
Abstract
Cement production is a major contributor to global CO2 emissions, necessitating the development of sustainable alternatives such as fiber-reinforced concrete incorporating supplementary cementing materials (SCMs) and agricultural waste. This approach keeps the environment safe by reducing the consumption of conventional raw materials for concrete production. Incorporating the SCMs in concrete can potentially improve the mechanical and durability properties. This research evaluated the behavior of concrete mixtures using different proportions of natural wheat straw fiber, bentonite, and silica fume (SF). The fresh property was investigated by using a workability test, and mechanical properties were investigated by using compressive strength and split tensile strength. Bulk density, water absorption, and sorptivity tests were also performed to investigate the durability of concrete. Scanning electron microscopy (SEM) was conducted to evaluate the microstructure and morphology of the developed concrete mixtures. The results revealed that the slump value decreased with incorporating SCMs and fibers (83–42 mm). The compressive strength ranged from 11 MPa to 23 MPa, increasing with the increased Bentonite and SF dosages. Splitting tensile strength ranged from 2.2 MPa to 2.7 MPa, showing an increase with increased dosages of SCMs and fibers. The addition of WSFR compromised the compressive strengths of the developed mixtures, however, the ductility of the mixtures was improved with the incorporation of the WSFR. The SEM confirmed the CSH gel formation in the mixtures containing bentonite and SF. This gel formation improved the mechanical properties of the concrete, reduced water absorption, and increased its resistance to acid. The resulting concrete mixtures can address the carbon emissions associated with cement production and provide a sustainable construction material.
Similar content being viewed by others
Introduction
The growing demand for sustainable and cost-effective construction materials has led researchers to explore fiber-reinforced concrete and supplementary cementing materials (SCMs) as viable alternatives to conventional concrete1,2,3. Numerous studies have investigated the use of synthetic fibers such as polypropylene, glass, carbon, and steel to enhance the ductility, toughness, load-carrying capacity, and durability of concrete3,4. The incorporation of polypropylene fibers in varying proportions has shown notable improvements in the mechanical properties of concrete3. However, while synthetic fibers contribute to enhanced durability and structural performance, their high costs significantly elevate overall production expenses. Additionally, their use presents serious environmental concerns, exacerbating ecological degradation and intensifying the global environmental crisis. To address these challenges, the integration of readily available natural fibers offers an economical and environmentally friendly alternative, improving concrete performance while mitigating waste accumulation and pollution1,5,6. In addition to natural fibers, the mechanical and durability properties of concrete can be enhanced through the partial replacement of cement with materials possessing cementitious and pozzolanic properties7. Cement is one of the most widely used construction materials globally, particularly in infrastructure development8. However, its manufacturing process is highly energy intensive and contributes significantly to CO2emissions, posing severe environmental concerns9. The cement industry is a major source of air pollution, as well as noise and soil pollution, all of which negatively impact human health and ecosystems10,11. The incorporation of SCMs can significantly reduce CO2emissions while lowering overall concrete production costs12. This approach provides a practical and cost-effective means of enhancing cement performance in contemporary building materials and supports the development of sustainable and eco-friendly infrastructure13. To make a concrete green and more sustainable, the incorporation of industrial waste as SCMs and agriculture waste, both as fiber reinforcement and SCMs, can improve its performance7,8,14.
Wheat straw fiber reinforcement (WSFR) addition in concrete, particularly in pavement, can improve flexural strength, energy absorption, and ductility14. This novel technique substantially improves the mechanical and durability properties of concrete, offering a cost-effective and sustainable alternative to traditional concrete production methods7,15,16. Given the urgent need for high-strength, durable, affordable, and environmentally sustainable construction materials, further research in infrastructure materials is crucial. In the modern era, global efforts are focused on reducing excessive energy consumption in industries such as electricity generation, transportation, and cement manufacturing9,17. Sustainable alternatives are being explored to meet these energy demands while minimizing environmental impacts, reducing costs, and maintaining high construction standards18.
The incorporation of bentonite and silica fume (SF) as SCMs has demonstrated improvements in concrete performance, reduced costs, and contributed to a safer and more sustainable environment3,19. The incorporation of bentonite, when utilized as a cementing material, enhances calcium silicate hydrate (CSH) gel formation, which is responsible for increased mechanical strength and durability, as supported by previous studies20,21. Research indicates that incorporating 10% mechanically activated bentonite as a partial cement replacement yields the best mechanical and durability properties, whereas thermally activated bentonite can replace up to 25% of cement22. SF, a non-crystalline form of silicon dioxide, possesses strong pozzolanic and cementitious properties and is widely used as a partial cement replacement. Both micro- and nano-silica fume have been found to significantly improve the mechanical and durability attributes of various concrete grades23. Fibers addition into concrete can potentially increase the mechanical, durability, and ductility properties to make it more suitable for various applications4,16,24,25.
