
Abstract
This work describes the successful development of a unique Al-MMC using the stir casting technique. The base matrix is Al 6063 alloy, and the reinforcement is 3% HEA powder, which contains Fe, Cr, Mn, Al, and Ni. HEA was chosen as the reinforcing phase because of its remarkable combination of high strength, wear resistance, corrosion resistance, and thermal stability—all of which can greatly improve the performance of traditional aluminium alloys. The EDS, AFM, Gleeble-TMS, SEM, and XRD were used to comprehensively examine the produced composite to evaluate its phase composition, grain morphology, and microstructural refinement. The homogeneous dispersion and strong interfacial bonding of HEA particles within the Al 6063 matrix are responsible for the significant strength gain observed in mechanical testing, particularly tensile strength evaluation, when compared to the base material. Twenty-seven milling experiments were conducted using a controlled experimental design to examine machinability. The input parameters were spindle speed, feed rate, and depth of cut, and the responses were measured as MRR and Ra. Under various criteria weighting scenarios, multi-criteria MCDM techniques—MARCOS, CoCoSo, and MABAC were used to produce consistent rankings of the milling conditions. Experiment 9, with a spindle speed of 170 rpm, feed rate of 41 mm/rev, and depth of cut of 0.8 mm, emerged as the most valuable compromise between high MRR and low Ra. The results demonstrate that adding HEA reinforcement improves the composite’s tensile strength, microstructural integrity, and machinability. This makes the material promising for demanding engineering applications in precision tooling, biomedical implants, and aerospace components where high strength, wear resistance, and surface finish are essential.
Similar content being viewed by others


Introduction
Novel aluminium metal matrix composites (Al-MMCs) are being developed by researchers worldwide to meet the ever-increasing demands for low-density, high-strength engineering materials with improved mechanical properties such as higher strength-to-weight ratio, corrosion resistance, and tailored mechanical characteristics, along with superior thermal conductivity and specific modulus for various industrial applications, including automobile, marine, building and construction, sports, and recreation. The performance of aluminium alloys has traditionally been improved by the use of reinforcements such as silicon carbide (SiC), boron carbide (B₄C), and alumina (Al₂O₃). The excellent strength-to-weight ratio and wear resistance of hybrid aluminium matrix composites (AMCs) reinforced with ceramics (SiC, B₄C, Al₂O₃, BN) and solid lubricants (graphite) have attracted significant attention. When superior mechanical and tribological performance is required, these composites are increasingly used in defence, aerospace, and automotive applications. Hardness, density, and bending strength are enhanced by reinforcement tailoring using hot pressing or powder metallurgy, which also improves wear resistance under a range of loading conditions. Because of these advancements, hybrid AMCs show promise as advanced structural and tribological components for demanding environments1,2,3,4. However, these traditional reinforcements often present challenges such as brittleness, poor interfacial bonding, and limited improvement in high-temperature stability, which restrict their applicability under harsh service conditions. High-entropy alloys (HEAs), which are multi-component alloys composed of five or more principal elements in nearly equal proportions, have recently emerged as a viable alternative reinforcement. HEAs exhibit a remarkable combination of high strength, thermal stability, and wear resistance due to their distinct solid-solution strengthening, sluggish diffusion, and lattice distortion effects. Consequently, they are well suited for enhancing the performance of Al-MMCs. Although Al-MMCs possess excellent mechanical, physical, and tribological properties, it is equally important to investigate their machinability characteristics to ensure cost-effective and successful industrial applications5. When employing conventional material removal processes, achieving key objectives such as superior surface quality, precise tolerances, and improved dimensional accuracy remains a significant challenge6.
Machining of Al-MMCs presents several obstacles due to the presence of hard ceramic/HEA reinforcements. The abrasive nature of these reinforcements accelerates tool wear, leading to frequent tool replacement and higher costs. Surface roughness (Ra) is often degraded because hard particles either fracture or are pulled out during cutting, forming micro-cracks and surface irregularities. Maintaining dimensional accuracy is also difficult, as the uneven distribution of particles induces cutting force fluctuations and chatter. Moreover, the mismatch in hardness between the matrix and reinforcement causes uneven MRR, further complicating precision machining.
An innovative approach to improving the mechanical and microstructural characteristics of traditional aluminium alloys is the use of HEAs as reinforcements in aluminium matrix composites. In this study, an HEA consisting of Fe, Cr, Mn, Al, and Ni is employed as a reinforcing phase within the Al 6063 matrix. Due to their sluggish diffusion and lattice distortion effects, HEAs are renowned for their distinctive multi-principal element composition, which results in greater strength, exceptional thermal stability, and remarkable wear resistance. The addition of such an HEA to Al 6063 is anticipated to maintain low density while improving hardness, load-bearing capability, and microstructural refinement. The objective of this reinforcement is to develop a composite material that is both lightweight and mechanically strong, making it suitable for structural, automotive, and aeronautical applications. The synthesis and characterization of the microstructural features, along with the property enhancements achieved through this innovative reinforcement technique, are examined in this paper.
Considering the difficulties involved in machining Al-MMCs, past researchers have attempted to explore the potential of conventional machining techniques, especially milling, to expedite their real-time industrial applications7. However, Al-MMCs are challenging to machine using traditional techniques such as milling due to their anisotropic and heterogeneous microstructure, as well as the presence of hard reinforcements, which result in higher cutting forces, poor surface smoothness, and excessive tool wear. Despite these challenges, milling remains a crucial technique for machining Al-MMCs, enabling precise dimensional control and the generation of complex geometries. It has been demonstrated that the optimal settings of different milling parameters, such as spindle speed (SS)/cutting speed (CS), feed rate (FR), depth of cut (DOC), tool nose radius (Nr), and cutting environment, are crucial for determining the process quality, efficiency, and accuracy8. During real-time experiments, these milling parameters significantly influence the attainment of desired values for several responses, including material removal rate (MRR), average surface roughness (Ra), ten-point surface roughness (Rz), cutting force (Fc), flank wear (VB), tool wear (TW), and tool life (TL). The ideal settings of these milling parameters can be obtained through the application of various multi-objective optimization tools, mainly multi-criteria decision-making (MCDM) methods.
In this paper, based on Taguchi’s full factorial design plan, 27 milling experiments are conducted on a newly developed Al-MMC material, considering SS, FR, and DOC as the input parameters, and MRR and Ra as the response variables. The corresponding mechanical and microstructural characterizations are performed, and the milling process is optimized using three MCDM methods. The derived results are then compared. The objectives of this paper are listed below:
-
A)
To develop a novel Al-MMC using Al 6063 as the base material and 3% HEA powder (Fe, Cr, Mn, Al and Ni) as the reinforcement,
-
B)
To conduct XRD, AFM, EDS, SEM and mechanical strength evaluation to study its microstructural and mechanical properties,
-
C)
To study the machinability property of the developed Al-MMC through milling experiments,
-
D)
To optimize the said milling process employing three popular MCDM tools, i.e. MABAC, CoCoSo and MARCOS, and contrast the obtained rankings of the milling experiments, and
-
E)
To investigate the effects of two objective criteria weighting techniques, i.e. EM and CRITIC on the optimization results.
Literature survey
Parametric optimization of a milling process involves identifying the ideal settings of its various input variables to simultaneously maximize or minimize all the responses under consideration9. Over the years, different MCDM techniques have emerged as effective multi-objective optimization tools to address this issue. They have been proven to be computationally simple and capable of providing highly accurate solutions in the presence of multiple competing alternatives and conflicting criteria. These techniques can also be integrated with different uncertainty models to handle the ambiguity and vagueness present in real-time manufacturing environments. Considering the need for optimizing milling operations and recognizing the potential of MCDM methods, past researchers have already employed them to identify the optimal parametric combinations in various milling processes, as highlighted in Table 1. Some of the major findings of previous research works are summarized hereunder.
