
Abstract
The manual splicing of steel arches in Tunnel Boring Machine construction is notoriously inefficient, hazardous, and quality-inconsistent, posing a significant bottleneck to tunneling automation. To address this challenge, this paper proposes a novel optimization framework for the motion/force transmission performance of a closed-chain robotic end-effector specifically designed for automated steel arch splicing. Based on screw theory, a comprehensive transmission performance model is established and the Global Transmission Index is employed as a key metric to optimize the transmission angle range, thereby ensuring both high efficiency and stability during the grasping process. The proposed method integrates actual spatial constraints and grasping requirements of steel arches into a systematic design optimization process. Experimental results demonstrate that the optimized end-effector completes the splicing task in only 90 seconds, which is more than three times faster than traditional manual splicing, while achieving reliable grasping and a docking accuracy of \(\pm\)3 mm. This study provides both theoretical and practical advancements in robotic tunnel support, offering a viable solution for enhancing the intelligence and safety of TBM construction.
Similar content being viewed by others

Introduction
The Tunnel Boring Machine (TBM) is a specialized large-scale equipment for hard rock tunnel construction, widely employed in railway, hydraulic, and mining engineering projects1,2,3,4,5. During TBM excavation, the surrounding rock deformation necessitates immediate support using steel arches6,7,8,9. Steel arches are slender curved I-beam structures, typically requiring the splicing of five individual arches to form a complete ring for effective ground support10,11,12. Currently, steel arch installation in TBM operations primarily relies on manual labor. Manual steel arch splicing involves multiple workers operating in a hazardous environment characterized by water accumulation, strong vibrations, and high dust levels, as illustrated in Fig. 1. Workers must lift heavy arches (typically 200 kg each), align them manually, and secure them with bolts using handheld tools. This process is not only labor-intensive and time-consuming but also poses significant risks of musculoskeletal injuries, falling objects, and tunnel collapses due to delayed support13. Moreover, the quality of manual splicing is highly variable, depending on worker skill and fatigue levels.

Working environment of steel arch installation.
To advance the intelligent development of tunnel support14, it is imperative to develop a TBM steel arch installation system to replace manual support operations15. Current research on steel arch installation equipment remains in its nascent stage16,17. The steel arch installation process can be broadly divided into four phases: transportation, splicing, expansion, and looping. The transportation phase involves using transport vehicles to move multiple arch segments from storage to the splicing position. The splicing phase requires workers to adjust the poses of adjacent steel arches to align their joints, followed by bolted connections - this is the primary focus of our current robotic system. The expansion phase employs TBM-mounted bracing devices to radially expand the spliced open-ring steel arch until it contacts the rock wall. Finally, the looping phase involves welding the expanded steel arch open-ring to form a complete, load-bearing circular structure. Currently, the splicing and looping operations demand the most intensive manual intervention and present significant safety risks. Therefore, scholars have conducted research on steel arch splicing robots and looping robots, with the aim of replacing manual operations for these dangerous tasks. The steel arch looping robot, designed for grasping looping components, lateral expansion, and automated welding, has primarily focused on tree-configuration design18,19 and static stiffness performance analysis20. The steel arch splicing robot, responsible for grasping, positioning, and connecting steel arches, has seen concentrated research efforts in configuration design21, motion control22, and grasping reliability23. These research efforts on steel arch installation robots demonstrate the feasibility of automated support operations. However, the harsh working environment in tunneling sites continues to challenge operational stability, necessitating further performance enhancements for steel arch installation robots. As the core component responsible for steel arch manipulation, the end-effector’s motion/force transmission performance determines the effectiveness of the entire splicing operation24. Inadequate transmission performance manifests as sluggish dynamic response, thereby prolonging the grasping phases and consequently impairing operational efficiency. Furthermore, under the substantial load conditions presented by heavy steel arches, such transmission deficiencies may induce grip instability, potentially leading to load disengagement and serious compromises in operational stability and safety. Therefore, the enhancement of motion/force transmission capability establishes the essential foundation for developing a splicing system that demonstrates superior efficiency alongside inherent reliability and safety. However, dedicated research addressing these transmission aspects for closed-chain mechanisms in tunneling environments remains notably limited.
