
Abstract
The process of blowing liquid steel with an inert gas plays a key role in secondary metallurgy. The required mechanism of forming a gas column can be obtained by using gas-permeable elements with an appropriate design and properties. The article presents a proposal to replace the previously used design solution—a slot plug with a new design device, i.e. a gas-permeable slot-type module with an increased active surface equipped with a specified number of slots. The article presents the results of comparative tests of four design variants of these modules differing in the number and width of slots, carried out in terms of their suitability for industrial conditions. A series of tests were carried out using a water physical model of a ladle (scale 1:3.4) equipped with module models, which were supplemented with the results of CFD numerical simulations. The simulations were carried out for the hot metal-argon system (scale 1:1). Both research methods were mutually verified, achieving satisfactory compliance. Analysis of the test results allowed for the selection of the most advantageous variant, which was then tested in industrial conditions. The use of the module in industrial conditions allows for the reduction of argon consumption by approximately 12%, and the processing time at the ladle furnace station can be shortened by approximately 10%.
Similar content being viewed by others

Introduction
The process of blowing liquid steel with an inert gas plays a key role in secondary metallurgy; its purpose is to homogenize the chemical composition and temperature of the metal and effectively remove non-metallic inclusions, which improves the quality of the final product. Blowing is performed by introducing an inert gas, e.g. argon, into the liquid steel through a porous plug located at the bottom of the ladle1.
Many years of industrial practice of using this procedure and numerous scientific studies conducted for many decades have resulted in the problem of mixing liquid steel with inert gas being well recognized and widely described in the literature2,3. These studies concern determining the possibilities of using hydrodynamic mechanisms of turbulent flow recirculation in steelmaking processes and their description using macroscopic models based on the Navier–Stokes equations4,5. The development of research techniques (physical and numerical modeling) has allowed the development of models in which the main goal was to increase the efficiency of ladle processes by influencing the optimal selection of technological and process parameters, such as ladle dimensions, the position of the purging plug at the bottom of the ladle, argon flow rate, capillary diameters of porous materials used in the purging plug6,7. These models, despite certain simplifications, are still of great importance. Especially in industrial conditions, because they provide operators and researchers with useful estimates that are difficult to derive a priori.
Another direction of research is the precise determination of hydrodynamic phenomena occurring during gas blowing of liquid steel8,9. For this purpose, the hybrid modeling technique is effectively used, which consists in combining physical modeling techniques with numerical modeling based on the advanced CFD (Computational Fluid Dynamics) technique10,11. Such studies allow for quite precise and reliable determination of the mechanisms of hydrodynamic phenomena inside the gas column and their influence on the movement of the liquid12,13. The most frequently identified process parameters are the mechanism of gas bubble formation on the surface of the purging plug, the size, number and distribution of bubbles, the tendency to merge into larger agglomerates, the velocity of their outflow, growth on the way to the liquid surface, their ability to generate circulating flows or the degree of dispersion of the gas phase in the liquid14.
Providing the required mechanism for forming a gas column largely depends on the design and properties of the purging plugs15,16. Therefore, currently used purging plugs often have a complex structure. Their basic types are porous and slot plugs17,18. Each of these types has its advantages and limitations. Porous plugs provide uniform gas distribution and effective mixing, but they can be prone to clogging and erosion15. However, slot plugs require careful optimization for durability and flow stability. Currently, hybrid shapes are also used, combining the advantages of both types17,19. Although there are still proposals for changes in the design of purging plugs leading to increased efficiency of the gas blowing process of liquid steel, progress in this field is very difficult and ineffective. Therefore, it seems reasonable to look for innovative solutions to achieve this goal. One method is to propose increasing the amount of active gas on the injection surface to intensify the process. This is achieved by using two porous plugs in the bottom of the ladle20,21,22. However, this solution has a number of significant drawbacks. The additional plug in the bottom of the ladle requires significant redesign of the entire ladle. This necessitates the safety of the ladle in practice, as any new installation in the bottom weakens it15. In addition, the use of such a processing technique can result in increased argon consumption and thus increased production costs. As a result, this solution is problematic from both a technical and economic point of view.
The proposal presented in the article consists in replacing the previously used design solution of slot plug with a new design device of the slot-type gas-permeable module. It is characterized by an increased active surface equipped with a specified number of slots. The design of the module allows it to be easily installed in the bottom of the ladle, as it can be adapted to standard refractory bricks and does not require the use of shell shapes.
The article presents the results of comparative tests of four design variants of a new type of modules differing in the number and width of slots, carried out for their usability in industrial conditions. The tests were conducted using the hybrid modeling method. A series of CFD numerical simulations were performed, and then the obtained results were validated using a water physical model of the ladle (scale 1:3.4) equipped with module models. A thorough analysis of the obtained test results allowed the selection of the most favorable variant, from which industrial modules were made. The research of the applied solution were complemented by industrial test conducted in production conditions at Cognor S.A. Branch of Ferrostal Łabędy in Gliwice.
Outline of the research issue and the research site
The research problem was to develop a technology for homogenizing liquid steel at a ladle furnace station. The expected effects of the development of the new technology over the existing technology included:
-
increased efficiency of mixing and homogenization of liquid steel,
-
increased efficiency of ladle refining,
-
reduction of gas consumption at the ladle furnace station (during purging of liquid steel with argon).
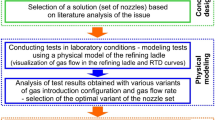
Figure 1 shows the research methodology program used to solve the problem posed.

Diagram of the research methodology.
The view of the ladle furnace (LF) and ladle station in the Ferrostal Łabędy Steelworks Branch in Gliwice is shown in Fig. 2.

View of the ladle furnace station and industrial ladle.
Currently, porous plug–slot type (consisting of 12 slots) are used to introduce argon into the ladle furnace station in the steel plant (see Fig. 3a). The nominal capacity of the ladle at the ladle furnace station of the steelworks is 65 Mg of liquid steel. The basic design features of the ladle are presented in Table 1. Figure 3 also shows the location of the slot plug and the proposed location of the designed solution—a slot-type gas-permeable module.

