
Abstract
Neither mechanical refinement nor chemical activation alone typically provides sufficient reactivity enhancement or performance robustness for municipal solid waste incineration bottom ash (MSWIBA) when used as a supplementary cementitious material (SCM). This study proposes a physicochemical co-activation route combining planetary ball milling with Ca(OH)2 impregnation, and elucidates how the coupled treatment regulates hydration kinetics, strength development, and microstructural evolution in MSWIBA-blended binders. The results show that ball milling followed by immersion in a moderately concentrated Ca(OH)2 solution (~ 0.2 mol/L) establishes a dual activation pathway: particle disintegration and defect formation increase the accessible reactive surface, while alkaline–calcium conditioning promotes depolymerization of the aluminosilicate glass and exposes latent reactive sites. Consequently, early hydration is accelerated and sustained formation of C–S–H and AFt is promoted, yielding a compact and largely defect-free matrix. At 28 d, the optimized synergistically activated system achieves a compressive strength of 55.4 MPa, surpassing that of the ball-milled-only counterpart. Overall, the findings demonstrate a scalable physicochemical strategy for converting MSWIBA into a high-performance SCM.
Similar content being viewed by others

Introduction
Rapid urban expansion and rising living standards have led to a sustained increase in municipal solid waste (MSW) generation. Current projections indicate that global MSW output will climb from about 2.0 billion tonnes in 2016 to roughly 3.4 billion tonnes by 2050, thereby exacerbating pressure on landfilling and other disposal pathways1. In China, incineration has become an increasingly important element of modern MSW management because it enables energy recovery while substantially reducing waste mass and volume. Nevertheless, municipal solid waste incineration bottom ash (MSWIBA) is an unavoidable residue from thermal treatment and is produced in large quantities worldwide, forming a persistent secondary waste stream that demands safe management and value-added utilization2,3.
Despite its compositional complexity and pronounced heterogeneity, MSWIBA typically contains abundant Si-, Ca-, and Al-bearing oxides and includes a non-negligible amorphous fraction. These features suggest that MSWIBA could be considered for construction-related uses, particularly as a filler or as a supplementary cementitious material (SCM)4,5. However, direct application is often constrained by variability in composition and by harmful constituents such as metallic Al, free CaO, unburnt carbon, and heavy metals, which can compromise performance and raise environmental concerns6,7.
Accordingly, incorporating untreated MSWIBA into construction materials remains non-trivial. Raw MSWIBA commonly contains soluble salts, residual metallic fragments, and leachable heavy metals; if landfilled or reused without proper stabilization, these components may induce soil and groundwater contamination8. In cementitious binders or other highly alkaline environments, residual metallic aluminum and related reactive metals readily corrode and generate hydrogen gas9. The accumulation of H₂ within the matrix introduces additional porosity and expansive stresses, which can trigger cracking, delamination, and substantial strength degradation—widely regarded as a principal failure mechanism in MSWIBA-containing mortars and alkali-activated materials10,11. Previous studies further demonstrate that higher metallic Al contents and faster hydrogen evolution are generally associated with more severe mechanical deterioration12,13,14. Importantly, metallic Al reactivity is governed by its chemical state and surface condition: unoxidized or insufficiently encapsulated Al particles remain highly reactive in alkaline media, whereas partially oxidized Al or alumina-coated particles exhibit markedly reduced reactivity15. To reduce leaching hazards and expansion-related damage, a variety of stabilization and modification strategies have been proposed, including natural or accelerated aging to diminish soluble phases, physical separation (e.g., screening and magnetic sorting) to remove metallic fragments, washing to extract salts, and thermal, chemical, or carbonation treatments to immobilize contaminants16,17,18.
Beyond issues associated with metallic constituents, MSWIBA generally exhibits lower intrinsic reactivity than fly ash and many conventional pozzolanic materials. This limitation is commonly attributed to its heterogeneous chemistry, relatively coarse particle size, and restricted content of amorphous (glassy) phases19, which collectively hinder its effectiveness in cement-based applications. In particular, major crystalline phases (e.g., quartz, feldspar, calcite, gehlenite, and spinel) tend to be chemically stable under cementitious or alkaline conditions, resulting in weak pozzolanic/hydraulic contributions and limited interfacial bonding in blended systems20. Although the amorphous fraction can potentially provide latent reactivity, it is often low (< 20 wt%) and may be adversely affected by co-existing salts and heavy metals that suppress hydration reactions21. Moreover, irregular particle morphology, internal porosity, and variability in surface chemistry restrict the development of continuous reactive surfaces, thereby weakening bonding to the cement matrix and delaying strength build-up22. This reactivity shortfall can be further aggravated by residual metallic Al and sulfates, which may disrupt hydration equilibrium and promote expansion rather than strength gain. Consequently, MSWIBA typically requires activation—such as mechanical activation23, thermal treatment24, or chemical modification (e.g., alkali activation)21 to improve its effective reactivity before it can serve as a viable SCM.
However, relying on a single activation route—either physical or chemical—often fails to deliver a substantial reactivity enhancement or stable performance when MSWIBA is used as an SCM. Physical treatments (e.g., grinding or sieving) can increase fineness and surface area, yet they generally exert limited influence on inert crystalline phases25. Chemical approaches (e.g., alkali-based treatments) may adjust surface chemistry and help immobilize contaminants, but they frequently do not fully overcome intrinsic structural inertness26,27. Meanwhile, although pore structure has been discussed for cementitious systems incorporating waste-derived or industrial by-products (including MSWIBA), the specific role of pore characteristics associated with hydrogen generation—and their coupled impacts on mechanical performance and microstructural integrity—has not been sufficiently clarified. To address these gaps, the present work adopts a physicochemical co-activation strategy that integrates mechanical refinement with chemical modification to concurrently tailor particle morphology, weaken/perturb crystalline frameworks, and promote the formation of reactive amorphous domains. The treated MSWIBA is then employed as an SCM in cementitious materials, and its pozzolanic reactivity and the mechanical performance of blended binders are systematically assessed. The underlying mechanisms are further elucidated through microstructural characterization together with analysis of pore-structure evolution.
Furthermore, by integrating mercury intrusion porosimetry (MIP) with X-ray computed tomography (X-CT), this study provides a more complete picture of how distinct activation pathways affect hydrogen-related pore formation in MSWIBA-based cementitious materials. Establishing quantitative links between microstructural features and macroscopic mechanical behavior offers guidance for optimizing material design and improving practical performance. In addition, the results help clarify the relationship between internal structure and the reactivity of activated MSWIBA, thereby providing an actionable route to upgrading incineration residues into value-added, low-carbon construction materials. Ultimately, this work supports sustainable development along the waste-to-resource pathway.
Material and methodology
Materials
This study employed ordinary Portland cement (OPC), specifically Type P.O 42.5, and ISO-standard sand from China as fine aggregates. The municipal solid waste incineration bottom ash (MSWIBA) was collected from a MSW incineration facility located in Shaoxing, Zhejiang Province, China, with a moisture content of approximately 0.687‰. The oxide compositions of OPC and MSWIBA were quantified by X-ray fluorescence (XRF), and the results are reported in Table 1.
Particle-size distributions were measured using a laser diffraction particle-size analyzer and are summarized in Table 2. The fine aggregate was ISO standard sand supplied by Xiamen Aisou Standard Sand Co., Ltd., complying with GB/T 17,671 − 2021. Laboratory tap water was used for all mixing and curing procedures. Reagents for alkali-related treatments were obtained from China National Pharmaceutical Group Chemical Reagents Co., Ltd.; calcium hydroxide (Ca(OH)2) had a stated purity of ≥ 96.0%.
Physicochemical co-activation protocol for MSWIBA
Given the complex composition of MSWIBA and the encapsulation of its reactive phases, a physicochemical co-activation route combining ball milling and Ca(OH)2 impregnation was adopted. The overall workflow and the role of Ca(OH)2 solution concentration are illustrated in Fig. 1. For comparison, two reference mixtures were included: (i) C100, prepared with OPC only; and (ii) M30, in which 30% of OPC was replaced by untreated MSWIBA.

