
Abstract
This research paper investigates the shear response of pyramidal lattice (PL) sandwich cores, where square-shaped strut cross-sections are geometrically modified into I-beam-like configurations. These PL sandwich cores are 3D printed via Digital Light Processing (DLP), and their shear performance is experimentally and numerically evaluated for various I-beam-like strut cross-sections. The measurements reveal that PL structures with I-beam struts outperform conventional square-beam structures in terms of shear modulus (+ 13%), shear strength (+ 11%) and gravimetric energy (+ 24%). These improvements are attributed to the larger bending stiffness of the I-beam struts, enhancing their capacity to resist shear loads. A numerical parametric study further examines how various architectural parameters of the tailored PL structure affect the shear performance, showing significant enhancements in shear modulus (6–23%), shear strength (3–16%), and gravimetric energy (8–25%) compared to square-strut PL structures of equal weight. Additionally, a simple analytical model is developed to estimate the strength enhancements, demonstrating a reasonable agreement with the numerical predictions and measurements. Notably, a reduction of the internal strut angle to 30° is found to enhance the shear strength of the PL structure in both shearing directions, making this arrangement an excellent choice for sandwich designs where core shear failure is a limiting factor.
Similar content being viewed by others

Introduction
Pyramidal lattice (PL) structures have received significant attention in lightweight construction due to their high weight-specific stiffness and strength under shear loading, making them excellent candidates for core materials in sandwich structures1,2,3,4,5,6,7,8. They find extensive application across several engineering domains, particularly in aerospace, defence and maritime sectors9,10,11. A significant advantage of PL structures is that their properties can be finely tuned by modifying architectural parameters, including strut inclination angle, its aspect ratio, and spacing, making them highly adaptable to various applications12,13,14.
Several studies in the literature have concentrated on the mechanical responses of PL structures. Finnegan et al.15 proposed composite sandwich panels incorporating carbon fiber-reinforced PL cores, demonstrating superior out-of-plane compressive behaviour compared to sandwich cores made from various materials with densities below 100 kg m− 3. Wang et al.16 employed hot embossing to fabricate sandwich structures incorporating PL truss cores, and observed truss buckling and splitting under shear and compressive loading. Xiong et al.4 enhanced the shear strength of low-density carbon fiber sandwich panels with PL truss cores by enhancing core-to-face sheet bonding via laser beam cutting. Lei et al.17 examined the influence of local defects on the compressive properties of composite sandwich panels, discovering a linear loss in both strength and modulus with an increasing number of missing struts. Liu et al.3 reported a substantial decrease of 92% in the bending failure load of composite PL truss core sandwich structures as the temperature rose from 20 °C to 200 °C, which they attributed mainly to the degradation of the matrix and the interface properties between the matrix and fibers. Lastly, Queheillalt and Wadley18 found that hollow strut PL structures had around double the peak compressive force as solid strut structures of comparable relative density.
Other authors examined the shear response of sandwich structures with cores made of PL or other truss lattices with similar architecture7,16,19,20,21,22,23,24. For example, Mei et al.20 investigated composite sandwich panels with tetrahedral truss cores under shear loading and discovered that node peeling in the tensile struts was the predominant failure mode. Similarly, Feng et al.19 developed innovative hourglass truss sandwich structures utilizing the interlocking method. Shear and three-point bending tests revealed that hourglass trusses had a 40–60% higher shear strength and greater inelastic buckling resistance compared to the PL trusses. The experimental results aligned well with analytical predictions, validating the constructed failure mechanism maps. In another study, George et al.21 used carbon fiber laminates and snap-fitting to construct PL truss sandwich cores with densities ranging from 1 to 10%. Shear strength ranged between 1 and 7.5 MPa, increasing with density, and failure mechanisms included Euler buckling and strut delamination. Kooistra et al.23 found that tetrahedral lattices offer shear stiffness comparable to conventional hexagonal honeycombs, especially in minimum shear strength directions. Once bonded to face sheets, these lattices exhibit over 40% higher stiffness and strength than similar-density honeycombs.
Similarly, functionally graded and lightweight cellular structures, inspired by natural designs, have demonstrated superior mechanical performance and are highly effective in improving the crashworthiness and energy absorption capabilities of structural components. Recent studies by Nian et al.25,26,27 introduced bio-inspired graded honeycomb-filled circular tubes, functionally graded lattice cores embedded in thin-walled composite beams, and self-similar graded honeycomb-filled circular tubes, all fabricated using advanced 3D printing techniques to enhance energy absorption under lateral loading and three-point bending conditions. These investigations reported substantial improvements in crashworthiness, achieving up to 89%, 174%, and 49% increases in specific energy absorption, respectively, compared to their uniform or conventional counterparts. Furthermore, parametric and multi-objective optimization analyses highlighted the critical role of various design parameters, offering valuable insights and establishing novel design strategies for the development of next-generation crash-resistant energy absorbers.
Previous studies have shown that the stiffness, strength, and energy absorption of PL structures are not only determined by the thickness and arrangement of struts but also by the shape of their cross-sections6,18,28,29. Hence, adjustments in the geometry of the strut cross-section (while maintaining the same cross-sectional area) can yield significant improvements in stiffness, strength, and energy absorption capacity. However, traditional fabrication techniques (e.g. extrusion coupled with wire cutting30, investment casting31, tube insertion via vacuum brazing32, and punched hole mesh drawing33 offer limited design flexibility and face considerable challenges in fabricating lattice struts with more complex cross-sections. For these reasons, several researchers have explored the possibility of using additive manufacturing (AM), also known as 3D printing, for the fabrication of PL structures with tailored strut cross-sections. When compared to traditional techniques, 3D printing allows for greater control over composition, architectural features, and functionalities, and enables the production of parts with intricate features through a single-step process, which is fast, cost-effective and minimizes material wastage34,35,36,37. For instance, Zhang and Yanagimoto38 employed topology optimization approach to incorporate elastically isotropic plate lattices in PL and 3D-printed specimens using nylon reinforced with carbon fiber. These optimized designs resulted in a 63% increase in energy absorption compared to traditional PL without structural hierarchy. Zhang et al.39 studied the influence of temperature on the compressive behaviour of a hollow pyramidal lattice structure reinforced with a truncated-square honeycombs (TSH-HPs). Selective laser melting was employed to fabricate these structures using IN 718 powder, a nickel-based superalloy. The TSH-HPs showed a 42–47% reduction in compressive properties as the temperature increased from 25 °C to 450 °C. Despite this reduction, they demonstrated 5–10% higher strength compared to hollow PL structures of equal mass across different temperature ranges. Similarly, Cetin and Bavkasoglu40 investigated additively manufactured hybrid thin-walled structures incorporating periodic body-centered cubic lattice fillers, demonstrating a remarkable 115% increase in impact energy absorption compared to conventional designs. Their findings highlight the potential of such hybrid configurations as promising candidates for next-generation energy-absorbing structures with enhanced crashworthiness. Additionally, Eichenhofer et al.41 and Wang et al.16 utilized AM to fabricate fiber-reinforced lattice structures from thermoplastics, achieving remarkable mechanical properties. Further, Qi et al.42 utilized AM to fabricate single and multi-layered PL core sandwich cores with varying strut cross-sections. The measured collapse strength of these sandwich structures is lower than that of constant cross-section designs, primarily due to the relatively weak properties of the nodes, resulting in reduced shear load capacity. In contrast, multi-layered cores offer superior load-bearing capabilities compared to the single-layer PL core structure. Uddin et al.28 incorporated I-shaped struts in 3D-printed PL and discovered that modifications in web and flange thickness significantly increased collapse load and energy absorption due to the high transverse bending stiffness of I-shaped struts. However, they did not evaluate the mechanical characteristics under shear loading, which is important when integrating these structures in sandwich panels.
