
Abstract
Wool has been colored in supercritical carbon dioxide in a few trials, yielding only a small spectrum of colors, mostly orange and yellow, with minimal research on alternative color combinations. To further the industrial development of supercritical carbon dioxide (SCCO2) dyeing, a variety of dyes must be used to produce a diversity of colors. The material’s overall appearance is affected by shades of blue, yellow, and red. This study revealed the generation of new colors using three reactive disperse dyes with various colors: a blue dye derived from the anthraquinone parent body, a yellow dye with a pyrazole moiety, and a third, red, dye with an azo-thiazole moiety. These dyes and their blends were employed to dye wool fabric using supercritical carbon dioxide. The maximum K/S values were attained at 11.14 for the mixture of (blue dye: red dye 80:20), while the lowest K/S was indicated at 8.43 for (blue dye: red dye: yellow dye 1:1:2). However, the compatibility grade as per RCR values showed excellent values for the combination of three dyes. The dyed samples were evaluated for colorfastness, and the results showed that they retained their color well and were exceptionally durable after washing. The growing patterns in both the dyeing rate and build-up curves indicate good compatibility. Furthermore, desired hues of Teal, green, olive, gray, and reddish-brown can be created by combining blue, red, and yellow dyes in varied ratios in supercritical CO2.
Similar content being viewed by others


Introduction
Polluted ecosystems and diminishing natural resources have raised considerable and severe concerns on a global scale since the turn of the twenty-first century1,2. The textile dyeing and finishing industry faces substantial barriers to long-term sustainability, primarily due to environmental issues such as the lack of water resources, severe water damage from facilities, and the challenges associated with wastewater treatment3,4. Traditional dyeing or finishing procedures are a significant contributor to this matter, as they require a considerable amount of water, more than 100–150 L per kilogram of fiber, and 8–18 MJ of energy5,6. The global production of organic dyes and pigments is estimated to be over 7 × 105 tons, with 10–15% of it discharged into wastewater, which constitutes a significant threat4. Therefore, manufacturing functional and environmentally sustainable products, as well as adopting cost-effective and emission-reducing procedures, are crucial for the growth of the contemporary textile manufacturing sector7.
The supercritical carbon dioxide dyeing (SCDD) method is not just a potential solution, but a promising one, to the environmental challenges faced by the textile industry. It is regarded as an eco-friendly dyeing process compared to traditional dyeing techniques, as supercritical carbon dioxide (SCCO2) is a non-hazardous, eco-friendly medium with lower viscosity and higher diffusivity than water-based media, and is recyclable8,9,10. It has greater potential for dye diffusion into materials during dyeing processes11,12. Furthermore, the unattached dye, alongside other remaining chemical reagents, can be successfully separated and removed by simply lowering the system pressure.
Compared to typical water dyeing, SCDD can mitigate economic and environmental drawbacks, and the application of SCCO2 significantly reduces the consumption of both water and energy13,14,15,16. SCCO2 was first employed in laboratory coloring for textiles in 1988, and since then, it has been extensively studied and improved in the dyeing and finishing of textiles. Recently, SCCO2 media have been satisfactorily used to color synthetic fibers, such as nylon17,18,19, polyester20,21,22,23, and polypropylene24,25,26,27, and are undergoing pilot-scale and industrial-scale production27. On the other hand, conversely, the study of SCDD of natural textiles is a fast-growing field that holds great potential for the manufacture of sustainable textiles. To cover all of the aspects and fulfill its full potential, further research must be undertaken.
Wool is not just a remarkable protein fiber, but a highly versatile one that deserves to be acknowledged as one of the original natural fabrics for clothing. Its inherent qualities—including outstanding flexibility, superior heat retention, high moisture absorption, exceptional stain and static resistance, a light sheen, and easy handling—all contribute to its long-term value. Wool, therefore, has a higher ignition temperature than most conventional textiles, which enhances fire safety. These characteristics combine to position wool as a significant contributor to sustainable textile production, promoting an even more environmentally friendly world28,29,30.
The SCDD of natural materials, notably wool, remains a significant challenge. A substantial challenge involves identifying suitable dyes for this medium that effectively color natural fabrics without compromising their inherent properties31. This issue revolves around the fact that the SCDD of natural fibers, such as wool, is hampered by their greater polarity and crystallinity than that of synthetic fibers, which have the plasticization impact of SCCO2 on polymers (e.g., polyester fabric) that enhances the mobility of the polymers and boosts the migration of semi-crystalline polymers31,32. Compared to synthetic fibers, the non-polarity of SCCO₂ makes it mostly ineffective in swelling polar wool fibers, resulting in a lower-quality dyeing yield33. In this regard, the presence of amino functionalities within solute molecules is well-documented to prevent the dissolving and swelling behavior of wool in SCCO234.
