
Abstract
Abnormal cutter wear has a serious impact on TBM construction. If not found in time, it may lead to the cutterhead overall failure. Aiming at this problem, a general model and method to identify and warn the abnormal cutter wear using Extreme Learning Machine (ELM) is proposed. Based on multiple projects data, taking the general characteristic parameters as model inputs, the tunneling parameters in normal cutter wear are used to establish an ELM prediction model of advance speed, which predicts the abnormal cutter wear condition through the difference between predicted and actual advance speed. Through the project case, the model is verified and the early-warning threshold of abnormal cutter wear is given. The results show that the model prediction results are consistent with the actual cutter replacement situation. The method is effective and universal, which can provide a useful guidance for the identification, warning and replacement of TBM disc-cutter abnormal wear.
Similar content being viewed by others
Introduction
As the core tool of full face hard rock tunnel boring machine (TBM), the loss cost of disc cutters is one of the main costs besides the TBM investment consumption, accounting for about 1/3 of TBM construction total cost1. During TBM tunneling, the cutter wear is an inevitable problem, the maintenance and replacement of which will increase the downtime and affect the construction period. Excessive or abnormal cutter wear has a more serious impact on TBM construction. If not found and replaced in a timely manner, it may cause abnormal damage to adjacent batches of cutters, and even damage the cutterhead. Therefore, it is of great significance to identify and warn the cutter abnormal wear in real time, which is not only conducive to TBM construction arrangement and shutdown maintenance timely, but also can minimize the economic and time loss caused by cutter wear.
In TBM construction, the cutter wear is inevitable. Besides the normal wear, the cutter failure mode is also prone to abnormal damage such as partial wear or tipping when encountering extremely hard rock or alternate hardness composite strata2. In view of this, many scholars conduct a series of researches on cutter wear.
The cutter wear laws and wear prediction
In rock breaking process, the force of TBM disc cutter is complex, and the cutter wear is subject to the joint action of various factors and mechanisms3. Based on laboratory test and field measured data, many scholars have studied the influencing factors and laws of cutter wear, which found that TBM tunneling parameters and surrounding rock conditions are the key factors affecting cutter wear4,5, and obtained the influence and sensitivity of different rock mass parameters and tunneling parameters on cutter wear and the cutter wear rules under different surrounding rock conditions6,7,8,9. Combined with tunneling parameters and geological conditions, the semi-empirical and empirical models are established from theoretical research, model tests and engineering applications to predict cutter wear. For example, the Colorado School of Mines proposed a CSM model for predicting cutter life based on Cerchar abrasive index \((CAI)\) by conducting linear cutting laboratory tests10. Based on dense core theory, abrasive wear theory, plastic removal wear mechanism or slip line theory, the cutter wear prediction models were established and verified by field wear data11,12,13,14. Li et al.15 explored the influence of factors such as tunneling parameters and uniaxial compressive strength \((UCS)\) on cutter life, and established a cutter life prediction model under siltstone conditions based on the response surface model theory. Tan et al.16 analyzed the influences of penetration, cutter radius and installation radius on cutter wear rate, and established a cutter wear rate prediction model combined with abrasive wear theory. The above prediction models are obtained based on the cutter wear mechanism, which is difficult to correlate the site construction parameters and not conducive to timely judging the cutter wear condition. Yang et al.17, Huang18 and Yan et al.19 divided TBM working condition grades based on the traditional surrounding rock classification and established the fitting relationship of working condition grades with cutter consumption, but the prediction accuracy was not high from the engineering examples. Based on multiple TBM engineering data, Yang3,20 selected \(UCS\), rock mass integrity coefficient (\(K_{v}\)), equivalent quartz content, abrasive index and cutter wear rate for regression analysis to establish a cutter wear evaluation method. Shen et al.21 found that the time to check the cutter during TBM tunneling can be roughly estimated using the filed penetration index \((FPI)\). Yu et al.22 proposed a real-time estimation method of cutter wear based on field parameters, which can improve construction efficiency to some extent. Cutter wear prediction, affected by the interaction of many factors, can be simplified as a multivariate nonlinear problem. And the neural network with its multivariate nonlinear analysis ability can be used as an effective method for it. At present, there are relatively few researches on cutter wear prediction with the machine learning. Pan et al.23 analyzed the research literature on the application of machine learning in cutter wear prediction and found that the neural network is the main method used to predict cutter wear. Ding et al.24 statistically analyzed the cutter wear influencing parameters used in existing literature, and proposed a BP neural network model optimizing by the sequential model-based optimization (SMBO) for predicting cutter wear. Shi et al.25 considered the tunneling parameters (torque, thrust, rotate speed, advance speed) and the relevant geological information, and established a cutter wear prediction model using BP neural network. Han et al.26 and Chen et al.27 respectively established the cutter wear prediction model and cutter radial wear prediction model using the BP neural network optimized by genetic algorithm (GA) and particle swarm optimization (PSO).
The identification of abnormal cutter damage
Zhao et al.28 took the \(FPI\) and cutter cutting coefficient as characteristic parameters to identify the abnormal cutter wear, and gave the decision threshold of abnormal cutter wear based on the site data. Feng et al.29 analyzed the rule of abnormal cutter wear under different geological parameters and tunneling parameters. Fang et al.30 analyzed the variation trend of tunneling parameters under different cutter wear states based on engineering examples, and pointed out that torque and thrust increased synchronically when there were a large number of cutter normal wear or partial wear. Li et al.31,32 and Zhang et al.33 used multivariate nonlinear regression and Elman neural network methods to establish an advance speed prediction model based on tunneling parameters, and judged the cutter wear state by the deviation between predicted and actual advance speed.
