
Abstract
This research investigates the need for sustainable, high-performance concrete by blending waste marble dust (MD) with recycled polypropylene fiber (PF) to reduce cement consumption and enhance concrete’s mechanical properties. An extensive experimental Programme was designed: 25 mix designs with varying MD levels (0–20%) and PF dosages (0–1.0%) were performed, and the experimental study was further aided by ML models for predicting and improving concrete properties. Fresh, durability and mechanical properties, with slump, density, compressive strength, flexural strength, split tensile strength, water absorption, permeability, and acid resistance, were measured. The compressive strength increased from 51.62 MPa for the control mix to 57.7 MPa at 10% MD replacement and 1.0% PF addition. However, mixes containing 10% MD with 0.6–0.8% PF exhibited comparable compressive strength while demonstrating better overall performance in terms of strength, durability, and workability. The split tensile strength increased from 3.236 MPa for the control mix (A0) to the maximum value of 4.249 MPa at 10% MD and 0.8% PF, which is an improvement of about 31%, and similarly, the flexural strength increased by 25% (to 5.54 MPa) compared to the conventional mix. Durability showed considerable improvements, with the amount of water absorbed decreasing from 3.42 to 2.84% and a 30% reduction in permeability (from 9.42 × 10–12 to 6.64 × 10–12 m/s). The ANN models yielded R2 values > 0.95 and thus demonstrated high predictive accuracy. One of the novel aspects of this study is the interaction among the integration of waste MD and secondhand PF, machine learning-based prediction and optimization, which enable the precise determination of the optimal mix proportions with respect to strength, durability, and sustainability, surpassing traditional empirical design methodologies.
Similar content being viewed by others

Introduction
The global construction industry faces growing environmental pressures associated with the overconsumption of cement and the resulting waste. Cement production is the main cause of the largest share of carbon dioxide emissions worldwide at about 8%, largely because of limestone calcination and associated energy-intensive processes in clinker production1. To mitigate these effects, research has explored the use of supplementary materials, such as fly ash, silica fume, and marble dust (MD), which can partially replace the cement used to decrease the carbon footprint of concrete2. However, the large-scale use of MD is restricted, despite its high calcium carbonate content and potential as a micro-filler. Previous revisions have demonstrated the use of MD to improve particle packing and enhance early-age strength. However, they found that excessive replacement, starting from 15% onwards, leads to strength loss due to binder dilution and increased water demand3,4. Similarly, workability and segregation related problems limit its effective use; thus, the need evolved for an optimized mix design5,6.
At the same time, the accumulation of non-biodegradable plastic (especially polypropylene) significantly helps the ecological environment. Global PP production exceeds 80 million tonnes per year, representing a significant share of long-term environmental pollution7,8. The reuse of this waste in the form of synthetic fibers in concrete is a sustainable strategy to optimize the mechanical and durability performance. Polypropylene fibres (PF) help control crack propagation, enhance tensile and flexural strength, and improve impact strength by redistributing stress. However, the high fibre content (> 1.0%) has reduced workability, increased air voids, and caused compaction difficulties9. Moreover, the combined effect of MD and PF regarding fresh, mechanical and durability behaviour has been inadequately investigated, and few studies have optimized the interaction of the two in a consolidated perspective2.
Recent progress in machine learning (ML) has eliminated the usage of empirical/trial-based design in concrete mix optimization10,11. Algorithms like ANN, SVR and RF models can encapsulate complex nonlinear relationships between mix parameters (i.e. cement, water-binder ratio, fibre and filler content) and resultant properties (i.e. strength and durability)10,12. By capitalizing on these tools, the current research combines ML-enabled predictive modelling with experimental evaluation of MD (0–20% w/w) and PF (0–1% w/w) combinations, opening the door to optimal proportions for optimal performance and sustainability, and the experimental data-driven route for the development of the next generation of eco-efficient concrete13.
Previous studies on sustainable concrete have separately demonstrated the benefits of MD as a fine filler and of PF as a tensile-strength enhancer. MD, being rich in calcium carbonate, increases the packing density, refines the interfacial (ITZ), while increasing early age compressive strength by partial cement replacements up to approximately 10–15% of cement14,15. However, beyond this limit, excessive MD leads to excessive water demand and binder dilution with consequent reduced strength and durability16,17. Similarly, PF inclusion in the range of 0.4–0.8% by volume has an effective range to bridge cracks and provide improved tensile and flexural strength, also enhances toughness, but when higher dosages are used (greater than 1.0%), fibers tend to agglomerate and cause reduced workability, air voids and poor compaction16,17.
Despite these improvements, in the past, these two waste modifiers have been considered separately with little quantitative optimization of their co-action towards the fresh, mechanical, and durability characteristics. Moreover, machine learning-based prediction/optimization frameworks correlated between MD and PF contents and measured performance parameters have been found to be underexplored in the existing literature set. In the present study a systematic and Integrated Artificial Intelligence (I.A.I) based experimental Programme is developed to determine the combined and synergistic influence of the MD (0%, 5%, 10%, 15%, 20%) and PF (0%, 0.4%, 0.6%, 0.8%, 1.0%) in a comprehensive matrix of mixes designated as; A0–A4, B0–B4, C0–C4, D0–D4 and E0–E4. The investigation involves fresh properties (slump, compaction factor, and fresh density) and hardened properties (mechanical and durability performance). Mechanical evaluation includes compressive, split tensile, and flexural strengths, while durability tests include water absorption, acid resistance, and water permeability. To go beyond normal empirical interpretation, machine learning models, RF, SVR, and ANN are used to forecast and optimize strength and durability results as a function of mix composition. In contrast to previous research efforts that used MD or PF separately and/or relied solely on machine learning for strength estimation, this research presents an integrated experimental-computational framework that leverages both waste materials and advanced machine learning algorithms. This methodology enables the systematic optimization of fresh, mechanical and durability attributes, while simultaneously decreasing the experimental uncertainty and having a lower environmental footprint.
Materials
OPC grade 53, as per IS 12269318, was used as the primary binder. The cement had a specific gravity of 3.15, an initial setting time of 32 min and a final setting time of 210 min. Its Blaine fineness was calculated to be around 320–350 m2 kg, meaning it is a relatively fine particle size, favorable to the hydration kinetics. OPC grade 53 is favored widely for high-strength applications due to its high early reactivity, which helps the formation of calcium siliceous hydride (C–S–H) gel or early age strength of concrete16,19. The mineralogical constitution of the material is mainly comprised of C3S and C2S, both of which are the direct factors in developing strength20. Natural river sand conforming to Zone 2 of IS 383:2016 was used as a fine aggregate. This sand exhibited fineness (2.65) and specific gravity (2.60), indicating a medium gradation and suitability for the fabrication of a dense matrix, such as a mortar prosthesis. The silt content was less than 2% which minimized any interference with the hydration of cement. Well-graded fine aggregates increase workability/cohesion and decrease water demand by increasing the particle-packed density21,22.
Crushed granite, a coarse aggregate with a nominal size of 20 mm, was used in accordance with IS 38323. The aggregate showed a specific gravity of 2.70, a water absorption rate of 0.5–0.8%, and an impact value of less than 22%, indicating good strength and durability. The angular nature of the aggregate helps increase the interlock and load-transfer mechanisms of the hardened concrete matrix24,25. The course/fine aggregate ratio has been set at 60:40, providing adequate compressive resistance while maintaining a workable rheology. MD was gained from the resident marble quarrying industry in Chennai as a waste by-product. This filler effect contributes to densification of the interfacial transition zone (ITZ), the formation of greater amounts of hydration products, and thus to the development of mechanical strength and a reduction in permeability26,27.
The recycled PF had tensile strengths above 400 MPa, moduli of elasticity of 3–5 GPa and negligible water absorption levels. Appropriate fiber dispersion is very important to achieve performance benefits28,29. The physical appearance and features of the constituent materials used in the experimental program are shown in Fig. 1. Potable tap water, free from organic impurities, as per IS 45630 standards, was used for mixing and curing. A high-range water-reducing intermixture based on PCE was used at a dosage of 0.6% of the cement weight. The use of PCE admixtures improves slump retention and reduces bleeding tendency, especially in fibre-reinforced mixes where internal friction is high31,32. The chemical and physical characteristics of the constituent materials used for this education are summarized in Table 1.

