lignin/low-density PE and lignin/PP mixtures in the presence of HZSM-5 zeolite27,28. Moreover, similar effects were also detected for wood/plastic mixtures in the presence of various zeolites29,30, and plastic-addition-enhanced production of H2-rich syngas was observed for the steam gasification of wood biomass using supported noble metal catalysts31,32,33.
Thus, the synergistic effects in wood/plastic co-pyrolysis and the catalytic conversion of the corresponding pyrolysates have been widely researched, with the former helping to control the reaction and product selectivity and thus providing the desired products for subsequent catalytic processes, and the latter being important for maximizing the yield and quality of the final products. Nevertheless, the simultaneous generation of wood- and plastic-derived complex pyrolysates is inevitable in both cases, complicating the design of catalytic conversion processes and limiting the versatility of the final products.
In the present study, we considered the concept of the independent pyrolysis of wood and plastic in wood/plastic mixtures (Fig. 1). In general, wood is pyrolysed at lower temperatures than common polyolefins such as PE and PP, which melt at the temperature required for wood pyrolysis. Therefore, the independent pyrolysis of wood and plastic could theoretically be realised by temperature control, allowing for the selective generation of wood-derived oxygen-containing compounds and olefinic polymer-derived aliphatic compounds in different temperature ranges. Therefore, this approach expands the versatility of catalytic process design and broadens the scope of the final products, enabling the use of different catalysts and conditions for wood and plastic pyrolysis34,35,36,37.

Concept of independent pyrolysis of wood and plastic in wood/plastic mixtures.
In order to investigate the feasibility of the aforementioned approach, we studied wood pyrolysis in a plastic melt, with BW and PE used as representatives of wood and plastic, respectively. To the best of our knowledge, the interactions between wood and plastic melt have never been investigated. Therefore, in the present study, we evaluated the synergistic effects of co-pyrolysis by pyrolysing BW and PE both individually and as components of various BW/PE mixtures, using a tube reactor for product identification and quantification. Additionally, we employed a thermogravimetric analyser equipped with a charge-coupled device (CCD) camera to simultaneously observe the weight loss behaviour and sample changes. Furthermore, an electron spin resonance (ESR) spectrometer featuring a novel heating unit (Fig. 2) was utilised to characterise the in situ radical behaviour.

Side view of the ESR spectrometer featuring a novel heating unit.
Results and Discussion
TGA measurements of the BW/PE mixtures
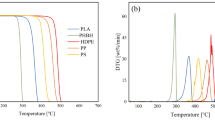
Figure 3(a,b) display the experimental and estimated TGA and derivative TG (DTG) curves of the BW/PE mixtures, respectively, while Fig. 3(c) shows pictures taken during the pyrolysis. During the measurements, the sample temperature reached 350 °C within 15 min and that temperature was maintained for 30 min. The weight loss of BW was almost complete within 15 min after reaching 350 °C, resulting in 24.5 wt% char after 45 min. The BW pictures clearly show the significant colour change of the sample from brown to black through a temperature range of 300 °C due to carbonisation. In contrast, 91.6 wt% of the PE remained after 45 min of the experiment. PE melted at 108 °C (confirmed by differential thermal analysis (DTA)) and the pictures reveal that the PE melt remained intact at 350 °C. These results show that the present pyrolysis conditions (350 °C, 30 min) were well suited to the almost complete pyrolysis of BW, with the extent of PE decomposition being only 8.4 wt%.

Experimental and estimated (a) TGA and (b) DTG curves, and (c) pictures of BW, PE, and their mixtures recorded at 350 °C.
These conditions were then applied to the pyrolysis of the BW60% and BW40% samples. The resulting experimental TG and DTG curves were almost the same to the estimated ones, suggesting the lack of strong influence on the weight loss during co-pyrolysis. Additionally, the pictures revealed that PE melted initially, followed by the BW pyrolysis in the PE melt. As can be noticed from the photos, the colour of the BW in the PE melt at 121 and 282 °C is darker than that of neat BW. As opposed to the previous case, the wet colour of the BW is due to the PE penetration into the BW, not due to carbonisation.
