
Abstract
Concrete product manufacturing faces two coupled challenges: substantial solid waste generation and CO2 emissions. While CO2 mineralization can address both, conventional routes rely on high reagent use and generate wastewater, limiting sustainability. Recyclable chelating agent-assisted CO2 mineralization offers a more sustainable alternative, yet its cycle-resolved practicality and net environmental benefits remain unclear. This study assessed the characteristics of such CO2 mineralization processes through experiments using green chelating agent GLDA as the extractant and sludge cake collected from a concrete pole facility as the feedstock. Over ten successive reuse cycles, the efficiency of Ca extraction by the GLDA solution remained stable, yielding a 25% reduction in residue mass. The extracted Ca was selectively carbonated as CaCO3 after heating the solution to 95 °C, mineralizing 156 g CO2 per kg of sludge cake. A prospective, gate-to-gate life-cycle assessment (LCA) based on experimental results demonstrates a 16.1% reduction in global warming potential at concrete manufacturing plants. It also reveals a 1.2–10.0% decrease across other key environmental categories, including abiotic depletion potential (fossil fuels) and acidification potential, primarily driven by residue reduction. These findings position recyclable chelating agent-assisted CO2 mineralization as a scalable option that couples waste minimization with permanent CO2 storage for the concrete products industry.
Similar content being viewed by others


Introduction
With the rapid advancement of urbanization and the growing demand for infrastructure, the global annual concrete production is projected to increase from 14 billion to 20 billion m3 by the mid-21st century1. However, concrete production poses substantial environmental challenges, including high energy consumption, significant CO2 emissions, and considerable solid waste generation2,3. Among the various stages of concrete production, cement production is the most environmentally detrimental4. Numerous technologies developed to mitigate its environmental impact, including renewable energy source integration, energy efficiency enhancements, and recycled material incorporation as raw inputs5,6,7. Nevertheless, large quantities of solid waste and CO2 emissions are still generated at concrete product manufacturing facilities, such as those producing poles, piles, and civil engineering components, and effective waste management strategies remain limited. Monteiro et al. (2023) reported that in the pole manufacturing industry, over 20,000 tons of waste concrete are produced per million tons of poles manufactured8. This waste is often disposed of in landfills without effective recycling or reuse, contributing to the exacerbation of urban waste accumulation, increase in demand for landfill space, and imposition of additional operational burdens on concrete manufacturers.
In recent years, there has been growing interest in utilizing waste concrete materials as feedstocks for CO2 mineralization9,10,11,12. CO2 mineralization is an emerging carbon capture and utilization technology that involves the reaction of CO2 with Ca- and Mg-rich materials to form stable carbonate compounds, such as calcium carbonate (CaCO3)13. This approach addresses the problem of managing waste concrete and enables permanent CO2 storage without requiring complex technologies or infrastructure14. The carbonates generated through this process have substantial industrial potential as construction aggregates and fillers in cement and concrete production15,16. Thus, the implementation of CO2 mineralization at concrete manufacturing facilities offers both environmental and economic benefits and supports a circular economy in the construction industry.
Many CO2 mineralization techniques have demonstrated high efficiency in reducing CO2 in laboratory experiments through pH adjustment using chemical additives17,18,19. However, comprehensive techno-economic-environmental assessments have revealed significant challenges in scaling these technologies. Driver et al. (2024) emphasized that the environmental benefits of many CO2 mineralization approaches, particularly in terms of net CO2 emission reduction, are often overstated2. Moreover, additional environmental concerns, such as human toxicity and ecotoxicity, must be carefully evaluated before large-scale implementation. To overcome the bottlenecks associated with CO2 mineralization and enhance process sustainability, research has increasingly focused on developing environmentally friendly and recyclable extraction solutions. These include the use of amino acids and chelating agents for solid dissolution, which can improve CO2 mineralization efficiency while mitigating potential environmental impacts20,21,22,23,24.
Our research group proposed an indirect CO2 capture and mineralization process that employs a recyclable solution containing chelating agent and concentrated NaHCO325,26. Under ambient extraction, the chelating agent enhanced Ca leaching from Ca-bearing materials, a subsequent mild heat step (< 100 °C) weaken the Ca–chelating agent complex and drives precipitation of CaCO3. The solution can be regenerated after being used for CO2 capture, ensuring its recyclability. Although the approach has been demonstrated using plastic-incinerator bottom ash20,25, its cycle-resolved practicality and net environmental benefits have not been quantitatively established. Moreover, the dominant Ca sources differ between bottom ash and concrete waste, silicate phases in the former versus portlandite and ettringite in the latter27, which may alter extraction pathways and impurity co-migration. Therefore, before considering deployment in concrete-product manufacturing contexts, a comprehensive evaluation is required to quantify process performance over repeated reuse and to assess the associated environmental impacts.