(a) Diagram of the solution used so far—slot plug, (b) diagram of a ladle, (c) location of the slot plug and module.
Current trends in the design of purging plugs focus on increasing their durability, optimizing the layout of slots and using materials that are resistant to high temperatures and erosion. Another key research direction is to improve control of gas bubble size and distribution in the metal bath, which affects the efficiency of mixing and refining processes and reduces heat losses. Such an innovative solution, taking into account the above factors, is a gas-permeable module replacing the traditional purging plug. The company’s own research was aimed at demonstrating the potential benefits of using an innovative module for blowing gas into the ladle, made according to patent no. PL 22947523. Figure 4 shows a schematic drawing presenting a new solution of the innovative gas-permeable module.

Schematic diagram of the innovative module for inert gas injection.
This module differs significantly from traditional purging plug–slots type in its innovative design. It is characterized by a much larger active surface area compared to current slot plug. By this term is meant the surface on which the slots are located (see Fig. 4). In the module the gas is introduced into the capillary system through a specially designed collector, which stabilizes the aerodynamic conditions (gas flow) in the individual slots. A certain number of slots with specific cross-sections are arranged in the capillary system.
The number of sockets in the module may vary. The internal design of the module also ensures appropriate permeability of the slots. Such design assumptions allow us to hypothesize that the formation of the gas column, and thus the degree of gas dispersion, will undergo significant changes compared to existing solutions. First of all, it will allow more effective fragmentation of gas bubbles and an increase in their number. Therefore, it can be concluded that the efficiency of the process will be significantly improved compared to the previous technique.
The negative impact of the gas column on the refractory lining will also be limited, as well as the risk of the formation of an uncontrolled so-called “slag eye” posing a risk of secondary contamination of the bath with atmospheric gases. Also innovative is the external design of the module, which can be devoid of a steel casing. Due to its shape (cuboid), it is easy to mount in the bottom of the ladle and does not require the use of shell shapes. It can be embedded directly in the layers of the refractory lining of the bottom of the ladle.
Taking into account the above assumptions, after carrying out analyses in industrial conditions at the ladle furnace station and after consultations with the Branch of Ferrostal Łabędy in Gliwice and Ł-ICiMB-O/MO (Łukasiewicz Research Network, Institute of Ceramics and Building Materials, Refractory Materials Branch in Gliwice), a concept and design of the module were developed.
Due to the design of the water model of the ladle, the connection of the gas medium supply nozzle is located on the side wall of the module (in the industrial module it will be located at the bottom). The design and modules made for tests using the water model of the ladle are shown in Fig. 5. The made modules reflect the actual working conditions, while taking into account the requirements imposed by the design of the water model of the ladle.

(a) Design of the module for research–water model, (b) station for forming modules, (c) modules made for the research–water model.
Taking into account the research program, 4 variants of modules were made for use in tests on the water model. The modules differed in the number of slots and their width. The following variants were designed and made: M8-150—module with 8 slots 150 μm wide (industrial conditions 510 μm), M8-50—module with 8 slots 50 μm wide (industrial conditions 170 μm), M5-50—module with 5 slots 50 μm wide (170 μm), M4-50—module with 4 slots 50 μm wide (170 μm).
The location of the module in the bottom of the ladle (see Fig. 2) is the result of a visit to the smelter and suggestions from the company. The need to make the installation (embedding) as simple as possible in accordance with the layout of the refractory layers in the bottom of the industrial ladle and minimizing the negative impact of the forming gas column on the refractory lining of the ladle wall and the possibility of adapting the module connection to the existing gas infrastructure of the ladle without the need for excessive interference in its armor. As a result, the geometric center of the module active surface is located at a distance of 2/3 of the radius from the axis of the ladle, similar to the axis of the currently used slot plug.
Based on the analysis of industrial production conditions conducted at the ladle furnace station for the tested steel grades (the most commonly cast steel grade is B500B), it was determined that the average gas (argon) flow rate is 200 dm3·min-1, the average temperature of liquid steel is 1860 K, and the average alloy addition is about 100 kg. Therefore, these values of technological parameters were adopted for model tests.
In order to effectively identify individual test variants using both research techniques (physical modeling and CFD simulations), the following variants were designated: CT—current technology (slot plug) and module variants (see Fig. 5) M8-150, M8-50, M5-50, M4-50.
Model research methodology
Two research techniques were used to solve the research problem: experiments using a water model of the ladle and CFD numerical simulations. Using these research techniques, in order to verify the validity of the assumed effects of using the proposed solution, research was carried out for the current technology (slot plug) and four developed design variants of the module.
Laboratory experiments were carried out on a test stand (physical model) equipped with a model tank with the possibility of blowing air through the model liquid. The water model of the ladle is made on a linear reducing scale SL = 1:3.4 (see Table 1). It was built in accordance with the principles of the similarity theory2,24,25. In order to ensure the dynamic similarity of the model to the real device, the principle of consistency of characteristic criterion values in both systems was applied. The modified Froude criterion (Fr)26,27,28,29 was used as the dominant similarity criterion for two-phase flows (liquid–gas):
where ρg—gas density, ρl—liquid density, g—acceleration due to gravity, L—characteristic dimension (liquid height in the model), V—gas injection velocity.
The kinetic similarity of the gas flow rate in the model of the ladle was determined using the scale method24,30. When making appropriate conversions of the gas flow rate in real conditions to the model conditions, the following relationship was used:
where Qm—fluid flow rate in the model, Cm—mass constant of the model fluid, Cp—mass constant of the industrial fluid, SL—linear scale, Qp—fluid flow rate in industry.
The values adopted for model tests, determined according to relationships (1) and (2), are presented in Table 2.
The diagram of the test stand and the location of the measuring point (for measuring NaCl concentration) are shown in Fig. 6. This model and the specialized control and measurement equipment are described in detail in31.