Materials used (a) River sand, (b) Coarse aggregates, (c) Cement mortar, (d) Cube.
Methodology
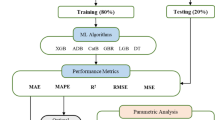
This study uses an integrated experimental and machine Learning-based approach to evaluate and optimize the performance of concrete modified with MD and PF. The methodology includes the formulation of mix designs, preparation of specimens and testing of fresh, mechanical and durability properties, followed by data-driven prediction and optimization using artificial neural network, support vector regression, and random forest models. The general workflow used in this investigation is shown in Fig. 2.

Experimental workflow for AI-integrated evaluation of MD and PF concrete.
The concrete used in this investigation was formulated to meet the M40 grade limit as specified in IS:1026233 and IS:45630. The required mean compressive strength was determined from the standard deviation and the margin of safety. A w/c ratio of 0.40 was used according to durability and strength requirements. Cement replacement was performed using MD at predetermined levels of 0%, 5%, 10%, 15%, and 20%. PF were added at 0.0%, 0.4%, 0.6%, 0.8%, and 1.0% volume. The proportions of the mixtures, identified by the ID number from A0 to E4, and the respective replacement levels of MD and dosages of PF are listed in Table 2. Although cement was partially replaced by MD on a mass basis and fibres were incorporated on a volumetric basis, the aggregate quantity was kept constant, with only minor adjustments to the weight to maintain the concrete mixtures’ volumetric consistency.
The mixing operation was processed using a mechanically operated pan mixer with a 40 L capacity. To achieve uniformity, aggregates and MD were dry-mixed for one minute. Cement was then added, and the mixture was dry mixed again to achieve a uniform powder consistency. Roughly 70% of the mixing water was then added, tracked by a slow addition of PF to avoid fiber clumping—a phenomenon which has been observed in fiber-reinforced composites when fibers are added quickly34,35. The remaining water and superplasticizer were finally added to produce a cohesive and workable mixture. The concrete mixture was visually checked for homogeneity and then transported immediately for mould filling. A summary of all the experimental tests performed during this study, including the specimen details, curing ages, applicable standards, and number of specimens tested, is presented in Table 3.
Concrete specimens were cast in standard moulds for the following tests: 150 mm × 150 mm × 150 mm cubes for compressive strength, 150 mm × 300 mm cylinders for split tensile strength, and 100 mm × 100 mm × 500 mm prisms for flexural strength, all according to the procedures prescribed in IS 516:2021. After the 24-h casting period, the specimens were carefully demolded and submerged in a tank containing potable water of suitable purity for curing. The curing temperature was maintained at 27 ± 2 °C, as per IS45630, to ensure uniform hydration. The specimens were allowed to cure for 7 days to test their early age strength and for 28 days to test their standard strength and durability. Figure 3 illustrates the laboratory test setups employed for compressive and flexural strength testing of MD and PF-reinforced concrete specimens.

Experimental test setups used in the study: (a) Compression testing machine (CTM) for compressive strength testing of concrete specimens, (b) Flexural testing machine used for flexural strength evaluation.
The workability of fresh concrete was determined using the slump cone method as per IS 1199:195936. For conditions which require vibration or external compaction, the compaction factor test was conducted as per IS 1199:195936. The fresh density of concrete was determined in accordance with ASTM C13837 using a calibrated 7-L cylindrical steel density container. Compressive strength was determined in a CTM with a capacity of 2000 kN, in accordance with IS 516:202138. The split-tensile test was performed on cylindrical specimens (150 mm × 300 mm) using the CTM in accordance with ASTM C49639. The flexural strength tests were conducted in accordance with ASTM C78/C78M40, whereas acid resistance was investigated according to the procedure described in ASTM C26742. Water absorption and water permeability were measured in accordance with the standards ASTM C64241 and DIN 104843, respectively, to provide a good assessment of the durability performance of the concrete.
In this study, an experimental database was designed to include five input variables, i.e., MD content (%), fiber dosage (volumetric percentage), water-to-cement ratio (0.40), superplasticizer dosage (0.6% of the binder) and fresh density (kg/m3) and seven target outputs, i.e., slump, compressive strength, split tensile strength, flexural strength, water absorption, acid resistance and permeability. Data normalization was done using a z-score transformation to get the features of equal scale. The artificial neural network was set up as a feed-forward back-propagation network with one hidden layer of 15 neurons and the hyperbolic tangent activation function. Optimization was performed with the Adam optimizer at a learning rate of 0.001, and early stopping was set to 50 epochs. The support vector regression model used a radial basis function kernel, a cost parameter C = 10, and ε = 0.01, the parameters of which were optimized via a grid search. The random forest regression ensemble comprised 100 decision trees, with a maximum depth of 20 and a minimum of 5 samples per leaf. Hyperparameter tuning was performed using tenfold cross-validation, with the objective of minimizing root mean square error. Model performance was assessed using the coefficient of determination (R2), MAE, and RMSE metrics on the hold-out test set.
Results and discussions
Workability characteristics
The workability of the fresh concrete was determined using the slump and compaction factor tests, which provide complementary measures of flowability and packing efficiency. Both tests were consistent reflections of the influence of MD substitution and PF dosage; therefore, they are jointly discussed in this consolidated section. In the absence of PF (0%), the slump values of the control mixes (A0–E0) decreased from 100 mm (A0) to 88 mm (E0) with an upsurge in the MD content from 0 to 20% and thus a progressive reduction of workability with an increase of MD replacement. Upon the inclusion of PF, a more significant reduction in slump was observed across all MD levels. At 0.4% PF, the slump ranged from 92 to 79 mm, whereas at 0.6%, 0.8%, and 1.0% PF, the minimum slump progressively decreased to 71 mm, 63 mm, and 55 mm, respectively. These results conclusively show that both an increase in the content of MD and an increase in the dosage of PF have a negative effect on the flowability of the fresh concrete. The variation in slump with MD and PF content is shown in Fig. 4.