In addition, to efficiently detect cutter wear state, the real-time and on-line monitor technology of cutter wear came into being. For example, it includes current monitoring method34, pressure monitoring method35 and odor monitoring method6, which need change the original cutter structure, affect the cutter performance and increase the cutter manufacturing cost. With the rapid development of sensors, computer and communication technology, non-destructive sensor detection has been developed, such as eddy current monitoring method36, ultrasonic monitoring method37 and magnetic field line monitoring method38. Non-destructive sensor monitoring has higher accuracy and versatility, but it still needs to install relevant monitoring devices on the disc cutter, and to consider the impact of sensor installation on the cutter stiffness, construction process and sensor durability. Up to the present, the methods for monitoring cutter wear or damage are still immature and have not been widely applied in TBM construction.
The above studies analyzed the main influencing factors and wear laws of disc cutter, and established various prediction models based on laboratory or field tests, which can predict the overall cutter wear trend, cutter wear rate or consumption. But there are few researches on cutter abnormal wear identification. In addition, most of the existing research models are based on a single project, which are only applicable to this project or similar projects, and not universal. To solve the abovementioned problems, an intelligent abnormal cutter wear identification and warning method applicable to tunnels with various diameter is proposed. Firstly, this paper contrasts and analyzes the changes of tunneling parameters before and after cutter abnormal wear, proposes the characteristic parameters as cutter abnormal wear identification, and adopts the Extreme Learning Machine (ELM) algorithm to establish the advance speed prediction model using the tunneling parameters in normal cutter wear stage. The abnormal cutter wear condition is predicted by the difference between predicted and actual advance speed. Then, the prediction model is optimized with data as the center, and the general model and method of identifying and warning abnormal cutter wear are established based on multiple projects field data. The proposed method, without changing the cutter original structure, can intelligently identify and warn the abnormal cutter wear condition by analyzing the tunneling parameters in TBM construction, which can provide useful guidance for the inspection and replacement of disc cutter, and avoid the large numbers of cutters damage or cutterhead damage.
Project background
Support project overview
The Guangzhou water diversion project is about 26 km, of which the 4# tunnel is 11.4 km (pile No. 13 + 264.547 ~ 24 + 695.733), constructed by TBM method and drilling and blasting method. The TBM construction tunnel is 10.2 km with the excavation diameter of 4.5 m. And the main technical parameters of open type TBM are shown in Table 1. A total of 29 disc-cutters are installed on TBM cutterhead, which are distributed with a certain cutter spacing. The cutter arrangement is shown in Fig. 1.

The cutter arrangement of the cutterhead.
The tunnel surrounding rock is mainly medium coarse grained biotite granite in Yanshan period. The rock is relatively hard, and the \(UCS\) is 60.15–203.00 MPa, with the average of 118.03 MPa. The quartz content is 20–45%. The \(K_{v}\) ranges from 0.65 to 0.82, which is complete or relatively complete. About 90% of tunnel surrounding rock belongs to the class II and III with good conditions and stability, which is mostly moderate or weak weathering granite. A small amount of strong weathering granite is distributed in the tunnel inlet section and the fault zone existing in the tunnel, which belongs to the class IV and V with the weak-broken surrounding rock and poor tunneling condition.
Project case analysis of abnormal cutter wear
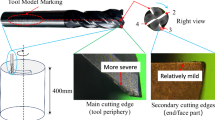
In TBM tunneling, the loss of disc cutter is the most serious as a component in direct contact with the rock. The cutter failure form is mainly divided into two aspects, normal wear and abnormal damage. Normal wear is also called uniform wear, which means that the cutter ring produces relatively uniform radial wear along the circumference until the wear reaches the limit position (Fig. 2b). And under normal circumstances, the normal wear accounts for more than 70% of the total cutter consumption2. The abnormal wear mainly includes cutter partial-wear, fracture and chipping, as shown in Fig. 2c–e. Partial-wear refers to the uneven wear of the cutter ring in the circumferential direction, which is manifested in that one or more areas on the cutter ring are ground into a plane. Cutter ring fracture or chipping refers to the cutter ring breaking out of multiple gaps. Compared with the normal wear, the cutter abnormal wear accounts for a relatively small, but when the cutter occurs abnormal wear, it needs to be replaced in time, otherwise it will cause a series of chain reactions, resulting in adjacent batches of cutters abnormal damage, or even the cutterhead damage. Therefore, the main purpose of this paper is to identify and warn the extensive wear or abnormal wear of disc cutter.

The main failure mode of disc cutter.
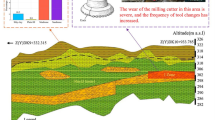
According to existing literature7,20,28,30, the variation trend of tunneling parameters is different under different cutter wear states, so it is feasible and practical to establish the cutter wear prediction model based on field engineering data mining. Therefore, next the main tunneling parameters (cutterhead thrust, torque, rotate speed, penetration and advance speed) are selected for analysis. Taking the actual situation of abnormal cutter wear in Guangzhou project as an example, the analysis of abnormal cutter wear is carried out. In the medium coarse grained biotite granite formation, when TBM tunneling reaches DK20 + 936.27, it was found that the TBM penetrated difficultly, and the advance speed was still low with the thrust increasing. After TBM stopped for inspection, the cutterhead had a large area of cutter abnormal damage. The abnormal wear cutters were up to 10, and a protrusion appeared on the tunnel face (Fig. 3a). To compare the variation difference of tunneling parameters between the normal and abnormal cutter wear, the tunneling parameters before and after the abnormal wear cutter replacement are selected for analysis (the surrounding rock conditions were basically the same), and the tunneling parameters changing characteristics of abnormal cutter wear are obtained, as shown in Fig. 3.

