
Abstract
Aluminium alloys are widely utilized for their outstanding properties, though surface quality critically impacts service performance. Laser ablation has emerged as a preferred surface enhancement technique. The influence of laser energy density on 5083 aluminium alloy was investigated through X-ray diffraction (XRD) and electron backscattering diffraction (EBSD) analyses of composition and microstructure. With 3.5 J/cm2, initial grain refinement occurs, attributed to localized heating and subsequent recrystallization processes. With 17.5 J/cm2, dynamic recrystallization leads to significant grain refinement and a more random grain orientation, reducing the intensity of the (111) peak in XRD. With 70 J/cm2, grain coarsening is observed, but the overall orientation density slightly recovers due to the homogenization of grain orientations. The Kernel Average Misorientation (KAM) and Kernel Average Scalar (KAS) values indicate that high energy density treatments effectively reduce local misorientations and strain, demonstrating the potential of laser ablation techniques.
Similar content being viewed by others


Introduction
Aluminium alloys are utilized in aerospace and automotive industries due to their strength-to-weight ratio, machinability, and corrosion resistance1,2. However, surface defects significantly affect fatigue strength, corrosion resistance, and wear resistance, impacting long-term performance in harsh environments3,4,5. Conventional treatments including anodising, electroplating and coatings are constrained by inadequate adhesion, poor uniformity, insufficient durability6 and environmental impacts7, with complex geometries and high-precision components proving difficult and costly to process, necessitating alternative surface treatment technologies.
Across a broad range of experimental conditions, three recurrent phenomena are reported: grain refinement, dislocation multiplication and residual-stress redistribution.
Grain refinement is consistently demonstrated across laser processing techniques. Pulsed-laser paint removal on 2024 aluminium generates fine grains with concentrated surface stresses8, while KrF excimer laser pulses progressively reduce grain size with increasing pulse count9. Continuous-wave irradiation produces micron/submicron grains10, as does nanosecond fibre-laser peening11. In molten pools, nanosecond pulses simultaneously inhibit solidification cracks and refine microstructures12, whereas Nd: YAG lasers create graded grain sizes beneath 2–3 μm oxide layers13.
Dislocation density is intrinsically linked to refined grain structures. Measurable increases in dislocation length or density are evidenced by paint removal8, laser peening11 and continuous irradiation10. Elevated dislocation content results from rapid thermal cycling and associated plastic deformation.
Residual stresses co-evolve with microstructural alterations. Compressive stresses are induced by nanosecond-laser shock peening, peaking ~ 100 μm subsurface13. Conversely, thermal cycling from continuous/pulsed irradiation elevates tensile residual stresses while enhancing surface hardness14.
Hardness variations are governed by the combined effects of grain refinement, dislocation density and residual stress. Reduced grain size with concomitant dislocation density increase elevates hardness; hybrid nanosecond laser-mechanical grinding on 7B04 aluminium further demonstrates simultaneous hardness and corrosion resistance enhancement through microstructural refinement and modified stress states15.
In summary, laser ablation is demonstrated to refine aluminium alloy grains through thermal effects, though prior studies fail to clarify correlations between processing parameters and grain orientation/texture evolution. This represents a critical research gap as orientation and texture directly govern mechanical properties and strain distribution in laser-ablated 5083 aluminium, where specific characteristics alter strength uniformity and local stress concentrations.
Therefore, in this paper, the effect of laser ablation energy density on grain orientation and texture orientation optimization in aluminium alloys was investigated. Surface composition was characterized using XRD. Grain size and grain boundary distribution were analyzed through EBSD. Kernel Average Misorientation (KAM) and Kernel Average Scalar (KAS) variations were statistically evaluated across energy densities. Texture evolution was examined using polar (PF), inverse polar (IPF) and Orientation Distribution Function (ODF) analysis. Rapid solidification and dynamic recrystallisation were identified as key factors governing microstructural preferential orientation.
Experimental procedure
Material
Cold-rolled 5083 aluminium alloy specimens measuring 10 × 10 × 1 mm³ were subjected to acetone treatment and three-day environmental exposure. Chemical compositions of the micro area were subsequently determined through energy dispersive spectroscopy analyses as presented in Table 1.
