
Abstract
To address critical challenges (unstable muck discharge, high blowout risk, and severe local wear) of Earth Pressure Balance (EPB) shield screw conveyors in water-rich sandy-cobble strata—where traditional single-phase simulations (pure Computational Fluid Dynamics [CFD] or Discrete Element Method [DEM]) fail to capture the intricate coupling between discrete cobbles and groundwater—a bidirectional CFD-DEM fluid-solid coupling model was developed, with the Beijing Metro New Airport Line project as the engineering prototype. Following the model development, numerical simulations were conducted under controlled earth pressure (504 kPa) and varied water-soil pressure ratios. Observations indicated that muck discharge remained stable when the water-soil pressure ratio ranged from 0.24 to 0.48; exceeding the critical threshold of 0.56 induced particle segregation and blowout, with the initial signal being reduced filling rate rather than immediate discharge surge, and dry muck efficiency dropping to only 22.4% of the theoretical value. An 80% reduction in total pressure was found to occur at the interface between the excavation chamber and screw conveyor within 80 seconds. Additionally, the screw conveyor exhibited a distinct “dual-peak, three-stage” wear distribution: an impact wear peak at the 0 m inlet and a frictional wear peak at 8.625 m. This is fundamentally distinct from traditional single-peak models, which fail to account for the differential impacts of particle kinetic energy attenuation and stage-dependent wear mechanisms throughout the conveyance process. Subsequently, a comprehensive analysis of flow field characteristics, particle kinematics, and wear mechanisms was carried out. Finally, further discussion was conducted pertaining to the engineering implications of the findings, providing direct technical support for the optimized design of screw conveyors (e.g., targeted structural reinforcement at key wear zones), the development of stratified anti-wear measures, and the configuration of a precise blowout early warning system with the critical water-soil pressure ratio (0.56) as the core monitoring indicator.
Similar content being viewed by others
Introduction
With the accelerated urbanization and continuous expansion of underground space development in China, shield tunneling technology has become a core construction method for major infrastructure projects such as urban rail transit and cross-river/sea passages1. Compared to conventional drilling and blasting methods, shield tunneling exhibits significant advantages in constructing urban subways under complex geological conditions, which includes full-face mechanized excavation, high construction efficiency, and controllable environmental impact. This makes it the preferred technical solution for such projects2. However, these advantages are severely constrained in water-rich sandy-cobble strata, a typical high-risk geological setting characterized by high groundwater levels, large cobble/gravel particle sizes (up to 100 mm), and poor particle gradation. In this stratum, shield tunneling faces prominent engineering challenges: difficult spoil conditioning due to uneven particle sizes, excavation face instability caused by groundwater seepage, and blowout risks triggered by particle segregation. All these issues impose strict requirements on shield machine performance and construction control techniques3,4. The Beijing Metro New Airport Line project, a representative case, traverses this type of stratum; during construction, particle segregation and blowouts frequently occurred, directly threatening the safety and efficiency of tunneling operations5. Similarly, Zhang et al.6 conducted research based on a large number of excavation rings of Chengdu Metro Line 7 in this stratum, defining practical construction parameter limits to provide targeted guidance for screw conveyor discharge control.
As the mainstream shield type for metro tunnel engineering, the Earth Pressure Balance (EPB) shield maintains dynamic excavation face pressure balance and achieves continuous spoil discharge through the coordinated operation of three core systems: the cutterhead cutting system, the thrust system, and the screw conveyor7. Its core working principle relies on the precise control of the screw conveyor’s rotation speed and discharge volume. These two parameters directly stabilize the pressure in the excavation chamber, thereby preventing engineering accidents such as surface settlement or face collapse caused by pressure imbalance8,9. Notably, for water-rich sandy-cobble strata, the screw conveyor’s role becomes even more critical. It not only needs to transport spoil efficiently but also resist wear from large cobbles and prevent blowouts induced by groundwater seepage. However, the stratum’s characteristics (large particle size, poor gradation, high permeability) easily lead to reduced discharge efficiency (due to particle blockage), compromised sealing performance (due to groundwater seepage), and accelerated local wear (due to particle impact and friction) of the screw conveyor5. From the perspective of domestic metro construction practice, spoil conditioning and blowout prevention have become critical technical priorities requiring urgent solutions for EPB shield tunneling in such strata10,11,12. Optimizing screw conveyor design to enhance discharge stability, control blowout risks, and extend equipment service life has thus emerged as a key technological bottleneck restricting the efficient application of EPB shields.
As the core component of the EPB shield, the screw conveyor undertakes the critical function of transporting spoil from the excavation chamber to the shield rear. Its structural parameters (pitch, blade inclination angle, inlet cross-sectional area) and operational parameters (rotation speed, torque) directly affect the efficacy of face pressure balance and construction safety. To address the specific requirements of water-rich sandy-cobble strata, domestic and international scholars have conducted systematic research, which can be organized into four thematic directions to clarify the technical context and research gaps:
Regarding spoil conditioning technology (a foundational support for stable discharge), Jiang et al.13 integrated laboratory tests with field monitoring to establish correlations between slump, permeability coefficient, and earth pressure transmission coefficient for various conditioned spoils. This work laid a fundamental data foundation for optimizing conditioning parameters. However, their research primarily focused on conventional sandy strata and targeted optimization for water-rich sandy-cobble strata—with distinct features of large particle sizes and high seepage—remains inadequate.
For blowout risk control (a core safety concern in the stratum), Zheng et al.14 developed an analytical framework based on the Ergun equation to explore the influence of turbulent groundwater flow on the blowout process. They also designed a simplified model-driven blowout prediction method. While this framework laid a theoretical foundation for blowout analysis, it ignored the dynamic interaction between discrete cobbles and groundwater, limiting its accuracy in practical engineering applications involving water-rich sandy-cobble strata.
In terms of numerical simulation methods (a key tool for screw conveyor optimization), scholars have gradually advanced from single-phase models to coupled simulations. Talebi et al.15 used Computational Fluid Dynamics (CFD) to simulate the rheological behavior of spoil in the screw conveyor, with the relative error between simulated and measured torque values only 0.1%–6.2%. This validated the reliability of numerical simulation for equipment optimization. Yao et al.16 further established a Finite Difference Method-Discrete Element Method (FDM-DEM) coupled model, revealing key rules of chamber pressure transmission and characteristics of spoil stagnation zones. Li et al.17 employed CFD-DEM multiphysics simulation to investigate the distribution characteristics of internal pressure and velocity fields in the screw conveyor, clarifying the influence of parameters such as pitch and rotation speed on discharge efficiency and sealing performance. Despite these advances, most existing coupled models either simplify the discrete nature of large cobbles or overlook the bidirectional coupling between groundwater and particles, failing to fully reflect the actual working conditions of water-rich sandy-cobble strata. Additionally, Zhi et al.18 built upon existing theoretical models for spoil conveyance, considering actual inclination angles, gravity effects of internal spoil, and practical working conditions to establish a theoretical mechanics model. They derived formulas for spoil flow rate and pressure gradient based on earth pressure balance principles. Cui et al.19 comparatively analyzed differences in spoil transportation characteristics under different pitch designs, providing a theoretical basis for parameter selection. Yet both studies lacked consideration of seepage effects, which are crucial in water-rich strata and directly affect discharge stability.
Concerning wear mechanism research (a key factor affecting equipment service life), Chen et al.20 constructed a wear rate prediction model using wear theory formulas and a discrete element simulation platform. This model revealed the influence mechanisms of pitch, rotation speed, installation angle, and blade diameter on wear depth. However, it adopted a traditional single-peak wear assumption, which cannot characterize the non-uniform wear distribution observed in actual engineering of water-rich sandy-cobble strata. This limitation makes it difficult to support targeted anti-wear design for screw conveyors.
Although current research has yielded a certain theoretical foundation, significant technical bottlenecks persist, especially in aspects closely tied to the actual working conditions of screw conveyors in water-rich sandy-cobble strata. These bottlenecks are directly linked to the aforementioned research gaps:
-
1.
Simulation method limitations: Most studies rely on single-phase models or simplified coupled models that fail to effectively simulate the dynamic interaction between discrete cobbles/gravels and continuous groundwater—a core feature of this stratum. This leads to inaccurate predictions of spoil transport trajectories and pressure transmission mechanisms.
-
2.
Wear mechanism limitations: Existing studies adopt single-peak wear models21, which cannot characterize the non-uniform wear distribution under actual working conditions. This limits the development of targeted wear-resistant reinforcement strategies.
-
3.
Practical applicability limitations: Many studies overlook the combined effects of large particle size, high seepage, and poor gradation in water-rich sandy-cobble strata. As a result, research findings are disconnected from engineering practice and difficult to directly apply to screw conveyor optimization.
Specifically, within the screw conveyor research domain, existing work lacks sufficient breadth and depth in investigating spoil transportation characteristics and parameter optimization under comprehensive stratum conditions. This severely constrains the optimization design process for related equipment.
Therefore, this study focuses on the EPB shield screw conveyor used in the Beijing Metro New Airport Line project, targeting the distinct characteristics of water-rich sandy-cobble strata (large cobble size, high groundwater pressure, poor particle gradation). To address the aforementioned limitations of existing models, large-sized cobbles and gravels are treated as the solid phase in a fluid-structure interaction model and simulated using the DEM. Groundwater is considered the fluid phase and simulated using CFD. A specific coupling interface enables bidirectional CFD-DEM coupling, constructing a numerical model that truly reflects the spoil transportation process within the shield screw conveyor under realistic water-rich sandy-cobble strata conditions. Based on simulation results from this coupled model, the internal fluid pressure distribution and spoil transportation characteristics under various combinations of earth and water pressures are comparatively analyzed, and the wear mechanism of the screw conveyor is clarified. This research methodology provides microscopic information at the particle scale, enabling precise prediction of interactions within the solid-liquid two-phase system. Ultimately, this study aims to fill the gaps in existing research and offer direct technical support for optimizing screw conveyor design parameters, enhancing its operational efficiency, and mitigating engineering risks (e.g., blowout, blockage) in water-rich sandy-cobble strata—effectively addressing the key technological bottlenecks restricting the efficient application of EPB shields.
CFD-DEM coupling method
CFD-DEM coupling program
The EPB shields achieve stable tunneling and continuous muck discharge through the synergistic operation of three core subsystems: the cutterhead for stratum excavation, the excavation chamber for face pressure balance maintenance, and the screw conveyor for transporting excavated muck to the shield rear. This synergy is particularly critical in water-rich sandy-cobble strata—one of the most challenging geological settings for EPB tunneling—where excavated muck exists as a complex multiphase mixture of discrete sandy gravel particles and continuous interstitial groundwater.
During transport, the muck’s trajectory inside the screw conveyor is shaped by multiple dynamic interactions: particle-particle collisions, particle-blade friction (driving muck forward), and groundwater seepage. Traditional single-phase simulation methods (pure CFD for fluids or pure DEM for particles) cannot fully capture these coupled effects, leading to inaccurate predictions of muck transport efficiency and pressure transmission. To address this limitation, this study develops a bidirectional CFD-DEM fluid-solid interaction (FSI) coupling simulation model to accurately characterize the muck’s multiphase flow behavior.
In this coupled model, the two phases are modeled via physics-based methods suited to their inherent properties. The groundwater phase is treated as a continuous phase governed by the continuity equation (mass conservation) and Navier-Stokes equations (momentum conservation), enabling quantification of how fluid velocity fields and pressure gradients influence muck transport. The sandy gravel phase is modeled as a discrete phase, with each particle’s motion following Newton’s Second Law to capture microscale interactions (particle-particle collisions, particle-barrel friction, and particle-fluid drag) critical to trajectory.
The coupling model is implemented based on the Fluent-EDEM framework, where the two solvers operate in tandem for bidirectional data exchange. Specifically, ANSYS Fluent solves the groundwater phase’s governing equations, generating fluid velocity and pressure distributions consistent with on-site observations. These data are used to compute fluid drag forces on particles. Meanwhile, EDEM simulates discrete sandy gravel particles, calculating their kinematic parameters and contact forces based on predefined microscopic properties. Data exchange is triggered every 10 DEM steps (Δt=0.01 s) to match the 1:10 CFD-DEM time-step ratio—EDEM transmits particle volume fraction and contact forces, while Fluent feeds back local fluid velocity and pressure.
Fig. 1 illustrates the specific workflow of the bidirectional CFD-DEM coupling procedure, with the operational steps outlined below:
-
1.
Fluent Fluid Phase Initialization: The CFD solver (ANSYS Fluent) initializes the fluid phase (groundwater) by setting core parameters, including initial velocity and inlet pressure, establishing the baseline for fluid flow calculations.
-
2.
EDEM Particulate Phase Initialization: The DEM solver (EDEM) initializes the particulate phase (sandy gravel) by configuring microscopic parameters, including particle mass, mechanical properties, and contact coefficients, ensuring realistic particle interaction behavior.
-
3.
Information Transfer to CFD Solver: The DEM solver transmits initial particulate data, including particle volume fraction and spatial distribution, to the CFD solver, which adjusts the fluid computational domain to exclude solid particle-occupied regions.
-
4.
Timestep Adjustment: The CFD solver’s timestep is adjusted to be an integral multiple of the DEM solver’s timestep, ensuring numerical stability during fluid-solid interaction calculations.
-
5.
Parallel Computation: One CFD timestep and n consecutive DEM timesteps are executed concurrently to capture dynamic fluid-solid interactions in real time.
-
6.
Interaction Data Transfer to CFD Solver: The DEM solver sends computed particle interaction data, including contact forces and velocities, to the CFD solver, which converts this data into momentum source terms to update the fluid phase’s governing equations.
-
7.
Data Transfer to DEM Solver: The CFD solver transmits grid-cell-specific fluid data, including local velocity and pressure, to the DEM solver, which uses this data to calculate fluid forces acting on individual particles.
-
8.
Iterative Loop: Steps 5 through 7 are repeated iteratively until the designated total simulation time (covering the screw conveyor’s startup, transient, and steady-state stages) is reached.