In this study, concrete sludge cakes, which are by-products comprising cement, water, and fine aggregates that are commonly generated during concrete product manufacturing, were utilized in the recyclable chelating agent-assisted CO2 mineralization process. Ten recycling experiments using the same extraction solution were conducted to investigate the behavior of the metal ions during CO2 mineralization. The results of these experiments, including reductions in sludge cakes, CO2 emissions, and CaCO3 production, were subsequently used to assess the potential of the process to reduce environmental impacts at concrete manufacturing facilities using life cycle assessments (LCA). LCA is a tool that allows the identification and quantification of all environmental impacts associated with products, processes, and services throughout their life cycle. Finally, the most significant factors contributing to environmental impact reduction were identified, and operational recommendations were provided to optimize CO2 mineralization at concrete product manufacturing facilities.
Materials and methods
Materials
A 40 wt% N,N-Bis(carboxymethyl)-L-glutamic acid tetrasodium salt (GLDA-Na4) solution that purchased from Chelest Corp., Japan was used for experiments. The solution had a pH of ~ 13 with a molar concentration of ~ 1.3 mol/L. NaHCO3 (> 99.0% purity) was purchased from Kanto Chemical, Japan. The extraction solution was prepared by diluting GLDA-Na4 and NaHCO3 with Milli-Q water to the desired concentrations and adjusting the pH with nitric acid (HNO3, 60–61%, Kanto Chemical, Japan). High-purity CO2 (99.995 vol%, Taiyo Nippon Sanso, Japan) was used to adjust the solution pH and compensate for the dissolved CO2 that was consumed by mineralization.
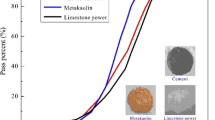
The concrete sludge cake used in this study was collected from a pole and pile manufacturing plant operated by Tohoku Pole Co., Ltd., Japan. Fresh sludge cakes initially exist as a slurry but harden within 1 day under natural environmental conditions. In this study, the sludge cakes were hardened for more than one month and crushed to a particle size of < 125 μm for use in the experiments. Bulk chemistry was measured using X-ray fluorescence spectrometry (Rigaku, ZSX Primus IV). As shown in Table 1, the results revealed a high CaO content of 51.07 mass%. The mineral composition was determined using X-ray diffraction (XRD; Multiflex, Rigaku, Japan) with Cu–Kα radiation (wavelength 1.54 Å), scanned from 5° to 60° (2θ) with a step size of 0.02°, at 40 kV and 15 mA. The results indicated that the hardened sludge cakes primarily comprised portlandite (Ca(OH)2, approximately 20 wt%, thereby contributing approximately 30% Ca in the sludge cake), hemicarboaluminate, mono carboaluminate (xCaO·yAl2O3·zCaCO3·nH2O), ettringite (Ca6Al2(SO4)3(OH)12·26H2O), quartz (SiO2), and calcite (CaCO3) as the main crystalline minerals. In addition, the sludge cakes contained amorphous phases such as calcium silicate hydrate (C–S–H) and calcium aluminate hydrate (C–A–H), which are primary cement hydration products but cannot be conclusively identified by XRD.
Experimental methods
We previously found that a Ca/GLDA molar ratio close to 1 and high concentration of dissolved carbonate ions in the extraction solution, promotes subsequent Ca carbonation21,26. Based on preliminary experimental trials (data not shown), a solution containing 3 wt% GLDA-Na4 (approximately 0.1 mol/L) and 0.8 mol/L NaHCO3 was selected for this study. The pH was adjusted to 8.0 using HNO3 solution before being used for the reaction with 25 g/L sludge cake.
The detailed operating conditions are illustrated in Fig. 1. In Step 1, 25 g of sludge cake powder was mixed with 1000 mL extraction solution in a plastic sample bottle, which was placed on a shaker (Reciprocal shaker NR-10, TAITEC, Japan) at 150 rpm to facilitate Ca extraction. This step was conducted at ambient temperature (approximately 20 °C for 15 min). Upon completion of the reaction, the solution and solid components in the bottle were separately collected using a 0.45 μm membrane. In Step 2, the solution collected in Step 1 was heated to 95 °C using a mantle heater stirrer with a digital temperature controller (MS-DMS-10, AS ONE, Japan) and stirred at 100 rpm to initiate Ca carbonation. After 40 min, the slurry was then filtered through a 0.45 μm membrane to separate solids from the liquid. In Step 3, CO2 was bubbled through the solution until the pH stabilized at 8.0, at which point CO2 was dissolved as HCO3−. Through Steps 2 and 3, the extraction solution was regenerated and reused in the next cycle.

Experimental conditions for recycling experiments. GLDA: N,N-Bis(carboxymethyl)-L-glutamic acid.