Pyrolysis of the individual PE and BW components in tube reactor
The identified pyrolysates are categorised in Table 1, which also lists their weight compositions, with detailed breakdowns for each category provided in Table S2. Notably, 89.7 wt% of the PE remained in the sample holder after the pyrolysis run, which was in agreement with the TGA results (Fig. 3(a)). Thus, only 0.4 wt% of gas and 0.4 wt% of oil were identified from PE under the chosen conditions, with the remaining 9.5 wt% mainly attributable to the high molecular weight oil which is not detected by GC and wax. Conversely, BW pyrolysis produced 4.1 wt% gas, 12.7 wt% tar, 10.8 wt% water, and 26.5 wt% char. The BW tar mainly consisted of cellulose-derived LG (1), with its total weight fraction equalling 5.6 wt%. Moreover, cellulose and LG pyrolysis also afforded gases such as CO, CO2, and hydrocarbons, and tars such as anhydrosugars (2), C2–C4 fragments (3), and five-membered ring compounds (4)38,39,40. However, some of these compounds were also produced from hemicellulose41, whereas lignin pyrolysis afforded diverse substituted methoxyphenols (5–7) and simple phenols (8).
Pyrolysis of the BW/PE mixtures in the tube reactor
The BW-based weight fractions (FW,std) of the obtained products are summarised in Table 1, while the YD values of the tars are summarised in Fig. 4. The FW,std values were calculated for tar compounds produced only from BW. Interestingly, co-pyrolysis with PE increased the yields of BW tar, which equalled 17.8 and 16.3 wt% for BW40% and BW60%, respectively. Cellulose-derived 1 and lignin-derived 5–7 contributed to the above increase in the tar yield, whereas compounds 2–4 and 8 resulted in YD < 1. The YD of 1 was maximal (1.7) for BW40%, decreasing to 1.4 for BW60%. In contrast, the formation of 2–4, which are the main pyrolysates of 1, was largely suppressed during the BW pyrolysis in the PE melt, with their YD values decreasing with the increasing PE content. Therefore, this behaviour indicates that the decomposition of 1 was suppressed during the co-pyrolysis, whereas that of lignin was enhanced, affording products 5–7 with YD values of 1.1–1.4. In contrast, the YD of 8, which is a pyrolysate of 5–7, equalled 0.7–0.9, suggesting that the decomposition of these compounds is suppressed during co-pyrolysis.

Yield differences of the tar compounds derived from (a) (hemi)cellulose and (b) lignin.
Notably, the enhanced production of 1 and 5–7, as well as the decreased formation of LG- and methoxyphenol-derived pyrolysates, has been reported for BW/PE mixture pyrolysis at temperatures of up to 650 °C19. In this work, the total tar yield was enhanced by the BW pyrolysis in the PE melt, while maintaining the tar composition comparable to that obtained at temperatures of up to 650 °C. In addition, when the aforementioned conditions were employed, the production of gases, mainly CO and CO2, was suppressed. Hence, it can be concluded that the BW pyrolysis in the PE melt was beneficial to the formation of both LG and methoxyphenols at lower temperatures while simultaneously avoiding the mixing of PE pyrolysates.
Since the emission of PE pyrolysates into the vapour phase under the conditions used in the present study was insignificant, it was concluded that the observed synergistic effect, which enhanced the formation of 1 and 5–7, originated in the liquid/solid phase.
Pyrolysis in the ESR apparatus
In order to investigate the behaviour of radicals in the liquid/solid phases during BW/PE pyrolysis, individual PE and BW components and their mixtures were pyrolysed in an ESR spectrometer equipped with a high-temperature heating unit. The obtained results are summarised in Fig. 5. The acquired data indicates that radicals for which g = 2.0043 were already formed at 100 °C (Fig. 5(c)), corresponding to oxygen-containing species such as BW lignin-derived phenoxy and semiquinone radicals42,43. This conclusion was supported by the fact that no peaks were detected during the in situ ESR analysis of cellulose up to 200 °C (Figure S4(a)) and that the bond cleavage of O-acetyl-(4-O-methylglucurono)xylan, which is the principal hemicellulose framework component of BW, proceeds via an ionic mechanism44,45. When the measurement temperature was increased from 100 to 150 °C, the spin concentration almost doubled (from 1.1 × 1016 to 1.9 × 1016 spin g−1 (Fig. 5(f))), whereas the g value remained constant. Above 250 °C, the spin concentration increased with the temperature, since the homolytic cleavage of chemical bonds in BW lignin is reported to start at 250 °C41, thereby causing the subsequent radical chain reactions to progress. The slight decrease in g to 2.0041 at 200 °C was ascribed to the influence of mono- and dimethoxybenzenes generated by lignin pyrolysis (g = 2.0035–2.0039)43, with the drastic decrease to 2.0034 at 300 °C being attributed mainly to the enhanced homolytic cleavage of lignin β-aryl-ether bonds. Even though the degradation of O-acetyl-(4-O-methylglucurono) xylan is significant at this temperature41, bond cleavage mainly proceeds via an ionic mechanism44,45. Moreover, cellulose decomposition at this temperature is insignificant46,47, mainly occurring by dehydration (i.e., via an ionic pathway)48 and thus having no influence on the ESR results. At 350 °C, g was equal to 2.0029, corresponding to carbon-centred radicals such as one- to five-ring aromatic hydrocarbon and graphitic carbon radicals49,50 which originated mainly from the char. Pastorova et al.51 reported that cellulose-derived char produced at 350 °C mainly exhibits an aromatic structure, implying that similar behaviour can be expected for the hemicellulose framework. Therefore, the significant increase in the spin concentration (to 9.5 × 1017 spin g−1) at 350 °C was ascribed to the contribution of char originating not only from the lignin but also from the cellulose and hemicellulose. Thus, the novel heating unit allowed us to evaluate the in situ behaviour of pyrolytically produced radicals at high temperature.

