
Abstract
In this study, thrust force generation during drilling in natural fiber-reinforced epoxy has been investigated. Three natural fibers Abaca (A), Hemp (H) and Jute (J) have been utilized. Four different point angles of the twisted drill tools have been employed: 90°, 100°, 105° and 118°. The sequence of natural fiber-based specimens prepared for the studies as follows: A/H/A/H and H/J/H/J. The objective of this study is to find the drilling process parameters at lower thrust force. Also find the percentage of contribution of the drilling process parameters on the thrust force. Few authors has studied the drilling analysis using angle variation in the twisted drill bit however, no researches has been found in the drilling study of Hemp, Abaca and Jute by different angled twist drill bit. The result indicates that at 0.05 mm/rev feed rate and 3000 rpm spindle speed generated minimum thrust force of 4.6 N on abaca and hemp-based composites using 90°-point angle of the twisted drill bit. At 0.05 mm/rev, 3000 rpm and 90°-point angle of drill bit, produced minimum thrust force of 3.1 N on Hemp and Jute fiber-based composite. Thermal imager has been used to monitor temperature variation during the drilling of composite specimens. Defects in the specimen was identified by using scanning electron microscopic and microscopic images. The analysis of variance of the thrust force generated during drilling of the A/H/A/H and H/J/H/J based composite materials has performed using Minitab 21 software.
Similar content being viewed by others

Introduction
Drilling is indeed a highly complex machining process, especially when it comes to natural fiber-reinforced composites. This complexity arises from the uneven force distribution on the drilling zone, which presents unique challenges. In recent times, research in the field of drilling natural fiber-reinforced composites has gained significant momentum due to the numerous advantages offered by natural fibers, including their abundance, high strength, ease of replication, and lightweight properties1,2,3,4,5. Comparing natural fiber-based composites to those using synthetic fibers, the former boasts several additional benefits, such as recyclability, biodegradability, reduced carbon dioxide emissions during production, excellent thermal insulation properties, and a contribution to mitigating the effects of global warming6,7,8,9,10,11,12,13. Lignocellulose fiber-based composites are being employed in various applications, including aeronautics, automotive, and marine industries14,15,16. The ability to transform semi-finished products into finished goods through various machining methods is crucial in these industries. Therefore, it is essential to comprehensively study both traditional and non-traditional machining techniques to achieve precise and efficient drilling in composite materials17.
Defect-free holes produce very good joining efficiency in structural assembly. Hence it is necessary to minimize defects during hole formation. Different possible defects during drilling operations, namely, delamination, thermal instability, fiber breakage, and fiber pullout at the exit of the hole. More research has been carried out to reduce defects in the hole18,19,20,21,22. The drilling characteristics of woven-reinforced polypropylene composites have been studied with different process parameters, namely, drill tip, spindle speed, and feed rate23,24,25. The researchers used different percentages of jute fabric reinforcements: 30%, 40%, and 50% wt% in the composite materials. They also used different process parameters with three levels as follows: different geometrical drill bits, namely, jo drill, twist drill, and parabolic carbide drill; three different feed rates, 0.05, 0.12, and 0.19 mm/rev; and three various spindle speeds, 900, 1800, and 2800 rpm. The result found that the delamination increases with the increase of feed rate for twist drill bits; for parabolic carbide drills, it decreases with the increase of feed rate. In contrast, this defect decreases with an increase of spindle speed for twist drills, Jo drills, and slightly increases for parabolic drill bits.
According to Saif et al.22, the drill point angle is a significant parameter on the bearing strength for hybrid specimens consisting of glass fiber and aluminium-based composites. Similarly, they found feed rate is the important parameter on the bearing strength for the neat glass fiber-based composite. They used drilling process parameters that are similar to this investigation. Another paper24 investigated the delamination and circularity error during the drilling of neat glass fiber and hybrid (glass fiber and aluminum) based fiber, in which they found the point angle of the drill bit contributes more to the delamination for the hybrid composite consisting of aluminium mesh in the outermost layer. Similarly, they found the operational parameters influence more on the delamination for neat glass fiber and hybrid fiber-based composites. A study25 investigated the optimized process parameters of the abrasive water jet drilling on the material removal and hole geometry in the material same as the previous one24. It was found that the standoff distance and transverse speed of the abrasive jet drilling influenced more the hole taper ratio and roundness error.