Experimental process diagram a MSWIBA soaked in alkaline solution, b vacuum filtration equipment.
-
(1)
Physical milling stage
The raw MSWIBA was dry-milled for 0.5 h in a planetary ball mill. Mechanical impact and abrasion from the steel media fractured agglomerates and promoted particle-size reduction. This process also generated microcracks and structural defects on the glassy-phase surface, thereby exposing Si–Al-rich reactive domains that may otherwise be shielded by surface deposits such as heavy-metal oxides or unburnt carbon. The MSWIBA before and after ball milling is shown in Fig. 2.

a MSWIBA (before ball milling), b MSWIBA (after ball milling).
-
(2)
Chemical impregnation stage
Two ash conditions—ball-milled MSWIBA (denoted as M30-B) and unground MSWIBA (M30)—were separately soaked in Ca(OH)₂ aqueous solutions with concentrations of 0.02 mol/L, 0.1 mol/L, 0.2 mol/L, and 0.3 mol/L. A solid-to-liquid ratio of 1:5 was maintained, and the impregnation duration was 1 d. To facilitate uniform solution access and ion transport, the suspensions were stirred for 5 min every 12 h.
During impregnation, loosely bound or inert surface phases associated with the glassy fraction (e.g., CaSO4 and certain metal oxides) were partially dissolved/removed, which aided the release of reactive SiO2 and Al2O3 from within microcracked regions and promoted the formation of soluble silicoaluminate species. Simultaneously, the treatment introduced an available Ca2+ reservoir that could participate in subsequent hydration reactions.
-
(3)
Post-treatment and application
After impregnation, the treated MSWIBA was recovered by filtration and rinsed twice with deionized water to reduce residual alkalinity. The material was then oven-dried at 60 °C for 24 h; this moderate temperature was selected to avoid potential recrystallization or deactivation of reactive components that may occur at higher temperatures. The activated MSWIBA was finally used as an SCM by replacing 30% of OPC to cast mortar specimens. A summary of the treatment conditions and sample designations is provided in Table 3.
Sample preparation and curing condition
The required amounts of cementitious constituents (OPC and MSWIBA) were first weighed according to the designed proportions and premixed manually to ensure initial homogenization. Mixing was conducted in accordance with the following sequence. Water was added to the mixing bowl first, followed by the cementitious blend. The mixer was started immediately and run for 30 s. At the beginning of the next 30 s interval, sand was gradually and uniformly introduced into the bowl, and mixing continued for another 30 s. Mixing was then paused for 90 s, during which mortar adhered to the paddle and bowl wall was scraped back into the batch to minimize compositional bias. A final 60 s mixing step was performed to obtain a uniform mortar. The detailed mixture proportions are listed in Table 4.
Fresh mortar was cast into oiled molds in two layers. Two mold geometries were employed: 40 × 40 × 160 mm3 and 40 × 40 × 40 mm3. Half of the mortar was placed into the mold and compacted on a vibrating table for 30 s; the remaining mortar was then added and compacted for another 30 s. After surface finishing with a trowel, molds were covered with plastic film for initial curing. After 24 h, specimens were demolded and transferred to a standard curing chamber maintained at 20 °C and 90% relative humidity until the designated test ages, after which they were removed for subsequent performance characterization.
Methodology
Reactivity test
Although MSWIBA and ordinary Portland cement share broadly comparable oxide constituents, MSWIBA exhibits a markedly different reaction behavior in cementitious environments. To quantify the effectiveness of the applied activation routes, the strength activity index at 28 d (H28) was adopted following Chinese Standard GB/T 1596–2017:
H28 represents the reactivity index, rounded to the nearest 1%. R denotes the 28 d compressive strength (MPa) of cement mortar in which 30% of the cement is replaced by MSWIBA, while R0 denotes the 28 d compressive strength (MPa) of the control cement mortar.
In this definition, H28 is the reactivity index (rounded to the nearest 1%). R refers to the 28 d compressive strength (MPa) of the mortar in which 30% of OPC is replaced by MSWIBA, whereas R0 denotes the 28 d compressive strength (MPa) of the control mortar prepared with OPC only.
Compression and flexural testing
After curing, flexural and compressive strengths were determined at 1, 7, 14, and 28 d using a YDW-300 C servo-controlled testing machine. The compressive loading rate was fixed at 10 kN/min, and the flexural loading rate was set to 20 kN/min to ensure consistent test conditions across all mixtures. All procedures strictly followed Chinese Standard GB/T 17671 − 2021. For each mixture and age, three replicate specimens were tested; the mean value together with the standard deviation was reported as the final result.
Isothermal calorimetry
Hydration kinetics were evaluated by isothermal calorimetry, which continuously records the heat flow associated with cementitious reactions. Measurements were performed using a TAM Air isothermal calorimeter under an ambient temperature of 60 °C. The paste was prepared by mixing MSWIBA, cement, and deionized water at a mass ratio of 3:7:4, followed by thorough stirring and immediate loading into the calorimetry ampoule. The test duration was 72 h, during which both the heat-evolution rate and cumulative heat release were automatically logged. Each condition was measured in duplicate to ensure reproducibility. The resulting heat-flow and cumulative-heat curves were subsequently analyzed to compare hydration characteristics among mixtures with different MSWIBA treatment histories.
XRD, TGA and FTIR analyses
For phase and functional-group characterization, mortar fragments were collected from the interior region approximately 10 mm beneath the specimen surface to minimize carbonation and surface effects. Hydration was quenched by immersing the samples in anhydrous ethanol for 3 d, after which they were dried at 60 °C to constant mass. The dried material was then ground and sieved to < 75 μm prior to XRD, TG/DTG, and FTIR measurements.
X-ray diffraction (XRD) patterns were recorded using a Bruker D8 Advance diffractometer (Germany) with Cu-Kα radiation operated at 40 kV and 40 mA. Data were collected over 2θ = 5°–90° with a step size of 0.02°. Phase identification and semi-quantitative interpretation were conducted in Jade software using the standard PDF database, allowing assessment of crystalline phases as well as changes in hydration-product assemblage.
Thermogravimetric analysis (TG/DTG) measurements were carried out on a Mettler Toledo STARe-System TGA2 (Switzerland) under a nitrogen atmosphere. Samples were heated from 30 to 1000 °C at 10 °C/min.
Fourier-transform infrared spectroscopy (FTIR) spectra were collected using a NICOLET iS50 spectrometer (Thermo Scientific, USA) in the range of 4000–400 cm− 1 with a resolution of 1 cm− 1. The spectra were interpreted to identify characteristic functional groups and their evolution with MSWIBA activation and hydration.
Scanning electron microscopy (SEM) was conducted using a Thermo Fisher Scientific Quanta FEG 650 field emission electron microscope (China) at a working voltage of 15 kV. Prior to imaging, sample surfaces were gently cleaned with argon to remove loose particulates, mounted on aluminum stubs using conductive silver paste, and height-adjusted using a 3D micro-positioning device (height error < 50 μm). To improve conductivity, specimens were sputter-coated with an approximately 10 nm gold layer using a JEOL JFC-1600 coater, with stage rotation (360°) and tilt (± 30°) applied to promote uniform coating.
MIP and X-CT analyses
Pore-structure characteristics were measured by mercury intrusion porosimetry (MIP) using an Autopore IV 9500 porosimeter (Micromeritics, USA). Specimens cured for 3 and 28 d were sampled from the internal region (~ 10 mm below the surface), solvent-exchanged in anhydrous ethanol for 3 d to stop hydration, and then dried at 60 °C to constant mass. The dried material was crushed into 2–3 mm fragments for MIP testing. From these measurements, total porosity and pore-size distributions were obtained to support interpretation of performance development at the microscale.
To resolve the three-dimensional pore architecture, X-CT was performed using a Nikon XTH320 system (Nikon Corp., Japan) with a typical voxel resolution of ~ 7 μm. Scanning was conducted at 159 kV and 120 µA, collecting 2000 projections across a 360° rotation with an exposure time of 0.5 s per projection. Two-dimensional radiographs were reconstructed into 3D volumes in CTPro. Pore segmentation and quantitative analysis were performed in VGStudio using gray-level thresholding. For 28 d specimens, a 3 × 3 × 3 mm3 region of interest was selected for detailed analysis; adaptive Gaussian filtering was applied to suppress noise. The Defect Analysis module in VGStudio Max 3.0 was used to extract pore metrics, including pore radius and pore volume.
By integrating MIP and X-CT, both pore-size distribution (pressure-intrusion sensitive) and 3D pore topology/connectivity could be assessed, enabling a more rigorous evaluation of how different activation strategies influence internal porosity and pore networks in MSWIBA-based cementitious materials, and how these microstructural features relate to macroscopic properties.
Results and discussion
Hydration heat
Isothermal calorimetry was employed to quantify how different pretreatment routes modify the early-age hydration behavior of MSWIBA-blended binders. The heat-flow (rate) curves for the OPC reference and the mixtures with 30% MSWIBA substitution are shown in Fig. 3(a), while the corresponding cumulative heat release over 72 h is compared in Fig. 3(b).