Reference25 mainly focused on the configuration synthesis and kinematic modeling of a steel arch splicing robot, establishing a fundamental framework for automated splicing. Building upon this prior work, the present study further explores the transmission performance of the closed-chain end-effector. This paper presents a systematic two-stage optimization methodology for the end-effector design. The first stage focuses on workspace optimization based on the global transmission performance, determining the optimal transmission angle range. The second stage involves dimensional optimization under spatial constraints to obtain the specific linkage parameters that minimize dimensions while satisfying all operational requirements. Prototype experiments verify that the optimized end-effector satisfies engineering demands. The research contributes to further improvement and refinement of the steel arch splicing robot’s structure, significantly enhancing its adaptability to complex engineering environments.
Structural design of the end-effector for steel arch splicing robot
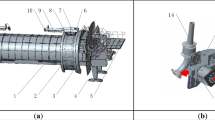
The steel arch splicing robot employs a dual-branch architecture specifically designed to meet the operational demands of the steel arch splicing process. Each branch consists of an RT-series docking kinematic chain and a closed-chain end-effector, as illustrated in Fig. 2. The robot is equipped with five types of hydraulic cylinders for performing different functions. Cylinders 1 and 2 are used to control the opening and closing of the end effector, cylinders 3 and 4 are used to adjust the position and orientation of the steel arch, and cylinder 5 is used to change the position and angle of the entire steel arch splicing robot. This configuration enables the robot to perform two essential operations: grasping and docking. The grasping operation requires secure envelopment of the steel arch, while the docking operation demands precise alignment between two separate steel arches. The dual-branch design allows independent control of each arch through their respective docking kinematic chains, facilitating coordinated spatial movement and orientation adjustment for accurate joint alignment.

Structural configuration of the steel arch splicing robot.
The end-effector design, depicted in Fig. 3, incorporates several pivotal features to ensure operational reliability. In the figure, joint O represents the revolute joint connecting the vertical rail and the inclined rail; A denotes the slider on the vertical rail connected to the lower jaw; B is the revolute joint connecting the inclined rail and the lower jaw; C indicates the slider on the inclined rail connected to the upper jaw; D and E are the two endpoints of the L-shaped upper jaw, respectively. The implementation of two opposing L-shaped jaws achieves complete mechanical enclosure of the steel arch profile, providing superior grasping stability compared to conventional grippers. This enveloping configuration promotes even distribution of contact forces across the arch surface, thereby mitigating stress concentration and preventing potential slippage. The kinematic architecture features an inclined sliding rail for the upper jaw and a vertical sliding rail for the lower jaw. The lower jaw is connected to the inclined sliding rail through both revolute and prismatic joints. The actuation sequence is precisely controlled by two dedicated hydraulic cylinders. Retraction of cylinder 2 drives the lower jaw downward, which simultaneously induces a downward swing of the inclined rail, thereby opening the end-effector for arch insertion. Subsequent extension of cylinder 2 moves the lower jaw upward, causing the inclined rail to swing up and close the end-effector. Synchronously, controlled retraction of cylinder 1 drives the upper jaw downward. This coordinated motion of both jaws ensures firm grasping of the steel arch through positive mechanical enclosure.

End-effector design with L-shaped jaws.
The selection of the closed-chain mechanism for the end-effector was driven by its inherent advantages in load-bearing capacity and stiffness. Unlike open-chain designs, the closed-chain configuration provides multiple load paths that enhance force transmission efficiency and structural robustness. This characteristic is crucial for maintaining grasping stability when handling 200 kg steel arches, especially during the dynamic docking process where unexpected loads may occur. Furthermore, the mechanism’s compact dimensions satisfy the spatial constraints of the confined TBM environment while providing sufficient workspace for steel arch manipulation.
Motion/force transmission performance analysis of closed-chain end-effector
Performance metrics
Screw theory provides a unified mathematical framework for analyzing rigid body kinematics and statics, offering distinct advantages for evaluating motion/force transmission performance in closed-chain mechanisms. Unlike conventional methods that treat motion and force analysis separately, screw theory enables simultaneous characterization of both aspects through the dual relationship between twists (representing instantaneous motions) and wrenches (representing forces and moments). A unit screw can be expressed in Plücker coordinates as:
where \({\varvec{s}}\) is the unit vector along the screw axis, \({\varvec{s}}^0\) is the dual vector of the screw, \({\varvec{r}}\) is the position vector from the coordinate origin to any point on the screw axis, and h is the pitch of the screw.