(a) Diagram of the measuring stand, (b) diagram of the measurement, (c) location of the measurement point.
The experiments using a water model of the ladle were divided into two stages, the first of which (qualitative) was aimed at determining the mechanism of gas column formation, assessing the degree of gas dispersion in the volume of the model liquid and the method of mixing the model liquid (traver–water solution of KMnO4). These studies were conducted in the form of visualization. Their course consisted of recording the experiments in various planes using a camera system, and then computer processing of the recorded material and its interpretation. The second stage of the research (quantitative) was conducted to determine the effectiveness of the homogenization process of the model liquid under the influence of the injected gas (tracer–aqueous NaCl solution). It consisted in determining the mixing curves and estimation of the minimum mixing time of the tracer in the model liquid. The method of forcing the impulse signal (Dirac method) was used in the experiments. The changes in the electrical conductivity of the model liquid, representing the changes in the tracer (NaCl) concentration, were recorded continuously. Conductometers were used to measure the changes in the conductivity of the model liquid, which were installed at selected points of the model working space (see Fig. 6c). The measurement points were designated in such a way as to minimize the negative impact of the sensors placed in them on the course of the experiment, while maintaining the possibility of obtaining objective measurement results. The voltage generated in half-second time intervals by the conductometers is equivalent to the changes in the tracer concentration in water. The signals from the conductometers were recorded and further processed to plot the mixing curves and determine the minimum mixing time. In both research methods, the point of introducing the tracer (NaCl or KMnO4) was located in the axis of the slot plug or module model (see Fig. 6).
The second research technique used was CFD numerical simulations. The simulations were performed using the commercial ANSYS Fluent—Academic Associate version code32, based on the Reynolds Averaged Navier Stokes (RANS) equations. The simulations were performed for the hot metal-argon system (1:1 scale). The numerical model and calculation procedures are described in detail in31, the more important ones are described below. The following assumptions were made for the simulations:
-
The flow is turbulent.
-
Heat exchange is considered.
-
The flow is two-phase (argon injection for forced convection).
-
Apart from the presence of slag protecting the liquid metal—the metal surface is modelled as a flat free surface.
-
The influence of natural convection of the liquid steel on the mixing process is negligible.
-
The alloy addition (tracer) to the liquid steel bath causes multi-component flow.
-
The flow parameters related to gas injection and the alloy addition (tracer) change over time, which causes unstable liquid flow.
-
Gas (argon) is injected through a porous slot (number of slots—12) and a module (number of slots—8 or 5 or 4) at a specific mass flow rate. Developing research and development cooperation with partners from the socio-economic environment Qm, generating bubbles of a specific diameter.
The realizable k-ε turbulence model33, based on the Boussinesq approximation, which states that the Reynolds stresses are a function of mean velocity gradients similar to molecular stresses, was used to calculate the flow field and is widely used in simulations of metallurgical processes34.
The liquid phase is described by the equations in the Euler formula, and the discrete phase (particles) is described by the Lagrangian coordinates. The particle motion is simulated using the DPM (Discrete Phase Model)35,36. The simulations take into account the unidirectional influence of the gas phase of bubbles hitting the liquid steel. However, a stochastic component of the gas bubble motion (Discrete Random Walk model24) is additionally included, which is intended to introduce disturbances to the gas bubble motion. In the calculations, it was assumed that the temperature of argon injected into the ladle is 300 K. A simplification was introduced in the form of a constant diameter of the gas bubbles or no heat exchange between the continuous and discrete phases, which would affect the change in the volume of the gas phase. In the last stage of the calculations, the variable approximation procedure is set to the second order upwind. The discretization equations were derived from the governing equations and solved using an implicit finite difference procedure called the SIMPLEC algorithm37.
CFD simulations, aimed at determining the mixing curves (characteristics of the residence time distribution), were carried out for non-stationary conditions, with an iteration step of 0.5 s. In the calculations, it was assumed that the tracer was introduced once. An alloy addition of 100 kg was introduced in a precisely defined place (in the axis of the slot plug and module)—under the surface of the metal bath.
Before starting the CFD calculations, tests were carried out to select an appropriate computational mesh so that the obtained CFD simulation results were independent of its density. Quantitative analysis showed that the computational mesh containing 466,300 control volumes is dense enough to be used for numerical calculations. Additionally, the quality of the computational meshes was checked using the normalized QEAS skewness criterion, which should be in the range of \(\left\langle {0 - 1} \right\rangle\) 32. In the calculations, the value of the QEAS coefficient did not exceed 0.75, which identifies the permissible skewness angle of the computational mesh made.
In the case of turbulent flow, determining the parameters of the fluid motion in the boundary layer requires the use of a very dense computational mesh in order to reveal the characteristic distribution in the viscous sublayer. This involves a significant extension of the calculations, which is why many engineering applications use the so-called “wall function” Standard Wall Functions (SWF), which uses an analytical solution in this respect. The use of the wall function requires the first node of the computational mesh to be located at a distance from the wall in the logarithmic distribution zone. This distance can be controlled and determined based on the parameter y + , which should be in the range of 30 ÷ 6032. During own calculations, the parameter y + was equal to 43.
Heat losses on the walls and bottom of the ladle and on the free surface were assumed based on the authors’ experience in modeling industrial processes22 and literature data38. Material data adopted for numerical simulations—the same for both considered cases (existing technology and the new proposed solution) are given in Table 3.
Results and discussion
Physical modeling and numerical simulations, although currently considered the most effective tools for studying phenomena that are difficult to identify in real conditions, have their limitations. In physical modeling, for example, it is difficult to determine quantitative dependencies occurring in the problem being studied, and in numerical simulations, qualitative dependencies. Therefore, an effective way to minimize these limitations is to use hybrid modeling that combines the advantages of these two methods. Therefore, this research method was adopted to solve the undertaken study, which allowed for the extension of the scope of the research.
Modeling research
The tests carried out using the water model of the ladle allowed for the full identification of the process of gas bubble formation (formation of a gas column), their dispersion in the volume of liquid in the model and the mixing of the model liquid after the introduction of the tracer.
The test results illustrating the mechanism of gas (air) bubble behavior in the model liquid for the tested variants are presented in Fig. 7.