Solution samples collected after each step were analyzed for fluid chemistry by inductively coupled plasma–optical emission spectrometry (ICP-OES, Agilent 5100). Each sample was measured in triplicate to ensure reproducibility, with a relative standard deviation 3%. The elemental extraction ratio was calculated by comparing the concentration of each element in the solution to its initial content in the added sludge cake. Solid samples from Steps 1 and 2 were oven-dried at 50 °C for 24 h in an oven before further characterization using XRD, scanning electron microscopy (SEM, SU-8000, Hitachi, Ltd. Japan), and thermogravimetric (TG) analysis (Thermo plus EVO TG 8120, Rigaku Corporation, Japan). The CaCO3 generated in Steps 1 and 2 was quantified as follows. In Step 1, CaCO3 may be produced and mixed with the residual sludge cake. Therefore, TG analysis was employed to determine its weight ratio, which involves heating the sample from 40 to 1000 °C at a rate of 10 °C/min, during which CaCO3 underwent thermal decomposition at 550–750 °C, releasing CO228. The corresponding weight loss attributed to CO2 release (WCO2, wt%) was used to calculate the CaCO3 weight fraction. The amount of CaCO3 generated in Step 1 (mCaCO3) was determined from the change in solid mass and the difference in CaCO3 weight fractions before and after Step 1.
where mbefore and mafter (g) and are the dry masses of the solid before and after Step 1, respectively. WCaCO3,before and WCaCO3,after (wt%) are the CaCO3 weight fractions in the sludge cake before and after Step 1, which are calculated using Eq. 2, where MCaCO3 and MCO2 are the molar wights of CaCO3 and CO2, respectively.
The CaCO3 produced in Step 2 was quantified based on the variation in Ca concentration between Steps 1 and 2, under the assumption that all Ca depletion resulted from the formation of CaCO3. The total amount of CO2 mineralized during one cycle was determined from the cumulative amount of CaCO3 formed in Steps 1 and 2. Although direct measurement of CO2 capture in Step 3 was not conducted, the observed decrease in pH was positively correlated with CO₂ dissolution according to Eq. 1. Therefore, it was assumed that when the pH returned to its initial value of 8 after Step 3, the CO2 concentration in the extraction solution had also returned to its initial level. In other words, the CO2 consumed during mineralization was considered to be completely replenished in Step 3.
LCA goal and scope
An LCA was conducted in accordance with the ISO 14,040 and ISO 14,044 standards to evaluate the environmental impact reduction from introducing the recyclable chelating agent-assisted CO2 mineralization process in concrete product manufacturing facilities. In this LCA, concrete poles were identified as the target products. Therefore, the scope encompassed all stages of pole production, including raw material extraction, transportation, processing, and final product formation29,30. However, in line with the objective of evaluating the on-site environmental impact reduction potential of the manufacturing process, the discussion in this study was limited to waste treatment processes, namely recyclable chelating agent-assisted CO2 mineralization and wastewater treatment. The latter of which is currently implemented at the pole manufacturing facility (Fig. 2). The “waste concrete” in Table 2 specifically refers to the sludge cake, which is the only concrete-related solid waste generated at the site. This term was used to align with the material definitions in the database of SimaPro software (version 9.2.0, Product Ecology Consultants, 2021), which was used for LCA calculation.

System boundaries for LCA involving the environmental impacts associated with waste treatment processes in the pole manufacturing facility.
The impact assessment during LCA was performed using the CML-IA (baseline) methodology. The evaluation focused on key environmental indicators, including abiotic depletion potential (fossil fuels) (ADP [fossil]), global warming potential (100a) (GWP), ozone layer depletion potential (ODP), human toxicity potential (HTP), fresh water aquatic ecotoxicity potential (FAEP), terrestrial ecotoxicity potential (TEP), acidification potential (AP), and eutrophication potential (EP)31,32.
The life cycle inventory analysis process involves obtaining relevant input–output information and data related to processes within the defined system boundaries. Information on raw material consumption and transportation for the production of each functional unit was obtained from peer-reviewed scientific literature,8 and the Ecoinvent 3.0 database was used to provide data for inventory analysis. Data related to annual pole production, waste emissions, HCl utilization for wastewater treatment, and electricity consumption were provided by Tohoku Pole Co., Ltd. (Table 2; these values are approximate estimates rather than exact figures). CO2 emissions were calculated based on the consumption of heavy fuel oil A (380 kL/y) and the standard CO2 emission factor per unit of fuel oil A (2.71 kg/L according to the Ministry of the Environment, Japan), which amounts to approximately 1,030 t/y.