Comparative analysis of tunneling parameters under normal and abnormal cutter wear.
From Fig. 3, compared with the tunneling parameters of normal cutter wear, when a large number of cutters have abnormal wear, the tunneling parameters characterized by "high thrust, high torque and low advance speed". The thrust and torque are basically same, but the advance speed drops sharply under the abnormal cutter wear. And for the same advance speed, the torque of abnormal cutter wear is far higher than that of normal wear. In addition, the rotate speed exists slight difference, and the penetration and advance speed have the same changing trend, because the advance speed is the product of penetration and rotate speed. The findings show that the tunneling parameters (advance speed, thrust and torque) will change obviously when the disc cutter has lots of abnormal wear. To analyze the reason, as the cutter wears out and the cutter blade width increases, the resistance and cutterhead torque increases. The cutter became difficult to penetrate the rock, leading to a reduction in rock-breaking efficiency and tunneling speed. Therefore, it is feasible to judge a large number of cutters abnormal wear condition by tunneling parameters.
Correlation analysis of tunneling parameters under abnormal cutter wear
In order to further analyze the influence of abnormal cutter wear on the change of main tunneling parameters, the tunneling parameters under normal wear and abnormal wear of disc cutter were selected for correlation analysis, respectively, as shown in the Fig. 4. The tunneling parameters are from surrounding rock class II with the basically same conditions.

The correlation analysis of tunneling parameters under normal and abnormal cutter wear.
From the variation trend of the fitted curve in Fig. 4, the correlation between other tunneling parameters under abnormal cutter wear presents an opposite trend to that under normal cutter wear, except the relationship of the advance speed with thrust and the torque with rotate speed. Under the normal cutter wear, the advance speed is in relatively good correlation with torque and rotate speed but shows a poor correlation with thrust, because the thrust is from surrounding rock class II, which is basically controlled in a stable range in TBM tunneling. However, affected by the abnormal cutter wear, the relationship between the tunneling parameters are poor, which shows that the cutter abnormal wear can affect the correlation of the tunneling parameters. TBM advance speed is related to many parameters, which is a complex dynamic nonlinear system, so the neural network can be used as an effective method to predict it.
Establishment of abnormal cutter wear prediction model
When a large number of cutters have abnormal damage, it may cause serious consequences such as the failure of overall cutterhead if not found in time. According to previous studies and engineering cases, when the cutterhead has a large area of cutters abnormal damage, in the case of increasing thrust and torque, the advance speed will still decrease. Therefore, this paper uses the change of tunneling parameters to predict the cutter wear condition. Through the tunneling parameters in normal cutter wear stage, the advance speed prediction model is established by ELM algorithm, and then the difference value between the model predicted and the actual advance speed are used to identify and warn the abnormal cutter wear.
ELM algorithm
Extreme Learning Machine (ELM) is a new fast learning algorithm proposed by Huang et al.39 for solving single-hidden layer feedforward neural networks. The algorithm randomly sets the connection weights and thresholds of the input layer and hidden layer, without iteration adjustment in training process. Only the number of neurons in hidden layer needs to be set, and the connection coefficient (i.e., weight coefficient) between the hidden layer and output layer can be determined at one time by solving the equation set to obtain the unique global optimal solution. Compared with traditional training methods, the ELM algorithm has good generalization performance and can improve the running speed on the premise of ensuring the learning accuracy.
Given \(N\) samples \(\left( {x_{i} ,t_{i} } \right)\), \(x_{i}=[x_{i1},x_{i2},\ldots,x_{in}]^{T} \in R^{n}\) is the input vector, and \(t_{i}=[t_{i1},t_{i2},\ldots,t_{im}]^{T} \in R^{m}\) is the expected output. For a single hidden layer neural network with \(L\) hidden layer nodes, the output \(o_{j}\) can be described as:
where \(g\left( x \right)\) is the activation function; \(w_{i}\) is the input weight, \(w_{i} = \left[ {w_{i1} , \ldots ,w_{in} } \right]^{T}\); \(b_{i}\) is the hidden layer bias; \(\beta_{i}\) is the output weight, \(\beta_{i} = [\beta_{i1} , \ldots ,\beta_{im} ]^{T}\).
The output of ELM algorithm can also be expressed as a matrix \(H\beta = T\). Where, \(H\) is the hidden layer output, \(\beta\) is the output weight, and \(T\) is the expected output.
The training goal is to make the predict output of ELM model approach the expected output infinitely, which can be expressed as:
To achieve the ELM training goal, \(\hat{\beta }_{i}\), \(\hat{w}_{i}\), \(\hat{b}_{i}\) are expected to be obtained to solve the following formula:
In the ELM algorithm, when the input weight (\(w_{i}\)) and hidden layer bias (\(b_{i}\)) are randomly given, the hidden layer output (\(H\)) is a constant matrix, and the network training at this time can be converted to a linear system (\(H\beta = T\)). The output weight (\(\beta\)) can be obtained by solving the least square solution of the following equation.
where \(H^{ + }\) is the Moore–Penrose generalized inverse of matrix \(H\).
Establishment of the advance speed prediction model
Based on the analysis results of above engineering cases, the ELM algorithm was used to establish the advance speed prediction model. The cutterhead thrust, torque and rotate speed were selected as the model input, and the advance speed as the model output. According to the ratio of 7:1:2, 1000 sets of tunneling data in normal cutter wear stage were divided into training set, validation set and test set. The model was a single hidden layer neural network, and the hidden layer node was set to 12, which was built and trained by MATLAB software.
