
Abstract
As noise pollution intensifies in urban areas, the need for sustainable and effective sound-reducing porous materials becomes increasingly critical. This research addresses that need by developing gypsum-based composites enhanced with vermiculite and recycled rigid polyurethane (RPU) powder, using a blend-press-sinter methodology. Gypsum-based composites were chosen for their cost-effectiveness, recyclability, structural stability, and sound-absorbing properties, all with minimal environmental impact. This approach supports the circular economy by repurposing waste materials. High-resolution scanning electron microscopy (HR-SEM) and Fourier transform infrared spectroscopy (FTIR) were employed to analyze the size, structure, uniformity, and presence of organic and inorganic compounds. Using response surface methodology (RSM) for optimization, the ideal formulation for the noise reduction coefficient (NRC) was identified, with an optimal mix of 5.3 wt% vermiculite and 6.5 wt% RPU, achieving an NRC value of 0.3628. Acoustic simulations using COMSOL Multiphysics, guided by the Johnson-Allard model, demonstrated that the optimized composite effectively reduced sound pressure levels by 17 to 58 dB across the 200 to 2000 Hz frequency range. These findings underscore the composite’s potential for room acoustics applications. By incorporating recycled and natural materials, this approach not only enhances acoustic performance but also promotes sustainable material practices.
Similar content being viewed by others


