
Abstract
Seeding technology plays a critical role in ensuring food security and improving agricultural production efficiency. To tackle the challenges associated with seed-filling in maize mechanical precision seed-metering device during high-speed operations, a method for seed pile stratification is proposed. A mesh hole structure conducive to stratification is designed to assist seeds in passing through the mesh hole and separating from the population, thereby effectively achieving stratification and improving seed-filling performance, enabling effective filling under high-speed conditions. The mesh hole structure was designed with diamond, square, and circular configurations, with an analysis of seed screening performance revealing that the circular mesh hole structure had the highest screening efficiency. Under circular mesh hole conditions, a theoretical analysis of the seed screening process was performed, identifying key factors influencing seeding performance, such as the seed-metering disk rotational speed, mesh hole quantity, and mesh hole diameter. Theoretical calculations indicated that an initial angle of 15° and a terminal angle of 75° at the endpoint of the seeding zone yield the optimal seed screening rate. Orthogonal experiments were conducted with seed-metering disk rotational speed, mesh hole quantity, and mesh hole diameter as experimental factors. The results demonstrated that, at a maize plant spacing of 18 cm and an operating speed of 273 rpm (approximately 12 km/h), with 5 mesh holes and a mesh hole diameter of 14 mm, the qualified rate reached 89.24%, meeting the technical requirements for high-speed precision maize seeding. This study offers novel insights and a theoretical foundation for further research into mechanical high-speed precision maize seeding technology.
Similar content being viewed by others

Introduction
Maize is a major crop in China, with a current average yield of approximately 6.3 tons per hectare, which is only about 60% of the level achieved in developed countries, and there remains a significant supply-demand gap1,2. With the advancement of large-scale production systems and growing emphasis on crop yield improvement, there is an increasing demand for high-speed precision seeding under dense planting conditions, which places higher technical requirements on seeding machinery3,4. High-speed precision seeding technology refers to precision seeding operations conducted at speeds exceeding 8 km/h, ensuring uniform plant spacing and consistent emergence. This method offers notable advantages such as cost reduction and efficiency gains5,6. As the core component enabling this technology, the precision seed-metering device plays a decisive role in determining the quality of seeding operations7,8. Mechanical precision seed-metering devices are widely used in China due to their structural simplicity, strong compatibility, and low operating cost9,10,11.
However, as operating speeds increase, the seeding accuracy of mechanical metering devices declines sharply, rendering them unsuitable for high-speed precision seeding scenarios and thereby limiting their practical application12,13. The root cause lies in the inability of mechanical metering devices to effectively fill seeds at high speeds, resulting in reduced seed-filling performance and frequently miss seeding, which seriously affect crop yield and quality14. Therefore, it is imperative to overcome the limitations of mechanical metering performance under high-speed conditions, a challenge that holds significant implications for the advancement of high-speed precision seeding technologies in China15.
To address the poor seed-filling performance and dispensing performance of mechanical seed-metering devices under high-speed operating conditions, researchers have commonly employed methods such as increasing seed pile disturbance and applying mechanical vibrations16. These approaches aim to disrupt the inter-seed constraint force chains, thereby enhancing seed pile mobility and effectively mitigating the resistance encountered during seed-filling. Du et al17., proposed a seed-filling method that increases seed pile disturbance using an agitation strip and determined the optimal structural parameters of the strip through experimental analysis. Liu et al.18, introduced a novel horizontal conical metering disc for wheat, equipped with internal guide vanes to improve seed-filling performance, and examined the relationship between seed flow characteristics within the filling zone and the structural design of the metering device. Jia et al.19, improved the filling force acting on soybean seeds by adding a stirring mechanism to the concave spoon-type metering device, thereby enhancing seed-filling performance. Wang et al.20, redesigned a metering mechanism based on the operating characteristics of spoon-wheel devices, developing a clamping-spoon metering device that achieves precise handling of maize seeds of various grades by controlling the spoon’s opening space. Lai et al.21, created a pneumatic precision seed-metering device aimed at wheat, utilizing a conical seed-metering disk, which operates on the principles of negative pressure seed suction and the self-weight of the seeds, this innovation results in enhanced randomness and uniformity of seed distribution between rows. Similarly, Ding et al.22, developed a high-speed precision seed-metering device that employs a pneumatic suction-type mechanism, integrating mechanical pressing and airflow interruption, and featuring a specialized seed discharge structure to improve the uniformity of seed distribution. Li et al.23, proposed a method incorporating a seed-pushing device to achieve linear seed distribution, minimizing collisions between seeds and the seed guide tube wall, which ultimately elevated the quality of seed distribution quality. Dong et al.24, designed a seed-guiding mechanism that restricts the movement freedom of seeds, guiding them in the intended direction, and effectively tackling the challenge of inconsistent seed spacing. Currently, some scholars are focusing on researching electronic control strategies and systems for high-speed precision seed-metering device to optimize seeding performance. Hensh et al.25, utilized electronic metering devices to monitor and provide real-time feedback on the seeding process of precision seeders, which effectively reduced miss seeding seeds and enhanced seeding quality. Gautam et al.26, designed a low-cost seed-metering module based on a microcontroller compatible with commonly used tillage machines, aimed at improving seed seeding uniformity. Wang et al.27, developed an electric drive system for controlling high-speed corn precision seeding, which significantly improved seeding uniformity. Li et al.28, proposed a dual-closed-loop control strategy for the seed distributor seeding motor, employing a PID controller to manage both the current and speed loops to ensure optimal seed spacing distribution. These efforts have led to the development of seed-filling force models applicable to various metering structures and have improved adaptation to disc rotating speed29,30. However, since the underlying issue of seed pile accumulation in the filling zone remains unresolved, seed-filling performance continues to be constrained by operating speed.