Equipment
As shown in Fig. 1, the experimental apparatus incorporates a programmable controller-managed 100 W nanosecond pulsed fiber laser, an encapsulated optical system with collimator-isolator, homogenizer and XY galvanometer scanner, focal-length field lens, and a vacuum residue collection system; laser beams are shaped, homogenized, deflected and focused onto workpieces through this optical configuration.

Layout diagram of the experimental equipment.
Laser processing procedure
Laser ablation is influenced by processing parameters (e.g., average power, pulse width, frequency, spot size) and equipment parameters (e.g., laser mode, wavelength, lens focal length). Due to synergistic interactions among these factors, laser energy density is employed as a comprehensive evaluation index16:
where D is the spot diameter, M2 is the laser mode parameter(laser specific parameters),λ is the laser wavelength, f is the lens focal length, d is the spot diameter before lens focusing, S is the spot area, Pe is the single pulse energy in J, P is the Average power in W, F is the repetition frequency, E is the laser energy density in J/cm2. Based on the above formula, different laser energy densities are obtained by modulating the average laser power and repetition frequency. The main parameters of the laser equipment and experiments are shown in the Table 2, laser energy density was adjusted by modulating the average laser power, while the repetition frequency and pulse width were fixed as the optimal synergistic parameters.
Surface analyses
Surface composition was measured by X-ray diffraction (scan range: 30°-90°, step angle: 5°). A 2% HF + 6% HNO₃ + 92% H₂O electropolishing solution was utilized to reveal microstructures. Cross-sectional grain characteristics were observed using Electron Backscatter Diffraction at 20 kV with 15 mm working distance. Analyses employed 1 μm step size over the laser-ablated region of 60 × 600 μm2 areas. Grain size, boundary distribution, and orientation features were acquired through Orientation Imaging Microscopy (OIM) Analysis Software.
Results and discussion
XRD analysis
XRD patterns of laser-ablated aluminium alloys are presented in Fig. 2. Characteristic FCC α-Al peaks including (111), (002), (022), (113) and (222) are detected. Dominant (111) peak intensity in untreated samples indicates strong texture. Decreased (111) intensity with enhanced (002) and (022) peaks at 3.5 J/cm2 suggests original orientation disruption. Further (111) intensity reduction and increased (002)/(113) peaks at 17.5 J/cm2 demonstrate randomized orientation evolution. Partial recovery of (111) intensity is observed at 70 J/cm2.

XRD before and after laser ablation.
The initial strong (111) texture originates from uniform grain orientation. At 17.5 J/cm2, rapid melting-solidification rearranges local crystal structures; inter-grain competitive growth transforms (111) to (002)/(222) orientations, weakening preferential orientation17,18. Residual stresses from thermal gradients induce lattice distortions and incomplete diffraction19. Complete melting-recrystallisation at 70 J/cm2 improves homogeneity, but increased grain boundaries/defects cause lattice micro-distortions19, limiting peak intensity recovery.
Grain characterisation
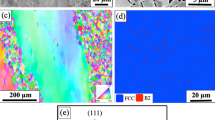
Fig. 3 demonstrates the results of EBSD testing of sample treated with 0 J/cm2. The coordinate frames indicate the normal direction (ND) and rolling direction (TD), with the testing surface perpendicular to the rolling direction (RD). Grain boundary angles are color-coded: red for 2–5°, green for 5–15°, and blue for 15°-180°. Grain boundaries are marked by black lines in the grain map (Fig. 3a). The grain boundary map (Fig. 3b) categorizes subgrain (2°-5°), small-angle (5°-15°), and large-angle boundaries (> 15°). Dense subgrain boundaries are observed in localized areas. Grain orientation differences are demonstrated by the IPF (Fig. 3c). Local misorientations are highlighted in the KAM map, with brighter areas indicating higher strain concentrations (Fig. 3d). Grain boundary angle distributions are revealed through color intensity variations in the KAS diagram (Fig. 3e).

Results of EBSD testing of the sample treated with 0 J/cm2: (a) grain diagram, (b) grain boundary diagram, (c) IPF diagram, (d) KAM diagram, (e) KAS diagram.
