
Abstract
Semi-flexible pavement (SFP) combines the flexible properties of asphalt with the rigidity of a cementitious slurry, providing improved structural and durability performance. However, the reliance on ordinary Portland cement in SFP contributes notably to global CO₂ emissions. In particular, the sugarcane and ethanol industries generate substantial amounts of sugarcane bagasse ash (SBA), which is often disposed of despite its potential as a pozzolan. Therefore, this study explores the potential use of SBA, along with nano-silica (NS), as a partial cement replacement to develop a more sustainable and higher‑performing grout for SFP applications. Control grouts were formulated with water-to-cement (w/c) ratios ranging from 0.30 to 0.45 and superplasticizer (SP) dosages of 0% to 1.5%, while modified grouts incorporated 0–20% SBA (in 5% increments) and 1% NS. The optimal control grout was achieved at a w/c ratio of 0.35 and 1% SP, satisfying flow criteria and achieving a maximum 28‑day compressive strength of 48.50 MPa. The optimal sustainable grout contained 10% SBA and 1% NS, providing a 21.7% increase in compressive strength compared to the control grout. Microstructural observations confirmed a denser matrix with enhanced C–S–H formation and reduced voids, contributing to improved early strength and superior grout‑asphalt interaction. SFP specimens prepared with the optimized grout were evaluated for Marshall stability, resilient modulus (MR), indirect tensile strength (ITS), tensile strength ratio Hamburg wheel tracking, and fuel resistance. Compared to hot mix asphalt (HMA), SFP exhibited significantly enhanced performance, including approximately 88.5% higher Marshall stability, MR values exceeding 5000 MPa, 70% lower rut depth, 92% moisture‑induced strength retention, less than 5% mass loss, and approximately 93% retained strength under partial and full fuel immersion. These outcomes demonstrate the potential of SBA–NS-based SFP as a sustainable and durable pavement solution suitable for heavy‑duty and fuel‑exposed applications.
Similar content being viewed by others

Introduction
Asphalt pavements are prone to deformation, moisture damage, and cracking, whereas cement concrete pavements mainly suffer from poor riding comfort, high tyre noise, and friction‑induced heat1,2. Notably, the key deficiencies of one system are largely absent from the other. To combine their respective advantages, semi‑flexible pavement (SFP) was developed, comprising a porous asphalt (PA) skeleton infiltrated with cementitious grout. The PA provides flexibility and load accommodation, while the grout enhances stiffness, improves skid resistance, and distributes loads more effectively to the underlying layers, thereby improving long‑term performance3,4. Typically, asphalt mixtures constitute 65–75% of SFP volume, with grout occupying the remaining 25–35%5,6. By integrating the advantages of both flexible and rigid pavements while mitigating their respective limitations, SFP offers a durable yet flexible solution well‑suited for modern infrastructure projects demanding both resilience and serviceability7. Consequently, SFP is increasingly recognized for its capacity to sustain heavy traffic loads and withstand severe environmental conditions, making it suitable for industrial facilities, airport runways, and other high‑demand applications8,9.
The grout composition is central to SFP effectiveness, and recent research has highlighted material stability and sustainability as critical areas of focus10. Traditional Portland cement, considered an essential component in the composition of SFP grout, presents environmental challenges because its contribution to global CO₂ emissions, which are responsible for up to 15% of industrial and nearly 8% of anthropogenic emission11,12. Consequently, efforts have intensified toward incorporating supplementary cementitious materials (SCMs) and recycled industrial by-products into SFP grout to reduce environmental impacts while maintaining or improving mechanical propertie13 .These alternatives reduce dependence on ordinary Portland cement (OPC) and promote circular-economy practices in pavement engineering, aligning with global sustainability objectives. By prioritizing eco-friendly materials, the SFP construction industry can significantly lower its carbon footprint while minimizing cement costs.
Recently, the incorporation of industrial waste materials into cement pastes, mortars, concrete, and asphalt mixtures has emerged as a significant research focus14. Particular attention has been paid to agriculturally derived by-product wastes repurposed as mineral admixtures, with research primarily centered on the utilization of corn leaves ash (CLA), sugarcane bagasse ash (SBA), and rice husk ash (RHA)15. A prominent waste material within this category is SBA, a combustion by-product of sugarcane. Sugarcane is the world’s most cultivated crop by production mass, with an annual yield of approximately 1.87 billion tons16. Global annual SBA production is consequently estimated at 48–60 million tons16,17, representing a considerable environmental challenge if disposed of in landfills. While traditionally applied as a soil fertilizer, the efficacy of ash for nutrient supplementation has been questioned18. Furthermore, concerns in the literature regarding its potential content of heavy metals and other contaminants have been highlighted, potentially compromising its agricultural use and posing environmental risks19.