Wheat straw fiber-reinforced (WSFR) concrete has emerged as a promising natural fiber alternative, demonstrating enhanced toughness, split tensile strength, and flexural performance in rigid pavement applications. The mechanical properties of concrete improve with varying WSFR proportions2. Research findings indicate that the addition of WSFR reduces concrete density by 24% at a 3% fiber concentration. While increased WSFR content results in reduced splitting tensile strength and energy absorption, it improves the toughness index of concrete mixtures. Furthermore, WSFR incorporation in reinforced concrete beams enhances load-bearing capacity, flexural and shear strength, and seismic performance of buildings14.
Pakistan has an abundant supply of natural WSFR, particularly in the provinces of Punjab, Sindh, and Khyber Pakhtunkhwa14. Currently, local farmers dispose of wheat straw as agricultural waste, often burning it in fields, which contributes to environmental pollution. Utilizing WSFR in concrete production can provide a sustainable solution, enhancing construction material performance while addressing agricultural waste management. Existing studies explored the utilization of synthetic fibers, various SCMs and chemical admixtures to enhance the mechanical properties of concrete mixtures. Research also showed that incorporating pozzolanic materials like silica fumes and Bentonite enhanced the mechanical properties of the developed mixtures. Similarly, synthetic fibers such as polypropylene and steel improved the ductility and tensile properties of the mixtures. Incorporating WSFR enhances the toughness and tensile strength of concrete, but it compromises the compressive strengths of the developed mixtures. The utilization of bentonite with WSFR and SF to optimize the mixes workability and mechanical properties has not yet been fully explored. This study focuses on the utilization of industrial WSFR combined with SF and bentonite to develop a cost-effective, high-performance, and environmentally sustainable concrete mix. Utilization of these materials will reduce the carbon footprint due to cement production and will utilize the industrial wastes for sustainable construction materials16.
Experimental program
Material
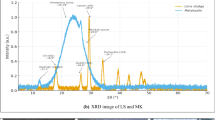
Ordinary Portland cement was used as the main binding material. Naturally available bentonite was used as SCM from Sargodha, Punjab. It was powdered and then passed through sieve # 200. The third binding material employed in concrete was SF. The chemical and physical parameters of the binding substance are depicted in Table 13. The XRD analysis findings of both bentonite and SF are depicted in Fig. 13, and it was concluded that SF is amorphous while bentonite contains different peaks showing different minerals. The mineral composition of the available natural bentonite was quartz, microcline, albite, brownmillerite, and nontronite. The mineral composition of natural bentonite depends on the resource’s location.
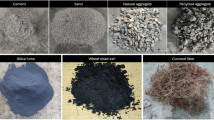
The microstructural properties of bentonite and SF powder showed that the particle shape of bentonite is flaky while SF is rounded or spherical, as shown in Fig. 23. The flaky particle shape can potentially affect the workability and water demand for the required slump. On the other hand, the spherical particle shape of SF can require less water for the required workability compared to the flaky particle shape of bentonite. Natural sand and coarse aggregate were employed as inert elements in concrete. Locally available natural sand from Lawrenspur with a maximum size of 4.75 mm, a fineness modulus of 2.99, and a specific gravity of 2.7 was utilized. Natural crushed coarse aggregate from the Margalla Hills was used, with a maximum size of 19 mm and a water absorption of 0.54, resulting in a dry rodded density of 96.5 lb./ft3. Natural Wheat Straw fiber was chosen as a reinforcing material since it is widely accessible in the Punjab area and can be obtained at a low cost during the wheat crop harvesting season. WSF was cut to an average length of around one inch.

XRD analysis of raw powder (a) Bentonite and (b) SF, where Q-quartz, M-microcline, A-albite, B-brownmillerite, N-nontronite3.

SEM images of bentonite (a) and SF (b)3.
Composition
This study was conducted on a specific concrete mix ratio of 1:2:4, which is the most commonly used concrete mix ratio in Pakistan. Two distinct SCMs, uncalcined bentonite and SF, were used to replace the cement as in the previous research3. A total of seven different mixes were made, as shown in Table 2. A control mix (CM), a mix that replaced 10% of the cement dosage with bentonite (B10), and 10% with SF (SF10) called binary mixes and a synergetic effect of both by 20% (B10SF10) replacement of cement called ternary mix. In the ternary mix, WSFR was utilized in varied amounts of 0.25% (B10SF10 W0.25), 0.5% (B10SF10 W0.5), and 0.75% (B10SF10 W0.75) by weight of concrete. Before being utilized in concrete, WSRF was soaked in water for a few minutes. A fixed water-to-binding ratio of 0.5 was constantly employed, and to achieve proper workability, a superplasticizer (SP) was used. SP was used to increase the workability due to the flaky of bentonite and fine particles of the SF. WSFR and SP were incorporated by the weight of cement that is in Kg/m3.