While the extant works have explored certain aspects of PL structures utilizing I-shaped or hollow strut sections, there remains a need to investigate the potential enhancements in mechanical characteristics further through cross-sectional tailoring of lattice architectures. To the best of our knowledge, the present literature lacks comprehensive studies on the effectiveness of I-shaped strut cross-sections in lattice structures subjected to shear loading. Thus, this study investigates the shear performance of PL core sandwich structures featuring I-shaped struts to fill this knowledge gap. The current work focuses on the shear modulus, shear strength, and gravimetric energy of the geometrically tailored PL structures subjected to shear loading, fabricated via the DLP 3D printing technique. Additionally, FE simulations are conducted to gain further insights into the collapse mechanisms and to investigate the extensive design possibilities enabled by the geometrical tailoring approach.
Design and experimentation
Pyramidal lattice core design
As illustrated in Fig. 1a, the sandwich structures considered herein consist of PL lattice cores featuring struts with geometrically tailored I-shaped cross-sections and have overall dimensions of 90 × 15 × 15 mm3 (L × a × H), resulting in a relative density of ~ 13%. The core involves an array of six PL unit cells and is made integral with the two face sheets, each of thickness t. While the ASTM C273 standard requires a length-to-thickness ratio of the sandwich structure of at least 12:1, a previous study by Adams demonstrated that a lower length-to-thickness ratio can also be acceptable for this type of testing43. Hence, the length-to-thickness ratio of the specimens was chosen as 6:1 in this study (see Fig. 1e) due to the limited size of the print bed. The specific configuration of a pyramidal unit cell within the structure is shown in Fig. 1b. The unit cell comprises four inclined struts within a cuboidal volume defined by dimensions a × b × H. Unless otherwise specified, we consider PL unit cells with a = b, where the adjacent struts are oriented to form an included angle of φ = 90˚ in the x-z plane. Each core strut is characterized by its thickness S, inclination angle ω, and length l. Additionally, these struts are configured so that the two neighbouring struts at the top face sheet maintain an internodal spacing d apart. The I-shaped cross-section comprises two identical flanges and a web, each having a thickness f and w respectively, both connected through a chamfer c, as shown in Fig. 1c. These additional design details enhance our ability to tailor the geometry, resulting in tuneable shear performance. All design parameters, as listed in Table 1, significantly influence the shear behaviour of the PL structure, making them crucial for design optimization. These geometric parameters affect the relative density (\(\bar {\rho }\)) of the tailored PL sandwich core, which is defined as the proportion of the strut volume within a unit cell to the total core volume formulated as:
Also included in Table 1 are the area moments of inertia for each strut cross-section, as defined by \({I_h}={I_{y^{\prime}y^{\prime}}}=\int {{z^{\prime 2}}} dA\) and \({I_v}={I_{z^{\prime}z^{\prime}}}=\int {{y^{\prime 2}}} dA\) with respect to the coordinate system shown in Fig. 1c. Note that \({I_h}\) and \({I_v}\) quantify the bending stiffness of the struts in response to moments acting around the horizontal and vertical section axes, respectively.
In this study, the geometrically tailored PL structures are benchmarked against their non-tailored counterparts, i.e., PL structures with square-shaped cross-sections, with overall dimensions of S × S, as shown in Fig. 1c. To ensure that the both tailored and non-tailored PL structures have the same weight (or relative density), the thickness S of the square-shaped struts is reduced such to match the cross-sectional area (A = 6.48 mm2) of their I-shaped counterparts (see Table 1).

Design of the pyramidal lattice (PL) core sandwich structures: (a) schematic of a PL core sandwich specimen for shear testing, (b) PL unit cell with dimensions, (c) examples of a non-tailored (square) and tailored (I-shaped) strut cross-section with dimensions, (d) schematic showing the fabrication process of the PL structure via DLP 3D printing, (e) photographs of 3D printed PL sandwich structures with different strut cross-sections and constant relative density of the core (\(\bar {\rho }\) = 13%). The images in (a) and (b) were created in SolidWorks (version 2017) rendered using V-ray for SketchUp (trail version) and processed in Adobe Photoshop for post-production44,45,46. The image in d) was modelled directly in SketchUp 2024 (student version) and subsequently processed in Adobe Photoshop.
Additive manufacturing
Geometrically tailored sandwich structures with PL strut cores, as detailed in Sect. 2.1, were fabricated by Digital Light Processing (DLP) additive manufacturing technique. The FLASHFORGE HUNTER desktop DLP 3D printer, featuring a 405 nm LED-based UV light source, was employed to print these structures using Plasgray™ (supplied by ASIGA, Alexandria, Australia), a photopolymer resin. This printer, equipped with an FHD 1080p light engine tuneable to specific wavelengths, ensures uniform UV exposure and effectively polymerizes consecutive layers of the photocurable resin, as shown in Fig. 1d, thereby producing the intended PL structure. In total, five different PL structures with varying strut cross-sections but equal cross-sectional area (A = 6.48 mm2) were fabricated, each sandwiched between two face sheets of thickness t = 1.8 mm. This configuration results in an equal relative density of ρ ~ 13% for both the I-shaped (Designs B–E) and square-shaped (Design A) designs, as illustrated in Fig. 1e. The design parameters for each specimen are detailed in Table 1.