Schematic diagram of the bidirectional CFD-DEM coupling workflowFluent fluid phase model.
The fluid-particle interactions were governed by the standard spherical drag force model implemented in Fluent-EDEM v2.2's native coupling interface. Within this framework, the drag force magnitude is automatically computed through the formulation given in equation (1):
The drag coefficient Cd is governed by the Schiller-Naumann correlation22. This well-established model is validated for the particle Reynolds number regime relevant to this study. Comprehensive validation confirms its applicability, considering both particle size characteristics (dp= 40-100 mm) and morphological properties (sphericity >0.85) of the granular system. The particle Reynolds number remains substantially below 1000, ensuring flow compatibility. Fluid-particle synchronization is intrinsically managed through the coupling interface, which seamlessly exchanges velocity fields (uf) and particle kinematic data (up, dp) at precisely controlled 10-DEM-step intervals (Δt=0.01 s) while maintaining a strict 1:10 temporal coupling ratio. All force computations occur within the solver’s native architecture, eliminating external processing dependencies.
In this study, the internal fluid phase during the conveyance of water-saturated spoil within the screw conveyor was assumed to be laminar and incompressible. This assumption is grounded in the screw conveyor’s inherent characteristics of low flow velocity and significant viscous effects: rheological tests of foam-bentonite conditioned soils yielded a dynamic viscosity of 30–50 Pa·s, leading to Reynolds numbers (Re = ρvD/μ ≈ 2.3) that are significantly below the turbulent transition threshold (Re < 2300)23. These calculations were performed using a characteristic flow velocity of 0.8 m/s and a hydraulic diameter of 0.1 m. To further validate the robustness of this assumption—particularly when the water-soil pressure ratio approaches the critical threshold of 0.56 (a regime marked by significantly elevated seepage velocity)—supplementary Reynolds number analyses were conducted. Within the scope of this study, the results confirm that the flow remains laminar (Re < 2300) and the incompressible assumption remains valid.
The laminar flow model is therefore well-suited for such low-Reynolds-number flows, enabling accurate depiction of fluid behavior within complex geometries. Simultaneously, the incompressible assumption is justified by the high density (>1100 kg/m3) and minimal compressibility of water-soil mixtures under typical operational pressures, as corroborated by field-validated rheological properties23. For three-dimensional incompressible fluids, the mass transport process is governed by the law of mass conservation and the law of momentum conservation, with the corresponding mathematical model consisting of the continuity equation and Navier-Stokes equations (momentum conservation equations)24, expressed as follows:
Continuity Equation:
Momentum Equations (Navier-Stokes):
In the continuity equations (equation (2)-(3)), u represents the fluid velocity vector. This equation embodies the mass conservation principle in three-dimensional space, indicating that the net inflow rate of fluid into any infinitesimal control volume must be zero. In the momentum equations (Navier-Stokes equations) (equation (4)-(6)), ρ denotes the fluid density; uₓ, uᵧ, and uz represent the velocity components at point (x, y, z) at time t; P is the pressure; f signifies the external forces per unit volume acting on the fluid; and μ is the dynamic viscosity of the fluid. These equations describe the momentum conservation characteristics in 3D space, governing the motion of the fluid under the influence of external forces and internal viscous stresses. By solving the above continuity equation and momentum equations , the velocity field and pressure field of the fluid can be obtained with relatively high accuracy.
EDEM particle phase model
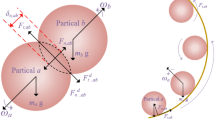
Cobbles and spoil particles within the excavation chamber and screw conveyor of the EPB shield are modeled as the particulate phase. Their migration and collisions are simulated using the DEM25, governed by Newton’s second law of motion. At any time t, the motion of each particle is described by the translational and rotational equations (equation (7) and equation (8)):
In the above equations, mi denotes the mass of the i-th spoil particle; Up,i represents the translational velocity of the i-th particle; Ii signifies the moment of inertia of the i-th particle; and ωi is its angular velocity. Fc,ij, Fd,ij, and Tij respectively denote the contact force, viscous damping force, and torque generated between the i-th spoil particle and other adjacent particles. Similarly, Fc,iω, Fd,i, and Tiω correspond to the contact force, viscous damping force, and torque acting between the i-th particle and the screw conveyor wall. Ff,i represents the fluid-phase force exerted on the i-th particle during coupled simulation. Furthermore, acknowledging the cohesive properties of water-saturated spoil, the "Hertz-Mindlin with JKR" contact model26 incorporating particle bonding was employed within the EDEM software framework. This model utilizes the "JKR-surface energy" parameter to characterize interparticle cohesive strength, making it particularly suitable for simulating scenarios where significant particle adhesion occurs due to moisture content. Consequently, it serves as an appropriate discrete element contact model for investigating water-saturated spoil transportation in screw conveyors27.
Archard wear model
This study analyzes the friction-wear mechanism at the soil-machine interface in sandy cobble strata based on Archard’s wear theory. Research indicates that during the interaction between the screw conveyor and sandy cobble soil, high-hardness large-diameter soil particles induce an adhesive-sliding coupling effect with the metal surface. This contact fatigue mechanism, driven by material hardness disparity, leads to plastic deformation of surface material and ultimately generates flake-like wear debris. The process inherently constitutes a typical wear behavior of hard particles against soft metals. To precisely quantify the spatial distribution characteristics of such wear, the study employs EDEM’s built-in Archard Wear model28. This model establishes contact criteria by constructing a tribological pair system comprising soft metal (screw conveyor) and hard particles (cobbles). Through the integration of dual mechanical parameters—cumulative normal contact force and dissipated energy—it accurately characterizes the wear depth distribution on equipment surfaces and energy dissipation patterns. The calculation of wear volume follows Archard’s wear theory, as expressed in equation (9) and equation (10), whose theoretical assumptions and underlying principles are detailed in Fig. 2.