When the pitch \(h=0\), the unit screw is denoted as \(\$ =\left( {{\varvec{s}};{\varvec{r}} \times {\varvec{s}}} \right)\), which can represent a revolute joint. When the pitch \(h=\infty\), the unit screw is denoted as \(\$ \mathrm{{ = }}\left( {{\varvec{0}};{\varvec{s}}} \right)\), which can represent a prismatic joint.
The reciprocal product between two unit screws \(\$ _1\) and \({\$}_2\) is defined as
In the closed-chain end-effector of the steel arch splicing robot, the joint screws that are linearly independent from both the input twist \({ \$_\mathrm{{in}}}\) and output twist \({ \$_\mathrm{{out}}}\) form a screw system \(\left\{ \$ _{1},\cdots ,{ \$_{\textit{n}}}\right\}\). Based on screw system theory, the transmission force screw \(\$_{\text {T}}\) can be derived.
The input transmission coefficient \(\varsigma\) and output transmission coefficient \(\sigma\) are defined as follows26,27:
The local transmission index (LTI) of the end-effector is expressed as28:
The local transmission index (LTI) can only evaluate the effectiveness of motion/force transmission of the closed-chain end-effector at a single posture. However, since the closed-chain end-effector operates within a continuous workspace, it is necessary to assess its motion/force transmission performance across the entire workspace using a global performance measure. The global transmission index (GTI) is an established metric widely used for evaluating the global motion/force transmission performance of mechanisms29. The global transmission index (GTI) of the end-effector is defined as:
where \({\textit{W}}\) represents the workspace.
Transmission performance model of the end-effector
The two end effectors of the robot are kinematically identical and operate symmetrically during the grasping stage. The mathematical models and optimization goals of the two end effectors are the same. Therefore, the analysis is only conducted for a single end effector. The kinematic model of the closed-chain end-effector for the steel arch splicing robot is illustrated in Fig. 4, where \({\delta }\) represents the transmission angle and \(\alpha\) denotes the pressure angle, with \(\alpha ={\pi }/{2}-{\delta }\) defining their geometric relationship.

Kinematic model of the end-effector (side view).
To ensure optimal force transmission capability of the end-effector, the transmission angle \({\delta }\) should be maintained within the range of \(\left[ {\pi }/{4,}\;{3\pi }/{4} \right]\)25. For the steel arch splicing robot’s end-effector, the transmission angle \({\delta }\) can be expressed as:
where \({\textit{l}_{{i}{j}}}\) denotes the distance between joint i and joint j, while \({\textit{l}_{1}}\) and \({\textit{l}_{2}}\) represent the horizontal and vertical distances between joints A and B, respectively.
When \(\delta = \pi /4\), the distance \(l_{AO}\) between slider A and joint O reaches its maximum value, expressed as:
In the coordinate system \({O}-XYZ\), the twist system of the closed-chain end-effector can be expressed as:
The constraint wrench system of the end-effector can be expressed as:
The constraint wrench system corresponding to the end-effector’s twist system \(\left\{ {{{{{{\$}}}}}_{1}},{{{{{{\$}}}}}_{2}}\right\}\) (excluding input/output twists) can be expressed as:
By comparing the two obtained constraint wrench systems, the transmission wrench screw \({{{{{{\$}}}}}_{\text {T}}}\) of the steel arch splicing robot’s end-effector can be derived as:
According to Eq. (3), the input transmission coefficient \(\varsigma\) and output transmission coefficient \(\sigma\) of the steel arch splicing robot’s end-effector can be derived as:
Since the transmission angle satisfies \({\delta }\in \left[ {\pi }/{4,}\;{3\pi }/{4} \right]\), the range of \(\left| \sin {\delta } \right|\) can be determined. When \({\delta }={\pi }/{2}\), \(\left| \sin {\delta } \right|\) reaches its maximum value, i.e., \({{\left| \sin {\delta } \right| }_{\max }}={1}\).