Fig. 4 demonstrates the results of EBSD testing of sample treated with 3.5 J/cm2. Subgrain boundaries (2°-5°) are predominantly located near grain interiors/boundaries. Small-angle boundaries (5°-15°) are concentrated at grain peripheries. Increased large-angle boundaries (15°-180°) indicate enhanced intergranular misorientations. Random crystal orientations with localized texture components are demonstrated. Local misorientation errors are primarily concentrated at grain boundary regions. Higher surface strain compared to internal strain is observed.

Results of EBSD testing of the sample treated with 3.5 J/cm2: (a) grain diagram, (b) grain boundary diagram, (c) IPF diagram, (d) KAM diagram, (e) KAS diagram.
Fig. 5 demonstrates the results of EBSD testing of sample treated with 17.5 J/cm2. Subgrain boundaries (2°-5°) suggest deformation mechanisms. Small-angle boundaries (5°-15°) indicate slip or recrystallization processes. Increased large-angle boundaries (> 15°) reflect rapid thermal cycling during laser ablation. Dispersed grain orientations with localized (111)/(001) preferences are observed. Strain inhomogeneity is demonstrated by higher misorientations at surface boundaries. Surface strain concentrations are attributed to thermal stresses from rapid solidification.

Results of EBSD testing of the sample treated with 17.5 J/cm2: (a) grain diagram, (b) grain boundary diagram, (c) IPF diagram, (d) KAM diagram, (e) KAS diagram.
Fig. 6 demonstrates the results of EBSD testing of sample treated with 70 J/cm2. As shown in Fig. 6(a) and (b), the grain size is larger than 17.5 J/cm2 and the large-angle grain boundaries are reduced, which represents the coarsening of the grains. Fig. 6(c) reflects that some grains have selective orientation characteristics. Figs. 6(e) and (f) present higher orientation errors and regional strain within the grains.

Results of EBSD testing of the sample treated with 70 J/cm2: (a) grain diagram, (b) grain boundary diagram, (c) IPF diagram, (d) KAM diagram, (e) KAS diagram.
Fig. 7 shows grain size and boundary distribution statistics. Fig. 7(a) demonstrates the untreated sample exhibits maximum average size of 41.2271 micrometers with broad distribution. Average size is reduced to 37.0597 micrometers at 3.5 J/cm2 indicating initial refinement and distribution narrowing. Maximum refinement to 33.6034 micrometers is achieved at 17.5 J/cm2 with increased small grains and uniform distribution. At 70 J/cm2, average size increases to 39.8946 micrometers where predominantly small grains coexist with partial coarsening, resulting in slight distribution broadening.
Fig. 7(b) demonstrates the untreated samples range 5.84–58.47 micrometers with 32.15 micrometers mean and 0.06 average number ratio. At 3.5 J/cm2, sizes range 3.9–55.4 micrometers with 20.07 micrometers mean and 0.08 average ratio, showing narrowed distribution. Maximum concentration occurs at 17.5 J/cm2 with 5.6–48.3 micrometers range and 26.93 micrometers mean at 0.04 average ratio. At 70 J/cm2, sizes extend 5.5–74.5 micrometers with 40.06 micrometers mean and 0.05 average ratio, exhibiting widened distribution.
Fig. 7(c) reveals untreated samples contain 33% subgrain, 7.9% small-angle and 59.2% large-angle boundaries. Subgrain boundaries are reduced to 21.9% at 3.5 J/cm2 with small-angle boundaries at 4.0%, while large-angle boundaries increase to 74.1%. Peak large-angle boundary fraction of 80.8% is observed at 17.5 J/cm2 with subgrain boundaries at 15.3% and small-angle boundaries at 3.9%. Subgrain boundaries slightly recover to 22% at 70 J/cm2 with small-angle boundaries rising to 6.4%, whereas large-angle boundaries decrease to 71.6%.

Statistical graphs of grain size and grain boundary distribution: (a) histogram of grain size, (b) marginal box plot of grain size, (c) histogram of grain boundary distribution.
KAM distributions are presented in Fig. 8. Untreated samples exhibit broad KAM distributions with localized values up to 4–5, indicating significant residual strain. At 3.5 J/cm2, increased KAM values with persistent high mismatches suggest partial strain release. At 3.5 J/cm2, the increase in average KAM values arises from new laser-induced strain, while the reduction in high KAM regions compared to the untreated sample indicates partial release of original severe localized strain. Maximum KAM concentration below 1 is observed at 17.5 J/cm2, demonstrating effective stress reduction through crystal homogenization. At 70 J/cm2, scattered and elevated KAM values compared to 17.5 J/cm2 indicate intensified local stresses and residual deformation.