Variation of slump with MD and PF content.
The decrease in slump as the MD content increases can be attributed to the smaller particle size and the increased specific surface area of the MD, which, in turn, increases water demand and decreases the available free water for lubricating the interfaces between aggregate particles15,44. Moreover, the use of PF leads to the formation of a three-dimensional PF network, thereby increasing internal friction, reducing particle mobility and the viscosity of the cement paste, and thereby reducing workability45,46. When both modifiers are used simultaneously, their effects are additive: the dust in the marble absorbs the water added during mixing, while the PF prevents particle rearrangement, producing a stiffer, less workable mix47,48.
Further corroboration of the trends noted in the slump test is provided by the compaction factor result. For the PF free mixes (PF = 0%), the compaction factor slightly increased from 0.92 (A0) to the maximum value of 0.94 (C0) at the 10% MD, indicating better packing of the particles at moderate replacement levels. Beyond this optimum, the compaction factor decreased to 0.90 (D0) and 0.87 (E0) as MD content increased to 15 and 20%, respectively. With PF addition, a systematic decrease in the compaction factor was observed across all MD levels. At 0.4 PF, it varied from 0.91 to 0.85, while with a further increase in PF content, the compaction factor reduced to a minimum of approx. 0.81–0.82 at 1.0% PF. The combination of MD and PF influence on compaction behaviour is shown in Fig. 5.

Compaction factor of concrete mixes with different MD and PF contents.
The results of the compaction factor test for all the different mixes with varying percentages of MD (0, 5, 10, 15, 20%) and PF (0.0, 0.4, 0.6, 0.8, 1.0 vol%) are presented herein. In the absence of PF, a moderate replacement level of 10% MD yielded the highest compaction factor of 0.94. Conversely, the lowest compaction factor of approximately 0.78 occurred when both MD replacement and PF contents reached their maximums of 20% and 1.0%, respectively. At a PF content of 0.4 vol%, the corresponding compaction factors were 0.89, 0.90, 0.91, 0.88, and 0.85 for MD contents ranging from 0 to 20%. Increasing the PF volume to 0.6 vol% resulted in compaction factors of 0.87, 0.88, 0.89, 0.86, and 0.83; at 0.8 vol%, the values were 0.84, 0.85, 0.86, and 0.80; and at 1.0 vol%, the lowest values recorded were 0.82, 0.83, 0.84, and 0.81. These observations show a different trend for each MD level: the compaction factor decreases with increasing PF content. On the other hand, for each amount of PF, the compaction decreases with increasing MD replacement above 10%. The maximum compaction factor of 0.94 was achieved with a moderate MD content of 10% in the absence of PF, whereas the lowest value of 0.78 was detected at the combined extremes of a 1% PF content and 1% MD replacement. Figure 5 illustrates the variation in compaction factor across all mixtures with different MD contents and PF dosages.
Beyond this optimum, additions of MD cause the amount of free water present to dwindle and increase the viscosity of the paste, thus resulting in a fall in the compaction factor27. Chen et al.49 observed that having the replacement of MD exceeding 15% will cause a substantial discount in workability, due to increasing water absorption and a more cohesive paste behaviour. In the present study, this phenomenon is evident in the decrease from C0 (0.94) to E0 (0.87). The effect of fibre addition is equally spectacular. The decrease in compaction factor that occurs as PF increases is chiefly attributed to interlocking between aggregate particles induced by the fibres, which increases internal friction. PF create a network against flow and inhibits the homogeneous settling of particles50. The combined action of MD and PF compounds makes these mechanisms difficult. The filler particles need extra water for lubrication, and the PF prevent the rearrangement of the particles, so the overall effect of these is to reduce the flow and compaction51. Yang et al.48 showed that mixtures containing both fine mineral fillers and polymer fibres have an extremely low ability to compact, compared to single-modifier concretes.
Fresh density
The measured fresh densities of all concrete mixtures with different amounts of MD (0, 5, 10, 15, 20%) and PF (0, 0.4, 0.6, 0.8, 1.0 vol%) are reported. In the control series (PF = 0%), as the MD replacement increased progressively, the density decreased from 2390 kg/m3 (A0) to 2358 kg/m3 (E0). Similar downward trends were found in each fiber-reinforced series. At PF = 0.4% density varied from 2384 kg per meter cubed (A1) to 2351 kg per meter cubed (E1), at PF = 0.6 it varied from 2379 kg per meter cubed (A2) to 2345 kg per meter cubed (E2), at PF = 0.8 from 2372 kg per meter cubed (A3) to 2337 kg per meter cubed (E3), and at PF = 1 The trend of fresh densities for all the concrete mixes tested are revealed in Fig. 6.

Fresh density of concrete mixes containing MD and PF.
The data demonstrate a decrease in fresh density concomitant with an increase in MD content and a decrease in PF volume fraction. The maximum fresh density (2390 kg/m3) was obtained for the control mix (A0) while the minimum value (2329 kg/m3) was obtained with the mix having 20% MD and 1% PF (E4), that is for a reduction of about 2.5%. Such lowering of the fresh density may be attributed to the interaction between the effects of filler substitution, water demand, and fiber inclusion. The spacific gravity of solid constituents as well as the packing configuration of particles is reduced by substituting a fraction of cement with MD. In addition, an increase in MD content reduced bulk density, as reported, indicating that the fine and small particles in the dust increase internal porosity and reduce the mean specific weight of the composite27. The addition of fibers creates a network in the mix which increases the viscosity and hinders the settlement of aggregates, thereby promoting the entrapment of air52. When both modifiers are together, these effects are cumulative. MD is having a tendency to absorb some of the mixing water and thus add to the cohesiveness of the mix, while fibers create more internal friction and prevent proper compaction53. Accordingly, the presence of fine fillers and fibers at the same time produces a powerful combination of fillers and fibers which brings about increased air content and a low density52.
Compressive strength
Within the series of controls (PF = 0%), the compressive strengths ranged from 51.62 MPa (A0) at 0% MD to 45.94 MPa (E0) at 20% MD, decreasing gradually with increasing MD content beyond the optimum value. The introduction of PF slightly increased overall performance with strengths ranging from 52.33 MPa (A1) to 46.57 MPa (E1) at PF = 0.4%, from 54.09 MPa (A2) to 46.91 MPa (E2) at PF = 0.6% and from 53.51 MPa (A3) to 48.43 MPa (E3) at PF = 0.8%. Observations show two different trends: At the beginning, there was a moderate substitution of MD up to 10%, which increased compressive strength compared with the control, reaching a maximum of about 57.7 MPa in the mixture with 10% MD and 1% PF (C4). Conversely, adding more than 10% MD decreased strength, which can be attributed to dilution of the cementitious matrix. Overall, the following strength hierarchy is observed: C > B > A > D > E, affirming the optimality of adding 10% MD, particularly when combined with a moderate PF content of 0.4–0.8%.
The initial strength enhancement of up to 5–10% (w/w) MD can be attributed to filler and nucleation effects. Finely divided marble particles act as micro-fillers, enlightening particle filling density and stimulating secondary hydration through nucleation of calcium-silicate-hydrate (C–S–H) at nucleation sites14,15. Figure 7 presents the compressive strength results for various MD and PF contents in concrete.