The distance between joint O and B, denoted as \(l_{OB}\), can be expressed as:
When \(\delta = \pi /4\), \(l_{OB}\) reaches its maximum value, i.e., \({{\textit{l}}_{{O}{{B}}}}_{\max }=\sqrt{2}{{\textit{l}}_{1}}\). Therefore, Equation (12) can be simplified as:
According to Eq. (4), when \({\delta }\in \left[ {0.25}\pi ,0.32\pi \right]\), the local transmission index \(\chi\) of the end-effector equals \(\varsigma\); when \({\delta }\in \left[ 0.32\pi ,0.75\pi \right]\), \(\chi\) equals \(\sigma\).
Combining with Eq. (5), the global transmission index of the end-effector can be obtained as:
where \({\delta _{\max }}\) represents the maximum transmission angle of the end-effector during the operation of the steel arch splicing robot.
Based on the actual requirements for steel arch grasping, the global transmission index of the end-effector is set to be greater than 0.765. Specifically, the transmission angle \(\delta\) must vary over a range of at least \(\pi /4\) to ensure sufficient space for the steel arch grasping. The design objective is to maximize global transmission performance across the entire workspace while satisfying this angular range constraint. Analysis reveals that when \(\delta\) varies within \([\pi /4, \pi /2]\), the minimum value of \(\Gamma\) is 0.765. When \(\delta\) exceeds \(\pi /2\), the \(\Gamma\) shows continuous degradation, indicating deteriorated transmission performance. Therefore, to ensure high and stable transmission capability, the operational range of \(\delta\) is determined as \([\pi /4, \pi /2]\).
Optimal design of structural parameters for the end-effector
Constraint analysis for steel arch grasping task
The dimensional parameters of the steel arch cross-section are illustrated in Fig. 5. The HW150 steel arch was selected for this case study because it represents a widely used standard profile in railway and hydropower tunnel projects. Its geometrical proportions and mechanical properties are representative of typical steel arch sections employed in TBM support, making it a suitable benchmark for validating the proposed design and analysis methodology. Furthermore, the HW150’s medium size allows the demonstration of the end-effector’s adaptability across a range of common arch dimensions. The height of the HW150 steel arch is \(h=150 \, {\textrm{mm}}\), and its width is \(b=150 \, {\textrm{mm}}\). During the initial operation phase of the steel arch splicing robot, the two jaws of the end-effector remain opened. At this stage, the lateral distance between the jaws must be significantly larger than the arch width to ensure smooth entry of the steel arch. Therefore, the jaw opening distance in the deployed state is set to exceed 3 times the arch width (3b).

Dimensional parameters of steel arch cross-section.
When the steel arch splicing robot completes the grasping operation, the L-shaped surfaces of the jaws must precisely coincide with the corresponding external surfaces of the steel arch to ensure grasping performance. Therefore, the horizontal distance between the two jaws in the end-effector’s grasping state is set as b, and the vertical distance is set as h.
The spatial constraints during the end-effector’s grasping operation can be derived as:
Where \(\theta\) represents the included angle on the upper jaw structure, as shown in Fig. 4; \(l_4\) denotes the horizontal distance between the lower jaw I and joint B; \({\left| {{X_{IL}}} \right| }_{\delta = i}\) indicates the vertical distance between the lower jaw I and the upper jaw L when \(\delta =i\); \({\left| {{Y_{IL}}} \right| }_{\delta = i}\) represents the horizontal distance between the lower jaw I and the upper jaw L when \(\delta =i\).
The spatial constraints defined in this section provide the foundation for the dimensional optimization in Section Dimensional Optimization Under Spatial Constraints. Combined with the transmission angle range optimization presented in Section Transmission Performance Model of the End-Effector, they form the complete set of constraints for the systematic design optimization process.
Dimensional optimization under spatial constraints
Based on the determined transmission angle range \([\pi /4, \pi /2]\) from the transmission performance optimization, this stage focuses on dimensional optimization of the end-effector linkages. The optimization objective is to minimize the linkage dimensions while satisfying all spatial constraints derived from the steel arch grasping task.