Sample preparation, curing, and testing methods
To ensure proper homogeneous composition, all of the batches were mixed in an electric mixer. To avoid the balling effect caused by excessive mixing in WSFR batches, all other ingredients were combined at the beginning, and WSF was added at the end, as illustrated in Fig. 3. According to ASTM C14326. The slump value of each batch of concrete was examined using the slump cone test. SP in varying concentrations was added to the concrete mixtures’ percent by weight of cement to improve their flowability and ensure the best performance. It was measured using a slump cone with three layers, each of which was compacted with 25 strikes by a tamping rod. A 150 mm cube was used for compressive strength. Curing concrete was done in two stages: first, it was kept in water for 28 days, and then it was covered in curing bags locally used for concrete curing in a shady area for a total of 90 days of curing. After two days, the covered samples were watered to keep the bags moist all the time.

Preparation of mixes.
According to ASTM C-64229, the concrete bulk density or unit weight was calculated. For determining the density, sorptivity, and water absorption of the concrete mix compositions, 50 mm in height and 100 mm in diameter discs were used. The concrete samples were carefully removed from the water tank after a 90-day curing period, and the test was performed according to the standard testing procedure. Each sample was oven-dried for 48 h at a temperature between 100 °C and 110 °C, and then after thorough drying, its weight “A” was precisely determined. The samples were then placed in a pot of water and allowed to boil for around 5 h before the weight “B” of each sample was calculated. The samples were then allowed to cool to ambient temperature in an open environment before each one surface dry mass (abbreviated as “C”) was precisely measured. Each sample’s apparent weight in water “D” was finally calculated. Lastly, each sample bulk density was calculated using the pertinent formula Eq. (1), giving a thorough evaluation of their structural characteristics.
The sorptivity test was performed according to ASTM C158530 at 90 days of curing. For water absorption, the procedure that followed was according to ASTM C642 [25]. This study focused on a 4% solution of H2SO4 in water, and all of the mixes were placed in it after 90 days of maturation. After 28, 56, and 90 days, the weight loss in acid was calculated.
Results and discussions
Fresh properties
The outcomes of each batch are displayed in Fig. 4. The inclusion of bentonite and SF lowered the workability; however, bentonite showed a higher drop than SF, according to the findings. In the mixes, different proportions of SP were utilized. Plain concrete mixtures with various SP doses. As the bentonite and SF were added to the mix, the workability was reduced. In the case of bentonite, the reduction was due to the flaky shape of particles as shown in Fig. 2(a); the same results happened in accordance with existing literature3,17. Furthermore, because SF particles are smaller in size than PC particles, adding SF to concrete reduced its workability. Nonetheless, the SF particle’s spherical shape Fig. 1(b) made it possible to use less SP to get the desired results. Due to the flaky structure of its particles, the B10 mix’s decline in workability was more evident than the SF10 mix. While maintaining a constant SP dose of 1.5%, the addition of WSRF gradually reduced the workability of the concrete mix but failed to provide the desired slump value7. The reduction in workability was far less than that caused by the synthetic polypropylene fiber3.

Slump results.
Mechanical properties
Compressive strength
The compressive strengths of the mixtures are presented in Fig. 5. The results depicted that incorporating bentonite and SF enhanced the compressive strength, while the WSFR compromised the compressive strength. The compressive strength of the B10SF10 mixture increased by 6% compared to the CM mixture31,32. The compressive strength declined by 23%, 41%, and 77% for incorporating WSF by 0.25%, 0.5%, and 0.75%, respectively33. This decreased compressive strength could be attributed to the fiber’s weak bonding, cavities in the fiber, and the cementitious paste’s weak interfacial transition zone17. Wu et al.34, investigated the addition of fibers into concrete, which can produce some microcracks along the ITZ of fibers with a cementitious matrix, which leads to a reduction in the compressive strength. The failure pattern of plain concrete mixes was different than that of WSFR mixes, as shown in Fig. 6. The failure of plain concrete mixes was brittle, while that of WSFR mixes showed a ductile behavior without any abrupt sample failure. Farooqi et al.2 used chemically treated WSFR in concrete, and it was deduced that the brittle behavior of the conventional concrete cylinders was reduced.

Compressive strength results.

Compressive test samples after performing test.