ESR spectra of liquid/solid phases recorded during the pyrolysis of (a) BW100%, (a′) BW100% (magnified), (b) BW60%, (b′) BW60% (magnified), (c) BW40%, (c′) BW40% (magnified), and (d) BW0%; (e) g values obtained under different conditions; (f) experimental or theoretical spin concentrations obtained under different conditions.
Notably, no detectable ESR spectrum was observed for PE at any temperature. This suggests that the radicals produced from PE were short-lived alkyl radicals52, which were hard to detect under the given ESR conditions53. It is also expected that the quantity of radicals generated would not be significant because of the slow PE pyrolysis rate at 350 °C observed by the TG analysis and tube-reactor experiment. In fact, we confirmed the carbon-centred radicals (g = 2.0031) during the PE pyrolysis at 400 °C (Fig. S4(b) in the Supporting Information (SI)).
The measured spin concentrations for BW60% and BW40% were comparable to the expected values calculated from pure BW since no PE radicals were detected. By the same reasoning, the g values of the mixed samples were comparable to those determined for pure BW and pure PE. Thus, these results suggest that the formation of BW radicals (amount and species) was not influenced by the PE melt.
Microscopic investigation of pristine and pyrolysed BW
Pristine and pyrolysed BW were analysed by optical microscopy and SEM (Fig. 6). In the presence of PE, the BW primary char was apparently coated by a polyolefin (Fig. 6(c,d)). As can be seen, there was no clear difference between the SEM images of the BW char surface obtained in the presence and absence of PE (Fig. 6(e–h)). In contrast, the C/O atomic ratios of the char surface obtained by EDX revealed an increase in the value of the original sample after pyrolysis (from 2.6 to 4.0; Fig. 6(e)) due to the char formation. Moreover, the C/O ratio increased with the PE content, equalling 6.8 and 7.3 for BW60% (Fig. 6(g)) and BW40% (Fig. 6(h)), respectively. These results support the hypothesis of a PE coating around the BW char (Fig. 6(c,d)). However, it should be noted that the abovementioned values are not completely accurate due to the irregular sample surface and limited penetration depth of the electron beam (around 4 μm at 20 kV), thereby implying the significance of the increase in the C/O ratio upon increasing the PE amount. Based on the aforementioned results, it is clear that the BW particles were dispersed and pyrolysed in the PE melt under the described pyrolysis conditions.

Microscopic images of (a) the original BW, (b) BW char obtained from BW100%, and BW char coated by PE-melt obtained from (c) BW60% and (d) BW40%. SEM images of (e) original BW, (f) BW char obtained from BW100%, and BW char coated by PE-melt obtained from (g) BW60% and (h) BW40%.
Suggested mechanism
In summary, the pyrolysis of BW in the PE melt (i) enhanced the production of LG (1) and inhibited the production of decomposition products (2–4) of 1, and (ii) enhanced the production of methoxyphenols (5–7) and inhibited that of phenols (8). These synergistic effects obtained by mixing could be respectively explained by (I) the physical blocking of the hydrogen bond formation by the PE melt and (II) the hydrogen abstraction from the PE pyrolysates.