Based on the visualization of the mechanism of gas bubble formation and their movement in the model liquid, a clear, significant improvement in the adopted criteria for assessing the variants using the module was found compared to the currently used technology. These criteria included an assessment of the number and size of bubbles on the surface of their formation, column stability in terms of its tendency to spin, bubble growth on the way to the steel surface and the risk of merging into larger conglomerates. Due to the increased active surface of the module, an increase in gas dispersion in the volume of the model liquid was also observed, as well as a slight decrease in the flow rate of gas bubbles towards the surface of the model liquid.
The next issue was the analysis of the dispersion of the tracer (KMnO4) in the ladle model, which is an analogue of the dispersion of the alloy additive in the metal bath at the ladle furnace station. The applied research method allows for the visualization of the mixing process and the qualitative assessment of dead zones formed in the working space of the ladle during this process. Figures 8 and 9 present exemplary results of the analyzed variants for subsequent time steps recorded in two planes perpendicular to each other.


The subject of the evaluation at this stage of the research was to determine the movement of the model liquid and, consequently, the ability of the system to effectively homogenize the bath under the influence of the impact of gas bubbles generated by individual module variants and to compare them with the technology used so far. It was observed that while the homogenization process for the M8-50, M5-50 and M4-50 module variants is more efficient than in the previous technology, the M8-150 module variant does not meet the assumed expectations (see Figs. 8, 9). It should be noted that the reason for the significant slowdown in the homogenization process in this case is the excessive loss of energy of the gas stream due to the strong fragmentation of bubbles and a significant reduction in their outflow velocity, and consequently, the weakening of the impact on the movement of the model liquid and the tendency to generate massive dead zones in the volume of the model liquid.
To sum up the conducted research stage using the water model, it was found that from the point of view of the hydrodynamics of the process of blowing liquid steel with argon, the use of the tested design solutions of the module in industrial practice meets the assumed expectations, with the exception of the M8-150 variant due to the low efficiency of bath homogenization. CFD calculations performed on the basis of the numerical model allowed for the development of a forecast of the state of liquid steel motion (velocity vector distribution), maps of spatial isolines of the distribution of turbulence kinetic energy and the distribution of liquid steel temperature in the ladle for the tested variants. The calculation results showing the steady state of liquid motion, i.e. the calculation results after achieving their convergence at the second-order level, were considered representative. In order to emphasize the spatial nature of the calculated values, the simulation results were presented on a vertical cross-section passing through the ladle axis and the slot plug or module variant, and on two horizontal cross-sections located at heights of 0.5 m and 1.5 m counting from the bottom of the ladle.
Figure 10 shows the predicted distributions of the liquid steel velocity vectors in characteristic planes for the analyzed variants.

By comparing the predicted velocity vector distributions shown in Fig. 10, one can see clear changes in the structure of the liquid steel flow in the ladle for the proposed module solution in relation to the existing technology. These changes consist in the clear formation of two dominant circulation areas (vortices) in contrast to the existing technology, for which this flow is less regular. At the same time, it is noted that the number of slots in the module does not significantly affect the change in the overall structure of steel movement in the ladle space. In all cases, a strong rising stream in the gas–liquid column (above the module) is clearly distinguished, which causes the circulating movement of liquid steel in the working space of the ladle. In the opposite part of the ladle, the liquid movement directed towards the bottom, with a much lower intensity, dominates. This is clearly visible in the distributions of liquid velocity vectors both in the cross-section passing through the module and the center of the ladle, as well as in the transverse planes.
Figure 11 illustrates the predicted results for the calculated values (contour maps—turbulence kinetic energy (TKE) and liquid steel temperature) on characteristic plate planes for the analyzed variants.

The presented predicted state of liquid steel motion in the analyzed variants can be supplemented with flow turbulence characteristics (TKE). The TKE contour maps presented in Fig. 11a show that for the use of different module designs, the TKE value decreases and the area of increased turbulence energy is growing. In practice, this will result in an increase in the intensity of liquid steel mixing and should lead to a decrease in the time to achieve the assumed degree of chemical and temperature homogenization of the metal bath. It is also clearly visible that reducing the number of slots increases the areas of increased turbulence energy value.
The results presented in Fig. 11b, in the form of temperature contour maps, indicate that—in comparison with the previous technology—gas injection through the proposed module leads to a high degree of homogenization of the metal bath temperature. In all cases, the predicted temperature distribution shows very high homogeneity, and the total temperature difference on the diagnosed surfaces does not exceed 4 degrees. In all design variants of the module, a very similar distribution of contour maps of the liquid metal bath temperatures was obtained. The largest temperature drops are recorded at the bottom, wall and free surface (they are clearly visible on the vertical plane passing through slot plugs or the module).
The occurrence of dead zones of steel mixing in the ladle during the inert gas injection process, although it is an undesirable phenomenon, is basically impossible to avoid. However, it is important to determine their percentage share in the total volume of the bath. This knowledge allows for the assessment of the efficiency of the conducted process and determination of the process parameters. In order to determine the share of dead zones in the volume of the bath, the fact that in these areas the flow velocity (slow-flow regions) of the liquid is much lower than in the remaining areas was used. As a rule, in such studies it is assumed that the velocity below 0.05 m·s-1 is the limit from which the flow is considered stationary, and the zone of its occurrence is a dead zone. The simulation results—slow-flow regions in which the range of velocities was narrowed to 0–0.05 m·s-1—on the control planes are shown in Fig. 12.

