
Abstract
During high-speed milling, stainless steel is prone to generating adiabatic shear bands in the cutting zone, which affects the cutting quality. The main factors causing adiabatic shear are high temperature and elastoplastic instability. An energy dissipation model for stainless steel milling was established and analyzed based on adiabatic shear. A series of flood and cryogenic cooling milling experiments with liquid nitrogen (LN2) and LN2+liquid carbon dioxide (LCO2) cooling were carried out. Simultaneously, an innovative research about the effect of LN2+LCO2 on adiabatic shear was executed. The results show that the energy dissipation is mainly determined by the influence factors such as milling force and shear strength at the same milling parameters. Compared with flood cooling, the influence factors are all increased at LN2 cryogenic temperature conditions, and the energy dissipation result is also enhanced. At 200 m /min, the temperature in the cutting zone of LN2+LCO2 is below 60 °C compared with 400 °C of flood cooling. The formation of serrated chips is related to the brittle cutting characteristic at lower temperature. Meanwhile, the tool wear is obviously inhibited, and the machined surface is improved with a roughness of less than Ra 0.3 μm at vc = 150 m/min, which is lower than Ra 0.7 μm of flood cooling. Conclusion: due to the instantaneous cold brittleness of LN2 and lubricating effect of LCO2, there is difficult to obtain the conditions at the shear zone for generating adiabatic shear bands, and the milling performances are improved at the same time.
Similar content being viewed by others

Introduction
Stainless steels are a kind of iron-based high-alloy steel with a chromium content of over 12%. Especially, 0Cr18Ni9 (304) stainless steel has excellent corrosion resistance and metallurgical mechanical properties1,2. And it has been widely used in related fields such as aerospace, marine industry, and automotive industry and so on. However, this kind of material usually has poor machinability. During the cutting process, it is prone to work hardening, which results in severe tool wear. The processing accuracy and surface quality are difficult to meet the usage requirements. In addition, the lower thermal conductivity of stainless steel easily causes high cutting temperatures, severe work hardening, large cutting forces and difficult chip breakage. It also has a large linear expansion coefficient and strong material adhesion, which makes it easy to adhere to the cutting edge, that will result in poor machinability3,4.
As the typical difficult-to-machine materials, stainless steel and titanium alloys often undergo the adiabatic shear localization under cutting conditions of low speed, small cutting depth and large rake angle. And the chips often appear in a band-like shape. With the increase of cutting speed, the instantaneous high-speed impact between the tool and workpiece causes the cutting higher temperature. There results in the greater thermal softening effect of processed material being than the strain rate hardening effect in a small area, and the instability of the thermal viscoplastic constitutive is caused inevitably. And then the adiabatic shear inevitably is occurred with the serrated-shaped chips spaced by adiabatic shear bands (ASB). This kind of chip makes the cutting process unstable, generates vibration, and affects chip breaking, processing quality, and accelerates tool wear5,6,7. At the same time, when cutting difficult-to-machine materials at high speed, adiabatic shearing will cause high-frequency vibration for the cutting force, which generates seriously tool wear and the processed surface quality.
Most of literatures are all based on the adiabatic shear theory. There are many reports on serrated-shaped chips considering cutting speed8,9,10,11, the materials have the properties of the poor thermal physical properties and good thermal conductivity. For the critical condition of the formation of serrated chips, scholars generally believe that the local thermal softening effect at the first deformation zone exceeds the strain strengthening and strain rate strengthening effects12,13. Meanwhile, the thermal softening effect exceeds the hardening effect of strain and strain rate is a necessary condition for adiabatic shear evolution14. Therefore, seeking a better cutting cooling strategy is the research direction for reducing and improving adiabatic shear problems.
Many literatures mainly focus on the improvement of machinability by cryogenic cooling methods. Kumar et al.15 carried out the cutting AISI52100 steel at cryogenic cooling. They found that the thickness of the white layer was decreased by 52–78%, the cutting temperature was dropped by 49%, the roughness was decreased by 29%, and the thin-small serrated-shaped chips were generated. Mozammel et al.16 could quickly and effectively remove heat, significantly reduce specific energy consumption and temperature, and improve surface quality. Nalbant17 processed AISI 304 stainless steel under both dry and cryogenic cooling conditions. It was found that cryogenic cooling and cutting speed had an impact on the cutting force. Cryogenic cooling process had a higher processing efficiency than dry one. And the cutting force was increased with the increase of cutting speed.
Some scholars pay more attention to improving the lubrication problems in cryogenic cooling cutting, they introduces LCO2 into the process of difficult-to machine materials in cryogenic cooling. Cetindag18 carried out turning tests on AISI 52100 bearing steel at constant cutting speed (200 m/min), feed rate (0.1 mm/r) and cutting depth (0.1 mm). The results were shown that the strategy of CO2+MQL could improve the surface quality even better, increase the residual compressive stress of the machinated surface, and obtain better surface integrity. Shah19 analyzed different cooling and lubrication techniques during titanium alloy drilling, no coolant, cryogenic LCO2 and LN2 cooling. The results showed that cryogenic LN2 and LCO2 were a sustainable cooling and lubrication technology, and that could reduce tool wear and power consumption, and there also enhanced processing productivity and quality. Jamil20 reported that combining dry ice (CO2-snow) with the least amount of lubrication fluid was the most effective way to dissipate heat and lubrication. When dry ice was added to ethanol-ester oil cutting fluid, the fluid density, specific heat and viscosity were reduced by 20%, 10% and 5% respectively, the thermal conductivity was increased by 15%, and the heat transfer coefficient was significantly increased by 17%. Iqbal et al.21 introduced CO2-snow as a coolant during the processing of the most difficult-to-machine material(β-titanium). Compared with emulsion coolant, the combination of CO2-snow with the minimum amount of lubricant was found to be the most effective for heat dissipation and lubrication, and it also improved the durability of the cutting tool.
In summary, since adiabatic shearing is mainly caused by the plastic instability resulting from the rapid temperature rise in cutting zone. The research group had carried out investigations about the machinability for difficult-to-machine materials in LN2 cryogenic cooling, and found the heat dissipation of milling zone is relatively rapid, the temperature rise was reduced slowly, and brittle cutting was occurred with the regular chips. At the same time, considering the advantages of lubrication and reduced friction for LCO2 cryogenic medium. The novel influence of LN2+LCO2 combined cooling on the adiabatic shear characteristics and milling performance will be researched for 304 stainless steel compared with only LN2 cooling in this paper.
Prediction model of serrated chip
Main shear zone model
During the cutting process, the main shear zone undergoes intense plastic deformation, accompanied by the generation of a large amount of heat. There can be regarded as a strong thermal-force coupling effect. At the same time, there are also effects such as work hardening and thermal softening. To describe its stress–strain relationship, the Johnson–Cook constitutive model is adopted22,23.
where σf is the flow stress (MPa), A is the material yield strength under quasi static(MPa), B is the influence coefficient of strain hardening, n is the hardening index, C is the strengthening parameter the strain rate, \(\gamma\) is shear strain(MPa), \(\dot{\gamma }\) is the shear strain rate, \(\dot{\gamma }_{0}\) is the reference shear strain rate, T is the cooling temperature(25 °C and − 190 °C), T0 is the room temperature(25 °C), Tm is the melting point of material(°C), m is the thermal softening coefficient.
Besides, the material of the workpiece firstly undergoes plastic deformation at the shear surface, and generates shear stress. Due to the influence of cutting speed, an inertial force exists simultaneously with the shear sliding, so its shear stress σs can be expressed as
where ρ is the material density (kg/m3), vc is the cutting speed(m/min), Φ is the shear angle (°).
According to the theory of unequal shear zones proposed by Li et al.24, the strain and strain rate of the shear zone are expressed as
where \(\dot{\gamma }_{\max }\) is the maximum strain rate in shear zone, h is the thickness of shear zone(m),k is unequal division coefficient, ap is milling depth(m),γ0 is the tool rake angle(o), q is a coefficient that describes the non-uniform distribution characteristic of tangential velocity in the first deformation zone. For the elastoplastic material, that is q = 3 at low-speed cutting and q = 7 for high-speed cutting.
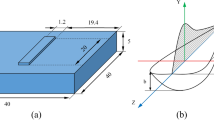
As illuminated in Fig. 1a, the shear-slip zone is firstly generated through the shear-slip boundary CD, and then reaches the terminal line EF and formed chip. And then an element on AB is taken, and a mathematical relationship between the strain rate, strain, stress and temperature of this element is established in the shear zone of CD-EF unit. Based on the parallelism between AB, CD and EF, the shear strain rate in the shear zone can be regarded as the average value of the maximum shear strain velocity zone.
where \(\dot{\gamma }_{AB}\) is average strain rate in AB of CD-EF unit.