Comparison of isothermal calorimetric curves due to hydration heat between cement mixed with MSWIBA and pure cement. a Heat release rate curves, b Cumulative hydration heat curves.
The OPC-only mixture (C100) exhibits the characteristic “double-peak” hydration signature. A dominant peak appears at ~ 4–5 h, corresponding to the accelerated hydration of tricalcium silicate (C3S), followed by a secondary peak at ~ 5–7 h that is associated with dicalcium silicate (C2S) hydration. By contrast, replacing 30% of the cement with untreated MSWIBA (M30) leads to a delayed and attenuated main peak. This behavior is primarily attributed to dilution of reactive cement phases and the presence of relatively inert components in MSWIBA, which hinder interparticle contact and slow the overall hydration progress.
Physical refinement via ball milling (M30-B) partially restores hydration intensity and advances the timing of the main peak relative to M30. The improvement can be explained by the increased fineness and specific surface area after milling, which enhances dispersion of the cementitious particles and supplies additional nucleation sites for hydration products, thereby accelerating C–S–H formation. Consistent with this interpretation, the cumulative heat at 72 h for M30-B reaches ~ 300 J/g, which is approximately 30% higher than that of untreated M30, demonstrating the effectiveness of physical activation.
Chemical impregnation with Ca(OH)2 solution also influences early hydration. For the Ca(OH)2-treated series (M30-CH), the main peak shifts noticeably toward earlier times. Among these, the M30-CH-0.2 mixture exhibits the most pronounced peak, whereas the 0.3 and 0.1 mol/L treatments show comparable responses, and 0.02 mol/L yields the weakest enhancement. This trend indicates that a stronger alkaline–calcium environment can partially remove/destabilize surface passivation layers on MSWIBA, releasing limited amounts of reactive Si and Al species and mildly promoting early pozzolanic interactions. However, because untreated MSWIBA remains relatively coarse, transport of ions and reaction products is constrained; consequently, the 72 h cumulative heat of the M30-CH series remains comparatively low.
A more distinct enhancement is achieved when physical and chemical treatments are coupled. The ball-milled + Ca(OH)2-impregnated mixtures (M30-B-CH) exhibit a clear synergistic response. Ball milling reduces particle size, increases surface area, and can disrupt amorphous structures in MSWIBA21, thereby facilitating subsequent chemical interaction during impregnation. Notably, M30-B-CH-0.2 delivers the highest peak heat-flow rate of 54.0 J/(g·h), exceeding both M30-B (~ 47.1 J/(g·h)) and all M30-CH mixtures. When the Ca(OH)₂ concentration is increased to 0.3 mol/L, the peak rate decreases slightly to ~ 52.2 J/(g·h), whereas 0.1 and 0.02 mol/L are less effective. These results suggest that ~ 0.2 mol/L provides an optimal balance: it efficiently promotes surface-layer dissolution and exposure of reactive domains without triggering excessive surface crystallization that could impede reaction progress.
The cumulative-heat results in Fig. 3(b) further reveal an important distinction between “peak acceleration” and “heat accumulation.” At 72 h, M30-B shows a slightly higher cumulative heat (~ 300 J/g) than M30-B-CH-0.2 (~ 295 J/g), even though the latter exhibits a higher peak heat-flow rate. This indicates that ground MSWIBA may sustain nucleation-driven hydration over time, producing a broader and more persistent heat-release profile. In contrast, despite its strong early peak, M30-B-CH-0.2 may experience partial surface coverage by Ca(OH)₂-related deposits, which can limit the continuation of pozzolanic reactions and slightly reduce longer-term heat accumulation.
Mechanical performance and H 28
As summarized in Fig. 4, the compressive strength and the corresponding H28 index were determined at multiple curing ages, revealing a stage-dependent response to physical grinding, chemical impregnation, and their coupled physicochemical co-activation.