Compressive strength variation with MD and PF percentage.
However, above the optimum (> 15% MD), the replacement level exceeds the cement’s capacity to replace the loss of binding material. The low number of reactive phases reduces C–S–H formation, and the excess of fine powder increases water demand, therefore leading to higher porosity and lower compressive strength53. The addition of PF (0.4–0.8%) improved compressive strength as compared to unreinforced mixes. PF help control crack propagation under load and aids in bridging microcracks, thereby increasing energy absorption and improving post-peak behaviour. Moderate amounts of MD led to increased matrix densification and hydration; additionally, the fibres confer crack resistance and load redistribution. However, the contents of either constituent in excess lead to increased porosity and heterogeneity, leading to decreased compressive strength54.
Split tensile strength
The split tensile strength results for all concrete mixes with different percentages of MD and PF are presented. For control series (PF = 0%), tensile strength firstly showed increment behaviour with addition of MD from 3.236 MPa (A0) in 0% MD content to 3.420 MPa (C0) in 10% MD content and then showed downward trend to 3.354 and 3.173 MPa (D0 and E0 respectively) with increase of MD content for PF = 0%. With the addition of fibres, a consistent increase in tensile strength was observed across all mixes. At PF = 0.4% the values ranged between 3.448 MPa (A1) and 3.666 MPa (C1); at PF = 0.6% between 3.771 MPa (A2) and 3.992 MPa (C2); at PF = 0.8% between 4.005 MPa (A3) and 4.249 MPa (C3), and at PF = 1.0% between 3.978 MPa (A4) and 4. The extreme tensile strength of 4.249 MPa was observed for the mix with 10% MD and 0.8% PF (C3), representing an improvement of approximately 31% compared with the control mix (A0).
This shows that the combination of MD and PF has a synergistic effect on tensile strength. However, beyond these optimum proportions, further increases in MD or PF result in only a very marginal decrease, with contributions from loss of cohesion and increased porosity. The tensile strength increment at 5–10% MD can be explained by a micro-filling effect and by a stronger interfacial transition zone (ITZ) formed by the marble’s fine particles. These particles help increase the densification of the matrix and assist in improved transfer of the stress between the cement paste and aggregates55. The effect of MD replacement and PF inclusion on the split tensile strength is shown in Fig. 8.

Split tensile strength of concrete with MD and PF.
At higher MD contents (> 15% by weight), the decrease in tensile strength is mainly due to the dilution effect, in which the replacement of cement in the concrete reduces the availability of hydration products to the cementitious matrix, thereby weakening it. The incorporation of fibres made from plastic significantly improves the split-tensile strength, as the fibres ensure a more even distribution of tensile stresses and slow crack initiation and propagation through mechanical interlock and frictional pull-out mechanisms. Hung56 revealed that fiber addition improves post-crack behaviour of concrete, which showed great improvement in tensile and flexural strength owing to better stress redistribution. The highest enhancements were observed within the 0.6–0.8% PF range; beyond this interval, tensile strength decreases slightly at 1% PF, presumably owing to fiber clustering, inadequate dispersion of fibers, and decreased workability57.
Flexural strength
The flexural strength results for all the MD and PF mixes of the control series (PF = 0%) show an increase in strength due to MD, rising from 4.42 MPa (A0) at 0% MD to 4.72 MPa (C0) at 10% MD, then declining as MD content increased further to 4.60 MPa (D0) and 4.33 MPa (E0). When fibres were added, the strength improved progressively. With PF = 0.4%, the flexural strength ranged from 4.63 to 4.98 MPa (A1, C1), with PF = 0.6% it varied between 4.91 and 5.29 MPa (A2-C2), with PF = 0.8% it reached 5.18 to 5.54 MPa (A3-C3), and the highest of 5.54 MPa was obtained for the mix with 10% MD and 0.8% PF (C3), showing nearly 25% improvement over the control mixture (A0 = 4.42 MPa). This pattern suggests that, when used at moderate levels, MD and fibres work together to enhance flexural performance. However, levels exceeding this optimal range (> 15% MD or 1% PF) lead to diminishing returns.
On similar findings of improving flexural strength, the range of marble powder replacement between 5 and 10%, and the role of densified microstructure and refined pore system in enhancing the transfer of tensile stress in matrix, confirmed that the incorporation of finely ground marble waste is beneficial to enhance the interfacial transition zone (ITZ) quality, which led to enhanced bending resistance58. Beyond the optimum (= 15% or more) MD, flexural strength decreases slightly because of dilution of cementitious compounds. Excess MD substitutes the content of active binder with no adequate amount of pozzolanic reactivity, and causes weaker bonding and higher porosity59. The PF reinforcement significantly improves the flexural performance, thanks to the material’s post-crack behaviour. Fibres bridge cracks which are developing, restrict their growth and increase energy absorption under bending loads60. Figure 9 shows the outcome of MD and PF dosage on the flexural strength of concrete.

Flexural strength of concrete incorporating MD and PF.
At a 1% PF content, a slight reduction in flexural strength was observed, possibly due to fibre agglomeration and reduced workability, leading to incomplete compaction and weak zones in specific areas. The combination of 10% MD and 0.8% PF provides the best flexural response due to the high density and refinement of the matrix formed by the MD, which is combined with the crack-bridging and stress-sharing capacity of the fibers58. The result is a ductile composite with enhanced post-peak load-bearing capability and higher fracture energy.
Water absorption test
For the control series (PF = 0%), the absorption values were 3.42%, 3.31%, 3.12%, 3.35%, and 3.61% at 0%, 5%, 10%, 15%, and 20% MD, respectively. The trend indicates that water absorption decreases with increasing MD content up to 10%, while higher levels cause a slight increase. The incorporation of PF consistently decreases water absorption, and this trend persists up to 0.6% PF; thereafter, the values increase slightly. At 0.4% PF, the absorption value ranged from 3.48 to 2.98% (A1-C1), whereas at 0.6% PF, the observed values further decreased to 3.55 to 2.84% (A2-C2), the lowest among all the mixtures. Overall, the data shows that the amount of water absorbed reduces with the addition of MD and fibres up to the optimal values of 10% MD and 0.6% PF, after which there is a slight increase. The lowest registered water absorption of 2.84% was obtained with a mixture containing 10% MD and 0.6% PF (C2), representing an improvement of approximately 17% compared with the control mixture (A0, 3.42%). The initial reduction in water absorption up to 10% MD is mainly due to the micro-filling effect of finely divided marble particles. These particles fill micro-voids within the cement matrix, filtering the pore structure and reducing capillary porosity. MD concrete demonstrated reductions in sorptivity and water absorption owing to pore refinement and improved particle packing. The variation of water absorption as a function of MD and PF contents is illustrated in Fig. 10.