Continuous chip cutting model (a) orthogonal cutting (b) oblique angle milling.
At the same time, based on the cutting theory Φ can be expressed by:
where β is friction angle(o) which is related to the friction and lubrication problems.
Milling is classified as oblique angle cutting because of helical angle response, and it is different from orthogonal one. Therefore the speed relationship is shown in Fig. 1a and b, which is the cutting speed vc, chip speed is vp, the shear speed is vs, and there is.
where ηc is the chip outflow angle (°), which is basically equal to the tool helical angle βc, and λs is the tool edge inclination angle (°).
Moufki25 adopted a correlation friction coefficient model between the tool and chip, and the coefficient was decreased with cutting temperature. And he studied the influence characteristics of cutting speed on cutting force. It was believed that workpiece material was thermally softened as the cutting speed increases at high temperature, and the friction coefficient between the tool and chip is decreased. The chip flow velocity can be obtained as
Combining Eqs. (8) and (10), the thermal softening reduces the friction coefficient of tool and chip, which increases the chip flow rate, and there also makes it more likely to cause the formation of band-shaped chips.
The speed incrementing of CD-EF shear unit in x and y directions can be expressed as follows.
where \(\dot{u}\),\(\dot{v}\) is the velocities of the CD-EF shear unit in x and y direction.
According to the geometric relationship in the Fig. 1b, the length increments of each effective cutting in the x and y directions can be obtained as
where n is the spindle speed(r/min), z is the tooth number of tool.
The shear strain on the shear plane AB can be obtained by the shear strain rate and the shear zone working time. And it is gotten by
Equation (15) shows that with the increase of speed, the shear strain rate and shear strain all are increased, whilst the energy of the shear band is going to rise. When the energy reaches the limit fracture value of localization adiabatic shearing, the serrated chip will be fracture.
In order to facilitate the calculation of shear strength, a simplified description was adopted to represent the interaction between rate hardening and thermal softening during the formation of the shear zone26,27,28, thereby achieving the shear stress τr of rake face. Since the conventional research focuses on the calculation of shear strength τr for orthogonal cutting, the oblique cutting method should be considered for τr in milling process29. Based on Fig. 1 and a simplification of calculation, τr can be obtained by follows.
where τr is the shear stress of rake face(MPa), ae is the cutting width(m), Fx is cutting force in x direction and Fy is cutting force in y direction(N), and they can be obtained through measurement tests.
Adiabatic shear model
The phenomenon of adiabatic shear bands involves complex constitutive properties of materials, strain gradient effects, material recrystallization phase transitions and so on. The influence of cryogenic cooling on the crystal structure parameters of materials can easily cause the phase transition of stainless steel which is from austenite to martensite. There results in changes about material’s properties. At the same time, the complex contact geometric structure between tool and workpiece during milling processing will make the analysis of frictional behavior between tool and workpiece complicated. To demonstrate the applicability of the model and facilitate analysis, the friction behavior between tool and workpiece is simplified in this study, and the material phase transformation effect at low temperatures is ignored. There can simplistically describe the coupling effect between rate hardening and thermal softening during the evolution of shear bands.
The temperature rise is an important factor of adiabatic shear during milling processes. It is related to the density of the workpiece, milling speed and continuous milling time. Based on the literatures27,28, the adiabatic shear basic model based on temperature rise can be obtained by
where vp(x, t) is the velocity in x long and t time, ρ is density, τ(x, t) is the shear stress which is the same as τr in rake face.
where T(x, t) is the temperature excursion above ambient of the shear band region, ξ is the ratio factor of cutting heat, x is cutting distance, t is working time, c is specific heat and 460 J/(kg °C) for machined workpiece.
Shearing deformation of serrated chip
Due to the significant differences in the formation mechanism between serrated chips and band-shaped chips, the deformation coefficient cannot be used to evaluate the deformation degree of serrated chips. The degree of serrated deformation is usually expressed by the serrated degree. The larger serrated degree value will be attributed to the more severe serrated-shape (Fig. 2).