Lotfi et al.26 studied the drilling characteristics of flax-reinforced polylactic acid composites. The author used 50% of fiber fraction for this specimen fabrication and four different cutting speeds and feed rates for analysis. Two different parameters, namely drill diameter and drill materials, have been used for this investigation. The results obtained that effect of drilling materials and feed rate on the defect-free hole. Also, results revealed that the high-speed steel material generated lesser defects compared to carbide drill bits. The author studied that the defect-free hole was enhanced with an increase of spindle speed and decreases of feed rate and drill diameter. However, they revealed the highest delamination produced at lower feed rates at all the drilling conditions. Kumar et al.27 studied the drilling characterization of Sisal and banana-based composites; they prepared specimens with the ratio of 80:20 in the fiber and matrix parts, respectively, by using the hand stratification method. Three different diameter drill tools, feed rates and spindle speeds were used for this investigation. The result revealed that the factor of delamination decreases with the increase of spindle speed at all the drilling conditions. The optimized drilling parameters reported were 1500 rpm, 50 mm min⁻¹, and drill diameter 6 mm for this investigation.
Sridharan et al.28 observed the drilling study of jute-reinforced epoxy composite; they also revealed the effect of graphene on the delamination by mixing the same in resin. Four different spindle speeds, feed rates, and two resins were used for this investigation. Result displays that the delamination has reduced and the quality of the hole has been increased with the epoxy resin, higher graphene content, and spindle speed.
Pramod et al.29 revealed the drilling defects in nanoparticle based polymer composites. They have carried out investigation with four different spindle speed, feed rate, drill diameter and two different carbide geometrical drill bits namely, brad and spur. The result obtained that the minimum delamination attained lower feed rate and drill diameter and higher spindle speed. The circularity ratio and delamination factor has obtained by techniques namely, MATLAB and image J. This literature is summarized that the effect of the feed rate on the drilling defects is more, followed by spindle speed, and drilling diameter. Author revealed the results as follows: Torque generated while drilling is almost constant at the highest feed rate and point angle. Defect free holes is formed at entrance when drilling by using drill with point angle less than 180°, while contrary result showed at the exit of the hole. Effect of cutting speed is very minimum on the hole quality, while feed rate influenced more on hole quality. For synthetic fiber-based composites, a 118°-point angle of twist drill bit and minimum feed rate produced the least thrust force and delamination. Point angle in the twisted drill bit influenced more the drilling defects generated in the natural composite. Different techniques were used for monitoring drilling defects, such as SEM images, which were used to identify the delamination, whereas thrust force and torque were assessed using a drill tool dynamometer.
Several studies3,4,11,18,21, instead of using thrust force as a response parameter, calculated the delamination factor by dividing the maximum area of delamination by the nominal diameter of the hole. However, this work uses thrust force as a response parameter. In this current work, three different natural fibers, epoxy resin, and different stacking sequences have been used for specimen preparation. The investigation utilized four different point angles of the twist drill. The thrust force is monitored using a drill tool dynamometer, and the defects are identified through SEM and microscopic images.
Materials and methods
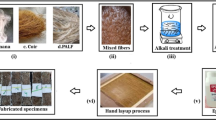
Three different woven forms of natural fibers have been used for the specimen preparation, namely, Abaca, Hemp, and Jute. The specimen has been fabricated for 3 mm thickness, and the sequence of A/H/A/H and H/J/H/J was accompanied by using the hand layup process. The uniformity of the specimen has been maintained by the hydraulic press. The woven fibers namely, Abaca, Hemp, and Jute were purchased from Sri Achu Fibers, Erode, Tamil Nadu, India. Composite specimen has fabricated with the specification of 240 g per square meter, and size of the composite mat is 300 mm × 300 mm × 3 mm. Crystal clear epoxy resin and hardener were purchased from Covai Seenu and Company, Coimbatore, Tamil Nadu, India. The densities of resin and hardeners are 2.13 g/ml and 0.93 g/ml, respectively. Epoxy and hardner mixed in the ratio of 8:1 and allowed to cure at room temperature for 24 h. The viscosity of epoxy and hardener is 80,000 MPa and 25 MPa s at 23 °C, respectively.
Four different point-angled, twisted drill bits have been used for this analysis are 90°, 100°, 105°, and 118°. A high speed steel drill bit with a diameter 10 mm has been used for the investigation. Thrust force and torque are measured by a drill tool dynamometer during the drilling process. The maximum ranges of thrust force and torque tha can be measured are 0–200 kgf and 0–20 kgm respectively. The accuracy of the dynamometer is 0.05% and the power supply is 230 V alternative current. In-built LabVIEW software can be used for the data logging. The specimen is moulded by the manual moulding process, and after applying resin on the composite layers, the specimen is kept under compression using the arrangements as shown in Fig. 1a.