The distribution of the KAM values of the samples with different energy densities: (a) untreated, (b) 3.5 J/cm2, (c) 17.5 J/cm2, (d) 70 J/cm2.
The effect of laser energy density on KAS values is shown in Fig. 9. Untreated samples exhibit KAS values primarily ranging from 400 to 1200, indicating minimal intra-grain orientation differences. At 3.5 J/cm2, values are increased and concentrated between 600 and 1200 with reduced intra-grain variations. Maximum uniformity is observed at 17.5 J/cm2 with values from 400 to 1000 and absence of local peaks, demonstrating highly homogeneous grain orientation. At 70 J/cm2, dispersed values reaching nearly 2000 indicate intensified intra-grain orientation non-uniformity.

The distribution of the KAS values of the samples with different energy densities: (a) untreated, (b) 3.5 J/cm2, (c) 17.5 J/cm2, (d) 70 J/cm2.
Dynamic recrystallisation initiation requires critical deformation by \(\:{\varepsilon}_{c}=A\cdot\:\text{exp}\left(-\frac{Q}{RT}\right)\), \(\:{\varepsilon}_{c}\) is the critical deformation, \(\:A\) is the material constant, \(\:Q\) is the activation energy of recrystallisation, \(\:R\) is the gas constant and \(\:T\) is the absolute temperature20. The critical grain size can be estimated by \(\:{d}_{c}=k\cdot\:{\left(\frac{Q}{RT}\right)}^{n}\), where \(\:k\) is the material constant, \(\:Q\) is the recrystallisation activation energy, \(\:R\) is the gas constant, \(\:T\) is the absolute temperature and \(\:n\) is the exponential21. At 3.5 J/cm2, localized heating achieves recrystallisation temperature and critical deformation, refining limited grains while increasing subgrain/small-angle boundaries with reduced large-angle boundaries, consistent with low-energy refinement studies22. Optimal refinement at 17.5 J/cm2 is attributed to enhanced dynamic recrystallisation forming new grains, with rapid solidification inhibiting growth and proliferating large-angle boundaries22. Excessive recrystallisation and grain coarsening at 70 J/cm2 increase subgrain/small-angle boundaries while slightly reducing large-angle boundaries23.
Initial orientation errors are determined by \(\:{\Delta\:}\theta\:=arccos\left(\frac{u1\cdot\:u2}{\left|u1\right|\cdot\:\left|u2\right|}\right)\), where \(\:u1\) and \(\:u2\) are the orientation vectors of the two grains respectively24. In Fig. 8(a) and (b), increasing from 0 J/cm2 to 3.5 J/cm2, localized heating generates thermal gradients inducing internal stresses. Lattice distortions \(\:{\Delta\:}\theta\:\) are increased by dislocations and crystal defect accumulation, elevating KAM values25. In Fig. 8(c), at 17.5 J/cm2, grain boundary migration is promoted to eliminate lattice distortions near boundaries, significantly reducing KAM values. Grain rearrangement into low-mismatch structures partially releases thermal residual stresses26. In Fig. 8(d), at 70 J/cm2, intense melting-rapid cooling sharply increases thermal stresses, elevating KAM values and mismatch degrees25.
Strain change initiation is determined by thermal strain \(\:{\varepsilon}_{th}=\alpha\:\cdot\:{\Delta\:}T\)27 and mechanical strain \(\:{\varepsilon}_{mech}=\frac{\sigma\:}{E}\)28, where \(\:\alpha\:\) is the coefficient of thermal expansion of the material, \(\:{\Delta\:}T\) is the amount of temperature change, \(\:\sigma\:\) is the stress and \(\:E\) is the modulus of elasticity of the material. In Fig. 9(a), untreated samples exhibit high orientation consistency with low KAS values, indicating stable structures29. In Fig. 9(b), at 3.5 J/cm2, localized temperature inhomogeneity during laser ablation triggers partial recrystallization, increasing mean KAS values30. In Fig. 9(c), minimum mean KAS values are achieved at 17.5 J/cm2 where extensive recrystallization enhances intergranular orientation differences31. In Fig. 9(d), significantly increased mean KAS values are observed despite consistent overall orientation due to grain rearrangement.