Serrated chip cutting model.
For Eq. (18), the \(\frac{{\partial^{2} T}}{{\partial x^{2} }}\) can be estimated by the below equation.
where mc is ASB thickness(m), \(\Delta T_{AB}\) is the temperature increment (°C).
The temperature variation in workpiece is mainly determined by the frictional heat source at the tool and chip interface and the heat source of workpiece’s shear plastic deformation. From the literature30 that ΔTAB is cutting zone temperature rise.
where Fs is the shear force(N).
Since milling belongs to bevel cutting and is affected by the edge inclination angle λs and the chip outflow angle ηc, Eq. (20) is changed to
Equation (19) can be changed and given by
In this Eq. (19), ASB thickness m can be deduced and obtained based on literatures26.
Adiabatic shear is associated with energy dissipation in shear zone. Meanwhile, the energy dissipation is mainly affected by shear thickness, material strength, the shear strain rate and temperature rise26,27. So the energy dissipated WQ in the shear band can be expressed by:
Equations (7), (16), (21) and (23) are substituted into (24), and then simplified, it can be gotten as
Based on Eq. (25), the energy dissipation is mainly affected by the main milling force Fy and the milling speed vc. Since the milling force is influenced by the cooling temperature, the energy dissipation is affected by the milling force under different milling speeds considering cooling processes. At the same time, when there has ξ = 0.43, vc = 100m/min, Fy = 187.3N, Fx = 87.6N for LN2 cooling processed,Φ = 43°, ρ = 7930 kg∙m-3, c = 460 J/(kg °C), ap = 10-2m, ae = 6 × 10-2m, γAB = 2.4 × 10–3, q = 7, vc = 100m/min,γ0 = 20°, λs = 41°, ηc = 16°. WQ can be calculated as 2.02kJ/m2. Therefore, the influence rule of milling speed on energy dissipation can be shown in Fig. 3. The total energy dissipation at cryogenic temperature is always greater than that at flood cooling, especially at higher milling speed, cryogenic cooling is beneficial to energy dissipation during milling process.

Effect of cutting speed on energy dissipation.
For ductile materials, the work-hardening capacity of the material is increased with the increased milling speed. At the same time, the local temperature in chip shear zone is risen following the work-hardening capacity. And the thermal softening effect of material is intensified. When the work-hardening capacity and the thermal softening effect reach a balanced state, the thermal softening exceeds the accumulated plastic work3,4,5,6, there will increase the strain hardening rate. The shear deformation is highly localized, and adiabatic shear behavior is occurred.
Under conventional flood cooling, the shear strength is relatively small as well as the energy dissipation value. Moreover, the shear deformation is highly localized due to the uneven heat conduction of the material, and the adiabatic shear behavior is prone to be occurred. At cryogenic cooling, the processed material has the higher shear strength is enhanced (Table 1), and there results in greater energy dissipation.
Experimental details
Experimental material
The 304 stainless steel used in aerospace was adopted for the experimental whose elemental components were illuminated in Table 2. Some workpieces with sizes of 200 mm × 100 mm × 10 mm were fabricated through cutting the 304 sheet. After that, the workpiece surfaces were washed and dried.
Experimental equipment
The flood, LN2 and LN2+LCO2 milling tests were conducted using a VMC640m three-axis CNC vertical milling machine, with a maximum spindle speed of 8000 r/min, as shown in Fig. 4a and b. Cryogenic LN2 and LCO2 were provided by the self-pressurized tank (DPL-175MP type) produced by Beijing Tianhai Company (as expressed in Fig. 4c), and its pressure regulation range was 0–1.4 MPa. The three-directional milling forces was measured by using a rotary force gauge, and the noise reduction data was analyzed by software, as illuminated in Fig. 4d.