Introduction
In recent years, many studies have been carried out to improve acoustic insulation, with the focus on sustainable porous materials. Acoustic insulation is very important in enhancing sound quality and reducing noise pollution in various places. Researchers are increasingly interested in gypsum composites for improving sound absorption and insulation, and for contributing greener environment by applying natural and secondary materials in building processes. Noise pollution in modern times has emerged as a significant problem since cities continue to expand and technologies develop with great speed1. Excessive noise may raise health risks such as loss of hearing, stress, and even destruction of industrial buildings2,3. Being acutely aware of the problem, governments have started to pass strict noise regulations, which has caused great interest in searching for effective, sustainable materials to reduce noise4.
Synthetic acoustic absorbers, such as polyurethane foams and polyester fibers, have been widely utilized in noise control applications due to their lightweight and cost-effective properties. However, these materials often exhibit limitations in sound absorption performance, particularly at specific frequency ranges, and raise environmental concerns due to their non-biodegradable nature. Consequently, there is a growing interest in exploring sustainable alternatives that offer enhanced acoustic properties while being environmentally friendly. Several studies have evaluated the sound absorption performance of synthetic materials. For instance, Liang et al. (2022) reviewed various synthetic fiber materials and noted that, despite structural modifications, these materials often suffer from low sound absorption coefficients (SAC) and narrow effective frequency bands, limiting their industrial noise reduction capabilities5. Similarly polyurethane foams, while commonly used, exhibit moderate acoustic performance, with SAC values typically ranging between 0.4 and 0.6 at mid to high frequencies6. In contrast, natural fiber-based composites, such as those made from coir or jute, have demonstrated superior sound absorption properties. For example, Muralidharan (2024) reported that coir-based materials achieved SAC values exceeding 0.9 at certain frequencies, outperforming many synthetic counterparts7.
Gypsum is important for its usage in various industries focused on acoustical performance due to its abundance, low cost, and absorption ability8. In construction, it is a core material in drywall systems and plasters that reduce noise pollution through sound absorption, particularly in residential homes, commercial buildings, and institutions9. Acoustic qualities of this material find application in recording studios, theatres, and concert halls through damping echoes and improving sound10. Gypsum-based barriers are used in industrial plants to reduce the noise generated by machinery, thus ensuring safety and compliance11. Such gypsum products also find applications in transport infrastructure, in schools, health institutions, and workplaces to reduce noise to ensure comfort and productivity12,13. Recently, vermiculite and recycled rigid polyurethane (PU) powder have been studied as additives in improving the sound absorption efficiency of the composites. Vermiculite is a lightweight porous mineral of thermal stability, which possesses some good sound-absorbing qualities14,15. This mineral has found applications in the construction, automotive interior, and appliance insulation industries for the reduction of noise and improvement of thermal comfort16,17. In agriculture, vermiculite is used for soil conditioning and the noise absorption of greenhouses18. It also provides good fireproofing, which is suitable for use in safes, furnaces, and fire doors19,20. The effective material attributes in the vermiculite category are said to create value for the material to improve any service in thermal and acoustical performance21.
Recycled Rigid Polyurethane (RPU) powder, which comes from post-consumer polyurethane foam scrap, serves as an environmentally friendly replacement for a filler or additive, replacing an assortment of applications. Because recycling of PU foams can be achieved by three techniques, namely, mechanical, chemical, and thermal techniques, each unique method has its advantages and disadvantages22. The mechanical method includes crushing and grinding foams into numerous fragments, turning them into powder, thus usable for insulation materials and carpet underlay23. It is cost-effective, energy-efficient, and easy to carry out, although the recycled material may be of low quality because of contamination24. Chemical recycling in general breaks the PU foam down to its elemental components, such as polyols and isocyanates, and can be reused in the process of the production of new polyurethane foams25. It is possibly more suitable for ensuring the highest quality of recycling, although very complex equipment is needed, which could be expensive to carry out, and might cause environmental and safety concerns26. Thermal recycling, otherwise known as pyrolysis, is a process in which the PU foams are treated at high temperatures in the absence of oxygen until they break down to gaseous, liquid, and solid products, which are then used as feedstock materials for new materials or for energy recovery27,28. While this method is efficient and can handle a variety of foam types and contaminants, it is energy-intensive and may generate emissions requiring treatment29. The most suitable method of recycling will depend on the requirements for the final product in terms of quality, the resources available, and the impact on the environment30. Recycled RPU powder is ideal for acoustical applications, offering enhanced mechanical properties, such as strength and durability, while effectively absorbing sound waves to reduce noise and reverberation31. It’s thermally stable and ensures consistent acoustical performance across temperature changes, while its smooth surface allows for versatile aesthetic finishes32. RPU powder presents an exciting opportunity for creating quiet, comfortable, and visually appealing acoustic solutions in spaces like recording studios, theatres, and offices33. Gypsum-based materials have been shown to exhibit high porosity, achieving sound absorption coefficients over 90% for frequencies below 1000 Hz when perforated34,35. Vermiculite has also proven effective in sound absorption, particularly when used as a filler in bio-based composites36. Studies have shown that vermiculite enhances mechanical stability, sound absorption, and microbiological resistance, contributing to sustainability by acting as carbon storage37. In combinations like vermiculite and coconut coir fibres, the material has shown an 18.7% improvement in acoustic absorption, making it a competitive alternative to conventional sound insulation options38. Studies combining RPU with fabrics and bamboo fibres have shown improved sound absorption, particularly at mid and low frequencies39. Additionally, rebonded RPU foams have achieved SAC above 0.8 over a wide frequency range, highlighting their adaptability and effectiveness in noise control. To optimize the NRC of gypsum composites, we utilized a statistical technique called RSM with a CCD, a type of design of experiments (DOE) dealing with the process of investigation and optimization of relationships between multiple input variables and their effects on one or more output responses40. RSM explores these interactions systematically, often by use of polynomial designs, so that optimal conditions are identified by a minimum number of experiments41. This technique is therefore very useful, especially during iterative refinement of an experimental setup42. It is also very useful in cases involving complex systems and when resources are constrained, where it becomes very important to maximize a response using as few trials as possible43.