Consequently, the low affinity of disperse dye to wool fabric in SCCO2 prompted researchers to develop dyes35 and/or modify natural fibers to achieve better results for SCDD of natural fibers36,37.
The development of reactive disperse (RD) dyes stands out as the most prevalent strategy38. This method enables the dyeing of natural fibers in SCCO2 medium by introducing reactive groups to disperse dyes39. RD dyes have a limited range of applications in SCCO2 media, and there are specific restrictions on their use in SCCO2 dyeing procedures40,41. RD dyes are required to achieve preferred solubility in hydrophobic media while maintaining a high affinity for fabric absorption to accomplish excellent SCDD performance on natural fibers. These dyes should also include reactive groups, including hydroxyls and amines, that react rapidly with the functional groups of fibers. This method results in the covalent attachment of dye molecules to fibers, which promotes fixation rates and colorfastness41. Unfortunately, few studies have investigated SCDD of wool fabric with RD dyes1,35,41,42,43.
Notwithstanding, developing new colors of wool fabrics with high color strength features in SCDD remains a significant hurdle, as limited colors have been documented in prior studies, which have focused primarily on the three primary colors.
This involves the development of new color palettes for SCCO2-dyed wool. A vast range of colors, tones, and hues can be created by strategically combining specifically prepared dyes, which promotes the growing popularity of SCDD in textile manufacture. Although it has substantial practical significance, the compatibility of dyes in admixture with SCCO2 is a rather understudied issue in scientific papers. This lack of study requires further exploration to fully realize the promise of these understudied matters44. The compatibility of blended dyes is a crucial factor in determining their color-matching effectiveness under various dyeing conditions. This assessment lays the framework for the very efficient manufacture of color-matched fabrics45.
In contrast, the multi-step SCDD procedure for fabrics dramatically extends processing time and procedure complexity. This diminishes process viability owing to the subsequent increase in dyeing costs. Unfortunately, prior studies on color matching with blended dyes in SCCO2 concentrated primarily on synthetic fabrics, particularly polyester, with limited success in achieving high color strength14,44,46. However, our previous work successfully generated a range of new colors on cotton fabric using various dye mixtures in a single SCDD process, along with antibacterial properties47.
In this study, to complement the different color range for wool fabrics, three different dyes were used to mix and produce new colors. The first is blue, derived from the anthraquinone family, the second is yellow, incorporating a pyrazole moiety, and the third is red, derived from an azo-thiazole dye. The dyeing behaviors and capability to match the colors of three RD dyes on the wool fabric were studied using dyeing rate curves.
Experimental
Materials and chemicals
Bleached (100%) wool fabrics have been purchased from Golden Tex for wool in the 10th of Ramadan City, Egypt. Most of the chemical substances were obtained from Sigma-Aldrich and used directly without further purification. The solvent used for the supercritical dyeing was CO2 (99.6%, supplied by NETCO Industrial Company, Cairo, Egypt), and the co-solvents were gradient-grade methanol and acetone (both with 99.8% purity). The dyes used in this study (Table 1) were synthesized and described in our previous study47,48.
SCDD of the wool fabrics
The procedure for the SCDD process was determined based on our prior study47,48 as follows:
Step 1 The purified dyes were placed at the bottom of the vessel and gently blended with the studied mixture and concentration. Then, (3 × 10 cm) of wool fabric was warped for dyeing in the same way as our previous study. The stainless steel vessel has a maximum internal volume of 50 ml.
Step 2 A high-pressure valve (model JASCO BP-4340) and a CO2 pressure pump (model JASCO PU-4386) were used to introduce CO2 from the gas cylinder into the dyeing apparatus after it was chilled to a liquid using a chiller (model Julabo FL601). The highest level of pressure was 250 MPa.
Step 3 After turning on the CO2 circulation system, the dyeing process started. The pressure and temperature were adjusted appropriately. The thermal compensating jacket (type HC-2068-01) maintained a steady temperature during the dyeing procedure.
Step 4 The colored material was separated from SCCO2 in the separator unit. Following the allotted time, the temperature was progressively lowered. Eventually, the pressure dropped to atmospheric levels. Following that, the dyed textiles were removed from the dyeing container for further analysis.
Step 5 The wool samples were washed with room-temperature acetone to remove any unfixed colors that had adhered to the surface of the wool fabric.
Color study evaluation and compatibility of blended-dyed wool fabrics
Following SCDD under different circumstances, the Kubelka–Munk Eq. (1) was used to determine the value of color strength (K/S) in the visible wavelength range (360–740 nm):
In which S symbolizes the scattering coefficient, R refers to the dyed sample’s reflectance, and K indicates the absorption coefficient.