To evaluate the prediction performance of the model, the mean square error (MSE) and determination coefficient (\(R^{2}\)) were selected as the evaluation indexes (Eqs. 7 and 8) to measure the difference between the predicted and the true value. Using the trained model to predict the test set data, the results and evaluation indexes are shown in Fig. 5.
where \(y_{i}\) and \(\hat{y}_{i}\) are respectively the actual and predicted values of \(ith\) sample; \(\overline{y}\) is the average of a set of samples; \(n\) is the total number of samples.

Comparison of ELM predicted and actual advance speed (test set).
From Fig. 5, on the test set, the MSE and \(R^{2}\) of prediction model is 164.625 and 0.913, respectively. The ELM model has high prediction performance and better prediction accuracy for the advance speed. Therefore, the ELM model can be used to predict the advance speed of normal cutter wear accurately, and identify and warn the abnormal cutter wear condition according to the difference between the model predicted and the actual advance speed under cutter abnormal wear.
Identification and warning of abnormal cutter wear
The identification and early-warning ability of the above model was verified by a practical case of many cutters abnormal wear in Guangzhou water diversion project. According to the field cutter report, at the pile of DK20 + 936, a total of 10 cutters had serious eccentric wear. 200 sets of tunneling parameters before and after this pile position were selected, sorted and input into the ELM model. The model predicted advance speed was compared with the actual advance speed, and the comparison results and error analysis were shown in Fig. 6.

Comparison of results and error analysis.
As can be seen from Fig. 6a, when TBM excavated to the pile number of DK20 + 938, a large number of cutters are abnormal wear, and the advance speed predicted by the model is much higher than the actual advance speed. After replacing the cutters, the predicted advance speed is basically consistent with the actual value. It indicates that the change of the advance speed will be obvious after the cutters abnormal wear. From Fig. 6b, in the mileages of DK20 + 942-DK20 + 938, the relative error between the predicted and the actual advance speed is within 0.5, indicating the cutter normal wear. When TBM reached DK20 + 938, the error is gradually greater than 1, and it’s found that many cutters have abnormal wear after TBM stopped. After replacing the abnormal cutters at the pile number DK20 + 936.27, the error is reduced to within 0.5 again. The above change trend can well reflect the cutter wear condition, indicating that the ELM prediction model of advance speed can be used to identify and warn the abnormal cutter wear condition.
However, due to the large difference of TBM equipment parameters in different projects, the above research results are only applicable to this project or similar projects, and are not universal. Therefore, to establish a model suited for the tunnels with various diameters, the advance speed prediction model is optimized based on the proposed general identification parameters to identify and warn the abnormal cutter wear.
Optimization of abnormal cutter wear prediction model
The cutter wear is closely related to the geological conditions, tunneling parameters and machine parameters. The prediction model established by a single project can achieve the expected prediction effect, but it is only applicable to this project or similar projects, because TBM tunneling parameters (thrust, torque, rotate speed, etc.) are related to TBM specifications, which has different value ranges. In view of this situation, next, relying on multiple projects site data, the advance speed prediction model is optimized with data as the center. By improving the data quality and selecting the general characteristic parameters as the model input, the identification and warning model method of abnormal cutter wear suitable for projects with different TBM diameter are proposed.
Proposal of general characteristic parameters
-
(1)
Field penetration index (\(FPI\))
Field penetration index (\(FPI\)), defined as the ratio of single-cutter thrust to penetration, reflects the ability of the disc cutter to penetrate the rock mass, which has a good correlation with geological parameters (\(UCS\), \(K_{v}\)), tunneling parameters (thrust, torque) and performance parameters (penetration, advance speed). The \(FPI\) is a commonly used comprehensive index to evaluate the rock mass boreability, as well as a sensitive index to reflect the cutter wear40,41,42. The calculation formula is as follows:
where \(F_{e}\) is cutterhead effective thrust (kN); \(P\) is penetration (mm/r); \(N\) is the number of disc cutters; \(F\) is total thrust (kN); \(F_{1}\) is TBM shield friction force (kN) and \(F_{2}\) is the drag force of TBM backup system (kN). \(F_{e}\) can be obtained by field no-load propulsion test, which accounts for about 67–82% of the total thrust through test and analysis in multiple engineering. The penetration is the ratio of advance speed to rotate speed, so the \(FPI\) can eliminate the influence of TBM cutterhead diameter, thrust and rotate speed to a certain extent, which is a more general evaluation index, making different TBM equipment with a certain comparability.
-
(2)
Torque penetration index considering diameter (\(DTPI\))
Similar to the \(FPI\), torque penetration index \((TPI)\) is also a comprehensive index to evaluate the rock mass boreability, but the definition of \(TPI\) has not been unified so far. The TBM cutterhead torque is determined by the total rolling resistance of all disc cutters on the cutterhead, affected by geology, cutter layout and structure, the calculation of which is complex. At the TBM design stage, for ease of calculation, the required torque \((T)\) is generally considered as increasing with the square of cutterhead diameter, which is usually calculated by empirical formula as follows43:
where \(T\) is cutterhead torque (kN∙m); \(D\) is cutterhead diameter (m) and \(Y\) is the torque coefficient, related to the TBM design level, the value of which is usually taken as 45 in the previous design. Due to higher cutter loads, the coefficient reaches 60 in application.
In actual engineering, under different tunnel diameters, same \(UCS\) and penetration, the TBM tunneling parameters are selected to analyze and verify the relationship between cutterhead torque and diameter. The results are shown in Table 2 and Fig. 6.