The Johnson-Allard model is a tool originally developed to simulate acoustic propagation in porous media, including foams and fibres44. This model relies on a porous and rigid material framework, where the material’s rigid frame supports a network of interconnected pores. These pores allow air and sound waves to penetrate the material, interact with the solid framework, and contribute to the overall acoustic behaviour. The most important parameters for implementing this kind of model are flow resistivity, surface tortuosity, porosity, thermal and viscous characteristic lengths45. Porosity is the ratio of the pore volume to the total volume. It directly affects sound absorption46. Flow resistivity refers to the measurement of how much a material resists the passage of airflow through it. The higher the flow resistivity, the higher the sound absorption47. Tortuosity is a measure of how tortuous the average path of airflow is through the pore space of the material48. Generally, the more convoluted the path, the longer it takes to flow through the material, which results in more interactions between the sound wave and the material. These interactions cause the sound energy to be dissipated, which results in absorption. Viscous and Thermal Characteristic Lengths are lengths associated with the friction and heat transfer effect, which contain the energy dissipation mechanisms49,50. However, an inverse acoustic characterization method has been developed to estimate these parameters from experimental data by minimizing the difference between model predictions and actual measurements. COMSOL Multiphysics is a software application utilized for FEM analysis and multi-physics simulations, supporting a wide variety of applications in mechanics, fluid dynamics, and acoustics51,52. Praised by many for its very user-friendly interface and ease of coupling of multiple physical phenomena in one model, COMSOL has become a favourite tool in academic research and education53. Though powerful and industry-focused, Ansys ranks below COMSOL in terms of popularity within the academic community, precisely because of its relative user-friendliness and flexibility, making COMSOL well-suited to solve several complex cross-disciplinary problems54,55.
The novelty of this research lies in its response to the growing need for sustainable soundproofing solutions to combat the rising levels of noise pollution in urban environments. By developing gypsum-based composites enhanced with vermiculite and recycled rigid polyurethane (RPU) powder, this study proposes a blend-press-sinter methodology that optimizes the cost-effectiveness, recyclability, and sound-absorbing properties of gypsum while ensuring structural stability. The use of recycled materials, such as RPU powder, aligns with the principles of a circular economy, reducing waste and promoting sustainability. To maximize the acoustic performance, the study employs Response Surface Methodology (RSM) to identify the optimal Noise Reduction Coefficient (NRC) value. Additionally, real-time simulations of room acoustics are conducted using COMSOL Multiphysics, providing valuable insights into the performance of these composites in various environmental settings56,57. This innovative approach not only addresses environmental concerns by reusing waste materials but also contributes to the development of effective, eco-friendly sound insulation solutions for a wide range of applications.
Methodology
Materials
Gypsum was procured from Kaoni and Randhisar Gypsum Mines, India with an average size of 6.2 ± 1.5 μm. Commercially available Vermiculite with an average size of 7.3 ± 1.2 μm is procured from Sri Ramamurthy Vermiculite Mines, India. The waste rigid polyurethane was acquired from ASL DRDO, Hyderabad, and processed through recycling with an average size of 254 ± 18 μm. Their properties are mentioned in Table 1.
Preparation of gypsum composites
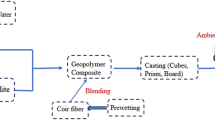
The manufacturing process of gypsum composites starts with selecting and procuring the major raw materials used: gypsum, vermiculite, and recycled rigid PU powder. The first process in manufacturing composite is grinding and mixing of ingredients to get a uniform distribution of each ingredient. The RPU was grinded using an ADIT grinder, and the vermiculate particles were grinded using a pulverizer and turned into smaller particles. The gypsum, vermiculite, and RPU particles were sieved using a RETSCH AS 200 basic vibratory sieve shaker for 20–30 min. The gypsum and vermiculate obtained are around 1–10 μm, and the RPU powder processed is around 200–300 μm. After sieving, powder mixing was performed using a Fritsch Pulverisette 6 classic line planetary ball mill with a powder-to-ball ratio of 10:1 made of titanium balls, operating at 300 rpm for 60 min, ensuring uniform distribution of fillers in the gypsum and consistent composite properties. After grinding and mixing, the mixture is poured into silicon moulds, provided by Chemzest Techno Products PVT LTD, India. These silicone molds are created by pouring silicone into 3D-printed models with the exact dimensions, allowing them to cure until hardened. Once cured, the silicone molds are removed and used for fabricating the samples. After that, it is compressed using a Shimadzu Universal Testing Machine (Model: AG-X Plus, 50 kN capacity) at a pressure of 10 MPa, which will allow us to achieve the desired measurements of 100 mm across and 20 mm thick., to maintain the material’s acoustic properties by preserving some air pockets within the structure, which can be beneficial for sound absorption. This ensures high density in the composite and gives strength to the final product. The green compact sample is then taken out and cured in a Nabertherm LHT 02/17 LB muffle furnace at 150 ℃ for 2 h to improve the strength and stability of the composite. At this point, any remaining moisture is driven off, and the material achieves its final properties. Figure 1 illustrates the flow chart for the gypsum composite production process. Figure 2 shows an image of the final sample of gypsum composites.

Flow chart for the gypsum composite production process.

Final sample of gypsum composites.
Acoustic setup
This study focuses on evaluating the sound absorption properties of the developed composite using a custom-built impedance tube setup following ASTM E1050-12 standards. Sound absorption—defined as the reduction in sound power levels within an environment—differs from sound insulation, which blocks sound transmission between spaces. The impedance tube used in this study is made of acrylate for optimal acoustic performance and durability, with an internal diameter of 100 mm and a length of 900 mm. A 16 Ω speaker capable of generating sound between 200 Hz and 2000 Hz is mounted on the left end, and a cylindrical test sample of 100 mm diameter is placed at the right end. Two Microtech Gefell microphones are positioned at the center of the tube and are connected to an M + P Vibpilot data acquisition system. The entire setup is controlled via a computer running MATLAB, which facilitates automated signal acquisition and processing. Time-domain signals are captured using M + P spectrum analyzer software with a frequency resolution of 0.5 Hz. The Sound Absorption Coefficient (SAC) is computed in MATLAB using transfer function equations derived from the microphone data. Each test is repeated to ensure accuracy, and average SAC values are reported. The complete test configuration is shown in Fig. 3.