A Konica Minolta spectrophotometer (Japan; model CM-3600 A) was used for calculating five characteristics of the colored wool samples: hue angle (h*), b*, which indicates yellow/blue chromaticity coordinates, chroma, a*, which means red/green chromaticity coordinates, and L*, which symbolizes lightness/darkness. Using Eq. (2), the overall color difference (∆E) was calculated.
The coefficient of variation percentage (CV% %) of K/S values was calculated using data from 10 distinct spots on the dyed wool samples.
Equation (3) was employed to calculate dye fixation based on the amount of dye taken up by the wool following the dyeing and extraction procedures.
The change in colors caused by variations in dyeing procedure factors, which are the primary variables responsible for the main color difference between the dyed wool and the control specimen when dyed under different conditions using varying amounts of a binary blend of dyes, is reflected in the color difference index (CDI) values.
Once various ratios of binary combinations of dyes are attached to the single fiber, the value magnitudes of the corresponding ∆E, ∆C, ∆H, and MI are utilized to determine the CDI (Color difference index), regardless of their sign or direction.
The compatibility level is indicated by a compatibility rating, which ranges from 0 to 5. The CDI index is utilized in conjunction with the relative compatibility rating (RCR) technique to assess the compatibility of three dyes in binary and ternary blends. By evaluating the variance between the highest and lowest CDI values, the corresponding compatibility technique calculates the color build-up rate49,50,51.
When dyed samples were performed under ideal circumstances, the colorfastness was assessed by applying AATCC standard techniques, including rubbing (AATCC 8–2001), washing (AATCC-61-2A-1996)51,52, light fastness (AATCC-16A-1972)53, and sweat fastness (AATCC 15–1997)50. The stability, durability, and rechargeability of the mixed dyes on the wool fabric towards multiple laundering cycles (up to ten washing cycles) were assessed by applying AATCC Test Method 61 (2A)-199648.
Statistical analysis
Each evaluation was based on the average of the three outcomes. By using a specific formula, the standard error of the average was computed and found to be around ± 0.1.
where n indicates the sample size and S is the sample standard deviation47.
Results and discussion
Since compatibility reveals the extent to which several colors are harmoniously combined, it is a key factor to consider when evaluating the dyeing properties of dyes. Compatibility between three dyes in a binary and a ternary combination is a significant factor for producing compound hues on textiles; hence, it is imperative to avoid employing incompatible dyes for this reason. The multiple colors in the mixture have variable degrees of color build-up, which makes it tricky to precisely manage the formation of compound hues to produce a desired color tone and shade. Compatibility between dyes is defined as having the same or almost identical exhaustion characteristics. There are several techniques for determining if two or three dyes in a binary and ternary combination are compatible. Nevertheless, handling the color shade can turn out complicated when applying dyes that have various dyeing rates because variables in SCDD such as pressures (15, 20, and 25) MPa, dyeing temperatures (90, 100, and 110) °C the percentage of dye (1 to 6%), and static times (60, 90, and 120) minutes may individually have a substantial effect on the result. On the other hand, when dyes are well-matched and compatible, creating the desired color hue is more straightforward since the dissolution, diffusion, and adsorption characteristics of the dyes in SCDD operate effectively. A blend of the investigated dyes (50–50%) was applied in single-factor studies to optimize the SCDD of wool textiles. Various combinations of blue, red, and yellow dye, ranging in ratio from (80–20)%, (72–25)%, (20–80)%, and (25–75)%, were studied under various dye concentrations and ideal circumstances.
Dyeing rate curves for the reactive disperse dyes and their mixture on wool
The effect of dye concentration on dyed wool samples
A comprehensive understanding of the coloration, dye shade, and dye binding method was obtained by observing the accumulation of three RD dyes on wool fibers. RD accumulation curves were analyzed in SCDD using dye concentrations increasing from 1 to 6% (o.w.f.). As shown in Fig. 1, with the increase of dye concentrations, the (K/S) ratings of the dyed wool improved and developed when dye concentrations ranged from (1 to 4) % (o.w.f.) for three different colors and their mixtures (Mix. 1, Mix. 2, and Mix. 3). In contrast, When the dye concentration exceeds 4% (o.w.f.), no noticeable boost is observed. As a result, the dye molecules’ driving power increased, blocking the textiles’ pores and causing the substances to get saturated to a depth of 4%. The ability to absorb dyes may be limited to 6% due to a steady slowdown in the diffusion speed of dye particles.

The accumulation curves for the (50:50) and 50:50:50 mixture of the three RD dyes. (Mix 1 symbolizes a mixture of yellow and blue dyes, Mix 2 symbolizes the mixture of red and blue dyes, and Mix 3 symbolizes the mixture of yellow, red, and blue dyes).