Physical blocking of the hydrogen bond formation
The PE melt mainly influenced the BW pyrolysis by facilitating BW particle dispersion. Specifically, early-stage pyrolysates such as 1 were dispersed in the PE melt (Fig. 7), with liquid-phase 1 being further converted to 2–4 via ring-opening reactions39,40. In line with this explanation, Kawamoto et al.54 reported on the acid-catalysed ring opening of 1 during its pyrolysis in the molten state by proton donation to the C1-oxygen via intermolecular hydrogen bond formation. Importantly, the PE melt could physically interrupt intermolecular proton donation from other molecules (Fig. 7(a)) and thus block the acid-catalysed ring opening of 1, as confirmed by the decreased production of 2–4 (pyrolysates of 1) in the liquid and solid phases in the presence of PE (Fig. 4). In addition, the dispersion of 1 in the PE melt physically prevented intermolecular condensation of 1 (Fig. 6(b)), thereby enhancing the recovery of 1.

Suggested interactions during the BW pyrolysis in the PE melt: (a) interruption of intermolecular proton donation, (b) interruption of condensation of 1, (c) interruption of coupling between lignin radicals, and (d) hydrogen abstraction from hydrogen-rich PE pyrolysates.
Hydrogen abstraction from the PE pyrolysates
Lignin-derived radicals generally couple to form dimers or condensation products, which are further cracked to form 8 via alkyl side chain elimination. The radicals derived from 5–7 are dispersed in the PE melt, which physically interrupts the radical coupling (Fig. 7(c)). Furthermore, these radicals could abstract hydrogen from the hydrogen-rich PE pyrolysates (Fig. 7(d)), resulting in the enhanced generation of 5–7 and suppression of the formation of 8.
Thus, the present work reveals the influence of the PE melt on BW pyrolysis: specifically, the presence of the melt physically prevents intermolecular condensation, while the BW pyrolysates abstract hydrogen from the hydrogen-rich PE pyrolysates in the liquid/solid phase. Moreover, this study contributes to the practical realisation of the independent pyrolysis of wood and plastics in a wood/plastic mixture, thereby paving the way to achieving versatile catalytic process design and increasing the yield of the desired pyrolysates.
Methods
Materials
Commercial BW and PE (Sigma-Aldrich, Tokyo, Japan) were ground and sieved to a particle size of <250 μm. The properties of BW19 are summarised in Table S1 (Supporting Information, SI). Moisture-, extractives-, and ash-free BW55,56 was used in all experiments to avoid the influence of these components during pyrolysis. The characterisation and sample preparation procedures are summarised in the SI.
TGA measurements
The weight-loss behaviours of BW, PE, and their mixtures, as well as the simultaneous CCD camera observations of the sample changes were obtained using a TG analyzer, STA7200RV (Hitachi High-Tech Science Corporation, Tokyo, Japan). The CCD camera was located at the upper outside part of the quartz furnace in order to take sample pictures from the top through the quartz furnace. Each sample (10 mg) was loaded in a Pt pan, while a sapphire plate (10 mg) was used as a reference. After placing the pan into the instrument, the device was purged with N2 at a flow rate of 200 mL/min for 10 min. Then, the temperature was raised from ambient to 350 °C at a heating rate of 25 °C/min. The samples were kept at that temperature for 30 min under N2 flow. The temperature and experimental time were was set to these values as they allowed an almost complete BW pyrolysis with minimal PE pyrolysis, as thermogravimetrically confirmed (Figs 3(a) and S2). The sample pictures were captured by every 2 min.
The experimental TGA curves (YTG_exp, t [wt%]) and DTG curves (YDTG_exp, t [wt%/min]) vs. time (t [min]) were compared using estimated plots (YTG_cal, t vs. t and YDTG_cal, t vs. t) determined via Eq. (1):
where YTG or DTG_exp_BW or PE, t are the TGA or DTG values of neat BW or PE at time t, while RBW or PE [wt%] are their respective mixing ratios.
Pyrolysis in the tube reactor
Pyrolysis was carried out in a horizontal quartz tube reactor heated by an electric furnace (Fig. S2). Samples (0.2 g) with BW:PE (w:w) ratios of 100:0, 60:40, 40:60, and 0:100 were prepared and loaded into a ceramic sample holder located outside the heating zone of the quartz tube reactor. The reactor was purged with helium at a flow rate of 100 mL/min, which was controlled by a digital mass flow controller (FCST1000L, Fujikin, Osaka, Japan), and the temperature was set to 350 °C. Subsequently, the sample holder was pushed into the centre of the heating zone, where the samples were pyrolysed for 30 min. The sample temperature reached 350 °C for ~100 s. The pyrolysis products were condensed in a liquid-nitrogen-cooled trap or collected in an aluminium bag.