Impedance tube test setup.
According to the ASTM E1050 and ISO 10534-2 standards, the usable frequency range of an impedance tube is determined by its diameter. For a 100 mm diameter tube, the reliable frequency range falls between 200 Hz and 2000 Hz. This range ensures that only plane waves propagate within the tube and avoids interference from higher-order acoustic modes. The cutoff frequency for the first non-planar (radial) mode is given by the following formula:
Where \(\:{f}_{c}\:\) is the cutoff frequency (Hz), \(\:c\) is the speed of sound in air (typically ~ 343 m/s), and \(\:D\) is the internal diameter of the tube (in meters).
For a tube diameter of 100 mm (0.1 m), this yields a cutoff frequency of approximately 2008 Hz. Frequencies below ~ 200 Hz are limited by the length of the sample and the signal-to-noise ratio58. Table 2 below summarizes the practical frequency limits for different tube diameters:
The transfer function was estimated from the data obtained from the two microphones, following Eqs. 2 and 3.
where \(\:{k}_{0}\) is the wave number, f is the frequency, and \(\:{c}_{0}\) is the speed of sound.
where, \(\:{H}_{12}\) is the acoustic transfer function, \(\:p2\) and \(\:p1\) are the acoustic pressures of two microphones, \(\:{x}_{1}\) and \(\:{x}_{2}\:\)are the distances between the location of the sample x = 0 and the two microphones. The reflection and absorption coefficients are calculated using Eqs. 4 and 5.
where, \(\:R\) is the Reflection coefficient.
Where, is the Absorption coefficient.
The Sound Absorption Coefficient (SAC) can be determined using Eq. 5, where R represents the complex sound reflection coefficient, derived from Eq. 4. This coefficient is the ratio of reflected to incident pressure.
where \(\:{\alpha\:}_{250}\), \(\:{\alpha\:}_{500}\), \(\:{\alpha\:}_{1000}\), and \(\:{\alpha\:}_{2000}\) are the Sound Absorption Coefficients (SAC) at 250, 500, 1000, and 2000 Hz frequencies respectively.
To assess the accuracy of the experimental results, the percentage error between the actual and predicted values of the NRC was calculated using the equation:
Where \(\:{NRC}_{actual}\) and \(\:{NRC}_{predicted}\:\)are Actual and Predicted value of NRC obtained from the experimental statistical analysis.
Equation 6 provides the method to obtain the NRC, whereas Eq. 7 determines the percentage of error between the actual and predicted NRC59.
Response surface methodology (RSM)
Response Surface Methodology (RSM) was used to optimize the formulation of gypsum-based composites by evaluating the effects of vermiculite and recycled RPU powder content on the Noise Reduction Coefficient (NRC). A Central Composite Design (CCD) was employed to develop a second-order polynomial model for predicting NRC values. The experimental design, based on the Design of Experiments (DOE) methodology, considered input parameters such as the weight percentages of vermiculite, RPU powder, and gypsum, with NRC as the output across 13 samples. The design and analysis were conducted using Minitab software, which also calculated the density of each sample. Table 3 presents the composition of the samples, where S0 is the control (pure gypsum), and S1–S13 represent different proportions of vermiculite and RPU powder. These variations lead to differences in material interactions, phase distribution, and microstructure, affecting properties like density and acoustic absorption. The regression equation (Eq. 8) models NRC based on the weight percentages of vermiculite and RPU powder. The quadratic model was statistically significant for all parameters, confirming that the chosen filler proportions provided effective acoustic shielding60.
Inverse characterization using GA
In this study, the design parameters for acoustic optimization were determined using a genetic algorithm (GA), which effectively addressed the complexity and constraints associated with inverse characterization problems61,62. The non-acoustic properties of the gypsum-based composite—flow resistivity (σ), thermal characteristic length (Λ′), viscous characteristic length (Λ), porosity (ϕ), and tortuosity (α∞)—were estimated using a GA-based MATLAB program incorporating the Johnson-Champoux-Allard (JCA) model. These parameters are critical for accurate acoustic simulation in COMSOL Multiphysics. The inverse characterization employed standard input parameters, including air density (ρ_air = 1.21 kg/m³), dynamic viscosity (η = 1.84 × 10⁻⁵ Ns/m²), Prandtl number (Pr = 0.702), specific heat ratio (γ = 1.4), and atmospheric pressure (P₀ = 101,320 N/m²)63. The GA facilitated robust convergence, enabling precise modeling of acoustic behavior in porous gypsum composites64. The parameters are very important in simulating the acoustic behavior of the gypsum composite in COMSOL Multiphysics.
Where \(\:{F}_{m}\) is the cost function that represents the total error or difference, \(\:\sum\:n\) is the summation of all data points n, \(\:{\alpha\:}_{exp}\left({\omega\:}_{n}\right)\) is The experimental value of the property α at angular frequency \(\:{\omega\:}_{n}\), \(\:{\alpha\:}_{mod}\left({\omega\:}_{n}\right)\) is the model-predicted value of the property α at an angular frequency \(\:{\omega\:}_{n}\).
Where \(\:{p}_{eff}\) is the Effective density of the porous material, \(\:{\alpha\:}_{\infty\:}\) is Tortuosity, \(\:{p}_{air}\) is the density of air (1.21 kg/m³), \(\:{\upvarphi\:}\) is Porosity, \(\:\sigma\:\) is Flow resistivity, \(\:j\:\) is an imaginary unit used to denote complex numbers, \(\:\omega\:\) is the angular frequency, \(\:{\upeta\:}\) is the viscosity of air (1.84 × \(\:{10}^{2}\)) Ns/m²), \(\:{\Lambda\:}\:\text{i}\text{s}\:\text{V}\text{i}\text{s}\text{c}\text{o}\text{u}\text{s}\:\text{c}\text{h}\text{a}\text{r}\text{a}\text{c}\text{t}\text{e}\text{r}\text{i}\text{s}\text{t}\text{i}\text{c}\:\text{l}\text{e}\text{n}\text{g}\text{t}\text{h}.\)
Where, \(\:{K}_{eff}\) is the effective bulk modulus of the porous material, \(\:\gamma\:\) is the specific heat ratio of air (1.4), \(\:{p}_{0}\) is the atmospheric pressure, \(\:{p}_{r}\) is atmospheric pressure (101,320 N/m²).
Where Z is the Acoustic impedance.
Where K is the Wave number.
Computational simulation
COMSOL Multiphysics was used to simulate and optimize the acoustic properties of gypsum-based composites and recycled materials, focusing on sound propagation, absorption, and reflection. The finite element model adhered to the six-elements-per-wavelength rule to ensure reliable results within the 200–2000 Hz frequency range. Variations in material composition, density, and thickness of gypsum-based composites were analyzed for their impact on sound absorption. The acoustic properties of recycled materials were compared to gypsum composites to assess their potential for sound insulation applications65. Parametric analysis and design optimizations were conducted to refine material composition and geometry for enhanced sound absorption efficiency. This research highlights the feasibility of using recycled construction and demolition waste as a sustainable alternative to conventional sound-insulating materials.
Results and discussion
High-resolution scanning electron microscope (HR-SEM)
High-resolution Scanning Electron Microscopy (HR-SEM) analysis was conducted to study the microstructure, dispersion of fillers, and pore morphology of the gypsum composite samples. The specimens were first sectioned to appropriate dimensions (~ 10 mm × 10 mm) and air-dried for 24 h to remove any residual moisture. To ensure electrical conductivity and high-resolution imaging, the samples were mounted on aluminum stubs using carbon adhesive tape and subsequently sputter-coated with a ~ 10 nm layer of gold using a Quorum Q150R ES sputter coater. SEM imaging was performed using a ZEISS EVO 10 scanning electron microscope equipped with a LaB₆ electron source, operating in secondary electron (SE) mode. The EHT was set at 10 kV, with a working distance of 8–11 mm, and the chamber was maintained at a high vacuum (~ 10⁻⁵ mbar). Images were captured at varying magnifications ranging from 150× to 18,000×, depending on the structural features being analyzed. Image acquisition was carried out using the integrated SmartSEM software, ensuring consistent contrast and brightness across all samples. These images provide qualitative insights into the homogeneity of the filler dispersion and the porous architecture crucial to acoustic performance. Gypsum particles exhibit a granular or blocky structure with smooth surfaces, varying in shape and size66. Pores and cavities in gypsum also differ in size and have developed thickness. Depending on the place of origin of the gypsum and the method of its processing, the size and thickness of pores differ. Pores can have a size from 1 to 10 micrometers and developed thickness67. Upon close observation, the presence of Gypsum can be confirmed by inspecting Fig. 4a. Vermiculite shows characteristic flaky and layered morphology68. The individual layers are very thin and can range from a few micrometers up to several millimeters, but typically fall within the range of 1 to 10 micrometers for smaller particles. Pores and voids within the Vermiculite can be in micron sizes69. This can be observed, and its presence can be confirmed by looking at Fig. 4b. The particles of RPU powder have an uneven, granular shape with rough surfaces. The individual particles are irregular in shape and different from each other. The average lateral dimensions of the individual particles usually lie in the range between 200 and 500 micrometers. Pores and voids may be present within the particles of the RPU powder70. Pores can be tiny – ranging a few micrometers in diameter, and of course, thicknesses change accordingly. The changes in pore characteristics are directly influenced by factors such as the type of recycling processes used, and the material of the polyurethane used. These characteristics, in turn, influence the pore size and thickness71. This can be observed, and the presence of RPU powder is confirmed by looking at Fig. 4c. Figure 4d presents the HR-SEM image of gypsum combined with Vermiculite and RPU powder fillers. The image shows that the fillers are evenly spread and uniformly distributed throughout the gypsum matrix. Vermiculite flakes and RPU powder particles are well-integrated, indicating a homogeneous composite.