From Table 2 and Fig. 7, it can be seen that the values of \(T/D^{2}\) are basically same under the same surrounding rock class, \(UCS\) and penetration, which shows that there is a quadratic relationship between cutterhead torque and diameter in actual tunneling. In addition, there is little difference of \(T/D^{2}\) between surrounding rock class II and class III, but the \(DTPI\) is different due to the different penetration, indicating that the \(DTPI\) can reflect the change of surrounding rock. Therefore, a new universal torque penetration index considering diameter (\(DTPI\)) is proposed, and the calculation formula is as follows:
where \(T\) is cutterhead torque (kN∙m); \(D\) is cutterhead diameter (m); \(P\) is penetration (mm/r) and 10 is the amplification factor.

The distribution statistics of \(T/D^{2}\) and \(T/\left( {D^{2} P} \right)\) of tunnel engineering examples.
-
(3)
Cutting coefficient (\(C\))
The rock breaking of TBM single-cutter is mainly subject to the rolling and normal forces (the side force is generally ignored). On the macro level, in the actual construction, the rock breaking is manifested as thrust and torque. The thrust reflects the difficulty of cutting depth of multiple cutters, and the torque reflects the difficulty of grooving. The cutting coefficient (\(C\)) is defined as the ratio of rolling to normal forces, and can be calculated by Eq. (13) as follows44:
where \(T\) is the cutterhead torque (kN∙m); \(F\) is the total thrust (kN); \(N\) is the number of cutters; \(r_{i}\) is the distance between the \(ith\) cutter and the cutterhead center; and \(\mathop \sum \limits_{i = 1}^{N} r_{i}\) is the sum of installation radius of each cutter. The \(C\) not only includes the change of thrust and torque, but also the arrangement of disc cutter. In addition, the existing studies have shown that the \(C\) is related to the cutter geometric configuration and cutting depth, and contains the information of cutter wear state. It is a comprehensive parameter that reflects the rock mass characteristics and cutter wear, which is a relatively ideal identification characteristic parameter28,45.
Correlation analysis of general characteristic parameters
The characteristic parameters (\(FPI\), \(DTPI\) and \(C\)) are the comprehensive evaluation indexes with general applicability. The tunneling parameters under the cutter normal wear and abnormal wear state are selected to calculated the characteristic parameters, and the correlation between them and advance speed are analyzed and compared (see Fig. 8), to further analyze the influence of abnormal cutter wear on the change of the characteristic parameters.

The correlation analysis of characteristic parameters in abnormal and normal cutter wear.
From Fig. 8, under the cutter normal wear or abnormal wear, between the advance speed and characteristic parameters (\(FPI\), \(DTPI\) and \(C\)) are all with relatively good correlation, but the correlation of \(C\) and advance speed presents an opposite trend, and the values of \(FPI\) and \(DTPI\) have great differences. In addition, compared to those in cutter normal wear, the correlation coefficients are lower in abnormal cutter wear. Affected by the abnormal cutter wear, the \(FPI\), \(DTPI\) and \(C\), as the comprehensive and general evaluation indexes, all show different characteristics than those of normal cutter wear, so using these characteristic parameters establishes the prediction model, which can be applied to TBM projects with different diameters.
Optimization of the advance speed prediction model
-
(1)
Data processing
At present, research on the application of machine learning in TBM area is mainly a model-centric, mostly optimizing the model architecture or algorithm code to improve the model performance and ignoring the importance of data. Actually, in addition to the model algorithm, improving the quality and quantity of data is also very important to get a high-quality model. The data is the upper limit of machine learning models. Therefore, this paper takes the data as the center and optimizes the model from the data. Based on the filed data from 6 TBM construction projects, 1000 sets of tunneling parameters at the normal cutter wear stage are analyzed and screened, which was used to calculate the \(FPI\), \(DTPI\) and \(C\), and divide into training set, validation set and test set according to the ratio of 7:1:2. The main technical parameters and geological conditions of each TBM projects are shown in Table 3. The prediction model is optimized through multiple engineering data with different diameters and different geological conditions, which will have certain universality.
-
(2)
Model training and result analysis
The ELM algorithm is also used to establish the prediction model of advance speed, and the hidden layer node is set to 12. The \(FPI\), \(DTPI\) and \(C\) were used as model inputs, and the advance speed as model outputs. Two prediction models are established respectively based on the multiple engineering data and single engineering data above, the results of which were compared. The \(MSE\) and \(R^{2}\) (Eqs. 7 and 8) were used to evaluate the model performance. For the same test set, the comparison results of the models predicted with the actual advance speed were shown in Fig. 9.

The comparison of the predicted and actual advance speed.
From the comparative analysis of prediction results in Fig. 9a,b, for the same test set data, the prediction effect of the model established by multiple engineering data is a bit better than that by single engineering data. Both models have good prediction performance and high prediction accuracy of advance speed. Therefore, the optimized model based on the multiple engineering can be used to predict the advance speed of abnormal cutter wear, and has more general applicability.
-
(3)
Model performance comparison
In addition, to verify the superiority of the ELM method in this paper, it is compared with the machine learning methods (BP neural network and Elman neural network) used in existing literatures. The \(MSE\) and \(R^{2}\) were used to evaluate the model estimation error to quantitatively compare the prediction effect of different prediction models, as shown in Table 4.
As can be seen from Table 4, the \(MSE\) of advance speed predicted by three methods are close, and the \(R^{2}\) are all above 0.9. On the whole, there is not much difference among the performance of the models, indicating that the test results are reasonable. In terms of each model, the ELM model used in this paper has the best comprehensive performance, which has less time-consuming and higher forecast precision. Therefore, the ELM model is more recommended than other neural network models.
