
Abstract
This study systematically investigates the fatigue behavior of composite modified double-base propellant (CMDB) under strain-controlled cyclic loading across a range of temperatures. Fatigue life evolution and mechanical response were quantified through tests conducted at multiple temperatures and maximum strain amplitudes, and the effect of pre-fatigue conditioning on the damage evolution of the propellant was analyzed through pre-fatigue tests. It was found that the fatigue life of the propellant was prolonged with increasing temperature. The stress response of the fatigue vibration process shows an obvious three-stage evolution law, including initial softening, continuous stable development and acceleration stage. Based on damage mechanics and viscoelasticity theory, a three-stage evolution model of fatigue damage of CMDB propellant was established. the predicted theoretical results are in good agreement with the experimental data. This framework effectively describes material damage evolution during fatigue cycling, providing a mechanistic basis for performance assessment and service life prediction in solid rocket propulsion systems.
Similar content being viewed by others

Introduction
Composite Modified Double-Base Propellant (CMDB) is widely used in modern rocket technology, with its performance significantly determining the reliability and efficiency of rockets. Throughout its entire lifecycle, from spiral pressing manufacturing to operational service, CMDB propellant is subjected to various dynamic loads, including thermal cycling, in-flight vibrations, transportation oscillations, and wave-induced perturbations1. These factors profoundly impact both the performance and structural integrity of the propellant. Although such alternating loads may not cause immediate failure, prolonged exposure gradually degrades the internal structure and chemical properties, ultimately compromising performance and potentially leading to engine malfunction.
The investigation of fatigue properties in viscoelastic materials like CMDB has evolved through several methodological frameworks. Traditional approaches are broadly classified into three categories: fracture mechanics, phenomenological models, and energy dissipation quantification.
The fracture mechanics approach characterizes material fatigue through crack initiation and propagation analysis, primarily quantifying the stress intensity factor via crack opening displacement (COD) monitoring2,3. Nevertheless, this methodology exhibits limitations for viscoelastic materials such as propellants, including experimental complexity and the non-constant nature of stress intensity factors under elevated temperatures or complex service conditions.Phenomenological approaches focus on macro-mechanical property degradation and damage evolution processes4. These models are particularly useful when direct observation of crack initiation and propagation is impractical. By analyzing changes in mechanical properties, internal damage progression can be indirectly inferred. For instance, Drozdov5 established a residual-strain-based fatigue damage model for high-density polyethylene using temperature-variant testing. Jurbergs6 and Van Paepegem7 developed damage evolution models incorporating cyclic softening in fiber-reinforced composites using coupled residual strength and stiffness metrics. Gao et al.8 formulated a strain-controlled fatigue damage model for NEPE propellant, identifying particle dewetting and progressive damage. Li et al.9 investigated HTPB propellant’s macro-mechanical evolution and mesoscale damage mechanisms under vibratory loading at constant strain.Energy-based methodologies have emerged as a powerful alternative, founded on the principle that the area of the stress-strain hysteresis loop quantifies energy dissipated per cycle10. This approach enables quantitative characterization of damage under cyclic loading. Liu et al.11 and Wang et al.12 correlated energy dissipation with strain-amplitude-dependent dewetting in propellants. Qu et al.13 and Deng et al.14 developed irreversible energy-based cumulative damage models to predict service life in solid propellant applications.