Akram et al.20 reported that Pakistan ranks 15th among global sugarcane producers, generating approximately 50 million tons of bagasse per year, yielding an estimated 0.29–0.58 million tons of sugarcane bagasse ash (SBA) annually. This substantial volume is predominantly disposed of in open‑air landfills, leading to significant environmental pollution and waste management challenges. Therefore, addressing this massive waste stream is ecologically critical, while its utilization offers the added benefit of reducing pavement costs21.
SBA contains significant amounts of silica, alumina, and various oxides, placing it in a similar category to traditional pozzolanic materials22. When SBA is integrated into cementitious systems, it reacts with calcium hydroxide to produce calcium silicate hydrate (C–S–H) gel, which is the primary strength contributor. This reaction enhances the compressive strength of grout, reduces porosity, and improves durability23,24. SBA provides a practical approach to managing agricultural waste by redirecting significant amounts of sugar industry byproducts from disposal or incineration, thus promoting circular economy principles25. The pozzolanic reactivity enhances mechanical properties, decreases permeability, and increases resistance to chemical attack, which are advantageous characteristics for pavement applications26,27. The incorporation of SBA improves the grout microstructure, reducing fluid ingress and increasing resistance to sulfates, chlorides, and freeze–thaw damage. These enhancements improve interfacial bonding and provide increased resilience under traffic loading, thereby prolonging pavement service life and minimizing maintenance requirements28,29.
Many studies have suggested that the effectiveness of pozzolanic SBA can be improved by combining it with pozzolanic materials that have a large specific surface area, such as nano silica (NS), which is characterized by its nanoparticle sizes and contains more than 99% amorphous silica25,30. The incorporation of SBA and NS into cementitious composites, such as concrete and grout, yields a strong synergistic effect that enhances material performance and sustainability. SBA serves as a pozzolanic material that interacts with calcium hydroxide to generate additional calcium silicate hydrate (C-S–H), the primary strength‑contributing phase in concrete31. However, its reactivity may vary and proceed slowly. NS particles, which are significantly smaller than cement grains, function as highly effective nucleation sites, accelerating hydration and promoting a denser, more uniform microstructure32. In combination, NS mitigates the early-age strength lag associated with high-volume SBA replacement, while SBA serves as a sustainable, cost-effective pozzolan that reduces the amount of NS needed to achieve improved performance33. Experimental findings in the literature indicate that mixes with SBA with 1–2% NS attain higher compressive and flexural strengths than SBA-only mixes, while also reducing porosity and improving resistance to chloride penetration34,35.
The dual incorporation of SBA and NS optimizes particle packing at multiple scales, refines pore structure, and enhances durability, yielding a sustainable, high-performance binder system. The refined microstructure, characterized by reduced porosity and capillary channels, translates into increased compressive and tensile strengths, decreased permeability, and improved resistance to chloride-ion penetration, acid attack, and sulfate attack, thereby enhancing long-term durability and service life36,37. This combination represents a significant advancement in contemporary green pavement construction by utilizing industrial waste to produce high-performance, durable, and environmentally sustainable cementitious materials38,39. Despite extensive studies on SBA and NS in conventional cementitious materials such as cement paste, concrete, and mortar, their combined role in grout for semi-flexible pavement (SFP) surfaces remains underexplored, particularly regarding mechanical performance, rutting, and moisture resistance. It is important to note that findings from standard concrete research cannot be directly transferred to SFP grout applications due to fundamental differences in material requirements. Unlike conventional concrete, which primarily requires workability for placement and compaction, SFP grout must simultaneously meet stringent flowability criteria to fully infiltrate the 25–35% air voids within the porous asphalt skeleton while achieving high early-age strength to prevent premature disintegration under traffic loading. Additionally, SFP grout forms a unique interfacial bond with asphalt-coated aggregates that differs substantially from the cement-aggregate interface in standard concrete. These distinct performance requirements necessitate a dedicated investigation into the combined effects of SBA and NS specifically for SFP grout applications. This study introduces a novel approach that merges SBA, a sustainable pozzolan, with NS, a hydration accelerator, to exploit their combined effects. The dual incorporation is expected to refine the pore structure, enhance strength and durability, reduce cement consumption, and promote sustainable green pavement construction. This study addresses the existing gap by exploring the effects of partially substituting Portland cement with SBA at 5–20% levels, alongside 1% NS, in cementitious grouts for SFP applications. SFP specimens were produced using polypropylene fibers (PP) as a binder modifier and injected with developed cement grouts, followed by testing for mechanical properties, moisture resistance, and fuel spillage, including Marshall stability (MS), Hamburg wheel tracking (HWT), resilient modulus (MR), indirect tensile strength (ITS), and tensile strength ratio (TSR). This study advocates for utilizing SBA in SFP surfaces as a durable, sustainable solution for waste disposal, reducing cement consumption and CO₂ emissions while enhancing SFP performance and durability.