Archard wear model mechanism.
Table 1 presents the adjusted wear coefficient values summarized by Rabinowicz29 from systematic wear tests on metal-nonmetal contact pairs under varying compatibility relationships and lubrication conditions. Widely recognized in tribology research, this table has also been validated in shield tunneling wear studies30, offering a direct reference for determining the K value in specific soil-machine interface scenarios.
Based on Archard’s wear theory, the quantitative characterization of material wear volume Q depends on four key parameters: (1) normal contact pressure (Fn, unit: Pa), a direct metric for interfacial mechanical strength; (2) hardness of the softer material (HB, unit: Pa), reflecting its resistance to plastic deformation;(3) relative sliding distance (dt, unit: mm), characterizing the cumulative motion at the contact interface; and (4) adhesive wear coefficient (K), a dimensionless parameter that comprehensively describes how material microstructure regulates the wear process. By introducing this dimensionless K, the model simplifies complex wear mechanisms into quantifiable computational parameters. Within EDEM software, the parameters of Archard’s wear theory are further streamlined into a single wear parameter W (Pa⁻1).
Combined with the actual working conditions of this study, the tribological system of "screw conveyor (high-carbon high-chromium steel) – cobble particles (silicate minerals)" falls into the “Intermediate” compatibility relationship in Table 1, while the bentonite/foam conditioning agents form a “Good lubricant” environment. This matches the parameter category in Table 1, corresponding to a K value range of 8×10-6 to 1×10-6.
Accounting for actual shield tunneling conditions—particularly the stable lubricating effects of bentonite or foam at the wear interface, which persist even when the water-soil pressure ratio approaches the critical threshold of 0.56 (with a significant increase in seepage velocity)—the tribological environment remains consistent with the test conditions of Rabinowicz’s study29. Thus, this study selects an adhesive wear coefficient K = 1.7×10-6, which falls within the recommended range in Table 1 and effectively captures the wear behavior at the spoil particle-screw conveyor interface.
Considering the wear resistance requirements of the screw blades during operation, the wear-resistant layer (high-carbon high-chromium steel) has an approximate hardness of 60 HRC, corresponding to approximately 2.3×109 Pa. Integrating these parameters, the wear constant W is calculated as 7.4×10-16 Pa-1.
Development of CFD-DEM Model
Screw conveyor geometry
The "Caoqiao–Lize Financial Business District" section of the Beijing Metro New Airport Line was constructed using the EPB shield tunneling method. With a total length of 2.2 km, this section successively traverses Cobble Stratum ⑤, Cobble Stratum ⑦, and Cobble Stratum ⑨, and its detailed geological profile and interval tunnel layout are illustrated in Fig. 3. Tailored to the distinct characteristics of water-rich sandy-cobble strata, the shield machine is specifically configured as follows: an excavation diameter of 9040 mm; a spoke-type cutterhead structure matched with a shafted screw conveyor (selected for optimal adaptability to the stratum); an advancement speed ranging from 0 to 80 mm/min; a cutterhead rotation speed controlled within 0 to 2.2 rpm; and a screw conveyor rotation speed operating at 0 to 22 rpm. Detailed technical specifications are summarized in Table 2.

Geological profile and schematic diagram of the subway interval tunnel.
Compared to conventional two-dimensional modeling approaches, this study utilized SolidWorks 3D modeling software to construct a digital geometric model of the EPB shield screw conveyor based on field-measured parameters from the New Airport Line project. To enhance simulation efficiency, targeted simplifications were implemented: core structural components (e.g., conveying screw assembly and excavation chamber) were retained, while auxiliary elements such as drive mechanisms and discharge gate assemblies were streamlined.
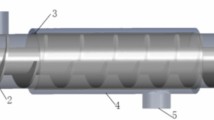
The optimized model is presented in Fig. 4, with its key parameters detailed as follows: total length of the screw conveyor L = 15 m, screw blade diameter D = 1.12 m, screw shaft diameter d = 0.27 m, screw blade thickness s = 0.11 m, screw pitch S = 0.78 m, installation angle α = 24°, excavation chamber depth W = 2 m, and equivalent height H is a calculated value derived through computational analysis.

Geometric model of screw conveyor.
Earth pressure calculation
To ensure excavation face stability and balance earth-water pressures, an appropriate pressure must be applied in the excavation chamber to mitigate ground settlement and groundwater ingress. Excessive chamber pressure will cause the shield machine to squeeze the frontal soil, resulting in ground heave; conversely, insufficient pressure may permit soil intrusion into the chamber, leading to ground settlement and potentially triggering collapse in severe cases. Given the non-cohesive nature and high permeability of sandy-cobble strata, a separate calculation method is adopted herein for earth pressure determination.
Earth pressure calculation: In shield tunneling engineering, earth pressure calculation remains a challenging task without internationally standardized methodologies, primarily due to variations in shield machine types and geological conditions across different countries and regions. Notably, the distinctive arching effect inherent to sandy-cobble strata offers unique conditions for pressure control31. Consequently, Terzaghi’s soil arching theory is adopted for earth pressure calculation32. Terzaghi’s soil arching theory is applicable to water-rich sandy-cobble strata due to its alignment with the stratum’s characteristics: poor particle gradation and high permeability, which satisfy the theoretical assumption of effective arch formation. The vertical earth pressure at the crown is determined by equation (11) and (12):
The equations incorporate the following parameters: σv denotes the vertical earth pressure at the soil arch crown; B represents the arch half-span (m); H indicates the calculated overburden depth, taken as one tunnel diameter (D = 9.04 m); R is the shield radius (m); γ signifies the stratum unit weight (kN/m3); φ is the internal friction angle (°); c denotes cohesion (kPa); K represents the lateral earth pressure coefficient, assumed as 1; and P0 signifies the surface surcharge load, considered as 0 kPa. Based on fundamental soil mechanics principles and the aforementioned parametric conditions, both active and passive earth pressures at the excavation face were determined. Theoretical calculations of face earth pressure are comprehensively summarized in Table 3.
During shield tunneling operations, dynamic control of excavation chamber pressure is primarily achieved through the regulation of excavation and spoil discharge parameters—including advancement speed, cutterhead rotation speed, and screw conveyor rotation speed—to balance pressure at the excavation face. Research has revealed a critical mechanism: as soil masses enter the chamber through the cutterhead, pressure decompression occurs due to spatial confinement release, establishing a functional relationship between excavation face pressure and chamber pressure33:
The parameters in the equations are defined as: pt denotes the excavation chamber pressure, pk represents the excavation face pressure, α is the pressure reduction coefficient, and η signifies the cutterhead opening ratio. To optimize face stability, a spoke-type cutterhead with an opening ratio of 60% was employed in this EPB shield, resulting in a pressure reduction coefficient of α=0.744. Based on the theoretically calculated earth pressure values at the excavation face (Table 3) and the corresponding pressure reduction coefficient, the theoretical earth pressures at the top and bottom of the chamber were computed via equation (13) and equation (14). The computed results are summarized in Table 4.
Water pressure calculation: The dynamic variation of groundwater pressure is primarily governed by factors including hydraulic gradient and geological permeability characteristics (permeability coefficient and seepage duration). In engineering calculations, special consideration must be given to the head loss due to flow resistance as groundwater percolates through soil masses. This phenomenon directly results in a lower actual hydrostatic pressure at the cutterhead (calculated via equation (15)) compared to the theoretically computed hydrostatic pressure for the stratum34.
In equation (15), q denotes an empirical coefficient dependent on the soil’s permeability coefficient: for sandy soils, q ranges from 0.8 to 1.0, while for cohesive soils, it spans 0.3 to 0.5. For the sandy-cobble strata targeted in this study, q was assigned a value of 0.9. γw denotes the unit weight of water (kN/m3), and h denotes the vertical distance from the groundwater level to the calculation position (m). Herein, the elevation difference between the groundwater table and the tunnel crown was set to 0.5 times the tunnel diameter (0.5D = 4.52 m). Compared with hydrostatic pressure calculation methods for cohesive strata, the non-cohesive property and high permeability of sandy-cobble strata required the adoption of a more suitable separate calculation approach. Accordingly, the hydrostatic pressure at the bottom of the excavation chamber was computed via equation (15), and the results are summarized in Table 5.
DEM particle phase modeling
To balance computational accuracy and efficiency, spherical particles were adopted as fundamental computational units in the discrete element model to simulate sand and cobble particles of varying sizes within the spoil21. This approach enables accurate characterization of the geometric features and mechanical behaviors of conditioned spoil particles, providing a more reliable modeling basis for simulating spoil discharge processes in the screw conveyor.
To systematically analyze the particle size distribution characteristics of undisturbed sandy cobble soil from Cobble Stratum VII in the North Extension Section "CFD-DEM coupling method" of the Beijing New Airport Line, this study conducted standardized sieve analysis on undisturbed soil specimens. Soil samples were field-sampled directly from the target stratum, followed by complete dehydration via constant-temperature drying technology. The dried specimens were subsequently fractionated using standard sieving apparatus to obtain soil particles with defined size distribution characteristics, categorized into the following size intervals: <0.075 mm, 0.075 to 0.1 mm, 0.1 to 0.25 mm, 0.25 to 0.5 mm, 0.5 to 1 mm, 1 to 2 mm, 2 to 5 mm, 5 to 10 mm, 10 to 20 mm, 20 to 40 mm, 40 to 60 mm, 60 to 100 mm, and >100 mm. For each fractionated particle size group, high-precision electronic balances were employed for mass measurement to establish the gradation curve of undisturbed sandy cobble soil (detailed in Fig. 5). The mass fraction percentages for typical particle size ranges were statistically quantified and tabulated in Table 6.