Identification and warning method of abnormal cutter wear
To evaluate the identification and warning ability of the optimized general model for abnormal cutter wear, the same abnormal cutter wear engineering case is selected for comparison and verification. The characteristic parameters (\(FPI\), \(DTPI\) and \(C\)) were calculated using 200 groups of tunneling parameters before and after the large area cutter abnormal wear, and then input the optimized ELM model to predict the advance speed. The comparison results of the predicted with the actual advance speed was shown in Fig. 10.

Comparison of results and error analysis.
From Fig. 10a, when TBM excavated to the pile of DK20 + 938, the model predicted advance speed is much higher than the actual advance speed due to a large number of cutters abnormal wear. After replacing the abnormal cutters, the predicted advance speed is basically consistent with the actual value. From Fig. 10b, in the mileages of DK20 + 942 ~ DK20 + 938, the relative error fluctuation range of advance speed is within 1. And starting from DK20 + 938, the error increases to more than 3, which was found that the cutterhead has many cutters abnormal wear after TBM stopped. At the pile number DK20 + 936.27, after replacing the cutters, the error is within 1 again. The above change trend indicates that, for the same engineering case, the predicted results of the optimized model established based on multiple projects have the same trend as that based on a single project, which can achieve the ideal prediction effect. The optimized ELM prediction model of advance speed with good universality can identify and warn the abnormal cutter wear condition in different project.
Based on the above analysis, the variations of the advance speed with the cutter abnormal wear condition can be determined during TBM tunneling, and the warning threshold can be set. When the relative error between the predicted and the actual advance speed is within 1, it belongs normal tunneling. When the relative error is less than 1 and greater than 3, the cutters have signs of abnormal wear, which is regarded as the second-level warning threshold of abnormal cutter wear or damage. At this time, the cutter cutting efficiency is reduced and attention should be paid to checking the cutter timely. When the relative error is greater than 3, the cutters have excessive wear or serious abnormal wear, which is regarded as a first-level warning threshold, and it is necessary to stop TBM immediately for cutter inspection and replacement to prevent more serious losses.
Project case verification
Taking the abnormal cutter wear of a TBM project in Northeast China as an example, the optimized general model and the proposed warning thresholds were verified. The main TBM technical parameters and geological conditions of this project are shown in Table 5. And a total of 51 disc-cutters are installed on TBM cutterhead.
According to the field construction report, when TBM tunneling reaches K5 + 975, the advance speed is very low under the andesitic breccia lava with the surrounding rock class III, and a total of 3 center-cutters had serious eccentric wear after TBM stop check. The characteristic parameters (\(FPI\), \(DTPI\) and \(C\)) were calculated using 200 groups of tunneling parameters before and after this pile position, and input into the optimized ELM model to predict the advance speed, so as to warn the abnormal cutter wear through the difference between the predicted and actual advance speed. The comparison results and error analysis were shown in Fig. 11.

Comparison of results and error analysis.
From Fig. 11, when TBM excavated to the pile of K5 + 975, the model predicted advance speed is much higher than the actual advance speed and the relative error increases to more than 3, which was found that the cutterhead has many cutters abnormal wear after TBM stopped. After replacing the abnormal cutters at the pile number DK5 + 976, the error is reduced to within 1. The results show that the optimized ELM prediction model of advance speed can identify and warn the cutters abnormal wear conditions from the projects with different diameters well, and the early-warning threshold proposed in this paper is feasible and effective.
Conclusion
Aiming at the problem of cutter abnormal wear identification in TBM tunneling, relying on the field data from multiple TBM projects, this paper uses the general characteristic parameters to establish an abnormal cutter wear identification and warning model method based on the ELM algorithm, which is applicable to projects with different TBM diameters, and was verified by project cases. The major findings of this research are as follows.
-
(1)
Based on the actual case of Guangzhou water diversion project, the change law of tunneling parameters after abnormal cutter wear is analyzed. Compared with the tunneling parameters from normal cutter wear, when a certain amount of cutter abnormal damage occurs, the advance speed will drop suddenly even if the thrust and torque are increased, which is characterized by "high thrust, high torque and low advance speed". It shows that the tunneling parameters will change obviously when many cutters abnormal wear occur, which is feasible to judge the abnormal cutter wear condition by the tunneling parameters.
-
(2)
Based on the TBM field data of Guangzhou project, an abnormal cutter wear identification and warning method based on ELM algorithm was proposed. Taking the cutterhead thrust, torque and rotational speed as model inputs, the ELM model for predicting advance speed was established by the tunneling parameters from the cutter normal wear stage. According to the difference between the predicted and the actual advance speed, the abnormal cutter wear can be identified and warned. The research results show that, for the test set of normal cutter wear, the model has good prediction performance and high accuracy, and the prediction accuracy of advance speed is good. For the project case of abnormal cutter wear, the model predicted advance speed is much higher than the actual value. The predicted result is consistent with the actual engineering situation, which shows that the proposed model can be used to identify and warn the abnormal cutter wear condition for this project or similar projects.
-
(3)
In order to establish an abnormal cutter wear identification and warning method applicable to projects with different TBM diameters, the prediction model was optimized with data-centric. Based on multiple projects field data analysis, the \(FPI\), \(DTPI\) and \(C\) were taken as model inputs to optimize the ELM advance speed prediction model. Through the project case, the models before and after optimization are compared and verified, and the warning threshold of abnormal cutter wear is given. The results show that, the prediction results of the optimized model built by multiple projects are consistent with the model built by a single project, indicating that the optimized model has ideal prediction effect and good universality, and can identify and warn the abnormal cutter wear condition. In addition, a new calculation formula of torque penetration index considering diameter \((DTPI)\) is proposed during the study, which can be used as a general evaluation index of rock mass.