Compressive strength of samples: a M30-CH group; b M30-B-CH group; c Compressive strength of samples in different groups immersed in Ca(OH)2 alkaline solution at a concentration of 0.2 mol/L; d Reactivity index H28 of samples in each group.
At 3 d, the untreated MSWIBA mixture (M30) developed a compressive strength of 9.20 MPa, whereas ball milling (M30-B) increased the strength sharply to 22.44 MPa, indicating that particle refinement markedly accelerates early-age hydration. For the chemically treated series (M30-CH), strength rose progressively with increasing Ca(OH)2 concentration, from 12.38 MPa at 0.02 mol/L to 16.43 MPa at 0.3 mol/L (a 32.7% increase), suggesting that a stronger alkaline–calcium environment can modestly enhance the initial reactivity of MSWIBA. When ball milling was combined with Ca(OH)2 impregnation (M30-B-CH), the 3 d strengths were generally slightly higher than those of the M30-CH series (e.g., 20.28 MPa at 0.3 mol/L) and still showed a concentration-dependent trend; however, they remained lower than the M30-B specimen. This outcome implies that, at very early ages, Ca(OH)2 may preferentially adsorb/deposit on particle surfaces without immediately translating into substantial pozzolanic contribution, thereby offering limited benefit relative to milling-driven nucleation and dispersion effects.
By 28 d, the advantage of the coupled treatment became evident. The M30-B-CH-0.2 mixture achieved the highest compressive strength of 55.44 MPa with an H28 index of 90, corresponding to an 18.7% improvement over M30-B. This confirms that impregnation at 0.2 mol/L effectively promotes sustained pozzolanic reactions once sufficient reactive surfaces have been created by milling. In contrast, further increasing the Ca(OH)2 concentration reduced performance: M30-B-CH-0.3 reached 53.46 MPa with an H28 of 87, consistent with a detrimental effect associated with supersaturation-driven Ca(OH)2 crystallization. Without prior milling, chemical treatment alone remained less effective; for example, M30-CH-0.2 attained only 45.93 MPa with an H28 of 75, underscoring that physical refinement is crucial for maintaining long-term hydration and strength gain.

Flexural strength of samples: a M30-CH, b M30-B-CH.
Flexural-strength results in Fig. 5 exhibit the same overall ranking and reinforce the above interpretation. For M30-B, flexural strength increased from 4.49 MPa at 3 d to 6.58 MPa at 28 d, reflecting the role of milling in increasing available reaction surfaces for continued hydration. The synergistically activated M30-B-CH-0.2 mixture performed even better, reaching 7.92 MPa at 28 d (a 42.9% increase relative to its 3 d value), indicating that sustained pozzolanic activity contributes substantially to later-age strength development. Across the series, 0.2 mol/L provides the most favorable balance: the OH⁻ level is sufficient to stimulate dissolution of reactive Si/Al species while avoiding excessive surface crystallization that would impede ion transport. At 0.3 mol/L, however, pronounced Ca(OH)2 deposition can form a dense interfacial layer around MSWIBA particles, which acts as a physical barrier that restricts inward diffusion of reactive ions (e.g., OH⁻ and Ca2+) and limits the release of reactive silica and alumina. Moreover, excessive deposition may favor the development of less reactive crystalline products, thereby suppressing overall hydration and strength evolution—an effect consistent with previous observations28.
Mineral phase analysis
XRD
The XRD patterns of specimens subjected to different pretreatments at 3 and 28 d are presented in Fig. 6, and the quantified phase assemblages obtained by Rietveld refinement are summarized in Fig. 7.

XRD results of test samples a 3 d curing age; b 28 d curing age.

Proportions of mineral phases in samples a 3 d curing age, b 28 d curing age.
At 3 d, the Ca(OH)2 (portlandite) reflection in the M30-CH series is notably stronger than that in the M30-B-CH series, indicating that ball milling promotes pozzolanic consumption of Ca(OH)2 by increasing the specific surface area and exposing additional reactive domains in MSWIBA. Consistently, the M30-CH mixtures exhibit more pronounced quartz (SiO2) peaks, whereas the milled-and-impregnated M30-B-CH specimens show reduced quartz contributions, suggesting that grinding enhances the apparent reactivity of otherwise inert SiO2-bearing phases. An anomalously high Ca(OH)2 fraction is observed for M30-CH-0.3 (41.2%), which is most plausibly attributed to oversaturation: at high Ca(OH)2 concentration, crystallization and surface coating are promoted, thereby limiting further dissolution/activation of MSWIBA.
At 28 d, calcite (CaCO3) peaks increase sharply in both M30-CH-0.3 and M30-B-CH-0.3, implying that excessive Ca2+ availability facilitates carbonation. Under such conditions, CaCO3 formation may coincide with the generation of carbon–sulfur–silicon–calcium–bearing products29, which can contribute to expansion and matrix softening, ultimately impairing mechanical performance. In contrast, among all mixtures, M30-B-CH-0.2 exhibits the highest remaining contents of C3S (~ 19.1%) and C2S (~ 7.8%), indicating that the coupled treatment using ball milling plus 0.2 mol/L Ca(OH)2 most effectively stimulates overall hydration activity within the blended system.
In addition, the phase proportions in Fig. 7 reveal a concentration-dependent competition between ettringite (AFt) and gehlenite (a Ca–Al silicate, melilite-group mineral)30. With increasing Ca(OH)2 concentration, AFt-related reflections first intensify and then diminish, whereas gehlenite shows the opposite tendency (decrease followed by increase). This behavior suggests that a moderate Ca2+ level stabilizes AFt formation, while excessive Ca2+ favors gehlenite development, which is associated with lower strength contribution and can suppress AFt precipitation, thereby adversely affecting strength development.
TG/DTG
The TG/DTG responses of all mixtures at 3 and 28 d are shown in Fig. 8. At 3 d, the total mass loss in the M30-CH series increases from 3.76% (0.02 mol/L) to 4.11% (0.2 mol/L), with 0.2 mol/L giving the maximum value. A similar optimum appears for the M30-B-CH series, where the 0.2 mol/L condition yields the highest mass loss (~ 4.69%), clearly exceeding the other concentrations. Together with the XRD observations, these results indicate that ~ 0.2 mol/L Ca(OH)2 provides the most favorable chemical environment for dissolving Si–Al-bearing phases and promoting C–S–H generation. When the concentration is further increased to 0.3 mol/L, mass loss decreases to 4.13% (M30-CH) and 4.03% (M30-B-CH), implying that excessive Ca2+ promotes premature product precipitation (e.g., early C–S–H deposition) that forms dense layers around unreacted particles, thereby restricting continued hydration.