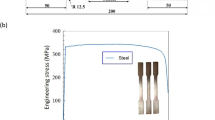
The sandwich structures were modeled using SolidWorks package (Dassault Systèmes, USA). The corresponding CAD designs were exported as standard triangle language files and transferred to the 3D printer using its dedicated FlashDLPrint software. This software dissects the CAD models into numerous slices and configures the recommended print parameters as follows: base exposure time of 120 s, attach exposure time of 8 s, and slice thickness of 50 μm. The overhanging face sheet was supported with columns aligned in the build direction, forming tiny contact points across the cell height, which were removed before testing. Care was taken to ensure that these extractions did not influence the original build quality of the specimens. Additionally, to eliminate any potential effect due to print orientation on the mechanical characteristics, all specimens were uniformly 3D printed in a common direction. After the print sequence was completed, the specimens were carefully removed from the built plate and cleaned with Isopropyl alcohol (IPA) to drain any remaining uncured resin. Further, these samples were thermally cured in an oven at 80 °C for 1 h to enhance their rigidity by curing the unpolymerized resin within the printed structures. In addition to the shear specimens, standard tensile dogbone-shaped specimens and cuboidal compression bulk specimens were 3D printed using the same process parameters. The parent material response under tensile loading exhibits a Young’s modulus of 370 MPa, a yield strength of 14 MPa, and a failure strain of 24%, as illustrated in Fig. S1 (see Supplementary Material).
Shear testing
Single-lap shear tests were conducted on the 3D printed PL core sandwich structures following ASTM C-273 standard47. These tests employed in-house fabricated aluminium shear fixtures and were performed at room temperature. Both the PL core and the shear fixtures were designed to ensure symmetric shear load transfer during tensile loading on an Instron 5969 UTM equipped with a 50 kN load cell, as illustrated in Fig. 2a.

(a) Schematic of a single-lap tensile shear test setup. b) Schematic displaying an exploded view of the shear test sample assembly, where the shear test sample adheres to the single-lap shear fixture. c) Photograph of the single-lap shear assembly to record the shear response of the PL structure. The images in (a) and (b) were modelled in SketchUp 2024 (trail/student version), and refined through post-production in Adobe Photoshop45,46.
The test specimen’s face sheets were glued to aluminium shear fixtures using a commercially available deli - E7146 super glue, as depicted in Fig. 2b. These fixtures were subsequently mounted on the shear test setup, shown in Fig. 2a. Controlled displacement was applied in the x-direction at a rate of 2.7 mm/min, which corresponds to a shearing rate of 5 × 10− 4 s-1. The tests were terminated upon visual identification of a force drop corresponding to core failure. The shear stress of the sandwich structure is determined by the force measured over the specimen face area, whereas the shear strain is calculated by dividing the recorded shear displacement data of the shear fixtures by the height of the pyramidal core. The resulting stress vs. strain curves were utilized to evaluate the associated shear moduli, shear strength, and gravimetric energies. The deformation sequences of the specimens were recorded using a Nikon DSLR camera throughout the test, providing detailed visual insights into the deformation sequences of the PL structures. To evaluate the measurement variability, each test was conducted thrice.
FE modelling
Nonlinear FE simulations were conducted using ABAQUS/Explicit (version 2022) to deepen the understanding on the shear behaviour of the PL structures and to examine how variations in design parameters affect the shear response. The CAD models previously utilized for fabricating the 3D printed PL structures (see Sect. 2.2) were imported into ABAQUS and discretized using eight-node linear brick elements with reduced integration (C3D8R). Note that the same type of element was used to mesh the fixture. The element size was set to approximately 0.3 mm, as depicted in Fig. 3, following the observation that further refinement of the mesh size would not significantly change the predictions. The constitutive response of the Plasgray™ parent material was taken as isotropic and linear elastic at small strains, while the material response beyond the yield point was modelled using the Drucker-Prager plasticity model48. The flow curve was established based on the experimental evidence from the tensile stress-strain data (see Fig. S1a, Supplementary Material), with the elastic modulus (E) determined to be 370 MPa. The Poisson’s ratio (ν) was selected as 0.4, based on previous studies28. To avoid polymer dilation in the Drucker-Prager model, a non-associative flow rule was implemented, with the dilation angle fixed as 1°, a common practice for materials exhibiting negligible plastic dilation, which is the case in the current study (refer Fig. S1, Supplementary Material). The flow potential eccentricity was set to 1 to ensure a smooth transition between shear and compressive yielding, while the friction angle to 24° was selected based on experimental values for bulk specimens of the same polymeric materials and subsequently validated through numerical simulations. This parameter set has been widely employed in modelling comparable thermoplastic materials, ensuring numerical stability and accurate representation of their plastic deformation behaviour28,49,50,51. Moreover, the evolution of damage and failure was simulated using the Ductile Damage model in ABAQUS framework. This included damage initiation with a true plastic failure strain (\(\varepsilon _{i}^{{pl}}\)) of 0.21 under tensile conditions (stress triaxiality (η) = 0.33) and 0.64 under compressive conditions (η = -0.33). Additionally, to account the rapid decay in material stiffness following the initiation of damage a fracture energy (Gf ) was set as 0.8 N / mm. The shear fixture was assumed to be linear elastic and was assigned the properties of aluminium: density of 2.7 g cm-3, ν = 0.3, and E = 70 GPa.

To mimic the experimental conditions, the PL structures were tie-constrained to the faces of the shear fixtures (see Fig. 2b) forming a shear test assembly. All the surface nodes within the gripping segment of the fixture are tied to a reference point (RP), as shown in Fig. 3. The RP at the bottom end was fully constrained throughout the analysis, while the RP at the top end was constrained such to allow displacements in the x-direction only. At the latter RP, a displacement of 10 mm was imposed, which was ramped up linearly from zero during the analysis. Additionally, the General Contact interaction in ABAQUS was activated with a friction coefficient of 0.3 to capture potential mechanical interactions between the struts and face sheets. Following the FE analysis, the reaction forces and displacements recorded at the reference points (RP) were used to determine the shear stress vs. strain responses of the PL structures.
Subsequent to the finite element (FE) analysis, the reaction forces and displacements at the reference points (RP) were obtained and utilized to derive the shear stress-strain responses of the pyramidal lattice (PL) structures.
Results and discussion
Shear response of geometrically tailored pyramidal lattice core
The shear stress (τ) vs. shear strain (γ) responses of the PL sandwich structures, both measured and FE predicted, are presented in Fig. 4a for the square-shaped Design A and in Fig. 4b for the tailored Design E (for Designs B, C and D refer to Fig. S2, Supplementary Material). Here, τ of the sandwich structure is interpreted as the ratio of shear force (FS) over the specimen face area (L × a), whereas the shear strain (γ) is determined by dividing the imposed shear displacement (δ) by the height (H) of the PL core:
Additionally, the corresponding deformation sequences recorded during the experiments are shown in Fig. 4c and d, along with their respective FE predictions. The measured experimental shear stress vs. strain curves for various designs (see Fig. 4a, b) exhibit similar trends and are characterized by an initial linear elastic response (up to a strain of ≈ 0.025) followed by a non-linear inelastic region and a stress peak, signalling the onset of strut fracture. The primary shear failure event observed during the experiments was strut failure at the interface with the face sheet (i.e., detachment of the strut from the face sheet), as seen from Fig. 4c, d, which greatly compromised the shear load capacity of the specimens. The latter failure mode occurs predominantly in the struts experiencing tensile axial forces during the shear test, rather than those bearing compressive forces, due to the tensile strength and ductility of the Plasgray™ resin being significantly lower in tension than in compression (see Fig. S1, Supplementary Material). In the presented photographs (see Figs. 4c, d), it is challenging to recognize individual strut failure events since they tend to occur in quick succession. Note that similar failure mechanisms are observed for the remaining I-shaped configurations (see Fig. S2, Supplementary Material).