Data related to CO2 capture and mineralization and sludge cake weight reduction were derived from the experiments conducted in this study. The environmental impacts associated with the production and disposal of the chelating agent GLDA were excluded from this assessment owing to the lack of comprehensive data. However, this omission is expected to have a negligible influence on the overall LCA results because GLDA is a bio-based, readily biodegradable chelating agent with a minimal environmental footprint, produced through energy-efficient manufacturing processes33,34. More than 60% of GLDA can degrade within one month35. Moreover, its consumption in the CO2 mineralization process is also minimal owing to its efficient multicycle recycling system employed. In addition, waste heat is generated from an unavoidable on-site boiler process that would otherwise be vented to the atmosphere. Therefore, according to ISO 14,044 allocation principles, its potential utilization in Step 2 was considered. Consequently, the energy required for CO2 mineralization was excluded from the calculation. Finally, the transportation of the resulting CaCO3, which has the potential to be used as an additive in pole production and other commercial applications, was not considered in this study. All inputs, outputs, and operational parameters were normalized to a functional unit, that is, a single concrete pole. Based on the information provided by Tohoku Pole Co., Ltd., approximately 34,000 tons of concrete products (poles and piles) are produced in 1 year (Table 2). Assuming that all products are poles weighing 1,200 kg each, according to Ahmadi et al. (2023), this corresponds to an average annual production of 28,333 poles.
The parameters related to the design and operational conditions of the CO2 mineralization system are listed in Table 2. For this assessment, the recycling process was assumed to use a solution with a volume of 40 m3, with the extraction solution reused for up to 100 cycles before disposal. This operational strategy was designed to match the sludge cakes generated annually, thereby minimizing the waste generation.
Characterization of the CO2 mineralization process
Element extraction and precipitation
The variations in the Ca concentration over ten recycling cycles are shown in Fig. 3a. The Ca concentration fluctuated periodically, reflecting the extraction of Ca ions from the sludge cake, followed by carbonation during each cycle. After reacting with the sludge cake for 15 min in the first cycle, the Ca concentration in the extraction solution increased to 3150 mg/L. It subsequently decreased to 800 mg/L after carbonation at 95 °C for 40 min. The amount of Ca extracted in each cycle was determined from the difference in Ca concentration before and after Step 1, and the extent of Ca carbonation was quantified based on the difference before and after Step 2. The corresponding results are shown in Fig. 3b. The Ca extraction and carbonation efficiencies did not exhibit observable declining trends, suggesting the high recyclability of the extraction solution and sustainability of the process when utilizing the sludge cake. Over the 10 cycles, the average Ca extraction rate was 27%. The amount of CaCO3 generated reaching approximately 235 g/kg of sludge cake, corresponding to 104 g of CO2 mineralized per kg of sludge cake in Step 2.

Changes in the concentrations of (a) Ca, (c) Fe, (d) Mg, (e) Si, and (f) Al and (g) pH in the extraction solution after each step throughout ten recycling experiments, and (b) Ca extraction and carbonation in each cycle calculated based on Ca concentration changes in the extraction solution (CnSm: Step m in the nth cycle; Cn: the nth cycle).
In addition to Ca, Mg and Fe ions also accumulated in the extraction solution during the recycling process (Fig. 3c and d). The concentration of Mg ions increased steadily with prolonged recycling; however, it remained significantly lower than that of Ca ions. Mg ions have lower binding affinity for GLDA compared with Ca ions, making them less competitive in the chelation process36,37. The Fe ion concentration, in contrast, tended to stabilize as the number of reaction cycles increased. This stabilization was likely owing to reduced extraction, which may be associated with the formation of low-solubility Fe-bearing minerals, such as Fe(OH)3, which minimally influenced the overall process20. The precipitation of Fe is presumed to occur mainly in Step 1 and is estimated to be very limited (< 0.8 wt%), making it difficult to detect in the residue by XRD or SEM analyses.
Consequently, the accumulation of Mg and Fe will not significantly affect the recyclability of the extraction solution, even after multiple recycling cycles. During Step 2, a concurrent decrease in Si and Al concentrations was observed (Fig. 3e and f), suggesting co-precipitation with Ca carbonates. This behavior indicates the possible formation of amorphous silica and silica–alumina hydroxides. The periodic fluctuation of solution pH between 8.0 and 9.2 reflects the interplay of dissolution, precipitation, and CO2 adsorption processes. In Step 1, the dissolution of Ca(OH)2 and partial formation of CaCO3 consume H+, leading to an increase in solution pH (Eqs. 4 and 5). In Step 2, further precipitation of CaCO3 continues to raise the pH (Eq. 5), whereas in Step 3, CO2 absorption results in a gradual pH decrease (Eq. 3). The consistent amplitude of pH fluctuations observed in each cycle suggests that these reactions reached a steady periodic behavior, indicating overall system stability.
Characterization of residual sludge cakes and CaCO3
The mass of the sludge cake residue collected after Step 1 was reduced by 25%, indicating significant leaching of elements. Comparison of the XRD patterns of the initial sludge cake and the Step 1 residue revealed the complete dissolution of portlandite, hemicarboaluminate and monocarboaluminate, as well as the partial dissolution of ettringite (Fig. 4a). This suggests that all Ca-bearing crystal minerals except calcite contributed to the release of Ca ions. In contrast, the calcite peaks became more intense than those of the initial sludge cake, suggesting additional calcite formation during Step 1. This could be attributed to the increase in both Ca concentration and pH during dissolution, which promotes the reaction of Ca2⁺ with HCO3⁻. TG analysis further confirmed that the CaCO3 content increased from 6 wt% in the initial sludge cake to 24 wt% in the residue obtained after Step 1 (Fig. 4b). In addition, TG revealed weight losses below 150 °C and between 250 and 370 °C, which are attributed to the dehydration of C–S–H and C–A–H38. Therefore, the residual Ca was predominantly present in calcite, ettringite, and amorphous C–S–H/C–A–H phases.