Particle size distribution curve of undisturbed sandy cobble soil.
Based on engineering simulation practices, the rational selection of soil particle sizes is critical to both computational efficiency and simulation reliability. Empirical evidence shows that excessively fine particle sizes drastically increase the computational scale and significantly prolong the simulation duration, while overly coarse particle sizes may obscure the microscopic mechanical interactions between particles, thereby compromising the credibility of the results35. To achieve an optimal balance between computational efficiency and simulation accuracy, this study adopted an equivalent particle substitution strategy, using gradation data derived from on-site sieve analysis of undisturbed sandy-cobble soil from the Ⅶ-layer stratum of the Beijing Metro New Airport Line. Specifically, 40–100 mm cobbles (100–60 mm: 13.34%; 60–40 mm: 10.54%) account for 23.88% of the total mass, which is critical to screw conveyor wear and blockage; in contrast, <40 mm soil particles (40–20 mm: 11.82%; <20 mm: 64.30%) account for 76.12%, which dominates the flowability of muck and pressure transmission. Notably, modeling each <40 mm particle individually would increase the number of discrete elements severalfold, prolonging the simulation time from 50 hours to more than 200 hours. Drawing on the particle size effect analysis of discrete element models35, supplementary validation suggests that within the parameter range of this study, the equivalent particle substitution strategy does not introduce obvious deviation in core macroscopic parameters, namely pressure gradient and torque, while achieving a notable improvement in computational efficiency. This is consistent with the trade-off principle between simulation accuracy and efficiency emphasized in the literature. Accordingly, a uniform 40-mm equivalent particle size was adopted for <40 mm particles. For larger cobbles (40–100 mm) in the actual stratum, a normal distribution model with a characteristic size of 100 mm was used, accounting for 24% of the total particle mass fraction (rounded from 23.88%). For finer particles smaller than 40 mm, the 40-mm equivalent size represented 76% of the mass fraction (rounded from 76.12%). Additionally, the minimum considered particle size (<0.075 mm), which accounts for less than 1% of the mass in the "<20 mm" fraction in Table 6, was incorporated into the 40-mm group, as its impact on macroscopic transport is negligible.
Given the inability to directly extrapolate macroscopic soil mechanical parameters to microscopic discrete element contact parameters, specialized simulation tests were conducted to establish their correspondence. The methodology proceeded as follows: First, the angle of repose values for conditioned cohesive spoil in sandy-cobble strata was obtained through a literature review36. Subsequently, using the standardized matching protocol of the Generic EDEM Material Model Database (GEMM), the most suitable micro-scale particle parameter combination was identified based on the simulation scale, material density range, and measured angle of repose. This combination included bulk density, coefficient of restitution, static friction coefficient, dynamic friction coefficient, and JKR surface energy, with detailed values provided in Table 7.
Additional parameters including shear modulus, Poisson’s ratio, and density were supplemented by consulting relevant technical resources30. The finalized material parameters are consolidated in Table 7 and Table 8, with contact parameters summarized in Table 9.
The geometric model of the shield screw conveyor was imported into the EDEM discrete element software to establish the fundamental DEM simulation framework, as shown in Fig. 6. This simulation model consists of two primary components: the chamber and the screw conveyor assembly. It should be explicitly noted that although structural elements such as the cutterhead and discharge gates constitute essential parts of the shield machine, they were deliberately excluded from this simulation analysis since they fall outside the scope of this investigation.

Discrete element simulation model of screw conveyor.
The excavation chamber structure was modeled as a rectangular prism with a top opening and a single outlet at the bottom connecting to the screw conveyor. Discrete particles were generated at the top of the chamber. To simulate the pressure distribution, particles were allowed to settle under gravitational forces, forming a structure exhibiting lower density at the top and higher density at the bottom. Based on the calculated passive earth pressure at the chamber bottom (Table 4), the equivalent chamber height H was set at 22.92 m. In the discrete element model, the upper boundary was defined as a free surface while all other boundaries constrained particle displacement through rigid walls. Following particle generation, the system reached a steady state under gravity. To accurately reflect actual operating conditions, compressive pressure was applied through a loading surface to compact the particle bed until force equilibrium was achieved. Fig. 7 demonstrates the resulting pressure distribution of particles in equilibrium, revealing progressively increasing pressure with depth and bottom pressure values consistent with theoretical calculations. These results validate the model’s effectiveness in simulating soil behavior within the chamber.

Axial pressure distribution in soil particles.
As the core research object of this study, the screw conveyor system comprises two primary structural components: the screw shaft assembly responsible for spoil transportation and the containment barrel ensuring operational stability. For the drive characteristics of the screw shaft, initial parameters were configured with a rotational speed of 22 r/min, while kinematic simulations precisely defined its rotational axis orientation and direction. Following complete particle filling within the screw conveyor, coupled simulations commenced. Depending on operational requirements, the screw conveyor’s rotational speed was adjusted to corresponding operational speeds.
Fixed geometric boundaries were established in the simulation model based on the imported CAD geometry. Additionally, particle generation mechanisms required further configuration. A dynamic particle factory was implemented at the top of the excavation chamber to dynamically regulate particle generation rates according to actual discharge volumes. This maintained constant particle levels in the chamber, thus ensuring sustained pressure stability at the chamber bottom. Key particle generation parameters are detailed in Table 10.
It should be noted that the spherical particle assumption may somewhat weaken the mechanical interlocking between particles compared to the irregular shapes of actual cobbles in situ.
CFD fluid phase modeling
Before meshing, the fluid computational domain must be precisely defined. The workflow involved: First, using Ansys Workbench, the fluid region within the excavation chamber and screw conveyor was extracted by defining the fluid inlet and outlet, resulting in an initial domain containing both the screw shaft and blades. Subsequently, Boolean operations removed these rotating components to isolate the final fluid domain. To address the rotational motion of screw blades, a compartmentalized fluid domain modeling approach was adopted. As illustrated in Fig. 8, the computational domain was partitioned into three distinct zones: the rotating mesh zone surrounding the screw shaft assembly, the static mesh zone within the excavation chamber, and the static discharge zone at the outlet. Two interface zones were established between dynamic and static regions to enable fluid data exchange. Within the rotating mesh zone, screw blade surfaces were configured as rotating walls synchronized with the operational rotational speed of the screw conveyor.

Fluid computational domain.
During the construction of the computational mesh for the fluid simulation, an all-tetrahedral meshing scheme was employed. To address the geometric complexity of the screw conveyor blade region, a local mesh refinement strategy was implemented. Through optimized mesh sizing control, the simulation accuracy in these critical zones was significantly enhanced while preserving computational efficiency. The final fluid domain contained approximately 470,000 grid elements, with meshing results and local refinement details illustrated in Fig. 9 and Fig. 10. Boundary conditions were defined as follows: a pressure inlet (P = 121 kPa) at the entrance and a zero-pressure outlet (P = 0 kPa) at the discharge end. The fluid medium was assigned a density of 1150 kg/m3 and a dynamic viscosity of 40 Pa·s23. To synchronize with the DEM computations (Δt = 0.01 s), the CFD scheme utilized a time step size ten times larger (0.1 s), maintaining a strict 1:10 coupling ratio through velocity interpolation. The convergence criteria were set to a residual tolerance of 10⁻3 with 800 computational iterations per step, ensuring the mass conservation error was below 0.5%. This threshold guarantees that the net mass flux discrepancy between the inlet and outlet remains within physically acceptable limits, thereby ensuring accurate resolution of fluid-particle interactions in the screw conveyor system.