Cryogenic experiment platform (a) LN2 milling equipment (b) LN2+LCO2 milling equipment (c) Dewar (d) Dynamometer data.
As LN2 and LCO2 were all sensitive to temperature and prone to evaporation during transportation, a set of vacuum insulated pipelines was adopted to transport cryogenic mediums. The nozzle temperature and the milling zone temperature could be measured by a contact temperature measuring instrument. After reaching a stable set nozzle temperature, and then a series of cryogenic cooling milling tests would be conducted. In order to capture the temperature conditions and obtain a clear observation of cryogenic cooling process using an infrared thermometer in the cutting area, a fan was usually used to disperse the fog in the experiment. At the same time, in order to reduce the measurement errors caused by foggy conditions during the shooting, multiple shots were taken and the picture with the best shooting effect was selected. Others, German Fuchs JM3 water-soluble cutting fluid was employed for flood cooling cutting.
The 2 blades vertical milling tool bar was made in the Japanese kyocera with TiAlN carbide coating blades(brand for YBG202 which was similar with YG8, and its elemental composition and the geometrical specifications were expressed in Tables 3, 4 and 5) were used to process workpieces, and its diameter was 14mm at milling department.
Experimental scheme
Using single factor experimental method, the cutting parameters can obtained in Table 4, and they were cutting speed of vc = 50, 100,150 and 200 m/min, the cutting depth of ap = 1 mm, the feed of f = 0.07 mm/r and the milling width of ae = 10mm, respectively. Others the ae was the milling width (Table 6). There were 3 cooling strategies which included in flood, LN2 and LN2+LCO2, respectively.
Temperature measurement strategy
The temperature measurement was carried out by the pre-buried thermocouples and a series of temperature measurement tests were executed for each cooling strategy. Firstly, a hole with a diameter of 0.3mm was positioned on the surface to be fabricated as close as possible to the position of the processed surface. And then the thermal conductive glue was filled into a hole, and it could enhance the heat conduction capacity. A standard 0.2 mm K-type thermocouple was inserted and installed the hole, as shown in Fig. 5a. Meanwhile, the thermocouple was connected with a thermometer. And the thermal response time of the thermocouple was 0.2s. Finally, the detected signal was processed and displayed in the temperature measuring instrument. 5 times experimental repetitions were performed for each milling strategy. The 3D model of temperature measuring was expressed in Fig. 5b, and the thermocouple was buried 0.5 mm below the required milling depth.

Temperature measurement strategy (a) thermocouple installation (b) temperature measurement model.
For the smallest milling speed 50 m/min, the spindle speed was 1137 r/min, there was 19 r/s with about 8 times milling in the thermal response time 0.2 s of thermocouple. In addition, the feed time in the milling distance of 1 mm was 0.73 s, and there was more than 3 times thermal response for the thermocouple. Therefore, there was suited for the response time of the sensors relative to the high-frequency nature of milling.
Analysis equipment
The SKF TKDT 10 contact thermometer is selected for temperature measurement. Its temperature measurement range was − 200 °C to 1200 °C, with a resolution of 0.1 °C. The TA603B infrared wireless thermometer with a measurement range of − 32 °C to 1380 °C was used to measure the thermal imaging of the cutting zone. Meanwhile, the Kisler9257B three-phase dynamometer, with a measured power of 0.01 N and a natural frequency of 2.34 kHz was adopted to the milling force. And an ultra-deep microscope digital microscope (KEYENCE VHX- 600,Japan) was required to measure sample surface morphology. Besides, a TIME3200 hand-held roughness meter with the highest resolution of 0.001 μm was employed to obtain the machined surface roughness.
Results and discussion
Workpiece surface morphology
Research shows that cryogenic cooling achieves lower tool-chip frictional shear stress, and the use of lubricants can further reduce the tool-chip contact length lc33. At LN2+LCO2 cryogenic cooling, the tool-chip frictional shear stress and contact length will all be reduced, and it is expressed easily chip breaking. As shown in Table 7, cryogenic cooling enhances the machinability of stainless steel. And the metal has the characteristics of low-temperature hardening and embrittlement, the chip breaking effect is improved, the surface roughness degree of the machined surface is decreased, the chips is become shorter, and chip breaking is easier. At flood cooling milling, the burr phenomenon at the cutting point is very obvious or the cutting is uneven. Meanwhile, the material springback is severe under force, and it is difficult to break the chips. Under cryogenic LN2 cooling, the amount of burrs begins to be continuously decreased. Although there are still a few burrs in the initial processing area, there are very few burrs in the cutting part. It indicates the chip breaking effect is very obvious under cryogenic cooling strategy with the intervention of LN2.
The brittleness of 304 stainless steel is increased and its toughness is decreased at cryogenic temperatures. This is mainly attributed to the fracture toughness of 304 drops significantly with the decrease of temperature. Mainly, the fracture toughness of stainless steel is decreased from room temperature compared with − 190 °C34,35,36. The 304 stainless steel is more prone to crack propagation and fracture under force, and milling force is more likely to cause it to break chips. Meanwhile, the machined surface under the LN2+LCO2 strategy is more uniform, the chip breaking effect is better, and the quality of workpiece’s machined surface is guaranteed.
Chip morphology
Figure 6 shows the chip morphologies obtained under the same cutting parameters and different cooling strategies respectively. At performing lower-speed flood cooling milling, the chip surface is approximately band-like. The tear opening on one side of the chip is round, blunt and irregular, and no adiabatic shear band is observed (vc = 50m/min). With the increase of milling speed, the serrated surface of the chip is uneven, the distribution of serrated spacing is irregular, and the degree of serrated is not large (vc = 100m/min). However, there are obvious non-uniform intervals of serrated chips produced by thermal softening at high speeds, and the serrations are sharp and neat, with an increase in tooth depth and a shift in tooth patterns (vc = 150m/min and vc = 200m/min).