The residue collected after Step 1 was predominantly composed of quartz and calcite, suggesting its potential for reuse either as an additive in concrete production39 or as a feedstock for CO2 mineralization to synthesize high purity CaCO3. Moreover, the total CO2 mineralization in Steps 1 and 2 of each reaction cycle was approximately 156 g CO2 per kg of sludge cake.

(a) XRD pattern of the sludge cake before and after reaction with the GLDA solution and (b) TG measurement of the sludge cake after reaction with the GLDA solution. XRD: X-ray diffraction, GLDA: N,N-Bis(carboxymethyl)-L-glutamic acid, TG: thermogravimetric analysis.
The CaCO3 generated in Step 2 was characterized using XRD, which revealed that it predominantly consisted of aragonite with a minor presence of calcite (Fig. 5a). The formation of aragonite instead of calcite in the presence of GLDA at elevated temperatures is consistent with the findings of our previous study25. SEM analysis of the synthesized CaCO3, as shown in Fig. 5b, indicated that the particle size remained consistent across the ten recycling experiments. The aragonite aggregates measured 10–20 μm, with individual aragonite rods exhibiting widths of < 100 nm.
During the formation of CaCO3, decreases in the concentrations of Si and Al were also observed (Fig. 3e and f), indicating the possible co-precipitation of Si- and Al-containing species with CaCO3. SEM analyses revealed that Si and Al appeared to precipitate as amorphous phases on the surfaces of the CaCO3 (Fig. 5b). As the pH increased during CaCO3 formation, Si was likely precipitated as amorphous SiO2 and Al as Al(OH)3. Based on the variations in Si and Al concentrations in the solution during Step 2 (Fig. 3), the corresponding amounts of SiO2 and Al(OH)3 formed were estimated. Consequently, the purity of the resulting CaCO3 stabilized at approximately 92% throughout the ten cycles. The CaCO3 produced in this study is suitable for lower-value applications such as building materials, cement, and soil amendments; however, further purification would be required to meet the specifications for high-grade filler applications40.

(a) XRD patterns and (b) SEM images of the CaCO3 formed at Step 2 of the 1st, 5th, and 10th cycles (CnSm: Step m in the nth cycle). XRD: X-ray diffraction, SEM: scanning electron microscopy.
LCA analysis
Recycling experiments showed that Fe and Mg had minimal effects on Ca extraction and carbonation, while the concentrations of Si and Al returned to their initial levels after each cycle, that neither impurity accumulation nor progressive chelate deactivation occurred within the tested range. Therefore, in the LCA model, the GLDA solution was assumed to be reused up to 100 cycles to represent a long-term operational scenario. Moreover, as the environmental impacts of GLDA production and treatment were excluded from the system boundary, this assumption has minor influence on the LCA results.
The input–output data related to waste treatment in the conventional and modified processes incorporating CO2 mineralization are summarized in Table 3. The introduction of the GLDA solution resulted in a slight increase (approximately 4%) in tap water consumption and a corresponding increase in wastewater discharge. The experimental results suggest that the CO2 mineralization process reduced the overall mass of the sludge cake emissions by 25%. For each concrete pole produced, the sludge cake emissions decreased from 38.824 to 29.118 kg. Additionally, 6.0 kg of CO2 was successfully mineralized, leading to a reduction in CO2 emissions from 36.353 to 30.353 kg per pole. Additional input–output data related to materials, energy consumption, transportation, and waste emissions during pole production were obtained from Monteiro et al. (2023)8.
These data were used to evaluate the environmental impacts of the pole manufacturing facilities, with the values for each category summarized in Table 4 and reductions in each category presented in Fig. 6a. The implementation of the CO2 mineralization process resulted in a decrease across all impact categories, including GWP, with reductions ranging from 1.2% to 10.0%. The fractions of each inventory component are shown in Fig. 6b,c. Regardless of the implementation of CO2 mineralization, CO2 emissions remained the primary contributor to the environmental impact of GWP at the concrete manufacturing facility. However, for the other environmental impact categories, the main contributors were wastewater and HCl used for wastewater treatment, followed by waste concrete, tap water, and waste steel reinforcement.

(a) Reductions in the environmental impact categories for the concrete pole manufacturing facility following CO2 mineralization implementation and fractions of each inventory component (b) without and (c) with CO2 mineralization. Abiotic depletion (fossil fuels): ADP[fossil], GWP: Global warming, ODP: Ozone layer depletion, HTP: Human toxicity, FAEP: Fresh water aquatic ecotoxicity, TEP: Terrestrial ecotoxicity, AP: Acidification, EP: Eutrophication.