To address this challenge, the present study introduces a seed pile stratification method, along with a corresponding structural design, and evaluates various mesh hole shapes through comparative analysis. A theoretical analysis of the seed pass-through process was conducted to determine the angular range of the seed-filling zone. A bench experiment was then carried out using three key variables affecting seed-filling performance—seed-metering disk rotational speed, mesh hole quantity, and mesh hole diameter—as experimental factors. The optimal parameter combination was identified and verified through further experimenting, aiming to provide a reference for improving the high-speed performance of mechanical seed-metering devices.
Materials and methods
Structure and operating principle
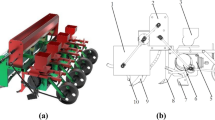
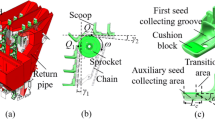
The structural design of the centrifugal seed-filling and cleaning mechanical high-speed precision maize metering device is illustrated in Fig. 1. The device primarily consists of the rear housing, seed-metering disc, shaft, type hole inserts, seed-protection plate, front housing, and seed box. Uniformly distributed seed-agitating teeth are arranged on the metering disc, while the front housing is equipped with a chamber partition and a seed-return pipe. The chamber partition divides the metering device into two functional zones. A screen structure is integrated into the partition wall located in the seed-filling zone. Based on the operational process of the metering device, it is functionally divided into four working zones arranged in sequence: the seed-filling zone, seed-carrying zone, seed-cleaning zone, and seed-delivering zone, as shown in Fig. 2.

Structure diagram of seed-metering device. (1) seed box; (2) Front housing; (3) seed-protection plate; (4) shaft; (5) seed-metering disc; (6) rear housing; (7) type hole insert.

Schematic diagram of the working process of the metering device. (1) external return pipe; (2) seed-agitating teeth; (3) mesh hole. Note: Red indicates seeds awaiting filling that are separated from the seed pile and pass through the mesh holes, as well as refilling seeds circulating through the external return pipe. Blue indicates singly dispensed seeds. Yellow indicates seeds not separated from the seed pile.
During operation, maize seeds flow from the seed box into the waiting zone of the seed-metering device. The seed-agitating teeth, mounted on the rotating seed-metering disc, agitate the seeds in this zone, inducing movement. Under the combined action of gravity and centrifugal force, a portion of the seeds pass through the mesh holes and enter the seed-filling zone, where they are loaded into the type holes on the metering disc and carried forward by its rotation. In the seed-cleaning zone, the height of the seed-protection plate is significantly reduced compared to that in the seed-filling and seed-carrying zones, just enough to constrain a single seed. As the seeds in the type holes reach the seed-cleaning zone, any excess seeds lose the constraint of the protection plate and, under centrifugal force, are ejected from the type holes and returned to the seed-filling zone via the seed-return pipe for secondary filling. Only a single seed remains in the type hole, which continues rotating with the disc. In the seed-delivering zone, the height of the protection plate decreases further, eventually becoming insufficient to retain even one seed. At this point, the single remaining seed exits the type hole under the combined effect of gravity and centrifugal force, completing the metering process.
Design and parameter analysis of the seed pile stratification mechanism
Design of the mesh hole structure
To prevent excessive seed accumulation near the type holes, which may result in multiple seeds being filled into a single hole and cause multiple seeding errors, a pipe structure was incorporated within the internal chamber of the seed-metering device. Mesh holes were arranged in the seed-filling zone of the pipe to control entry. After seeds enter the metering device from the seed box, they fall into the bottom of the metering disc under the influence of gravity and accumulate in the waiting zone. Driven by the seed-agitating teeth on the metering disc, the seeds begin to move within the chamber. A portion of the seeds in the waiting zone pass through the mesh holes into the pipe structure and are subsequently loaded into the type holes, thereby completing the seed-filling process.
To accommodate the shape characteristics of maize seeds, the mesh holes were designed as either polygons with equal side lengths or as circles31. When the mesh hole takes the form of a polygon, the side length is denoted as lp, the area is denoted as \(\:{{\delta}}_{{p}}\) and the smallest internal angle is denoted as \(\:{\alpha}\)p. In the case where a maize seed passes directly through the mesh hole without colliding with the pipe structure, the seed’s center of gravity falls within a smaller polygon that is geometrically similar to the mesh hole. This smaller polygon is referred to as the “pass-through polygon,” with side length denoted as kp and area denoted as εp. When the mesh hole takes the form of a circle, the diameter is denoted as \(l_c\), and the area is denoted as \(\:{{\delta}}_{c}\). The diameter of the “pass-through circle” is denoted as kc, and the area is denoted as εc. The total area is given as:
Where \(\mu\) is the total area of the region where the center of gravity of maize seeds may fall; \(\:\text{a}\) is the number of mesh holes; \(\varepsilon\) is the area of the pass-through region.