Computational grid of the fluid domain.

Screw shaft mesh refinement.
Model validation
To evaluate the accuracy and reliability of the established CFD-DEM fluid-solid coupling model, this study implements a systematic verification framework across two dimensions: (1) microscopic contact parameters and (2) key output variables (pressure gradients, torque). Validation was performed through comparative analysis against laboratory experiments, published datasets, and field measurements from construction sites.
Validation of DEM particle contact parameters
In practical engineering applications, the particle contact parameters in DEM models critically determine simulation reliability. This study established a numerical triaxial testing framework based on laboratory experimental data to systematically validate these parameters. Through comparative analysis of experimental measurements and simulation outputs, key parameters were optimized according to engineering requirements.
Laboratory tests employed large-scale soil specimens (diameter: 300 mm, height: 750 mm) subjected to consolidated drained triaxial compression under confining pressures of 0.5 MPa, 1.5 MPa, and 2.5 MPa. Tests terminated at 15% axial displacement, where specimens were determined to have failed. As shown in Fig. 11, specimens exhibited characteristic barrel-shaped shear failure modes under combined confining and axial loading.

Barrel-shaped failure patterns in large-scale triaxial laboratory specimens.
The numerical triaxial compression model comprised three primary components: top loading platen, bottom loading platen, and a flexible boundary simulating confining pressure confinement. This flexible boundary was implemented using "pressure particle layer" technology, replicating the rubber membrane confinement systems in physical experiments. Leveraging EDEM’s API for secondary development, a body force loading plugin was created to apply predetermined confining pressures to peripheral particles. As evidenced by Fig. 11 and Fig. 12, both experimental and simulated specimens displayed distinct barreling deformation patterns, validating the DEM parameters’ accuracy in capturing the typical barrel-shaped shear failure mechanisms of water-rich sandy-cobble strata.

Simulated failure morphology of triaxial specimens in DEM.
As demonstrated in Fig. 13, the stress-strain curves from numerical simulations and laboratory tests exhibit significant consistency. Under confining pressures of 0.5 MPa, 1.5 MPa, and 2.5 MPa, the relative errors in peak strength are 2.1%, 3.3%, and 3.7% respectively, all notably below the engineering control threshold of 10%. Importantly, a systematic shift in peak strain localization is observed (mean Δε=0.44%), primarily attributed to the ideal spherical particle simplification in the DEM model, which attenuated the mechanical interlocking effect of angular cobble particles. Comprehensive analysis confirms that the micro-scale parameters established in Table 8 effectively characterize the nonlinear softening behavior and mechanical response mechanisms of granular materials in water-rich sandy-cobble strata.

Comparative stress-strain behavior: Laboratory tests vs. DEM simulation.
Validation of coupled CFD-DEM model
To validate the accuracy and reliability of the CFD-DEM fluid-solid coupling simulations, six pressure monitoring points were positioned between the screw conveyor’s inlet and outlet sections, replicating experimental conditions from reference37. As depicted in Fig. 14, the simulated pressure profile (solid red line) of water-saturated spoil transport demonstrates exceptional agreement with experimental measurements (dashed black line), evidenced by a coefficient of determination R2=0.994 and root mean square error RMSE=9.358 kPa. Both curves demonstrate monotonically decreasing trends along the conveying direction, with similar pressure evolution paths across all six monitoring points. The maximum relative deviation of 13.95% falls below the 15% engineering control threshold for shield pressure management. This validation confirms that the CFD-DEM coupled approach accurately characterizes the pressure transmission mechanisms of saturated spoil and generates spatially continuous pressure profiles, thereby providing full cross-sectional data support for optimizing screw conveyor pressure regulation.

Internal pressure distribution along screw conveyor: Experiment vs. simulation.
The fluid-solid interaction effects between the screw blades and water-saturated spoil are effectively captured through torque dynamics. To further validate the engineering applicability of the CFD-DEM model, this study investigates the drive torque of the screw conveyor. Fig. 15 presents a field photograph of the screw conveyor in an operational engineering environment, illustrating its practical configuration. Fig. 16 compares the simulated and measured torque curves, which exhibit consistent three-phase evolutionary trends over the 0-80 s operational cycle, with a coefficient of determination (R2) of 0.728 and a root mean square error (RMSE) of 36.696 kN·m. During the initial 0-20 s startup phase, the torque exhibits multiple abrupt peaks, where the simulated peak value (354.6 kN·m) deviates by 10.9% from the measured maximum (315.8 kN·m). Progressing into the 20-50 s transient phase, torque attenuates gradient. Upon reaching the post-50 s steady state, torque fluctuations remain below 70 kN·m, with curve deviations particularly constrained within 40 kN·m during the 60-80 s interval. These results confirm the model’s capability for second-level temporal resolution and kN·m-scale torque resolution, thereby offering critical support for optimizing spoil discharge efficiency and surge prevention in EPB shields operating within water-rich sandy cobble strata.

Field photograph of the screw conveyor in an EPB shield environment

Torque evolution comparison: Simulated vs. field-monitored data.
Numerical results and analysis
Flow field pressure characteristics
Building upon the established simulation conditions, this study designed four supplementary numerical experiments. In these trials, the passive earth pressure was maintained at 504 kPa, while the hydraulic pressure was systematically adjusted to correspond to groundwater levels of 0.5D, 1.0D, 1.5D, 2.0D, and 2.5D (where D denotes the tunnel diameter). All hydraulic pressure values were calculated using equation (15) with the empirical coefficient q=0.9 (adapted for water-rich sandy-cobble strata) and unit weight of water γw=9.8 kN/m3. To enhance analytical precision, an innovative parameter termed the "water-soil pressure ratio" was introduced—defined as the ratio of hydraulic pressure to the fixed passive earth pressure (504 kPa) at the screw conveyor inlet—to investigate flow field evolution under varying pressure combinations.
The simulation results presented in Fig. 17 demonstrate that under the specified conditions (overburden depth: 1D, passive earth pressure: 504 kPa, water table elevation: 0.5D to 2.0D above the tunnel crown), the calculated hydraulic pressures range from 121 kPa (0.5D) to 243 kPa (2.0D). The corresponding water-soil pressure ratios are derived as 0.24 (121 kPa / 504 kPa) to 0.48 (243 kPa / 504 kPa). Notably, the internal flow field exhibits a linearly decaying pressure distribution along the conveying path: despite variations in inlet pressure induced by differences in groundwater elevation, pressures systematically decrease with increasing axial distance from the inlet, asymptotically approaching atmospheric pressure at the discharge outlet. This phenomenon indicates that conditioned spoil particles effectively develop water-sealing capability under the given geostatic and hydrogeological conditions, generating an axially progressive pressure attenuation that stabilizes the conveying process.

Pressure distribution within the screw conveyor under varied hydraulic pressures.
When the groundwater level rises to 2.5D above the tunnel crown—with other parameters (e.g., tunnel burial depth) kept constant—the hydraulic pressure (calculated via equation (15), q=0.9, γw=9.8 kN/m3) reaches approximately 283 kPa, corresponding to a water-soil pressure ratio of 0.56 (283 kPa / 504 kPa). This value is identified as the critical threshold for blowout: beyond this ratio, the screw conveyor’s flow field experiences a substantial pressure increase, accompanied by significant pressure gradient discontinuity in the central region. Concurrently, pronounced particle segregation occurs within the saturated spoil, leading to markedly reduced filling rates.
Under this critical condition, the dominant driving mechanism for spoil transport shifts from mechanical pushing by the screw blades to hydraulic pressure propulsion, triggered by intensified water pressure. This transition undermines the spoil’s sealing function, ultimately resulting in approximately 25 kPa residual hydraulic pressure at the discharge outlet and seepage flow rates substantially exceeding critical thresholds—phenomena that confirm the occurrence of material blowout38.
Simulation analyses further reveal that when outlet hydraulic pressure breaches specified limits, substantial fluctuations emerge in three key aspects: internal flow field distribution, spoil flow characteristics, and equipment operational states. Such deviations compromise construction safety, reduce operational efficiency, and may even cause operational suspension or equipment damage under severe conditions. Therefore, precise control of groundwater elevation and hydraulic pressure is essential in practical engineering to ensure stable screw conveyor operation and mitigate blowout risks associated with excessive water pressure—i.e., when the water-soil pressure ratio exceeds 0.56.
Analysis of muck discharge efficiency
Muck discharge efficiency is a core engineering performance indicator for the screw conveyor in EPB shield tunneling during construction in water-rich sandy-cobble strata. Its level is directly associated with construction progress, equipment energy consumption, and safety risks such as blowout and clogging, while also serving as a key benchmark for evaluating the engineering applicability of the screw conveyor. Given the dynamic complexity of on-site construction environments, securing continuous and stable baseline data for actual muck discharge rates poses practical operational challenges in the context of this study. To address this, this section employs the classic calculation formula (equation (16)) for the screw conveyor’s muck discharge capacity, whose results are taken as theoretical reference values for comparison with muck discharge data obtained from CFD-DEM coupled simulations (Fig. 18). This approach facilitates the quantitative assessment of muck discharge efficiency.