Al et al.10 developed hybrid aluminium matrix composites (AMCs) based on AA2024 reinforced with different weight percentages of SiC, Si₃N₄, BN, and Al₂O₃, and observed an enhancement in hardness and ultimate tensile strength (UTS), but a decrease in elongation and impact energy due to increased brittleness. The authors reported that, at the expense of slightly increased porosity and reduced ductility, the ideal composition—AA2024 + 2% Al₂O₃ + 2% SiC + 2% Si₃N₄ + 2% BN—produced the largest increases in UTS and hardness (60.36% and 65.24%, respectively). With the addition of reinforcement, fractography revealed a transition from ductile dimple fractures in the unreinforced alloy to cleavage and trans granular cleavage fractures, with the most complex reinforcement combination primarily displaying brittle fracture characteristics. The effectiveness of high-speed wire electric discharge machining (WEDM) in creating intricate profiles in stir-squeeze-cast AA2024 HAMCs was examined by Ali et al.11. MRR and WWR were used to assess machining performance across various profile types and process parameters. Under optimal conditions, microscopic examination revealed micropores, fine melt redeposits, and shallow craters. WEDM’s applicability for precision HAMC machining was demonstrated by the significant improvement in MRR and reduction in WWR achieved through NSGA-II optimization for all profile types.
Trung12 performed milling operations on SB410 steel considering SS, FR, and DOC as the input parameters, and MRR and Ra as the responses. The process was optimized using five MCDM methods, namely evaluation based on distance from average solution (EDAS), MARCOS, technique for order of preference by similarity to ideal solution (TOPSIS), multi-objective optimization on the basis of ratio analysis (MOORA), and proximity indexed value (PIV). It was observed that all of them identified trial number 3, with the parametric combination of SS = 788 rpm, FR = 70 mm/min, and DOC = 0.6 mm, as optimal for concurrently achieving the maximum MRR and minimum Ra values. Ali et al.13 investigated SiC, Si₃N₄, and BN, which possess excellent mechanical and functional properties but are difficult to machine using conventional methods due to the hardness and abrasiveness of the reinforcements. It was shown that high-speed wire EDM (WEDM) is an effective technique for creating intricate forms with improved surface properties. Discharge current, voltage, and discharge gap all had a significant effect on machining performance as measured by Ra, CS, and kerf width (KW). Under optimal conditions, microscopic and SEM analyses revealed fewer intermetallic compounds and surface defects. The suitability of WEDM for precise AHMMC machining was confirmed by optimization, which produced significant improvements in Ra and CS across several profiles, along with reductions in KW.
While optimizing a milling process, Le14 first adopted three criteria-weighting techniques, i.e., average weighting (AW), entropy method (EM), and method based on the removal effects of criteria (MEREC), to estimate the importance of MRR and Ra, and solved the corresponding parametric optimization problem using the preference analysis for reference ideal solution (PARIS) method. It was observed that an ideal combination of CS = 150 m/min, FR = 30 mm/min, and DOC = 0.5 mm would simultaneously optimize both responses. In15, the authors integrated criteria importance through inter-criteria correlation (CRITIC) with the combinative distance-based assessment (CODAS) method to optimize the milling operation on AISI 1522H, identifying SS = 1200 rpm, FR = 320 mm/min, DOC = 0.6 mm, width of cut = 8 mm, and minimum quantity lubrication (MQL) flow rate = 100 ml/h as the optimal parametric combination. Sehrat Sap16 reported a steep reduction in cryo-LN₂ surface roughness, tool wear, cutting temperature, and energy consumption while milling Al–12Si–based hybrid composites under cryo-LN₂ sustainable cooling/lubrication conditions compared to dry machining. The outcomes indicated that cryogenic cooling is a practical and environmentally responsible way to machine these composites.
Das and Chakraborty17 optimized two green dry milling processes on AISI 304 and AISI 1045 materials by integrating the step-wise weight assessment ratio analysis (SWARA) with the CoCoSo method. Along with MRR and Ra, the authors also considered energy consumption (EC), power factor (PF), and active cutting energy (ACE) as additional responses to evaluate the performance of the green milling process. It was observed that the derived rankings of the milling experiments closely matched those obtained using other MCDM tools, leading to enhanced machining performance with minimal environmental impact. Sehrat Sap18 used the Taguchi approach to analyze flank wear, surface roughness, cutting temperature, and energy consumption while evaluating MQL and cryo-LN₂ cooling during milling of Al-based hybrid composites. MQL demonstrated greater energy efficiency, whereas cryo-LN₂ achieved the best results for cutting temperature, flank wear, and surface roughness. Their potential for sustainable machining was confirmed by SEM/EDS, which revealed BUE development in dry cutting and smoother tool surfaces under MQL and cryo-LN₂ conditions. Kalita et al.19 applied six MCDM tools, i.e., weighted sum model (WSM), weighted product model (WPM), weighted aggregated sum product assessment (WASPAS), MOORA, EDAS, and TOPSIS, to optimize a milling process. It was observed that higher MRR and lower Ra values could be obtained at the optimal parametric combinations of SS = 210 rpm, FR = 40 mm/min, and DOC = 0.4 mm, and SS = 170 rpm, FR = 40 mm/min, and DOC = 0.4 mm, respectively. Based on past data, two end milling operations were optimized by Das and Chakraborty20 employing four newly developed MCDM techniques, i.e., multi-attributive ideal-real comparative analysis (MAIRCA), MABAC, MARCOS, and compromise ranking of alternatives from distance to ideal solution (CRADIS). Interestingly, for both processes, all the adopted MCDM methods identified the same parametric combinations as the optimal choices. In an attempt to optimize the milling operation on Al 1070 alloy, Ghadai et al.21 adopted eight MCDM methods, i.e., WSM, WPM, EDAS, WASPAS, MOORA, TOPSIS, additive ratio assessment (ARAS), and complex proportional assessment (COPRAS). A parametric mixture of SS = 255 rpm, FR = 82 mm/min, and DOC = 0.75 mm was identified as the optimal solution, resulting in maximum MRR and minimum Ra values of 595.23 mm3/min and 13.79 μm, respectively. In22, the authors applied TOPSIS to optimize the milling operation on carbon fibre-reinforced polymer (CFRP) composites. An explainable artificial intelligence technique, i.e., Shapley Additive ex Planations (SHAP), was also employed to study the contribution and significance of each milling parameter on process performance. Sredanovic et al.23 first applied the analytic hierarchy process (AHP) to weigh the relative importance of each response under consideration and optimized the corresponding milling operation on Inconel 718 alloy using the TOPSIS method. It was concluded that an optimal mixture of DOC = 0.010 mm and FR = 0.008 mm/tooth would simultaneously optimize all responses. In a recent study, Nguyen et al.24 explored the application potential of four MCDM methods, i.e., TOPSIS, CODAS, MABAC, and EDAS, in optimizing the milling operation on AISI 4140 steel. To obtain more reliable results, these methods were subsequently hybridized with different machine learning and multi-objective optimization tools. It was observed that the proposed framework selected the ideal combination of various milling parameters as SS = 428.46 rpm, FR = 0.285 mm/tooth, DOC = 0.208 mm, Nr = 0.4 mm, and PVD-coated nano-TiAlN cutter coating, resulting in Ra = 0.816 μm, VB = 45.5 μm, Fc = 286.59 N, and MRR = 3.889 cm3/min.