The effect of ratios of dyes mixture on dyed wool samples
The color-matching features of the yellow, red, and blue RD dyes at different dye blending ratios and concentrations are demonstrated in Fig. 2. The findings reveal that all dye mixtures exhibit outstanding color strength build-up characteristics, as indicated by the increase in K/S rating with increasing dye concentrations. As seen in Fig. 2, as various mixtures of the different dyes are mixed, the K/S results of the wool samples progressively improved by increasing the dye concentration from (1% to 4% o.w.f. However, even though the dye concentrations went from (4% to 6) % (o.w.f.), the K/S readings significantly improved when various ratios of a binary and ternary combination of the selective dyes (such as 80:20, 75:25, 50:50, 20:80, and 25:75 B dye and Y dye) were applied to the wool samples. Since the yarns are already saturated by the adsorption of dye when the dye concentration reaches 4% (o.w.f.), the K/S readings do not rise noticeably.

The accumulation curves for various ratios of the blends of the three RD dyes. (A) Different ratio of mixture of Y and B dyes, (B) different ratio of mixture of R and B dyes, and (C) different ratio of mixture of B, R, and Y dyes.
The effect of the temperature on dyed wool samples
Employing a 4% dye concentration, a 90-min dyeing time, 25 MPa pressure, and systemic temperatures ranging from ( 90 to 110) °C, Fig. 3 demonstrates how temperature impacts the K/S of dyed wool. The results indicate that when the temperature increases, the K/S also becomes higher. This occurs because higher temperatures allow the pigment molecules to permeate the fabric more effectively, triggering larger pores and increased diffusion due to the dye’s enhanced swelling and reactivity. The dye’s reactivity was enhanced dramatically once the temperature exceeded (90 to 110) °C, exactly as there were notable improvements in fixation, suggesting that more covalent bonds were generated as the temperature increased.

Relationship graphs for the three dyes under investigation and their 50:50 combination between dyeing temperature and K/S. (Mix 1 symbolizes the mixture of yellow and blue dyes, Mix 2 symbolizes the mixture of red and blue dyes, and Mix 3 symbolizes the mixture of yellow, red, and blue dyes).
The effect of pressure on dyed wool samples
To understand how system pressure affects the color-matching compatibilities and absorption characteristics of the three RD dyes. Three different system pressure levels were examined: (15, 20, and 25) MPa. Figure 4 displays the study’s outcomes, demonstrating the varied and substantial implications of pressures on the absorption characteristics and compatibilities of the two and three dyes under investigation. Various and overall proportional boosts in the curves highlight this impact. For instance, comparable and uniform enhancements in absorption capacity were observed for yellow, red, and blue dyes, as well as their mixtures, on the substrate as the dyeing pressure increased from 15 to 25 MPa. When all other parameters are constant, pressure has a direct impact on how the dye particles dissolve in the dyeing medium. A higher concentration of dye particles dissolves and remains in the supercritical bulk fluid at higher pressures throughout the dyeing process. This boost results in enhancing the RD dye absorption characteristics by facilitating better dye molecule transfer, thermal diffusion, and adsorption on wool fibers54,55.

Relationship graphs for the three dyes under investigation and their 50:50 combination between dyeing pressure and K/S. (Mix 1 refers to the mixture of yellow and blue dyes, Mix 2 refers to the mixture of red and blue dyes, and Mix 3 refers to the mixture of yellow, red, and blue dyes).
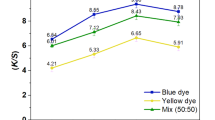
The effect of time on dyed wool samples
Dyeing time is critical in the SCDD and color-matching process. As a result, the investigation focused on determining the impact of dyeing time on absorption behavior and the compatibility of RD dyes under constant pressure and temperature conditions. Based on the outcomes in Fig. 5, the K/S readings for the wool material improved once the dyeing duration was expanded from 60 to 90 min. The considerable rise in value led to the preference for 90 min as the ideal period for further exploration of other factors. The choice to concentrate on the 90-min mark was established by finding that more reactive dye groups linked to fiber structures during this time frame, with negligible additional absorption at 120 min.

Relationship graphs for the three dyes under investigation and their 50:50 combination between dyeing duration and K/S. (Mix 1 symbolizes the mixture of yellow and blue dyes, Mix 2 symbolizes the mixture of red and blue dyes, and Mix 3 symbolizes the mixture of yellow, red, and blue dyes).
Compatibility evaluation of dyed samples
Table 2 presents the colorimetric data for dyed wool samples compared to the blank wool for the different mixtures of yellow, red, and blue dye. The hue shift (∆H), chroma variation (∆C), metamerism index (MI), and overall color difference (∆E) are among the data that are presented.
The Color Difference Index (CDI) Table 3 was utilized in this study to further clarify the relationship between color accumulation rate, chroma, metamerism, hue, and the percentage/fluctuation of dyeing process factors on the overall amount of color differences. The CDI provides a consolidated metric that captures the cumulative influence of several color difference characteristics when dyeing diverse shades under SCDD. Hence, elevated CDI values signal the necessity for meticulous control of color variation within a specific dyeing scenario and fine-tuning individual dye ratios in a multi-component shade formulation to create intricate color palettes.