Comparison between calculated dry muck discharge capacity of the screw conveyor and CFD-DEM coupled simulation results.
The equations incorporate the following parameters: Q denotes the actual muck discharge capacity of the screw conveyor, measured in cubic meters per minute (m3/min); D represents the inner diameter of the casing, with a value of 1.120 m; d is the screw shaft diameter, set to 0.27 m; L refers to the screw pitch, measured as 0.789 m; n indicates the actual rotation speed, recorded at 6.0 revolutions per minute (rpm); and a is the filling coefficient of the screw conveyor. Based on the geological characteristics of water-rich sandy-cobble strata, a value of 0.6 is assigned, which falls within the typical range of 0.6 to 1.0.
The comparison between simulated muck discharge rates and theoretical calculated values under different water-soil pressure ratios reveals a consistent overall trend, with simulated results generally aligned with theoretical predictions (Fig. 18). Specifically, for working conditions where the water-soil pressure ratio ranges from 0.24 to 0.48 (corresponding to groundwater levels of 0.5D to 2.0D above the tunnel crown), the simulated actual muck discharge rate of the screw conveyor remains stable throughout the 80-second simulation period, fluctuating within ±5% of the theoretical value (2.64 m3/min). This consistency verifies the reliability of the established CFD-DEM coupled model for simulating muck transport behavior, as it effectively captures the dynamic equilibrium among the screw blade’s pushing force, particle-particle interactions, and groundwater lubrication effects under reasonable water-soil pressure ratio.
Notably, significant deviations emerge when the water-soil pressure ratio reaches 0.56 (groundwater level = 2.5D). During the initial 0-40 seconds of the simulation, no blowout or particle segregation is observed, and the muck discharge rate remains well-aligned with the theoretical value. However, after 40 seconds, the muck filling rate declines sharply and obvious particle segregation occurs inside the screw conveyor. These two phenomena cause an immediate, sharp drop in the dry muck discharge rate to approximately 0.59 m3/min, which is only 22.4% of the theoretical value. Further analysis of the simulation data indicates that in the early stage of blowout (immediately after 40 seconds), while the overall flow velocity of the particle-groundwater mixture inside the screw conveyor increases significantly relative to the stable phase, the muck filling rate plummets drastically from its initial level to a very low range.
This phenomenon can be attributed to the failure of the stable “muck plug” structure under excessive groundwater pressure. When the water-soil pressure ratio exceeds the critical threshold of 0.56, groundwater seepage forces intensify, gradually washing away fine particles between large cobbles and leading to particle segregation. Large cobbles accumulate in the central region of the screw channel due to inertia, whereas fine particles are transported to the outlet by seepage flow. Accumulated large cobbles reduce the effective conveying cross-sectional area, while the loss of fine particles weakens muck cohesion, leading to a sharp reduction in filling rate. Despite the increase in overall flow velocity driven by groundwater pressure, the substantial reduction in the actual volume of muck involved in effective transport results in a significant decline in the dry muck discharge rate. This finding also elucidates the engineering mechanism underlying blowout-induced efficiency loss: the initial phase of blowout is marked by reduced filling rates and particle segregation rather than an immediate surge in discharge rate, thereby providing a critical early warning indicator for on-site construction.
Kinematics of soil particles
In EPB shield tunneling, the screw conveyor exerts a critical influence on soil transportation dynamics within the excavation chamber, serving as a key factor governing the stability of the tunneling face and the efficiency of muck discharge. As illustrated in Fig. 19, the temporal evolution of granular pressure distribution at the chamber bottom in cross-sectional view, a distinct preferential flow zone emerges immediately upon the screw conveyor’s initiation of continuous operation. Specifically, this zone originates at a position 45 degrees above the left side of the conveyor inlet with the angle referenced to the inlet’s horizontal central axis. It presents a fan-shaped morphology whose boundary is clearly delineated by the dashed line in the figure. Characterized by concentrated particle flow in contrast to the relatively dispersed flow in surrounding regions, this preferential flow zone expands dynamically as operational time progresses. Its fan-shaped range gradually extends both toward the inner region of the excavation chamber and along the axial direction of the conveyor inlet, with the expansion rate showing a positive correlation with the screw conveyor’s cumulative working duration. Notably, the soil pressure within this zone exhibits a distinct two-stage variation pattern over the 80-second monitoring period, as illustrated in Fig. 20: in the initial 0 to 52 s phase, the pressure drops sharply, plummeting to 1/20 of the initial earth pressure; thereafter, during the 52 to 80 s phase, the soil pressure stabilizes at this low level and shows no significant fluctuations. These pressure evolution characteristics align with the mechanical behavior of localized active earth pressure, which may potentially lead to uneven stress distribution around the excavation chamber if not properly regulated.

Temporal evolution of granular pressure distribution at the chamber bottom (cross-sectional view), with the dashed line denoting the boundary of the particle preferential flow zone.

Compression force of particles at the soil inlet.
Importantly, the persistent action of such localized active earth pressure not only exacerbates the uneven stress distribution within the excavation chamber but also substantially increases the difficulty of maintaining face pressure equilibrium. When the chamber pressure falls below the hydrostatic earth pressure at the excavation face, soil masses tend to intrude into the chamber driven by active pressure—forcing soil from the cutterhead frontal area into the chamber and thereby undermining regional stability. Consequently, to ensure construction safety, cutterhead openings along the corresponding diameter circumference should not be excessively large; this design optimization can minimize the risk of forced soil intrusion and enhance the overall stability of the excavation chamber. From an engineering reference perspective, the identification of this preferential flow zone provides a potential direction for the optimization of cutterhead and screw conveyor inlet structures: for the cutterhead, the opening size corresponding to the preferential flow zone could be appropriately adjusted to mitigate concentrated particle intrusion; for the screw conveyor inlet, minor structural modifications (e.g., adding simple flow-guiding components) may help alleviate uneven wear caused by focused particle impact, though detailed design verification requires further specialized research.
Under steady-state screw conveyor operation, investigating soil particle velocity distribution characteristics holds significant importance. Fig. 21 illustrates the particle velocity field distribution at 60 seconds, where color differentiation denotes velocity ranges: blue represents low-velocity particles, red indicates high-velocity particles, and yellow corresponds to intermediate-velocity particles.

Axial and radial particle velocity distribution within screw conveyor.
The axial view reveals that within a single blade interval, particles adjacent to the screw blades exhibit higher velocities, while those midways between blades demonstrates relatively slower movement. This indicates significant propulsion from screw blades, accelerating nearby particles.
The radial cross-sectional view further elucidates that within identical cross-sections, higher-velocity red particles concentrate predominantly near the perimeter, whereas inner particle velocities progressively decrease toward the screw shaft. This distribution pattern demonstrates that soil particle motion is substantially influenced by the shaft structure.
Consequently, screw blades impart thrust to particles during rotation, generating elevated velocities near the blades. Conversely, the barrel imposes flow resistance, particularly decelerating particles in proximity to the central shaft region.
Wear pattern analysis
Fig. 22 presents the wear status contour diagram of key screw conveyor components at the 60-second mark. The wear distribution characteristics of the screw blades and the screw shaft are quantitatively characterized using color-graded encoding integrated with the Archard wear model (Fig. 23): red zones indicate wear depths exceeding 4.0 × 10⁻3 mm (severe wear), blue zones denote values below 8.0 × 10⁻4 mm (minor wear), and yellow zones represent moderate wear levels.

Spatial distribution of Archard wear along screw conveyor shaft.