Texture-orientated behaviour
Texture distribution of untreated samples is illustrated in Fig. 10. In Fig. 10(a), Orientation densities on {111}, {110}, and {100} planes are demonstrated with maximum density 8.541 indicating preferred orientation. In Fig. 10(b), IPF reveal maximum density 4.316 with [111] orientations distributed along [112], [110] along [101]/[115], and [100] along [001]/[112]. In Fig. 10(c), ODF sections at φ2 = 0° exhibit {110}[115] Goss/Brass hybrid and {001}[100] Cubic textures. In Fig. 10(c), at φ2 = 45°, {001}[110] Rotational Cubic, {111}[112] Brass R, and {111}[132] textures are observed with peak density 34.186.

The texture distribution and grain selective orientation of the untreated sample: (a) PF, (b) IPF, (c) ODF.
Texture weakening is evidenced in the 3.5 J/cm2 laser-treated sample by reduced maximum strengths of 7.864 (Fig. 11a) and 2.608 (Fig. 11b) compared to untreated material. The [111] orientation exhibits peak pole density along [102], while [110] shows maximum density along [102] but reduced density along [115]. The [100] orientation concentrates maximum density along [103] with lower density along [115]. ODF analysis (Fig. 11c) reveals peak strength of 28.539, where φ2 = 0° is characterized by {110}[115] Goss/Brass texture, {001}[110] Rotational Cubic texture and {001}[100] Cubic texture, whereas φ2 = 45° displays {001}[100] Cubic texture, {111}[110] Brass R texture and {112}[111] Copper texture.

The texture distribution and grain selective orientation of the sample with 3.5 J/cm2: (a) PF, (b) IPF, (c) ODF.
Further texture weakening at 17.5 J/cm2 is evidenced by reduced maximum intensity of 7.000 in the pole figure (Fig. 12a). For the [111] orientation, peak density is observed along [001] with significant distribution along [115], [102] and [212]. The [110] orientation displays distributed density along [111], [112], [103] and [313], while the [100] orientation exhibits maximum density along [313] with reduced density along [101] and [103]. ODF analysis (Fig. 12c) identifies peak strength of 23.553. At φ2 = 0°, {110}[112] Brass and {110}[110] Rotated Goss textures are predominant, whereas φ2 = 45° features {001}[100] Cubic, {111}[110] Brass R, {112}[111] Copper, and {111}[115] Goss/Brass textures.

The texture distribution and grain selective orientation of the sample with 17.5 J/cm2: (a) PF, (b) IPF, (c) ODF.
Enhanced orientation strengths at 70 J/cm2 are evidenced by increased maximum texture intensity of 8.023 in the PF as shown in Fig. 13(a). For the [111] orientation, peak density is concentrated along [113] and [103] with significant density along [001]. The [110] orientation exhibits maximum density along [111] and [115] accompanied by notable density along [102]. The [100] orientation displays peak density along [117] but reduced density along [101] and [112]. ODF analysis in Fig. 13(c) reveals enhanced peak intensity of 29.492, where φ2 = 0° is dominated by {001}[100] Cubic and {110}[115] Goss/Brass textures, whereas φ2 = 45° features {001}[110] Rotational Cubic, {110}[112] Brass, {112}[111] Copper, and {111}[132] textures.

The texture distribution and grain selective orientation of the sample with 70 J/cm2: (a) PF, (b) IPF, (c) ODF.
The evolution of orientation density across Figs. 10, 11, 12 and 13 reveals an initial decrease followed by recovery with increasing laser energy density. Enhanced heat absorption induces thermal expansion, plastic flow, and localized melting that activate recrystallization mechanisms32,33,34,35,36,37,38,39,40,41. Grain refinement, boundary migration, and stress redistribution at low-to-medium energies (3.5–17.5 J/cm2) alter original orientations, with minimum density occurring at 17.5 J/cm2 due to dynamic recrystallization-driven reorientation32,33. Homogenized orientations with density recovery emerge at 70 J/cm2 despite grain coarsening34,35.