When the pass-through area \(\varepsilon\) and the spacing between mesh holes remain constant, a smaller mesh hole area \(\delta\) leads to a larger number of mesh holes \(\:\text{a}\). As a result, \(\mu\) increases, which enhances the probability of maize seeds passing through the mesh holes, thereby improving pass-through performance. Therefore, the mesh hole areas \(\delta\) of different shapes were analytically derived. Under the condition of a constant maize seed pass-through area \(\varepsilon\), the mesh hole areas of various geometries were compared to evaluate their corresponding pass-through effectiveness.
(1) Pass-through area of a rhombic mesh hole
Where kd is the side length of the pass-through rhombus (mm); εd is the area of the pass-through rhombus (mm²); αd is the minimum internal angle of the rhombic mesh hole (°), the range is between 0° and 90 °. Refer to Fig. 3.
Where ld is the side length of the rhombic mesh hole (mm); \(\phi\) is the average diameter of a maize seed (mm).
Where δd is the area of the rhombic mesh hole (mm²).
By rearranging the above expressions, the area of the rhombic mesh hole can be obtained as follows:

Rhombic mesh hole and the schematic of the pass-through process.
(2) Pass-through area of a square mesh hole.
Based on the derivation of the pass-through area for the rhombic mesh hole, when the mesh hole is a square, as illustrated in Fig. 4, the internal angle of the mesh hole αs = 90°, and thus sinαs = 1. Therefore, the following relation holds:
Where δs is the area of the square mesh hole (mm²); εs is the pass-through area for the square mesh hole (mm²).

Square mesh hole and the schematic of the pass-through process.
(3) Pass-through area of a circular mesh hole.
When the mesh hole is circular, as illustrated in Fig. 5, the following relationship is satisfied:
Where kc is the diameter of the pass-through circle (mm); εc is the pass-through area for the circular mesh hole (mm²).
Where lc is the diameter of the circular mesh hole (mm).
Thus, the area of the circular mesh hole is obtained as:
Where δc is the area of the circular mesh hole (mm²).
By rearranging the above equations, the mesh hole area can be written as:

Circular mesh hole and the schematic of the pass-through process.
For rhombic mesh holes, given that 0° < αd ≤ 90°, it follows that 0 < sinαd ≤ 1. When both εd and \(\phi\) are held constant, δd is a monotonically decreasing function of sinαd. The minimum value of δd is attained only when αd = 90°, at which point the rhombus becomes a square and sinαd = sinαs = 1, the pass-through effect is best. Under the same conditions, square mesh holes provide better pass-through performance for maize seeds compared to rhombic mesh holes. For circular mesh holes, when the pass-through area εc equals the square pass-through area εs, and \({\phi}\) remains constant, it can be seen from the derived equations that \(\sqrt \pi /2\)<1, thus δc<δs. This implies that, under equal pass-through areas, circular mesh holes offer better seed pass-through performance than square mesh holes. In conclusion, among the three mesh hole shapes—rhombic, square, and circular—the circular mesh hole demonstrates the best pass-through effectiveness for maize seeds. Therefore, circular mesh holes were adopted in the pipe structure of the seed-filling zone.
Analysis of the seed pass-through process and parameter determination
To ensure that maize seeds can pass smoothly through the mesh holes and enter the seed-filling zone, the diameter of the circular mesh hole should be greater than the average seed length. However, to prevent an excessive number of seeds from passing through and accumulating near the type holes, the diameter should not exceed twice the average seed length. The recommended range for the mesh hole diameter is defined as follows:
Where l0 is the average length of maize seeds (mm); lc is the diameter of the circular mesh hole (mm).
Since the seed box is positioned at the lower right side of the metering device, the mesh holes are correspondingly arranged in a specific region at the lower right side of the metering device to facilitate effective seed-filling. If the mesh hole size is too large or the number of mesh holes is too great, an excessive number of maize seeds may pass into the filling zone, leading to overfilling and multiple seeding. Conversely, if the mesh hole size is too small or the number of mesh holes is insufficient, underfilling may occur, resulting in miss seeding.
After entering the seed-metering device, maize seeds begin moving with the rotation of the metering disc. The process by which seeds transition from the waiting zone into the seed-filling zone can be divided into two stages: sliding along the mesh hole surface and ejection through the mesh hole. Under the influence of the seed-agitating teeth, the seeds pass through the mesh holes and are ejected downward into the filling zone, as illustrated in Fig. 6.

Seeds pass through circular mesh holes.
The angle between the seed’s position and the vertical direction is denoted as σ0. The angle at the entry point a, where the seed begins its transition from the waiting zone to the filling zone, is defined as σmin. The angle at the exit point b, where the seed completes its entry into the filling zone, is denoted as σmax. The arc length between points a and b, denoted as lab1, represents the arc length of the waiting zone, as illustrated in Fig. 7.

Mesh holes position distribution diagram.
As shown in Fig. 8, the force analysis of a maize seed at the entry point of the seed-filling zone is expressed by32:

Force acting on the seed at point a.