Damage evolution in viscoelastic materials typically progresses through four distinct phases: (i) microcrack initiation, (ii) microcrack coalescence, (iii) macrocrack formation, and (iv) macrocrack propagation. Research emphasis remains on the initiation phase due to accelerated propagation following macrocrack formation. Established numerical methods for modeling these processes include displacement discontinuity boundary elements (DDBE), finite element method (FEM), and discrete element method (DEM)15,16,17,18,19,20. Recent advances in fatigue modeling have incorporated both continuum and micromechanical approaches. Continuous Damage Mechanics (CDM) models use internal state variables to represent damage accumulation and have been adapted for viscoelastic materials. These models successfully capture nonlinear damage progression under variable amplitude loading. Micromechanical models utilizing cohesive zone modeling (CZM) and the extended finite element method (XFEM) have provided critical insights into particle-matrix interfacial failure21,22,23. For instance, Liu et al.22 showed that thermal aging reduces the dewetting damage threshold in HTPB propellants, accelerating damage initiation. Zhou et al.23 demonstrated through fine-scale simulation how low temperature exacerbates interfacial debonding and matrix fracture.
Dewetting at particle-substrate interfaces—a key damage mechanism in CMDB propellants—is governed by intrinsic factors (e.g., particle morphology, interfacial properties) and extrinsic conditions (e.g., temperature, strain rate)21,22,23,24,25,26,27,28,29,30. Wang et al.21 observed via SEM that dewetting intensifies at low strain rates. Liu et al.22 used micro-CT in-situ scanning to show that thermal aging advances the dewetting point, aggravating damage under identical strain conditions. Computational studies by Zhou et al.23 and Liu et al.22 employing CZM and XFEM have revealed stress concentrations around large ammonium perchlorate (AP) particles under tension, leading to transcrystalline fracture and widespread dewetting.Given that dewetting damage is a primary driver of material nonlinearity, accurate modeling of solid propellant behavior requires hybrid approaches integrating phenomenological models31,32,33 with computational numerical methods34,35,36,37,38.
The studying post-fatigue tensile behavior has shown that macroscopic cracks (typically emerging in the last 20% of fatigue life) significantly alter mechanical properties. The existing Model8, which solely relies on stiffness degradation (a reduction to 50% of the initial stiffness) as the criterion for fatigue failure, may lead to erroneous predictions of damage evolution. Therefore, incorporating a fatigue fracture criterion into the fatigue damage model is essential to fully capture the damage process—from initiation and propagation to final fracture.This study systematically investigates fatigue damage evolution in CMDB propellant through strain-amplitude-controlled testing. By integrating experimental and analytical methodologies, we elucidate damage progression mechanisms under cyclic loading. A novel three-stage fatigue damage model accounting for maximum strain amplitude effects was developed, quantifying both initial accelerated damage accumulation and late-stage damage acceleration. Microscopic analysis of pre-fatigued CMDB specimens revealed pre-cycling effects on damage modes. These insights provide a foundational framework for predicting propellant behavior in real service environments.
Experimental methods
Materials and specimen preparation
The CMDB formulation used in this study comprises: a nitrocellulose (NC) and nitroglycerin (NG) matrix (41%), the high explosive RDX (54.6%), and other components (4.4%) by mass.The propellant specimen features a dog-bone geometry (dimensions specified in Fig. 1(a)), the specimen spacing is 30 mm. As shown in Fig. 1(b), specimens are clamped in test fixtures ensuring coaxial alignment between the applied load direction and the specimen’s geometric axis. Following processing and molding, specimens undergo 24 h conditioning at ambient temperature in sealed containers to eliminate machining-induced residual stresses prior to testing.

CMDB propellant specimen configuration and clamping method. (a) CMDB propellant specimen configuration, (b) CMDB clamping method.
Mechanical fatigue testing
Fatigue testing was performed using an ELF3200 dynamic mechanical analyzer (DMA; TA Instruments, USA) in the Rocket Propulsion Laboratory at Nanjing University of Science and Technology (NJUST). The experimental configuration is illustrated in Fig. 2(a).
Fatigue testing was conducted under strain-controlled conditions using a symmetric sinusoidal waveform (Fig. 2(b)) with a strain ratio R = 0. The test frequency was set at 10 Hz. Under four test temperature conditions (0 °C, 20 °C, 40 °C, and 60 °C), tests were conducted with strain amplitudes εₘₐₓ of 0.02, 0.03, 0.04, and 0.05, respectively. Three replicate tests were performed under each condition.