Fundamental crystallographic principles govern initial textures: [111] crystals exhibit peak density along [112] due to cubic slip geometry36, [110] crystals along [101] from high-symmetry slip systems29, and [100] crystals along [001] through symmetric alignment37. Energy-dependent modifications occur through laser processing. At 3.5 J/cm2, grain rearrangement promotes [102] orientation in [111] crystals38, [102] in [110], and [103] in [100] crystals39, while plastic deformation forms Brass R {111}[110] and thermal recrystallization generates Goss/Brass {110}[115]/Cubic {001}[100] textures32,37. Medium energy (17.5 J/cm2) reduces [110] crystal pole density along multiple directions via thermal stress33, aligns [100] crystals along [313], and produces Brass R/Rotational Cubic/Goss-Brass textures. High energy (70 J/cm2) optimizes [111] along [113]/[103]34, [110] along [111]/[115], and [100] along [117]35, enhancing cubic texture symmetry while promoting Goss/Brass, Brass, and Copper textures alongside stabilized Rotational Cubic texture through thermal effects40,41.
Conclusions
The main results are summarized as follows:
-
1.
The reduction in (111) XRD peak intensity confirms a laser-induced transition from a strong texture to randomized orientation, attributed to thermal disruption of original grains and subsequent recrystallization during ablation.
-
2.
Optimal grain refinement (33.6 μm) and high-angle boundary formation (80.8%) are achieved at 17.5 J/cm2, demonstrating enhanced dynamic recrystallization efficiency which fundamentally alters the grain boundary character distribution.
-
3.
Lattice distortion dominates at low energy, dynamic recrystallization minimizes strain at mid-energy, while intense melting elevates misorientation through thermal stress at high energy.
-
4.
Texture progression is governed by distinct energy regimes: orientation shifting occurs at 3.5 J/cm2, dynamic recrystallization promotes diversity at 17.5 J/cm2, and texture homogenization with dominant Brass component (32%) emerges at 70 J/cm2 through grain coarsening.
-
5.
Microstructural evolution critically depends on energy density, with 17.5 J/cm2 providing optimal refinement; higher energies introduce coarse grains and residual stresses that may compromise mechanical integrity despite texture homogenization.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Yuan, Z. et al. Influence of precipitates evolutions in 8-ferrite and austenite matrix on mechanical properties of alumina-forming austenitic steel. Mater. Sci. Eng. a-Structural Mater. Prop. Microstruct. Process. 847(7), 143321 (2022).
Wang, J. C. et al. Selective laser melting of Ti-35Nb composite from elemental powder mixture: microstructure, mechanical behavior and corrosion behavior. Mater. Sci. Eng. a-Structural Mater. Prop. Microstruct. Process. 760, 214–224 (2019).
Jin, Z. J. Z. J. W. et al. Effects of microstructure on the fatigue crack initiation and propagation behavior of 7075 aluminum alloy. Mater. Charact. 220(SN, 1044–5803 (2025).
Bogdanoff, T., Tiryakioglu, M., Jarfors, A. E. W., Seifeddine, S. & Ghassemali, E. On the combined effects of surface quality and pore size on the fatigue life of Al-7Si-3Cu-Mg alloy castings. Mater. Sci. Eng. a-Structural Mater. Prop. Microstruct. Process. 885, 145618 (2023).
Hu, J. M. et al. Improving the wear resistance properties of 7A04 aluminum alloy with three surface modification coatings. Coatings 14(4), 476 (2024).
Chen, S. Z. Advancements in surface treatments for aluminum alloys in sports equipment. Rev. Adv. Mater. Sci. 63(1), 20240065 (2024).
Xianwen, R. L. et al. A comprehensive overview of additive manufacturing aluminum alloys: Classifications, structures, properties and defects elimination. Mater. Sci. Eng. A. 919(SN 0921–5093), 147464 (2025).
Li, J. X. et al. Research on laser cleaning technology for aircraft skin surface paint layer. Materials 17(10), 2414 (2024).
Bashir, N. & Iqbal, A. Characterizing laser-modified microstructures and electrical and mechanical properties of Al-15.3%Si(wt.%) alloys. J. Mater. Eng. Perform. 33(5), 2196–2208 (2024).