Flow field calculation results for each case in the ladle—slow-flow regions.
The use of modules (see Fig. 12) reduces the slow-flow regions (dead zones) in the working space of the ladle compared to the previous technology. They are located in the same areas of the volume space of the ladle.
In order to determine the percentage share of dead zones in the volume of the steel ladle, the following procedure was used:
-
the ladle zones in which the velocity of liquid steel is lower than 0.05 m·s-1 were distinguished,
-
the volume of liquid steel for which the velocity is lower than 0.05 m·s-1—V1 was determined,
-
the share of V1/V0 was calculated, where V0 is the total volume of the ladle.
The share of dead zones in the ladle determined in this way is presented in Table 4.
The presented list (see Table 4) shows that in all variants of the module design, the slow-flow regions (dead zone share) in the bath volume are smaller than in the case of the variant of the technology used so far. This is related to the previously observed more advantageous method of creating a gas column. The fragmented structure of gas bubbles in the gas column is also important here, which promotes better gas dispersion in the model liquid, and consequently increases the range of its impact. The smallest share of dead zones in the bath volume was noted for the M8-50 module variant. It is over 10% smaller compared to the technology used so far.
Validation of results obtained by modeling
An important issue is the selection of a process parameter that will allow for the comparison of research results obtained using a water model and numerical simulations, and thus the comparison of the currently used technology and the proposed solution—the module. It was considered that the most objective parameter of the quantitative comparison criterion will be the comparison of the mixing time of the alloy additive obtained for both research methods.
Homogenization of the chemical composition of the metal bath is the basic task of ladle processes. It takes place during the entire process, but it is worth knowing the minimum time needed to achieve the desired degree of chemical homogenization of the metal bath after adding the alloy additive. The process of dispersing the alloy additive in the ladle is based on the principle of convection and molecular and turbulent diffusion. From a practical point of view, the dispersion of the alloy additive in the metal bath is considered a macromixing process39,40. The end of this process is considered to be the moment of achieving a sufficient degree of homogenization of the bath Y, which is described by the following relations:
where ct, c0, c∞—tracer concentration at time t, at the beginning and at the end of the process, respectively.
As a rule, it is assumed that mixing occurs when the degree of homogenization of the metal bath reaches 95%, which corresponds to the dimensionless concentration \(\in \left\langle {0.95;\;1.05} \right\rangle\) 41,42. The ranges given in brackets indicate the dimensionless range of tracer concentrations (the component tested in the liquid steel or the tracer in other types of tests)39. In our analysis of the test results, the degree of bath homogenization of 95% was assumed.
In order to read the minimum mixing time of the tracer in the model liquid (tests using a water model or CFD simulations), mixing curves were used. The minimum mixing time of the tracer was treated as a criterion for assessing the efficiency of the liquid steel homogenization process. An example result of the determined mixing curve for tests using a water model is shown in Fig. 13. In order to obtain the dimensionless concentration, appropriate calculations were performed using the relationship (4).

Example of mixing time characteristic—WM—four measurement points.
The location of monitoring points is crucial for determining whether the solution of the steel-alloy additive (water tracer) is already homogeneous or not43. Therefore, in the CFD simulations, fifteen points were defined for monitoring the tracer concentration in the space occupied by the bath (in the entire ladle space). The number of measurement points in the tests using the water model was smaller due to the need to limit the negative impact of the sensors on the quality of the experiment (4 measurement points, see Fig. 5).
In the analysis, it was assumed that the minimum mixing time value is the longest mixing time obtained from all measurement points for both applied research methods (physical modeling and CFD simulations). Additionally, from laboratory experiments it was the average of five replications. These results are presented in Table 5. In order to enable direct comparison, the times determined for tests using the water model were converted to real time values (the value is given in brackets) according to the relationship (5):
Additionally, the relative error was calculated (Table 5—last column), which is defined according to the relationship:
Analyzing the obtained results (Table 5) for verification purposes, it is clearly visible that the CFD values in comparison with the experimental data show satisfactory convergence. The error value does not exceed 13.4%. This statement is justified by the fact that an error of 10–20% is generally considered acceptable when assessing reliable (industrial) flow characteristics for large objects. This error is also at an acceptable level for the industrial side, which authorizes further research.
However, when analyzing the data (Table 5) in terms of assessing the ladle operation (mixing time), a decrease in the minimum mixing time for the ladle equipped with the proposed solution—module in relation to the previous technology is observed. The obtained results also show slight differences in achieving the assumed degree of chemical homogenization of the metal depending on the module design used (number of slots and their width). The shortest time is recorded for the M8-50 module variant, i.e. with slots of 50 (170) μm width. The same tendency was shown by the results obtained in both research methods.
Modeling research of the selected variant for testing in industrial conditions
Considering the possibility of using a specific design variant of the module in industrial research, the M8-50 variant was selected for supplementary research, i.e. a module with 8 slots with a width of 50 μm. This choice resulted from the analysis of the results of previously carried out modeling studies of hydrodynamic phenomena occurring in the steel ladle as a result of using individual module variants and in accordance with the principle that the choice of a specific solution is always made on the basis of a compromise between the forecasted technological benefits, technical and organizational possibilities of the plant and the economic calculation of the project.
The supplementary studies included experiments (quantitative and qualitative) on the optimization of the model liquid mixing process from the point of view of reducing the consumption of inert gas. For this purpose, a wider range of gas flow rates was adopted for the studies, including lower values not used in metallurgical practice so far. The adopted lower values result from the predicted reduction in gas consumption based on previous research while maintaining high efficiency of argon blowing of liquid steel. The higher values result from the observed weaker effect of the gas column in the slag zone on the opening of the slag eye. The gas flow rates adopted in the supplementary studies are presented in Table 6. In order to determine the gas value in the model, the relationship (5) was used.
In order to directly compare the analyzed experimental variants, a summary of the minimum mixing time determined from the mixing curves is presented in Fig. 14. The analysis of the curves was performed in the same way as described in the validation chapter. Additionally, the graph shows the value of the minimum mixing time for industrial conditions, which was calculated according to the relationship (5).