To be more precise, the dyeing procedure employed a single RD dye, which was then mixed under study. It maintained the same dyeing conditions and shade depths for every sample.
Color performance test of dyed samples
L* = 0 and L* = 100, respectively, stand for pure black and white. Regarding the blue sample, the color lightness value (L*) reported was 26.22, which shifted towards darkness, as demonstrated in Table 4. However, the yellow sample shifted towards whiteness, with a value of 90.02, and the red samples shifted towards 49.5. The L* values of the mixed dyed wool samples ranged from 36.14 to 55.16. Negative a* values show that the color tones of the blended blue and yellow dye samples have a greenish inclination along the red-green axis. In a similar vein, the color tones of most blended samples are shifted toward the bluish end of the yellow-blue axis on wool fabrics due to negative b* values. Nonetheless, samples M3, M4, and M5 have positive b* values, reflecting a greater concentration of yellow hues in these instances as shown in Fig. 6. Except samples M3, M4, and M5, the negative values of a* cause the color tones of the blended blue and red dye to shift slightly in a greenish orientation on the red-green axis. Except for M5, the color of the wool fabrics altered to a bluish orientation along the yellow-blue axis when b* was negative. The samples with values on the a* and b* axes near (0,0), indicating gray shades, were observed. In contrast, samples with values of a* near 0 and b* trending towards the blue direction exhibited grayish blue tones. While the mixture of the three dyes showed different tones of colors with different shifted values of a* and b*, as shown in Fig. 6 and Table 4. M1 indicated a very slight toward teal or blue-green tone. For M2, increasing the red dye ratio shifted the color tone slightly towards green tones, while M3 exhibited a light, warm reddish-brown. By increasing the yellow dye ratio for M4, an olive tone was observed. With different shifted values of a* and b* as indicated in Fig. 6 and Table 4. In terms of color purity (C*) values, the degree of intensity, richness, vigor, or purity of a color is correlated with its saturation. Another word frequently used to refer to this dimension is chroma; despite their technical differences, these terms are similar. It is essential to note that different colors have varying maximum saturations; that is, some colors have higher upper limit saturations than others. A color’s appearance grows stronger or purer as its saturation (chroma) rises, and it starts to appear washed out or pale as its saturation falls. The chroma of the mixed blue dye and yellow dye samples showed higher values than the mixed blue dye and red dye samples. h° represents the hue angle (0° (red)—60° (yellow)—120° (green)—180° (cyan)—240° (blue)—300° (magenta)—360° (red)), mainly employed to distinguish between various colors. The h° values of the blended dyed samples varied from 90.43 to 280.19.

Digital image of dyed materials with the mixture of dyes.
Leveling and fixation characteristics of dyed fabrics
To assess color variation in colored wool fabric, leveling features were measured at five distinct spots. Measurements were taken at concentrations ranging from 1 to 6% (o.w.f.) at each location. Table 5 shows that all dyed wool fabrics with varying dye concentrations had ΔE values below 1. Wool materials showed good leveling properties after SCCO2 dyeing. A dye concentration of 4% exhibits higher leveling properties than other dye concentrations.
Table 6 shows that varying combinations of two and three dyes under examination resulted in high fixations, ranging from 76.02 to 90.8, on wool fibers.
B–Y refers to the mixture of blue and yellow dyes, B–R refers to the mix of blue and red dyes, and B–R–Y refers to the mixture of the three dyes.
The dye molecules theoretically form a linkage with the base fibers throughout the SCDD procedure, employing a nucleophilic substitution reaction with the functional groups on the macrochains of the base fabrics.
Color fastness of dyed samples
Employing the dyes and their blends within the investigation that were obtained under SCCO2 at (pressure: 25 MPa, dye concentration: 4% o.m.f., temperature: 110 °C, and dyeing duration: 90 min.), all experiments were conducted under optimal conditions. The proposed dyes demonstrated exceptional staining and fading washing durability, scoring a 5 in the international grayscale, as displayed in Table 7. Thanks to the dyes’ efficient diffusion and penetration. The dyed wool fabrics exhibited remarkable resistance to sweat and (wet & dry) rubbing, establishing a grade of 5. Nonetheless, the lightfastness findings were favorable, with values ranging from 4 to 5. Following ten cycles of washing durability testing, positive results were observed. The results were achieved as the dye mixture reacted significantly with the wool fibers, likely resulting in the formation of novel chemical interactions between the wool and the dyes.