Shahid, W., Shahid, S., Din, S. Z. U., Wang, W. T. & Cheng, W. The study of the structural, morphological, and mechanical characteristics of the laser-irradiated aluminium targets. Mater. Science-Medziagotyra. 27(3), 313–318 (2021).
Khudhair, A. M. & Hussein, F. I. High speed shock peening by fiber laser for al alloy 6061-T6 thin sheets. J. Mater. Eng. Perform. 31(10), 8585–8595 (2022).
Kasuga, M., Sano, T. & Hirose, A. Grain refining in weld metal using short-pulsed laser ablation during CW laser welding of 2024-T3 aluminum alloy. Int. J. Extreme Manuf. 1(4) (2019).
Gou, Y. Q. et al. Laser peening without coating fabricated superhydrophobic aluminum alloy with favorable mechanical properties. Mater. Today Commun. 39, 108616 (2024).
He, Z. R. et al. Uncovering the roles of laser action modes in surface mechanical properties of 2024 aluminum alloy. Appl. Surf. Sci. 613, 156032 (2023).
Song, Y. et al. Effect of the overlap ratio on surface properties of 7B04 aluminum alloy for aviation during laser derusting. J. Mater. Res. Technol. 20, 1495–1511 (2022).
Liu, B. W. & Li, Z. Study of quantitative analysis superficial morphology and composition on the fluctuation behavior of molten pool and keyhole in laser ablation-assisted laser welding for 5083 aluminium alloys. J. Manuf. Process. 133, 1222–1236 (2025).
Pusztai, T., Rátkai, L., Horváth, L. & Gránásy, L. Phase-field modelling of directional melting of lamellar and rod eutectic structures. Acta Mater. 227, 117678 (2022).
Liu, H. et al. Microstructure and high-temperature wear behavior of CoCrFeNiWx high-entropy alloy coatings fabricated by laser cladding. Tribol Int. 172, 107574 (2022).
Du, L. W., Shu, X. D., Xu, H. J., Chen, S. Y. & Deng, Y. M. Effects of laser energy density on microstructure and properties of fecocrnimo high-entropy alloy coatings on 45 steel substrate. J. Mater. Eng. Perform. (2024).
Xie, B. C., Li, H., Ning, Y. Q. & Fu, M. W. Discontinuous dynamic recrystallization and nucleation mechanisms associated with 2-, 3-and 4-grain junctions of polycrystalline nickel-based superalloys. Mater. Des. 231, 112041 (2023).
Li, J. B. et al. Grain refinement mechanism and mechanical properties of wrought Zn-0.1Mg-0.02Mn alloys by rolling at different reductions. J. Mater. Res. Technol. 25, 6263–6274 (2023).
Zhang, J. et al. The effect of laser energy density on the microstructure, residual stress and phase composition of H13 steel treated by laser surface melting. J. Alloy Compd. 856, 158168 (2021).
Rui, H., Meiping, W., Chen, C., Xiaojin, M. & YuLing, G. Effects of laser energy density on microstructure and corrosion resistance of fecrnimnal high entropy alloy coating. Opt. Laser Technol. 152, 108188 (2022).
Thongchai, K., Chuysinuan, P., Thanyacharoen, T., Techasakul, S. & Ummartyotin, S. Characterization, release, and antioxidant activity of caffeic acid-loaded collagen and chitosan hydrogel composites. J. Mater. Res. Technol. 9(3), 6512–6520 (2020).
Liu, X. L. et al. Enhancement of hardness and high-temperature wear resistance of laser-clad CoAlTiWTa RHEA coating on inconel 718 superalloy by addition of tic. J. Mater. Sci. 59(38), 18196–18214 (2024).
Ding, H. H. et al. Effect of volume energy density on microstructure and mechanical properties of TC4 alloy by selective laser melting. J. Alloy Compd. 968, 171769 (2023).
Feldgun, V. R. & Yankelevsky, D. Z. The optimal nose shape of a projectile penetrating into targets described by a locked hydrostat and a linear shear failure relationship. Int. J. Solids Struct. 200, 119–131 (2020).
Ali, M. et al. Advanced extreme learning machines vs. deep learning models for peak wave energy period forecasting: A case study in Queensland, Australia. Renew. Energ. 177, 1031–1044 (2021).