It can be noted from Table 1 that the extant literature has been flooded with applications of different MCDM tools for optimizing milling operations35 on diverse engineering materials, such as medium and high carbon steels, Al and Ti alloys, Al and Ti MMCs, Inconel, composites, etc. To ease the computation steps while optimizing milling operations, most past researchers have preferred to assign equal importance to the responses. Occasionally, some subjective techniques, like AHP and SWARA, and objective methods, such as EM, MEREC, and CRITIC, have been employed for determining criteria importance. In32, the authors applied four weighting techniques, i.e., equal weight (EW), rank order centroid (ROC), rank sum (RS), and EM, to evaluate the relative importance of both MRR and Ra while performing milling operations on SKS3 steel. It was observed that when coupled with MARCOS, those weighting methods provided different rankings of the conducted milling experiments.
The novelty of this study lies in the combined approach of developing and characterizing a novel HEA (Fe, Cr, Mn, Al, Ni) reinforced Al-MMC and followed by the machinability evaluation of it. Based on available literature, most prior studies on HEA-entrapped Al-MMCs have primarily focused on the synthesis and characterization of different properties (e.g. mechanical, microstructural, or thermal), rather than investigating actual machining behaviour. To the best of our knowledge, no prior reports systematically analyze machining responses such as Ra and MRR in HEA-reinforced Al-MMCs. By bridging this critical gap, this present investigation not only establishes the superior mechanical performance of the composite but also validates its real-world applicability under milling operations, thereby providing a practical pathway for industrial adoption.
This paper is organised as follows: Section "Literature survey" provides a brief overview of recent works on the application of various MCDM tools for the parametric optimisation of milling processes. Section "Materials and methods" describes the mathematical specifics of the techniques used in this paper, along with the steps for preparing the Al-MMC. Section "Characterizations of the developed composite" presents the characterization results of the Al-MMC. Section "Optimization of the milling operation on the developed Al-MMC" optimizes the considered milling process, and Section "Conclusions" concludes with the findings based on the derived results.
Materials and methods
Composite preparation
Due to the widespread use of Al 6063 in the automobile, aviation, and construction industries, in this study, it has been chosen as the base material to develop the new composite. It was first sliced into tiny pieces, and precisely 500 g of it was taken to prepare the aforementioned composite. A stir casting setup, as shown in Fig. 1, was employed to prepare the new composite. The HEA powder (Fe, Cr, Mn, Al, and Ni) with 99.99% purity and particle size of < 50 µm, considered as the reinforcement element, was subsequently added to the molten parent material. Initially, chunks of aluminium were heated to 730 °C inside a steel crucible. A four-blade stirrer spinning at 700 rpm was utilized to create a vortex inside the melt. The reinforcement elements were preheated in a muffle furnace at 280 °C before being introduced into the vortex. The reinforcement mixing was carried out at atmospheric pressure and a temperature of 730 °C, and the primary goal of this preheating phase was to remove any moisture from the reinforcements to increase their wettability with the molten aluminium. To ensure complete mixing, the molten composite was stirred for seven minutes at 700 rpm before being poured into a steel mould that had been warmed to 325 °C. Two goals can be fulfilled through preheating the mould, i.e., reducing the possibility of flaws from trapped air and encouraging a consistent temperature distribution to enable a regulated cooling pace. The selection of 3 wt.% HEA reinforcement was based on prior literature13. It has been observed that this fraction provided optimal particle dispersion in the Al-MMC, reducing agglomeration while ensuring effective load transfer. Reinforcement with higher concentration levels was found to promote particle clustering, resulting in stress concentration and premature failure, while lower levels did not yield significant mechanical improvements. At 3 wt.%, the composite achieved a balanced enhancement in strength, hardness, and wear resistance without compromising ductility. Hence, this concentration has been identified as a standard where strengthening mechanisms such as Orowan looping and grain refinement are maximized, consistent with findings in the referenced work.

Stir casting setup for composite preparation.
In Table 2 a comparative analysis in between few recently developed HEA entrapped Al-MMC with present study has been highlighted.
Following the composite’s solidification, tiny fragments have been cut from different areas of the bulk for investigation using XRD, AFM, EDS and SEM-based analyses.
The microstructure of the cut slice of the developed composite was evaluated using SEM (Model: ZEISS EVO MA18) equipped with Oxford EDS (X-act) for elemental composition analysis. The instrument has the following specifications: scanning size = 10, 20, and 100 µm, accelerating voltage = 20 kV, and magnification range = 5–1,000,000X. Similarly, the morphology of the cut portion of the composite was assessed using AFM (Asylum Research) with Oxford Instrument’s MFP 3D Origin model. The corresponding images were captured at a scanning rate of 0.50 Hz and scanning range of 15–30 µm2, while the mode of operation was selected as tapping. The structural characterization of the HEA-reinforced Al-MMC was carried out using an XRD instrument (Model: Bruker D8 Advance), with a wavelength of 0.154 nm (Cu K-Alpha radiation), and the scanning range was fixed between 20 and 90˚ of the diffraction angles. The evaluation of ultimate tensile strength (UTS) of the developed sample was carried out using a double hydraulic fatigue testing machine of 1000 KN. The dynamic load capacity of the UTS setup varies from 600 to 1000 KN, with an operating environment of + 10 to + 38 °C and 10 to 90% humidity (non-condensing). The frame weight is 5 tons. Finally, the uniaxial compression test was conducted using the Gleeble 3800-GTC simulation system. The strain rate was fixed at 0.01 s⁻1, with the heating rate set at 10 °C/s and deformation temperature at 300 °C.
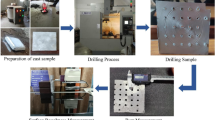
The complete summary of the methodological flow used has been highlighted in Fig. 2.

Summary of Methodological Flow.
Machining of Al-MMC using milling machine setup
Following the stir casting procedure to create the Al-MMC, milling operations were performed to examine the material’s machinability properties. A High-Speed Steel (HSS) cutter with a diameter of 8 mm was used for the milling tests, which were conducted under dry machining conditions. The milling setup used in this experimental process is shown in Fig. 8. Three levels of variation were applied to each of the following process parameters: depth of cut (DOC) at 0.4, 0.6, and 0.8 mm; feed rate (FR) at 15, 25, and 41 mm/rev; and spindle speed (SS) at 170, 225, and 535 rpm. To guarantee reliable and consistent results, all other variables were kept constant during the trials. Table 3 highlights the milling parameters and their corresponding levels.
The microstructure post-fabrication, especially at interfaces, has been highlighted in Fig. 3

Microstructure at the interface of the formed HEA reinforced Al-MMC.
Criteria weighting techniques
CRITIC
The CRITIC method41 is developed based on the degree of conflict and contrast in the data elements of a decision matrix to evaluate the objective weights of the considered criteria. In this method, the correlation coefficients between each pair of the criteria and the standard deviation values of the normalized criteria are employed to estimate the corresponding criteria weights. Its application procedure includes the following steps:
Step 1: Formulate the initial decision matrix, consisting of m alternatives and n criteria
where xij denotes the performance of ith alternative against jth criterion.
Step 2: Normalize the decision matrix
where xjmax = max(xij, i = 1,2,…,m), xjmin = min(xij, i = 1,2,…,m) and yij is the normalized value of xij.
Step 3: Determine weight of a specific criterion (wj) using its standard deviation and correlation with other criteria
In the above equation, Cj represents the quantity of information in jth criterion, estimated applying the following equation:
where σj denotes the standard deviation of jth criterion, while ccij represents the correlation coefficient between ith and jth criteria. It can be noticed that higher Cj value extracts more information from a specific criterion, implying its higher significance in the decision-making process.
Entropy method
Entropy weights are calculated based on the uncertainties in the information evaluated using probability theory42. These weights access the information content in the criteria values against each of the alternatives, thereby highlighting each criterion’s usefulness in detecting randomness in the data. Its procedural steps are presented below:
Step 1: Normalize the decision matrix using the vector normalization technique
where uij is the vector normalized value of xij.