After 30 min, heating was stopped, and the tube reactor was cooled down to ambient temperature under continuous helium flow. The cooling trap was defrosted in a water bath, with He gas being passed through the trap for another 5 min to allow the transfer of any condensed gases such as CO2 and CH4 into the aluminium collection bag. The inside surfaces of the trap and reactor walls were washed with super-dry THF (20 mL) to remove the condensed products. Wax, i.e., a THF-insoluble sticky solid derived from PE, was not quantified since it was formed in minute amounts. The mixture of BW char and PE remaining in the sample holder was weighed, whereas the secondary char (deposited on the reactor wall) was not quantified as it was insoluble in THF. The products, which were identified and quantified using gas chromatography (GC), could be categorised into: a gas which was collected in an aluminium bag, tar which was a BW-derived tetrahydrofuran (THF)-soluble liquid, and oil which was a PE-derived THF-soluble liquid. The detailed procedure and analytical conditions for the GC analysis are summarised in the SI. The water yield was determined by the Karl Fischer titration method. The char and PE melt were analysed by optical microscopy (VHX-2000, Keyence, Japan) and scanning electron microscopy coupled with energy-dispersive X-ray spectroscopy (SEM-EDX; S-4800, Hitachi, Japan). Reliable mass balances were obtained after all experiments and are summarised in the upper part of Table 1.
The weight fractions of the decomposition products (FW [wt%]) were calculated as
where Wsample [g] and Wexp [g] are the input sample and product weights, respectively.
The synergistic effect of co-pyrolysis on the BW pyrolysate production was evaluated by determining the yield difference (YD [-]) as
where FW, BW100% [wt%] is the weight fraction of a given product obtained by pure BW pyrolysis and FW,std [wt%] is the corresponding weight fraction obtained by co-pyrolysis (calculated as defined above). Thus, YD exceeds unity if higher product yields are obtained in the PE melt, and is lower than unity in the opposite case.
In situ ESR analysis
The radical behaviour in the liquid/solid phases during BW/PE co-pyrolysis was probed by in-situ ESR (Fig. 2, JES-X320/ES-DVT400; JEOL RESONANCE Inc.). Mixed samples (0.05 g) with BW:PE (w:w) ratios of 100:0, 60:40, 40:60, and 0:100 were used to fill a quartz tube with an inner diameter of 4.0 mm, a wall thickness of 0.5 mm, and a length of 300 mm to a height of 4 cm. Residual air in the sample tube was removed by purging with N2. The tube was then inserted into the ESR apparatus and heated to the desired temperature (100, 150, 200, 250, 300, and 350 °C) by heated air. A temperature sensor was located immediately below the sample tube. The air was heated by a heater controlled by a temperature controller to achieve the desired temperature, after which it was stabilised for 2 min prior to the data acquisition. The following measurement parameters were used: microwave frequency = 9052 MHz, microwave power = 1 mW, magnetic field = 322.6 ± 10 mT, modulation width = 0.2 mT, sweep time = 30 s, and time constant = 0.03 s. MnO was used as an internal standard sample and was measured with every sample.
The spin concentrations in the BW (NBW, spins-T [spin g−1]) samples at each temperature were determined as follows. Coal with a known spin concentration (Ncoal, spins [spin]) and MnO (marker) were analysed at 293 K to determine the double-integrated areas of the respective peaks (Acoal-293K and Amarker-293K). Subsequently, BW was analysed in the presence of the same amount of MnO at 293 K, and the double-integrated areas of BW (ABW-293K) and MnO (Amarker-293K) peaks were calculated. Next, each sample was analysed in the presence of the same amount of MnO at each temperature (T [K]) and the abovementioned areas were re-calculated (Asampe-T and Amarker-T). Since the signal intensity decreased linearly with the temperature, it was standardised by multiplying by 293/T. Under the utilised conditions, the intensity of the PE-derived signal was negligible at each temperature, allowing the obtained spin concentration to be standardised relative to the BW loading (WBW [g]). Thus, the BW spin concentrations were calculated using the following equation:
References
Carus, M. et al. Wood Plastic Composites (WPC) and Natural Fibre Composites (NFC): European and Global Markets 2012 and Future Trends in Automotive and Construction; WPC/NFC Market Study 2014–10. Wood Plastic Composites (WPC) and Natural Fibre Composites (NFC): European and Global Markets 2012 and Future Trends in Automotive and Construction; WPC/NFC Market Study 2014–10 (2014).
Moon, R. J., Martini, A., Nairn, J., Simonsen, J. & Youngblood, J. Cellulose nanomaterials review: structure, properties and nanocomposites. Chemical Society Review 40, 3941–3994 (2011).