Figures 4a, b reveal that the configuration featuring I-shaped struts (Design E) exhibits higher failure strain, and a slightly enhanced shear strength compared to the square-shaped counterpart (Design A). Specifically, Design E shows failure strains of about ≈ 0.3, while Design A only reached ≈ 0.24. The enhanced shear strength of the tailored design stems from the higher area moment of inertia ensuing from I-shaped cross-section (see Table 1), offering superior resistance against strut bending. The FE predictions show a satisfactory agreement with the measurements in terms of the initial stiffness as well as the peak shear strength of the structures. The FE simulations also capture the experimentally observed failure sequence, accurately predicting the dominance of nodal failure in the tensile struts. However, the FE model could not mimic the sequential shear failure of the nodes with multiple load drops, since this is likely a random phenomenon associated with printing imperfections and internal defects which are not accounted for in the FE calculations. Furthermore, variations in UV light exposure throughout the fabrication process and the dimensions of geometric features are expected to result in modest spatial differences in cross-linking density51,53,54 (also not accounted for in the FE simulations), which could have been the reason for the more pronounced nonlinearities in the measured shear stress vs. strain responses prior to onset of the failure.

Measurements and FE predictions of a-b) shear stress vs. strain responses, and c-d) deformation sequences for PL structures of Design A and E, respectively.
In this study, the structural efficiency of I-shaped strut cross-sections is assessed by comparing the mechanical performance metrics of tailored and non-tailored PL structures. For this purpose, the following normalized performance metrics are introduced: normalized shear modulus (\(\bar {G}\)), normalized shear strength (\({\bar {\tau }_u}\)), and normalized gravimetric energy (\(\bar {W}\)) which are respectively defined as:
Here, these mechanical characteristics of the geometrically tailored and non-tailored designs are represented by the subscripts “t” and “nt”, respectively. Thus, normalized metrics having values > 1 indicate that integrating I-shaped struts in the PL structure is favorable in terms of shear performance. All these normalized performance metrics are quantified using the experimental and FE predicted shear stress vs. strain responses shown in Fig. 4 and Fig. S2 (see Supplementary Material) using Eq. (3) and are presented in Fig. 5.
The normalized shear modulus \(\bar {G}\), derived from the initial slopes of the respective shear stress vs. strain curves, is plotted in Fig. 5a for various designs, revealing that all the structures with I-shaped struts (Designs B‒E) have greater shear stiffness than the square-shaped strut (Design A), with the highest enhancement being 11% for Design C. The finite element predictions align well with the experimental evidence but they slightly overpredict the measured \(\bar {G}\)values. Similarly, Fig. 5b displays the normalized shear strength \({\bar {\tau }_u}\) for all configurations, derived from the peak stresses on the respective shear stress vs. strain curves. According to the FE predictions, the integration of I-shaped struts results in a strength enhancement of up to 13% for Design B, which can be attributed to the higher area moment of inertia of the struts (Iv and Ih) involved in this design (see Table 1). However, the experiments show that Design E attains the highest strength enhancement of 11%, with Design B only reaching 2%.
To further investigate the effect of the cross-sectional design on the shear strength, a simple analytical model is developed (see section S3, Supplementary Material, for further details). Neglecting inelastic deformations and assuming that the struts fail when the maximum axial stress reaches the tensile strength of the material, an expression for the normalized shear strength \(\overline {{{\tau _u}}}\) can be derived:
Note that the use of the maximum normal stress criterion in the analytical model was based on observations obtained from the FE results, which showed that failure initiated in elements close to the corner points of the strut cross-section where the tensile stress is highest (see Fig. S4, Supplementary Material). The predictions of Eq. (4) are included in Fig. 4b and are found to align well with the FE results, confirming that the predicted strength enhancements of the tailored designs (Designs B‒E) are a result of the enhanced bending stiffness of their I-beam struts. Although the FE and analytical predictions show some discrepancies with the measured values, the tailored structures consistently outperform their non-tailored counterpart. The analytical predictions suggest that the measured values may not fully capture this trend, potentially due to imperfections and internal defects that are unaccounted for in numerical and analytical models, as discussed earlier.
Lastly, Fig. 5c presents the FE predicted and measured normalized gravimetric energy \(\bar {W}\) of all PL configurations considered herein. The gravimetric shearing energy W of the PL structure results from bending, shearing and stretching deformations of the lattice struts during shear loading, and is derived from the area under the shear force vs. displacement curve:
where \({\delta _f}\) represents the displacement at shear failure (i.e. when the stress drops to 50% of the ultimate strength), and m is the mass of the structure. The experimental measurements indicate that geometrically tailored designs surpass their non-tailored counterparts, with Design E exhibiting enhancements of up to 24%. The enhanced gravimetric shearing energy of the latter design can be attributed to its larger failure strains and higher shear strength, as shown in Figs. 4c and 5b, respectively. While the FE predictions do not exactly follow the measured gravimetric energy values, they consistently predict \(\bar {W}\) > 1, confirming that the tailored designs offer superior energy dissipation under shear loading.

Measured and predicted performance metrics of geometrically tailored PL structures: (a) normalized shear modulus, (b) normalized shear strength and (c) normalized gravimetric energy.
Influence of architectural parameters on shear performance
The strut failure mechanism primarily governs the shear performance of the PL sandwich structure and is influenced by various architectural parameters associated with the PL design21,55. The FE predictions have shown good agreement with the measured shear responses and adequately capture the shear deformations observed in experiments, which motivated further explorations of the design space through FE simulations. Specifically, we explore the influence of strut inclination angle (ω), strut slenderness ( \(\bar {l}\) = \({\raise0.7ex\hbox{$l$} \!\mathord{\left/ {\vphantom {l S}}\right.\kern-0pt}\!\lower0.7ex\hbox{$S$}}\)), and strut orientation angle (φ) on the mechanical characteristics. Figure 6 illustrates a pyramidal unit cell showing all the dimensions and parameters relevant for this investigation.