An infrared camera is used to capture the drilling zone during the machining process. Infrared thermal imager, Fluke make, field of view is 0.93 milliradian; digital zoom is two and four times the size of the image. Almicro make, an inverted metallurgical microscope with a resolution of 50X attached with a camera, was used for examining the hole boundary.Experiments have been performed in a vertical machining center. The highest spindle power is 5 kW, and the maximum rotation speed is 40,000 rpm. It is a three-axis machine, which travels up to 300 mm in each direction. An AC inverter has been utilised to control the spindle. polyethylene terephthalate sheet has kept on the top and bottom of the composite specimen for easy removal from the mould after curing. The cured specimen is shown in Fig. 1b. Figure 1c shows the experimental setup for the drilling operation performed in the vertical machining center. Three different spindle speeds and feed rates have been used for this study.Three different spindle speeds used for the investigations are 1000 rpm, 2000 rpm, and 3000 rpm6,7. Three different feed rates utilized for drilling analysis are 0.05 mm/rev, 0.1 mm/rev, and 0.15 mm/rev6,7. Few researchers have used the same range of process parameters for drilling30,31,32; hence it is clear that the same range of process parameters is applicable for industrial applications. The ASTM D7248 standard is used for the drilling specimen. According to the standard, the dimension used for the experimental study is 200 mm × 30 mm × 3 mm22. The total number of experiments conducted for this investigation is 72. For each combination of feed rate and spindle, 8 experiments were conducted. These 8 experiments correspond to the four different point angles and two stacking sequences of the specimen. Three times the repetition of each experiment has been conducted, and the average of each value has been found. The detailed drilling process parameters, namely, feed rate, spindle speed, different point angle of twist drill bit, and stacking sequences, are displayed in Table 1.

Specimen preparation and experimental setup (a) specimen during moulding process (b) moulded specimen (c) experimental setup.
Result and discussion
Thrust force generated during the drilling process by using a different point-angled twisted drill bit on the specimen is shown in Fig. 2. The specimen was fabricated using two different fibers namely, Abaca and Hemp in mat form and stacking alternatively. Figure 2a depicts that lower spindle speed and feed rate produce minimum thrust force; the effect of feed rate is more on the thrust force, followed by spindle speed.
Figure 2a shows thrust force generated by the 90° point-angled twisted drill bit on the composite specimen; at higher spindle speed and lower feed rate, minimum thrust force has been generated. This result is obtained due to the removal of the materials being easier at the higher spindle speed, and the surface is smoother; the same result has been obtained by Kumar et al.6 and Saif et al.22. At 2000 rpm and 0.05 mm/rev, thrust force produced 3.26% higher compared to thrust force at 3000 rpm spindle speed and 0.05 mm/rev feed rate. Similarly, at 1000 rpm and 0.05 mm/rev, thrust force generated 14.13% higher compared to thrust force that corresponds to higher spindle speed and lower feed rate. Further increases of feed rate and spindle speed generated higher thrust force. At the maximum spindle speed, 39.13% and 43.47% increases in thrust force correspond to 0.1 mm/rev and 0.15 mm/rev feed rates, respectively, compared to a thrust force of 0.05 mm/rev feed rate. The effect of feed rate is more on the thrust force, followed by the spindle speed.

Specimen A/H/A/H is drilled by (a) 90° (b) 100° (c) 105° and (d) 118° point angled twisted drill bit.
Figure 2b depicts the thrust force value produced by the 100° point-angled twisted drill bit on the composite specimen. The thrust force increases in correspondence to an increase of spindle speed and feed rate up to a 0.1 mm/rev feed rate; further increases of feed rate reduce the thrust force value. However, thrust force increases with an increase of feed rate at the minimum spindle speed. At the 3000 rpm spindle speed and lower feed rate, it produces thrust force of 21.21% higher compared to thrust force at least spindle speed and feed rate. Similarly, at 3000 rpm and lower feed rates, thrust force is 18.18% higher compared to thrust force at lower feed rates and spindle speeds; further increases in feed rate cause thrust force to drop to 25%. At 2000 rpm, a 43.75% increase in thrust force at a 0.1 mm/rev feed rate compared to thrust force at 0.05 mm/rev; further increases in feed rate reduce thrust force to 71.85%. The same trend is followed at 1000 rpm spindle speed up to 0.1 mm/rev feed rate, and further increases of feed rate thrust force also increase. Figure 2b shows the bearing strength of the drilled hole is increased; the thrust value is increased; however, thrust force increases with an increase of feed rate up to 0.1 mm/rev and starts decreasing, resulting in a reduction in the bearing strength. This may be the reason for the higher thrust force, which results in delamination beginning and weakening the strength of the materials as explained by Kumar et al.6 and Saif et al.22.