HR-SEM characterization of (a) Gypsum, (b) Vermiculate, (c) RPU Powder, b) Gypsum with fillers.
Fouriertransform infrared spectroscopy (FTIR) characterization
FTIR analysis was performed using a Shimadzu IR Affinity-1 spectrometer, operating in the mid-infrared range (4000–400 cm⁻¹), to examine the chemical interactions and structural characteristics of gypsum composites with and without fillers. This technique helps assess the retention or modification of chemical bonding due to the incorporation of recycled polyurethane (RPU) powder and vermiculite, ensuring material stability and performance. The spectrum reveals significant absorption bands corresponding to key functional groups, highlighting the chemical contributions of gypsum, RPU powder, and vermiculite. In the gypsum without fillers, the key peaks observed include the O-H stretching vibrations at 3543 cm⁻¹, which are indicative of water molecules within the gypsum structure. The S-O bending mode at 602 cm⁻¹ is characteristic of the sulfate group, confirming the presence of gypsum. Upon adding fillers, the spectrum shows additional peaks corresponding to the functional groups present in RPU powder and vermiculite. The N-H stretching vibration at 3335 cm⁻¹ is a prominent feature attributed to the urethane and urea groups in the RPU powder. Similarly, the C-H stretching vibration at 2940 cm⁻¹ is also associated with the alkane groups in RPU powder. The introduction of vermiculite is evidenced by the O-H bending vibration at 1640 cm⁻¹, which corresponds to water molecules within the vermiculite structure. Additionally, the C = O stretching vibration at 1725 cm⁻¹, related to the ester bond in RPU powder, and the Si-O stretching vibration at 1052 cm⁻¹, likely from the silicate layers in vermiculite, further confirm the presence of these fillers. The combination of these materials with gypsum results in a composite with a more complex spectral profile, indicating successful integration and the formation of new interactions between the gypsum matrix and the fillers. This analysis highlights the enhanced functionality and potential application of gypsum-based composites with RPU powder and vermiculite for improved acoustic insulation and sustainability. The above conclusions can be drawn from Fig. 572.

FTIR analysis.
Acoustical experimental analysis
Acoustic experimental test analysis was carried out based on ASTM E 1050-12 standard. The testing setup consists of MATLAB software, two microphones, a data acquisition (DAQ) system, a computer, a speaker, and an impedance tube, all used to analyze acoustic characteristics across frequencies from 200 to 2000 Hz. A 16 Ω speaker was installed at one end of the impedance tube to generate sound waves. Two half-inch Microtech Gefell microphones were positioned inside the tube and linked to the M + P Vibpilot DAQ system. The samples were shaped into spheres with a diameter of 100 mm and placed at the opposite end of the tube. Every test was conducted multiple times to ensure accuracy, and the average values were recorded. MATLAB software was employed to compute the Sound Absorption Coefficient using the provided equations. The signals recorded in the time domain were analyzed using M + P spectrum analyzer software, which offered a frequency resolution of 0.5 Hz, and then imported into MATLAB.
Table 6 lists the SAC values at frequencies of 250 Hz, 500 Hz, 1000 Hz, and 2000 Hz. Figure 6a and c illustrate the similarity in the SAC of samples both with and without fillers. The figures depict sound absorption coefficient (SAC) curves for different samples across a frequency range of 250 to 2000 Hz. In Fig. 6a, samples S0, S1, S2, and S3 are compared. S1 shows the highest SAC peak around 900 Hz, reaching nearly 0.9, indicating excellent sound absorption at this frequency. S0, the control sample, has a relatively low absorption coefficient of around 0.2 across most of the spectrum, while S2 and S3 exhibit moderate absorption with peaks near 0.5 and 0.6, respectively, with S3 performing slightly better at higher frequencies. Figure 6b compares S0, S4, S5, and S6. S4 demonstrates a peak around 900 Hz with an SAC of about 0.85, similar to S1 but slightly higher. S6 shows a pronounced peak at around 1800 Hz with an SAC close to 0.8, indicating superior absorption at higher frequencies, while S5 has moderate absorption with an SAC around 0.4 to 0.5. In Fig. 6c, samples S0, S7, S8, and S9 are analyzed. S7 has a notable peak around 700 Hz with an SAC of approximately 0.9, S9 shows significant absorption at higher frequencies around 1800 Hz with an SAC nearing 0.75, and S8 demonstrates effective absorption over a wide frequency range with peaks around 0.6 to 0.7. Each figure highlights the variations in sound absorption across different samples, both with and without fillers, emphasizing the impact of sample composition on sound absorption performance Table 4.