Conclusion
The current research efficiently established the feasibility of SCDD of wool fabric using reactive disperse dyes. The systematic investigation of dye concentration, dye blends, pressure, temperature, and dyeing time demonstrated their significant impact on color strength, fixation quality, and leveling features. A color uniformity test showed that the RD dyes were uniformly distributed in the wool yarns when using binary and ternary dye mixtures, resulting in a consistent color. Furthermore, the dyed samples exhibited satisfactory fastness performance, with minimal shade loss upon durability washing. Collectively, our findings overcome the limits of traditional aqueous wool dyeing by introducing a sustainable approach that minimizes water and chemical usage while widening the color spectrum. The findings support the advancement of SCCO2 technology as a feasible and environmentally responsible option for wool dyeing in future textile applications.
Data availability
All data generated or analysed during this study are included in this published article.
Abbreviations
- SCCO2 :
-
Supercritical carbon dioxide
- SCDD:
-
Supercritical carbon dioxide dyeing
- RD:
-
Reactive disperse
- B dye:
-
Blue dye
- R dye:
-
Red dye
- Y dye:
-
Yellow dye
- CDI:
-
Color difference index
References
Wang, X. Y., Fan, Y. & Long, J. J. Synthesis of an anthraquinonoid blue dye based on one-pot amination reactions and its coloration in SCF-CO2. Dyes Pigment. 224, 112029 (2024).
Bazan-Wozniak, A., Wolski, R., Paluch, D., Nowicki, P. & Pietrzak, R. Removal of organic dyes from aqueous solutions by activated carbons prepared from residue of supercritical extraction of marigold. Materials (Basel) 15, 3655 (2022).
Broadbent, P. J. et al. Investigation into the aqueous and supercritical carbon dioxide dyeing of polyester and cellulose acetate: The influence of temperature and carriers on fabric coloration and dye levelling. Color. Technol. https://doi.org/10.1111/cote.12821 (2025).
de Oliveira, C. R. S., de Oliveira, P. V., Pellenz, L., de Aguiar, C. R. L. & da Silva Júnior, A. H. Supercritical fluid technology as a sustainable alternative method for textile dyeing: An approach on waste, energy, and CO2 emission reduction. J. Environ. Sci. (China) 140, 123–145 (2024).
Banchero, M. Recent advances in supercritical fluid dyeing. Color. Technol. 136, 317–335. https://doi.org/10.1111/cote.12469 (2020).
Pascual, C. D. & Subra-Paternault, P. Supercritical Fluid Nanotechnology. Supercritical Fluid Nanotechnology (2015). https://doi.org/10.1201/b19242
Elmaaty, T. A., Abouelenin, S., Elsisi, H. & Okubayashi, S. Eco-friendly approach for dyeing synthetic fabrics with natural dyes using electron beam irradiation. Fibers Polym. 23, 759–767 (2022).
Jaxel, J. et al. Facile synthesis of 1-butylamino- and 1,4-bis(butylamino)-2-alkyl-9,10-anthraquinone dyes for improved supercritical carbon dioxide dyeing. Dye. Pigment. 173, 107991 (2020).
Qian, Y. et al. Supercritical carbon dioxide fluid-assisted green production and dyeing of N,4-dialkyl-substituted 1,8-naphthalimide derivatives. J. Supercrit. Fluids 203, 106085 (2023).
Eren, S., Ozcan, I., Yigit, I. & Eren, H. A. Waterless dyeing of polytrimethylene terephthalate and polybutylene terephthalate fabrics via supercritical carbon dioxide. J. Supercrit. Fluids 201, 106026 (2023).
Fan, T., Liu, K. & Zheng, H. Prediction and modeling of tie-dye polyester fabric’s texture and color feature in supercritical carbon dioxide. J. CO2 Util. 83, 102801 (2024).
Park, G., Kwon, D. E., Kong, W., Park, J. & Lee, Y. W. A dissolution kinetic study of disperse dye in supercritical carbon dioxide to design an efficient supercritical dyeing process. Processes 9, 977 (2021).
Jia, M. et al. Investigation on the construction, photophysical properties and dyeing mechanism of 1,8-naphthalimide-based fluorescent dyes suitable for dyeing wool fibers in supercritical CO2. Dye. Pigment. 190, 109343 (2021).
Wang, Y., Jing, X., Zhao, Y., Zheng, L. & Zheng, H. Waterless beam dyeing in supercritical CO2: Establishment of a clean and efficient color matching system. J. CO2 Util. 43, 101368 (2021).
Sasaki, K., Hirogaki, K., Tabata, I. & Nakane, K. Supercritical fluid dyeing of polyester fabrics using polymeric nanofibers loaded with disperse dye. J. Supercrit. Fluids 211, 106289 (2024).
Yiğit, İ, Akarsu Özenç, A. & Eren, S. The application of scCO2 medium in cellulosic fibers: A sustainable approach in textile production. Clean Technol. Environ. Policy https://doi.org/10.1007/s10098-025-03153-5 (2025).