Split tensile strength
The cylinder was put through its paces in the same machine that was used for compression testing. The test findings are depicted in Fig. 7. The findings improved in the same way as the compressive strength test of the extra cementing material, and the B10SF10 mix had the same maximum strength of 8% as the CM after 90 days. In comparison to CM, Batch B10 and SF10 enhanced the strength by 3% and 5% 31,32. The addition of WSFR to concrete increased split tensile strength marginally but then decreased as the proportion increased. At 90 days, batch WSF0.25 improved its strength by 2% over B10SF10, but batches WSF0.5 and WSF0.75 decreased by 5% and 15%, respectively, over B10SF10. The failure pattern of the batches containing WSFR was distinct from that of the CM, and throughout testing, a continuous peak load was seen while deformation increased. After peak loading, all fiber samples deformed and took load without splitting the sample, however, the CM mix failed abruptly beyond receiving additional loading after peak loading. The failure behavior of the samples is shown in Fig. 8. The same behavior of the samples on soaking, boiling, and chemically treated natural WSF in the previous research work2. The addition of WSFR into concrete improved the post-cracking behavior and toughness of the cementitious composite. The inclusion of WSF has two significant functions: it prevents crack growth and absorbs some tensile stress while loading the samples.

Splitting tensile strength results.

Failure behavior of samples after performing split tensile test.
Bulk density
The bulk density data are displayed in Fig. 9. The inclusion of bentonite, SF, and WSFR lowered the unit weight or bulk density of hardened concrete as their proportion in the concrete grew, according to the findings. In comparison to other binary and ternary mixes with or without WSFR, the CM mix has a high density. When compared to the CM mix, the inclusion of WSFR considerably lowered the density of the concrete. Due to the low density of WSFR in comparison to the other concrete ingredients, voids or porosity occurred6. The bulk density was lowered when bentonite, SF, and WSFR were added. This could be due to the lower specific gravity of bentonite and SF compared to cement. The bulk density of the CM mix was the highest (2257 kg/m3). As the proportions of bentonite, SF, and WSFR in the concrete grew, the density of the concrete decreased17. The mix with the highest WSFR content, WSFR0.75 (1946 Kg/m3), has the lowest density of the concrete mix. The WSFR0.75 mix produced the highest percentage reduction of 3.45% 16, while the ternary mix (B10SF10) showed a 1.2% reduction when compared to the CM mix.

Bulk density test results.
Durability properties
Water absorption
Concrete porosity and water absorption have a large impact on how long it will last 3536. Concrete service life is diminished when it absorbs a lot of water since this allows contaminated water containing harsh chemicals to seep inside37,38. All binary and ternary blends, whether they contained WSFR or not, underwent a water absorption test at 90 days. Figure 10presents the test outcomes in more detail. At 90 days of curing, the mixes B10, SF10, and B10SF10 reduced water absorption by 12%, 13%, and 26%, respectively, compared to the CM mix39. It was because of the fine particles of SF and bentonite; the concrete structure became more compacted and denser, as shown in the SEM images of the samples. When WSFR was added, water absorption was increased by the WSFR0.25 mix compared to the B10SF10 mix, but it was less than the CM mix. As the fraction of WSFR was raised, maximum absorption was 13% by WSFR0.75 mix at 90 days, compared to the CM mix. This was attributable to increased ITZ, porosity, and weak bonding strength, which boosted absorption capacity6. The addition of natural fibers into cementitious composite can potentially increase the ITZ due to its regular surface. The ITZ can potentially be reduced by using the treated natural WSF in the cementitious composite, which can increase the bonding strength as well as provide a well-bonded ITZ between the WSFR and cementitious matrix40,41. Furthermore, the addition of SCMs such as SF, nano silica, fly ash, and bentonite can potentially improve the ITZ due to the formation of denser CSH42.

Water absorption test results.
Sorptivity
A sample of 100 mm diameter and thickness of 50 mm was removed from the concrete cube using the machine as shown in Fig. 11. Concrete’s porosity and capillary force play a key role in determining how well it can absorb water. Concrete’s microstructural properties and capillary force are strongly coupled, and sorption rises over time as water is drawn in by capillary suction. Figure 12depicts the sorptivity results made at 90 days for all binary and ternary blends, both with and without WSFR. The findings show that as compared to the CM mix, the sorptivity of the B10, SF10, and B10SF10 mixes was reduced by 16%, 17%, and 21%, respectively. This shows that adding bentonite, SF, or both can reduce water absorption, which can ultimately increase the durability of the concrete structure43,44,45. It was found that adding bentonite and SF to concrete reduced the capillary ascent of water by reducing the capillary suction from the bottom. The use of SCMs makes the concrete microstructure more compact and refined, increasing its mechanical properties. However, due to larger porosity and internal cavities in WSFR compared to the mixes without WSFR, the inclusion of WSFR in the concrete mixes resulted in increased sorption at 90 days in contrast to the CM mix6. At 90 days, the WSFR mixes increased the sorption results when compared to the B10SF10 mix. The WSFR0.25 mix slightly reduced the sorption coefficient compared to the CM mix45,46.