Minimum mixing time for supplementary experiments.
The values of the minimum mixing time presented in Fig. 14 show an unexpected relationship that with decreasing gas flow rate the values of the minimum mixing time decrease. It should be noted that the values of these times for the considered variants are very similar. It can therefore be assumed that the module design is not significantly sensitive to changes in the gas flow rate in the tested range. This range is the upper limit of applicability. This result also allows to state the possibility of obtaining specific benefits in connection with the reduction of gas consumption in industrial conditions. The high efficiency of the module can be justified by favorable conditions for the formation of a gas column, its high compactness and a high degree of gas dispersion in the volume of the model liquid.
As a result of the conducted tests, it should be stated that the most advantageous variant is the gas flow rate of 2.8 (150) dm3·min-1, where the minimum mixing time is 49 (90) s. For comparison, for the current technology—with the use of a standard slot plug, this time is almost twice as long and amounts to 79 (145) s.
In summary, it should be stated that in industrial conditions for the process stages in which the main goal is to refine liquid steel, the optimal value of the gas flow rate is below 150 dm3·min−1, whereas in the case of the process phase aimed at homogenizing the chemical composition of the smelted steel after the introduction of alloy additives, the gas flow rate should be increased to a value above 150 dm3·min−1. However, for economic and technological reasons, it is not justified to use a gas flow rate above 200 dm3·min−1.
Industrial tests
After analyzing the model test results, a series of industrial modules was developed and manufactured in order to conduct the first tests under production conditions in the ladle. The modules were manufactured by Ł-ICiMB-O/MO. They were characterized by 8 slots with a width of 170 μm and were made of corundum-spinel concrete developed according to its own recipe. Before being sent for industrial tests, all manufactured modules were subjected to tightness tests of the connections using a pressure of 20 bar. The tightness tests were carried out using an LD 500 ultrasonic detector. Figure 15 shows a view of the designed module and the method of its installation in the ladle. In order to illustrate the size of the module in comparison with the traditional slot plug, Fig. 15b shows the bottom view of the industrial ladle with both solutions installed.

View of (a) the industrial module made for the first industrial tests, (b) the proposed solution—a modified gas-permeable module and a slot plug.
Industrial tests were carried out at the ladle furnace station in the steelworks Branch of Ferrostal Łabędy in Gliwice. However, during the industrial tests, unexpected serious problems were encountered concerning the insufficient durability of the module. Despite conducting several series of tests, none of them ended with a full ladle campaign. The durability of the module ranged from several to several dozen melts, after which it became leaky. Figure 16 shows flames visible on the refractory lining and ladle armor in the argon connection zone, resulting from the loss of module tightness. After each series of tests, the modules were assessed and despite attempts to introduce ad hoc improvements (internal design), the expected results were not achieved. It was found that completely eliminating the risk of module leakage requires more thorough and time-consuming work. Therefore, taking into account the need to maintain continuity of production in the company and, above all, the safety of the crew, industrial tests were suspended until a method to obtain the required module durability was developed.