Measurement of SAC with different frequencies for (a) Gypsum, (b) Vermiculite, and (c) RPU powder.
The observed NRC values are moderate compared to commercial high-performance acoustic materials but align with expected values for gypsum-based composites. The relatively low absorption is due to the inherent density and structure of gypsum, which limits sound dissipation. However, the inclusion of vermiculite and RPU powder enhances porosity, contributing to increased absorption compared to pure gypsum. Additionally, further optimization, such as modifying pore structure and incorporating additional surface treatments, can improve performance. Future studies may explore alternative processing techniques to enhance porosity and absorption coefficients. Compared to commercial absorbers such as conventional polyurethane foam, which typically exhibit NRC values ranging between 0.4 and 0.6 in mid- to high-frequency ranges73 our optimized gypsum-based composites achieved a maximum NRC of 0.3628. This aligns well with mid-level performance while offering enhanced sustainability. Similarly, natural fibre-based materials such as coir have demonstrated SAC values exceeding 0.9 at specific frequencies74. Other bio-composites, including jute-reinforced and flax-fibre-based composites, have also reported SACs ranging from 0.6 to 0.85, depending on fiber type and thickness75. These comparisons underline the acoustic potential of the proposed composite material, especially in applications where environmental considerations are paramount.
Optimization using RSM
The credibility of the model was assessed by analysis of variance (ANOVA) and presented in Table 5. The F-values conclude that almost all the results are significant, and the model fits well with the experimental data. It was found that the model predicts the results with more than 90% confidence level.
Table 6 displays both the actual and statistically predicted results for acoustic shielding using the RSM models and regression Eq. 8. The error percentage, calculated with Eq. 7, is also shown in Table 6. The maximum error percentage between the actual and RSM-predicted NRC values relative to the optimal results in Table 6 was under 1.874%. This indicates that regression Eq. 8, based on the RSM analysis, is precise, reflecting a high level of agreement between the actual and predicted results.
The optimal Vermiculite, RPU Powder, and Gypsum weight percentages to achieve maximum NRC value are shown in Table 7. Optimum results show that the sample S1 (5.3 Wt.% Vermiculite, 6.5 Wt.% Rigid RPU Powder, and 88.2 Wt.% Gypsum) gives the maximum value of NRC 0.3628. From the experiment, it was found that the sample S1 performs very well at the low frequency range, and it can be used as an effective acoustic shield. Therefore, it can be concluded that the selected weight percentages of these fillers may provide excellent sound insulation properties.
The contour plot in Fig. 7 shows how varying the weight percentages of Vermiculite (5–15%) and Rigid PU powder (10–30%) affect the NRC, with colour gradients from blue (lower NRC, < 0.18) to green (higher NRC, > 0.30). The ideal region for maximum sound absorption (highest NRC) is in the upper left corner, where Vermiculite is low (5-7.5%) and Rigid PU powder is high (25–30%). This combination yields the best Sound absorption efficiency. This scatter plot in Fig. 8 compares the Predicted NRC values (y-axis) against the Actual NRC values (x-axis), with a red line indicating a perfect correlation (y = x). The data points closely align with the red line, suggesting a strong agreement between the predicted and actual values, indicating that the model used for predicting NRC is accurate and reliable. The close clustering around the line implies good predictive performance and minimal error.

Contour Plot.

Scatter Plot.
Figure 9 shows the interaction effects of Vermiculite and Rigid PU powder on the NRC. The top graph indicates how the NRC changes with varying Rigid PU powder percentages (10, 20, 30%) at different fixed levels of Vermiculite (5, 10, 15%). The bottom graph shows how NRC changes with varying Vermiculite percentages (5, 10, 15%) at different fixed levels of Rigid PU powder (10, 20, 30%). Higher NRC values are generally achieved with lower Vermiculite (around 5%) and higher Rigid PU powder (around 30%), as seen in the blue line trends. Figure 10 shows the mean values of a variable for different weight percentages (wt%) of Vermiculite and Rigid PU Powder. For Vermiculite, the mean decreases sharply from 5 to 10% and then slightly decreases further at 15%. For Rigid PU Powder, the mean increases steadily as the wt% increases from 10 to 30%. The dashed line likely represents an overall average or reference value.

Interaction Plot.

Main Effect Plot.
Hence, from the above graphs, we can conclude from Fig. 11 that the mixture contains 5.3 wt% Vermiculite, 6.5 Wt.% RPU Powder, and 88.2 wt% Gypsum yields the maximum NRC value of 0.3628. This obtained maximum NRC value obtained lies in the acceptable significant range, and therefore validates the model.

Optimization Curve.
Confirmation tests
The optimization results were validated by new test specimens, which were created using the filler weight percentages. Acoustic tests were conducted with these samples, and the results are shown in Table 8. By comparing the predicted and observed values of NRC, a difference of 1.874% was found, which checked the credibility of both the material and the analysis. This, therefore, validates the reliability of the model in predicting NRC at any filler composition and shows future potential for application in improving sound absorption efficiency and related areas.
Simulation analysis
For simulation analyses, both the fundamental properties and those obtained from inverse characterization were utilized. Acoustic simulations of the optimal sample were performed using COMSOL Multiphysics software and the JCA model for acoustic analysis. This model requires values of five parameters: porosity, tortuosity, flow resistivity, viscous characteristic length, and thermal characteristic length as shown in Table 9. These parameters were estimated via inverse characterization using a genetic algorithm. The values for the optimal sample, listed in Table 7, were used as inputs for the COMSOL simulation.
In the modelled system, the dimensions were 5.4 m in height and 4.4 m in width, with the porous layer having a height of 2.8 m. In the COMSOL model, a sound wave strikes the porous absorber at an angle of θ = 0 radians. To handle this incident wave, an air pressure domain is utilized, and a pressure acoustic model is applied to the air domain within the model. Perfectly matched layers are implemented on both sides of the model to absorb all pressure fields. The model was meshed using a physics-controlled mesh with fine-sized triangular elements, ensuring compliance with the six-elements-per-wavelength rule for accurate wave propagation analysis.
Sound pressure level (SPL) simulation
The effect of gypsum composite on sound pressure levels within a room cabin was investigated using COMSOL Multiphysics software. The cabin, measuring 5 m × 4 m × 2.6 m, has a total volume of 52 m³. A monopole point sound source, with a strength of 1 × 10−5 m³/s, was positioned at the top of the cabin. The simulation commenced with applying the pressure acoustics frequency domain module to the complete CAD model of the cabin. The gypsum composite’s poro-acoustic properties were defined using the Johnson-Champoux-Allard model, chosen from the software’s dropdown menu. The porous absorber consists of a gypsum composite layer with a thickness of 20 mm, ensuring effective sound absorption within the modelled system. The model was then meshed with a physics-controlled mesh featuring fine triangular elements, and the frequency range from 200 to 2000 Hz was analyzed. This range remains within the practical limits of FEM-based analysis, ensuring reliable results without excessive computational burden.
Figure 12a and b depict the CAD model of the room cabin, where sound pressure level (SPL) measurements were taken at a specific location (P1 = 0.21, 0, 1.28). The simulation outcomes for the cabin, both with and without fillers, are shown in Figs. 12 and 13. Figure 13 illustrates the SPL simulation over the 200–2000 Hz frequency range, while Fig. 14 presents a 1/3rd octave band SPL simulation, created using the octave plot feature in the COMSOL results tab. Figure 14 clearly shows that the SPL inside the cabin was reduced by 17–58 dB with the addition of fillers.
The SPL reduction achieved by our gypsum–vermiculite–RPU composite is comparable to values reported in the literature for commercial absorbers used in architectural settings. For instance, polyurethane-based foam absorbers have been shown to reduce SPL by approximately 30–65 dB depending on frequency and spatial configuration76. Although a direct side-by-side comparison was not performed in this study, our results align with the lower-to-mid performance range of these materials, while offering enhanced sustainability.