Figure 2c displays the thrust force generated during the drilling of the composite specimen by the 105° point-angled twisted drill bit. At the lowest feed rate, 1.97% and 5.26% higher thrust force at the 3000 rpm and 2000 rpm spindle speeds, respectively, compared to thrust force at the least spindle speed. At 3000 rpm spindle speed, 32.25% increases the thrust force up to 0.1 mm/rev feed rate; further increase of feed rate, thrust force declined to 5.6%. At 2000 rpm of spindle speed, the same trend has been followed; 21.87% of thrust force increases up to 0.1 mm/rev feed rate, and further increase of feed rate thrust force reduces to 18.9%. At 1000 rpm, thrust force increases up to 0.1 mm/rev; further increases in feed rate thrust force also rise.The thrust force generation is followed by the same trend as the 100° point-angled drill bit. The delamination increases with an increase in thrust force, which weakens the material’s strength, as described by Kumar et al.6 and Saif et al.22.
Figure 2d shows the thrust force produced during the drilling of the composite specimen by the 118° point-angled twisted specimen. At a 0.05 mm/rev feed rate, 10.8% and 16.21% increase the thrust force during the drilling of the composite specimen at 2000 rpm and 3000 rpm spindle speeds, respectively, compared to the thrust force generated at lower spindle speeds. At 2000 rpm and 3000 rpm, 24.32% and 72.1% increase thrust force, respectively, up to an increase of feed rate up to 0.15 mm/rev, and further increase of feed rate thrust force reduces. However, a 1000 rpm feed rate influenced the thrust force more compared to spindle speed.The thrust force generation is followed by the same trend as the 100° and 105° point angles. The delamination rises with an increase of thrust force, which declines the material’s strength, as described by Kumar et al.6 and Saif et al.22. Due to the viscoelastic behaviour of the natural fibers, the feed rate and thrust force generation vary; it is contradictory to the thrust force generation during drilling in the synthetic fiber based composite6. Figure 3 shows the thrust force generated on the Hemp and Jute fibers based composite specimen at the three different spindle speeds and feed rates. Figure 3 reveals that the high spindle speed and feed rate generate lesser thrust force. Figure 3a At higher spindle speed and feed rate, 156% lesser thrust force is produced compared to thrust force at lower spindle speed and higher feed rate. At 0.15 mm/rev, thrust force produced 141.1% lower at 3000 rpm compared to thrust force produced at 1000 rpm. Figure 3b) shows minimum thrust force produced at the higher feed rate and lower spindle speed. at 1000 rpm and 0.15 mm/rev, produces thrust force 112.5% lower compared to thrust force at 2000 rpm and 0.15 mm/rev. Figure 3c displays very low thrust force generated at a higher spindle speed and feed rate. Similarly, Fig. 3d) also produces a very thrust force produced at a higher spindle speed and feed rate.

Specimen H/J/H/J is drilled by (a) 90° (b) 100° (c) 105° and (d) 118° point angled twisted drill bit.
Figure 4 shows a thermal image and hole captured during the drilling of the A/H/A/H specimen at the highest feed rate and spindle speed by using different-point-angled drill bits as follows: 90°, 100°, 105°, and 118°.Thrust force generated is increased corresponding to the increase of the point angle of the twisted drill bit; other authors also found the same33,34. Friction developed is increased due to the increase of the point angle of the twisted drill bit35. Due to the higher friction developed during the drilling process, temperature in the drilling zone has increased. The effect of the feed rate is influenced more by the thrust force generation, followed by spindle speed. However, feed rate influenced the thrust force more; at a higher feed rate, thrust force is reduced. This trend is contradictory to the synthetic fibers36,37,38,39,40.Thermal images show the difference in drilling zone temperature due to the variation of friction developed. Figure 4a) shows a hole drilled in the specimen by a 90° point angle of the twisted drill bit, among the other holes, low temperature developed in the drilling zone due to lower friction developed.
Figure 5 shows a thermal image and hole captured during drilling of the H/J/H/J specimen at the highest feed rate and spindle speed by using different-point-angled drill bits as follows: 90°, 100°, 105°, and 118°. Except for Fig. 5b, remaining holes produced minimum temperature due to the minimum friction developed during the drilling of the composite specimen.

Thermal images and holes captured during drilling of specimen A/H/A/H at the highest spindle speed and feed rate by different point angled drill bit (a) 90° (b) 100° (c) 105° and (d) 118°.

Thermal images and holes captured during drilling of specimen H/J/H/J at the highest spindle speed and feed rate by different point angled drill bit (a) 90° (b) 100° (c) 105° and (d) 118°.
Figure 6 displays the microscopic images of the lesser and worst defective hole boundaries, respectively. The small portion of the selected hole boundary has enlarged 50 times by using a microscope, and the image shows the neat and defective boundary in Fig. 6a and b, respectively. The temperature produced during the drilling of the hole is shown in Fig. 6a as 36.9 °C, and in Fig. 6b as 49.3 °C. The point angle of the drill in Fig. 6a is 90°, and in Fig. 6b it is 105°. The highest temperature has been produced due to the highest friction generated during drilling. The increase of the point angle of the drill is affected by the hole quality35.