In the subsequent analysis, the spacing between the struts at the top face is maintained equal to their thickness (d = S), which allows the relative density equation (see Eq. (1)) to be modified to:
where \(\bar {f}\) = \({\raise0.7ex\hbox{${2f}$} \!\mathord{\left/ {\vphantom {{2f} S}}\right.\kern-0pt}\!\lower0.7ex\hbox{$S$}}\), \(\bar {w}\) = \({\raise0.7ex\hbox{$w$} \!\mathord{\left/ {\vphantom {w S}}\right.\kern-0pt}\!\lower0.7ex\hbox{$S$}}\), ω, \(\bar {c}\) = \({\raise0.7ex\hbox{$c$} \!\mathord{\left/ {\vphantom {c S}}\right.\kern-0pt}\!\lower0.7ex\hbox{$S$}}\), and \(\bar {l}\) = \({\raise0.7ex\hbox{$l$} \!\mathord{\left/ {\vphantom {l S}}\right.\kern-0pt}\!\lower0.7ex\hbox{$S$}}\) represent the non-dimensional design parameters.
Additionally, the numerical parametric study is restricted to the analysis of a single unit cell instead of the whole structure to reduce computational burden. In Fig. S5 (Supplementary Material), the FE-predicted shear response of a single pyramidal unit cell (UC-1) is compared to that of the PL sandwich structure comprising of six-unit cells (UC-6), and the two responses reveal very similar trends. When the same PL sandwich structure was bonded to the shear fixture (UC-6 J), only minor deviations (< 4%) with the previous cases were observed (see Fig. S5), suggesting that the unit cell model (UC-1) is suitable for studying the shear response of a larger PL sandwich structure. The boundary conditions applied to the unit cell are as follows: the bottom face sheet elements were tied to a reference point (RP), which was fully constrained during the analysis. The RP tied with the elements on the top face sheet was constrained in all directions except in the direction of loading, where a shear displacement \(\delta\) was assigned. For PL structures with strut orientation angles \(\varphi \ne 90^\circ\), the latter shear displacement was applied in both x- and z- directions (see Fig. 6) to examine their anisotropic behavior.

Schematic illustration of a) a PL (tailored) showing all the relevant design parameters.
Strut inclination angle (ω)
In this section, we analyze both geometrically tailored and non-tailored PL structures, with three distinct strut inclination angles (ω = 45°, 60°, and 75°) while keeping all other design parameters (\(\bar {l}\) = 7, \(\bar {f}~\) = 0.5, \(\bar {w}\) = 0.5, \(\bar {c}\) = 0.1, and φ = 90°) constant (dimensions are listed in Table S1, Supplementary Material). It is important to mention that the PL structures were designed to obtain consistent relative densities (\(\bar {\rho }\) = 11%, 6%, and 4%), resulting in \(\bar {l}\) = 7 for the I-shaped struts and \(\bar {l}\) = 8.6 for the square struts. Note that the relative density of the PL structure (see Eq. (6)) increases non-linearly with an increase in inclination angle ω, consistent with the design parameters chosen here (see Fig. S6a, Supplementary Material).
Figure 7a illustrates the shear stress vs. strain curves for both square-shaped and I-shaped PL structures. It is evident from the responses that the tailored configurations surpass their non-tailored ones, attributed to the modification of the square strut cross-section to an I-shaped design, as discussed in Sect. 4.1. Figure 7b-d shows the FE-predicted shear modulus (G), shear strength (\({\tau _u}\)), and gravimetric energy (W) as functions of strut inclination angle (ω). The shear modulus and strength increase with increasing inclination angle, which is primarily attributed to the concomitant increase in relative density, with enhancements ranging between 14 and 20% and 38‒118%, respectively (see Fig. 7b and c). Additionally, the tailored PL structures demonstrate modest improvements in the shear performance over their non-tailored counterparts, with an enhancement of 10–13% in shear modulus and 2–16% in terms of shear strength, as shown in Fig. 7b and c.

(a) FE predicted shear response of the PL structure for different strut inclination angles (ω). Comparison of b) shear modulus, c) shear strength and d) gravimetric energy of the I-shaped strut and square-shaped strut-based PL structures. e) FE predicted deformation sequences of PL structure for different strut inclination angles (ω).
Conversely, the gravimetric energy increases up to a certain inclination angle and then declines. As the struts align more vertically with the shearing direction, the axial tension/compression forces in the struts diminish and the response becomes more dominated by strut bending and shearing, which reduces the effectiveness of the structure to absorb energy. The collapse mechanisms of the structures with varying inclination angles for both tailored and non-tailored designs are shown in Fig. 7e, where we can observe that the struts at lower angles undergo larger bending deformations due to larger axial compressive forces, prompting the struts to buckle during shear loading. As the inclination angle increases, the struts experience lower axial forces and thus, the buckling tendency of the struts decreases. Nevertheless, the I-shaped strut based PL structures notably outperform the square-shaped PL counterparts, with enhancements ranging from 15 to 27%. The main reason behind this enhancement is that, compared to square-shaped struts, I-shaped struts offer greater resistance against bending deformations that are induced during shear loading due to their larger second moment of area.
Strut aspect ratio (\(\bar {{\varvec{l}}}\))
Further now we investigate the influence of the \(\bar {l}\) on the shear performance of the PL structures. For this analysis, we adopt the same square and I-shaped struts as those analyzed earlier in Sect. 4.2.1 (ω = 75°, \(\bar {f}~\)= 0.5, \(\bar {w}\) = 0.5, \(\bar {c}\) = 0.1, and φ = 90°). With these fixed parameters, the relative density of the structures (see Eq. (6)) decreases non-linearly as the strut aspect ratio increases (see Fig. S6b, Supplementary Material). These variations in \(\bar {l}\) yield PL structures, both tailored and non-tailored, with uniform relative densities of \(\bar {\rho }\) = 15%, 11%, and 6%, respectively (see Table S2, Supplementary Material). Figure 8a shows predicted shear stress vs. strain curves for I-shaped (tailored) and square-shaped (non-tailored) PL structures, with the responses revealing that the I-shaped strut-based PL structures outperform their non-tailored counterparts. Figure 8b-d illustrates the FE predicted shear performance parameters as functions of the strut aspect ratio \(\bar {l}\). These include FE predicted shear modulus (G), shear strength (\({\tau _u}\)), and gravimetric energy (W) decrease with increasing aspect ratio, which is expected due to the concomitant decrease in relative density. Since an increase in the strut length increases the bending moments at the strut ends, structures with larger \(\bar {l}\) exhibit more pronounced bending deformations (see Fig. 8e), making the structure more compliant and reducing the ultimate strength. It is also worth noting from Fig. 8b and d, that the G and W values predicted for the tailored structures exhibit significant improvements in the range of 19–23% and 13–17%, respectively. However, in terms of shear strength, both tailored and non-tailored PL structures show comparable values (see Fig. 8c). The predicted deformation profiles of non-tailored (left column) and tailored (right column) PL structures are presented in Fig. 8e, showing a growing bend-dominance in the shear response with increasing aspect ratio \(\bar {l}\), ultimately leading to the detachment of the struts from the face sheets, regardless of the choice of the strut cross-section.