For the GWP, the application of CO2 capture and mineralization processes is expected to achieve an approximate 16.1% reduction, which aligns with the CO2 utilization efficiency observed in the experiments. Consequently, producing a single concrete pole (weighing 1200 kg) results in a reduction of 6.08 kg CO2 equivalent, corresponding to a decrease of 156.6 kg CO2 equivalent per ton of waste concrete. This reduction is relatively higher than GWP reduce reported for alternative CO2 mineralization technologies, which are typically less than 4.3 kg CO2 equivalent per ton of solid wastes41,42,43. This indicates that the recyclable chelating agent-assisted CO2 mineralization process exhibits competitive environmental performance due to its high CO2 conversion efficiency and reagent reusability. The ADP (fossil) decreased from 18.659 to 16.796 MJ per pole, representing a 10.0% reduction, which was the most significant decrease among all environmental impact categories. ADP (fossil) is associated with sulfuric acid production, and this reduction is primarily attributed to the decrease in sludge cake emissions, which accounted for 34.2% of the total ADP (fossil) impact (Fig. 6b). The other environmental impact categories were reduced by 1.2%–6.2%.
The LCA conducted in this study demonstrated that the implementation of recyclable chelating agent-assisted CO2 mineralization can significantly reduce GWP and substantially mitigate the various other environmental impacts of concrete production sites. The recycling of treated solid waste should be considered to maximize the environmental benefits of CO2 mineralization. In this study, the treated sludge cake was found to contain calcite and quartz, with very low concentrations of heavy metals that could pose environmental concerns (not shown), demonstrating its potential for safe disposal as soil or reuse as fine aggregates in concrete manufacturing44,45. If such utilization is achieved, the environmental impact can be further reduced in all categories. The ADP (fossil) of pole manufacturing facilities is expected to be reduced by 44%.
Subsequently, this study verified the technical and environmental feasibility of implementing a recyclable chelating agent-assisted CO2 mineralization process at concrete manufacturing facilities. This process exhibits strong sustainability because a stable amount of CO2 is mineralized into aragonite. Among the three polymorphs of CaCO3 (calcite, aragonite, and vaterite), aragonite is considered the most suitable filler material for the paper and plastic industries and is a valuable additive in biomedical applications46. These results highlight the potential economic benefits of the proposed process.
However, the LCA presented in this study remains preliminary, as it does not account for the environmental impacts associated with the production and treatment of GLDA, nor does it consider the energy requirements for the triggering of CO2 mineralization. Future studies should address these aspects by incorporating specific technical parameters and economic considerations to enable a more comprehensive and accurate assessment. Moreover, this study suggests the reuse of sludge cake residues as fine aggregates in concrete production. However, further evaluation of this reuse potential requires systematic studies, including leaching and toxicity tests as well as mechanical performance assessments, which will be conducted in future work.
Conclusion
To address the environmental limitations of conventional CO2 mineralization routes, our research group developed a more sustainable CO2 mineralization process that utilizes recyclable chelating agents and waste-derived calcium sources. This study, for the first time, demonstrates both the technical feasibility and the environmental advantages of implementing this process at a concrete product manufacturing facility, based on multi-cycle experiments combined with a comprehensive LCA assessment. The use of sludge cake from concrete pole manufacturing renders this process highly sustainable. Ten recycling uses of the extraction solution demonstrated that the process reduced the sludge cake by approximately 25% and mineralized 156 g of CO2 per kg of sludge cake into CaCO3. The LCA results further indicated that the implementation of this process could reduce the GWP at a concrete pole manufacturing facility by 16.1% and decrease other environmental impact categories by 1.2–10.0%. These findings highlight the potential of the CO2 mineralization process to effectively mitigate the environmental impact of the concrete manufacturing industry.
Data availability
Data will be made available upon request from the corresponding author.
References
Global Cement and Concrete Association. The GCCA 2050 Cement and Concrete Industry Roadmap for Net Zero Concrete. https://gccassociation.org (2021).
Driver, J. G. et al. Global decarbonization potential of CO2 mineralization in concrete materials. Proc. Nal. Acad. Sci. 121, e2313475121 (2024).
Habert, G. et al. Environmental impacts and decarbonization strategies in the cement and concrete industries. Nat. Rev. Earth Environ. 1, 559–573 (2020).
Barbhuiya, S., Kanavaris, F., Das, B. B. & Idrees, M. Decarbonising cement and concrete production: Strategies, challenges and pathways for sustainable development. J. Building Eng. 86, 108861 (2024).
Mohamad, N., Muthusamy, K., Embong, R., Kusbiantoro, A. & Hashim, M. H. Environmental impact of cement production and solutions: A review. Mater. Today Proc. 48, 741–746 (2022).
Gartner, E. & Hirao, H. A review of alternative approaches to the reduction of CO2 emissions associated with the manufacture of the binder phase in concrete. Cem. Concr. Res. 78, 126–142 (2015).