(a) Room cabin simulation model. (b) Room’s sound pressure level (SPL) simulation.

Sound pressure level simulation plot for multilayer configuration.

Comparison of SPL plot in one-third octave band.
Conclusion
A total of 13 samples with different formulations were prepared using the RSM central composite design technique and the blend-press-sinter method. The highest NRC value, 0.3628, was achieved with the composition of 5.3 Wt.% vermiculite, 6.5 Wt.% RPU powder, and 88.2 Wt.% gypsum. The presence of fillers in the gypsum matrix was confirmed through HR-SEM and FTIR analysis. Statistical evaluations using ANOVA identified significant factors affecting the NRC values, which were derived from the regression equation with an error margin of less than 1.874% compared to experimental measurements. The optimized blend of vermiculite, gypsum, and RPU powder offers a sustainable and cost-effective solution for modern construction. Vermiculite and gypsum contribute structural strength and durability, while RPU powder enhances sustainability by utilizing recycled materials. As demand for eco-friendly building materials grows, this composite presents a viable alternative that balances performance, affordability, and environmental impact.
Additionally, SPL simulations conducted using COMSOL software demonstrated an average noise reduction of 17 to 58 dB for the optimal sample compared to an empty cavity. This lightweight and eco-friendly gypsum composite has the potential for applications in sound absorption for automobiles, building walls, industrial machinery, and aerospace insulation. Future research can explore structural modifications, surface treatments, or hybrid material integrations to further enhance its absorption performance and multifunctionality. The comparative analysis—now expanded to include various conventional and natural fiber-based acoustic materials—indicates that bio-composite materials such as coir, jute, and flax demonstrate superior performance in specific frequency bands. Our bio-composite materials exhibit improved sustainability and competitive sound absorption performance compared to many traditional synthetic absorbers. Although the NRC values are slightly below the top range of high-performance commercial synthetic absorbers such as polyurethane foams, our composites demonstrate comparable effectiveness in moderate-frequency ranges, while offering the added advantage of environmental sustainability.
Data availability
The datasets generated during and/or analysed during the current study are available from the corresponding author on reasonable request.
References
Jhanwar, D. Noise pollution: A review. J. Environ. Pollution Hum. Health. 4, 72–77 (2016).
Girón, S., Martel, J., Galindo, M. & Herrera-Limones, R. Building and environmental acoustics in obsolete residential neighbourhoods: the case of San Pablo. Spain Heliyon 9(9), e19414 (2023).
Trocka-Leszczynska, E. & Jablonska, J. Contemporary architectural design of offices in respect of acoustics. Appl. Acoust. 171, 107541 (2021).
Hahad, O., Prochaska, J. H., Daiber, A. & Muenzel, T. Environmental Noise – Induced Effects on Stress Hormones, Oxidative Stress, and Vascular Dysfunction: Key Factors in the Relationship between Cerebrocardiovascular and Psychological Disorders. 13 (2019).
Liang, M., Wu, H., Liu, J. & Shen, Y. Improved sound absorption performance of synthetic fiber materials for industrial noise reduction: A review. J. Porous Mater. 29, 869–892 (2022).
Muralidharan, V. Sound Absorption Behaviour of Hybrid Multilayer Coir Structure. AIP Conference Proceedings 2446, (2022).
Krishnasamy, B. et al. Sound-absorbing and thermal insulating properties of natural coir/jute hybrid composites for functional materials. J. Eng. Fibers Fabr. 19, 15589250241270522 (2024).
Aslan, R. & Turan, O. Gypsum-based sound absorber produced by 3D printing technology. Appl. Acoust. 161, 107162 (2020).
Bouzit, S. et al. Characterization of natural gypsum materials and their composites for Building applications. Appl. Sci. (Switzerland). 9, 2443 (2019).
Elkhessaimi, Y., Tessier-Doyen, N. & Smith, A. Effects of microstructure on acoustical insulation of gypsum boards. J. Building Eng. 14, 24–31 (2017).
Maheswaran, K., Serrao, N. G., Murugan, S. S. & Prabaharan, T. Acoustic level measurment by noise mapping method and mitigation using acoustic plaster in power press industry. Int. J. Adv. Sci. Technol. 29, 11200–11207 (2020).
Garg, N., Sharma, O. & Maji Design considerations of Building elements for traffic and aircraft noise abatement. Indian J. Pure Appl. Phys. 49, 437–450 (2011).
Maiti, S., Jain, N., Malik, J. & Baliyan, A. Light weight plasters containing vermiculite and FGD gypsum for sustainable and energy efficient Building construction materials. J. Institution Eng. (India): Ser. A. 104, 603–614 (2023).
Malla, P. B. Vermiculite. In: Sedimentology. in SSSA Book Series 501–529 (2002).
Alonso, A., Suárez, R., Patricio, J., Escandón, R. & Sendra, J. J. Acoustic retrofit strategies of windows in facades of residential buildings: requirements and recommendations to reduce exposure to environmental noise. J. Building Eng. 41, 102773 (2021).
Koksal, F., Nazlı, T., Benli, A., Gencel, O. & Kaplan, G. The effects of cement type and expanded vermiculite powder on the thermo- mechanical characteristics and durability of lightweight mortars at high temperature and RSM modelling. Case Stud. Constr. Mater. 15, e00709 (2021).
Ghofrani, M., Ashori, A. & Mehrabi, R. Mechanical and acoustical properties of particleboards made with date palm branches and vermiculite. Polym. Test. 60, 153–159 (2017).
Patel, M. A., Chawla, S. L., Shah, H. P. & Patil, S. and D. B. Vertical gardening: A novel concept of urban ornamental horticulture. in Navsari Agricultural Univ. Gujarat 1(10), 12–18 (2018).
Hezhev, T. A., Zhurtov, A. V., Tsipinov, A. S. & Klyuev, S. V. Fire resistant fibre reinforced vermiculite concrete with volcanic application. Magazine Civil Eng. 80, 181–194 (2018).
Muhammad Danial bin Mohd Zian. A Study of Acoustic Properties of Coconut Coir and Vermiculite Composite as Noise Insulation in Vehicles. (2016).
Lai, W. L., Wan Ahmad, W. F. H., Jasni, J. & Ab Kadir, M. Z. A. A review on the usage of zeolite, perlite and vermiculite as natural enhancement materials for grounding system installations. IEEE Student Conf. Res. Development: Inspiring Technol. Humanity SCOReD 2017 - Proc. 338-343 https://doi.org/10.1109/SCORED.2017.8305368 (2017).
Deng, Y. et al. Reviewing the thermo-chemical recycling of waste polyurethane foam. J. Environ. Manage. 278, 111527 (2021).
Abas, F. & Abas, F. O. Re-use of scrap polyurethane in manufacturing of new product applications. IJISET-International J. Innovative Sci. Eng. Technol. 2, 58–63 (2015).
Gadhave, R. V., Srivastava, S., Mahanwar, P. A. & Gadekar, P. T. Recycling and disposal methods for polyurethane wastes: A review. Open. J. Polym. Chem. 09, 39–51 (2019).
Paciorek-Sadowska, J., Borowicz, M. & Isbrandt, M. New poly(lactide-urethane-isocyanurate) foams based on bio-polylactideWaste. Polymers 11(3), 481 (2019).
Reghunadhan, A., Datta, J., Kalarikkal, N. & Thomas, S. Development of nanoscale morphology and role of viscoelastic phase separation on the properties of epoxy/recycled polyurethane blends. Polymer 117, 96–106 (2017).
Datta, J. & Włoch, M. Recycling of polyurethanes. Polyurethane Polymers: Blends Interpenetrating Polym. Networks. 323–358. https://doi.org/10.1016/B978-0-12-804039-3.00014-2 (2017).
Murmu, S. B. Alternatives derived from renewable natural fibre to replace conventional polyurethane rigid foam insulation. Clean. Eng. Technol. 8, 100513 (2022).
Wang, X. Z., Lu, M. S., Zeng, J. B., Weng, Y. & Li, Y. D. Malleable and thermally recyclable polyurethane foam. Green Chem. 23, 307–313 (2021).
Reghunadhan, A., Stranskowski, M., Datta, J., Kalarikkal, N. & Thomas, S. Recycled polyurethane as a second phase in thermoset blends and its effect on thermal degradation kinetics studies. Macromolecular Symposia. 381, 1–10 (2018).
Farhan, S., Wang, R., Jiang, H. & Li, K. Use of waste rigid polyurethane for making carbon foam with fireproofing and anti – ablation properties. Materials & Design, 101, 332–339 (2016).
Amaral, C. et al. Experimental and numerical analysis of the thermal performance of polyurethane foams panels incorporating phase change material. Energy 216, 119213 (2021).
Amaral, C. et al. Development of polyurethane foam incorporating phase change material for thermal energy storage. J. Energy Storage. 28, 101177 (2020).
Skujans, J. et al. Experimental research of foam gypsum acoustic absorption and heat flow. Chem. Eng. Trans. 19, 79–84 (2010).
Damme, B. et al. Acoustic absorption properties of perforated gypsum foams To cite this version: HAL Id : hal-03235447. (2021).