Samples for sorptivity test.

Sorptivity test results at 90 days.
Acid attack resistance
Concrete is a commonly used material around the world, and it may be used in a variety of structures that are directly exposed to diverse environmental conditions, such as openly exposed structures, sewer lines, canal lines, and so on. Sulfuric acid is one of the most corrosive and destructive chemicals on concrete. Sulfate deposits on concrete can arise from a variety of causes, including direct exposure to acidic chemicals in the environment, rainwater, and sulfate-containing water, such as sewerage water, sea water, marsh water, and ground water. Sulfate ions can penetrate concrete and interact with key substances such as calcium aluminate hydrate, calcium hydroxide, and C-S-H gel. Ettringite and gypsum are the byproducts of this mechanism47,48. Gypsum production results in the synthesis of ettringite, a main component that expends the volume of the concrete overall and eventually ends in degradation49. The concrete body can now easily be penetrated by all other chemicals, reducing strength and causing weight loss, cracks, surface scaling, and steel corrosion.
SCMs are a viable approach for improving concrete chemical resistance and reducing the negative impacts of severe conditions on its performance and durability50,51. The pozzolanic effect of SCMs leads to the consumption of calcium hydroxide (CH) or portlandite generated during the hydration process. When concrete is exposed to acidic attacks, it reacts with calcium hydroxide to produce costly salts, leading to concrete degradation due to gypsum formation. However, SCMs with special characteristics, including SF, bentonite, slag, and metakaolin, can increase concrete resistance to sulfate attack. A decrease in CH concentration and the subsequent development of ettringite were caused by the addition of SF and bentonite to the concrete mix. Due to the pozzolanic reaction, which reduced the quantity of expansive compounds in the cementitious matrix, the synergetic effect of bentonite and SF further reduced the portlandite content. In addition to the pozzolanic reaction, the presence of more aluminates and silicates in the cementitious matrix as CSH gel led to a decrease in the production of ettringite and gypsum, which in turn led to a decrease in the decalcification of CSH gel52,53,54.
Figure 13illustrates the percentage weight loss of all mix proportions after performing the acidic attack resistance test. The mixes without WSFR showed a decrease in weight loss compared to the CM mix, which was attributed to the pozzolanic reaction51. Nevertheless, because of its high porosity and higher sulfate ion penetration, WSFR integration into the concrete caused a greater weight loss and accelerated deterioration. The weight loss increased as the fraction of WSFR in the concrete increased, showing that the deterioration was increased with an increase in the ingress of sulfates into the concrete49.

Percentage of weight loss due to acid attack at 28, 56, and 90 days exposure condition.
Micro-structural properties
Scanning electron microscopy
SEM was used to examine the microstructural morphology of concrete samples. Concrete samples made of plain and WSFR were tested after 90 days of cure. Figure 14illustrates the SEM analysis images of the samples and how the addition of bentonite and SF resulted in a more compact and homogenous microstructure as well as WSFR. The formation of C-S-H gel, which increases concrete strength and durability and decreases cracks inside the matrix, was attributed to this improved microstructure2. The homogenous and compact nature is due to the production of C-S-H gel, which is the main component responsible for the greater strength and durability of concrete as well as reducing cracks in the concrete body. In concrete, WSFR plays the following key role: (1) The use of fibers helps to prevent cracks from forming and spreading. (2) When doing mechanical tests on WSFR, the rough surface bonds and interlocks with the cement matrix, absorbing some of the stresses. (3) It improves the durability of the concrete body by reducing the development of microcracks and shrinkage cracks55. Cracks in concrete were decreased by using WSFR along with SCMs, as discussed in the above sections. However, the addition of a greater proportion of fiber can reduce the mechanical properties due to the increase in the ITZ, which can increase the concrete porosity and ultimately lead to a reduction in the durability of concrete34. In this study, the increase in the addition of WSFR further increased the water absorption and sorptivity and reduced resistance to sulfate attack due to the increase in the ITZ. However, the ITZ can be improved with the incorporation of bentonite and SF42.

SEM results (a) CM, (b) B10, (c) SF10, (d) and (e) WSFR mix.
Conclusion
The study explored the use of supplementary cementing materials (SCMs), particularly bentonite and SF, containing natural wheat straw fiber reinforcement (WSFR) to design sustainable and eco-friendly concrete. It investigated various mixes containing bentonite, silica fume (SF), and WSFR to assess their impact on concrete workability, mechanical properties, durability, and microstructure properties. The following are the main conclusions drawn from the research.
-
1.
The workability of concrete was lowered by the addition of SCMs and natural WSF. When compared to CM, B10SF10 and WSF0.25 reduced the decline by 33% and 40%, respectively.