The microscopic image of the hole boundary (a) lesser defective hole boundary (b) worst defective hole boundary.
At higher feed rates and spindle speeds, the thrust force developed is minimum; this trend is contrary to the synthetic fibre-based composite due to the viscoelastic behaviour of the biodegradable fibre-based composites35. Friction between the tool and drilling zone is higher while drilling by using a 100° point-angled drill bit; hence, the temperature generated during drilling is higher due to the viscoelastic behaviour of the natural fibre-reinforced composites.
Figure 7 shows a graph that illustrates the relationship between temperature and the point angle of the twisted drill. For the A/H/A/H specimen, the thrust force gradually increases, corresponding to the point angle of the twist drill, up to 105° and then decreases. The densities of the fibers Abaca and Jute are 0.83 g/cm³ and 1.46 g/cm³, respectively41,42,43. The thrust force generation during the drilling operation may be the cause of the density difference between the fibres. For the H/J/H/J specimen, the lesser density difference between the hemp and jute fibres is 1.48 g/cm³ and 1.46 g/cm³, respectively. Therefore, the friction generated during drilling with a 100° point-angled drill could potentially be the cause of the higher temperature generation. Figures 4 and 5 show that the temperature produced during the drilling of the specimen remains below 45 °C, which does not affect the hole quality. However, beyond this temperature, drilling defects may be formed.

Temperature generated during drilling corresponds to point angle of drill.
The scanning electron microscope (SEM) images of the drilled specimen are presented in Fig. 8. The image is magnified 100 times. Various defects, such as fiber breakage, porous regions, voids resulting from fiber pullouts, and matrix areas, are identified in Fig. 8. Generally, there is a higher occurrence of fiber breakdown compared to fiber pullout, attributable to inadequate bonding between the hydrophilic nature of the fiber and the hydrophobic nature of the resin material. Cracks initiate at voids and matrix regions, propagate towards complete failure, and are also associated with poor blending quality.

SEM image of drilled specimen.
Analysis of variance
Three different factors, namely, point angle of drill, spindle speed (rpm), and feed rate (mm/rev), have been chosen for this analysis as shown in Table 2. Four different point angles of drill and three different spindle speeds and feed rates have been selected for this study. Totally, 36 experiments were conducted in each A/H/A/H and H/J/H/J composite materials-based specimen. The full factorial design has been used in the Minitab 21 software.
The analysis of variance of thrust force generated during drilling of A/H/A/H-based composite materials is shown in Table 3. The linear 2-way interaction and 3-way interaction of the factors on the statistical importance are shown in Table 3. The statistical importance of 2-way and 3-way interactions is very negligible compared to the linear interaction. It is very clear that the drill point angle and feed rate are more statistically important in generating thrust force during drilling compared to the spindle speed; however, the point angle of the drill (64.93%) is approximately two times higher in statistical importance in generating thrust force compared to the feed rate (28.69%)32. The spindle speed and error contribution are almost negligible on the thrust force.
Table 4 shows the analysis of variance of thrust force generated during the drilling of H/J/H/J-based composite materials. The analysis variance on the thrust force generated during drilling on the H/J/H/J-based composite is followed by a similar trend of the A/H/A/H-based composite. The linear interaction of factors is having higher statistical importance compared to 2-way and 3-way interactions, as shown in Table 4. The spindle speed contribution to generating thrust force during drilling is almost zero, while the contribution of the point angle of the drill and feed rate is higher32. The statistical importance of generating thrust force of the drill point angle (75.39%) is almost four times higher compared to the feed rate (18.84%) of the drill. In both the A/H/A/H and H/J/H/J-based composite materials, the point angle of the drill is a predominant factor for producing thrust force during drilling; however, feed rate also has statistical importance44,45.
Conclusion
Drilling analysis has been carried out on the natural fiber based composite using different-point-angled twisted drill bits. The temperature generated during the drilling has captured by thermal imager and anlysed. The percentage of contribution of the drilling parameters has been determined using the Taguchi and ANOVA techniques.Hybrid composite specimens have been fabricated by using natural fibers in the following layup sequences, namely, A/H/A/H and H/J/H/J. Four different point-angled, twisted drill bits used for the drilling study are as follows: 90°, 100°, 105°, and 118°.
-
For A/H/A/H, the minimum thrust force was generated during the drilling of the specimen at 3000 rpm, 0.05 mm/rev, and with a 90° point-angled drill bit. For H/J/H/J, the minimum thrust force developed during drilling of the specimen at 3000 rpm, 0.15 mm/rev, and 105° point-angled drill bit.