(a) FE predicted shear response of the PL structure for different strut aspect ratios (\(\bar {l}\)). Comparison of b) shear modulus, c) shear strength and d) gravimetric energy of the I-shaped strut and square-shaped strut-based PL structures. e) FE predicted deformation sequences of PL structures with varying \(\bar {l}\).
Strut orientation angle (φ)
The strut orientation angle (φ), often referred to as the internal angle, is a critical aspect of the PL unit cell design since it determines the orientation and positioning of the struts within the PL cell (see Fig. 6). Typically, pyramidal unit cells have an internal angle of 90˚, which has been employed in all designs discussed in earlier sections. In this section, we investigate the influence of the orientation angle (φ) on the shear responses of both tailored and non-tailored PL structures, with three different values of, φ = 30˚, 60˚, and 90˚ each having ω = 75°, \(\bar {f}~\)= 0.5, \(\bar {w}\) = 0.5, \(\bar {c}\) = 0.1, resulting in relative densities (\(\bar {\rho }\)) of 14%, 12%, and 11%, respectively (refer to Table S3, Supplementary Material, for a complete list of design parameters). In the FE analyses, the structures are loaded in both the transverse and lateral directions, corresponding to shear loading along the x- and z-axis, respectively (see Fig. 6). Figure 9a and b present the predicted stress vs. strain curves for shear loading along the transverse (x-axis) and lateral (z-axis) direction, respectively, while Figs 9c-e report the corresponding shear modulus (G), shear strength (\({\tau _u}\)), and gravimetric energy (W) of tailored and non-tailored PL structures. The tailored PL structures with I-shaped struts consistently demonstrate superior mechanical characteristics when compared to the square-strut PL of the same relative density (see Fig. 9c-e), with maximum enhancements of 16%, 5%, and 17% in terms of stiffness, strength, and gravimetric energy, respectively. As the orientation angle decreases from 90˚ to 30˚, the two neighboring struts get into closer proximity and become more aligned with the x-z plane (see Fig. 9f-g), thus providing higher stiffness and strength for shear loading in the x-direction. This increased alignment reduces the tendency of the struts to bend sideways and increases the axial forces in the struts, thus making them more efficient in transferring the shear load from the top to the bottom face. However, when subjected to shear loading in the z-direction, PL structures with smaller internal angles φ show reduced shear modulus (Fig. 9c), as the struts become less aligned with the loading plane, resulting in a more bend-dominated response. It is interesting to note that the shear strength in the z-direction is seen to increase between φ = 30‒60˚, which is opposite to the corresponding modulus trends. This is likely due to increased mechanical interactions between the closely packed struts as they bend sideways (see Fig. 9g), resulting in steepening shear stress vs. strain response for the φ = 30˚ case (see Fig. 9b). Hence, PL structures with φ = 30˚ show shear strength enhancements in both loading directions when compared to their standard φ = 90˚ counterparts, making them a viable choice for designs where the ultimate shear load capacity is a priority.

FE predicted stress vs. strain responses for (a) shear loading in the x-direction and (b) shear loading in the z-direction. (c) Shear modulus, (d) shear strength and (e) gravimetric energy of PL structures with I-shaped and square-shaped struts as functions of the strut orientation angle (φ) for shear loading in the x- and z-direction. f-g) Typical FE predicted shear deformation sequences of PL structures with varying φ.
Having established that lattice struts with I-shaped cross-sections can markedly improve the shear performance of core structures, we next benchmark our findings against those reported in the literature for various core types. As illustrated in Fig. 10, the gravimetric energy absorption capacities of the tailored pyramidal lattice structures developed in this work are compared with those of several conventional core materials. Notably, the proposed pyramidal lattices with I-shaped struts exhibit competitive gravimetric energy absorption values despite possessing considerably lower densities than many counterparts. This highlights their potential to achieve substantial enhancements in energy absorption capacity while concurrently minimizing overall structural weight.

Design charts illustrating the shear performance in terms of gravimetric energy absorption for the tested PL structures, benchmarked against the properties of various conventional core materials22.
Conclusions
This study explores the shear behavior of pyramidal lattice (PL) sandwich cores that were geometrically tailored by integrating I-shaped struts and fabricated using the Digital Light Processing (DLP) 3D printing technique. Quasi-static shear tests were performed on the 3D-printed PL sandwich cores, and their shear performance was assessed for various I-beam-like cross-sections, which differed in flange and web thicknesses. FE simulations were performed to investigate the underlying deformation and failure modes, as well as to assess the influence of architectural parameters on the shear performance. Overall, the results showed a good agreement between the numerical predictions and measurements, particularly the shear stress vs. strain relationships and the observed sequence of failure events.
Both experimental measurements and finite element predictions demonstrate that geometrically tailored PL structures exhibit superior shear performance as compared to their non-tailored counterparts with square-shaped struts at the same relative density. Notable enhancements are observed, with shear modulus increasing by up to 13%, shear strength up to 11% and gravimetric shearing energy up to 24%. The latter improvements are attributed to the increased bending stiffness offered by the I-shaped cross-sections, enhancing the capacity of the struts to resist shear forces. It is further shown that the PL structures with I-shaped struts are more effective in transferring the shear load when the strut aspect ratios are smaller. Similarly, a reduction of the internal angle to 30° was shown to enhance the shear strength of the PL structure in both shearing directions, making this arrangement an excellent option for sandwich cores in scenarios where shear strength is a limiting factor. These findings highlight the critical role of cross-sectional tailoring in optimizing PL structures, especially for applications in impact- and blast-resistant lightweight structures. While the advanced lattice design proposed in this study demonstrates significant mechanical benefits, its fabrication is primarily achievable through additive manufacturing techniques and is expected to incur higher costs compared to conventional designs. Consequently, a detailed cost-benefit analysis should be a vital focus of future work to evaluate the industrial feasibility of this optimized architecture. Moreover, this study lays the foundation for future investigations into the dynamic response of the proposed sandwich structure under diverse loading scenarios and boundary conditions, aiming to provide a more comprehensive assessment of its performance in real-world applications.
Data availability
The data that support the findings of this study are available from the corresponding author upon request.
References
Queheillalt, D. T. & Wadley, H. N. G. Pyramidal lattice truss structures with Hollow trusses. Mater. Sci. Eng. A. 397 (1), 132–137. https://doi.org/10.1016/j.msea.2005.02.048 (2005).