DMA experimental setup and sinusoidal loading waveforms. (a) DMA experimental setup, (b) sinusoidal loading waveforms.
Fatigue test results and analysis
Temperature and strain amplitude dependence of fatigue life
During road transportation, significant ambient temperature variations occur due to latitude and altitude gradients, necessitating characterization of propellant fatigue damage performance across thermal conditions. Representative experimental temperatures (0 °C, 20 °C, 40 °C, and 60 °C) were selected, with corresponding CMDB propellant fatigue life data summarized in Table 1.
Fatigue life increases significantly with rising temperature due to intensified molecular motion within the CMDB propellant matrix. At elevated temperatures, enhanced polymer chain mobility increases material viscosity, strengthens relaxation effects, and reduces stress concentration under equivalent strain. This combination retards matrix/particle debonding, ultimately extending fatigue life. The damage evolution mechanism remained consistent across all temperature groups. Lower temperatures accelerated the damage evolution, whereas elevated temperatures markedly retarded it, demonstrating a clear inhibitory effect on the progression of damage.
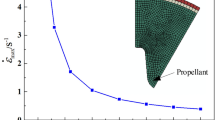
Figure 3 presents fatigue life as a function of temperature and strain amplitude at 10 Hz, empirically demonstrating an exponential relationship between fatigue life and temperature at constant strain amplitude:
Table 2 lists the quantitative fatigue characterization parameters.

CMDB propellant fatigue life at 10 Hz versus temperature and strain amplitude.
Strain amplitude dependence of fatigue damage accumulation
Dynamic mechanical analysis (DMA) quantified the stress-strain response of CMDB propellant under oscillatory loading. Figure 4 presents representative hysteresis loops at 10 Hz for maximum strain amplitudes of 0.02, 0.03, 0.04, and 0.05.

Cyclic stress-strain responses of CMDB propellant under fatigue loading at 10 Hz (εₘₐₓ = 0.02–0.05).
As shown in Fig. 4, with increasing fatigue cycles, the peak stress of each hysteresis loop progressively decreases. Concurrently, the hysteresis loops exhibit clockwise rotation around the origin. The stress evolution indicates that the propellant undergoes cyclic tensile-compressive loading, consistent with the viscoelastic characteristics of the CMDB propellant material. Furthermore, as fatigue cycles accumulate, the stress-time curve deviates from its initial sinusoidal pattern, and the hysteresis loops transition from a spindle-like morphology to an increasingly irregular, willow-leaf-shaped configuration.
Figure 4 illustrates that following fatigue testing, the CMDB propellant undergoes distinct mechanical evolution. Initially, it enters a phase termed ‘adapted softening’, characterized by continuous microstructural reorganization accompanied by chemical bond breakage and reformation. This culminates in a steady-state condition signifying structural saturation, during which peak stress progressively declines. Subsequently, the stress amplitude stabilizes at a saturation value, enabling the emergence of stable hysteresis curves. These cyclic hysteresis profiles persist without significant alteration during extended loading periods prior to macroscopic specimen fracture.
Fatigue damage modeling
The damage variables expressed by combining the initial modulus \({E_0}\) and effective modulus \(\tilde {E}\) during loading of the material by fatigue load are

Dynamic modulus characterization.
Therefore, the decay of the dynamic modulus \({E_d}\) during fatigue is selected as the damage variable, and the definition of the dynamic modulus \({E_d}\) is shown in Fig. 5. The formula of dynamic modulus is
Where \({\varepsilon _p}\) is the fatigue peak strain corresponding to the maximum loading stress and \({\varepsilon _v}\) is the fatigue valley strain corresponding to the minimum loading stress. In order to ensure that the damage variable D increases from 0 to 1, the damage variables expressed by the initial modulus \({E_0}\) and effective modulus \(\tilde {E}\) are improved with the following expressions
Where \({E_{d0}}\) for the initial modulus of the material, take the value of the dynamic modulus at the first load cycle; \({E_{di}}\) for the dynamic modulus of the material when fatigue loading i times; \({E_{df}}\) for the dynamic modulus of the material when fatigue fracture. The fatigue test itself exists a certain dispersion, in order to facilitate the comparison, the coordinates are now dimensionless, the fatigue damage and fatigue life ratio of \(\left( {D - N/{N_f}} \right)\) curve relationship, as shown in Fig. 6.