Step 2: Compute the entropy value (ej) of each criterion
where k = 1/(ln m) is a constant to ensure the condition 0 ≤ ej ≤ 1.
Step 3: Determine the objective weight (wj) for each criterion
MCDM methods
MABAC
The MABAC method, used by Tamang and Sharma43, has already been proven to be an effective MCDM tool for its computational ease, sound background, and ability to provide accurate and reliable results. It rates the alternatives based on their distances from the border approximation area, and partitions them into the upper approximation area (containing ideal solutions) and the lower approximation area (consisting of the anti-ideal solutions). It can also appraise the relative strengths and weaknesses of each alternative under consideration. This method provides consistent solutions when there is any change in the units of measurement considered to portray the criterion values of the alternatives. It can also furnish dependable results against a change in the criterion type. Its application follows the steps as enumerated below:
Step 1: Frame the decision matrix, X = [xij]mxn.
Step 2: Normalize the decision matrix.
For beneficial criterion:
For cost/non-beneficial criterion:
where nij is the normalized value of xij.
Step 3: Develop the weighted normalized decision matrix (V)
Step 4: Evaluate the border approximation area matrix (G)
Step 5: Estimate the distance of each of the alternatives from the border approximation area
where V and G are calculated in steps (3) and (4), respectively.
Step 6: Compute the criterion function value.
Using the sum of the row elements in matrix (Q), the final scores of the alternatives are computed as follows:
where qij is an element of matrix Q.
The alternatives are finally ranked based on their S(Ai) values, with the best alternative achieving the maximum S(Ai) score.
CoCoSo
The CoCoSo method is proposed while integrating both the WSM and WPM techniques, taking into account the compromise solutions44. Straightforward computational steps, accuracy and consistency of the ranking results are its main advantages. This method can help in simplifying the need to use multiple MCDM methods, minimizing the effect of extreme or unreasonable arguments, while effectively dealing with uncertainty in the decision-making problem. Accounting the interrelationships between multiple criteria, it contributes to a more comprehensive analysis. The steps involved in its application are presented as below:
Step 1: Develop the decision matrix, X = [xij]mxn.
Step 2: Normalize all the elements of the decision matrix using the following linear normalization equations:
For beneficial criterion:
For cost/non-beneficial criterion:
where nij is the normalized element of xij.
Step 3: Determine the corresponding performance indexes Si and Pi for each of the alternatives while respectively applying WSM and WPM techniques
Step 4: Compute three different appraisal scores of the alternatives employing the following aggregation strategies
Step 5: Determine the performance score (ki) of each of the alternatives, with the best alternative having the maximum ki value
MARCOS
This method is developed taking into account the relationship between the alternatives and the reference solutions (ideal and anti-ideal alternatives) 45. Considering these relationships, the corresponding utility function of each of the alternatives is evaluated, and a compromise ranking is derived with reference to the ideal utility functions. These functions portray the location of an alternative against the ideal and anti-ideal solutions, with the best alternative positioned nearest to the ideal solution and farthest from the anti-ideal solution. This method can pick out the best alternative across a large number of available options and criteria, and criteria weighting methods. It can also effectively take care of the rank reversal problem as encountered in most of the traditional MCDM methods. The steps of the MARCOS method are enumerated below:
Step 1: Develop the decision matrix, X = [xij]mxn.
Step 2: Formulate the extended initial matrix.
In this step, extension of the initial matrix is performed by defining the ideal (AI) and anti-ideal (AAI) solutions.
The anti-ideal solution (AAI) has the worst characteristics, while the ideal solution (AI) possesses the best features.
Step 3: Normalize the extended initial matrix (X΄).
For beneficial criterion:
For cost/non-beneficial criterion:
Step 4: Develop the weighted normalized decision matrix (V).
V = [vij]m×n; vij = wj × nij.
Step 5: Estimate utility degrees of the alternatives (Ki).
The utility degrees of an alternative with respect to the anti-ideal and ideal solutions are calculated using the following two equations:
In the above equation, Si is the sum of the elements of the weighted normalized decision matrix, Saai represents the sum of elements of the weighted normalized matrix for the anti-ideal alternative and Sai denotes the sum of elements of the weighted normalized matrix for the ideal alternative.
Step 6: Estimate the utility functions of the alternatives f(Ki)
where \(f(K_{i}^{ - } )\) denotes the utility function with respect to the anti-ideal solution and \(f(K_{i}^{ + } )\) is the utility function against the ideal solution.
Step 7: Rate the alternatives.
According to the descending values of the utility function, the alternatives are ranked from the best to the worst.
While conventional MCDM techniques (e.g. MABAC, CoCoSo, and MARCOS) provide systematic ranking and optimization, their dependency on static decision matrices restricts the adaptability. Whereas ML-based MCDM techniques, such as ANN–NSGA-II46, show greater prospects by learning complex nonlinear relationships between machining parameters and responses. ANN can predict outputs (MRR, Ra, tool wear) from experimental data, while NSGA-II efficiently explores multi-objective trade-offs. This advanced approach reduces experimental cost, enables real-time optimization, and adapts to dynamic machining conditions. Such a combination could make parameter selection more scalable, robust, and industry-ready.
Characterizations of the developed composite
Morphological analyses by SEM and AFM
The corresponding SEM and AFM images of the HEA-reinforced Al-MMC are shown in Fig. 4. These images suggest the formation of a rough, irregular, and non-homogeneous surface of the developed composite. The irregular surface patterns are more prominently visible in the SEM images, particularly when the sample scanning sizes are 10 and 20 µm. Similar observations can also be made from the AFM images. When one layer is deposited on top of another after mixing HEA powder with Al 6063, surface irregularities are formed, most likely due to inadequate mixing by the stirrer. In the SEM analysis, when the scanning size is 100 µm, small black points are observed on the surface, indicating the presence of reinforced HEA powder in the base material. The AFM images specifically show the surface irregularities, along with a distinct layer-by-layer formation. Moreover, SEM images indicate that HEA powder particles have penetrated into the surface. At the same locations, AFM images show the protrusion of HEA powder particles with a tiny pin-like appearance.

SEM and AFM images of the HEA-reinforced Al-MMC.
The EDS images of the HEA-reinforced Al-MMC and HEA powder are depicted in Fig. 5. These images confirm the presence of HEA powder in the composite. All the constituent elements of HEA powder, i.e. Al, Fe, Cr, Mn and Ni, are present. Table 4 provides the exact composition percentages of the considered elements. Here, K indicates the electron shell from which the electron is emitted due to the higher specific energy of X-rays. Net intensity is a representation of the number of X-ray counts (signals) detected for a specific element’s characteristic peak, after background subtraction. Among the elements, Al has the highest quantity, followed by Fe, Ni, Cr and Mn.

EDS images of the HEA-reinforced Al-MMC and HEA powder.
Analysis of structural property by XRD
The XRD pattern of HEA powder (consisting of Al, Cr, Fe, Mn, and Ni) entrapped in Al 6063 alloy is portrayed in Fig. 6. As the Al-Cr-Fe–Mn-Ni alloy possesses a body-centered cubic (BCC) structure, a small peak around 30° corresponds to (001), reflecting the ordered BCC (i.e., B2) phase, which may be due to the presence of Al₂O₃ or Al-rich intermetallic bonds47. As the sample has been developed at a high temperature (~ 730℃), additional FCC phases are also noticed at ~ 38°, 50°, and 78°, corresponding to the (111), (200), and (311) crystal planes, respectively47. Since aluminium is the main constituent in the developed composite, peaks are also observed at ~ 40° and ~ 65°, corresponding to BCC (011) and BCC (002) phases, respectively48. The presence of FCC peaks suggests that Ni, Fe, Cr, and Mn are stabilizing the FCC solid solution. On the other hand, BCC peaks are present because of the Al-rich BCC solution. The co-existence of BCC and FCC phases implies the formation of a dual-phase HEA structure, which is quite common in Al-Cr-Fe–Mn-Ni HEAs. The dominant FCC phase indicates enhanced ductility, whereas the BCC phase symbolizes enhanced strength. This combination of phases ultimately improves both the strength and thermal stability of the developed composite material.