-
For A/H/A/H, the percentage of contribution of point angle of drill bit and feed rate to the thrust force are 64.93% and 28.69%, respectively. For H/J/H/J, the percentages of influence of drill point angle and feed rate on the thrust force are 75.39% and 18.84%, respectively.
-
For A/H/A/H, thrust force is increased while increasing the drill point angle; thrust force produced is minimum, corresponding to higher feed rate and spindle speed. This trend is contrary to synthetic fiber based composites due to the viscoelastic behaviour of natural fiber based composites. For an increase of drill point angle, friction developed between the drill bit and the composite specimen got increased; it results in the temperature developed in the drilling zone also increasing.
-
For H/J/H/J, thrust force is higher for the 100° point angle of the drill bit; further increase of the drill point angle thrust force got reduced due to the viscoelastic behaviour of the hemp iber. Similarly, lower thrust force has been obtained at the higher feed rate and spindle speed. Friction developed between the drill bit and the composite specimen got increased up to 100°, and further increase of the point angle friction developed is reduced. The resultant temperature developed on the drilling zone also increases.
-
In this investigation, a good correlation was made between the temperature generated and the hole quality.Drilling temperatures up to 45 °C did not affect the hole quality. However, drilling defects become identifiable beyond this temperature.In the future, the effect of different point angles of twisted drills on drilling parameters may be determined and optimised, which is applicable for aerospace and automotive applications.
Data availability
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
Abbreviations
- A:
-
Abaca
- H:
-
Hemp
- J:
-
Jute
- V:
-
Voltage
- SEM:
-
Scanning Electron Microscope
- mm/rev:
-
Millimeter per revolution
- rpm:
-
Revolution per minute
- g/ml:
-
Gram per millilitre
References
Raj, M. K. A., Muthusamy, S., Panchal, H., Ibrahim, A. M. M. & Alsoufi, M. S. Elsheikh. Investigation of mechanical properties of dual-fiber reinforcement in polymer composite. J. Mater. Res. Technol. 18, 3908–3915 (2022).
Nirmal Kumar, K. et al. Mechanical and thermal properties of bamboo fiber–reinforced PLA polymer composites: A critical study. Int. J. Polym. Sci. 1332157. (2022).
Belaadi, A., Boumaaza, M., Alshahrani, H., Khan, M. K. & Bourchak, M. Optimization of drilling process parameters of sisal/cork-reinforced epoxy biosandwich structure by multi-objective RSM and hybrid ANN-GA models. Int. J. Adv. Manuf. Technol. 127, 4271–4289 (2023).
Belaadi, A., Boumaaza, M., Alshahrani, H. & Bourchak, M. Effect of jute fiber length on drilling performance of biocomposites: Optimization comparison between RSM, ANN, and genetic algorithm. Int. J. Adv. Manuf. Technol. 124, 3579–3599 (2023).
Belaadi, A., Boumaaza, M., Alshahrani, H., Bourchak, M. & Jawaid, M. Drilling performance prediction of HDPE/Washingtonia fiber biocomposite using RSM, ANN, and GA optimization. Int. J. Adv. Manuf. Technol. 123, 1543–1564 (2022).
Kumar, A. M., Parameshwaran, R., Krishnaraj, V. & Rajasekar, R. Effects of thrust force variation during the drilling of pure and chemically treated Kevlar based Polymer composites. Mater. Test. 61, 907–913 (2019).
Mohan Kumar, A. et al. Investigation of drilling process parameters of palmyra based composite. Adv. Mater. Sci. Eng. 1–9. (2021).
Saminathan, R. et al. Ankit,. Experimental analysis of mechanical and thermal characteristics of luffa/epoxy polymer composite under the influence of nanosilica. Adv. Mater. Sci. Eng. 6040629. (2022).
Prakash, K. et al. Influence of fiber volume and fiber length on thermal and flexural properties of a hybrid natural polymer composite prepared with banana stem. Pineapple Leaf S-Glass Adv Mater Sci Eng, 6329400. (2021).
Sharma, R. et al. Investigating the effect of nanoclay content on the mechanical characteristics of natural fiber epoxy composite. Mater. Today Proc. 66, 1319–1323 (2022).
Belaadi, A., Boumaaza, M., Alshahrani, H. & Bourchak, M. Delamination in drilling of jute/cork-reinforced polymer biosandwich materials: Optimization by response surface methodology and genetic algorithm. Int. J. Adv. Manuf. Technol. 122, 2095–2111 (2022).
Dembri, I., Belaadi, A., Boumaaza, M., Alshahrani, H. & Bourchak, M. Drilling performance of short Washingtonia filifera fiber–reinforced epoxy biocomposites: RSM modeling. Int. J. Adv. Manuf. Technol. 121, 7833–7850 (2022).