-
2.
After 90 days of curing, the inclusion of bentonite and SF (B10SF10) improved mechanical properties such as compressive and split tensile strength, with compressive strength increasing by 5% and split tensile strength increasing by 8% in comparison to CM.
-
3.
The incorporation of WSFR in the ternary mix reduced the compressive strength of the cube as compared to the binary mixes and CM.
-
4.
WSFR enhanced the tensile strength of concrete, but more inclusion reduced it. The strength was enhanced by 2% with WRFR0.25. When compared to CM, WSFR0.5 and WSFR0.75 reduced it by 5% and 15%, respectively.
-
5.
When compared to the CM mix, the binary, ternary, and WSFR mixes lowered the density of concrete. It was because of the lower density of bentonite, SF, and WSFR.
-
6.
The use of bentonite and SF results in a more compact and homogeneous concrete mix. Due to the pozzolanic properties of bentonite and SF, a greater amount of CSH gel is produced, which has a greater impact on durability.
-
7.
The durability of concrete was adversely affected by water absorption. Increased water absorption compromised the durability of the concrete as the WSFR was added more.
-
8.
The use of naturally available bentonite as an SCM and industrial waste silica fume (SF) can lower costs, reduce CO2 emissions from the cement and construction industry, and decrease the consumption of primary raw materials for cement production, increase the strength and durability of concrete, promoting green and sustainable construction materials.
The performance of the cementitious mix can be further improved by adding the ash of wheat straw fiber as SCMs to reduce the demand of main raw materials for cement manufacturing and utilize the agriculture waste. This can increase the performance of cement and concrete for green and sustainable infrastructure construction. Furthermore, the fiber can be used for increased thermal and soundproof insulation in building construction, which potentially reduces energy production. The WSFR concrete can be used as a wall panel in the wood buildings for increasing its thermal and sound insolation.
Data availability
All data used in this research appear in the submitted article.
References
Petrella, A. et al. Use of cellulose fibers from wheat straw for sustainable cement mortars. J. Sustain. Cem. Mater. 8, 161–179 (2019).
Farooqi, M. U. & Ali, M. Effect of pre-treatment and content of wheat straw on energy absorption capability of concrete. Constr. Build. Mater. 224, 572–583 (2019).
Ul Haq, I., Elahi, A., Nawaz, A., Aamir Qadeer Shah, S. & Ali, K. Mechanical and durability performance of concrete mixtures incorporating bentonite, silica fume, and polypropylene fibers. Constr. Build. Mater. 345, 128223 (2022).
Zhang, P., Wang, C., Guo, J., Wu, J. & Zhang, C. Production of sustainable steel fiber-reinforced rubberized concrete with enhanced mechanical properties: A state-of-the-art review. J. Build. Eng. 91, (2024).
Chin, S. C. et al. Potential external strengthening of reinforced concrete beam using natural Fiber composite plate. Appl. Mech. Mater. 878, 41–48 (2018).
Petrella, A. et al. Experimental investigation on environmentally sustainable cement composites based on wheat straw and perlite. Mater. (Basel) 15, (2022).
Bheel, N. et al. Effect of Wheat Straw Ash on Fresh and Hardened Concrete Reinforced with Jute Fiber. Adv. Civ. Eng. (2021). (2021).
Ali, A. et al. Enhancing multi-objective mix design for GGBS-based geopolymer concrete with natural mineral blends under ambient curing: A Taguchi-Grey relational optimization. Ain Shams Eng. J. 15, (2024).
Çankaya, S. & Pekey, B. A comparative life cycle assessment for sustainable cement production in Turkey. J. Environ. Manage. 249, 109362 (2019).
Zeb, K., Ali, Y. & Khan, M. W. Factors influencing environment and human health by cement industry: Pakistan a case in point. Manag Environ. Qual. Int. J. 30, 751–767 (2019).
Ekinci, E., Kazancoglu, Y. & Mangla, S. K. Using system dynamics to assess the environmental management of cement industry in streaming data context. Sci. Total Environ. 715, 136948 (2020).
Mirza, J. et al. Pakistani bentonite in mortars and concrete as low cost construction material. Appl. Clay Sci. 45, 220–226 (2009).
Scrivener, K. L., John, V. M. & Gartner, E. M. Eco-efficient cements: potential economically viable solutions for a low-CO2 cement-based materials industry. Cem. Concr Res. 114, 2–26 (2018).
Farooqi, M. U. & Ali, M. Contribution of plant fibers in improving the behavior and capacity of reinforced concrete for structural applications. Constr. Build. Mater. 182, 94–107 (2018).
Bheel, N., Ali, M. O. A., Kirgiz, M. S., de Sousa Galdino, A. G. & Kumar, A. Fresh and mechanical properties of concrete made of binary substitution of millet husk Ash and wheat straw Ash for cement and fine aggregate. J. Mater. Res. Technol. 13, 872–893 (2021).