Progressive damage accumulation in propellant under cyclic loading (20 °C, 10 Hz).
Figure 6 reveals consistent damage evolution kinetics across applied strain amplitudes, exhibiting non-linear progression. The process comprises two distinct regimes: initial rapid damage accumulation in the CMDB propellant during early fatigue cycles, followed by gradual but decelerated damage progression with increasing cycle count. Therefore, fatigue damage manifests a triphasic evolutionary pattern: (i) accelerated accumulation (Stage I), (ii) rate-limited progression (Stage II), and (iii) terminal acceleration culminating in fracture (Stage III).
In order to characterize cyclic softening in the CMDB propellant under fatigue loading, we introduce a Maxwell viscoelastic model. This framework leverages relaxation curve evolution to correlate relaxation modulus with stiffness, thereby providing an enhanced description of damage progression. The relaxation modulus is formulated as:
The frequency during the fatigue experiment remains constant and the delay in time can be seen as an increase in the cyclic period,
The above equation is the modulus decay equation for the constant strain input part, let the total damage caused by relaxation when the specimen reaches the fatigue life is \({D_{\text{c}}}\), and the damage caused by relaxation at N cycles \({D_1}\) is
Where \({D_c}\) is the saturation damage in the first stage and \(\mu =1/\lambda\) is the fitting constant.
tensile and compressive fatigue damage induced by alternating stress, it corresponds to the second and third stages of the fatigue damage process. the damage evolution in the second stage, a fatigue damage model that considers the effect of stress amplitude has a functional expression of
The damage value is
The fatigue life is
Where \(\alpha\), \(\beta\), M are parameters related to the material properties, \(\alpha\) is also related to the stress amplitude, M is also related to the average stress. The second stage is the stage of substantial development of the damage, which can be derived from the dissipative potential function, using a common model of damage evolution, whose functional expression is
Where q is the material parameter, integrating the above equation with the boundary condition: \({\left. D \right|_{N=0}}=0,{\left. D \right|_{N={N_f}}}={D_a}\), then the fatigue damage evolution equation for the second stage is
where \({D_a}\) is the saturation damage in the second stage and \(\beta =1/(1+q)\) is the fitting constant.
The fatigue damage model of the first two stages reflects the formation of micro-holes and micro-cracks within the material, which is the overall energy dissipation within the material, and does not characterize the fatigue damage process after the formation of macroscopic cracks, under the situation of severe concentration of local stress and strain. For the macroscopic crack formation, the relationship of the damage evolution function is a power function expression:
Where m is the material parameter, A is the coefficient of material fatigue resistance, and B is the material constant, which is related to the amount of deformation for each cycle of loading. Integrating the above equation with the boundary condition: \({\left. D \right|_{N=0}}=0,{\left. D \right|_{N={N_f}}}={D_i}\), then the fatigue damage evolution equation for the third stage is
where \({D_i}\) is the saturation damage in the third stage and \(\gamma =m+1\) is the fitting constant.
Through the above derivation and analysis, the fatigue damage evolution process of the three stages of fatigue damage can be obtained, and the functional expression is
This study employs the decay in dynamic modulus to quantify damage evolution. Under cyclic loading, the accumulation of damage leads to a reduction in material stiffness. Thus, the evolution of damage can be characterized by changes in modulus, following a stiffness degradation model. The onset of damage is identified based on a measurable decrease in the dynamic modulus.