XRD analysis of developed HEA entrapped Al-MMC.
Analysis of dynamic recrystallization behaviour
The uniaxial compression test was performed on the HEA powder-entrapped Al 6063 alloy at a strain rate of 0.01 s-1, a heating rate of 10 °C/s, and a fixed deformation temperature of 300 °C. In Fig. 7(a), zone (a) indicates the initial elastic region, with the yield point observed at approximately -100 MPa. Compared to the base material (Al 6063), the yield point at the elevated temperature is enhanced due to solid solution and dispersion strengthening caused by the presence of HEA powder particles.

(a) Dynamic deformation of the HEA-reinforced Al-MMC, and (b) strain hardening behaviour of HEA-reinforced Al-MMC.
The presence of multiple elements (Al-Cr-Fe–Mn-Ni) introduces harder phases that impede early dislocation motion and increase the stress required to initiate plastic deformation. The marked zone (b) in Fig. 7(a) indicates the work-hardening zone, where a peak stress value of –120 MPa is obtained. This maximum stress is higher than that of the Al 6063 alloy. As dislocations multiply and interact with the HEA particles, obstacles to slip are created, causing the material to behave harder compared to Al 6063. The XRD analysis already reveals a dual-phase (BCC + FCC) structure, which enhances work hardening by blocking and redistributing dislocations, thereby delaying the onset of plastic instability. In Fig. 7(a), following the peak stress, the curve plateaus indicate steady-state deformation. Oscillations after the plateau suggest dynamic recrystallization or dislocation movement. Compression at 300 °C can cause dynamic recovery and dynamic recrystallization. However, the sluggish diffusion and multiphase nature of HEA powder help stabilize the microstructure, allowing the material to maintain a relatively high flow stress over a longer strain range. The HEA-reinforced Al 6063 exhibits substantial plastic deformation (compressive strain of ~ –0.6) before a sudden drop, indicating good ductility under these hot compression conditions. In Fig. 7(b), the strain-hardening behaviour of the HEA-reinforced Al-MMC is highlighted. It reflects the limited strain-hardening capacity of the material, with an early transition to strain softening, which is natural in reinforced composites as they restrict dislocation motion but promote damage mechanisms due to high strain rates. The initial strength of the material is enhanced by the presence of HEA, but this also increases the chance of premature localization if there is any interfacial mismatch. Figures 7(a) and 7(b) together indicate that HEA reinforcement changes the deformation behaviour, enhancing initial strength while introducing localized instabilities during plastic deformation. Although failure occurs, the entrapped HEA significantly delays catastrophic collapse, allowing the material to withstand higher strain compared to the Al 6063 alloy.
The HEA-reinforced Al6063 MMC reveals a yield stress of ~ 100 MPa and a peak stress of ~ 120 MPa, highlighting strong load-bearing phases. The dual-phase BCC/FCC structure exhibits this behaviour, where the harder BCC phase disrupts dislocation motion, increasing yield strength, while the more ductile FCC phase promotes plastic deformation, enhancing ductility. The steady-flow region after peak stress indicates dynamic recrystallisation, mostly in the FCC phase, which stabilizes work hardening with recovery. Oscillations in the strain-hardening rate reflect continuous dislocation–phase boundary interactions. This collaborative mechanism delays strain localisation and contributes to a favourable strength–ductility balance.
The SEM image in Fig. 8, which highlights the failure, reveals that crack initiation mainly occurs at the reinforcement–matrix interfaces, where stress concentration is highest due to a mismatch in elastic modulus and thermal expansion between the HEA particles and the Al6063 matrix. The dual-phase BCC/FCC HEA particles usually act as a strong barrier to dislocation motion but can also serve as preferential crack nucleation sites in cases of locally weak interfacial bonding. Once formed, cracks grow along the particle–matrix boundaries and sometimes through the matrix, assisted by strain incompatibility. Some fractured HEA particles show effective load transfer before failure,

Microstructures after failure during the thermo-mechanical analysis.
while interfacial decohesion in other regions points to localized bonding imperfections. The observed pull-out of HEA particles indicates partial retention of ductility, while the presence of cleavage facets in BCC-rich zones confirms brittle fracture contribution. This microstructural evidence aligns with the mechanical data, where high strength is balanced by reasonable ductility due to mixed fracture modes.
Mechanical properties of the developed Al-MMC
The tensile strengths of Al-MMC reinforced with HEA and the base alloy (Al 6063) are provided in Fig. 9 in the form of load–displacement curves. The loading rate was maintained at 2.8 kN/s, and the load was applied to both samples until complete fracture. From Fig. 9, it is evident that the incorporation of HEA into Al 6063 as the reinforcement element results in higher mechanical properties (tensile strength) compared to Al 6063 alone. The peak load for Al 6063 reinforced with HEA is observed as 177.71 kN, with a maximum displacement of 8.97 mm. In contrast, the peak load for Al 6063 is 157.94 kN, with a maximum displacement of 5.98 mm. The tensile strength and yield stress of the developed Al-MMC are noted as 181.31 MPa and 156.52 MPa, respectively. Conversely, for the base material (Al 6063), the corresponding values of tensile strength and yield stress are recorded as 138.56 MPa and 125.49 MPa, respectively.

Load–displacement curves of HEA-reinforced Al-MMC and Al 6063.
Initial Deformation: Apart from this, the graph also demonstrates superior mechanical response of HEA reinforced Al-MMC over base Al 6063. The initial stiffness of the HEA reinforced Al-MMC exhibits a steeper initial slope, indicating a higher elastic modulus and improved stiffness due to the rigid BCC/FCC particles restricting early deformation.
Yield Strength and Yield Plateau: It’s evident from the image that reinforced composites achieved a higher yield load (181.31 MPa) compared to Al 6063 alloy (138.56 MPa), and maintain a longer yield plateau, showing their ability to sustain high loads even after yielding.
Post-yield behaviour: Al-MMC reveals a more stable post-yield region with less softening, highlighting efficient load transfer from matrix to reinforcement and suppression of localized plastic instability.
Failure point and ductility: The displacement at failure for the HEA-reinforced Al-MMC is slightly lower than that of the normal Al 6063 alloy, indicating a minimum reduction in ductility, expected outcome due to the presence of high-strength, brittle BCC regions. However, the composite retains adequate elongation for structural use.
Energy absorption: The area under the curve (representing work-to-fracture) is considerably greater for the reinforced composite, meaning it can absorb more energy before failure, which is advantageous for impact and crash-resistant applications.
Optimization of the milling operation on the developed Al-MMC
Superior mechanical, thermal, and tribological properties are usually offered by a variety of innovative materials, including HEAs, hybrid MMCs, and advanced ceramics. However, studying their machinability properties is extremely crucial for their widespread applications, as poor machinability may lead to excessive tool wear, surface damage, and increased machining costs. Understanding a material’s machinability properties enables industries to optimize the corresponding machining parameters, thereby enhancing productivity and sustainability. The developed HEA-reinforced Al-MMC has been machined using a vertical milling setup (Make: Hytech) to examine its machinability properties. Based on the previous observations by Kalita et al.19 and Nguyen et al.24, MRR and Ra are selected as the response variables, while SS, FR, and DOC are taken as the input parameters. According to Taguchi’s full factorial design plan, 27 experiments are conducted on the composite while setting the corresponding milling parameters at three distinct levels, as shown in Table 3. This table also provides information regarding the other parameters that were kept constant during the milling experiments. Table 5 depicts the experimental data along with the measured response values. The corresponding MRR value for each experiment is calculated by dividing the difference between the workpiece’s weight before and after milling by the total machining time. A Mitutoyo Surface Roughness Tester is employed to record the Ra values. It is worthwhile to mention that the Ra values are recorded at three different locations on the machined workpiece, and their average is considered the representative data. Figure 10 shows images of the workpiece before (10(a)) and after (10(b)) the milling operation. The experimental data of Table 5 would later be treated as the initial decision matrix for optimizing the said milling operation on the HEA-reinforced Al-MMC using MABAC, CoCoSo, and MARCOS methods. Additionally, it should be noted that among the responses, higher values are required for MRR, while lower values are preferred for Ra.