As shown in Fig. 9, the force analysis of the maize seed at the exit point b of the seed-filling zone is expressed by:
Where Fn is the normal support force acting on the maize seed, G is the gravitational force acting on the seed, Fr is the centrifugal force applied to the seed, f is the frictional force acting on the seed.

Force acting on the seed at point b.
Where m is the mass of the maize seed, g is the gravitational acceleration, µ is the coefficient of sliding friction between the seed and the mesh hole wall, taken as 0.3, ω is the angular velocity of the metering disc.
Combining the above equations yields:
The arc length of the waiting zone lab1 is related to the mesh hole diameter lc by:
To avoid underfilling that could result in miss seeding, the quantity of seeds Qt entering the filling zone should approximately equal the metering quantity Qs:
Where St is the effective area of the mesh holes; qt is the quantity of seeds passing through per unit area of the mesh holes; k is the number of seeds metered per rotation of the metering disc.
The value of qt is related to the pass-through probability of the mesh hole, which is primarily determined by the projected area ratio between the maize seed and the horizontal cross-sectional area of the mesh hole. A smaller ratio leads to a higher qt, indicating easier pass-through of the seed. A larger ratio leads to a smaller qt, indicating lower pass-through probability. After comprehensive consideration, σmin is determined to be 15°, and σmax is determined to be 75°.
Experiment design
Experimental materials and setup
A bench performance validation experiment was conducted to evaluate the impact of seed pile stratification on the performance of the seed-metering device. The experimental setup is shown on Fig. 10. The seed-metering device used in the experiment is a self-developed mechanical high-speed precision seed-metering device. The main structural components were manufactured using resin and transparent photosensitive materials fabricated through high-precision 3D printing. The maize variety used for the experiment was Zhengdan 958, with seeds that had not undergone cleaning or grading. Maize seeds are yellow in color and irregular in shape. Based on their outer contours, they are classified into three types: large flat, small flat, and quasi-round. One thousand seeds were selected from the test samples for length, width, and thickness measurement33, and the results are shown in Table 1. The thousand-grain weight was 290.2 g, and the water content was 10.36%. The custom-designed bench experiment system consists primarily of an STM32 microcontroller as the control unit. A Pufeide 86HSE12N closed-loop stepper motor, paired with an HBS86H driver, was employed as the actuation module for the seed-metering device. The motor speed was controlled via STM32’s PWM-based timer module. A human-machine interface program was developed to manage communication between a touchscreen serial display and the controller, enabling real-time display and adjustment of operational parameters. High-speed imaging (Qianyanlang M230) was used in conjunction with a data acquisition system to conduct performance optimization experiments for the seed-metering device.

Bench experiment. (1) fill light; (2) experiment bench; (3) seed-metering device; (4) high-speed camera; (5) PC.
Experimental indicators
According to agronomic requirements for precision maize planting, the target seed spacing was set to 18 cm. In accordance with NY/T 503–2015 Quality Evaluation Standards for Single-Grain (Precision) Planters, a data acquisition system was used to evaluate the following indicators: qualified rate, multiple rate, and miss rate34. In each experiment group, 251 seeds were stably discharged, and each group was experimented three times. The average values of the three indicators were used as the results. The selected experimental factors were qualified rate (M), multiple rate (A), and miss rate (D).
Experimental method
Based on the prior analysis and preliminary trials, it was found that the rotating speed of the seed-metering disc, the number of mesh holes, and the mesh hole diameter significantly affect seeding performance. A three-factor, three-level central composite orthogonal experiment was conducted to determine an optimal parameter combination. The rotating speed X1 was set at three levels: 240 rpm for level − 1,270 rpm for level 0, and 300 rpm for level 1. The number of mesh holes X2 was assigned three values: 4, 5, and 6. The mesh hole diameter X3 was set at 13 mm, 14 mm, and 15 mm, respectively. The coding of experimental factors is shown in Table 2. Use Design-Expert software to perform regression analysis on the test results, obtain the regression equation, explore the optimal parameter combination, and verify the test.
Results and discussion
Orthogonal experimental scheme design and results
The experiment was designed according to the principle of Box-Behnken experiment32. A total of 17 groups of treatments were carried out. Each group of treatments was repeated three times and the average value was taken. The experiment results are shown in Table 3.
Analysis of bench experiment results
Regression modeling and significance analysis
Based on the orthogonal experiment results, the interactions among different experimental factors and their relative influence on seeding performance were analyzed, and a regression model was established to describe the relationship between the performance indicators and the experimental factors.