In order to visualize the evolution of fatigue damage in the CMDB propellant more intuitively, the fatigue damage evolution process is decomposed into three stages, as shown in Fig. 7. In the first stage, the damage caused by the relaxation effect accounts for only a small part of the overall fatigue life, and this part of the damage quickly reaches saturation. After saturation, this part of the damage will enter a kind of equilibrium state, and due to the viscoelastic properties of the propellant material, this part of the damage can be partially recovered; the second stage is a large number of micro-holes and micro-cracks in the emergence and expansion, and accompanied by propellant particles of debonding, throughout the whole process of fatigue vibration and tends to be a certain saturated state, this stage occupies the vast majority of the fatigue life is the main form of fatigue damage; the third stage is the macro-vibration process, which is the main form of fatigue damage. This stage occupies most of the fatigue life and is the main form of fatigue damage; the third stage is the phenomenon of macroscopic cracks in the late stage of fatigue vibration loading, when the microcracks and micropores accumulate to a certain threshold. After the macro crack is generated, the CMDB propellant damage rapidly expands until the propellant material fatigue failure. Meanwhile the saturation damage values of these three stages add up to a value of 1, i.e., \({D_c}+{D_a}+{D_i}=1\).

Schematic diagram of the three stages of fatigue damage evolution.
To validate the predictive capability of the proposed fatigue damage evolution model, we applied it to experimental data obtained at 60 °C and 10 Hz loading frequency with maximum strain amplitudes of 0.02, 0.03, 0.04, and 0.05. Figure 8 compares experimental results with model predictions, while Table 3 summarizes the optimized parameters.

Model validation: Fatigue damage evolution in CMDB propellant under cyclic loading. (a) 0.02, (b) 0.03, (c) 0.04, (d) 0.05.
Figure 8 demonstrates close correlation between model predictions and experimental fatigue damage evolution curves across all tested strain amplitudes (≤ 0.05). This indicates that the developed model accurately characterizes the cyclic damage process of CMDB propellant under small strains.
Effects of pre-fatigue conditioning on performance degradation
Experimental apparatus
We characterized the microstructure of CMDB propellant using a Hitachi S-4800 cold-field-emission scanning electron microscope (SEM). This instrument (Fig. 9) achieves 1 nm resolution at accelerating voltages of 1–15 kV, with magnification capabilities of 200,000× to 800,000×. Energy-dispersive X-ray spectroscopy (EDS) detection spans elements from Be4-U92.

Cold-field-emission SEM characterization apparatus (Hitachi S-4800).
Results and analysis
We conducted preconditioning cyclic loading on CMDB propellant followed by constant-rate tensile testing. Specimens underwent fatigue loading at 5% strain amplitude, then uniaxial tensile testing at 20 mm/min until fracture. Fracture surfaces were extracted and characterized by scanning electron microscopy. Figure 10 presents SEM micrographs of tensile fracture surfaces at 3000× magnification for specimens subjected to 0, 200, 500, and 1000 preconditioning cycles.

Particulate cracking evolution in CMDB propellant: Fracture surface SEM micrographs after preconditioning cycles (0, 200, 500, 1000) at 3000× magnification. (a) PL0-LS20, (b) PL200-LS20, (c) PL500-LS20, (d) PL1000-LS20.
Figure 10 reveals that the propellant exhibits particle-matrix dewetting and transcrystalline penetration, with damage manifesting as matrix tearing, microcrack propagation, and particle transcrystalline fracture a primary failure mode combination. Under pre-fatigue strain loading, the propellant’s viscoelasticity enables substantial energy absorption at small deformations (< 5% strain). During strain-controlled vibrational loading, compressive stresses dominate at zero-strain points due to the CMDB propellant’s viscoelastic response, consistent with the fatigue stress-strain hysteresis in Fig. 4. At these compressive phases, AP particles (inherently brittle) develop stress-concentration cracks and undergo transcrystalline fracture under cyclic strain-fatigue loading.