View of the ladle after the module lost its tightness.
However, based on preliminary industrial tests of argon blowing of liquid steel using an innovative module, it was found that from the point of view of the hydrodynamics of the process, the observed phenomena basically match the results of model tests. In practice, this allows for shortening the argon process at the ladle furnace station and reducing the consumption of argon gas.
The blowing process, while maintaining the required tightness of the module, proceeded as expected. A certain problem was the need to significantly increase the gas flow (significantly above the recommended values) at the stage of regulating the chemical composition of the smelted steel, related to the need to expose the steel surface eye in order to introduce alloy additives. This could have been one of the reasons for the destruction of the tested modules. Nevertheless, to sum up, it should be stated that after solving the problem of durability of innovative modules, their practical application may bring promising results.
Summary and conclusions
The introduction of new technological solutions to industrial practice, aimed at improving the current technology and, consequently, improving production results (qualitative and economic), requires conducting numerous previous studies. A good solution is to use research techniques—physical and numerical modeling of metallurgical processes. These techniques are widely used and supported by extensive literature. The presented own results obtained using a water model and CFD simulations clearly show that this trend is correct and creates great opportunities for testing new solutions. The presented studies have shown that the proposed solution of a gas-permeable slot-type module can be an effective alternative to currently used solutions.
Based on the conducted studies, the following conclusions can be drawn:
-
Variants using a gas-permeable slot module are characterized by a more favorable mechanism of forming a gas column even at low gas flow rates compared to the previously used blowing technology by slot plug.
-
The observed, fragmented structure of bubbles in the gas column and their uniform outflow towards the surface of the model liquid is a factor that favors the effective capture of non-metallic inclusions and their transport to the slag.
-
The stability of the gas column in the variants with the new solution has been increased by reducing the tendency to swirl with increasing gas flow rate. This is an advantage over the previous technology.
-
The use of a gas-permeable slot-type module ensures uniform mixing of the model liquid in the entire volume of the bath due to greater fragmentation of gas bubbles and a larger active surface of the gas cone, and consequently better dispersion of the gas phase in the model liquid.
-
The use of the proposed solution—module causes a reduction of slow-flow regions (dead zone share) in the working space of the ladle compared to the previous technology. They are located in the same areas of the ladle volume space as in the case of the previously used technology, however, there is a noticeable tendency to limit their range (from 17.47% to 11.54–8.45% depending on the module design).
-
The temperature distribution of the liquid steel indicates that, in comparison with the previous technology, gas injection through the module allows for a higher degree of thermal homogenization of the metal bath.
-
The use of the proposed solution (gas-permeable module) indicates its high efficiency in generating hydrodynamic conditions conducive to homogenization of the steel bath in the working space of the ladle. The minimum mixing time of the alloy additive is shortened—in comparison with the previous technology (Tables 5 and 6).
-
An important design feature of the module, which determines the required work in the conditions of a specific steel plant, is the proper selection of the width and number of slots. The most advantageous variant of the module, analyzing the conducted research and taking into account the specificity of the steel plant, is a module with 8 slots with a width of 170 μm.
-
The research has shown that in the case of using the module, the optimal value of the gas flow rate is in the range of 150–175 dm3·min−1 with the currently used value of 200 dm3·min−1.
-
Currently, argon consumption during furnace processing (traditional technology—porous plug) is 0.38 kg/Mg. Application of the module in industrial conditions (by reducing the gas flow rate) will reduce the amount of argon used by approx. 12%.
-
By introducing a new solution (module) in industrial conditions, the processing time at the ladle furnace station can be shortened by approx. 10%.
In conclusion, it should be stated that despite the high level of advancement, both technical and technological, of the process of blowing gas through liquid steel, its further development is possible in order to increase the efficiency of refining and more effective mixing and homogenization. The results of laboratory (model) tests conducted in the direction of increasing the active surface of gas injection devices and more effective fragmentation of the gas stream, and consequently increasing the degree of gas dispersion in liquid steel, give promising results. It seems that the purging plugs used so far, even of very sophisticated design, do not ensure the achievement of such high process requirements. Therefore, they should be replaced with new types of design solutions. Such a solution is the proposal of a gas-permeable module presented in the article. As the tests have shown, it meets the expectations in terms of the hydrodynamics of the steel blowing process. However, it requires further work to obtain appropriate refractory materials that meet high strength requirements, ensuring safe conduct of the process in industrial conditions.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author (M.S—modelling study, R.W.—industrial research results) on reasonable request.
Abbreviations
- cb :
-
Dimensionless tracer concentration
- ct :
-
Tracer concentration at time t
- c0 :
-
Tracer concentration beginning of the process
- c∞ :
-
Tracer concentration end of the process
- Cm :
-
Mass constant of the model fluid
- Cp :
-
Mass constant of the industrial fluid
- FrN :
-
Modified Froude number
- g:
-
Acceleration due to gravity
- ρg :
-
Gas density
- ρl :
-
Liquid density
- L:
-
Characteristic dimension (liquid height in the model)
- Qm :
-
Fluid flow rate in the water model
- Qp :
-
Fluid flow rate for an industrial reactor
- SL :
-
Scale of geometric similarity
- St :
-
Time scale
- Sv :
-
Velocity scale
- t:
-
Time
- \({\text{t}}_{\text{m}}^{\text{WM}}\) :
-
Minimum mixing time from water model
- \({\text{t}}_{\text{m}}^{\text{CFD}}\) :
-
Minimum mixing time from CFD
- T:
-
Temperature
- V:
-
Gas injection velocity
- Y:
-
Degree of homogenization of the bath
- \({\updelta }_{\text{i}}\) :
-
Relative error
References
Ghosh, A. Secondary Steelmaking: Principles and Application (CRC Press, 2000).
Mazumdar, D. & Guthrie, R. I. L. The physical and mathematical modelling of gas stirred ladle systems. ISIJ Int. 35(1), 1–20. https://doi.org/10.2355/isijinternational.35.1 (1995).
Mazumdar, D. & Ewans, J. W. Macroscopic models for gas stirred ladles. ISIJ Int. 44(3), 447–461. https://doi.org/10.2355/isijinternational.44.447 (2004).
Szekely, J., Wang, J. W. & Keiser, K. M. Flow pattern velocity and turbulence energy measurements and predictions in a water model of an argon-stirred ladle. Metall. Mater. Trans. B 7(2), 287–295. https://doi.org/10.1007/BF02654928 (1976).
Mazumdar, D., Dhandapani, P. & Sarvanakumar, R. Modeling and optimisation of gas stirred ladle systems. ISIJ Int. 57(2), 286–295. https://doi.org/10.2355/isijinternational.ISIJINT-2015-701 (2017).