TG/DTG curves of each sample: a M30-CH group after 3 d of curing, b M30-B-CH group after 3 d of curing, c M30-CH group after 28 d of curing, d M30-B-CH group after 28 d of curing.
In the 400–600 °C interval, mass loss is mainly associated with Ca(OH)2 decomposition. In this region, the M30-CH series shows an increase from 1.86% (0.02 mol/L) to 2.30% (0.3 mol/L), and the M30-B-CH series displays a comparable rise from 2.04% to 2.39%, indicating progressive Ca(OH)2 accumulation with increasing solution concentration. However, surplus Ca(OH)2 can readily carbonate, generating additional CaCO318. While such precipitation may temporarily benefit early densification, it is generally unfavorable for long-term stability and performance when excessive.
After 28 d, the same “0.2 mol/L optimum” remains evident in the low-temperature dehydration region (30–200 °C): M30-CH-0.2 exhibits the largest mass loss (~ 5.51%) within the M30-CH series, while M30-B-CH-0.2 reaches 6.55%, the maximum among the M30-B-CH mixtures, confirming that this condition most effectively promotes hydration-product formation. Moreover, in the Ca(OH)2 decomposition range (400–600 °C), the M30-B-CH specimens (~ 2.38%–2.81%) generally show equal or slightly higher mass loss than the M30-CH specimens (~ 2.35%–2.81%), supporting the conclusion that ball milling strengthens the pozzolanic consumption/turnover of Ca(OH)2.
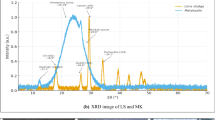
FTIR
FTIR spectra at 28 d are presented in Fig. 9. All specimens exhibit a distinct band at 3642 cm− 1, assigned to O–H stretching in Ca(OH)2. For both M30-CH and M30-B-CH series, this band progressively weakens as Ca(OH)2 concentration increases, indicating that alkaline impregnation promotes Ca(OH)2 consumption through pozzolanic reactions. Notably, at comparable concentrations, the M30-B-CH specimens consistently display lower Ca(OH)2 band intensity than the M30-CH specimens, reflecting more efficient utilization of Ca(OH)2 after particle refinement. In addition, the broad band near 3433 cm− 1 (O–H vibrations of adsorbed/bound water) is more pronounced in the M30-B-CH series, consistent with increased gel-phase formation (e.g., C–S–H) under physicochemical co-activation.

FTIR spectra of samples from each group after 28 d of curing.
Bands at 1420 and 1467 cm− 1, attributed to the asymmetric stretching of CO32−, intensify strongly in the 0.3 mol/L groups (M30-CH-0.3 and M30-B-CH-0.3), corroborating enhanced carbonation at high Ca(OH)2 concentration—consistent with the calcite increase observed by XRD. The strong band at 1094 cm− 1 (asymmetric stretching of Si–O–Si/Si–O–Al) is markedly stronger in M30-B-CH than in M30-CH. Among all groups, M30-B-CH-0.2 shows the sharpest feature and the narrowest half-width, suggesting that ball milling combined with 0.2 mol/L Ca(OH)2 most effectively depolymerizes the aluminosilicate glass network, generating more reactive silicoaluminate species.
The band near 980 cm− 1 (Al–O vibrations) in the M30-B-CH series exhibits an “increase-then-decrease” trend with Ca(OH)2 concentration, reaching a maximum at 0.2 mol/L, indicating the most efficient activation of Al-bearing reactive sites at this condition. Meanwhile, the Si–O–Si bending band at ~ 463 cm− 1 remains weak in the M30-CH series, reinforcing that chemical impregnation alone is insufficient to substantially activate the silicate framework of coarse MSWIBA without prior physical refinement.
Microstructures
SEM graphs for representative mixtures at 3 and 28 d are shown in Fig. 10.

SEM images: a M30-B group at 3 d; b M30-B group at 28 d; c M30-CH-0.2 group at 3 d; d M30-CH-0.2 group at 28 d; e M30-B-CH-0.2 group at 3 d; f M30-B-CH-0.2 group at 28 d.
At 3 d, the M30-B specimen already exhibits a comparatively compact matrix, filled with flocculent C–S–H gel and needle-like calcium aluminate hydrates (C–A–H), indicating that ball milling accelerates early hydration by refining particle size and increasing reactive surface exposure31. This microstructural densification is consistent with the higher 3 d compressive strength. At 28 d, additional hydration products (C–A–H, C–S–H, and plate-like Ca(OH)2) are observed; however, localized unfilled voids persist. This suggests that physical grinding alone enhances early reactions but does not fully unlock the cementitious potential of MSWIBA, leaving interfacial defects that constrain later-age strength gain.
For M30-CH-0.2, the 3 d microstructure is characterized by layered Ca(OH)2 accumulations with visible microcracks, reflecting the coarse and incompletely activated nature of untreated MSWIBA. Thus, chemical impregnation alone does not sufficiently trigger early cementitious reactivity, resulting in a relatively loose initial structure. By 28 d, partial Ca(OH)2 dissolution and increased C–S–H formation are evident, with more fibrous and interwoven gel morphology. Nevertheless, hydration products remain non-uniformly distributed and layered interfaces are still apparent, indicating limited integration between MSWIBA particles and the cement matrix when only chemical activation is applied.
In contrast, the synergistically treated M30-B-CH-0.2 specimen exhibits a different evolution. At 3 d, fewer C–A–H needles and fewer plate-like Ca(OH)2 crystals are observed, and the porosity appears slightly higher than that of M30-B, which can be attributed to early-stage surface coverage by Ca(OH)2 microcrystals that delays product deposition. By 28 d, the physicochemical synergy becomes prominent: C–S–H gel and C–A–H are densely intergrown into a continuous, honeycomb-like network with nearly no visible pores. This homogeneous and compact microstructure indicates that milling-induced microcracks facilitate solution penetration and reactive-site exposure during impregnation, enabling activated MSWIBA to participate more fully in hydration and to bond effectively with cement hydrates—consistent with the substantial 28 d strength enhancement.
Overall, specimens treated by single-step milling or single-step impregnation show pronounced heterogeneity in hydration-product distribution due to incomplete activation, leaving pores and microcracks that act as mechanical weak points. In comparison, physicochemical co-activation more effectively releases the cementitious potential of MSWIBA, yielding a denser and more uniform microstructure through stronger coupling between MSWIBA-derived reactive species and cement hydration products.
Multi-scale pore structure evolution
MIP
The pore-size distributions after 3 and 28 d are shown in Fig. 11. At 28 d, the M30-B-CH series exhibits a substantially lower total porosity than the M30-CH series; the lowest porosity is obtained for M30-B-CH-0.2 (~ 10.44%), whereas M30-CH-0.02 shows the highest value (~ 17.32%). These differences in pore-size distribution provide a mechanistic basis for the observed variations in macroscopic mechanical performance, as they reflect the extent and uniformity of microstructural densification induced by different pretreatments.