Khan, F. A. et al. Development of Environment-Friendly concrete through partial addition of waste glass powder (WGP) as cement replacement. Civil Eng. J. 6, 2332–2343 (2020).
Monteiro, N. B. R. & Neto, M. Silva, E. A. Environmental assessment in concrete pole industries. Cement 13, 100076 (2023).
Bobicki, E. R., Liu, Q., Xu, Z. & Zeng, H. Carbon capture and storage using alkaline industrial wastes. Prog. Energy Combust. Sci. 38, 302–320 (2012).
Zhu, X., Wang, T., Yi, Z. & Zhu, Z. Kinetics and structure analysis of CO2 mineralization for recycled concrete aggregate (RCA). J. Clean. Prod. 448, 141571 (2024).
Li, L., Liu, Q., Huang, T. & Peng, W. Mineralization and utilization of CO2 in construction and demolition wastes recycling for Building materials: A systematic review of recycled concrete aggregate and recycled hardened cement powder. Sep. Purif. Technol. 298, 121512 (2022).
Rosa, L., Becattini, V., Gabrielli, P., Andreotti, A. & Mazzotti, M. Carbon dioxide mineralization in recycled concrete aggregates can contribute immediately to carbon-neutrality. Resour. Conserv. Recycl. 184, 106436 (2022).
Huan, Q., Wibowo, H., Yan, M. & Song, M. A review of CO2 mineral storage: current processes, typical applications, and life cycle assessment. J. Environ. Chem. Eng. 12, 114785 (2024).
Hanifa, M., Agarwal, R., Sharma, U. & Thapliyal, P. C. Singh, L. P. A review on CO2 capture and sequestration in the construction industry: emerging approaches and commercialised technologies. J. CO2 Utilization. 67, 102292 (2023).
Ji, A., Luo, M., Zhao, Y. & Dai, J. Modification of recycled aggregate using calcium carbonate formed by homogeneous precipitation and its application in concrete. Constr. Build. Mater. 462, 139998 (2025).
Sioson, A. S., Choi, A. E. S., de Luna, M. D. G., Huang, Y. H. & Lu, M. C. Calcium carbonate granulation in a fluidized-bed reactor: Kinetic, parametric and granule characterization analyses. Chem. Eng. J. 382, 122879 (2020).
Azdarpour, A. et al. Carbon dioxide mineral carbonation through pH-swing process: A review. Energy Procedia. 61, 2783–2786 (2014).
Kunzler, C. et al. CO2 storage with indirect carbonation using industrial waste. Energy Procedia. 4, 1010–1017 (2011).
Meyer, N. A. et al. Mineral carbonation of PGM mine tailings for CO2 storage in South africa: A case study. Miner. Eng. 59, 45–51 (2014).
Wang, J. et al. Synergized effects of amino acids and NaCl to enhance silicate mineral dissolution in aqueous environments for efficient atmospheric CO2 removal. Environ. Sci. Technol. 58, 22114–22123 (2024).
Wang, J. et al. A sustainable temperature-swing process for CO2 capture and mineralization at below 100°C using a recyclable chelating agent and bottom Ash. J. Environ. Chem. Eng. 12, 112301 (2024).
Zheng, X. et al. Amino acid assisted Ca2 + leaching-CO2 mineralization: thermodynamic equilibrium analysis and experimental investigation. Sep. Purif. Technol. 340, 126809 (2024).
Zheng, X. et al. Glycine-mediated leaching-mineralization cycle for CO2 sequestration and CaCO3 production from coal fly ash: dual functions of Glycine as a proton donor and receptor. Chem. Eng. J. 440, 135900 (2022).
Madhav, D. et al. Amino acid promoted single-step carbon dioxide capture and mineralization integrated with polymer-mediated crystallization of carbonates. J. Clean. Prod. 415, 137845 (2023).
Wang, J. et al. Enhancement of Aragonite mineralization with a chelating agent for CO2 storage and utilization at low to moderate temperatures. Sci. Rep. 11, 13956 (2021).
Wang, J. et al. Sustainable process for enhanced CO2 mineralization of calcium silicates using a recyclable chelating agent under alkaline conditions. J. Environ. Chem. Eng. 10, 107055 (2022).
Zheng, Q. et al. New insights into the role of portlandite in the cement system: elastic Anisotropy, thermal Stability, and structural compatibility with C-S-H. Cryst. Growth. Des. 20, 2477–2488 (2020).
Kikuchi, S. et al. NaHCO3 as a carrier of CO2 and its enhancement effect on mineralization during hydrothermal alteration of basalt. Front. Environ. Sci. 11 (2023).
Hottle, T. et al. Environmental life-cycle assessment of concrete produced in the united States. J. Clean. Prod. 363, 131834 (2022).
Khoo, Z. Y. et al. Life cycle assessment of a CO2 mineralisation technology for carbon capture and utilisation in Singapore. J. CO2 Utilization. 44, 101378 (2021).