An analysis of variance (ANOVA) was conducted on the results. The ANOVA table for the seed spacing qualified rate (M) is presented in Table 4. Based on the analysis, the regression equation of qualified rate (M) with respect to the rotating speed of the seed-metering disc X1, the number of mesh holes X2, and the mesh hole diameter X3 is expressed as:
From the data in Table 4, it was found that among the three factors, mesh hole diameter had the most significant influence on the qualified rate, followed by rotating speed and the number of mesh holes. The P-value for the regression model of the qualified rate was less than 0.01, indicating that the model is highly significant and fits the data well. Moreover, the lack-of-fit term had a P-value of 0.3939, which is greater than 0.05, suggesting that it is not significant and that the regression model is highly reliable. However, the P-values for the main effects of X1, X2, as well as the interaction terms X1 × 3 and X2 × 3, were all greater than 0.05, indicating that these terms had no significant effect on the qualified rate. This suggests that the regression relationship between the experiment factors and the qualified rate is nonlinear. Therefore, the insignificant terms were removed, and the simplified regression equation for the qualified rate is given as:
The ANOVA results for the multiple rate are shown in Table 5. Based on the analysis, the regression equation of multiple rate (A) with respect to the rotating speed of the seed-metering disc X1, the number of mesh holes X2, and the mesh hole diameter X3 is expressed as:
From the data in Table 5, it is evident that the multiple rate is most affected by the rotating speed, followed by the number of mesh holes and, finally, the mesh hole diameter. The P-value for the regression equation is less than 0.01, indicating that the model exhibits a reasonable degree of fit. In addition, the P-value for the lack-of-fit term is 0.2338, which is greater than 0.05, suggesting that the model has high simulation credibility. However, the interaction term between rotating speed and mesh hole numbers X1 × 2, as well as the quadratic term of rotation speed X12, both had P-values greater than 0.05, indicating that their effects on the multiple rate were not significant. This confirms that the regression relationship between the experimental factors and the qualified rate is nonlinear. After removing the insignificant terms, the simplified regression equation for the multiple rate is:
The ANOVA results for the miss rate are shown in Table 6. From the data in the analysis table, the regression equation of miss rate (D) with respect to the rotating speed of the seed-metering disc, the number of mesh holes, and the mesh hole diameter is given as:
From the data in Table 6, it is evident that among the experimental factors, the rotating speed had the most significant influence on the miss rate, followed by the number of mesh holes. The P-value of the regression model was less than 0.01, indicating that the equation had a good degree of fit. Moreover, the P-value of the lack-of-fit term was 0.4982, which is greater than 0.05, suggesting that the model has high simulation credibility. The P-values corresponding to mesh hole diameter X3, the interaction term between rotating speed and mesh hole diameter X1 × 3, and the interaction term between the number of mesh holes and mesh hole diameter X2 × 3 were all greater than 0.05, indicating that their effects on the miss rate were not statistically significant. This confirms that the relationship between the experimental factors and the miss rate is nonlinear. After removing the insignificant terms, the simplified regression equation for the miss rate is:
Response analysis of the experimental factors
The effects of the three experimental factors—rotating speed, number of mesh holes, and mesh hole diameter—on the seed spacing qualified rate were analyzed. The corresponding response surface plots, generated using Design-Expert software, are shown in Fig. 11.
As shown in Fig. 11(a), when the mesh hole diameter is at the zero level (i.e., 14 mm), the qualified rate is relatively high when the number of mesh holes is between 4.5 and 5.5, and the metering disc rotating speed is between 260 and 280 rpm. When the rotating speed is held constant, the qualified rate first increases and then decreases with an increase in the number of mesh holes. This is because, as the number of mesh holes increases, more seeds enter the type holes per unit time, which enhances the seed-filling performance and improves the qualified rate. However, when too many seeds accumulate in the type holes, multiple seeds may be compressed at the bottom, making it difficult to clean excess seeds. Incomplete seed-cleaning can result in multiple seeding, thereby reducing the qualified rate. Conversely, when the number of mesh holes is held constant, the qualified rate also shows a trend of increasing first and then decreasing with increasing rotating speed. When the number of seeds entering the type holes remains unchanged, a higher rotating speed within a certain range increases the centrifugal force acting on the seeds, enhancing the seed-filling performance. Thus, the qualified rate increases with speed. However, if the rotating speed is too high, the excessive centrifugal force may cause over-cleaning in the seed-cleaning zone, leading to miss seeding and a consequent drop in the qualified rate.
As shown in Fig. 11(b), when the number of mesh holes is at the zero level (i.e., 5 mesh holes), the seed spacing qualified rate is relatively high under the following conditions: the rotating speed ranges from 268 to 280 rpm, and the mesh hole diameter ranges from 13.5 to 14.5 mm. When the mesh hole diameter is held constant, the qualified rate increases first and then decreases with increasing rotating speed. This trend is consistent with that observed in Fig. 11(a)—at low rotating speeds, increasing speed improves the seed-filling performance. However, when the rotating speed is too high, over-cleaning may occur in the seed-cleaning zone, resulting in a decline in the qualified rate. Similarly, when the rotating speed is held constant, the qualified rate also shows a trend of first increasing and then decreasing with an increase in mesh hole diameter. As the diameter increases, the number of seeds entering the type holes per unit time also increases. Initially, this enhances seed-filling performance. However, when the number of seeds becomes excessive, incomplete cleaning may occur, causing a subsequent decrease in the qualified rate.
As shown in Fig. 11(c), when the rotating speed is at the zero level (i.e., 270 rpm), the qualified rate is relatively high under the condition where the mesh hole diameter ranges from 13.5 to 14.5 mm, and the number of sieves mesh holes ranges from 4.5 to 5.5. When the number of mesh holes is kept constant, the qualified rate shows a trend of first increasing and then decreasing with the increase of mesh hole diameter. Similarly, when the mesh hole diameter is kept constant, the qualified rate also shows a trend of first increasing and then decreasing as the number of mesh holes increases. When both the number of mesh holes and the mesh hole diameter increase, the number of seeds entering the seed-filling zone within the same period increases, which likewise results in a trend of first increasing and then decreasing in the qualified rate.