Pore size distribution of each sample at a 3 d and b 28 d.
At 3 d, the coupled physicochemical activation (M30-B-CH) generally results in smaller cumulative pore volumes than the single-activation routes. Within this series, M30-B-CH-0.3 yields the lowest overall pore volume; however, its pore population is dominated by transitional pores, capillary pores, and macropores. In contrast, M30-B-CH-0.2 contains a higher fraction of gel pores, indicating a finer and more homogeneous pore network. This suggests that although a higher Ca(OH)2 concentration (~ 0.3 mol/L) can accelerate early hydration and reduce total pore volume, localized Ca(OH)2 crystallization may induce uneven densification and promote the persistence of coarser pores. Therefore, moderate alkalinity (~ 0.2 mol/L) appears to provide a more balanced chemical environment, enabling more uniform precipitation of hydration products and supporting sustained strength development.
After 28 d, all mixtures show pronounced reductions in cumulative pore volume, consistent with continued hydration and pore refinement. Notably, M30-B-CH-0.2 achieves the most compact pore structure and the lowest porosity (~ 10.44%), featuring a well-connected fine-pore network with a reduced contribution from larger pores. By comparison, M30-B-CH-0.3, although denser than at early age, still retains a noticeable macropore fraction, which aligns with its lower 28 d compressive strength (~ 53.46 MPa) relative to M30-B-CH-0.2 (~ 55.44 MPa). Conversely, M30-CH-0.02 remains the most porous (~ 17.32%) and is dominated by macropores, consistent with its lowest compressive strength (~ 39.8 MPa). Collectively, these results confirm that ball milling combined with moderate alkaline activation is most effective in refining pore structure, enhancing matrix uniformity, and improving long-term mechanical performance.
X-CT
X-CT was used to directly visualize the pore system in 28 d specimens via three-dimensional reconstruction (Fig. 12) and two-dimensional cross-sectional imaging (Fig. 13). The reconstructions provide clear evidence of a synergistic densification effect resulting from the combined ball milling and Ca(OH)2 immersion. As seen in Fig. 13, M30-CH-0.2 still contains abundant capillary pores and localized defects, whereas M30-B-CH-0.2 exhibits a marked reduction in pore number and a more uniform spatial distribution. This indicates that physicochemical co-activation effectively alleviates defects associated with the interfacial transition zone (ITZ). In particular, large macropores previously concentrated near the upper region of the cross-section are no longer observed, implying that the optimized pretreatment substantially improves interfacial compatibility between MSWIBA particles and the surrounding cement matrix.

Three-dimensional CT reconstruction results of selected samples at 28 d of age a M30-CH-0.2, b M30-B-CH-0.2.
The 2D X-CT images further highlight that M30-B-CH-0.2 forms a considerably denser internal matrix than the other mixtures. In contrast, the remaining groups display visible isolated capillary pores and local microcracks—most prominently in M30-CH-0.2, which shows a high density of transitional pores, capillary pores, and microcracks. These observations are consistent with the high porosity measured by MIP (~ 17.32%). The combined results suggest that ball milling promotes more uniform deposition of hydration products through particle refinement, while immersion in 0.2 mol/L Ca(OH)2 suppresses the development of large and/or connected pores by optimizing the chemical activation pathway.

Two-dimensional CT image analysis of selected samples at 28 d of curing.
To further differentiate hydration degrees among mixtures, the logarithmic analysis of CT gray-level distributions is presented in Fig. 14. The M30-B-CH-0.2 specimen shows the most concentrated gray-level distribution with a higher fraction of high-gray regions, indicating a larger volume of dense hydration products. By contrast, the M30-CH series exhibits a broader distribution biased toward lower gray levels, reflecting fewer hydration products and less uniform densification—consistent with its inferior mechanical performance.