Zang, J. et al. Influence of laser treatment on the microstructural evolution and performance of Ti65 alloy. J. Mater. Res. Technol. 30, 9028–9036 (2024).
Wang, C. L. et al. The impact of laser treatment on the microstructure and properties of bronze route Nb3Sn thin films. Appl. Surf. Sci. 682, 161646 (2025).
Yan, J. X. et al. Effect of laser energy density on the phase transformation behavior and functional properties of NiTi shape memory alloy by selective laser melting. J. Alloy Compd. 1005, 176060 (2024).
Zhang, D. et al. Grain refinement in laser remelted Mg-3Nd-1Gd-0.5Zr alloy. Scripta Mater. 183, 12–16 (2020).
Yu, Y. B. et al. Dynamic recrystallization behavior and mechanism of bimodal TC17 titanium alloy during high strain rate hot compression. Mater. Today Commun. 34, 105255 (2023).
Zhao, C., Ma, C., Du, W., Yu, Z. & Zhang, Z. Study on the reduction of residual stress in laser cladding layers through groove texture. Sci. Rep-Uk. 14(1), 15911 (2024).
Zhu, F. et al. Effect of crystallographic orientation on the deformation and mechanical behavior of CoCrFeNi in Berkovich nanoindentation. Mater. Sci. Eng. a-Structural Mater. Prop. Microstruct. Process. 914, 147106 (2024).
Jung, C. W. et al. Effect of laser surface treatment on microstructural evolution and mechanical properties of a Co-Cr-Fe-Ni-Mo medium-entropy alloy. Mater. Sci. Eng. a-Structural Mater. Prop. Microstruct. Process. 922, 147617 (2025).
Boukhari, M. et al. Microstructure evolution and deformation behavior of laser-deposited TA15 alloy using in situ SEM study. J. Mater. Sci. (2025).
Li, Z. et al. Single-crystal structure formation in laser directed energy deposited inconel 718 through process parameter optimization and substrate orientation tuning. J. Mater. Process. Tech. 335, 118673 (2025).
Yang, P. X. et al. Laser additive manufacturing of CrFeNb particles reinforced Ni-based superalloy composites with grain refinement and superior performance. J. Mater. Res. Technol. 33, 9630–9640 (2024).
Wang, H. B. et al. The secondary orientation effect of single crystal superalloy thin-wall specimens at 850°C with 001 primary orientation. J. Mater. Res. Technol. 29, 3205–3216 (2024).
Li, J. Y. et al. Effect of crystal orientation on the nanoindentation deformation behavior of TiN coating based on molecular dynamics. Surf. Coat. Tech. 467, 129721 (2023).
Acknowledgements
This work is supported by Natural Science Foundation of Hunan Province (Grant No. 2024JJ6174 and No. 2025JJ70007), Excellent Youth Project of Hunan Provincial Department of Education (No. 24B0855, No. 24B0857 and No. 24B0862), Changsha Natural Science Foundation (No. kq2402089 and No. kq2502217), Guangxi Science and Technology Major Program (No. 2024AA26001), Key Research Projects of the Hunan Provincial Department of Education’s Scientific Research Program (23A0648), the Key Laboratory in College of Hunan Province, grant numbers 2023-213 (Xiang Jiao Tong).
Author information
Authors and Affiliations
Contributions
Bowen Liu: Conceptualization, Formal analysis, Funding acquisition, Resources,Validation, Writing - original draft, Writing-review & editing; Jinwei Zhang: Data curation, Formal analysis, Methodology, Project administration, Visualization, Writing -original draft, Writing-review & editing; Sixuan Wang: Formal analysis, Investigation, Validation; Jie Gu: Formal analysis, Visualization; Junfeng Man: Project administration, Resources; Zhou Li: Methodology, Project administration, Supervision, Writing – review & editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Liu, B., Zhang, J., Wang, S. et al. Grain and texture optimisation with dynamic recrystallisation behaviour in laser ablation of 5083 aluminium alloy. Sci Rep 15, 34834 (2025). https://doi.org/10.1038/s41598-025-19029-z
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-19029-z
Keywords
This article is cited by
-
Influence of deposition strategy on the microstructure and mechanical properties of CMT + P WAAM-based 205C aluminum alloy
Journal of Materials Science (2026)