This perforation damage manifests through two distinct mechanisms: When the fracture energy terminates within the particle-matrix encapsulation layer, large AP particles undergo fragmentation. The resulting sub-particles either remain in situ or are dislodged, generating voids.When transcrystalline fracture breaches the encapsulation layer, particle displacement occurs, creating interfacial gaps that induce matrix tearing.Therefore, these mechanisms contribute to notably increased porosity in the CMDB propellant. Evident transcrystalline fracture traces are observable in micrographs, exhibiting stochastic fracture planes.
As shown in Fig. 10, transcrystalline fracture severity in CMDB propellant correlated with pre-fatigue cycle count. Uniaxial tensile testing without pre-fatigue (Fig. 10a) revealed no transcrystalline fracture in AP particles. With increasing pre-fatigue cycles, transcrystalline fracture became progressively pronounced: after 200 and 500 cycles, particle cracking was evident, while after 1,000 cycles, AP particles exhibited enlarged cracks and significantly enhanced transcrystalline fracture.
Fractographic analysis (Fig. 10) indicates that under pre-fatigue conditions, cracks initiate predominantly at particle-matrix interfaces rather than within particles. This suggests that particle dewetting remains the primary failure mechanism under small-strain conditions (< 5% strain).
Conclusion
The present study investigated the fatigue behavior of Composite Modified Double-Base (CMDB) propellants under thermo-mechanical coupled loading through an integrated approach combining macroscopic mechanical testing and mesostructural characterization. Results indicated a clear correlation between the degradation of mechanical properties and the accumulation of internal damage under cyclic stress conditions.
A three-stage fatigue damage evolution model was developed based on dynamic modulus decay, which incorporated fatigue fracture behavior post-macrocrack initiation. This model comprehensively characterizes the entire damage process, from crack nucleation and propagation to final fracture.
Macroscopic mechanical degradation exhibited distinct phased patterns: an initial rapid degradation phase, followed by a slower progressive development, and ultimately accelerated macrocrack growth leading to failure. Both maximum strain and cyclic loading promoted internal damage accumulation. Higher strain amplitudes significantly accelerated damage evolution, whereas elevated temperatures markedly suppressed it.
The fatigue life of CMDB propellants was influenced by both temperature and strain amplitude. Increased temperature and reduced strain amplitude contributed to longer fatigue lifetimes.
Pre-fatigue under strain-controlled conditions induced transgranular fracture modes. However, both virgin and pre-fatigued propellants primarily exhibited particle-debonding-dominated failure mechanisms.
Data availability
The datasets used during the current study available from the corresponding author on reasonable request.
References
Figueredo, A. J. & Wolf, P. S. A. Assortative pairing and life history strategy – a cross-cultural study. Hum. Nat. 20, 317–330. https://doi.org/10.1007/s12110-009-9068-2 (2009).
Hao, Z., AghaKouchak, A., Nakhjiri, N. & Farahmand, A. Global integrated drought monitoring and prediction system (GIDMaPS) data sets. Figshare https://doi.org/10.6084/m9.Figshare.853801 (2014).
Lin, Y. K. & Yang, J. N. A stochastic theory of fatigue crack propagation[J]. Aiaa J. 23 (23), 117–124 (2015).
Navarro, C., Munoz, S. & Domínguez, J. On the use of multiaxial fatigue criteria for fretting fatigue life assessment[J]. Int. J. Fatigue. 30 (1), 32–44 (2008).
Drozdov, A. D. Cyclic thermo-viscoplasticity of high density polyethylene[J]. Int. J. Solids Struct. 47 (11), 1592–1602 (2010).
Jurbergs, N. et al. Cyclic behavior of short glass fiber reinforced polyamide for fatigue life prediction of automotive components [J]. Procedia Eng. 2 (1), 901–910 (2010).