Sleinus, D. et al. Properties of sound absorption composite materials developed using flax fiber, Sphagnum moss, vermiculite, and sapropel. Materials 16(3), 1060 (2023).
Vašina, M., Plachá, D., Mikeska, M., Hružík, L. & Martynková, G. S. Sound absorption study of Raw and expanded particulate vermiculites. Appl. Phys. A: Mater. Sci. Process. 122, 1–7 (2016).
Nigmatullina, A. I., Galimzyanova, R. Y., Khakimullin, Y. N. & Stytsenkov, A. A. Sound-Absorbing Polymer Composite Materials for Construction Purposes. IOP Conference Series: Materials Science and Engineering 753, (2020).
Roseli, A. I. et al. The physical and sound absorption property of lightweight rigid polyurethane composite reinforced bamboo Fiber for roof applications. J. Adv. Res. Appl. Sci. Eng. Technol. 2, 268–280 (2023).
El, Z. et al. Ultrasonic characterization of porous absorbing materials: inverse problem. J. Sound Vib. 4–5, 746–759 (2007).
Caniato, M., Kyaw Oo D’Amore, G., Kaspar, J. & Gasparella, A. Sound absorption performance of sustainable foam materials: application of analytical and numerical tools for the optimization of forecasting models. Appl. Acoust. 161, 107166 (2020).
Jagadish, Bhowmik, S. & Ray, A. Prediction and optimization of process parameters of green composites in AWJM process using response surface methodology. Int. J. Adv. Manuf. Technol. 87, 1359–1370 (2016).
Bezerra, M. A., Santelli, R. E., Oliveira, E. P., Villar, L. S. & Escaleira, L. A. Response surface methodology (RSM) as a tool for optimization in analytical chemistry. Talanta 76, 965–977 (2008).
Horoshenkov, K. V. A review of acoustical methods for porous material characterisation. Int. J. Acoust. Vibr. 22, 92–103 (2017).
Atalla, Y. & Panneton, R. Inverse acoustical characterization of open cell porous media using impedance tube measurements. Can. Acoust. 33, 11–24 (2005).
Kino, N. & Ueno, T. Improvements to the Johnson-Allard model for rigid-framed fibrous materials. Appl. Acoust. 68, 1468–1484 (2007).
Kino, N. & Ueno, T. Comparisons between characteristic lengths and fibre equivalent diameters in glass fibre and melamine foam materials of similar flow resistivity. Appl. Acoust. 69, 325–331 (2008).
Fellah, Z. E. A., Depollier, C., Fellah, M., Lauriks, W. & Chapelon, J. Y. Influence of dynamic tortuosity and compressibility on the propagation of transient waves in porous media. Wave Motion. 41, 145–161 (2005).
Cuiyun, D., Guang, C., Xinbang, X. & Peisheng, L. Sound absorption characteristics of a high-temperature sintering porous ceramic material. Appl. Acoust. 73, 865–871 (2012).
Kino, N. Further investigations of empirical improvements to the Johnson-Champoux-Allard model. Appl. Acoust. 96, 153–170 (2015).
Watson, N. J., Hazlehurst, T., Povey, M. J. W., Drennan, A. & Seaman, P. COMSOL modelling of the acoustoelastic effect. Journal of Physics: Conference Series 581, 012008 (2015).
Pennec, F. et al. Verification of contact modeling with COMSOL Multiphysics software. Comsol Conference 6 (2005).
Jafari, A., Vahab, M., Broumand, P. & Khalili, N. An eXtended finite element method implementation in COMSOL multiphysics: Thermo-hydro-mechanical modeling of fluid flow in discontinuous porous media. Comput. Geotech. 159, 105458 (2023).
Gandzha, S., Kosimov, B. & Aminov, D. Application of the Ansys electronics desktop software package for analysis of claw-pole synchronous motor. Machines 7, 65 (2019).
Moustafa, M., Laouini, G., ElNaggar, M. & AlZoubi, T. Investigation into surface acoustic wave sensor for DCM gas detection using COMSOL multiphysics. Ferroelectrics 572, 94–105 (2021).
Szymanski, J. Small Room Acoustics. Handbook for Sound Engineers (Elsevier Inc, 2008). https://doi.org/10.1016/b978-0-240-80969-4.50009-2
Esan, M. T. Review of gypsum reinforced composites as Building materials. Discover Civil Engineering 1(1), 5 (2024).
Pereira, A., Gonçalves, H., Mateus, D., Godinho, L. & Branco, F. G. Assessment of non-standard experimental procedures to obtain sound absorption coefficient. Proc. Forum Acusticum. 7, 12 (2014).
Mago, J., Negi, A., Bolton, J. S. & Fatima, S. Sound insulation: key concepts and technologies. Handb. Vibroacoustics Noise Harshness. https://doi.org/10.1007/978-981-99-4638-9 (2024).
Dunne, R. K. A universal empirical model for materials in acoustic application. Appl. Acoust. 231, 110549 (2025).
Mahbub, U. & Fattah, S. A. A single-channel acoustic echo cancellation scheme using gradient-based adaptive filtering. Circuits Syst. Signal. Process. 33, 1541–1572 (2014).
Sibil, A., Godin, N., R’Mili, M., Maillet, E. & Fantozzi, G. Optimization of acoustic emission data clustering by a genetic algorithm method. J. Nondestr. Eval. 31, 169–180 (2012).
Jaouen, L., Gourdon, E. & Glé, P. Estimation of all six parameters of Johnson-Champoux-Allard-Lafarge model for acoustical porous materials from impedance tube measurements. J. Acoust. Soc. Am. 148, 1998–2005 (2020).
Abawi, Y., Langfeldt, F., Hoppen, H., Gleine, W. & Milow, B. Application of the Johnson-Champoux-Allard model for the calculation of the sound absorption coefficient of aerogel granules based on inverse characterization for the determination of the granules parameters. Proc. DAGA 2020. 2, 1039–1042 (2020).
Kumar, V., Subramanian, J., Jayamani, E., Viswanath, S. & Pandurengan, K. A comparative study on biocomposites for electromagnetic interference shielding applications: A green initiative for environmental sustainability. J. Mater. Res. Technol. 26, 5786–5800 (2023).
Jun, Y. & Oh, J. E. Use of gypsum as a preventive measure for strength deterioration during curing in class F fly Ash geopolymer system. Materials 8, 3053–3067 (2015).
Kirchheim, A. P., Fernàndez-Altable, V., Monteiro, P. J. M., Molin, D., Casanova, I. & D. C. C. & Analysis of cubic and orthorhombic C3A hydration in presence of gypsum and lime. J. Mater. Sci. 44, 2038–2045 (2009).
Jaroslaw Drelich, B., Li, P., Bowen, J. Y., Hwang, O. & Mills Hoffman. Vermiculite decorated with copper nanoparticles: novel antibacterial hybrid material. Appl. Surf. Sci. 257, 9435–9443 (2011).
Lee, S. Y., Jackson, M. L. & Brown, J. L. Micaceous vermiculite, glauconite, and Mixed-Layered Kaolinite-Montmorillonite examination by ultramicrotomy and high resolution Electron microscopy. Soil Sci. Soc. Am. J. 39, 793–800 (1975).
Paglicawan Marissa, A., Maridass, B., Zheng-Xiu, Z., Lee, S. H. & Kim, J. K. Effect of compatibilizers in recycling of waste PU by PP melt blending. The Korean Inst. Resour. Recycling 140–144 (2006).
Pokharel, P. & Lee, D. S. Thermal and mechanical properties of reduced graphene oxide/polyurethane nanocomposite. J. Nanosci. Nanotechnol. 14, 5718–5721 (2014).
Ashrit, S., Chatti, V., Nair, R. G., KN, U. & U., R, V. & An infrared and Raman spectroscopic study of yellow gypsum synthesized from LD slag fines. MOJ Min. Metall. 1, 4 (2017).
Sharma, Shubham, P., Sudhakara, J., Singh, S. & Singh Emerging progressive developments in the fibrous composites for acoustic applications. J. Manuf. Process. 102, 443–477 (2023).
Alagarsamy, M., Pitchipoo, P. & Kumar, S. Comprehensive characterization of spathe fibres extracted from Cocos nucifera: physical, chemical, mechanical, thermal, and acoustic properties for insulation applications. Materials Res. Express 11(7), 075503 (2024).
Nagaraja, S., Anand, P. B., Kumar, M., Ammarullah, M. I. & K. & Synergistic advances in natural fibre composites: a comprehensive review of the eco-friendly bio-composite development, its characterization and diverse applications. RSC Adv. 14, 17594–17611 (2024).
Rastegar, N., Ershad-Langroudi, A. & Parsimehr, H. Sound-absorbing porous materials: a review on polyurethane-based foams. Iran. Polym. J. 1–23 https://doi.org/10.1007/s13726-021-01006-8 (2022).
Acknowledgements
The authors extend their gratitude to the Defence Research and Development Organisation, India, particularly DRDO-ASL with File no: ASL/31/22/4051/CARS/084, for providing the essential facilities necessary to carry out this study.
Funding
Open access funding provided by Vellore Institute of Technology.
Author information
Authors and Affiliations
Contributions
Vinoth Kumar Selvaraj: Conceptualization, Software, Validation, Writing - review & editing. Jeyanthi Subramanian: Conceptualization, Data curation, Supervision. Sri Sai Dutt: Writing - original draft, Software. Annamalai K: Writing - review & editing, Elango Natarajan: Writing - review & editing, S. Kumaresan: Methodology.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Selvaraj, V.K., Subramanian, J., Dutt, S.S. et al. A comparative study on acoustical properties using waste recycled porous materials for environmental sustainability. Sci Rep 15, 26460 (2025). https://doi.org/10.1038/s41598-025-10065-3
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-10065-3