Jakab, E., Varhegyi, G. & Faix, O. Thermal decomposition of polypropylene in the presence of wood-derived materials. Journal of Analytical and Applied Pyrolysis 56, 273–285 (2000).
Marin, N. et al. Copyrolysis of wood biomass and synthetic polymers mixtures. Part II: characterisation of the liquid phases. Journal of Analytical and Applied Pyrolysis 65, 41–55 (2002).
Sharypov, V. I. et al. Co-pyrolysis of wood biomass and synthetic polymer mixtures. Part I: influence of experimental conditions on the evolution of solids, liquids and gases. Journal of Analytical and Applied Pyrolysis 64, 15–28 (2002).
Sharypov, V. I. et al. Co-pyrolysis of wood biomass and synthetic polymers mixtures. Part III: Characterisation of heavy products. Journal of Analytical and Applied Pyrolysis 67, 325–340 (2003).
Zhou, L., Wang, Y., Huang, Q. & Cai, J. Thermogravimetric characteristics and kinetic of plastic and biomass blends co-pyrolysis. Fuel Processing Technology 87, 963–969 (2006).
Rutkowski, P. & Kubacki, A. Influence of polystyrene addition to cellulose on chemical structure and properties of bio-oil obtained during pyrolysis. Energy Conversion and Management 47, 716–731 (2006).
Dong, C., Yang, Y., Jin, B. & Horio, M. The pyrolysis of sawdust and polyethylene in TG and U-shape tube reactor. Waste Management 27, 1557–1561 (2007).
Brebu, M., Ucar, S., Vasile, C. & Yanik, J. Co-pyrolysis of pine cone with synthetic polymers. Fuel 89, 1911–1918 (2010).
Han, B. et al. Co-pyrolysis behaviors and kinetics of plastics–biomass blends through thermogravimetric analysis. Journal of Thermal Analysis and Calorimetry 115, 227–235 (2013).
Oyedun, A. O., Gebreegziabher, T., Ng, D. K. S. & Hui, C. W. Mixed-waste pyrolysis of biomass and plastics waste – A modelling approach to reduce energy usage. Energy 75, 127–135 (2014).
Sajdak, M. & Muzyka, R. Use of plastic waste as a fuel in the co-pyrolysis of biomass. Part I: The effect of the addition of plastic waste on the process and products. Journal of Analytical and Applied Pyrolysis 107, 267–275 (2014).
Sajdak, M. & Słowik, K. Use of plastic waste as a fuel in the co-pyrolysis of biomass: Part II. Variance analysis of the co-pyrolysis process. Journal of Analytical and Applied Pyrolysis 109, 152–158 (2014).
Önal, E., Uzun, B. B. & Pütün, A. E. Bio-oil production via co-pyrolysis of almond shell as biomass and high density polyethylene. Energy Conversion and Management 78, 704–710 (2014).
Suriapparao, D. V., Ojha, D. K., Ray, T. & Vinu, R. Kinetic analysis of co-pyrolysis of cellulose and polypropylene. Journal of Thermal Analysis and Calorimetry 117, 1441–1451 (2014).
Xue, Y., Zhou, S., Brown, R. C., Kelkar, A. & Bai, X. Fast pyrolysis of biomass and waste plastic in a fluidized bed reactor. Fuel 156, 40–46 (2015).
Sajdak, M., Muzyka, R., Hrabak, J. & Słowik, K. Use of plastic waste as a fuel in the co-pyrolysis of biomass. Journal of Analytical and Applied Pyrolysis 112, 298–305 (2015).
Kumagai, S., Fujita, K., Kameda, T. & Yoshioka, T. Interactions of beech wood–polyethylene mixtures during co-pyrolysis. Journal of Analytical and Applied Pyrolysis 122, 531–540 (2016).
Gunasee, S. D., Danon, B., Görgens, J. F. & Mohee, R. Co-pyrolysis of LDPE and cellulose: Synergies during devolatilization and condensation. Journal of Analytical and Applied Pyrolysis 126, 307–314 (2017).
Gunasee, S. D., Carrier, M., Gorgens, J. F. & Mohee, R. Pyrolysis and combustion of municipal solid wastes: Evaluation of synergistic effects using TGA-MS. Journal of Analytical and Applied Pyrolysis 121, 50–61 (2016).
Zhang, X., Lei, H., Chen, S. & Wu, J. Catalytic co-pyrolysis of lignocellulosic biomass with polymers: a critical review. Green Chemistry 18, 4145–4169 (2016).