Paepegem, W. V. & Degrieck, J. A new coupled approach of residual stiffness and strength for fatigue of fibre-reinforced composites [J]. Int. J. Fatigue. 24 (7), 747–762 (2002).
Gao, Y. et al. Nonlinear fatigue damage of nitrate ester plasticized polyether propellant for strain-control [J]. J. Aerosp. Power. 30 (6), 1486–1491 (2015).
Li, J. et al. Huang Wei-dong, Li Gao-chun,. Effects of vibration load on mechanical properties of HTPB propellant with constant strain [J]. Journal of Propulsion Technology, 37(2): 372-377. (2016).
Lee, K. O., Hong, S. G. & Lee, S. B. A new energy-based fatigue damage parameter in life prediction of high-temperature structural materials [J]. Materials Science & Engineering A, 496(1-2): 471-477 (2008).
Liu, Z. Effect of strain loading history on the mechanical property of propellant [J]. Chin. J. Explosives & Propellants 33(4), 5–9 (2010).
Wang, Y. et al. Effect of strain rate and loading on mechanical properties and dissipated energy for HTPB propellant [J]. Chin. J. Energetic Materials(Hanneng Cailiao). 18 (4), 377–382 (2010).
Qu & Kai Xing Yao-guo, Zhang Xu-dong. Fatigue damage of ship-borne solid rocket motor propellant under swing loading [J]. J. Aerosp. Power. 26 (11), 2636–2640 (2011).
Deng & Bin Dong Ke-hai, Xie Yan. Viscoelastic cumulative damage of solid propellant grain based on energy dissipation [J]. J. Natl. Univ. De?F. Technol. 35 (1), 24–27 (2013).
Birgisson, B., Soranakom, C., Napier, J. & Roque, R. Simulation of fracture initiation in hot-mix asphalt mixtures. Transp. Res. Rec J. Transp. Res. Board. 1849, 183–190. https://doi.org/10.3141/1849-20 (2003).
Buttlar, W. G. et al. Digital image correlation techniques to investigate strain fields and cracking phenomena in asphalt materials. Mater. Struct. 47, 1373–1390. https://doi.org/10.1617/s11527-014-0362-z (2014).
Jenq, Y-S. & Perng, J-D. Analysis of crack propagation in asphalt concrete using cohesive crack model. Transp. Res. Rec 1317 90-99 (1991).
Song, S., Paulino, G. & Buttlar, W. Simulation of crack propagation in asphalt concrete using an intrinsic cohesive zone model. J. Eng. Mech. 132, 1215–1223. https://doi.org/10.1061/(ASCE)0733-9399(2006)132:11(1215) (2006).
Wang, J., Birgisson, B. & Roque, R. Effects of viscoelastic stress redistribution on the cracking performance of asphalt pavements (with discussion). J Assoc Asphalt Paving Technol 2006. Presented at the 2006 Journal of the Association of Asphalt Paving Technologists: From the Proceedings of the Technical Sessions.
Wang, J. & Birgisson, B. A time domain boundary element method for modeling the quasi-static viscoelastic behavior of asphalt pavements. Eng. Anal. Bound. Elem. 31, 226–240 (2007).
Wang Yaping, W. Electron microscopic observation of tensile dewetting of Butyl hydroxyl propellant[J]. Solid Rocket Technol. 21 (2), 71–74 (1998).
Liu, X. G. Study on Mechanical Behavior of HTPB Propellant Dewetting Under Low Temperature Uniaxial stretching[D] (Northwestern Polytechnical University, 2019).
Zhou Hongmei, Y. et al. Simulation study of low-temperature microscopic damage of solid propellant[J]. Solid Rocket Technol. 40 (06), 736–740 (2017).