Workpiece Before and After the Milling.
The increase in MRR with DOC can be attributed to the increased cutting force and improved chip formation. As DOC increases, the cutting tool engages with more material, leading to efficient removal. Uniform dispersion of HEA particles in the Al 6063 matrix also contributes to improved machinability. The lack of a specific trend for Ra may be due to complex interactions between cutting parameters, such as speed, feed rate, and DOC. Microstructural changes during milling, like work hardening or particle pull-out, can also impact Ra. Additionally, the size and distribution of HEA particles can affect the surface finish, leading to variations in Ra values. The interaction between these factors makes it challenging to identify a specific Ra trend. HEA particles may induce different surface finishes depending on their distribution and interaction with the cutting tool. Further investigation is required to understand the fluctuating nature of Ra. The complexity of the machining process and material properties contribute to the observed Ra trend. Overall, optimizing cutting parameters is crucial to achieving the desired Ra and MRR.
As mentioned earlier, one of the main objectives of this paper is to optimize the milling operation on the newly developed Al-MMC using three MCDM methods (MABAC, CoCoSo, and MARCOS), along with the determination of the corresponding criteria weights based on two objective weighting techniques, i.e., CRITIC and entropy methods. Following the procedural steps, application of the CRITIC method determines the weights of MRR and Ra as 0.4850 g/min and 0.5150 µm, respectively. On the other hand, the entropy method evaluates these weights as 0.5228 g/min and 0.4772 µm for MRR and Ra, respectively. It is interesting to note that these two methods assign almost equal importance to both responses under consideration. Higher importance to MRR would help in effective milling operations, enhancing both productivity and process economy, while higher significance assigned to Ra would aid in minimizing tool wear, fatigue failure, and frictional loss, thereby enhancing component performance and longevity. Precision applications, such as biomedical implants and aerospace components, always require lower Ra values. Thus, both these contradictory responses (higher MRR and lower Ra) should be properly balanced, resulting in effective and superior milling performance that ensures higher productivity along with exceptional surface quality. It has been observed that higher MRR would occasionally lead to poorer surface quality of the machined components. Hence, there is an ardent need to optimize the milling operation on the developed Al-MMC, leading to the identification of a unique combination of input parameters that would simultaneously optimize both responses. In this paper, the application of three popular MCDM methods, along with two criteria weighting techniques, effectively resolves this issue.
Now, based on the procedural steps of the MABAC, CoCoSo, and MARCOS methods, the considered multi-objective optimization problem is solved by treating the experimental data of Table 4 as the initial decision matrix, and the criteria weights estimated using the CRITIC and entropy methods. Due to paucity of space, the detailed calculations are not shown in this paper. In Table 6, the performance scores and rankings of all 27 milling experiments calculated by the MABAC, CoCoSo, and MARCOS methods under the two criteria weighting scenarios are provided. It can be interestingly noticed from Table 6 that all the integrated MCDM methods behave almost similarly in optimizing the said milling operation on the developed Al-MMC. CRITIC-MABAC, entropy-MABAC, CRITIC-CoCoSo, and entropy-CoCoSo pick out trial number 9 as the best experiment, having an ideal parametric mixture of SS = 170 rpm, FR = 41 mm/rev, and DOC = 0.8 mm, providing the corresponding responses as MRR = 0.0349 g/min and Ra = 1.791 μm. Furthermore, this trial is singled out as the second-best experiment by the CRITIC-MARCOS and entropy-MARCOS methods. The CRITIC-MARCOS and entropy-MARCOS techniques identify experiment number 27 as the best trial, with a combination of milling parameters as SS = 535 rpm, FR = 41 mm/rev, and DOC = 0.8 mm, along with the related response values as MRR = 0.0644 g/min and Ra = 3.023 μm. This experiment is rated second by the entropy-MABAC and entropy-CoCoSo methods, and fourth by the CRITIC-MABAC and CRITIC-CoCoSo techniques. These two settings of the milling parameters differ only in SS. Trial number 9 has a lower SS, while a higher SS is set in trial number 27. These findings are quite consistent with past observations, i.e., higher SS always increases MRR while deteriorating the surface quality of the machined components, and higher MRR is usually accompanied by higher Ra values. Thus, depending on the requirements of the end users, either of the parametric combinations (i.e., trial 9 for better surface quality or trial 27 for higher MRR) may be set during real-time milling experiments. It is also noted that the applications of the two different objective weighting techniques have no significant effect on the derived rankings of the milling experiments. In Fig. 11, the rankings derived by all the integrated MCDM methods are pictorially provided, strengthening the research findings.

Rankings of the milling experiments by the MCDM techniques.
To validate the ranking stability of the considered MCDM methods, the corresponding Spearman’s rank correlations are also evaluated, as shown in Table 7. There are extremely strong correlations (> 0.94) between the considered MCDM methods, proving their ability to provide accurate and consistent rankings of the considered milling experiments.
Sensitivity analysis of MCDM techniques
The sensitivity of various techniques to the weights assigned to each criterion was also studied by varying the weights of MRR and Ra. The variation in weights is plotted along the angular axis, and the ranks obtained are plotted along the radial axis to obtain the graph shown in Fig. 12. The weights are varied from 0.1 to 0.9, with an increment of 0.1, to record the fluctuations in ranks obtained using the MARCOS, MABAC, and CoCoSo methods. It is worth noting from the graphs that the intermediate ranks are quite sensitive to the weights allocated to each criterion, highlighting the importance of choosing an objective weight allocation strategy to avoid biases arising from the decision maker. However, it can also be noted that the experimental runs that perform well (among the top three best compromise solutions) and those that perform poorly (among the bottom three compromise solutions) are consistent across all weights, barring the extremes. This further strengthens the results obtained from this study.

Sensitivity plot depicting fluctuation in ranks concerning varying weights of criteria for (A) MARCOS, (B) MABAC, and (C) CoCoSo method.
Conclusions
In this experimental investigation, a novel HEA (Fe, Cr, Mn, Al, Ni) reinforced Al 6063 matrix composite was successfully developed via stir casting. XRD confirmed the formation of a complex dual-phase (BCC + FCC) structure, which played a significant role in enhancing dynamic recrystallisation and improving the yield point. Mechanical testing revealed a notable tensile strength increase from 138.36 MPa for the base alloy to 181.31 MPa for the composite, alongside improved load-bearing capacity. Machining trials, analysed using multi-objective MCDM methods, identified two optimal milling parameter settings: SS = 170 rpm, FR = 41 mm/rev, DOC = 0.8 mm for balanced low MRR and Ra, and SS = 535 rpm, FR = 41 mm/rev, DOC = 0.8 mm for higher productivity, allowing flexibility based on application priorities. These outcomes are highly relevant to aerospace, automotive, tooling, and defence manufacturing sectors, where lightweight materials with superior strength, thermal stability, and wear resistance are critical for high-performance components. The developed Al-MMC’s superior mechanical properties and machinability will also make it an attractive option for high-performance engineering applications. The illustrated combination of mechanical superiority and machinability ensures the developed composite can meet stringent industrial demands. Moreover, this development-based research can be expanded by integrating hybrid reinforcements (e.g., HEA with ceramics, graphene, or solid lubricants) to further optimize multifunctional properties, and by applying AI-driven optimization and predictive modelling to refine process parameters for scalable, cost-effective production tailored to specific industrial applications. By leveraging these advancements, industries can benefit from reduced manufacturing costs, improved product performance, and increased sustainability.