Mei, J., Liu, J. & Liu, J. A novel fabrication method and mechanical behavior of all-composite tetrahedral truss core sandwich panel. Compos. Part. Appl. Sci. Manuf. 102, 28–39. https://doi.org/10.1016/j.compositesa.2017.07.020 (2017).
Liu, J., Xiang, L. & Kan, T. The effect of temperature on the bending properties and failure mechanism of composite truss core sandwich structures. Compos. Part. Appl. Sci. Manuf. 79, 146–154. https://doi.org/10.1016/j.compositesa.2015.09.017 (2015).
Xiong, J., Ma, L., Vaziri, A., Yang, J. S. & Wu, L. Mechanical behavior of carbon fiber composite lattice core sandwich panels fabricated by laser cutting. Acta Mater. 60, 5322–5334. https://doi.org/10.1016/j.actamat.2012.06.004 (2012).
Xiong, J. et al. Shear and bending performance of carbon fiber composite sandwich panels with pyramidal truss cores. Acta Mater. 60, 1455–1466. https://doi.org/10.1016/j.actamat.2011.11.028 (2012).
Pingle, S., Fleck, N., Deshpande, V. S. & Wadley, H. N. G. Collapse mechanism maps for a hollow pyramidal lattice. R. Soc. London Proc. Ser. A 467, 985–1011. https://doi.org/10.1098/rspa.2010.0329 (2010).
Ullah, I., Elambasseril, J., Brandt, M. & Feih, S. Performance of bio-inspired Kagome truss core structures under compression and shear loading. Compos. Struct. 118 (1), 294–302. https://doi.org/10.1016/j.compstruct.2014.07.036 (2014).
Altamimi, S. et al. On stiffness, strength, anisotropy, and buckling of 30 strut-based lattices with cubic crystal structures. Adv. Eng. Mater. 24 (7), 2101379 (2022).
Rashed, M. G., Ashraf, M., Mines, R. A. W. & Hazell, P. J. Metallic microlattice materials: a current state of the Art on manufacturing, mechanical properties and applications. Mater. Des. 95, 518–533. https://doi.org/10.1016/j.matdes.2016.01.146 (2016).
Fleck, N. A., Deshpande, V. S. & Ashby, M. F. Micro-architectured materials: Past, present and future, Proc. R. Soc. A Math. Phys. Eng. Sci. 466 (2121), 2495–2516. https://doi.org/10.1098/rspa.2010.0215 (2010).
Gibson, A. M. L. J. Cellular Solids: Structure and Properties (New York Cambridge Univ. Press, 1997).
Wang, B., Wu, L., Ma, L., Sun, Y. & Du, S. Mechanical behavior of the sandwich structures with carbon fiber-reinforced pyramidal lattice truss core. Mater. Des. - MATER. Des. 31, 2659–2663. https://doi.org/10.1016/j.matdes.2009.11.061 (2010).
Kooistra, G. & Wadley, H. N. G. Lattice truss structures from expanded metal sheet. Mater. Des. 28, 896. https://doi.org/10.1016/j.matdes.2005.08.013 (2005).
Cote, F., Biagi, R., Bart-Smith, H. & Deshpande, V. S. Structural response of pyramidal core sandwich columns. Int. J. Solids Struct. - INT. J. SOLIDS STRUCT. 44, 3533–3556. https://doi.org/10.1016/j.ijsolstr.2006.10.004 (2007).
Finnegan, K., Kooistra, G., Wadley, H. N. G. & Deshpande, V. S. The compressive response of carbon fiber composite pyramidal truss sandwich cores. Int. J. Mater. Res. 98, 1264–1272. https://doi.org/10.3139/146.101594 (2007).
Wang, B., Wu, L., Ma, L., Sun, Y. & Du, S. Mechanical behavior of the sandwich structures with carbon fiber-reinforced pyramidal lattice truss core. Mater. Des. 31 (5), 2659–2663. https://doi.org/10.1016/j.matdes.2009.11.061 (2010).
Lei, H. et al. Macroscopic response of carbon-fiber pyramidal truss core panel taking account of local defect. Compos. Part. B Eng. 79, 856. https://doi.org/10.1016/j.compositesb.2015.04.052 (2015).
Queheillalt, D. T. & Wadley, H. N. G. Pyramidal lattice truss structures with Hollow trusses. Mater. Sci. Eng. A. 397, 1–2. https://doi.org/10.1016/j.msea.2005.02.048 (2005).
Feng, L. J. et al. Shear and bending performance of new type enhanced lattice truss structures. Int. J. Mech. Sci. 134, 589–598. https://doi.org/10.1016/j.ijmecsci.2017.10.045 (2017).
Mei, J., Liu, J. & Liu, J. A novel fabrication method and mechanical behavior of all-composite tetrahedral truss core sandwich panel. Compos. Part. Appl. Sci. Manuf. 102, 30–39. https://doi.org/10.1016/j.compositesa.2017.07.020 (2017).
George, T., Deshpande, V. S. & Wadley, H. N. G. Mechanical response of carbon fiber composite sandwich panels with pyramidal truss cores. Compos. Part. Appl. Sci. Manuf. 47 (1), 31–40. https://doi.org/10.1016/j.compositesa.2012.11.011 (2013).
Ullah, I., Brandt, M. & Feih, S. Failure and energy absorption characteristics of advanced 3D truss core structures. Mater. Des. 92, 937–948. https://doi.org/10.1016/j.matdes.2015.12.058 (2016).
Kooistra, G. W., Queheillalt, D. T. & Wadley, H. N. G. Shear behavior of aluminum lattice truss sandwich panel structures. Mater. Sci. Eng. A. 472, 1–2. https://doi.org/10.1016/j.msea.2007.03.034 (2008).
Dong, L. & Wadley, H. Shear response of carbon fiber composite octet-truss lattice structures. Compos. Part. Appl. Sci. Manuf. 81, 182–192. https://doi.org/10.1016/j.compositesa.2015.11.015 (2016).
Nian, Y. et al. Energy absorption characteristics of functionally graded polymer-based lattice structures filled aluminum tubes under transverse impact loading. Mater. Des. 209, 523. https://doi.org/10.1016/j.matdes.2021.110011 (2021).
Nian, Y., Wan, S., Li, X., Su, Q. & Li, M. How does bio-inspired graded honeycomb filler affect energy absorption characteristics? Thin-Walled Struct. 144, 523. https://doi.org/10.1016/j.tws.2019.106269 (2019).
Nian, Y., Wan, S., Li, M. & Su, Q. Crashworthiness design of self-similar graded honeycomb-filled composite circular structures. Constr. Build. Mater. 233 https://doi.org/10.1016/j.conbuildmat.2019.117344 (2020).
Uddin, M. A., Barsoum, I., Kumar, S. & Schiffer, A. Enhancing compressive performance in 3D printed pyramidal lattice structures with geometrically tailored I-shaped struts. Mater. Des. 237, 112524. https://doi.org/10.1016/j.matdes.2023.112524 (2024). September 2023.