The spatial constraints during the end-effector’s grasping operation, as defined in Eq. (16), ensure that in the grasping state, both upper and lower jaws closely contact the external profile of the steel arch, while in the open state, the distance between the jaws provides sufficient clearance for smooth steel arch entry.
Based on the obtained transmission angle range during the end-effector’s operation, the longitudinal and horizontal distances between the lower jaw I and upper jaw L under different limit states are investigated, expressed as:
Where \(l_3\) represents the longitudinal distance between joint A and the lower jaw I.
According to the structural dimensions of the steel arch and the actual grasping requirements, partial structural dimensional parameters of the end-effector have been set as shown in Table 1. The relative position parameters between joints (\(l_1\), \(l_2\)) and the joint drive parameter (\(l_{OC}\)) remain unknown and require further analysis based on spatial constraints.
During the steel arch grasping process, the upper jaw of the end-effector does not undergo long-distance displacement along the sliding rail. The function of slider C is solely to provide the contact force from the upper jaw to the steel arch. Therefore, the value of \(l_{OC}\) remains unchanged between the \(\delta = \pi /4\) and \(\delta = \pi /2\) states.
By combining Eqs. (16)-(19) with Eq. (7), the unknown parameters \(l_1\), \(l_2\), and \(l_{OC}\) can be solved. The system of equations is formulated as follows:
These optimized parameters achieve the minimal linkage dimensions while guaranteeing both superior transmission performance and reliable grasping operation.
Optimization effectiveness comparison
A quantitative comparative analysis was conducted to validate the effectiveness of the proposed optimization method by evaluating the performance of the end-effector before and after optimization. The initial, non-optimized design parameters were set as: \(l_1=150 \,\textrm{mm}\), \(l_2=280 \,\textrm{mm}\), and \(l_{OC}=480 \,\textrm{mm}\). While this initial design could meet the basic grasping requirements of the steel arch when combined with the short-stroke motion of the upper jaw, it required the transmission angle to reach \(5\pi /8\) in the open state to prevent collision during arch entry, resulting in an operational transmission angle range of \([\pi /4, 5\pi /8]\).
Based on the global transmission index (GTI) model, the \(\Gamma\) of the initial design was calculated to be 0.752. In contrast, the optimized parameters obtained using our method (\({l_1} = 191.42 \,\textrm{mm}\), \({l_2} = 282.84 \,\textrm{mm}\), \({l_{OC}} = 541.42 \,\textrm{mm}\)) confine the transmission angle range to \([\pi /4, \pi /2]\), achieving an improved \(\Gamma\) of 0.765.
Although the absolute increase in \(\Gamma\) is 1.7\(\%\), this improvement carries significant engineering importance: it restricts the end-effector’s operational range to the interval with superior transmission performance (\(\delta \le \pi /2\)), avoiding the region where transmission performance degrades markedly. This optimization ensures higher and more consistent force transmission efficiency across the entire workspace, thereby enhancing the reliability and robustness of the steel arch grasping process.
Experimental validation
Based on the optimized dimensional parameters, a prototype of the steel arch splicing robot has been developed. The prototype was installed on a TBM test platform to simulate real tunneling conditions, as shown in Fig. 6. The TBM test platform primarily consists of an assembly ring, a transportation system, and the steel arch splicing robot. The assembly ring is equipped with supporting structures and utilizes its clamping devices to secure the steel arch in place. When the assembly ring rotates, it drives the secured steel arch to rotate synchronously, thereby facilitating the splicing operation performed by the steel arch splicing robot. The transportation system comprises a steel arch transport device and a transfer device. The transport device is responsible for conveying the steel arches to the splicing position, while the transfer device moves them onto the assembly ring. It then coordinates with the overall rotation of the steel arch splicing robot to position the steel arches within the jaws of the end-effectors. The steel arch splicing robot comprises the end-effectors and docking kinematic chains. Through the collaborative operation of the two end effectors, it enables the grasping, adjustment and docking operations of two adjacent steel arches. The end-effector was driven by the hydraulic actuators. The steel arch used in the experiment was HW150 type, with a cross-sectional height and width of 150 mm. Each arch segment weighed approximately 200 kg.

Steel arch splicing experimental prototype.