Jiang, D. et al. Effect of Modification Methods of Wheat Straw Fibers on Water Absorbency and Mechanical Properties of Wheat Straw Fiber Cement-Based Composites. Adv. Mater. Sci. Eng. (2020). (2020).
Memon, S. A., Arsalan, R., Khan, S. & Lo, T. Y. Utilization of Pakistani bentonite as partial replacement of cement in concrete. Constr. Build. Mater. 30, 237–242 (2012).
Ghani, A., Khan, F. A., Khan, S. W., Haq, I. U. & Li, D. Experimental study on the mechanical behavior of concrete incorporating fly Ash and marble powder waste. Sci. Rep. 1–18. https://doi.org/10.1038/s41598-024-70303-y (2024).
Ali, A. et al. Enhancing multi-objective mix design for GGBS-based geopolymer concrete with natural mineral blends under ambient curing: A Taguchi-Grey relational optimization. Ain Shams Eng. J. 102708 https://doi.org/10.1016/j.asej.2024.102708 (2024).
Geiker, M. R. & Gallucci, E. Clays as SCM – Reactivity of uncalcined kaolinite and bentonite, and impact on phase assemblage and strength development of PC mortars. Nord Concr Res. 60, 13–30 (2019).
Masood, B., Elahi, A., Barbhuiya, S. & Ali, B. Mechanical and durability performance of recycled aggregate concrete incorporating low calcium bentonite. Constr. Build. Mater. 237, 117760 (2020).
Rehman, S. U. et al. The influence of thermo-mechanical activation of bentonite on the mechanical and durability performance of concrete. Appl. Sci. 9, (2019).
Nishchal, A., Student, G. P. G., Salhotra, S. & Guleria, A. N. Effects of silica fume (Micro silica or nano silica) on mechanical properties of concrete: A review. Int. J. Civ. Eng. Technol. 7, 345–357 (2016).
Makhlouf, M. H., Abdel-kareem, A. H., Mohamed, M. T. & El-, A. Experimental and numerical study of shear strengthening of reinforced concrete beams using jute fiber reinforced polymers (JFRP). J. Build. Eng. 86, (2024).
Zhang, Y. H., Zhong, W. L. & Fan, L. F. Long-term durability investigation of basalt fiber-reinforced geopolymer concrete in marine environment. J. Mater. Res. Technol. 31, 593–605 (2024).
C143-12. A. StandardTest method for slump of Hydraulic-Cement concrete. ASTM Stand. 6–9. https://doi.org/10.1520/C0143 (2012).
12390-3:2019. I. S. E. Testing hardened concrete - Part 3: compressive strength of test specimens. Br. Stand. (2019).
ASTM C 496 – 96. Standard test method for splitting tensile strength of cylindrical concrete. ASTM Stand. 1–5 (1996).
ASTM C 642. Standard test method for density, absorption, and voids in hardened concrete. ASTM Stand. 19428 (1997).
ASTM C1585 – 20. Standard test method for measurement of rate of absorption of water by hydraulic-. ASTM Stand. 41, 6–11 (2020).
Dinakar, P., Sahoo, P. K. & Sriram, G. Effect of Metakaolin content on the properties of high strength concrete. Int. J. Concr Struct. Mater. 7, 215–223 (2013).
Sharmila, P. & Dhinakaran, G. Compressive strength, porosity and sorptivity of ultra fine slag based high strength concrete. Constr. Build. Mater. 120, 48–53 (2016).
Farooqi, M. U. & Ali, M. Effect of Fibre Content on Compressive Strength of Wheat Straw Reinforced Concrete for Pavement Applications. in IOP Conference Series: Materials Science and Engineering vol. 422 (2018).
Wu, B., Yang, L., Mei, Y., Sun, Y. & Shen, J. Dynamic tensile properties of straw fiber reinforced rubber concrete. J. Build. Eng. 96, (2024).
Zhang, S. P. & Zong, L. Evaluation of relationship between water absorption and durability of concrete materials. Adv. Mater. Sci. Eng. (2014). (2014).
Chahal, N., Siddique, R. & Rajor, A. Influence of bacteria on the compressive strength, water absorption and rapid chloride permeability of fly Ash concrete. Constr. Build. Mater. 28, 351–356 (2012).
Yang, L., Liu, G., Gao, D. & Zhang, C. Experimental study on water absorption of unsaturated concrete: W/c ratio, coarse aggregate and saturation degree. Constr. Build. Mater. 272, 121945 (2021).
Castro, J., Bentz, D. & Weiss, J. Effect of sample conditioning on the water absorption of concrete. Cem. Concr Compos. 33, 805–813 (2011).