Gray-scale distribution characteristics of CT scans of selected samples.
Overall, the multi-scale X-CT evidence—from 3D reconstruction (Fig. 12) to 2D sections (Fig. 13) and gray-level statistics (Fig. 14)—demonstrates that synergistic activation through ball milling coupled with moderate alkaline immersion (0.2 mol/L Ca(OH)2) substantially refines pore distribution and increases hydration-product compactness. This physicochemical co-activation route therefore improves microstructural uniformity, produces a denser matrix, and ultimately delivers superior mechanical strength.
Discussions
Role of physical and chemical activation in the hydration and strength development
Physical activation by ball milling markedly accelerates early-age hydration, primarily by increasing the specific surface area of MSWIBA and improving particle dispersion/packing in the blended binder. By comparison, chemical activation through Ca(OH)2 impregnation mainly shortens the induction period by partially dissolving the amorphous aluminosilicate glass network and releasing reactive Si- and Al-bearing species into the pore solution. When these two routes are combined, the heat-evolution response becomes most pronounced, indicating a clear synergistic mechanism: milling exposes previously encapsulated reactive domains and introduces microcracks that enhance solution ingress, whereas a moderate alkaline–calcium environment (~ 0.2 mol/L) promotes glass depolymerization while avoiding excessive surface precipitation. Notably, the typical trade-off observed in alkali-modified cementitious systems is also evident here—overly concentrated Ca(OH)2 can intensify early hydration but suppress later pozzolanic progression by forming a dense interfacial layer that limits further dissolution and mass transfer32. Therefore, careful tuning of Ca(OH)2 concentration is essential to balance rapid reaction initiation with sustained hydration/pozzolanic activity.
The mechanical results align well with the hydration-kinetics trends. Ball milling contributes strongly to early compressive strength through enhanced nucleation and tighter particle packing, while Ca(OH)2 impregnation promotes greater accumulation of C–S–H and C–A–H gels at later ages. Consequently, the physicochemically co-activated specimen achieves the highest 28 d compressive strength together with the maximum reactivity index (H28), demonstrating that moderate chemical activation can efficiently capitalize on the reactive potential created by physical refinement.
Discrepancy between MIP and X-CT porosity measurements and their relation to mechanical performance
Multi-scale microstructural analyses further substantiate the synergy between physical and chemical activation. In particular, M30-B-CH-0.2 develops the most refined and spatially uniform pore system, showing the lowest porosity (~ 10.44%) and a high contribution of gel pores—features that are consistent with its superior mechanical performance. Nevertheless, the porosity values obtained from mercury intrusion porosimetry (MIP) are several times higher than those derived from X-ray computed tomography (X-CT), as summarized in Table 5.
This divergence stems from both technique-specific detection limits and MSWIBA-related pore-forming phenomena, especially hydrogen generation during hydration. First, MIP and X-CT interrogate different pore scales: MIP characterizes pore-throat-controlled intrusion down to the nanometer range, whereas X-CT is limited by voxel resolution (≈ 7 μm in this work) and cannot resolve gel pores or fine capillary pores that constitute a major portion of cementitious porosity. As a result, X-CT inherently underestimates total porosity because nanoscale pores and many closed voids fall below its detection threshold.
Second, metallic aluminum and other reactive metals present in MSWIBA can react with alkaline pore solution to evolve hydrogen gas at early ages, creating microbubbles and voids within the developing matrix. These gas-induced pores typically occur from nano- to microscale and are often isolated or partially closed; they are therefore accessible to mercury intrusion (and reflected in MIP-derived porosity), but may remain invisible to X-CT if their characteristic size is smaller than the voxel limit or if segmentation fails to capture weak-contrast isolated voids. In this sense, hydrogen evolution offers a mechanistic explanation for why MIP can report substantially higher “apparent” porosity than X-CT for MSWIBA-containing binders.
Overall, MIP and X-CT should be viewed as complementary rather than interchangeable. MIP is sensitive to fine pores and throat connectivity, including ink-bottle effects and gas-related mesopores, whereas X-CT provides spatially resolved information on larger pores, defect clusters, and connectivity pathways that are often more directly linked to crack initiation, mechanical failure, and durability. Integrating both methods therefore enables a more complete description of hierarchical pore structure and clarifies how pore-scale features govern the mechanical performance of MSWIBA-based cementitious materials.
Conclusion
Using a multi-scale experimental framework, this work clarifies how coupled physical (ball milling) and chemical (Ca(OH)2 impregnation) activation enhances the cementitious performance of municipal solid waste incineration bottom ash (MSWIBA). The results demonstrate that ball milling followed by immersion in a moderately concentrated Ca(OH)2 solution (~ 0.2 mol/L) provides an effective and scalable pathway to upgrade MSWIBA into a high-performance supplementary cementitious material, provided that the alkali dosage and milling intensity are appropriately controlled. The main conclusions are as follows:
-
(1)
Ball milling introduces microcracks and substantially increases the specific surface area of MSWIBA, whereas moderate Ca(OH)2 impregnation (~ 0.2 mol/L) promotes depolymerization of the aluminosilicate glass network and mobilizes reactive Si and Al species. Their combination therefore establishes complementary activation routes that accelerate early hydration and support subsequent strength development.
-
(2)
Physicochemical co-activation produces a compact, honeycomb-like matrix with increased formation of C–S–H and AFt and a marked reduction in interfacial defects, leading to improved mechanical performance (the 28 d compressive strength is ~ 18.7% higher than that achieved by ball milling alone). In contrast, excessive alkalinity promotes secondary precipitation and leaves residual macroporosity, which collectively undermine strength gain.
-
(3)
Phase and microstructural evidence indicates that the 0.2 mol/L Ca(OH)2 condition is most effective in restructuring the silica–alumina network, enhancing Ca(OH)2 consumption and promoting the development of AFt and C–S–H gel. The corresponding micrographs show a more continuous and densely intergrown hydrate framework, consistent with the observed mitigation of interfacial weak zones and the associated strength improvement.
-
(4)
Multi-scale pore characterization confirms that synergistic activation lowers total porosity and shifts the pore-size distribution toward finer gel pores. By comparison, specimens treated with overly concentrated Ca(OH)2 retain a higher fraction of transitional pores and macropores, which rationalizes their inferior mechanical performance.
-
(5)
From a practical perspective, the proposed physicochemical co-activation route is compatible with existing cement and SCM processing workflows. The mechanical step relies on a short-duration milling treatment and can be implemented using scalable comminution equipment in industry, while the Ca(OH)2 impregnation is a simple aqueous conditioning process based on a low-cost calcium source. At plant scale, the impregnation can be conducted in batch or continuous mode with conventional solid–liquid separation, and the process liquor can be recycled after filtration to reduce water consumption. Future work should quantify the process energy demand and conduct a preliminary techno-economic assessment; in addition, systematic durability evaluations (e.g., carbonation/chloride resistance and transport-related tests) and environmental performance assessments (including leaching/toxicity and potential environmental benefits) are needed to support practical application and to identify the optimal balance between milling intensity, chemical conditioning, long-term performance, and environmental impact.