Grasping and docking experiments of the steel arches were conducted using the prototype splicing robot, as shown in Fig. 7. The experiment consisted of four phases. In the opening phase (0–10 s), the lower jaws moved downward while the upper jaws moved upward, fully opening the end-effectors to allow arch entry. In the entry phase (10–30 s), the steel arches were transported to the splicing position by the transport device. The transfer device then placed them onto the assembly ring. Subsequently, Cylinder 5 actuated the entire robot to rotate, guiding the steel arches into the end-effectors. In the grasping phase (30–50 s), the lower jaws moved upward while the upper jaws moved downward, closing the end-effectors to firmly grip the arches. In the docking phase (50–90 s), cylinders 3 and 4 were used to adjust the poses of the robot’s end-effectors, thereby aligning the adjacent steel arches and completing the docking operation. During the experiment, variations in the joint parameters and transmission angle parameters of the end-effector are summarized in Table 2, and the driving parameters of each cylinder are shown in Table 3.

Steel arch splicing experiment.
Force sensors were mounted on the jaws to measure the gripping force. To quantitatively analyze the gripping force evolution during the operation, force-time curves were recorded and are presented in Fig. 8.

Gripping force variation curve of the end-effector.
The gripping process can be clearly divided into four distinct phases, which correspond to the operational stages outlined in Table 2. At 0–10 s, the gripping force remains at zero as the end-effector jaws are fully open. At 10–30 s, the force remains negligible while the steel arch is transported into the open end-effector. At 30–50 s, the end-effector begins to close. The gripping force exhibits a rapid increase as the L-shaped jaws make contact with and envelop the steel arch. The force stabilizes at approximately 2.0 kN, confirming a firm and stable grip has been established. At 50–90 s, the robot adjusts the pose of the steel arch for docking. Minor fluctuations in the gripping force are observed, which correspond to the dynamic motions and fine adjustments performed by the docking kinematic chains. Critically, the force consistently remains at a high level, demonstrating that the optimized end-effector maintains a secure grasp despite these operational dynamics, with no risk of slippage or load disengagement. The recorded data validates that the maximum gripping force of 2.0 kN is not merely a transient peak but a sustained value during the critical docking phase, ensuring operational reliability.
The docking accuracy, critical for successful bolted connection, was rigorously quantified using a laser tracker. The measurement procedure involved the following steps: Prior to docking, reflective targets were attached to the mating surfaces of two adjacent steel arches; After the robot completed the docking operation, the spatial positions of these targets were recorded by the laser tracker; The docking error was defined as the linear distance between the corresponding target points on the two arches at the joint interface. This measurement was repeated over five independent docking trials. The achieved docking accuracy is reported as ±3 mm, which represents the mean deviation (2.8 mm) plus one standard deviation (0.2 mm) of the measured errors, ensuring that the vast majority of docking operations fall within this tolerance band.
The baseline for manual operation was established based on typical industry practices and conditions observed in TBM construction sites. Traditional manual splicing typically involves a team of 2-3 experienced workers who must manually lift, align, and bolt the heavy arches within a confined, vibrating, and often wet or dusty environment. These adverse conditions, combined with the physical demands of the task, result in a highly variable and inefficient process. As confirmed through site observations, the manual splicing process typically requires 300 to 600 seconds per arch segment. The significant time range accounts for variables such as specific site conditions, worker fatigue, and minor misalignments that require correction. In contrast, the robotic system completed the task consistently in 90 s, demonstrating a 3.3 to 6.7 times improvement in efficiency and, more importantly, eliminating the exposure of human workers to the hazardous environment.
Conclusion
This study successfully addresses the critical challenge of automating steel arch splicing in TBM tunneling by focusing on the core component of the end-effector. The main contributions and findings can be summarized as follows:
1. A screw theory-based motion/force transmission model is established for the closed-chain end-effector. The established global transmission index (GTI) is employed as a comprehensive metric for transmission performance optimization, which facilitates the determination of an optimal transmission angle range of [\(\pi\)/4, \(\pi\)/2] to ensure superior and stable grasping capability.