The prediction results of optimized model for abnormal cutter wear are consistent with the actual cutter replace situation, which is effective and universal. Integrating the model into the PLC and conventional data acquisition system on TBM, the abnormal cutter wear condition can be identified intelligently by the tunneling parameters collected during TBM tunneling and displayed real-timely in operator’s console, which can provide useful guidance for the identification, warning and replacement of TBM cutter abnormal wear.
Data availability
The data used to support the findings of this study are available from the corresponding author upon request.
References
Wan, Z. C., Sha, M. Y. & Zhou, Y. L. Study on disk cutters for hard rock–application of TB880E TBM in Qinling Tunnel. Mod. Tunnel. Technol. 39(05), 1–11 (2002).
Huang, D., Ma, H., Yang, X. C., Li, Y. X. & Zheng, Z. J. Current research and prospect on cutter wear of tunnelling boring machine. Geotechn. Eng. Techn. 37(03), 253–261 (2023).
Yang, Y. D., Chen, K., Guo, L. & Li, X. Analysis of influencing factors of wear of disc cutter of full-face hard rock tunnel boring machine. Tunnel Constr. 36(11), 1394–1400 (2016).
Frenzel, C., Käsling, H. & Thuro, K. Factors influencing disc cutter wear. Geomechanik und Tunnelbau: Geomechanik und Tunnelbau 1(1), 55–60 (2008).
Prieto, L. A. The cerchar abrasivity index’s applicability todredging rock//Proceedings, WEDA XXXII Technical Conference and TAME 43 Dredging Seminar. San Antonio: [s.n.], (2012).
Hassanpour, J., Rostami, J., Azali, S. T. & Zhao, J. Introduction of an empirical TBM cutter wear prediction model for pyroclastic and mafic igneous rocks; a case history of Karaj water conveyance tunnel, Iran. Tunn. Undergr. Space Technol. 43, 222–231 (2014).
Hassanpour, J., Rostami, J. & Zhao, J. A new hard rock TBM performance prediction model for project planning. Tunn. Undergr. Space Technol. 26(5), 595–603 (2011).
Tan, Z. S., Zhou, Z. L., Li, Z. L. & Ma, D. Research on wear law of cutters for TBM tunneling in hard rock. China Civ. Eng. J. 54(12), 104–115 (2021).
Du, L. J. et al. Wear and consumption of large diameter disc cutters for hard rock TBM under giant porphyritic granite. J. China Coal Soc. 40(12), 2974–2978 (2015).
Rostami, J. Development of a Force Estimation Model for Rock Fragmentation with Disc Cutters Through Theoretical Modeling and Physical Measurement of Crushed Zone Pressure (Colorado School of Mines, 1997).
She, L. et al. Prediction model for TBM disc cutter wear based on dense core theory. Chin. J. Geotechn. Eng. 44(05), 970–978 (2022).
Qiao, S. F., Wang, C., Liu, Z. X. & Tan, J. K. Life prediction of tunnel boring machine hob based on abrasive wear mechanism. J. Jilin Univ. (Eng. Technol. Edn.) 50(06), 2068–2073 (2020).
Su, W., Li, X., Jin, D., Yang, Y. & Wang, X. Analysis and prediction of TBM disc cutter wear when tunneling in hard rock strata: A case study of a metro tunnel excavation in Shenzhen, China. Wear 446–447(4), 203190 (2020).
Zhang, P. H. Wear mechanism and construction optimization method of disc cutter in shield tunneling. J. Qingdao Univ. Technol. 44(04), 45–56 (2023).
Li, X. et al. Analysis of the influencing factors and prediction of the service life of a shield machine cutter: A case study of the Guangfo East Ring Tunnel in Guangdong, China. Transp. Res. Rec. 2677(9), 639–651 (2023).
Tan, Q. et al. Analysis of wear rate of TBM disc cutter. J. Central South Univ. (Sci. Technol.) 46(03), 843–848 (2015).
Yang, Y. Y. & Huang, H. W. Application of rock mass classification in cutter life prediction of TBM. Chin. J. Undergr. Space Eng. 05, 721–724 (2005).
Huang, P. H. Study on cutter consumption prediction of hard rock tunnel boring machines (TBM). Tunn. Constr. 03, 373–375 (2008).
Yan, C. B., Jiang, X. J., Yang, J. H., Guo, W. X. & Yao, Y. Prediction of TBM cutter consumption considering geological suitability and disc cutter diameter. Tunn. Constr. 38(07), 1243–1250 (2018).
Yang, Y. D., Sun, Z. C., Zhang, B. & Yan, C. B. Disc cutter wear evaluation method based on regression analysis of multiple TBM engineering data. China Mech. Eng. 32(11), 1370–1376 (2021).
Shen, S. L., Zhang, N. & Zhou, A. N. Investigation of disc cutter wear during shield tunnelling in weathered granite: A case study. Tunn. Undergr. Space Technol. Incorp. Trenchless Technol. Res. 140, 105323 (2023).
Yu, H., Tao, J., Huang, S., Qin, C. & Liu, C. A field parameters-based method for real-time wear estimation of disc cutter on tbm cutterhead. Autom. Constr. 124(4), 103603 (2021).
Pan, Q. J. et al. Application of machine learning to intelligent shield tunnelling: Review and prospects. Hazard Contral Tunn. Undergr. Eng. 4(03), 10–30 (2022).
Ding, X. B., Xie, Y. X., Xuan, H. W. & Huang, W. R. Investigation of quantitative prediction of TBM disc cutter wear by ANN. Chin. J. Undergr. Space Eng. 19(02), 560–570 (2023).