Data availability
The datasets generated and/or analyzed during the current study are available from the corresponding authors upon reasonable request.
References
Valavanidis, A. Global municipal solid waste (MSW) in crisis, Two billion tonnes of MSW every year, a worrying worldwide environmental problem, 1, 1–28 (2023).
Zou, H.-H., He, P., Lü, F. & Zhang, H. Practice and challenges for beneficial use of municipal solid waste incineration bottom ash in China. J. Environ. Chem. Eng. https://doi.org/10.1016/j.jece.2025.117923 (2025).
Liu, J. et al. Novel recycling application of high volume municipal solid waste incineration bottom ash (MSWIBA) into sustainable concrete. Sci. Total Environ. 838, 156124 (2022).
Polettini, A., Pomi, R. & Fortuna, E. Chemical activation in view of MSWI bottom ash recycling in cement-based systems. J. Hazard. Mater. 162, 1292–1299 (2009).
Gong, J., Yu, L., Li, Z. & Shi, X. Mechanical activation improves reactivity and reduces leaching of municipal solid waste incineration (MSWI) bottom ash in cement hydration system. J. Clean. Prod. 363, 132533 (2022).
Xuan, D., Tang, P. & Poon, C. S. Limitations and quality upgrading techniques for utilization of MSW incineration bottom ash in engineering applications–A review. Constr. Build. Mater. 190, 1091–1102 (2018).
Cheng, L. et al. Influence of municipal solid waste incineration bottom ash particle size on the evolution mechanism and distribution characteristics of multiscale pore structures in cement paste. Constr. Build. Mater. 452, 138882 (2024).
Ma, W. et al. Plasma vitrification and heavy metals solidification of MSW and sewage sludge incineration fly ash. J. Hazard. Mater. 408, 124809 (2021).
Lin, W. Y., Heng, K. S., Sun, X. & Wang, J.-Y. Accelerated carbonation of different size fractions of MSW IBA and the effect on leaching. Waste Manag. 41, 75–84 (2015).
Chen, B., van Zijl, M. B., Keulen, A. & Ye, G. Thermal treatment on MSWI bottom ash for the utilisation in alkali activated materials, 25–35. (KnE Engineering, 2020).
Liu, J. et al. The impact of cold-bonded artificial lightweight aggregates produced by municipal solid waste incineration bottom ash (MSWIBA) replace natural aggregates on the mechanical, microscopic and environmental properties, durability of sustainable concrete. J. Clean. Prod. 337, 130479 (2022).
Laurent, C., Scenini, F., Monetta, T., Bellucci, F. & Curioni, M. The contribution of hydrogen evolution processes during corrosion of aluminium and aluminium alloys investigated by potentiodynamic polarisation coupled with real-time hydrogen measurement. npj. Mater. Degrad. 1, 6 (2017).
Nithiya, A., Saffarzadeh, A. & Shimaoka, T. Hydrogen gas generation from metal aluminum-water interaction in municipal solid waste incineration (MSWI) bottom ash. Waste Manag. 73, 342–350 (2018).
Xuan, D. & Poon, C. S. Removal of metallic Al and Al/Zn alloys in MSWI bottom ash by alkaline treatment. J. Hazard. Mater. 344, 73–80 (2018).
Zou, H., He, P., Lü, F. & Zhang, H. Practice and challenges for beneficial use of municipal solid waste incineration bottom ash in China. J. Environ. Chem. Eng. 13, 117923 (2025).
Olea, F. E. S., Burke, I. T., Mohammad, A. & Stewart, D. I. Reuse potential of municipal solid waste incinerator bottom ash as secondary aggregate: Material characteristics, persistent organic pollutant content and effects of pH and selected environmental lixiviants on leaching behaviour. Waste Manag. 187, 262–274 (2024).
Ma, J. et al. Resource utilization of municipal solid waste incineration residues in cement-based materials: A review. Mater. Rep.: Solidwaste Ecomater. 1, 9520007 (2025).
Chen, Z., Kumar, D., Zhu, W., Liu, Y. & Yang, E.-H. Simplified framework for efficient utilization of municipal solid waste incinerator bottom ash as construction material via systematic classification and characterization. Constr. Build. Mater. 411, 134504 (2024).
Cheng, L. et al. Influence of municipal solid waste incineration bottom ash on the hydration and carbonation behavior of reactive magnesia cement. Chem. Eng. J. 502, 158059 (2024).
Schollbach, K. et al. Combined chracterization of the MSWI bottom ash. In Proceedings of the Thirty-Eighth International Conference on Cement Microscopy. Lyon, France, 74–84 (2016).
Lu, J. et al. Utilization of municipal solid waste incinerator bottom ash (MSWIBA) in concrete as partial replacement of fine aggregate. Constr. Build. Mater. 414, 134918 (2024).
Yang, X. et al. Mechanical and microstructural properties of municipal solid waste incinerator bottom ash (MSWIBA) concrete exposed to salt erosion and drying-wetting cycles. J. Build. Eng. 96, 110482 (2024).
Lyu, K. et al. Mechanical activation of MSWIFA: Performance trade-offs between electric grinding and ball milling. Constr. Build. Mater. 493, 143110 (2025).
Tang, P., Florea, M., Spiesz, P. & Brouwers, H. Application of thermally activated municipal solid waste incineration (MSWI) bottom ash fines as binder substitute. Cem. Concr. Compos. 70, 194–205 (2016).
Little, L., Mainza, A. N., Becker, M. & Wiese, J. Fine grinding: How mill type affects particle shape characteristics and mineral liberation. Miner. Eng. 111, 148–157 (2017).
Yeo, R. J. et al. Strategies for heavy metals immobilization in municipal solid waste incineration bottom ash: a critical review. Reviews Environ. Sci. Bio/Technol. 23, 503–568 (2024).
Tang, P., Chen, W., Xuan, D., Zuo, Y. & Poon, C. S. Investigation of cementitious properties of different constituents in municipal solid waste incineration bottom ash as supplementary cementitious materials. J. Clean. Prod. 258, 120675 (2020).
Iizuka, A. et al. Comparative study of acid mine drainage neutralization by calcium hydroxide and concrete sludge–derived material. Min. Eng. 188, 107819 (2022).
Zhang, L., Wen, B., Niu, D. & Ji, Z. Damage evolution of concrete under the actions of stray current and sulphate. J. Wuhan Univ. Technol. Mater. Sci. Ed. 36, 578–587 (2021).
Ptáček, P., Opravil, T., Šoukal, F., Havlica, J. & Holešinský, R. Kinetics and mechanism of formation of gehlenite, Al–Si spinel and anorthite from the mixture of kaolinite and calcite. Solid State Sci. 26, 53–58 (2013).
Ding, Y. et al. Porosity of municipal solid waste incinerator bottom ash effects on asphalt mixture performance. J. Clean. Prod. 369, 133344 (2022).
Bayuseno, A. P. & Schmahl, W. W. Improved understanding of the pozzolanic behaviour of MSWI fly ash with Ca(OH)2 solution. Int. J. Environ. Waste Manag. 15, 39–66 (2015).
Funding
This work was supported by the Zhejiang “Leading Goose” R&D Program (Nos. 2023C04033 and 2023C03146) and the Enterprise Development Grant (Co-Innovation Programme) [EDG (CIP)] (Reference Nos. 231236UB and CIP-2208-CN1079).
Author information
Authors and Affiliations
Contributions
Z.Z. performed the experiments, collected the data, and carried out the main characterization and mechanical testing. Y.Z., J.Y., and J.W. assisted with sample preparation, testing, and data interpretation. S.W. and Z.S.Y. conducted the X-ray CT measurements and contributed to 3D reconstruction/porosity analysis. Y.H. supported complementary characterization and verification of the microstructural results. H.Z. and S.R. conceived and designed the study. H.Z. analyzed and interpreted the results and wrote the original draft. S.R. supervised the project and secured funding and resources. H.Z. and S.R., as corresponding authors, take responsibility for the integrity, transparency, preservation, and sharing of the data/materials/code underlying this work and for confirming the author list and author contributions. All authors reviewed and approved the final manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhu, Z., Zhang, Y., Yang, J. et al. Unlocking the reactivity of municipal solid waste incineration bottom ash through physicochemical co-activation toward improved cementitious performance. Sci Rep 16, 9692 (2026). https://doi.org/10.1038/s41598-026-43059-w
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-43059-w