Water absorption characteristics of MD–PF concrete.
The addition of PF further improved the water resistance of concrete, reaching a maximum at 0.6 PF. Fibres limit the development of microcracks during drying shrinkage and mechanical loading, thereby reducing capillary pore connectivity and facilitating water ingress. Cai60 demonstrated that polymer fibres greatly enhance water permeability and sorptivity in fiber-reinforced concrete, primarily through crack control and preservation of matrix integrity. MD minimizes the void volume by filler action, and fibres bridge microcracks and limit the development of continuous capillary ways61. The synergistic effect is apparent in the mix with 10% MD and 0.6% PF (C2), which had the lowest water absorption and therefore the best durability.
Acid attack resistance
The obtained residual compressive strength after exposure to a 5% H2SO4 solution is, in turn, used as a proxy for the relative durability of the mixes to acid attack. For the control series (PF = 0%), the retained compressive strengths of the materials after exposure were 3.82, 3.48, 3.21, 3.52, and 3.91 MPa, respectively, for MD contents ranging from 0 to 20%. The lowest acid resistance of 3.21 MPa was observed at 10% MD, whereas 0% and 20% MD showed increased residual strength, due to the lower replacement effect. The decrease in compressive strength after acid exposure was most pronounced in unreinforced, high MD mixes, which showed reductions of 25–30% compared to non-exposed specimens. The variation of acid attack as a function of MD and PF contents is illustrated in Fig. 11.

Residual compressive strength of concrete with MD and PF after acid attack.
The use of PF in the incorporation provides better resistance to attack by acids through crack bridging and pore interruption mechanisms60. PF retard the spread of microcracks and limits the ingress of acidic solutions, and thus regulates the rate of chemical deterioration. Cai et al.60 showed that the polymer fibers have an acid durability-enhancing ability by reinforcing the matrix integrity and restricting the diffusion of aggressive ions. The simultaneous presence of MD and fibres promotes a competitive mechanism: MD increases chemical susceptibility due to its carbonate content, while fibres counteract this by physically limiting crack growth and acid infiltration. At optimal proportions of 10% MD and 0.6% PF, both densification and crack control are achieved within the matrix, offering a compromise between moderate acid resistance and reduced surface degradation. This observation supports the results reported by Rahman et al.62, who reported that the introduction of polymer fibres in blended cement composites significantly improved resistance to acid-induced mass loss.
Permeability test
The permeability test was conducted after 28 days of curing to assess the effects of MD and PF inclusion on the concrete’s water permeability. In the control series (PF = 0% MD) the permeability values were 9.42 × 10–12 m/s (0% MD), 8.88 × 10–12 m/s (5% MD), 7.41 × 10–12 m/s (10% MD), 8.03 × 10–12 m/s (15% MD) and 8.71 × 10 A significant reduction of the permeability was found up to 10% MD, with a minimum value of 7.41 × 10–12 m/s, followed by a slight increase at higher contents of MD. Comparable trends were observed across the entire fiber-reinforced series. The lowest permeability (6.64 × 10–12 m/s) was observed for the blend containing 10% MD and 0.6% PF (C2), corresponding to an approx. 30% decrease from the control mix (A0 = 9.42 × 10–12 m/s). The observed reduction in permeability (as high as 10% by weight of MD) can be attributed to the micro-filling effect provided by this material63. Small marble particles fill the voids of the cement matrix, reducing pore connectivity and refining the microstructure. According to Hanafi59, the Addition of non-reactive filler materials in larger proportions, for example, MD, reduces cement hydration, thereby increasing the porosity and fluid transportation. The permeability behaviour of MD–PF concrete mixes is depicted in Fig. 12.

Permeability characteristics of concrete incorporating MD and PF.
The observed decrease in permeability, up to 10% by mass of MD, may be attributed to the micro-filling effect of this material. The fine particles of marble fill the voids in the cement matrix, thereby reducing the connectivity between pores, refining the microstructure64. Hanafi59 further noted that when MD is used, the effective distribution of pore sizes is reduced, and water migration in the concrete matrix is hindered. However, the replacement proportion exceeds 10%, resulting in increased permeability due to intermixing of the cementitious phase and additional micro-voids from insufficient binder content58. The combination of MD and PF has a positive synergistic effect up to an optimum limit. MD improves matrix densification, while fibres increase resistance to microcrack propagation. Together, they create a composite of a refined pore network with diminished transport properties58. As reported by Lin65, the combination of fine mineral fillers with polymer fibres creates a mechanism of multi-scale barrier, reducing the permeability and diffusivity of aggressive ions. In terms of durability, reduced permeability is directly linked to better performance in resisting chloride ingress, carbonation, and acid attack. While improvements in mechanical and durability properties are attributed to matrix densification, pore refinement, and interfacial transition zone improvement, it is necessary to mention that these conclusions are based on macroscopic performance trends and supported by currently available literature, because no microstructural characterization was conducted in the present study.
Machine learning results and discussion
An experimental data set containing 25 mix combinations (A0-E4) was used to build and validate the ML models described in Table 2. The numerical results related to the model’s performance and subsequent analysis are presented in this section. The main aim was to assess the accuracy of ML algorithms such as ANN, SVR, and RFR in predicting and understanding the mechanical and durability properties of MD- and PF-modified concrete.
Model performance evaluation
The predictive power of all three models was quantitatively evaluated using the R2 and the RMSE. Quantitative evaluations were performed for the test dataset. The ANN model achieved the highest accuracy among all target parameters, with R2 values ranging from 0.953 to 0.976 for tensile and flexural strengths, and from 0.935 to 0.954 for water absorption and permeability. The RFR model had similar performance (R2 = 0.942–0.965) and slightly better interpretability, while the SVR model had slightly lower performance (R2 ≈ 0.91–0.93) but still good generalization when the data was limited. The computed RMSE values for the ANN were 0.89–1.12 MPa for compressive strength and 0.018–0.026% for water absorption, indicating a high degree of correspondence with the experimental values. The strong linear agreement between the predicted and experimental compressive strength values is clearly illustrated in Fig. 13, which confirms the high predictive capability of the ANN and RFR models used in this study.