Availability of data and materials
The datasets used and/or analysed during the current study available from the corresponding author on reasonable request.
References
Usca, Ü. A., Şap, S., Uzun, M. & Değirmenci, Ü. Determination of mechanical and tribological properties of vacuum sintered hybrid reinforced Al-4Cu composites. J. Comp. Mater. 58, 2799–2815. https://doi.org/10.1177/00219983241283599 (2024).
Mech, J. S. Şap, Ü. Değirmenci, Ü.A. Usca, M. Uzun, Tribological behaviours and mechanical properties of novel Al-5Cu hybrid composites under dry sliding conditions. Proc. Inst. Mech. Eng., Part C. Eng. Sci. 238, 7690–7704. https://doi.org/10.1177/09544062241235553 (2024).
Şap, S., Değirmenci, Ü. & Usca, Ü. A. Impact of boron nitride and silicon carbide on tribological properties of Al-3Gr-based hybrid composites. J. Braz. Soc. Mech. Sci. Eng. 45, 510. https://doi.org/10.1007/s40430-023-04448-8 (2023).
Değirmenci, Ü., Usca, Ü. A. & Şap, S. Machining characterization and optimization under different cooling/lubrication conditions of Al-4Gr hybrid composites fabricated by vacuum sintering. Vacuum 208, 111741. https://doi.org/10.1016/j.vacuum.2022.111741 (2023).
Shukla, M., Dhakad, S. K., Agarwal, P. & Pradhan, M. K. Characteristic behaviour of aluminium metal matrix composites: A review. Mater. Today Proc. 5, 5830–5836. https://doi.org/10.1016/j.matpr.2017.12.180 (2018).
Singh, B. et al. A future prospects and current scenario of aluminium metal matrix composites characteristics. Alexandria Eng. J. 76, 1–17. https://doi.org/10.1016/j.aej.2023.06.028 (2023).
Kandpal, B. C., Kumar, J. & Singh, H. Machining of aluminium metal matrix composites with electrical discharge machining- A review. Mater. Today: Proc. 2, 1665–1671. https://doi.org/10.1016/j.matpr.2015.07.094 (2015).
Premnath, A. A., Alwarsamy, T. & Rajmohan, T. Experimental investigation and optimization of process parameters in milling of hybrid metal matrix composites. Mater. Manuf. Processes. 27, 1035–1044. https://doi.org/10.1080/10426914.2012.677911 (2012).
Chakraborty, S. & Chakraborty, S. A scoping review on the applications of MCDM techniques for parametric optimization of machining processes. Arch. Comput. Methods Eng. 29, 4165–4186. https://doi.org/10.1007/s11831-022-09731-w (2022).
Ali, M. A. et al. Development and characterization of hybrid aluminium matrix composites through stir-squeeze casting using distinct reinforcements for structural applications. Int. J. Adv. Manuf. Technol. 133, 5897–5925. https://doi.org/10.1007/s00170-024-14102-9 (2024).
Ali, M. A. et al. Enhancing high-speed EDM performance of hybrid aluminium matrix composite by genetic algorithm integrated neural network optimization. J. Mater. Res. Technol. 31, 4113–4127. https://doi.org/10.1016/j.jmrt.2024.07.077 (2024).
Trung, D. D. Application of EDAS, MARCOS, TOPSIS, MOORA and PIV methods for multi-criteria decision making in milling process. J. Mech. Eng. 71, 69–84. https://doi.org/10.2478/scjme-2021-0019 (2021).
Ali, M. A., Mufti, N. A., Sana, M., Tlija, M. & Khan, A. M. An intrinsic investigation on high-speed wire-EDM for surface integrity, kerf width, and cutting performance of hybrid composite. Mater. Today Comm. 42, 111548. https://doi.org/10.1016/j.mtcomm.2025.111548 (2025).
H.K. Le, Multi-criteria decision making in the milling process using the PARIS method. Eng. Technol. Appl. Sci. Res. 12 9208–9216 (2022) https://doi.org/10.48084/etasr.5187.
Abas, M. et al. Parametric study and optimization of end-milling operation of AISI 1522H steel using definitive screening design and multi-criteria decision-making approach. Materials 15, 4086. https://doi.org/10.3390/ma15124086 (2022).
S. Şap, Machining and Energy Aspect Assessment with Sustainable Cutting Fluid Strategies of Al–12Si Based Hybrid Composites. Int. J. of Precis. Eng. and Manuf.-Green Tech. 11 33–53 (2024). https://doi.org/10.1007/s40684-023-00544-1.
Das, P. P. & Chakraborty, S. SWARA-CoCoSo method-based parametric optimization of green dry milling processes. J. Eng. Appl. Sci. 69, 35. https://doi.org/10.1186/s44147-022-00087-3 (2022).
Şap, S. Understanding the machinability and energy consumption of Al-based hybrid composites under sustainable conditions. Lubricants 11, 111. https://doi.org/10.3390/lubricants11030111 (2023).
Kalita, K., Madhu, S., Ramachandran, M., Chakraborty, S. & Ghadai, R. K. Experimental investigation and parametric optimization of a milling process using multi-criteria decision making methods: A comparative analysis. Int. J. Interact. Des. Manuf. 17, 453–467. https://doi.org/10.1007/s12008-022-00973-3 (2023).
Das, P. P. & Chakraborty, S. A comparative analysis on optimization of end milling processes using multi-criteria decision making methods. Int. J. Interact. Des. Manuf. 17, 1611–1632. https://doi.org/10.1007/s12008-023-01209-8 (2023).
Ghadai, R. K., Chakraborty, S. & Kalita, K. On solving parametric optimization problem of an end milling process for machining of Al 1070 using MCDM techniques: A comparative analysis. Adv. Mater. Process. Technol. 10, 2421–2443. https://doi.org/10.1080/2374068X.2023.2216398 (2024).
Shunmugesh, K., Paul, B., Sarker, B. & Chakraborty, S. Parametric study and multi-objective optimization of milling of CFRP composite laminates. Int. J. Interact. Des. Manuf. https://doi.org/10.1007/s12008-024-02130-4 (2024).
Sredanovic, B., Cica, D., Borojevic, S., Tesic, S. & Kramar, D. Optimization of superalloy Inconel 718 micro-milling process by combined Taguchi and multi-criteria decision making method. J. Braz. Soc. Mech. Sci. Eng. 46, 423. https://doi.org/10.1007/s40430-024-04996-7 (2024).
Nguyen, V. H. et al. Optimization of milling conditions for AISI 4140 steel using an integrated machine learning-multi objective optimization-multi criteria decision making framework. Measurement 242, 115837. https://doi.org/10.1016/j.measurement.2024.115837 (2025).
Sen, B., Hussain, S. A. I., Mia, M., Mandal, U. K. & Mondal, S. P. Selection of an ideal MQL-assisted milling condition: an NSGA-II-coupled TOPSIS approach for improving machinability of Inconel 690. Int. J. Adv. Manuf. Technol. 103, 1811–1829. https://doi.org/10.1007/s00170-019-03620-6 (2019).
Kumar, J. & Verma, R. K. Experimental investigations and multiple criteria optimizations during milling of graphene oxide (GO) doped epoxy/CFRP composites using TOPSIS-AHP hybrid module. FME Transac. 48, 628–635. https://doi.org/10.5937/fme2003628K (2020).