Response surface plots of the interaction effects of various factors on qualified rate. (a) Interaction diagram of number of mesh holes and rotating speed; (b) Interaction diagram of mesh hole diameter and rotating speed; (c) Interaction diagram of mesh hole diameter and number of mesh holes.
As shown in Fig. 12(a), when the mesh hole diameter is at the zero level (i.e., 14 mm), the multiple rate is relatively low under the condition that the number of mesh holes ranges from 4.5 to 5.5 and the metering disc rotating speed ranges from 270 to 300 rpm. When the rotating speed is held constant, the multiple rate shows a trend of first decreasing and then increasing with the increase in the number of mesh holes. As the number of mesh holes increases, the number of seeds entering the type holes per unit time also increases. The seeds located at the bottom of the type holes can be effectively compressed into place. Due to the compressive force among seeds, their filling posture is more stable, allowing the seed-protection plate in the cleaning zone to retain only one seed in the type hole. As a result, the multiple rate decreases. However, when the number of seeds inside the type hole becomes too large, the excess seeds are difficult to completely remove in the cleaning zone, leading to an increase in the multiple rate. Meanwhile, when the number of mesh holes is held constant, the multiple rate shows a decreasing trend with increasing rotating speed. When the number of seeds entering the type hole remains unchanged, the centrifugal force acting on the seeds increases with the metering disc speed. As a result, the probability of excess seeds being thrown out of the type hole in the cleaning zone increases, improving the cleaning performance and thereby reducing the multiple rate.
As shown in Fig. 12(b), when the number of mesh holes is at the zero level (i.e., 5 mesh holes), the multiple rate is relatively low under the condition that the metering disc rotating speed ranges from 270 to 300 rpm and the mesh hole diameter ranges from 13 to 14 mm. When the mesh hole diameter is held constant, the multiple rate shows a decreasing trend with increasing rotating speed. This trend is consistent with the result observed in Fig. 12(a): as the centrifugal force increases, the seed-cleaning performance improves, thereby reducing the occurrence of multiple seeding. Similarly, when the rotating speed is held constant, the multiple rate shows an increasing trend with increasing mesh hole diameter. A larger mesh hole diameter allows more seeds to enter the type hole, which increases the difficulty of seed-cleaning and leads to a higher multiple rate.
As shown in Fig. 12(c), when the rotating speed of the metering disc is at the zero level (i.e., 270 rpm), the multiple rate is relatively low under the condition that the mesh hole diameter ranges from 13 to 14 mm and the number of mesh holes ranges from 4.5 to 5.5. When the number of mesh holes is kept constant, the multiple rate shows an increasing trend with increasing mesh hole diameter. Meanwhile, when the mesh hole diameter is held constant, the multiple rate first decreases and then increases as the number of mesh holes increases. This is because increasing either the diameter or the number of mesh holes leads to more seeds entering the type hole per unit of time. When the number of seeds is relatively low, the seeds located at the bottom of the type hole can maintain a stable filling posture. As a result, only one seed remains in the type hole during the cleaning phase, which lowers the multiple rate. However, when there are too many seeds in the type hole, the excess seeds become difficult to fully remove in the cleaning zone, leading to an increase in multiple seeding. From the data, it can be observed that although the multiple rate increases with mesh hole diameter, the effect is relatively small, as the results between 13 mm and 14 mm show minimal difference.

Response surface plots of the interaction effects of various factors on multiple rate. (a) Interaction diagram of number of mesh holes and rotating speed; (b) Interaction diagram of mesh hole diameter and rotating speed; (c) Interaction diagram of mesh hole diameter and number of mesh holes.
As shown in Fig. 13(a), when the mesh hole diameter is at the zero level (i.e., 14 mm), the miss rate is relatively low under the condition that the number of mesh holes ranges from 4.5 to 5.5 and the rotating speed of the metering disc ranges from 240 to 270 rpm. When the rotating speed is held constant, the miss rate shows a trend of first decreasing and then increasing with the increase in the number of mesh holes. This is because an increase in mesh hole number leads to more seeds entering the type hole per unit time, improving the seed-filling performance and thus reducing the miss rate. However, when the number of seeds entering the filling zone becomes too large, seeds may accumulate around the type hole, making it difficult for them to enter the type hole correctly. In some cases, multiple seeds may get stuck in the upper part of the type hole and fail to reach the bottom. These seeds are subsequently cleaned out in the cleaning zone, causing the miss rate to increase. Meanwhile, when the number of mesh holes is kept constant, the miss rate increases with the rotating speed of the metering disc. As the rotating speed increases, the centrifugal force acting on the seeds inside the type hole also increases, enhancing the seed-cleaning performance. However, excessive centrifugal force may result in over-cleaning, where seeds with poor filling posture are also ejected from the type hole. As a result, the miss rate increases as the rotating speed rises.