Xing, L., Xiao, W., Bao, Y., Wang, M. & Ai, X. Process optimization of bottom-blown argon for 130t ladle furnace. Ironmak. Steelmak. 50(7), 894–899. https://doi.org/10.1080/03019233.2023.221824 (2023).
Guo, X. et al. Mixing time prediction in a ladle furnace. Metals 14(5), 2–17. https://doi.org/10.3390/met14050518 (2024).
Pérez, L. E., Amaro-Villeda, A., Conejo, A. N., González-Rivera, C. & Ramírez-Argáez, M. A. Optimizing gas stirred ladles by physical modeling and PIV measurements. Mater. Manuf. Processes 33(8), 882–890. https://doi.org/10.1080/10426914.2017.1401722 (2018).
Cao, Q. & Nastac, L. Mathematical investigation of fluid flow, mass transfer, and slag-steel interfacial behavior in gas-stirred ladles. Metall. Mater. Trans. B 49(3), 1388–1404. https://doi.org/10.1007/s11663-018-1206-y (2018).
Conejo, A. N. Physical and mathematical modelling of mass transfer in ladles due to bottom gas stirring: A review. Processes 8(7), 1–23. https://doi.org/10.3390/pr8070750 (2020).
Haiyan, T., Xiaochen, G., Guanghui, W. & Yong, W. Effect of gas blown modes on mixing phenomena in a bottom stirring ladle with dual plugs. ISIJ Int. 56(12), 2161–2170. https://doi.org/10.2355/isijinternational.ISIJINT-2016-360 (2016).
Akbari, M., Safaei, B. & Zarei, T. Investigation of gas purging configuration in an industrial ladle by computational fluid dynamics. Phys. Fluids 35, 053334. https://doi.org/10.1063/5.0151424 (2023).
Liu, Y. et al. Physical and numerical modelling on the mixing condition in a 50 t ladle. Metals 9(11), 1–18. https://doi.org/10.3390/met9111136 (2019).
Liu, Y., Ersson, M., Liu, H., Jonsson, P. G. & Gan, Y. A review of physical and numerical approaches for the study of gas stirring in ladle metallurgy. Metall. Mater. Trans B 50(1), 555–577. https://doi.org/10.1007/s11663-018-1446-x (2019).
Lis, T. High-Purity Steel Metallurgy (Silesian University of Technology Publishing House, 2009).
Pieprzyca, J., Merder, T., Saternus, M., Gryc, K. & Socha, L. The influence of parameters of argon purging process through ladle on the phenomena occuring in the area of phase distributions: Liquid steel-slag. Arch. Metall. Mater. 64(2), 653–658. https://doi.org/10.24425/amm.2019.127594 (2019).
Magnesite Plants ROPCZYCE S.A. Information materials (Materials—iron and steel industry) ROPCZYCE S.A. [online]. 2025. [viewed: 2025-01-08]. Available from: from https://ropczyce.com.pl
RHI Magnesita GmbH. Information materials RHI Magnesita GmbH. [online]. 2024. [viewed: 2024-11-25]. Available from: https://www.rhimagnesita.com
Merder, T. & Pieprzyca, J. The influence of porous plug type on argon blowing process. 26th International Conference on Metallurgy and Materials. Brno, Czech Republic, EU, May 24–26 2017. [Published online 9 January 2018]. Available from: https://www.confer.cz/metal/2017/1485-the-influence-of-porous-plug-type-on-argon-blowing-process
Liu, H., Qi, Z. & Xu, M. Numerical simulation of fluid flow and interfacial behavior in three-phaseargon-stirred ladles with one plug and dual plugs. Steel Res. Int. 82(4), 440–458. https://doi.org/10.1002/srin.201000164 (2011).
González-Rivera, C., Ramirez-Argáez, M. A., Amaro-Villeda, A., Trápaga-Martínez, G. & Jardón-Pérez, L. E. Optimizing the performance of a dual-injection gas-stirred ladle using physical modeling. Steel Res. Int. 93(6), 1–14. https://doi.org/10.1002/srin.202100719 (2022).
Warzecha, M., Hutny, A., Warzecha, P., Kutyła, Z. & Merder, T. Investigations of dual plug argon blowing for efficient mixing at ladle furnace station. Arch. Metall. Mater. 66(2), 561–572. https://doi.org/10.24425/amm.2021.135893 (2021).
Barchuk, Y. & Shcherbak, M. Moduł do dennego przedmuchiwania wytopu gazami szlachetnymi. PL Patent 229475, 31 (2018).
Michalek, K. The Use of Physical Modeling and Numerical Optimization for Metallurgical Processes (Publishing of the VSB, 2001).
Chanson, H. The Hydraulics of Open Channel Flow (Publishing of the Butterworth-Heinemann, 1999).
Michalek, K., Gryc, K. & Moravka, J. Physical modelling of bath homogenization in argon stirred ladle. Metalurgija 48(4), 215–218 (2009).
Panic, B. 3D Model studies on the effect of bed and powder type upon radial static pressure and powder distribution in metallurgical furnaces. Arch. Metall. Mater. 62(3), 1449–1452. https://doi.org/10.1515/amm-2017-0224 (2017).
Svantesson, J. L., Ersson, M. & Jönsson, P. G. Effect of froude number on submerged gas blowing characteristics. Materials 14(3), 1–19. https://doi.org/10.3390/ma14030627 (2021).
Pieprzyca, J. & Merder, T. Modified froude criterion in modeling two-phase flows in a steel ladle. Metalurgija 61(1), 145–148 (2022).
Müller, L. Application of Dimensional Analysis in Model Research (Publishing of the PWN, 1983).
Merder, T. et al. Model investigation of argon injection into liquid steel at ladle furnace station with using of innovative module. Materials 16(24), 1–18. https://doi.org/10.3390/ma16247698 (2023).
User’s Guide ANSYS (Canonsburg, Publishing of the ANSYS, 2019).
Shih, T., Liou, W., Shabbir, A., Yang, Z. & Zhu, J. A New k-ε eddy-viscosity model for high reynolds number turbulent flows-model development and validation. Comput. Fluids 24(3), 227–238. https://doi.org/10.1016/0045-7930(94)00032-T (1994).
Niu, K., Feng, W., Conejo, A. N., Ramírez-Argáez, M. A. & Yan, H. 3D CFD Model of ladle heat transfer with gas injection. Metall. Mater. Trans. B 54(4), 2066–2079. https://doi.org/10.1007/s11663-023-02816-2 (2023).
Brennen, C. E. Fundamentals of Multiphase Flows (Cambridge University Press, 2005).
Crowe, C. T., Schwarzkopf, J. D., Sommerfeld, M. & Tsuji, Y. Multiphase Flows with Droplets and Particles 2nd edn. (CRC Press, 2011).
Wilcox, D. C. Turbulence Modeling for CFD (Publishing of the DCW Industries, 1993).
Xia, J. L. & Ahokainen, T. Homogenization of temperature field in a steelmaking ladle with gas injection. Scand. J. Metall. 32(4), 211–217. https://doi.org/10.1034/j.1600-0692.2003.00642.x (2003).
Jowsa, J. Engineering of Ladle Processes in Metallurgy (Czestochowa University of Technology Publishing, 2008).
Levenspiel, O. Chemical Reaction Engineering (John Wiley & Sons Inc, 1999).
Szekely, J., Carlsson, G. & Helle, L. Ladle Metallurgy (Springer-Verlag, 1989).
Wen, C. Y. & Fan, L. T. Models for Flow Systems and Chemical Reactions (Dekker, 1975).
Li, I. et al. Effect of salt solution tracer dosage on the transport and mixing of tracer in a water model of asymmetrical gas-stirred ladle with a moderate gas flowrate. Symmetry 16(5), 2–19. https://doi.org/10.3390/sym16050619 (2024).
Acknowledgements
The article supported by resources of the Ministry of Science and Higher Education as Statutory Researches realised at Czestochowa University of Technology. The article was also supported by financed by statutory researches no. 11/020/BK_25/0143 for the Faculty of Materials Engineering of the Silesian University of Technology. This research was supported by the National Centre for Research and Development (grant numer 1/POIR/08/2018) beneficjent Cognor S.A. Branch of Ferrostal Łabędy in Gliwice.
Author information
Authors and Affiliations
Contributions
Conceptualization, T.M., J.P. and M.W.; methodology, T.M., J.P., M.W and R.W.; formal analysis, M.S.; investigation, T.M., M.W., J.P., P.W., R.W. and J.W.; writing—original draft preparation, M.S., T.M. and J.P.; writing—review and editing, R.W., J.W. and L.S.; visualization, L.S.; supervision, T.M. and R.W; project administration, R.W and T.M..; funding acquisition, R.W, T.M. and M.W.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Merder, T., Warzecha, M., Pieprzyca, J. et al. New design solution for porous plug in the argon steel purging process. Sci Rep 15, 21540 (2025). https://doi.org/10.1038/s41598-025-07054-x
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-07054-x