Predicted versus experimental compressive strength.
The better performance of the ANN model is consistent with previous studies that found deep learning architectures to be the most successful at capturing the nonlinear and interactive relationships between concrete constituents and their performance. Similarly, ensemble models such as Random Forest Regressor (RFR) have been documented to produce robust and interpretable predictions for concretes derived from recycled or waste materials. The statistical validation confirms that the ANN and RFR approaches are suitable for accurately predicting the durability and mechanical responses of interest in industrial waste-based concrete.
Feature importance and variable influence
The feature-importance analysis based on the random forest regression (RFR) model provided a quantitative measure of each input parameter’s contribution to the model’s predicted output. The marble-dust content was found to be the most significant parameter, contributing around 41% of the variance in the prediction, followed by PF volume (33%), fresh density (14%), water-cement ratio (7%), and superplasticizer dosage (5%).
Partial dependency plots showed that there was a nonlinearity in the behaviour of the compressive strength versus MD content with increases up to around 10% replacement, which yields higher performance resulting from the positive effects of particle packing and micro filler addition, whilst diminishing for values greater than 15% due to cementitious reactivity reduction. Similarly, fibre volume fractions ranging between 0.4 and 0.8% resulted in optimal tensile and flexural reinforcement. An increase in fibre content (> 1.0%) resulted in diminishing returns due to fiber agglomeration and compaction difficulties.
These computational insights are in good agreement with the physical mechanisms observed during experimental testing and align with similar machine learning results in the more recent literature on fibre-reinforced and waste-based concretes. The model thereby reproduces physically interpretable material behaviour patterns and validates its use for predictive purposes, specifically for mix design. The comparative involvement of each input variable in the predicted compressive strength, as computed through RFR-based feature importance analysis, is presented in Fig. 14, highlighting the dominant role of marble-dust content followed by fiber dosage.

Feature importance and variable influence.
Optimization outcomes
The combination of the trained ANN and RFR models within a framework of a multi-objective genetic algorithm (MOGA) helped to optimize multiple performance objectives simultaneously. The optimization aimed at the maximization of compressive and flexural strengths and reduction of water absorption and permeability, subject to given constraints of workability and costs. The algorithm converged to an optimal composition of approximately 10% marble-dust replacement and 0.6% PF addition, which was close to the experimentally determined optimal composition identified from the combined mechanical performance results. The anticipated performance indices for the optimized mixture are as follows: compressive strength of 46.3 MPa, split tensile strength of 4.21 MPa, flexural strength of 6.45 MPa, water absorption rate of 1.72%, and chloride permeability of 807 Coulombs.
The close agreement between optimized and experimental results validates the model’s generalization within and beyond the range tested. As manifested in Fig. 15, a reliable methodology has also been demonstrated through the use of artificial intelligence-based optimization methodologies in sustainable concrete design, thus leading the way towards achieving an appropriate balance between strength, durability and environmental objectives. Accordingly, the use of machine learning algorithms not only improves the efficiency of predictive algorithms but also supports intelligent decision-making in the design of eco-efficient materials.

Pareto front for water absorption versus compressive strength.
Model interpretability and cross-verification
To provide transparency into predictive performance, the trained models were subjected to additional analysis using the Shapley Additive Explanations (SHAP) method. The SHAP dependence plots shown in Fig. 16 show that a material defect (MD) of no more than 10% has a positive contribution to the overall strength, while an MD of more than 15% gives detrimental effects.