Sun, W. Y., Luo, M., Zhang, Z. & Zhang, D. A multi-criteria decision-making system for selecting cutting parameters in milling process. J. Manuf. Sys. 65, 498–509. https://doi.org/10.1016/j.jmsy.2022.10.008 (2022).
Sur, G., Motorcu, A. R. & Nohutçu, S. Single and multi-objective optimization for cutting force and surface roughness in peripheral milling of Ti6Al4V using fixed and variable helix angle tools. J. Manuf. Processes. 80, 529–545. https://doi.org/10.1016/j.jmapro.2022.06.016 (2022).
Kumar, R., Katyal, P., Kumar, K. & Singh, V. Multi response optimization of end milling process parameters on ZE41A Mg alloy using Taguchi and TOPSIS approach. Mater. Today. Proc. 56, 2497–2504. https://doi.org/10.1016/j.matpr.2021.08.271 (2022).
Patil, A. S., Sunnapwar, V. K., Bhole, K. S. & More, Y. S. Experimental investigation and fuzzy TOPSIS optimisation of Ti6Al4V finish milling. Adv. Mater. Process. Technol. 8, 3706–3729. https://doi.org/10.1080/2374068X.2021.1971002 (2022).
Kamalizadeh, S., Niknam, S. A., Balazinski, M. & Turenne, S. The use of TOPSIS method for multi-objective optimization in milling Ti-MMC. Metals 12, 1796. https://doi.org/10.3390/met12111796 (2022).
Trung, D. D. Multi-criteria decision making under the MARCOS method and the weighting methods: applied to milling, grinding and turning processes. Manuf. Rev. 9, 3. https://doi.org/10.1051/mfreview/2022003 (2022).
C. Devi, S.K. Mahalingam, R. Cep, M. Elangovan, Optimizing end milling parameters for custom 450 stainless steel using ant lion optimization and TOPSIS analysis. Front. Mech. Eng., 10 (2024). https://doi.org/10.3389/fmech.2024.1353544.
Patil, A. S. et al. Effective machining parameter selection through fuzzy AHP-TOPSIS for 3D finish milling of Ti6Al4V. Int. J. Interact. Des. Manuf. https://doi.org/10.1007/s12008-022-00993-z (2022).
S. Guha, T. Banerjee, A. Bandyopadhyay, S. Das, An Investigation on Slab Milling Operation to Find Out Optimum Cutting Parameters. In: Mandal, D.K., Syan, C.S. (eds) CAD/CAM, Robotics and Factories of the Future. Lecture Notes in Mechanical Engineering. Springer, New Delhi. (2016). https://doi.org/10.1007/978-81-322-2740-3_33.
Prakash, K. S., Purusothaman, M. & Sasikumar, M. Fabrication and characterization of metal-high entropy alloy composites. Inter Metalcast 14, 547–555. https://doi.org/10.1007/s40962-019-00383-4 (2020).
Chinababu, M., Rao, E. B. & Sivaprasad, K. Fabrication, microstructure, and mechanical properties of Al-based metal matrix-TiB2 -HEA hybrid composite. J. Alloy. Compd. 947, 169700. https://doi.org/10.1016/j.jallcom.2023.169700 (2023).
Ravi, L. et al. Enhancing mechanical, and tribological properties of aluminum metal matrix composite reinforced with high entropy alloy using friction stir processing. Mater. Chem. Phys. 338, 130614. https://doi.org/10.1016/j.matchemphys.2025.130614 (2025).
Luo, K. et al. Mechanical properties and strengthening mechanism of aluminum matrix composites reinforced by high-entropy alloy particles. Met. Mater. Int. 28, 2811–2821. https://doi.org/10.1007/s12540-021-01159-4 (2022).
Kumar, K. P. et al. Fabrication and characterization of 2024 aluminium – High entropy alloy composites. J. Alloy. Compd. 640, 421–427. https://doi.org/10.1016/j.jallcom.2015.03.093 (2015).
Arivendan, A., Chen, X. & Zhang, Y. F. Assessing the structural, mechanical, and thermal performance of Linum usitatissimum/carbon fiber composites by using novel WASPAS and CRITIC methods. Ind. Crops Prod. https://doi.org/10.1016/j.indcrop.2024.120378 (2025).
Das, S. et al. Optimization of CNC turning parameters of copper–nickel (Cu–Ni) alloy using VIKOR, MOORA and GRA techniques. Int. J. Interact. Des. Manuf. 19, 291–300. https://doi.org/10.1007/s12008-023-01698-7 (2025).
B. Tamang, S. Sharma et al. Comparative Multi-criteria-Decision Making Approach for the Optimization of Abrasive Water Jet Machining Process Parameters Using MABAC. In: A. Kumar, P. Kumar, Y. Liu, (eds) Industry 4.0 Driven Manufacturing Technologies. Springer Series in Advanced Manufacturing. Springer, Cham. (2024) https://doi.org/10.1007/978-3-031-68271-1_6.
Xie, B. & Yuan, H. Enhancing the combined compromise solution method for group decision-making under intuitionistic fuzziness: an application to blended English teaching quality evaluation in vocational colleges. Soft Comput. 29, 1005–1017. https://doi.org/10.1007/s00500-025-10417-1 (2025).
Ž. Stević, D. Pamučar, A. Puška, P. Chatterjee, Measurement of Alternatives and Ranking according to Compromise Solution (MARCOS) Method: A Comprehensive Bibliometric Analysis, Decision Making: Appl. Manage Eng. 7 313–336 (2024) https://doi.org/10.31181/dmame7220241137.
Ali, M. A. et al. Comparison of machine learning algorithms for dynamic performance assessment in complex shapes manufacturing of hybrid particle-reinforced composite. Exp. Sys. Appl. 275, 127022. https://doi.org/10.1016/j.eswa.2025.127022 (2025).
Munitz, A., Meshi, L. & Kaufman, M. J. Heat treatments’ effects on the microstructure and mechanical properties of an equiatomic Al-Cr-Fe-Mn-Ni high entropy alloy. Mater. Sci. Eng. A. 689, 384–394. https://doi.org/10.1016/j.msea.2017.02.072 (2017).
Stepanov, N. D., Shaysultanov, D. G., Chernichenko, R. S., Tikhonovsky, M. A. & Zherebtsov, S. V. Effect of Al on structure and mechanical properties of Fe-Mn-Cr-Ni-Al non-equiatomic high entropy alloys with high Fe content. J. Alloys Compd. 770, 194–203. https://doi.org/10.1016/j.jallcom.2018.08.093 (2019).
Acknowledgements
The authors would like to thank the CRF wings of KIIT University, Bhubaneswar, for utilizing the AFM, Gleeble-TMS, XRD, SEM with EDAX facilities for the analysis of the newly developed materials.
Funding
SD would like to acknowledge the financial support received from the MRB-sponsored project Letter No. SMU/DoR/2025–124, Dt. 04.06.2025.
Author information
Authors and Affiliations
Contributions
Soham Das: Conceptualization, Methodology, Software, Writing, Arijit Bose: Methodology, Gaurav Sapkota: Methodology, Software, Writing Shankar Chakraborty: Writing, Editing, Conceptualization , Ranjan Ghadai: Funding , Conceptualization, Software , Shanta Chakrabarty: Conceptualization , Investigation, Software, Spandan Guha: Writing, Visualization, Investigation, Funding.
Corresponding author
Ethics declarations
Competing of Interests
The authors declare that they have no conflict of interest.
Consent for publication
By copyright transfer rules.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Das, S., Bose, A., Sapkota, G. et al. Development characterization and machinability study of high entropy alloy reinforced aluminium metal matrix composite. Sci Rep 16, 9283 (2026). https://doi.org/10.1038/s41598-026-39772-1
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-39772-1