Chip morphology of flood cooling.
Under flood cooling, the chips at lower-speed milling are expressed as a band-like shape, but there are squeezing marks in the chip structure (as shown by the blue dotted line in Fig. 7(50 m/min in flood cooling)). When the speed is reached 100 m/min, the serrated chip edge is obviously appeared. But there is irregular with significant height variations and squeezing marks.

Chip morphology.
Compared with flood cooling, the width and height degree of chip edge are scaled down at cryogenic LN2 cooling as shown in Fig. 7 (50 m/min in LN2 cooling), but irregularity for 200 m/min in LN2 cooling. Besides, under the combined cooling of LN2+LCO2, the width and height of the serrated are smaller and more uniform, the gap is still smaller as shown in Fig. 7 (50 m/min in LN2+LCO2 cooling) and (200 m/min in LN2+LCO2 cooling).
The horizontal cross-sectional image of the chips is shown in Fig. 8. It can be clearly observed that even under low-speed machining at 100 m/min of flood cooling, there are obvious adiabatic shear bands between the serrated-shaped chips, which are presented an extrusion form and accompanied by cracks. However, under cryogenic temperature LN2 cooling condition at high speed of 200 m/min, adiabatic shear bands is appeared, but no adiabatic shear bands is found when LN2+LCO2 is used.

Horizontal cross-sectional 3D image.
At flood cooling, as the milling speed continues to be increased, the temperature within the shear zone is risen sharply, and the material is shown dynamic recrystallization and refinement of the microstructure26,27. Compared to flood cooling, it is mainly attributed to the brittle cutting at cryogenic temperatures. The increased speed (lower than 200 m/min) does not lead to organizational changes within the serrated-shaped chips. At this time, the grains are not elongated or broken along the shear direction. However, the microstructure transformation is also occurred during cold quenching takes place under instantaneous cryogenic cooling, but it only causes partial phase transformation of the metal microstructure. It leads to the occurrence of adiabatic shear at higher cutting speeds (higher than 200 m/min). The auxiliary function of LCO2 improves the defect of cryogenic cooling friction caused by LN2, alleviates the squeezing between the serrated chips, and makes the thermal shear effect less obvious.
The different shapes of chips reflect the varying degrees of deformation during the cutting process. The material’s toughness failure plays a dominant role at flood cooling milling, which indicates that the material between the serrated chips has undergone intense plastic deformation. Firstly, the stainless steel is prone to generating serrated-shaped chips during high-speed cutting, which causes the high-frequency fluctuation for the cutting force. This results in uneven local force distribution between workpiece and tool. Under the combined effect of strain and heat, thermal (viscoplastic) instability is inescapably occurred. Secondly, the microstructure, hardness and thermal conductivity within 304 materials are unevenly distributed, which results in uneven plastic deformation of the material. At the same position, there exists “dislocation slip” in terms of deformation time and space.
Roughness analysis
For flood cooling, the milling temperature is relatively low at lower speed, and the plastic deformation plays a major role in influencing surface roughness. As the cutting speed is increased, the plastic deformation time is shortened, and the degree of deformation is decreased, as well as the surface roughness, as shown in Fig. 9a. When the milling speed reaches a certain value (150 m/min), the milling temperature rises sharply. The thermal softening effect of the material plays a dominant role, and the material undergoes adiabatic shearing. Meanwhile, the high-frequency vibration is occurred at the tool nose, and the wear rate of tool is accelerated, which seriously affects the roughness of the machined surface. Therefore, the roughness value is increased instead in high milling speed. However, at cryogenic cooling conditions, the surface roughness is decreased with the increase of milling speed even at high speeds, and the surface quality is improved, as illuminated in Fig. 9b.

Surface roughness (a) flood cooling (b) LN2 cooling (c) LN2+LCO2 cooling.
But at higher speeds, this growth trend is slowed down. It can be known that the thermal softening effect is not obvious, the high-frequency vibration at the tool nose is also weakened, and the wear between tool and workpiece is reduced. At the same time, the surface roughness values are lower significantly compared to LN2 cooling strategy at the combined cooling condition of LN2+LCO2, as shown in Fig. 9c. In addition, the tool wear could significantly be improved for LN2+LCO2 cooling strategy from the expression of the tool morphology in Fig. 10. This indicates the introduction of LCO2 enhances the lubrication effect in milling process, significantly suppresses the high-frequency vibration at tool nose, and it also weakens tool wear.

The tool morphology (150 m/min) (a) flood cooling (b) LN2 cooling (c) LN2+LCO2 cooling.
Milling temperature
Based on Fig. 11, the milling temperature is relatively high in flood cooling. At 200 m /min, it can exceed 400 °C. As the milling speed is increased, the friction between the tool and chip is intense inevitably, and a large amount of frictional heat is generated at the same time. The generated heat cannot be quickly carried away by the chip and rapidly accumulated in the cutting area. Although the flood can have a certain cooling effect, the milling temperature still rises, which makes the adiabatic shearing phenomenon severe. However, at cryogenic cooling conditions, the temperature is much lower than the former, and it has a slow change with the increase of milling speed. This indicates that the cooling effect of LN2 is significantly improved compared with flood. At 200 m /min, even if the temperature in the cutting zone of LN2+LCO2 is below 60 °C. Cryogenic cooling can significantly inhibit the occurrence of adiabatic shear, while causes brittle cutting of the material. Especially at higher speeds, the sawteeth are numerous and uniform.