SHAP summary plot showing global feature influence on strength prediction.
The PF variable showed a positive SHAP value of up to 0.8%, indicating its contribution to reinforcement and crack-bridging processes. The correlation between the SHAP visualizations and the physical observations was used to prove the fidelity of the model to the true material phenomena. A similar SHAP-based interpretation has been recently used to explain interpretability in the field of AI-assisted concrete research. The interpretability assessment helps establish confidence in machine learning-driven predictions, making them better suited for engineering applications where explainability is crucial for correct decision-making.
Implications and future perspectives
The results verify that the combination of machine learning is a powerful predictive and optimization framework capable of complementing the traditional experimental approaches. By using a finite set of experimental data, the trained models can provide forecasts of key performance characteristics with a high degree of accuracy, thereby reducing laboratory workload and establishing a sustainable mix design. This data-driven approach facilitates the efficient utilization of resources, reduces environmental impact and is in line with the circular economy’s objectives in the intelligent reuse of waste. Future work can be conducted to increase the size of the datasets by including more variables (e.g., curing temperature and admixture type), as well as utilizing hybrid deep learning models to enhance predictive robustness.
Conclusion
The following conclusions are drawn from the experimental and ML-based investigation of MD and PF modified concrete:
-
1.
The combined incorporation of MD and PF has a great outcome on the fresh, durability and mechanical properties of concrete. Workability decreases as MD and PF contents increase due to increased surface area and internal friction, but acceptable workability was maintained up to 10% MD and 0.6% PF.
-
2.
Moderate replacement of cement with MD produced an improvement in strength performance due to the micro-filler and packing effect. The optimum MD content was found to be 10%; beyond this, the strength decreased due to the consequent dilution of the binder.
-
3.
The use of PF improved the resistance to cracking and tensile performance. The split tensile strength increased from 3.236 MPa in the control mix (A0) to a maximum of 4.249 MPa at 10% MD and 0.8% PF, an increase of about 31%.
-
4.
The compressive strength increased from 51.62 MPa to a maximum of 57.7 MPa for the mixture of 10% MD and 1.0% PF, while the flexural strength increased by about 25% and reached 5.54 MPa at 10% MD and 0.8% PF.
-
5.
The durability performance improved at the optimal replacement levels, as evidenced by reduced water absorption and permeability, indicating a denser microstructure and enhanced resistance to fluid penetration. Water absorption decreased from 3.42 to 2.84%, and water permeability decreased by about 30%, from 9.42 × 10–12 m/s to 6.64 × 10–12 m/s, indicating a refined pore structure and increased resistance to fluid penetration.
-
6.
Machine learning models, ANN, SVR, and RF, obtained high accuracy values in the prediction of strength and durability properties; the ANN model showed an R2 value of more than 0.95, and proved the validity of AI-based prediction in sustainable concrete mix optimization.
-
7.
Based on a full evaluation of strength, durability and workability, the best mix was found to consist of 10% of MD, and between 0.6 and 0.8% of PF. Although a PF content of 1.0% yielded the highest compressive strength, it did not result in commensurate improvements in other performance indicators. Although mechanistic interpretations are supported by macroscopic performance trends and literature, direct microstructural characterization was not conducted. Future research will focus on SEM-based and related microstructural analyses to further validate the observed performance enhancements.
-
8.
Future investigations may take structured approaches of Design of Experiments (e.g. Response Surface Methodology (RSM)) to systematically study interaction effects of MD and PF content, which reduces the number of experimental runs while increasing statistical robustness. The combination of RSM with machine-learning frameworks could further enhance the efficiency of optimization and predictability.
Data availability
All data generated or analysed during this study are included in this published article.
References
Ige, O. E., Olanrewaju, O. A., Duffy, K. J. & Obiora, C. A review of the effectiveness of life cycle assessment for gauging environmental impacts from cement production. J. Clean. Prod. 324, 129213 (2021).
Adesina, A. Recent advances in the concrete industry to reduce its carbon dioxide emissions. Environ. Challenges 1, 100004 (2020).
Quercia, G., Hüsken, G. & Brouwers, H. J. H. Water demand of amorphous nano silica and its impact on the workability of cement paste. Cem. Concr. Res. 42(2), 344–357 (2012).
Rissanen, J., Ohenoja, K., Kinnunen, P., Romagnoli, M. & Illikainen, M. Milling of peat-wood fly ash: Effect on water demand of mortar and rheology of cement paste. Constr. Build. Mater. 180, 143–153 (2018).
Shobeiri, V., Bennett, B., Xie, T. & Visintin, P. Mix design optimization of concrete containing fly ash and slag for global warming potential and cost reduction. Case Stud. Constr. Mater. 18, e01832 (2023).
Shin, H. O., Yoo, D. Y., Lee, J. H., Lee, S. H. & Yoon, Y. S. Optimized mix design for 180 MPa ultra-high-strength concrete. J. Mater. Res. Technol. 8(5), 4182–4197 (2019).
Chen, C., Habert, G., Bouzidi, Y. & Jullien, A. Environmental impact of cement production: Detail of the different processes and cement plant variability evaluation. J. Clean. Prod. 18(5), 478–485 (2010).
Mohamad, N., Muthusamy, K., Embong, R., Kusbiantoro, A. & Hashim, M. H. Environmental impact of cement production and solutions: A review. Mater. Today Proc. 48, 741–746 (2022).
Dhir, R. K., de Brito, J., Silva, R. V. & Lye, C. Q. 12-use of recycled aggregates in road pavement applications. In Sustainable Construction Materials (eds Dhir, R. K. et al.) 451–494 (Woodhead Publishing, 2019).
Zheng, W. et al. Optimization of concrete mix design based on three-level separation distance of particles. J. Build. Eng. 70, 106479 (2023).
Bourchy, A. et al. Optimization of concrete mix design to account for strength and hydration heat in massive concrete structures. Cem. Concr. Compos. 103, 233–241 (2019).
Abunassar, N. & Alas, M. Optimization of strength and durability properties of rubberized concrete mixtures containing silica fume using Taguchi method. Constr. Build. Mater. 468, 140455 (2025).
Environment, U. N., Scrivener, K. L., John, V. M., & Gartner, E. M. Eco-efficient cements: Potential economically viable solutions for a low-CO2 cement-based materials industry. Cement Concrete Res. 114, 2–26 (2018).
Prakash, B., Saravanan, T. J., Kabeer, K. S. A. & Bisht, K. Exploring the potential of waste marble powder as a sustainable substitute to cement in cement-based composites: A review. Constr. Build. Mater. 401, 132887 (2023).
Kabbo, M. K. I. et al. Experimental assessment and machine learning quantification of structural eco-cellular lightweight concrete incorporating waste marble powder and silica fume. J. Build. Eng. 105, 112557 (2025).
Ahmad, J. & Zhou, Z. Mechanical performance of waste marble based self compacting concrete reinforced with steel fiber (part Ⅰ). J. Build. Eng. 78, 107574 (2023).
Siddique, S., Jang, J. G. & Gupta, T. Developing marble slurry as supplementary cementitious material through calcination: Strength and microstructure study. Constr. Build. Mater. 293, 123474 (2021).
IS 12269. Ordinary Portland Cement, 53 Grade—Specification (Bureau of Indian Standards. Delhi, 2013).
Cardoza, A. & Colorado, H. A. Alkaline activation of brick waste with partial addition of ordinary Portland cement (OPC) for reducing brick industry pollution and developing a feasible and competitive construction material. Open Ceram. 18, 100569 (2024).
George, E. S., Hari, R. & Madhavan, M. K. Performance assessment of blended self-compacting concrete with ferrochrome slag as fine aggregate using functional ANOVA. J. Build. Eng. 89, 109390 (2024).
Zhao, H., Sun, W., Jin, C., Wu, X. & Gao, B. Effectiveness of fine aggregate particle size distribution on the properties and the sustainable of self-consolidating concrete (SCC). Phys. Chem. Earth. Part A/B/C https://doi.org/10.1016/j.pce.2025.104024 (2025).
Gao, F., Ge, Z., Yuan, H., Zhang, H. & Zhang, H. Influence of aggregate characteristics on workability and rheology of self-compacting concrete. Case Stud. Constr. Mater. 22, e04595 (2025).
IS 383. Specification for Coarse and Fine Aggregates from Natural Sources for Concrete (Bureau of Indian Standards. Delhi, 2016).