Niveditha, M. & Koniki, S. Effect of durability properties on geopolymer concrete - A review. E3S Web Conf. 184, 1–4 (2020).
Al-kheetan, M. J. Properties of lightweight pedestrian paving blocks incorporating wheat straw: Micro-to macro-scale investigation. Results Eng. 16, (2022).
Jin, Z., Mao, S., Zheng, Y. & Liang, K. Pre-treated corn straw fiber for fiber-reinforced concrete Preparation with high resistance to chloride ions corrosion. Case Stud. Constr. Mater. 19, (2023).
Liu, J., Zhao, W. & Li, L. Effects of Nano-SiO 2 grafting on improving the interfacial and mechanical properties of concrete with rice straw fibers. Constr. Build. Mater. 398, 1–16 (2023).
Nath, P. & Sarker, P. Effect of fly Ash on the durability properties of high strength concrete. Procedia Eng. 14, 1149–1156 (2011).
Khan, M. I. Evaluation of non-destructive testing of high strength concrete incorporating suppl.ementary cementitious composites. Resour. Conserv. Recycl. 61, 125–129 (2012).
Paktiawal, A. & Alam, M. Experimental evaluation of sorptivity for high strength concrete reinforced with zirconia rich glass fiber and basalt fiber. Mater. Today Proc. 49, 1132–1140 (2021).
Zeyad, A. M., Khan, A. H. & Tayeh, B. A. Durability and strength characteristics of high-strength concrete incorporated with volcanic pumice powder and polypropylene fibers. J. Mater. Res. Technol. 9, 806–813 (2020).
Tian, B. & Cohen, M. D. Does gypsum formation during sulfate attack on concrete lead to expansion? Cem. Concr Res. 30, 117–123 (2000).
Gollop, R. S. & Taylor, H. F. W. Microstructural and microanalytical studies of sulfate attack. IV. Reactions of a slag cement paste with sodium and magnesium sulfate solutions. Cem. Concr Res. 26, 1013–1028 (1996).
Koushkbaghi, M., Kazemi, M. J., Mosavi, H. & Mohseni, E. Acid resistance and durability properties of steel fiber-reinforced concrete incorporating rice husk Ash and recycled aggregate. Constr. Build. Mater. 202, 266–275 (2019).
Danish, A. & Mosaberpanah, M. A. Influence of cenospheres and fly Ash on the mechanical and durability properties of high-performance cement mortar under different curing regimes. Constr. Build. Mater. 279, 122458 (2021).
Dinakar, P., Babu, K. G. & Santhanam, M. Durability properties of high volume fly Ash self compacting concretes. Cem. Concr Compos. 30, 880–886 (2008).
Gollop, R. S. & Taylor, H. F. W. Microstructural and microanalytical studies of sulfate attack III. Sulfate-resisting Portland cement: reactions with sodium and magnesium sulfate solutions. Cem. Concr Res. 25, 1581–1590 (1995).
Gollop, R. S. & Taylor, H. F. W. Microstructural and microanalytical studies of sulfate attack. V. Comparison of different slag blends. Cem. Concr Res. 26, 1029–1044 (1996).
Bakharev, T., Sanjayan, J. G. & Cheng, Y. B. Sulfate attack on alkali-activated slag concrete. Cem. Concr Res. 32, 211–216 (2002).
Zhang, T., Yin, Y., Gong, Y. & Wang, L. Mechanical properties of jute fiber-reinforced high-strength concrete. Struct. Concr. 21, 703–712 (2020).
Acknowledgements
This work was supported and funded by the Deanship of Scientific Research at Imam Mohammad Ibn Saud Islamic University (IMSIU) (grant number IMSIU-DDRSP2502).
Author information
Authors and Affiliations
Contributions
Inzimam Ul Haq: Conceptualization, Resources, Methodology, Formal analysis, Investigation, Writing - Original Draft, Writing - Review & Editing. Ayub Elahi: Investigation, Writing - Review & Editing, Supervision. Atif Khan: Writing - Review & Editing. Afsar Ali: Writing - Review & Editing. Qadir Bux alias Imran Latif Qureshi: Writing - Review & Editing. Aïssa Rezzoug: Writing - Review & Editing, Funding Acquisition; Mohd Aamir Mumtaz: Writing - Review & Editing, Funding Acquisition. The first author, Inzimam Ul Haq, performed the experimental work at the University of Engineering and Technology Taxila, Pakistan, under the supervision of Prof. Ayub Elahi.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Haq, I.U., Elahi, A., Khan, A. et al. The addition of natural clay and industrial and agricultural waste on the performance of green and sustainable concrete. Sci Rep 15, 17034 (2025). https://doi.org/10.1038/s41598-025-00823-8
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-00823-8