Kamranfard, M. R., Darijani, H., Rokhgireh, H. & Khademzadeh, S. Analysis and optimization of strut-based lattice structures by simplified finite element method. Acta Mech. 234 (4), 1381–1408. https://doi.org/10.1007/s00707-022-03443-9 (2022).
Queheillalt, D. T., Murty, Y. & Wadley, H. N. G. Mechanical properties of an extruded pyramidal lattice truss sandwich structure. Scr. Mater. 58 (1), 76–79. https://doi.org/10.1016/j.scriptamat.2007.08.041 (2008).
Wadley, H. N. G., Fleck, N. A. & Evans, A. G. Fabrication and structural performance of periodic cellular metal sandwich structures. Compos. Sci. Technol. 63 (16), 2331–2343. https://doi.org/10.1016/S0266-3538(03)00266-5 (2003).
Queheillalt, D. T. & Wadley, H. N. G. Hollow pyramidal lattice truss structures. Int. J. Mater. Res. 102 (4), 389–400. https://doi.org/10.3139/146.110489 (2011).
Kooistra, G. W., Deshpande, V. S. & Wadley, H. N. G. Compressive behavior of age hardenable tetrahedral lattice truss structures made from aluminium. Acta Mater. 52, 4229–4237. https://doi.org/10.1016/j.actamat.2004.05.039 (2004).
Helou, M. & Kara, S. Design, analysis and manufacturing of lattice structures: an overview. Int. J. Comput. Integr. Manuf. 31 (3), 243–261. https://doi.org/10.1080/0951192X.2017.1407456 (2018).
Savio, G., Meneghello, R. & Concheri, G. Geometric modeling of lattice structures for additive manufacturing. Rapid Prototyp. J. 24 (2), 351–360. https://doi.org/10.1108/RPJ-07-2016-0122 (2018).
Vaezi, M., Seitz, H. & Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 67, 523. https://doi.org/10.1007/s00170-012-4605-2 (2012).
Compton, B. & Lewis, J. 3D-Printing of lightweight cellular composites. Adv. Mater. 26, 526. https://doi.org/10.1002/adma.201401804 (2014).
Zhang, J. & Yanagimoto, J. Topology optimization of CFRP hierarchical pyramidal structures fabricated by additive manufacturing. Compos. Part. B Eng. 224, 109241. https://doi.org/10.1016/j.compositesb.2021.109241 (2021).
Zhang, Z. et al. Elevated temperature compression behaviors of 3D printed Hollow pyramidal lattice sandwich structure reinforced by truncated square honeycomb. Compos. Struct. 286, 115307. https://doi.org/10.1016/j.compstruct.2022.115307 (2022).
Cetin, E. & Baykasoğlu, C. Energy absorption of thin-walled tubes enhanced by lattice structures. Int. J. Mech. Sci. 157–158, 471–484. https://doi.org/10.1016/j.ijmecsci.2019.04.049 (2019).
Eichenhofer, M., Wong, J. C. H. & Ermanni, P. Continuous lattice fabrication of ultra-lightweight composite structures. Addit. Manuf. 18, 48–57. https://doi.org/10.1016/j.addma.2017.08.013 (2017).
Ge Qi, B. J. & Ma, L. Mechanical response of pyramidal lattice truss core sandwich structures by additive manufacturing. Mech. Adv. Mater. Struct. 26 (15), 1298–1306. https://doi.org/10.1080/15376494.2018.1432805 (2019).
Adams, D. F. Shear testing of sandwich panel core materials. High-Performance Compos. 15, 8–9 (2007).
Solidworks Version 2017. [Online]. https://www.solidworks.com/ (2017).
SketchUp. [Online]. https://www.sketchup.com/en (2024).
Adobe Inc. Adobe Photoshop, Version 23.1. https://www.adobe.com/products/photoshop.html (2022).
Standard, C. & ASTM ASTM C393-06 standard test method for core shear properties of sandwich constructions by beam flexure. ASTM Int. i, 1–7. https://doi.org/10.1520/C0273 (2010). C.
Drucker, P. W. Soil mechanics and plastic analysis or limit design. Q. Appl. Math. 10 (2), 157–165 (1952).
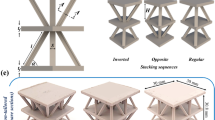
Uddin, M. A., Andrew, J. J., Barsoum, I., Kumar, S. & Schiffer, A. Quasi-static and dynamic compression behavior of stacked pyramidal lattice structures with I-beam struts. Sci. Rep. 15 (1), 2837 (2025).
Ayaz Uddin, M., Barsoum, I., Kumar, S. & Schiffer, A. Enhancing energy absorption capacity of pyramidal lattice structures via geometrical tailoring and 3D printing. In ASME Aerospace Structures, Structural Dynamics, and Materials Conference V001T01A001 (2024).
Saadi, O. W., Uddin, M. A., Schiffer, A. & Kumar, S. Digital light processing of 2D lattice composites for tunable self-sensing and mechanical performance. Adv Eng. Mater (2023).
Analysis, A. F. E. Version 2022. https://www.3ds.com/products/simulia/abaqus (2022).
Zhang, Q. et al. Design for the reduction of volume shrinkage-induced distortion in digital light processing 3D printing. Extrem Mech. Lett. 48, 101403. https://doi.org/10.1016/j.eml.2021.101403 (2021).
Schneider, J. & Kumar, S. Comparative performance evaluation of microarchitected lattices processed via SLS, MJ, and DLP 3D printing methods: experimental investigation and modelling. J. Mater. Res. Technol. 26, 7182–7198 (2023).
Ye, G., Bi, H. & Hu, Y. Compression behaviors of 3D printed pyramidal lattice truss composite structures. Compos. Struct. 233, 111706. https://doi.org/10.1016/j.compstruct.2019.111706 (2019).
Acknowledgements
Authors would like to acknowledge the financial support provided by ASPIRE, the technology program management pillar of Abu Dhabi’s Advanced Technology Research Council (ATRC), via the ASPIRE Award for Research Excellence [grant number: AARE19-148].
Author information
Authors and Affiliations
Contributions
M.A.U: Formal analysis, Validation, Investigation, Data curation, Visualization, Writing – Original draft. S.K: Supervision, Writing – Review & Editing. I.B: Supervision, Writing – Review & Editing. A.S: Conceptualization, Methodology, Supervision, Writing – Review & Editing, Funding acquisition.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Uddin, M.A., Barsoum, I., Kumar, S. et al. Shear response of pyramidal lattice sandwich cores with tailored I-beam struts. Sci Rep 15, 31508 (2025). https://doi.org/10.1038/s41598-025-17077-z
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-17077-z