Influence of milling speed on temperature.
As expressed in Fig. 12, the temperature of milling zone can be expressed for 3 cooling strategies based on the infrared wireless thermometer. The cryogenic cooling strategies has obviously lower compared with flood cooling one.

Influence of cooling strategies on temperature (vc = 100m/min) (a) flood cooling (b) LN2 cooling (c) LN2+LCO2 cooling.
Periodic milling force analysis
During the milling process of 304 stainless steel, the degree of adiabatic shear is determined not only by the properties of tool and workpiece materials and milling temperature, but also the high load in the contact area. The load causes excessive plastic deformation on the contact surface of tool and workpiece. The serrated shape is more obvious as well as the greater change of milling force. The tool is constantly subjected to alternating load, which makes it very easy to be damaged. At the same time, the load also deteriorates the quality of processed surface and reduces the tool life. In the area near the milling blade, it also needs to withstand relatively high normal pressure as well as higher cutting temperatures. As illustrated in Fig. 13, since the cutting action occurs near the tool nose, the contact surface between tool and workpiece has the greatest pressure. This is mainly attributed to the lower elastic modulus of 304, which causes significant processing springback. The springback subsequently causes more intense friction between the tool rake face and processed surface. This is also an important factor causing adiabatic shear.

Effect of cutting speed on periodic milling force.
At cryogenic cooling, the elastic modulus is relatively large, so the rebound is small, and the degree of sawteeth is small and regular. From Eq. (16), that the shear stress is increased with the increase of periodic milling force. At the same milling speed, the periodic milling force of cryogenic temperature cooling is greater than that of flood cooling, and the shear strength is also larger, which is corresponded to Table 1. Therefore, it can be found that energy dissipation is large and the degree of adiabatic shear generated is small at cryogenic cooling from Eq. (25). Thus, the processing efficiency can be increased through enhancing the milling speed. Regular sawteeth chips in processing are mainly produced by cryogenic temperature brittle cutting31,32,36. Meanwhile, the introduction of cryogenic LCO2 enhances the lubricity of the cutting zone, reduces the periodic milling force, minimizes the vibration during cryogenic cooling cutting of LN2, and further improves the adiabatic shear.
Model verification
During the formation of serrated chips, the plastic deformation energy accounts for the majority of the energy consumption, and the plastic deformation energy in the first deformation zone can be expressed as follows37.
where τf is the flow stress (MPa), γAS is denotes the equivalent plastic strain,\(\dot{\gamma }_{AS}\) is the equivalent plastic strain rate, they have the correspondence relationship with the variable in Eq. (1). And they also can be expressed by
where L is the length of ASB (m), S is the width of ASB (m), Gs is the serrated-shape degree, which can be expressed by Gs = ah/ach, ah is the height of tooth (m), ach is the thickness of chip (m), ac is the thickness of undeformed chip (m), and vch is the chip outflow velocity (m).
The Johnson–Cook constitutive equation is used to describe their material properties during the milling process, and the parameters including stainless steel are shown in Table 8.
The values of L and S can be measured using microscopic methods based on the chip morphology, and the strains γAS and the strain rate \(\dot{\gamma }_{AS}\) can be obtained, respectively.
Based on Eq. (26), the experimental values can be obtained and combined with the theoretical model for calculation, as shown in Fig. 14. Meanwhile, the theoretical and experimental errors are always controlled within 17%, which indicates this prediction model has definite accuracy. At the same time, the energy values are all increased with the increase of the milling speed, and the value of cryogenic cooling is bigger than flood one, and there was verified by reference37. Since no obvious adiabatic shear is observed during LN2 cooling low-speed milling, the energy is not calculated as well as the LN2+LCO2 cooling process.