2. The optimal design process incorporates both the spatial constraints of the steel arch and the practical requirements of the grasping task. This approach ensures that the end-effector is not only kinematically efficient but also practically feasible and adaptable in both open and closed states within the confined TBM environment.
3. The prototype developed based on the optimized parameters demonstrated exceptional performance. It completed the grasping and docking cycle in 90 s, representing a 3.3 to 6.7 times efficiency improvement over traditional manual methods. The reliable grip without slippage and the high docking accuracy of \(\pm\)3 mm validate the effectiveness of the design methodology.
The proposed robotic end-effector significantly reduces reliance on manual labor, mitigating safety risks and consistency issues associated with human operators. The automation of steel arch splicing not only improves operational efficiency but also enhances worker safety by eliminating their exposure to hazardous environments. This work provides a systematic design methodology for performance-driven robotic end-effectors in construction automation. The proposed approach is not limited to tunnel engineering applications but can also inspire the design of similar mechanisms for handling heavy and bulky components in other industries. Future research will focus on enhancing the system’s adaptability to dynamic environmental conditions and implementing intelligent control strategies for fully autonomous tunneling support systems.
Data availability
All data generated or analysed during this study are included in this published article.
References
Wang, H. et al. The variation rule of \(\rm {TBM}\) tunneling parameters in deep composite strata and the recognition method of boreability grade. Sci. Rep. 15, 11979 (2025).
Mostafa, S., Sousa, R. L. & Einstein, H. H. Toward the automation of mechanized tunneling “exploring the use of big data analytics for ground forecast in \(\rm {TBM}\) tunnels’’. Tunn. Undergr. Space Technol. 146, 105643 (2024).
Mo, D., Bai, L., Huang, W., Wu, N. & Lu, L. \(\rm {TBM}\) disc cutter wear prediction using stratal slicing and ipso-lstm in mixed weathered granite stratum. Tunn. Undergr. Space Technol. 148, 105745 (2024).
Yin, X. et al. Hybrid deep learning-based identification of microseismic events in \(\rm {TBM}\) tunnelling. Measurement 238, 115381 (2024).
Kwon, K., Kang, M., Shin, Y. J., Ahn, B. & Choi, H. An interpretable framework for risk management in \(\rm {TBM}\) excavation using expert elicitation integrated with fuzzy set theory. Sci. Rep. 15, 23030 (2025).
Ibrahim, A. K. M., Senoon, A.-E.A., Kenawi, M. A., Towfeek, A. R. & Abd-Elnaiem, M. A. Integrated assessment for the deformation of ground surface and tunnel invert induced deep excavation. Eng. Lett. 30, 1612–1621 (2022).
Xingyu, L. et al. The instability characteristics and bearing mechanism of tunnel arch under high in-situ stress conditions. Tunn. Undergr. Space Technol. 165, 106846 (2025).
Wang, Z. et al. Numerical simulation method for double shield \(\rm {TBM}\)s crossing weak zones. Sci. Rep. 15, 6345 (2025).
Lu, W. et al. Study on mechanical properties of composite support structures in \(\rm {TBM}\) tunnel under squeezing soft rock conditions. Tunn. Undergr. Space Technol. 144, 105530. https://doi.org/10.1016/j.tust.2023.105530 (2024).
Chen, B. et al. Deformation failure mechanism and concrete-filled steel tubular support control technology of deep high-stress fractured roadway. Tunn. Undergr. Space Technol. 129, 104684 (2022).
Wang, Z. et al. Buckling analysis of an innovative type of steel-concrete composite support in tunnels. J. Constr. Steel Res. 179, 106503 (2021).
Wang, Z. et al. Support characteristic of a novel type of support in loess tunnels using the convergence-confinement method. Int. J. Geomech. 21, 06021026 (2021).
Lu, W. et al. Study on mechanical properties of composite support structures in \(\rm {TBM}\) tunnel under squeezing soft rock conditions. Tunn. Undergr. Space Technol. 144, 105530 (2024).
Fu, K., Qiu, D., Xue, Y., Shao, T. & Lan, G. \(\rm {TBM}\) tunneling strata automatic identification and working conditions decision support. Autom. Constr. 163, 105425. https://doi.org/10.1016/j.autcon.2024.105425 (2024).