Xue, J. et al. Synergetic Effect of Co-pyrolysis of Cellulose and Polypropylene over an All-Silica Mesoporous Catalyst MCM-41 Using Thermogravimetry–Fourier Transform Infrared Spectroscopy and Pyrolysis–Gas Chromatography–Mass Spectrometry. Energy & Fuels (2017).
Dorado, C., Mullen, C. A. & Boateng, A. A. H-ZSM5 Catalyzed Co-Pyrolysis of Biomass and Plastics. ACS Sustainable Chemistry & Engineering 2, 301–311 (2014).
Li, X. et al. Improving the aromatic production in catalytic fast pyrolysis of cellulose by co-feeding low-density polyethylene. Applied Catalysis A: General 455, 114–121 (2013).
Kim, B.-S. et al. Catalytic Copyrolysis of Cellulose and Thermoplastics over HZSM-5 and HY. ACS Sustainable Chemistry & Engineering 4, 1354–1363 (2016).
Duan, D. et al. Ex-situ catalytic co-pyrolysis of lignin and polypropylene to upgrade bio-oil quality by microwave heating. Bioresource technology 241, 207–213 (2017).
Fan, L. et al. Fast microwave-assisted catalytic co-pyrolysis of lignin and low-density polyethylene with HZSM-5 and MgO for improved bio-oil yield and quality. Bioresource technology 225, 199–205 (2017).
Xue, Y., Kelkar, A. & Bai, X. Catalytic co-pyrolysis of biomass and polyethylene in a tandem micropyrolyzer. Fuel 166, 227–236 (2016).
Kim, Y.-M. et al. Catalytic co-pyrolysis of polypropylene and Laminaria japonica over zeolitic materials. International Journal of Hydrogen Energy 42, 18434–18441 (2017).
Kumagai, S. et al. Novel Ni–Mg–Al–Ca catalyst for enhanced hydrogen production for the pyrolysis–gasification of a biomass/plastic mixture. Journal of Analytical and Applied Pyrolysis 113, 15–21 (2015).
Alvarez, J. et al. Hydrogen production from biomass and plastic mixtures by pyrolysis-gasification. International Journal of Hydrogen Energy 39, 10883–10891 (2014).
Liu, W.-W. et al. Study on the effect of metal types in (Me)-Al-MCM-41 on the mesoporous structure and catalytic behavior during the vapor-catalyzed co-pyrolysis of pubescens and LDPE. Applied Catalysis B: Environmental 129, 202–213 (2013).
Miandad, R., Barakat, M. A., Aburiazaiza, A. S., Rehan, M. & Nizami, A. S. Catalytic pyrolysis of plastic waste: A review. Process Safety and Environmental Protection 102, 822–838 (2016).
Lopez, G., Artetxe, M., Amutio, M., Bilbao, J. & Olazar, M. Thermochemical routes for the valorization of waste polyolefinic plastics to produce fuels and chemicals. A review. Renewable and Sustainable Energy Reviews 73, 346–368 (2017).
Liu, C., Wang, H., Karim, A. M., Sun, J. & Wang, Y. Catalytic fast pyrolysis of lignocellulosic biomass. Chemical Society Review 43, 7594–7623 (2014).
Kumagai, S. & Yoshioka, T. Feedstock Recycling via Waste Plastic Pyrolysis. Journal of the Japan Petroleum Institute 59, 243–253 (2016).
Hosoya, T., Kawamoto, H. & Saka, S. Different pyrolytic pathways of levoglucosan in vapor- and liquid/solid-phases. Journal of Analytical and Applied Pyrolysis 83, 64–70 (2008).
Paine, J. B., Pithawalla, Y. B. & Naworal, J. D. Carbohydrate pyrolysis mechanisms from isotopic labeling Part 4. The pyrolysis Of D-glucose: The formation of furans. Journal of Analytical and Applied Pyrolysis 83, 37–63 (2008).
Paine, J. B., Pithawalla, Y. B. & Naworal, J. D. Carbohydrate pyrolysis mechanisms from isotopic labeling. Part 2. The pyrolysis of D-glucose: General disconnective analysis and the formation of C-1 and C-2 carbonyl compounds by electrocyclic fragmentation mechanisms. Journal of Analytical and Applied Pyrolysis 82, 10–41 (2008).
Shen, D. K., Gu, S. & Bridgwater, A. V. Study on the pyrolytic behaviour of xylan-based hemicellulose using TG–FTIR and Py–GC–FTIR. Journal of Analytical and Applied Pyrolysis 87, 199–206 (2010).