Effect of cutting speed on energy.
The fracture of ASB is a form of energy accumulation and release39,40,41. The main cause of adiabatic shear is that the accumulated heat during cutting cannot be dissipated in time, which results in thermal plasticization and causing irregular chip breakage at local areas. As the cutting speed gradually is increased to 100 m/min, the unit cutting energy gradually is increased, and it causes the cutting temperature to be risen as well as the plastic deformation of the first deformation. And the energy consumed by the deformation is inevitably increased, and the kinetic energy of the chip gradually is increased, and the crack at the root of the chip extends more severely. Meanwhile, the serration degree of the chip decreased, and the energy consumed in the first deformation zone decreases. Under cryogenic cooling, the heat dissipation conditions are improved, and the temperature in the cutting zone is rapidly reduced. However, in high-speed cutting, due to the lack of lubrication ability of liquid nitrogen, there will still be intense squeezing and friction at local cutting positions. It causes partial isothermal shear. According to references42,43, under LN2 cooling at a low temperature, a lower cooling medium temperature can promote the formation of serrated-like features in the chips and facilitate chip fracture. At higher speeds, an adiabatic shear band is more likely to form. Since the intervention of LCO2 with lubrication ability, the thermal plastic deformation is decreased, the strain is decreased compared to LN2 cooling, and the energy accumulation is weakened as well as the energy. There effectively improves the severe friction defect, and the adiabatic shear phenomenon is suppressed at high speed.
Conclusions
In this paper, the theoretical model and experimental research on the milling processes of 304 stainless steel based on flood, LN2 and LN2+LCO2 cooling strategies were carried out. The milling adiabatic shear and milling performance were compared in the three cooling strategies. The following conclusions of innovative discovery were drawn from this research:
-
(1)
Based on the characteristics of oblique angle milling, an adiabatic shear energy dissipation model was established. When there have the same milling parameters, the energy dissipation is mainly determined by the main milling force Fy and shear strength. Compared with flood cooling milling, the periodic milling force and shear strength are increased at LN2 cryogenic temperature conditions. So the energy dissipation is also enhanced. Therefore, the ability to generate instantaneous adiabatic shear is weaker. At the same time, due to the instantaneous cold brittleness of LN2 and lubricating effect of LCO2, there is difficult to obtain the conditions at the shear zone for generating adiabatic shear bands, the adiabatic shear bands are not easy to be formed.
-
(2)
At flood cooling, when the milling speed is reached 150m/min, the milling temperature has exceeded 300 °C, and the adiabatic shear bands has been formed. There mainly results in serrated chips. And this generates high-temperature and high-frequency oscillation of the periodic milling force, as well as a large temperature gradient between the workpiece and tool. Meanwhile, there is uneven local force distribution. Under the combined action of strain and heat, the thermal instability is inescapability. Besides, the tool is severely worn, and the roughness of the milling surface exceeds Ra 0.7 μm.
-
(3)
At cryogenic cooling, the chips are all serrated. Especially at high speeds, the serrations are uniform and regular, and no obvious adiabatic shear bands are generated. At 200 m /min, the temperature in the cutting zone of LN2+LCO2 is below 60 °C compared with 400 °C of flood cooling. The formation of serrated chips is related to the brittle cutting characteristic of 304 stainless steel at lower temperature. Meanwhile, the tool wear is obviously inhibited, and the machined surface is improved with a roughness of less than Ra 0.3μm.
Data availability
All data generated or analysed during this study are included in this published article.
References
Wang, C. X. et al. Milling-force prediction model for 304 stainless steel considering tool wear. Machines 13(1), 72 (2025).
Pradeep, K. M. & Shakeel, A. L. Drilling of AISI 304 stainless steel under liquid nitrogen cooling: A comparison with flood cooling. Mater. Today Proc. 4, 1518–1524 (2017).
Wang, J. Study on machining performance and parameter optimization of low temperature micro lubrication turning 304 stainless steel. Dissertation, Chengdu University of Technology, (2019).
Jia, B. et al. Simple shear behavior and constitutive modeling of 304 stainless steel over a wide range of strain rates and temperatures. Int. J. Impact Eng. 154, 103896 (2021).
Ye, G. G., Xue, S. F. & Ma, W. Cutting AISI 1045 Steel at very high speeds. Int. J. Mach. Tools Manuf. 56, 1–9 (2012).
Wang, B. F., Li, J. & Sun, J. Y. Adiabatic shear bands in Ti-6Al-4V alloy with lamellar microstructure. J. Mater. Eng. Perform. 23(5), 1896–1903 (2014).
Karantza, K. D., Papaefthymiou, S. A., Vaxevanidis, N. M. & Manolakos, D. E. Numerical investigation of the damage effect on the evolution of adiabatic shear banding and its transition to fracture during high-speed blanking of 304 stainless steel sheets. Materials 17, 1471 (2024).
Pramanik, A. & Littlefair, G. Machining of titanium alloy (Ti-6Al-4V)-theory to application. Mach. Sci. Technol. 19(1), 1–49 (2015).
He, L. J., Su, H. H., Xu, J. H. & Zhang, L. Study on dynamic chip formation mechanisms of Ti2AlNb intermetallic alloy. Int. J. Adv. Manuf. Technol. 92(9–12), 4415–4428 (2017).
Li, K. L., Shao, W., Tang, J. Y., Huang, W. W. & Li, X. Feasibility study of high feed axial ultrasonic vibration turning of Ti6Al4V. Arch. Civ. Mech. Eng. 24(2), 137 (2024).
Zhang, G. Q., Zhang, J. J., Fan, G. H., Xu, C. H. & Du, J. The effect of chip formation on the cutting force and tool wear in high-speed milling Inconel 718. Int. J. Adv. Manuf. Technol. 127(1–2), 335–348 (2023).
Li, G. H., Wang, M. J. & Duan, C. Z. Adiabatic shear critical condition in the high-speed cutting. J. Mater. Process. Technol. 209(3), 1362–1367 (2009).