Archard Wear curve of screw conveyor.
Notably, the wear pattern of the screw shaft exhibits a distinct "double-peak, three-stage" characteristic along its axial direction. At the soil inlet (0 m), an impact wear peak occurs with an Archard wear depth exceeding 4.00 × 10⁻3 mm, attributed to aggressive particle impact and friction during material intake. Within the impact attenuation stage (0 to 2.25 m), wear precipitously declines to approximately 1.01 × 10⁻3 mm at 2.25 m, indicating rapid dissipation of particle kinetic energy.
Throughout the stable wear stage (2.25 to 9.5 m), wear initially increases before stabilizing, reaching a frictional wear peak near 8.625 m (approximately 1.95 × 10⁻3 mm), with sustained values between 1.01 × 10⁻3 to 1.95 × 10⁻3 mm under continuous sliding contact. In the wear recession stage (9.5 to 15 m), wear progressively reduces to approximately 3.43 × 10⁻5 mm at the discharge end (15 m). This gradient wear distribution primarily stems from three key mechanisms: the rapid dissipation of initial impact energy from soil particles (manifested in the impact attenuation stage and impact wear peak); sustained uniform frictional interactions along the central section (corresponding to the stable wear stage and frictional peak); and significant attenuation of both the kinetic energy and mechanical loading of soil particles at the terminus (occurring within the wear recession stage).
Analysis of wear distribution across screw blade sections reveals severe degradation at the inlet (0m), where Archard wear exceeds 4.00×10-3 mm with concentrated pit-shaped morphology. This indicates aggressive particle impact and friction during initial material intake, substantially accelerating wear in this region. Crucially, radially stratified wear patterns appear consistently across all sections: the core wear zone concentrates at the blade’s radial midpoint—the transition zone between the shaft surface and barrel wall—while wear progressively diminishes near the barrel periphery and shaft surfaces. This distribution aligns directly with soil transport dynamics, where centrifugally driven particle migration toward the barrel wall generates secondary reflux flow, forming sustained high-density friction bands at the radial midpoints.
In summary, the screw shaft and blades exhibit a distinct "dual-peak, three-stage" wear distribution pattern, with severe wear concentrated at the inlet impact peak (0 m) and mid-section friction peak (8.625 m). Wear mechanism analysis reveals that the intensive wear at the inlet arises from the concentrated release of particle kinetic energy coupled with aggressive particle impact and friction during initial material intake, while the frictional peak in the central shaft region is governed by sustained uniform frictional interactions during the stable material transport phase. By contrast, traditional single-peak wear models only characterize uniform frictional wear, whereas our “dual-peak, three-stage” model is grounded in the physical mechanics of particle motion—capturing the distinct roles of inlet high-kinetic-energy impact, mid-section stable friction, and terminal kinetic energy attenuation. This characteristic wear pattern provides explicit optimization guidelines for structural design and material selection: the high-impact loading zone (0–1 m, corresponding to the initial segment of the impact attenuation stage) requires the adoption of impact-resistant materials or hard-facing alloy inserts to mitigate severe initial impact wear. Concurrently, the friction peak area near 8.625 m (consistent with the stable wear stage) necessitates prioritized reinforcement via wear-resistant grid structures to enhance fatigue and friction resistance. This dual-peak-targeted protection strategy enables the strategic extension of the screw conveyor’s service life in water-rich sandy cobble stratum.
Limitations
This study employs a dynamic viscosity value (40 Pa·s), optimized for Beijing’s water-rich sandy cobble strata based on representative rheological tests. While this simplification enhances computational efficiency, it inherently neglects viscosity variations induced by soil conditioning agents during actual tunneling operations. Future work should incorporate real-time viscosity modulation via Fluent user-defined functions (UDFs) to dynamically account for additive dispersion effects. A second limitation concerns the spherical particle assumption in DEM modeling. Although computationally efficient, this simplification may underestimate interlocking effects characteristic of natural sandy cobble strata, potentially influencing wear patterns and flow dynamics. Additionally, the spherical particle simplification adopted in DEM modeling may, to a certain extent, underestimate the mechanical interlocking effects inherent to natural cobble strata, which is an important characteristic of water-rich sandy-cobble formations. This simplification could potentially introduce minor deviations in the simulation of particle flow characteristics (e.g., velocity distribution and preferential flow paths) and the quantitative prediction of wear patterns, as interlocking effects directly influence particle collision intensity and contact modes. Future studies could implement non-spherical particle models (e.g., superquadrics or clustered particles) to better capture granular behavior. Finally, the current model does not account for cutterhead rotation effects on spoil flow. The simplified static interface between cutterhead openings and screw conveyor inlet may deviate from actual flow patterns in the excavation chamber. Future iterations should integrate rotating cutterhead dynamics to capture vortex formation and pressure pulsation at this critical interface.
Discussion
This study addresses the key engineering challenges of unstable muck discharge, high blowout risk, and severe localized wear in EPB shield screw conveyors during tunneling in water-rich sandy-cobble strata, taking the Beijing Metro New Airport Line as the engineering prototype. To overcome the limitations of traditional single-phase simulation methods (pure CFD or DEM) that fail to characterize the dynamic coupling between discrete cobble particles and continuous groundwater, a targeted bidirectional CFD-DEM fluid-solid coupling model was established for muck transportation analysis. The model was systematically validated using laboratory triaxial test data and on-site measured parameters: the simulated pressure gradient achieved a coefficient of determination ( R2 = 0.994, Root Mean Square Error [RMSE] = 9.358 kPa) with experimental results, and the torque evolution exhibited strong consistency with field monitoring data ( R2 = 0.728, RMSE = 36.696 kN·m). This validation confirms the model’s high reliability and engineering applicability, thereby providing a novel numerical tool for analyzing shield screw conveyors in complex high-risk strata.
Through in-depth simulation analysis and field verification, three key scientific laws that have not been comprehensively revealed in previous studies were quantified, filling the gap in understanding muck transportation dynamics and wear mechanisms in water-rich sandy-cobble strata:
-
(1)
Critical threshold for blowout initiation: The newly proposed "water-soil pressure ratio" was identified as a core indicator for evaluating discharge stability. When the earth pressure is stabilized at 504 kPa, the flow field pressure decays linearly, and muck discharge remains stable within the ratio range of 0.24 to 0.48. Once the ratio exceeds the critical value of 0.56, particle segregation is triggered, the muck filling rate drops sharply, and the dry muck discharge efficiency plummets to only 22.4% of the theoretical value, accompanied by obvious blowout phenomena. Notably, the initial signal of blowout is characterized by decreased filling rate and particle segregation rather than an immediate surge in discharge rate. This finding provides a precise and operable early warning criterion for on-site construction, which was not clarified in previous research. It should be noted that the critical water-soil pressure ratio (0.56) is primarily applicable to conditions comparable to those of this study, including water-rich sandy-cobble strata, burial depth in the range of 1D–2.5D, and muck conditioned with bentonite-foam. For burial depth exceeding 2.5D, the threshold should be adjusted according to the changes in passive earth pressure, and such adjustments should be calibrated on-site in conjunction with specific stratum and construction conditions. This study also has inherent limitations: the proposed threshold is derived from a specific engineering prototype, and its applicability may be constrained by variations in stratum gradation, permeability, and muck conditioning effectiveness. Thus, direct application of this threshold to scenarios with substantially different geological or construction conditions is not advisable. Instead, preliminary verification via small-scale tests or numerical simulations is recommended.
-
(2)
Non-uniform wear distribution mechanism: Breaking through the traditional single-peak wear model, the screw conveyor exhibits a distinct "dual-peak, three-stage" wear pattern. The first impact wear peak (wear depth > 4.00×10⁻3 mm) occurs at the inlet (0 m), induced by intense particle impact and friction during feeding. The second frictional wear peak (wear depth ≈ 1.95×10⁻3 mm) is localized near 8.625 m, driven by continuous sliding contact between particles and conveyor components. The three stages include impact attenuation (0–2.25 m, wear depth sharply reducing to 1.01×10⁻3 mm), stable wear (2.25–9.5 m, wear depth ranging from 1.01×10⁻3 to 1.95×10⁻3 mm), and wear recession (9.5–15 m, wear depth gradually decreasing to 3.43×10⁻5 mm). These stages correspond to the progressive attenuation of particle kinetic energy and mechanical load. This precise characterization of wear distribution locates previously undetermined high-risk areas, laying a foundation for targeted anti-wear design.
-
(3)