Dai, Q., Sadd, M. H. & You, Z. A micromechanical finite element model for linear and damage-coupled viscoelastic behaviour of asphalt mixture. Int. J. Numer. Anal. Methods Geomech. 30, 1135–1158. https://doi.org/10.1002/nag.520 (2006).
Guddati, M., Feng, Z. & Kim, Y. Toward a micromechanics-based procedure to characterize fatigue performance of asphalt concrete. Transp. Res. Rec J. Transp. Res. Board. 1789, 121–128. https://doi.org/10.3141/1789-13 (2002).
Kim, Y., Allen, D. & Little, D. Damage-induced modeling of asphalt mixtures through computational micromechanics and cohesive zone fracture. J. Mater. Civ. Eng. 17, 477–484 (2005).
Lytton, R. L., Chen, C. W. & Little, D. N. Microdamage Healing in Asphalt and Asphalt Concrete Vol. (A micromechanics fracture and healing model for asphalt concrete, 2001).
Ibrahim Onifade, Denis Jelagin, Alvaro Guarin, Björn Birgisson and Nicole Kringos. Effect of micro-scale morphological parameters on meso-scale response of asphalt concrete. In: Asphalt Pavements. CRC. 1775–1784 (2014).
Sadd, M., Dai, Q., Parameswaran, V. & Shukla, A. Simulation of asphalt materials using finite element micromechanical model with damage mechanics. Transp. Res. Rec J. Transp. Res. Board. 1832, 86–95. https://doi.org/10.3141/1832-11 (2003).
Tashman, L., Masad, E., Zbib, H., Little, D. & Kaloush, K. Microstructural viscoplastic continuum model for permanent deformation in asphalt pavements. JEngng Mech. 131, 48–57. https://doi.org/10.1061/(ASCE)0733-9399(2005)131:1(48) (2005).
Ozupek, S. & Becker, E. Constitutive modeling of high-elongation solid propellants. J. Eng. Mater. Technol. Trans. ASME. 114 (1), 111–115 (1992).
Ozupek, S. & Becker, E. Constitutive equations for solid propellants. J. Eng. Mater. Technol. -Trans ASME. 119, 125–132 (1997).
Ravichandran, G. & Liu, C. Modeling constitutive behavior of particu- late composites undergoing damage. Int. J. Solids Struct. 32, 979–990 (1995).
Nadot-Martin, C., Trumel, H. & Dragon, A. Morphology-based homog- Enization for viscoelastic particulate composites. Part I: viscoelas- ticity sole. Eur. J. Mech. A-Solid. 22 (1), 89–106 (2003).
Nadot-Martin, C., Dragon, A., Trumel, H. & Fanget, A. Damage modeling framework for viscoelastic particulate composites via a scale tran- sition approach. J. Theor. Appl. Mech. 44 (3), 553–583 (2006).
Nadot-Martin, C., Touboul, M., Dragon, A. & Fanget, A. Chap. 12. Direct Scale Transition Approach for Highly-filled Viscohyperelastic Particu- Late Composites. 218–237 (Computational Study, ISTE/Wiley, 2008).
Xu, F., Aravas, N. & Sofronis, P. Constitutive modeling of solid propel- Lant materials with evolving microstructural damage. J. Mech. Phys. Solids. 56, 2050–2073 (2008).
Matous, K. et al. Multiscale modeling of solid propellants: from particle packing to failure. Compos. Sci. Technol. 67, 1694–1708 (2007).
Author information
Authors and Affiliations
Contributions
Li Yao wrote the main manuscript text, Methodology, Data curation and Writing-Original draf preparation. Xu Jinsheng: Conceptualization and Supervision. Zhou Changsheng: Data curation. Chen Xiong: Data curation. Yang Xiumin: Supervision.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Yao, L., Jinsheng, X., Changsheng, Z. et al. Modeling fatigue damage evolution in CMDB propellant based on dynamic modulus. Sci Rep 16, 752 (2026). https://doi.org/10.1038/s41598-025-30378-7
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-30378-7