Guan, X. R. et al. Adiabatic shear localization in metallic materials: Review. Materials 17(21), 5365–5365 (2024).
Gu, L. Y. & Wang, M. J. Adiabatic shear fracture prediction in high-speed cutting at various negative rake angles and feeds. Adv. Manuf. 6, 41–51 (2018).
Kumar, M. S. et al. A comprehensive machinability comparison during milling of AISI 52100 steel under dry and cryogenic cutting conditions. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 237(3), 364–376 (2023).
Mozammel, M., Munish, K. G., L.Jose, A. & Diego, C. Multi-objective optimization and life cycle assessment of eco-friendly cryogenic N2 assisted turning of Ti-6Al-4V. J. Clean. Prod. 210, 121–133 (2019).
Nalbant, M. & Yildiz, Y. Effect of cryogenic cooling in milling process of AISI 304 stainless steel. Trans. Nonferrous Met. Soc. China. 21, 72–79 (2011).
Cetindag, H. A., Cicek, A., Ucak, N. & Aslantas, K. Performance of conventional and wiper CBN inserts under various cooling conditions in hard turning of AISI 52100 steel. Mater. Test. 66(2), 288–298 (2024).
Shah, P. & Khanna, N. Comprehensive machining analysis to establish cryogenic LN2 and LCO2 as sustainable cooling and lubrication techniques. Tribol. Int. 148, 106314 (2020).
Jamil, M., Iqbal, A., He, N. & Cheok, Q. Thermophysical properties and heat transfer performance of novel dry-ice-based sustainable hybrid lubri-coolant. Sustainability 14(4), 2430 (2022).
Iqbal, A., Biermann, D., Abbas, H., Al-Ghamdi, K. A. & Metzger, M. Machining β-titanium alloy under carbon dioxide snow and micro-lubrication: A study on tool deflection, energy consumption, and tool damage. Int. J. Adv. Manuf. Technol. 97, 4195–4208 (2018).
Zou, Z. H. et al. Research on inverse identification of Johnson-Cook constitutive parameters for turning 304 stainless steel based on coupling simulation. J. Mater. Res. Technol. 23, 2244–2262 (2023).
Zhou, L. Y., Wang, R. C. & Wang, X. F. On the hot deformation behavior and constitutive model of SiCp/2014Al composites. Nonferrous Met. Sci. Eng. 12(4), 66–74 (2021).
Li, B. L., Wang, X. L. & Hu, Y. J. Analytical prediction of cutting forces in orthogonal cutting using unequal division shear one model. Int. J. Adv. Manuf. Technol. 54, 431–433 (2011).
Moufki, A., Dudzinski, D. & Molinari, A. Thermoviscoplastic modeling of oblique cutting: Forces and chip flow predictions. Int. J. Mech. Sci. 42, 1205–1232 (2000).
Grady, D. E. Properties of an adiabatic shear band process zone. J. Mech. Phys. Solids 40(6), 1197–1215 (1992).
Grady, D. E. Physics of Shock and Impact (IOP Publishing, 2017).
Jiang, J., Li, Y. Q. & Zhang, Z. Y. Manufacturing technology of titanium alloy parts (National Defence Industry Press, 1991).
Ducobu, F., Arrazola, P. J., Rivière-Lorphèvre, E. & Filippi, E. On the selection of an empirical material constitutive model for the finite element modeling of Ti6Al4V orthogonal cutting, including the segmented chip formation. Int. J. Mater. Form. 14(1), 361–374 (2021).
Oxlev, P. L. B. Mechanics of machining: an analytical approach to assessing machinability (Halsted Press, 1989).
Rajabi, M., Soltani, N. & Eshraghi, I. Fracture performance of type 304 stainless steel reinforcement belt from cryogenic to elevated temperatures. Exp. Tech. 41(6), 615–625 (2017).
Hou, J. R. Brief analysis of the basic mechanical properties of 304 stainless steel under low-temperature conditions. Nanfang Nongji 51(17), 105–107 (2020).
Uysal, A. & Jawahir, I. S. Analysis of slip-line model for serrated chip formation in orthogonal machining of AISI 304 stainless steel under various cooling/lubricating conditions. J. Manuf. Process. 67, 447–460 (2021).
Cooper, A. J., Brayshaw, W. J. & Sherry, A. H. Effect of temperature on the fracture toughness of hot isostatically pressed 304L stainless steel. Metall. Mater. Trans. 49(3), 811–816 (2018).
Peng, J. L. et al. Effect of tempering process on the cryogenic impact toughness of 13Cr4NiMo martensitic stainless steel. J. Mater. Res. Technol. 23, 5618–5630 (2023).
Li, J. S. et al. Cryogenic impact property of a high-strength-ductility 304L stainless steel with heterogeneous lamella structure. J. Mater. Res. Technol. 24, 1401–1409 (2023).
Wang, W. X. Study on the forming characteristics of GH4169 sawtooth chip under hi沙pressure cooling. Dissertation, Harbin University of Science and Technology 2021.
Zhang, W., Wang, X. & Hu, Y. Predictive modelling of microstructure changes, micro-hardness and residual stress in machining of 304 austenitic stainless steel. Int. J. Mach. Tools Manuf 130, 36e–348 (2018).
Gu, L. Y. Saturation limit theory of adiabatic shear localization fracture and its prediction in high speed machining. Dissertation, Dalian University of Technology 2013.
Gu, L. Y. & Wang, M. J. Experimental and analytical study on adiabatic shear localized fracture characteristics in high‑speed machining of pure titanium alloy. Int. J. Adv. Manuf. Technol. 119, 5079–5093 (2022).
Gu, L. Y. Experimental study on energy dissipation characteristics of adiabatic shear evolution in high-speed machining of U75V steel. Int. J. Adv. Manuf. Technol. 99, 557–565 (2018).
Wang, Y. Q. et al. Experiment and numerical study of chip formation mechanism during cryogenic machining of Ti-6Al-4V alloy. J. Manuf. Process. 84, 1246–1257 (2022).
Li, J. M. et al. Tough-brittle transition mechanism and specific cutting energy analysis during cryogenic machining of Ti–6Al–4V alloy. J. Clean. Prod. 383, 135533 (2023).
Funding
This research was partially supported by the University-Level Scientific Research Project of Dalian Vocational and Technical College (Dalian Open University) (No. ZK2025YB04).
Author information
Authors and Affiliations
Contributions
The authors focus on the research on the mechanism and technology of cryogenic cooling machine for difficult-to-machine materials. The experimental plan design was handled by Dr. Yin Mao, including in the mathematical model design and data analysis, and the milling processing technical support was carried out by Prof. Yunxian Cui.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Mao, Y., Cui, Y. Adiabatic shearing and performances of milling 304 stainless steel based on cooling strategies of flood, LN2 and LN2+LCO2. Sci Rep 16, 12463 (2026). https://doi.org/10.1038/s41598-026-46264-9
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-46264-9