Chen, Z. & Adel, A. Advancing robotic assembly in construction: Innovations, challenges, and opportunities. Autom. Constr. 178, 106370. https://doi.org/10.1016/j.autcon.2025.106370 (2025).
Chen, Y., Gong, G., Zhang, Y. & Wu, W. Development of a novel muck removal hydraulic manipulator for automated steel arch assembly of tunnel boring machine. J. Braz. Soc. Mech. Sci. Eng. 46, 403 (2024).
Yuanfu, H., Yimin, X., Shenyuan, L. & Jie, Y. Transmission performance analysis and optimization design of grasping module of steel arch looping mechanism. J. South China Univ. Technol. (Nat. Sci. Ed.) 50, 82–91 (2022).
He, Y., Liu, F., Xu, Z. & Yang, M. Tree-type hybrid mechanism configuration synthesis based on modular decomposition and power-concentrated joint closed-loop design. Mech. Based Des. Str. Mach. 52, 10539–10554 (2024).
Chen, H., He, Y., Xu, Z., Zheng, X. & Yu, X. Configuration synthesis and preference study of steel arch looping mechanism with multiple closed-chain end-effectors. Adv. Robot. 39, 987–999 (2025).
He, Y., Yang, M., Xu, Z., Li, S. & Zhang, B. Design of tunnel steel arch looping manipulator with multiple actuators in limited space. Sci. Prog. 106, 00368504231180025 (2023).
He, Y. et al. A \(\phi\) 6-m tunnel boring machine steel arch splicing manipulator. Chin. J. Mech. Eng. 35, 31 (2022).
Chen, Y., Gong, G., Zhou, X., Zhang, Y. & Wu, W. Backstepping based trajectory tracking control of a \(\rm {TBM}\) steel arch splicing manipulator. Int. J. Control Autom. Syst. 22, 648–660 (2024).
Weng, W., He, Y., Xu, Z., Zheng, X. & Yu, X. Gripping reliability analysis of steel arch splicing robot in vibration environment based on fuzzy random variables. Int. J. Robot. Autom. 40, 1286 (2025).
Jin, X., Ye, W. & Li, Q. New indices for performance evaluation of cable-driven parallel robots: Motion/force transmissibility. Mech. Mach. Theory 188, 105402 (2023).
He, Y. et al. Grasping docking mechanism of \(\rm {TBM}\) steel arch splicing robot. J. Zhejiang Univ. Eng. Sci. 54, 2204–2213 (2020).
Tsai, M.-J. & Lee, H.-W. Generalized evaluation for the transmission performance of mechanisms. Mech. Mach. Theory 29, 607–618 (1994).
Xie, F., Liu, X.-J. & Wang, C. Design of a novel 3-\(\rm {DoF}\) parallel kinematic mechanism: Type synthesis and kinematic optimization. Robotica 33, 622–637 (2015).
Han, M., Che, J., Liu, J. & Yang, D. Performance evaluation and dimensional optimization design of planar 6r redundant actuation parallel mechanism. Robotica 42, 1649–1675 (2024).
Li, L., Zhang, H., Jin, X., Chen, Q. & Ye, W. Motion/force transmissibility analysis and inverse kinematics optimization of kinematically redundant parallel mechanisms. Robotica 43, 1–22 (2025).
Funding
This research was funded by the Scientific Research Innovation Platform Project of Fujian Chuanzheng Communications College (Grant No. TT202412004), Natural Science Foundation of Fujian Province (Grant No. 2025J08277, 2025J08221), Department of Education, Fujian Province (Grant No. JAT241113, JAT241066), Minjiang University (Grant No. ZD202303, 30804332, MFK25013), Fujian University of Technology (Grant No. GY-Z24008).
Author information
Authors and Affiliations
Contributions
H. Chen designed the study and wrote the manuscript, Y. He and X. Yu reviewed and edited the manuscript, Z. Xu performed the experiments, X. Zheng analyzed the data. All authors reviewed the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Chen, H., He, Y., Yu, X. et al. Motion/force transmission performance analysis and optimal design of closed-chain end-effector for steel arch splicing robot. Sci Rep 16, 1071 (2026). https://doi.org/10.1038/s41598-025-30654-6
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-30654-6