Tabet, Z., Belaadi, A., Boumaaza, M. & Bourchak, M. Drilling of a bidirectional jute fibre and cork-reinforced polymer biosandwich structure: ANN and RSM approaches for modelling and optimization. Int. J. Adv. Manuf. Technol. 117, 3819–3839 (2021).
Lotfi, A., Li, H. & Dao, D. V. Machinability analysis in drilling flax fiber-reinforced polylactic acid bio-composite laminates. Int. J. Mater. Metall. Eng. 13, 443–447 (2019).
Fontes, R. S., Bezerra, H. A. D., Batista, A. C. M. C. & Tinô, S. R. L. E. M. F. d. Aquino. Failure theories and notch type effects on the mechanical properties of jute-glass hybrid composite laminates. Mater. Res., 22 (2019).
Adda, B., Belaadi, A., Boumaaza, M. & Bourchak, M. Experimental investigation and optimization of delamination factors in the drilling of jute fiber–reinforced polymer biocomposites with multiple estimators. Int. J. Adv. Manuf. Technol. 116, 2885–2907 (2021).
Lotfi, A., Li, H., Dao, D. V. & Prusty, G. Natural fiber–reinforced composites: A review on material, manufacturing, and machinability. J. Thermoplast. Compos. Mater. 34, 238–284 (2021).
Kalita, K., Mallick, P., Bhoi, A. & Ghadai, K. Optimizing drilling induced delamination in gfrp composites using genetic algorithm& particle swarm optimisation. Adv. Compos. Lett. 27, 096369351802700101 (2018).
Wang, J. et al. Development of similar materials with different tension-compression ratios and evaluation of TBM excavation. Bull. Eng. Geol. Environ. 83, 190. https://doi.org/10.1007/s10064-024-03674-1 (2024).
Azmi, H., Haron, C., Ghani, J., Suhaily, M. & Yuzairi, A. (eds) Machinability study on milling kenaf fiber reinforced plastic composite materials using design of experiments. IOP Conference Series: Materials Science and Engineering, IOP Publishing. (2018).
Gaitonde, V., Karnik, S., Rubio, J. C., Correia, A. E. & Abrao, A. Davim. A study aimed at minimizing delamination during drilling of CFRP composites. J. Compos. Mater. 45, 2359–2368 (2011).
Seif, A., Fathy, A. & Megahed, A. Effect of drilling process parameters on bearing strength of glass fiber/aluminum mesh reinforced epoxy composites. Sci. Rep. 13, 12143 (2023).
Yallew, T. B., Kumar, P. & Singh, I. A study about hole making in woven jute fabric-reinforced polymer composites. Proc. Inst. Mech. Eng. Part. L J. Mater. Des. Appl. 230, 888–898 (2016).
Seif, A., Sadoun, A., Fathy, A. & Megahed, A. Evaluation of hole quality in drilling process of GF/Aluminum wire mesh reinforced epoxy composites. Alex. Eng. J. 94, 257–273 (2024).
Seif, A., Fathy, A., El Aal, M. I. A. & Megahed, A. Optimization of AWJ parameters for improved material removal and hole geometry in drilling of Glass Fiber/A luminum mesh epoxy hybrid composites. Polym. Compos. 45, 6644–6661 (2024).
Lotfi, A., Li, H. & Dao, D. V. Analytical and experimental investigation of the parameters in drilling flax/poly (lactic acid) bio-composite laminates. Int. J. Adv. Manuf. Technol. 109, 503–521 (2020).
Saravana Kumar, A., Maivizhi Selvi, P. & Rajeshkumar, L. Delamination in drilling of sisal/banana reinforced composites produced by hand lay-up process. Appl. Mech. Mater. 867, 29–33 (2017).
Sridharan, V., Raja, T. & Muthukrishnan, N. Study of the effect of matrix, fibre treatment and graphene on delamination by drilling jute/epoxy nanohybrid composite. Arab. J. Sci. Eng. 41, 1883–1894 (2016).
Pramod, R., Basavarajappa, S., Veeresh Kumar, G. & Chavali, M. Drilling induced delamination assessment of nanoparticles reinforced polymer matrix composites. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci 236, 2931-48. (2022).
Khashaba, U., El-Sonbaty, I., Selmy, A. & Megahed, A. Machinability analysis in drilling woven GFR/epoxy composites: Part I–Effect of machining parameters. Compos. Part A Appl. Sci. Manufac. 41, 391–400 (2010).
Khashaba, U. A., Abd-Elwahed, M. S., Eltaher, M. A., Najjar, I. & Melaibari, A. K. I. Ahmed. Thermo-mechanical and delamination properties in drilling gfrp composites by various drill angles. Polymers 13, 1884 (2021).