Caronge, M. A. et al. Sustainable concrete for a circular economy: Integrating seawater and ferronickel slag as alternative materials. Results Eng. 164https://doi.org/10.1016/j.rineng.2025.105504 (2025).
Chen, J., Jia, J. & Zhu, M. Research and application of aggregate interlocking concrete: A review. J. Clean. Prod. 449, 141746 (2024).
Wang, D., Sas, G., & Das, O. Concrete with sustainable fillers at elevated temperatures: A review. Cement Concrete Compos. 106232 (2025).
Amjad, H., Ahmad, F. & Qureshi, M. I. Enhanced mechanical and durability resilience of plastic aggregate concrete modified with nano-iron oxide and sisal fiber reinforcement. Constr. Build. Mater. 401, 132911 (2023).
Zhang, W., Liu, D., Cao, K. & Tang, Y. Mechanical properties and pore structure multifractal characterization of low-cost engineered cementitious composites. Case Stud. Constr. Mater. https://doi.org/10.1016/j.cscm.2025.e05315 (2025).
Ahmed, R., Manik, K. H., Nath, A., Shohag, J. R., Mim, J. J., & Hossain, N. Recent advances in sustainable natural fiber composites: Environmental benefits, applications, and future prospects. Mater. Today Sustain. 101220 (2025).
IS 456. Plain And Reinforced Concrete - Code of Practice, Bureau of Indian Standards. Delhi. (2000).
Ghazy, M. F., El Said, A. M., Abd Elaty, M. & Al Rwashdeh, A. A. A comprehensive review of limestone calcined clay cement (LC3): Environmental and properties benefits, challenges, opportunities, and future directions. Results Eng. https://doi.org/10.1016/j.rineng.2025.108319 (2025).
Chen, Z., Qiao, J., Yang, X., Sun, Y. & Sun, D. A review of grouting materials for pouring semi-flexible pavement: Materials, design and performance. Constr. Build. Mater. 379, 131235 (2023).
IS 10262. Concrete Mix Proportioning- Guidelines, Second Revision (Bureau of Indian Standards. Delhi, 2019).
Pour, M. B. From experimental studies to predictive machine learning modelling: Polypropylene fibre reinforced concrete. Results Mater. https://doi.org/10.1016/j.rinma.2025.100777 (2025).
Islam, S. U., & Waseem, S. A. An experimental study on mechanical and fracture characteristics of hybrid fibre reinforced concrete. In Structures 107053, Vol. 68 (Elsevier, 2024).
IS 1199. Methods of Sampling and Analysis of Concrete 108 (Bureau of Indian Standards. Delhi, 1959).
ASTM C138. Standard test method for density (Unit Weight), yield, and air content (gravimetric) of concrete. In Annual Book of ASTM Standards Vol. 04.02, (ASTM International, West Conshohocken, PA, 2001).
IS 516 (Part 1/Sec 1). Hardened Concrete - Methods of Test, First Revision. Bureau of Indian Standards. Delhi. (2021).
ASTM Standard C496. Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. (ASTM International, West Conshohocken, PA, U.S.A., 2002).
ASTM C78. Standard Test Method for Flexural Strength of Concrete Using Simple Beam with Third-Point Loading, Philadelphia, PA, USA. (2002).
ASTM C642-97. Standard Test Method for Density, Absorption, and Voids in Hardened Concrete. (ASTM International, 2022).
ASTM C267-01. Standard Test Methods for Chemical Resistance of Mortars, Grouts, and Monolithic Surfacings and Polymer Concretes. (ASTM International, West Conshohocken, PA, 2005).
DIN 1048 (Part 5). Testing Concrete: Testing of Hardened Concrete Specimens Prepared in a Mould. 401 (Deutsches Institut fur Normung, Germany, 1991).
Evram, A., Akçaoğlu, T., Ramyar, K. & Çubukçuoğlu, B. Effects of waste electronic plastic and marble dust on hardened properties of high strength concrete. Constr. Build. Mater. 263, 120928 (2020).
Chajec, A. et al. Beyond filler effects: The role of mechanical activation in transforming quarry waste into functional cementitious components. Constr. Build. Mater. 490, 142637 (2025).
Kechagia, P. et al. Waste marble dust and recycled glass valorization in the production of ternary blended cements. Sci. Total Environ. 761, 143224 (2021).
Mo, J. et al. Mechanical properties and damping capacity of polypropylene fiber reinforced concrete modified by rubber powder. Constr. Build. Mater. 242, 118111 (2020).
Yang, T., Gong, L., Jin, C., Qin, J., Dang, D., & Cui, X. Study on the pore characteristics and ITZ properties of recycled aggregate concrete by desert sand subjecting to salt freeze-thaw environments. J. Build. Eng. 112918 (2025).
Chen, B. et al. High performance inorganic fullerene cage WS2 enhanced cement. Constr. Build. Mater. 404, 133305 (2023).
Pi, Z. et al. The reinforcement mechanism of basalt and polypropylene fibers on the strength, toughness and crack resistance of tailing mortar. Constr. Build. Mater. 419, 135531 (2024).
Ding, X. et al. Prediction of the complete flexural load–deflection curve of self-compacting concrete reinforced with hook-end steel fiber. Constr. Build. Mater. 409, 134003 (2023).
Menaka, K., & Bhuvaneshwari, M. Response surface optimization of palm oil fuel ash concrete reinforced with Kenaf fibers. Case Stud. Constr. Mater. e05331 (2025).
Chajec, A. et al. Beyond filler effects: The role of mechanical activation in transforming quarry waste into functional cementitious components. Constr. Build. Mater. 490, 142637 (2025).
Liang, Q., Lan, H., Zhou, Y., Li, B., Liu, S., & Bao, H. Reverse size effect on unconfined compressive strength of red-bed rocks using micro-CT technique. J. Rock Mech. Geotech. Eng. (2025).
Zong, S. et al. Research on the influence of particle size distribution of high-quality recycled coarse aggregates on the mechanical properties of recycled concrete. Constr. Build. Mater. 465, 140253 (2025).
Hiew, S. Y. et al. A unified tensile constitutive model for mono/hybrid fibre-reinforced ultra-high-performance concrete (UHPC). Cem. Concr. Compos. 150, 105553 (2024).
Kudva, L., Nayak, G., Shetty, K. K. & Hk, S. Assessment of flexural response of RC beams and unrestrained shrinkage of fiber-reinforced high-volume fly ash-based no-aggregate concrete and self-compacting concrete. Constr. Build. Mater. 431, 136527 (2024).
Althoey, F., Ansari, W. S., Sufian, M. & Deifalla, A. F. Advancements in low-carbon concrete as a construction material for the sustainable built environment. Dev. Built Environ. 16, 100284 (2023).
Hanafi, M., Javed, I. & Ekinci, A. Evaluating the strength, durability and porosity characteristics of alluvial clay stabilized with marble dust as a sustainable binder. Results Eng. 25, 103978 (2025).
Cai, B. et al. Study on fracture characteristics of steel fiber reinforced manufactured sand concrete using DIC technique. Case Stud. Constr. Mater. 20, e03200 (2024).
Tayyab, S., Ferdous, W., Lokuge, W., Siddique, R. & Manalo, A. Biochar in cementitious composites: A comprehensive review of properties, compatibility, and prospect of use in sustainable geopolymer concrete. Resour. Conserv. Recycl. Adv. 25, 200242 (2025).
Rahman, M. M., Maniruzzaman, M. & Yeasmin, M. S. A state-of-the-art review focusing on the significant techniques for naturally available fibers as reinforcement in sustainable bio-composites: Extraction, processing, purification, modification, as well as characterization study. Results Eng. 20, 101511 (2023).
Zada, U. et al. Recent advances in expansive soil stabilization using admixtures: Current challenges and opportunities. Case Stud. Constr. Mater. 18, e01985 (2023).
Dobiszewska, M. et al. Utilization of rock dust as cement replacement in cement composites: An alternative approach to sustainable mortar and concrete productions. J. Build. Eng. 69, 106180 (2023).
Lin, X. et al. A comprehensive review on self-healing cementitious composites with crystalline admixtures: Design, performance and application. Constr. Build. Mater. 409, 134108 (2023).
Acknowledgements
The authors gratefully thank the authors’ respective institutions for their strong support of this study.
Author information
Authors and Affiliations
Contributions
Ayinala Naga Sai: Formal analysis, investigation, writing—original draft. M. Sakthivel: Data curation, formal analysis, investigation, writing—original draft. J. Rajprasad: Conceptualization, data curation, formal analysis, investigation, writing—original draft. G. K. Arunvivek: Project administration, Writing—original draft, writing—review and editing. Pramod Kumar: Project administration, writing—original draft, writing—review and editing. R. Dharmaraj: Writing—review & editing. Regasa Yadeta Sembeta: Writing—original draft, writing—review and editing.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Ethical approval
This study did not involve human participants or animals; no ethical approval was required. All research procedures adhered to relevant ethical guidelines and best practices for non-human and non-animal research.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Sai, A.N., Sakthivel, M., Arunvivek, G.K. et al. Mechanical and durability assessment of marble dust–fiber concrete supported by ML prediction. Sci Rep 16, 10106 (2026). https://doi.org/10.1038/s41598-026-40874-z
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-40874-z