Lu, H. R. & El Hanandeh, A. Environmental and economic assessment of utility Poles using life cycle approach. Clean. Techn Environ. Policy. 19, 1047–1066 (2017).
Ang, P., Goh, W., Bu, J. & Cheng, S. Assessing carbon capture and carbonation in recycled concrete aggregates: A holistic life cycle assessment perspective with simulation at industrial scale. J. Clean. Prod. 474, 143553 (2024).
Wu, Q., Cui, Y., Li, Q. & Sun, J. Effective removal of heavy metals from industrial sludge with the aid of a biodegradable chelating ligand GLDA. J. Hazard. Mater. 283, 748–754 (2015).
Kołodyńska, D. Cu(II), Zn(II), Co(II) and Pb(II) removal in the presence of the complexing agent of a new generation. Desalination 267, 175–183 (2011).
Thinh, N. V. et al. Removal of lead and other toxic metals in heavily contaminated soil using biodegradable chelators: GLDA, citric acid and ascorbic acid. Chemosphere 263, 127912 (2021).
AkzoNobel Functional Chemicals Chelates. Dissolvine GL Technical brochure - PDF Free Download. https://docplayer.net/48658049-Akzonobel-functional-chemicals-chelates-dissolvine-gl-technical-brochure.html.
Mahmoud, M. A., Nasr-El-Din, H. A., De Wolf, C. A. & Alex, A. K. Symposium Effect of Lithology on the Flow of Chelating Agents in Porous Media During Matrix Acid Treatments. Paper Presented at the SPE Production and Operations Oklahoma City, Oklahoma, USA (2011).
Gruskovnjak, A. et al. Quantification of hydration phases in supersulfated cements: review and new approaches. Adv. Cem. Res. 23, 265–275 (2011).
Lin, R. S. & Wang, X. Y. Yi-Han. Effects of cement types and addition of quartz and limestone on the normal and carbonation curing of cement paste. Constr. Build. Mater. 305, 124799 (2021).
Fillers for papermaking. A review of their properties, usage practices, and their mechanistic role. BioResources. https://bioresources.cnr.ncsu.edu/.
Zhang, N. et al. Potential for CO2 mitigation and economic benefits from accelerated carbonation of construction and demolition waste. Renew. Sustain. Energy Rev. 169, 112920 (2022).
Digulla, F. E. & Bringezu, S. Comparative life cycle assessment of carbon dioxide mineralization using industrial waste as feedstock to produce cement substitutes. Energies 16, 4118 (2023).
Di Maria, A., Snellings, R., Alaerts, L., Quaghebeur, M. & Van Acker, K. Environmental assessment of CO2 mineralisation for sustainable construction materials. Int. J. Greenhouse Gas Control. 93, 102882 (2020).
Ding, T., Wong, H., Qiao, X. & Cheeseman, C. Developing circular concrete: acid treatment of waste concrete fines. J. Clean. Prod. 365, 132615 (2022).
Liu, Z., Yuan, X., Zhao, Y., Chew, J. W. & Wang, H. Concrete waste-derived aggregate for concrete manufacture. J. Clean. Prod. 338, 130637 (2022).
Wang, L., Sondi, I. & Matijević, E. Preparation of uniform Needle-Like Aragonite particles by homogeneous precipitation. J. Colloid Interface Sci. 218, 545–553 (1999).
Acknowledgements
The authors thank Tohoku Pole Co., Ltd. for providing the samples and data used in the LCA calculations.
Funding
This study was financially supported by the Japan Society for the Promotion of Science (JSPS) through the following Grants-in-Aid: Early-Career Scientists (grant number 21K14571), Scientific Research (B) (grant numbers 22H02015, 23K23283, 24K01412, 23H01903, and 23K26596), Scientific Research (S) (grant number 22H04932), and Challenging Research (Pioneering) (grant number 21K18200).
Author information
Authors and Affiliations
Contributions
Conceptualization: J.W., N.T., and N.W.; Methodology, Data curation and Formal analysis: R.M. and V.N.A.; Investigation: J.W., R.M., and N.W.; Visualization: J.W. and R.M.; Funding acquisition: J.W. and N.W.; Project administration: J.W., K.S., M.S., and N.W.; Supervision: J.W., K.S., M.S., N.T., and N.W.; Writing‒original draft: J.W.; Writing‒review and editing: R.M., V.N.A, K.S., M.S., N.T., and N.W.
Corresponding authors
Ethics declarations
Competing interests
Jiajie Wang, Noriaki Watanabe, Noriyoshi Tsuchiya have patent #JP7345791 licensed to Tohoku University.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Wang, J., Miyama, R., Alviani, V.N. et al. Characteristics and environmental benefits of CO2 mineralization using a recyclable chelating agent in concrete manufacturing. Sci Rep 16, 1827 (2026). https://doi.org/10.1038/s41598-025-31481-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-31481-5