Shi, C., Xue, H. W. & Ding, X. B. Prediction of cutter wear of shield machine in hard rock stratum based on BP neural network. Mod. Tunn. Technol. 57(S1), 217–225 (2020).
Han, B. Y., Yuan, D. J., Jin, D. L. & Li, D. S. Analysis and predication of shield cutters wear in mixed ground. China Civ. Eng. J. 53(1), 137–142 (2020).
Chen, Y. K., Guan, H. S., Zhou, L. & Liu, C. Research on the wear prediction of disc cutters based on BP neural network. Mod. Tunn. Technol. 58(05), 78–84 (2021).
Zhao, W. G., Liu, M. Y., Du, Y. L. & Zhang, Z. P. Abnormal cutter wear recognition of Full Face Tunnel Boring Machine (TBM). China Mech. Eng. 02, 150–153 (2007).
Feng, H. H. et al. Forms and causes of failure in Tunnel Boring Machine cutters under complex geological conditions and corresponding countermeasures. Tunn. Constr. 42(01), 130–136 (2022).
Fang, Y. R., Li, X. G., Liu, H. Z., Yang, Y. & Guo, Y. D. Simulation analysis of force and wear of disc cutters under sliding states. J. Harbin Inst. Technol. 56(05), 93–102 (2024).
Li, X. & Su, X. J. Forecast of wear shield’s disc cutters based on multivariate nonlinear regression. J. Liaoning Techn. Univ. (Natl. Sci.) 28(2), 281–283 (2009).
Li, X. & Su, X. J. A new method for forecasting shield’s disc-cutters wearing based on Elman neural network. J. Liaoning Techn. Univ. (Natl. Sci.) 29(6), 1121–1124 (2010).
Zhang, H. M., Qu, X. & Yi, J. Tracking and determination of cutter damage based on the driving parameters of a shield. Mod. Tunn. Technol. 51(04), 121–126 (2014).
Zhang, H. M. Study of predicting method for disc cutter abrasion of shield tunneling in composite strata// Shanghai Society of Civil Engineering, Shanghai Tunnel Engineering Co., Ltd. Proceedings of 2005 Shanghai International Symposium on Tunnel Engineering. Shanghai: Tongji University Press, 461. (2005)
Guang, H. S. & Gao, B. Calculation of cutting tool life of shield machine. Constr. Mach. a, 25–28 (2006).
Hao, L., Xia, Y. M., Zhu, Z. M., Ji, Z. Y. & Mao, J. S. Development of on-line rotational speed monitor system of TBM disc cutter. Tunn. Undergr. Space Technol. 57, 66–75 (2016).
Wang, G. H. & Lv, R. H. Laboratory experimental study on ultrasonic detection system for wearing of shield cutter. Tunn. Constr. 35(10), 1089–1096 (2015).
Gong, Q. M., Wang, Q. H., Wang, D. J., Qiu, H. F. & Wu, F. Development of a real-time monitoring system of cutterhead conditions in shield tunneling. Mod. Tunn. Technol. 58(2), 41–50 (2021).
Huang, G. B., Zhu, Q. Y. & Siew, C. K. Extreme learning machine: Theory and applications. Neurocomputing 70(1/3), 489–501 (2006).
Nelson, P., O’rourke, T. D. & Kulhawy, F. H. Factors affecting TBM penetration rates in sedimentary rocks. In: Proceedings, 24th U.S. Symposium on Rock Mechanics, Texas A&M, College Station, TX, pp. 227–237 (1983).
Hamidi, J. K., Shahriar, K., Rezai, B. & Rostami, J. Performance prediction of hard rock TBM using Rock Mass Rating (RMR) system. Tunn. Undergr. Space Technol. 25(4), 333–345 (2010).
Farrokh, E., Rostami, J. & Laughton, C. Study of various models for estimation of penetration rate of hard rock TBMs. Tunn. Undergr. Space Technol. Incorp. Trenchless Technol. Res. 30, 110–123 (2012).
Du, Y. L. & Du, L. J. Full face hard rock tunnel boring machine: System principles and integrated design, in: Huazhong University of Science and Technology Press, Wuhan, (2011).
Gertsch, R. & Ozdemir, L. Performance prediction of mechanical excavators from linear cutter tests on Yucca Mountain welded tuffs; Yucca Mountain Site Characterization Project. Office of Scientific & Technical Information Technical Reports, 1992.
Sun, Z. C., Yang, Y. D., Li, F. Y. & Zhang, B. Research on TBM rock breaking characteristic parameters based on tunnel projects. Tunn. Constr. 40(S1), 25–30 (2020).
Acknowledgements
This work was supported by the Research Plan of Xinjiang EH Project of China (Grant No. EQ075/FY056), National Key R&D Program of China (Grant No. SQ2022YFB2300029) and Hebei Province Graduate Innovation Funding Project (Grant No. CXZZBS2023134). The authors are very grateful for the huge support of all members of this research project.
Author information
Authors and Affiliations
Contributions
Q.L.: Writing-original draft, Data curation, Writing-review & editing. L.D.: Conceptualization, Supervision, Writing-review & editing. Y.Y.: Validation. Z.N.: Investigation. X.Z.: Resources.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Li, Q., Du, L., Yang, Y. et al. Intelligent identification and warning method of disc cutter abnormal wear in TBM construction based on extreme learning machine. Sci Rep 14, 30655 (2024). https://doi.org/10.1038/s41598-024-76172-9
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-024-76172-9
Keywords
This article is cited by
-
Design and performance evaluation of a novel cutter-ring material based on TBM rock-breaking mechanisms
Scientific Reports (2026)