As shown in Fig. 13(b), when the number of mesh holes is at the zero level (i.e., 5 mesh holes), the miss rate is relatively low under the condition that the rotating speed of the metering disc ranges from 240 to 270 rpm and the mesh hole diameter ranges from 13.5 to 14.5 mm. When the mesh hole diameter is held constant, the miss rate increases with increasing rotating speed. This trend is consistent with that observed in Fig. 13(a): as the rotating speed increases, the seed-cleaning performance improves, but over-cleaning becomes more likely. Similarly, when the rotating speed is kept constant, as the mesh hole diameter increases, the number of seeds entering the type hole per unit time also increases. When the seed quantity remains relatively low, the seed-filling performance improves, resulting in a reduced miss rate. However, when the number of seeds becomes too large, it becomes difficult for them to reach the bottom of the type hole, and they are more likely to be ejected during the cleaning process, causing the miss rate to increase. Therefore, the miss rate shows a decreasing-then-increasing trend with increasing mesh hole diameter.
As shown in Fig. 13(c), when the rotating speed is at the zero level (i.e., 270 rpm), the miss rate is relatively low under the condition that the mesh hole diameter ranges from 13.5 to 14.5 mm, and the number of mesh holes ranges from 4.5 to 5.5. When the number of mesh holes is held constant, the miss rate shows a decreasing-then-increasing trend as the mesh hole diameter increases. This is consistent with the trends observed in Figs. 13(a) and 13(b), which are both caused by changes in the number of seeds entering the type hole.

Response surface plots of the interaction effects of various factors on miss rate. (a) Interaction diagram of number of mesh holes and rotating speed; (b) Interaction diagram of mesh hole diameter and rotating speed; (c) Interaction diagram of mesh hole diameter and number of mesh holes.
Parameter optimization and verification experiment
To obtain the optimal combination of operating parameters for the metering device, such that the qualified rate is maximized while the multiple rate and miss rate are minimized, the regression models were optimized using Design-Expert software. The optimization process was carried out under the following constraint conditions:
The optimization module of Design-Expert software was used to solve the regression models, and the optimal operating parameters for the seed-metering device were determined as follows: rotating speed of 273 rpm, number of mesh holes of 5, and mesh hole diameter of 14 mm. Under these conditions, the predicted qualified rate reached 89.069%. To verify the accuracy of the optimization results, three repeated validation experiments were conducted under the same conditions, and the average qualified rate obtained was 89.24%, which is highly consistent with the predicted value. This confirms the reliability of the optimization results.
Conclusions
(1) To address the seed-filling challenge faced by mechanical precision maize seed-metering devices under high-speed operation, a seed pile stratification method was proposed, and a corresponding mesh hole structure was designed. This structure allows seeds in the waiting zone to pass through the mesh holes and become stratified. Based on the seed pass-through rate, different mesh hole shapes were analyzed, and it was determined that the circular mesh hole structure significantly improves the pass-through rate and enhances seed-filling performance.
(2) Through theoretical analysis of the seed pass-through process, the key factors affecting seed-filling performance were identified as the rotating speed of the metering disc, the number of mesh holes, and the mesh hole diameter. Theoretical calculations further showed that the pass-through probability is highest when the angle at which seeds enter the filling zone is 15° and the angle at which they leave the waiting zone is 75°.
(3) Bench experiment results demonstrated that the mechanical precision seed-metering device based on seed pile stratification is well-suited for high-speed operation and effectively eliminates the issue of insufficient seed-filling at increased speeds. Under the optimized parameters—rotating speed of 273 rpm (equivalent to 11.8 km/h), 5 mesh holes, and 14 mm mesh hole diameter—the achieved qualified rate was 89.24%.
Data availability
All data generated or analyzed during this study are included in this published article.
References
Tang, H., Xu, F., Guan, T., Xu, C. & Wang, J. Design and test of a pneumatic type of high-speed maize precision seed metering device. Comput. Electron. Agric. 211, 107997 (2023).
Xiong, D., Wu, M., Xie, W., Liu, R. & Luo, H. Design and experimental study of the general mechanical pneumatic combined seed metering device. Appl. Sci. 11, 7223 (2021).
Anantachar, M., Kumar, P. G. V. & Guruswamy, T. Neural network prediction of performance parameters of an inclined plate seed metering device and its reverse mapping for the determination of optimum design and operational parameters. Comput. Electron. Agric. 72, 87–98 (2010).
Liu, H., Guo, L., Fu, L. & Tang, S. Study on multi-size seed-metering device for vertical plate soybean precision planter. Int. J. Agric. Biol. Eng. 8, 1–8 (2015).
Han, D. et al. DEM-CFD coupling simulation and optimization of an inside-filling air-blowing maize precision seed-metering device. Comput. Electron. Agric. 150, 426–438 (2018).
Guo, J., Yang, Y., Memon, M. S., Tan, C. & Tang, P. Design and simulation for seeding performance of high-speed inclined corn metering device based on discrete element method (DEM). Sci. Rep. 12, 19415 (2022).
Gao, X. et al. DEM study of particle motion in novel high-speed seed metering device. Adv. Powder Technol. 32, 1438–1449 (2021).
Xie, C. et al. Maize precision seeding scheme based on multi-sensor information fusion. J. Industrial Inform. Integr. 43, 100758 (2025).
Da Costa, E. & Yazgi, A. Mathematical modeling and optimization of seed metering unit performance in precision peanut seeding. Appl. Sci. 14, 7525 (2024).
Shang, Y., Zhou, B., Yang, J. & Zhang, S. Design and experiment of impeller seed guide device for rice internal Suction hole direct seeding device. Sci. Rep. 14, 13300 (2024).