Penthala, R. et al. Synthesis of azo and anthraquinone dyes and dyeing of nylon-6,6 in supercritical carbon dioxide. J. CO2 Util. 38, 49–58 (2020).
Abou Elmaaty, T. A., Sofan, M., Kosbar, T., Elsisi, H. & Negm, I. Green approach to dye PET and nylon 6 fabrics with novel pyrazole disperse dyes under supercritical carbon dioxide and its aqueous analogue. Fibers Polym. 20, 2510–2521 (2019).
Bai, T., Kobayashi, K., Tamura, K., Jun, Y. & Zheng, L. Supercritical CO2 dyeing for nylon, acrylic, polyester, and casein buttons and their optimum dyeing conditions by design of experiments. J. CO2 Util. 33, 253–261 (2019).
Abou Elmaaty, T., Ma, J., El-Taweel, F., Abd El-Aziz, E. & Okubayashi, S. Facile bifunctional dyeing of polyester under supercritical carbon dioxide medium with new antibacterial hydrazono propanenitrile dyes. Ind. Eng. Chem. Res. 53, 15566–15570 (2014).
Abou Elmaaty, T., El-Taweel, F. M. & Elsisi, H. G. Water-free dyeing of polyester and nylon 6 fabrics with novel 2-oxoacetohydrazonoyl cyanide derivatives under a supercritical carbon dioxide medium. Fibers Polym. 19, 887–893 (2018).
Abate, M. T. et al. Single-step disperse dyeing and antimicrobial functionalization of polyester fabric with chitosan and derivative in supercritical carbon dioxide. J. Supercrit. Fluids 147, 231–240 (2019).
Abate, M. T. et al. Supercritical CO2 dyeing of polyester fabric with photochromic dyes to fabricate UV sensing smart textiles. Dye. Pigment. 183, 108671 (2020).
Mikhailovskaya, A. P. & Serenko, M. S. Dyeing polypropylene fiber with disperse dyes using quaternary ammonium salts. Theor. Found. Chem. Eng. 50, 513–517 (2016).
Elmaaty, T. A., El-Taweel, F., Elsisi, H. & Okubayashi, S. Water free dyeing of polypropylene fabric under supercritical carbon dioxide and comparison with its aqueous analogue. J. Supercrit. Fluids 139, 114–121 (2018).
Abou Elmaaty, T., Mousa, A., Gaffar, H. & Sorour, H. Simultaneous dyeing and antibacterial finishing of polypropylene using vinyl sulfone dye under supercritical carbon dioxide. Sci. Rep. 12, 8789 (2022).
Abou Elmaaty, T. et al. Optimization of an eco-friendly dyeing process in both laboratory scale and pilot scale supercritical carbon dioxide unit for polypropylene fabrics with special new disperse dyes. J. CO2 Util. 33, 365–371 (2019).
Shen, J., Gao, P. & Ma, H. The effect of tris(2-carboxyethyl)phosphine on the dyeing of wool fabrics with natural dyes. Dye Pigment. 108, 70–75 (2014).
Long, J. J. et al. Effect of treatment pressure on wool fiber in supercritical carbon dioxide fluid. J. Clean. Prod. 43, 52–58 (2013).
Jeon, S. H., Hwang, K. H., Lee, J. S., Boo, J. H. & Yun, S. H. Plasma treatments of wool fiber surface for microfluidic applications. Mater. Res. Bull. 69, 65–70 (2015).
Lewin-Kretzschmar, U. & Harting, P. The potential of surfactant modified supercritical fluids for dissolving polar dyes. Chem. Eng. Technol. 27, 160 (2004).
Montero, G. A., Smith, C. B., Hendrix, W. A. & Butcher, D. L. Supercritical fluid technology in textile processing: An overview. Ind. Eng. Chem. Res. 39, 4806–4812 (2000).
Bach, E., Cleve, E. & Schollmeyer, E. Past, present and future of supercritical fluid dyeing technology—An overview. Rev. Prog. Color. Relat. Top. 32, 88 (2002).
Draper, S. L., Montero, G. A., Smith, B. & Beck, K. Solubility relationships for disperse dyes in supercritical carbon dioxide. Dye Pigment. 45, 177 (2000).
Elsisi, H., Negm, E., Abou Elmaaty, T., Shaban, M. & Sorour, H. Development of special reactive disperse dyes for the coloration of wool and nylon-6 fabrics in supercritical CO2. Fibers Polym. 26, 2017–2029 (2025).
Yan, K., Zhang, Y.-Q., Xiao, H., Shi, M.-W. & Long, J.-J. Development of a special SCFX-AnB3L dye and its application in ecological dyeing of silk with supercritical carbon dioxide. J. CO2 Util. 35, 67–78 (2020).
Schmidt, A., Bach, E. & Schoomeyer, E. The dyeing of natural fibres with reactive disperse dyes in supercritical carbon dioxide. Dye Pigment. 56, 27 (2003).