Retcofsky, H. L., Stark, J. M. & Friedel, R. A. Electron spin resonance in American coals. Analytical Chemistry 40, 1699–1704 (1968).
O’Neill, P., Steenken, S. & Schulte-Frohlinde, D. Formation of radical cations of methoxylated benzenes by reaction with OH radicals, Tl2+, Ag2+, and SO4∙− in aqueous solution. Optical and conductometric pulse radiolysis and in situ radiolysis electron spin resonance study. The Journal of Physical Chemistry 79, 2773–2779 (1975).
Wang, S., Ru, B., Lin, H. & Luo, Z. Degradation mechanism of monosaccharides and xylan under pyrolytic conditions with theoretic modeling on the energy profiles. Bioresour Technol 143, 378–383 (2013).
Huang, J., Liu, C., Tong, H., Li, W. & Wu, D. Theoretical studies on pyrolysis mechanism of xylopyranose. Computational and Theoretical Chemistry 1001, 44–50 (2012).
Yang, H., Yan, R., Chen, H., Lee, D. H. & Zheng, C. Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86, 1781–1788 (2007).
Shen, D. K. & Gu, S. The mechanism for thermal decomposition of cellulose and its main products. Bioresource technology 100, 6496–6504 (2009).
Tang, M. M. & Bacon, R. Carbonization of cellulose fibers—I. Low temperature pyrolysis. Carbon 2, 211–220 (1964).
Petrakis, L. & Grandy, D. W. Electron spin resonance spectrometric study of free radicals in coals. Analytical Chemistry 50, 303–308 (1978).
Trubetskaya, A. et al. Characterization of free radicals by electron spin resonance spectroscopy in biochars from pyrolysis at high heating rates and at high temperatures. Biomass and Bioenergy 94, 117–129 (2016).
Pastorova, I., Botto, R. E., Arisz, P. W. & Boon, J. J. Cellulose char structure: a combined analytical Py-GC-MS, FTIR, and NMR study. Carbohydrate research 262, 27–47 (1994).
Poutsma, M. L. Reexamination of the Pyrolysis of Polyethylene: Data Needs, Free-Radical Mechanistic Considerations, and Thermochemical Kinetic Simulation of Initial Product-Forming Pathways. Macromolecules 36, 8931–8957 (2003).
Kawashima, T., Shimada, S., Kashiwabara, H. & Sohma, J. ESR Studies on the Molecular Mechanisms of Fracture of Polymers at Low Temperatures. Polymer Journal 5, 135 (1973).
Kawamoto, H., Hosoya, T., Ueno, Y., Shoji, T. & Saka, S. Thermal stabilization and decomposition of simple glycosides in the presence of aromatic substances in closed ampoules: The role of OH⋯π hydrogen bonding. Journal of Analytical and Applied Pyrolysis 109, 41–46 (2014).
Asmadi, M., Kawamoto, H. & Saka, S. Pyrolysis reactions of Japanese cedar and Japanese beech woods in a closed ampoule reactor. Journal of Wood Science 56, 319–330 (2010).
Hosoya, T., Kawamoto, H. & Saka, S. Influence of inorganic matter on wood pyrolysis at gasification temperature. Journal of Wood Science 53, 351–357 (2007).
Acknowledgements
This work was partially supported by the JSPS KAKENHI (Grant No. 16H05893 and 17K20057).
Author information
Authors and Affiliations
Contributions
S.K. designed the research idea, wrote the main manuscript text, and prepared all figures. T.K., Y.S., and T.Y. contributed to drafting the introductory section. Y.N. carried out the ESR analysis, while S.K., K.F., and Y.T. carried out all other experiments and products analyses. All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing Interests
The authors declare no competing interests.
Additional information
Publisher’s note: Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kumagai, S., Fujita, K., Takahashi, Y. et al. Beech Wood Pyrolysis in Polyethylene Melt as a Means of Enhancing Levoglucosan and Methoxyphenol Production. Sci Rep 9, 1955 (2019). https://doi.org/10.1038/s41598-018-37146-w
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-018-37146-w
This article is cited by
-
Conversion of peach endocarp and polyethylene residue by the co-pyrolysis process
Environmental Science and Pollution Research (2022)
-
Thermo-catalytic studies on a mixture of plastic waste and biomass
Journal of Thermal Analysis and Calorimetry (2022)
-
Initial pyrolysis mechanism and product formation of cellulose: An Experimental and Density functional theory(DFT) study
Scientific Reports (2020)