Valentin, M. T. et al. Investigation of the performance of a cylindrical hopper and metering device of a Carrot seeder. Sci. Rep. 13, 813 (2023).
Gao, X. et al. Design and experiment of quantitative seed feeding wheel of air-assisted high-speed precision seed metering device. Agriculture 12, 1951 (2022).
Li, C. et al. Research on high-speed and clean production with a high-speed centrifugal maize precision seed metering device featuring variable hole insert numbers. Comput. Electron. Agric. 227, 109620 (2024).
Chen, X., Zhang, S., Dong, J. & Liu, F. Development of high-speed and precision metering device with gradient-feeding and control seed for soybean planting. J. Agric. Eng-Italy 55, 1574 (2024).
Nikolay, Z. et al. Design and test of novel seed miss prevention system for single seed precision metering devices. Comput. Electron. Agric. 198, 107048 (2022).
Dong, J. et al. Design and testing of a posture-adjusting precision metering device for high-speed maize planting. Front. Plant. Sci. 15, 1458597 (2025).
Du, X. & Liu, C. Design and testing of the filling-plate of inner-filling positive pressure high-speed seed-metering device for maize. Biosyst Eng. 228, 1–17 (2023).
Liu, C. et al. Design and test of cone diversion type horizontal plate wheat precision seed-metering device. Trans. Chin. Soc. Agric. Mach. 49, 56–65 (2018).
Jia, H. et al. Design and key parameter optimization of an agitated soybean seed metering device with horizontal seed-filling. Int. J. Agricultural Biol. Eng. 11, 76–87 (2018).
Wang, J. et al. Optimization design and experiment on clamping static and dynamic finger-spoon maize precision seed metering device. Trans. Chin. Soc. Agric. Mach. 48, 48–57 (2017).
Lai, H. Design and experiment on pneumatic cone disk type wide seedling strip wheat precision metering device. (2023). https://link.cnki.net/doi/10.27158/d.cnki.ghznu.2023.000773
Ding, L., Zhang, D., Cui, T., Li, Y. & Gao, X. Design and test the unloading mechanism of air-suction seed metering device. Trans. Chin. Soc. Agric. Mach. 51, 37–46 (2020).
Li, Y. et al. Analysis and test of linear seeding process of maize high-speed precision metering device with air suction. Trans. Chin. Soc. Agric. Mach. 36, 2–35 (2020).
Dong, J. et al. Design and test of guiding seed throwing mechanism for maize posture control and driving metering device. Trans. Chin. Soc. Agric. Mach. 54, 25–34 (2023).
Hensh, S. & Raheman, H. An unmanned wetland paddy seeder with mechatronic seed metering mechanism for precise seeding. Comput. Electron. Agric. 203, 107463 (2022).
Gautam, P. V., Kushwaha, H. L. & Kumar, A. Mechatronics application in precision sowing: a review. J. Curr. Microbiol. Appl. Sci. 8, 4 (2019).
Wang, S. et al. IMA-FLADRC-based electric-driven high-speed maize precision seeding control strategy and system. IEEE Access 13, 85177–85195 (2025).
Li, B., Sun, D., Hu, M. & Liu, J. Research on economic comprehensive control strategies of tractor-planter combinations in planting, including gear-shift and cruise control. Energies 11, 686 (2018).
Gao, X., Xie, G., Xu, Y., Yu, Y. & Lai, Q. Application of a staggered symmetrical spiral groove wheel on a quantitative feeding device and investigation of particle motion characteristics based on DEM. Powder Technol. 407, 117650 (2022).
Zhao, P., Gao, X., Su, Y., Xu, Y. & Huang, Y. Investigation of seeding performance of a novel high-speed precision seed metering device based on numerical simulation and high-speed camera. Comput. Electron. Agric. 217, 108563 (2024).
Song, S., Luo, R., Zhang, F. & Yao, Z. Comparision of bean Sieving effects caused by different hole shapes and optimization cylinder sieves. Food Mach. 36, 116–121 (2020).
Dong, J. et al. Development of a novel perforated type precision metering device for efficient and cleaner production of maize. J. Clean. Prod. 443, 140928 (2024).
Ding, L. et al. Design of air Suction high-speed precision maize seed metering device with assistant seed-filling plate. Trans. Chin. Soc. Agric. Eng. 34, 1–11 (2018).
Gao, X., Xie, G., Li, J. & Shi, G. Design and validation of a centrifugal variable-diameter pneumatic high-speed precision seed-metering device for maize. Biosyst. Eng. 227, 161–181 (2023).
Acknowledgements
This work was supported by the Shaanxi Province Key Research and Development Plan Project, grant number 2023-YBNY-204.
Author information
Authors and Affiliations
Contributions
Meng Zhang and Xinyu Li developed the original framework and edited the manuscript. Qinghui Lai contributed data analysis and paper writing. Yanchao Yin contributed to the field sampling and the experiment. All authors reviewed the results and commented on the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhang, M., Li, X., Lai, Q. et al. Mechanical high-speed precision maize metering device based on seed pile stratification. Sci Rep 15, 39176 (2025). https://doi.org/10.1038/s41598-025-22876-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-22876-5