Gao, D., Yang, D. F., Cui, H. S., Huang, T. T. & Lin, J. X. Synthesis and measurement of solubilities of reactive disperse dyes for dyeing cotton fabrics in supercritical carbon dioxide. Ind. Eng. Chem. Res. 53, 13862 (2014).
Penthala, R. et al. Synthesis of novel reactive disperse dyes comprising carbamate and cyanuric chloride groups for dyeing polyamide and cotton fabrics in supercritical carbon dioxide. Dye Pigment. 198, 110003 (2022).
Zheng, H. et al. An ecofriendly dyeing of wool with supercritical carbon dioxide fluid. J. Clean. Prod. 143, 269–277 (2017).
Zhang, Y. Q., Wei, X. C. & Long, J. J. Ecofriendly synthesis and application of special disperse reactive dyes in waterless coloration of wool with supercritical carbon dioxide. J. Clean. Prod. 133, 746–756 (2016).
Luo, X. et al. Novel sustainable synthesis of dyes for clean dyeing of wool and cotton fibres in supercritical carbon dioxide. J. Clean. Prod. 199, 1–10 (2018).
Gong, D., Zheng, H., Lv, P., Gao, D. & Zheng, L. Towards environmental protection and safety coloration process in wool fibers: Role of disperse reactive dyes structure. Process. Saf. Environ. Prot. 186, 874–883 (2024).
Gong, D., Jing, X., Zhao, Y., Zheng, H. & Zheng, L. One-step supercritical CO2 color matching of polyester with dye mixtures. J. CO2 Util. 44, 101396 (2021).
Huang, G., Dai, J., Dong, F., Wang, J. & Jia, Y. Compatibility of a disperse dye mixture in supercritical carbon dioxide dyeing. Color. Technol. 129, 305–311 (2013).
Zhao, X. Y. et al. Investigation of the uptake and compatibility behaviors of special disperse dyes developed for sustainable color matching in supercritical carbon dioxide. J. CO2 Util. 72, 102478 (2023).
Elsisi, H., Abouelenin, S., Elmaaty, T. A. & Negm, E. A green approach for dyeing cotton fabrics using synthesized reactive disperse dyes and their mixtures under supercritical CO2 medium. Sci. Rep. 14, 26887 (2024).
Abou Elmaaty, T., Sofan, M., Ayad, S., Negm, E. & Elsisi, H. Novel synthesis of reactive disperse dyes for dyeing and antibacterial finishing of cotton fabric under scCO2. J. CO2 Util. 61, 102053 (2022).
Samanta, A. K., Agarwal, P., Singhee, D. & Datta, S. Application of single and mixtures of red sandalwood and other natural dyes for dyeing of jute fabric: Studies on colour parameters/colour fastness and compatibility. J. Text. Inst. 100(7), 565–587. https://doi.org/10.5772/intechopen.114181 (2009).
Samanta, A. K., Agarwal, P., Singhee, D. & Datta, S. Application of single and mixtures of red sandalwood and other natural dyes for dyeing of jute fabric: Studies on colour parameters/colour fastness and compatibility. J. Text. Inst. 100, 565 (2009).
Samanta, A. K., Bhaumik, N. S., Konar, A. & Roy, A. N. Studies on compatibility of selective direct dyes for dyeing of jute fabric. Indian J. Fibre Text. Res. 44, 98–106 (2019).
Amutha, K. A Practical Guide to Textile Testing. A Practical Guide to Textile Testing (WPI Publishing, 2016). https://doi.org/10.1201/b21337.
AATCC - Technical Manual. American Association of Textile Chemists and Colorists vol. 80 (2005).
Long, J. J. et al. Dyeing of cotton fabric with a reactive disperse dye in supercritical carbon dioxide. J. Supercrit. Fluids 69, 13 (2012).
Yang, D. F. et al. Dyeing of cotton fabric with reactive disperse dye contain acyl fluoride group in supercritical carbon dioxide. Dye Pigm. 139, 566 (2017).
Acknowledgements
This work was supported by the Science and Technology Development Fund (STDF) under a grant for “Upgrading the supercritical fluids lab to pilot scale: Technology transfer and application in textile industry” with grant number 46662.
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
H.E. and S.A. wrote the manuscript and analyzed the results. S.A. was responsible for conducting the dyeing experiments and preparing the samples. S.A. and H.E. participated in measuring the color strength and fastness of the dyed fabrics. T.A.E. conceived the original idea of this study. E.N. prepared the dyes used in the paper.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Elsisi, H., Elmaaty, T.A., Negm, E. et al. Dyeing wool fabrics with specialized dyes and their mixtures using supercritical CO2. Sci Rep 15, 40377 (2025). https://doi.org/10.1038/s41598-025-25134-w
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-25134-w