Krishnaraj, V. & Vijayarangan, S. G. Suresh. An investigation on high speed drilling of glass fibre reinforced plastic (GFRP) (2005).
Feito, N., Díaz-Álvarez, J., Díaz-Álvarez, A., Cantero, J. L. & Miguélez, M. H. Experimental analysis of the influence of drill point angle and wear on the drilling of woven CFRPs. Materials 7, 4258–4271 (2014).
Heisel, U. & Pfeifroth, T. Influence of point angle on drill hole quality and machining forces when drilling CFRP. Procedia Cirp. 1, 471–476 (2012).
Díaz-Álvarez, A., Díaz-Álvarez, J., Santiuste, C. & Miguélez, M. Experimental and numerical analysis of the influence of drill point angle when drilling biocomposites. Compos. Struct. 209, 700–709 (2019).
Díaz-Álvarez, A., Rodríguez-Millán, M., Díaz-Álvarez, J. & Miguélez, M. Experimental analysis of drilling induced damage in aramid composites. Compos. Struct. 202, 1136–1144 (2018).
Liu, D., Tang, Y. & Cong, W. A review of mechanical drilling for composite laminates. Compos. Struct. 94, 1265–1279 (2012).
Kumar, D. & Sing, K. Experimental analysis of delamination, thrust force and surface roughness on drilling of glass fibre reinforced polymer composites material using different drills. Mater. Today Proc. 4, 7618–7627 (2017).
Gaugel, S. et al. A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos. Struct. 155, 173–183 (2016).
Su, Y. et al. Statistical effects of pore features on mechanical properties and fracture behaviors of heterogeneous random porous materials by phase-field modeling. Int. J. Solids Struct. 264, 112098. https://doi.org/10.1016/j.ijsolstr.2022.112098 (2023).
Liu, K., Takagi, H. & Yang, Z. Dependence of tensile properties of abaca fiber fragments and its unidirectional composites on the fragment height in the fiber stem. Compos. Part A Appl. Sci. Manufac. 45, 14–22 (2013).
Zhang, C., Khorshidi, H. & Najafi, E. Ghasemi. Fresh, mechanical and microstructural properties of alkali-activated composites incorporating nanomaterials: A comprehensive review. J. Clean. Prod. 384, 135390. https://doi.org/10.1016/j.jclepro.2022.135390 (2023).
Sanjay, M., Madhu, P., Jawaid, M., Senthamaraikannan, P. & Senthil, S. Pradeep. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 172, 566–581 (2018).
Guggari, G. S. et al. Thermal and mechanical properties of vinyl ester hybrid composites with carbon black and glass reinforcement. Adv. Mater. Sci. Eng. 2021 https://doi.org/10.1155/2021/6030096 (2021).
Chairman, C. A. et al. Mechanical and abrasive wear performance of titanium di-oxide filled woven glass fibre reinforced polymer composites by using Taguchi and Edas approach. Mater. (Basel). 14 https://doi.org/10.3390/ma14185257 (2021).
Acknowledgements
The authors extend their appreciation to Taif University, Saudi Arabia, for supporting this work through project number (TU-DSPP-2024-56).
Author information
Authors and Affiliations
Contributions
Mohan Kumar Anand Raj : Validation, Visualization, Writing – review & editing. Rajasekar Rathanasamy : Writing – original draft, Validation, Methodology, Investigation, Formal analysis, Conceptualization. Parameshwaran Rathinasamy : Writing – original draft, Methodology, Investigation, Formal analysis, Conceptualization. Sureshkumar Periyasamy: Formal analysis, Methodology, Software, Validation. P. Manoj Kumar : Visualization, Validation, Methodology, Investigation, Formal analysis, Conceptualization. Ahmad Aziz Alahmadi : Investigation, Methodology, Software, Validation, Visualization, Writing – review & editing. Mamdooh Alwetaishi : Visualization, Validation, Software, Methodology, Investigation, Formal analysis.Parvathy Rajendran : Supervision, Methodology, Software, Validation. It Ee Lee : Visualization, Supervision, Formal analysis, Conceptualization.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Raj, M.K.A., Rathanasamy, R., Rathinasamy, P. et al. Analysis of thrust force generation during the drilling of natural fiber based hybrid composite. Sci Rep 15, 15382 (2025). https://doi.org/10.1038/s41598-025-90668-y
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-90668-y
Keywords
This article is cited by
-
Experimental investigation and optimization of mechanical and tribological performances of bio-based sustainable hybrid composites incorporating Nano-SiO₂ fillers
Scientific Reports (2026)
-
Study on the mechanical characteristics of a natural Fiber-based hybrid polymer composite
Scientific Reports (2025)