Pressure evolution of the preferential flow zone: During screw conveyor operation, a dynamically expanding preferential flow zone forms at 45° above the left side of the inlet. The pressure in this zone drops sharply to 1/20 of the initial earth pressure within 0–52 s and then stabilizes, showing the mechanical characteristics of localized active earth pressure. This phenomenon exacerbates stress inhomogeneity in the excavation chamber and increases the risk of soil intrusion, a mechanism that was not previously reported. It provides a scientific basis for optimizing cutterhead opening size, such as avoiding excessive openings in the corresponding area, to enhance excavation chamber stability.
From an engineering application perspective, the research results offer direct and precise theoretical support for addressing technical bottlenecks in EPB shield tunneling in water-rich sandy-cobble strata: (1) For structural optimization, targeted reinforcement measures, such as adopting impact-resistant materials in the 0–1 m inlet impact zone and wear-resistant grid structures near the 8.625 m frictional peak, can significantly extend the service life of the screw conveyor; (2) For risk control, taking the water-soil pressure ratio of 0.56 as the critical early warning threshold enables effective prevention of blowout accidents; (3) For construction efficiency, the revealed muck transportation laws can guide the rational adjustment of operational parameters, including rotation speed and torque, to ensure stable and efficient muck discharge.
In future research, three aspects will be refined to improve the model’s adaptability to complex engineering scenarios: (1) Introducing non-spherical particle models to more accurately simulate the mechanical interlocking effect of natural cobbles; (2) Incorporating dynamic viscosity adjustment mechanisms based on user-defined functions (UDFs) to account for the influence of soil conditioning agents, such as bentonite and foam; (3) Integrating the rotation effect of the cutterhead to refine the simulation of the flow field at the interface between the excavation chamber and the screw conveyor. This will further enhance the model’s predictive accuracy and provide more comprehensive technical support for shield tunneling in high-risk strata.
Data availability
The data that support the findings of this study are available from the corresponding author upon reasonable request.
References
Tang, S. et al. Engineering dificulties and key technologies for undervater shield tunnel in complex ground. J. Eng. Geol. 29(1477), 1487. https://doi.org/10.13544/j.cnki.jeg.2020-044 (2021).
Yang, W. et al. Review on vibration monitoring and Its application during shield tunnel construction period. Buildings 14, 1066. https://doi.org/10.3390/buildings14041066 (2024).
Yao, P. et al. Safety level assessment of shield tunneling in water rich sandy pebble strata with large particle size. Sci. Rep. 13, 3854. https://doi.org/10.1038/s41598-023-30718-5 (2023).
Zhen, Z., Ge, X. & Zhang, J. Soil conditioning tests on sandy and cobbly soil for shield tunneling. KSCE J. Civ. Eng. 25, 1229–1238. https://doi.org/10.1007/s12205-021-0921-0 (2021).
He, S. et al. Blowout control during EPB shield tunnelling in sandy pebble stratum with high groundwater pressure. Chin. J. Geotech. Eng. 39(1583), 1590. https://doi.org/10.11779/CJGE201709005 (2017).
Zhang, Y., Hu, C., Gong, X. & Wu, R. Study on EPB shield excavation parameters in water-rich sandy cobble stratum in Chengdu. Chin. J. Undergr. Space Eng. 18, 2005–2015 (2022).
Li, S., Chen, Y., Cao, L. & Shangguan, Z. Mechanism model of pressure control of headchamber in earth-pressure- balanced shield tunneling. Chin. J. Geotech. Eng. 33, 34–38 (2011).
Hu, G., Huang, D., Jiang, H., Zhan, T. & Yuan, Y. Analysis for influence factors and control of shield advance speed based on field measurement data. Tunnel Constr. 42, 189–196. https://doi.org/10.3973/j.issn.2096-4498.2022.S2.023 (2022).
Zhou, G. Analysis on earth conveying and pressure maintaining of screw conveyors of EPB shields. Tunnel Constr. 32, 302–308 (2012).
Cai, H. Ground conditioning technology for EPB shield tunneling in sand strata. Tunnel Constr. 35, 928–934 (2015).
Ding, E. et al. Construction technology for gushing control by using opening differential of double gate of shield screw conveyor. Tunnel Constr. 43, 493–498 (2023).
Guo, C., Kong, H. & Wang, M. Study on muck improvement of EPB shield tunneling in waterless sandy-cobble-boulder stratum. China Civ. Eng. J. 48, 201–205 (2015).
Jiang, Y., Huang, Y., Yu, J., Huang, Z. & Zhu, B. Muck improvement experiment of earth pressure balance shield tunnel in water-rich sand layer based on pressure transfer characteristic. Urban Mass Transit 27, 227–233 (2024).
Zheng, G., Dai, X. & Diao, Y. Parameter analysis of water flow during EPBS tunnelling and an evaluation method of spewing failure based on a simplified model. Eng. Fail. Anal. 58, 96–112. https://doi.org/10.1016/j.engfailanal.2015.08.033 (2015).
Talebi, K., Memarian, H., Rostami, J. & Alavi Gharahbagh, E. Modeling of soil movement in the screw conveyor of the earth pressure balance machines (EPBM) using computational fluid dynamics. Tunn. Undergr. Space Technol. 47, 136–142. https://doi.org/10.1016/j.tust.2014.12.008 (2015).
Yao, Y. et al. Spatial motion patterns and force transmission characteristics of muck particles in EPB shield tunneling: An FDM-DEM coupling analysis. Underground Space 25, 132–155. https://doi.org/10.1016/j.undsp.2025.05.005 (2025).
Li, G. Research on the sealing and transportation characteristics of screw conveyor in EPBS, Dalian University of Technology (2009).
Zhi, B., Li, S., Zhu, Y., Tian, Y. & Wan, Z. Earth pressure balance shield screw conveyor slag transport and influence of parameters. Chin. J. Appl. Mech. 40, 107–115. https://doi.org/10.11776/j.issn.1000-4939.2023.01.014 (2023).
Cui, G. et al. Mechanics simulation of EPB shield screw conveyor’s screw shaft based on fluid-solid coupling. J. Mach. Design 39(90), 97 (2022).
Chen, D., Jin, Z., Ma, J., Zhao, B. & Li, Y. Research on wear life of screw conveyor for shield machine based on DEM. Min. Process. Equip. 51, 1–10. https://doi.org/10.16816/j.cnki.ksjx.2023.11.011 (2023).
Zhu, H., Panpan, C., Xiaoying, Z., Yuanhai, L. & Peinan, L. Assessment and structural improvement on the performance of soil chamber system of EPB shield assisted with DEM modeling. Tunnell. Undergr. Space Technol. 96, 103092. https://doi.org/10.1016/j.tust.2019.103092 (2020).
Schiller, L. & Naumann, A. A drag coefficient correlation. Z. Ver. Dtsch. Ing. 77, 318–320 (1935).
Xu, Q. et al. Laboratory tests on conditioning the sandy cobble soil for EPB shield tunnelling and its field application. Tunnell. Undergr. Space Technol. 105, 103512. https://doi.org/10.1016/j.tust.2020.103512 (2020).
Versteeg, H. K. An introduction to computational fluid dynamics the finite volume method. (Pearson Education Ltd., 2007).
Cundall, P. A. & Strack, O. D. L. Discussion: a discrete numerical model for granular assemblies. Géotechnique 30, 331–336. https://doi.org/10.1680/geot.1980.30.3.331 (1980).
Johnson, K. L., Kendall, K., Roberts, A. D. & Tabor, D. Surface energy and the contact of elastic solids. Proc. R. Soc. A. 324, 301–313. https://doi.org/10.1098/rspa.1971.0141 (1971).
Wu, T. et al. Calibration of discrete element model parameters for cohesive soil considering the cohesion between particles. J. South China Agric. Univ. 38, 93–98. https://doi.org/10.7671/j.issn.1001-411X.2017.03.015 (2017).
Archard, J. F. Contact and rubbing of flat surfaces. J. Appl. Phys. 24, 981–988. https://doi.org/10.1063/1.1721448 (1953).
Rabinowicz, E. The wear coefficient—Magnitude, scatter, uses. J. Lubr. Technol. 103, 188–193. https://doi.org/10.1115/1.3251624 (1981).
Zhang, J. et al. Wear characteristics of shield cutters in sand-pebble strata based on EDEM. Chin. J. Geotech. Eng. 46(2212), 2220. https://doi.org/10.11779/CJGE20230723 (2024).
Bai, Y., Qi, T. & Wu, Z. Lagged surface collapse mechanism of shield construction in sandy pebble stratum. J. Civ. Environ. Eng. 35, 12–19. https://doi.org/10.3969/j.issn.1674-4764.2013.01.003 (2013).
Terzaghi, K. T. Theoretical soil mechanics (Chapman and Hall, 1943).
Wu, L., Qu, F., Sun, W., Li, S. & Liu, C. Discrete numerical model for analysis of chamber pressure of earth pressure balance shield machine. Chin. J. Geotech. Eng. 32, 18–23 (2010).
Gong, X., Xu, Y. & Han, J. Selection and calculation of the earth pressure for shield tunneling. Road Mach. Construct. Mechanization https://doi.org/10.3969/j.issn.1000-033X.2007.11.026 (2007).
Su, H., Yang, J., Hu, B., Gao, X. & Ma, H. Study of particle size effect of rock model based on particle discrete element method. Rock Soil Mech. 39, 4642–4651. https://doi.org/10.16285/j.rsm.2017.0945 (2018).
Wang, M. Study on conveying mechanism and characteristics of shield screw conveyor based on DEM, Southwest Jiaotong University (2018).
Li, X., Yang, Y., Jin, D. & Li, X. Theoretical analysis and experiment of pressure distribution and pressure gradient of shield screw conveyor: Taking sandy soil as an example. Sci. Rep. 10, 7831. https://doi.org/10.1038/s41598-020-64254-3 (2020).
Zhu, W., Qin, J. & Wei, K. Research on the mechanism of the spewing in the EPB shield tunnelling. Chin. J. Geotech. Eng. 26, 589–593. https://doi.org/10.11779/CJGE20230723 (2004).
Acknowledgments
The authors acknowledge the financial support provided by the National Natural Science Foundation of China (Grant No. 52278385).
Funding
National Natural Science Foundation of China,52278385.
Author information
Authors and Affiliations
Contributions
Caixia Guo* (Corresponding author): Supervision, Project Administration, Writing–Review & Editing, Funding Acquisition, Resources. Gang Liu: Methodology, Software, Validation, Visualization, Formal Analysis, Investigation, Writing–Original Draft. Xiaochan Wang: Project Administration, Resources, Funding Acquisition. Xinquan Zhang: Project Administration, Data Curation, Funding Acquisition. Xiuli Du: Project Administration, Resources. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Guo, C., Liu, G., Wang, X. et al. CFD-DEM coupling analysis of EPB screw conveyor muck discharge in water-rich sandy cobble strata. Sci Rep 16, 12407 (2026). https://doi.org/10.1038/s41598-026-41903-7
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-41903-7