Materials and methods
The study framework was developed in three interconnected phases to create and evaluate sustainable SFP surfaces using recycled waste materials. The following steps summarize the formulation of SFP:
Step 1: The cementitious grouts were formulated through a methodical material selection process, following the design of control and modified SBA samples, and were subsequently evaluated for flowability and compressive strength, the optimum w/c ratio, and waste SBA.
Step 2: After grouting, the open-graded friction course (OGFC) asphalt and conventional hot-mix asphalt (HMA) designs were prepared, following Densiphalt-12 and NHA Class-B gradations.
Step 3: Ultimately, these mixtures underwent a comparative performance analysis, encompassing mechanical properties (MS, MR, HWT), moisture resistance (ITS, TSR), and fuel spillage. Figure 1 depicts the experimental workflow, summarizing the materials, procedures, and testing methods used in this study.

Study methodology flow chart.
Raw materials
The semi-flexible pavement (SFP) system developed in this study used locally sourced materials, including ordinary Portland cement (OPC), nano-silica (NS), superplasticizer (SP), sugarcane bagasse ash (SBA), potable water, 60/70 penetration‑grade bitumen, aggregates, and polypropylene (PP) fibers. SBA (250‑mesh) was produced at the Pakistan Council of Scientific and Industrial Research through drying, controlled calcination, and ball‑mill grinding. To reduce the loss on ignition (LOI) of SBA, Bahurudeen et al.40 systematically investigated incineration temperatures of 600, 700, 800, and 900 °C. They reported that pozzolanic activity increased with temperature up to 800 °C, with maximum activity observed at 700 °C. However, at 900 °C, XRD detected crystallization of cristobalite, which reduced pozzolanic activity. Therefore, the current study selected 800 °C rather than 900 °C to avoid this detrimental crystalline phase. First, 800 °C successfully reduced the LOI to below 10%, satisfying ASTM C618’s acceptable limit for Class N pozzolans (maximum 10%). Second, the lower temperature reduces energy consumption and processing costs, enhancing sustainability and economic viability. Third, the locally sourced SBA exhibited different characteristics, including moisture content and organic matter composition, compared to the material used by Bahurudeen et al.40, and 800 °C proved sufficient for complete carbon burnout without unnecessary energy expenditure. Accordingly, SBA preparation involved three steps. First, the SBA was sun-dried to remove excess moisture. Next, the dried SBA was incinerated at 800 °C to ensure complete conversion to ash and reduce LOI below 10%. Finally, the resulting ash was ground for 2–3 h in a ball mill to produce a fine powder. The physical and chemical characteristics of the grout constituents are summarized in Tables 1 and 2. NS was incorporated to enhance hydration uniformity and early‑age strength, while SBA served as a pozzolanic material contributing to improved strength and flow behavior32,41.SP was used to achieve adequate grout fluidity at low water-to-cement (w/c) ratios42. Aggregates for the SFP followed the Densiphalt‑12 gradation43, selected for its compatibility with grout infiltration, whereas hot-mix asphalt (HMA) used the NHA Class‑B gradation .The properties of the bitumen and aggregate are presented in Tables 3 and 4. PP fibers (0.3% by aggregate mass) were added to the OGFC mixture to control binder drain‑down44.
Cementitious grouts formulation
The design of SFP grout differs from that of cement mortar or conventional concrete. Generally, the grout material used for SFP pavement should exhibit excellent fluidity and compressive strength45. ASTM C30546 was followed for grout formulation, employing a Hobart mixer. To ensure mixture uniformity, the grout preparation process began by placing the dry binder into the mixer and blending it for one minute at a very low speed. Then, two-thirds of the total water was added, and mixing continued for 2 min at low speed. The remaining water and the SP were then introduced, followed by continuous mixing for an additional five minutes. After this step, the material adhering to the sides of the mixing apparatus was scraped down, and the mixture was manually remixed for one minute, then finally mixed for one minute at high speed to achieve homogeneity47 .These steps ensure proper mixing, which helps reduce agglomeration and promotes uniform dispersion in the grout. The modified grout samples were prepared by partially substituting SBA (0–20% by weight) and incorporating NS (1%), based on previous literature that recommends 1% NS for enhanced microstructural and strength properties, respectively35.Nano‑silica particles provide a large surface area, which accelerates the hydration rate and pozzolanic reaction48. However, higher NS percentages can lead to particle agglomeration and increased water demand due to the high surface area, potentially compromising dispersion and hydration efficiency49 . Therefore, 1% NS represents a balanced formulation when combined with SBA in SFP grout.
Flowability and compressive strength of grouts
The flowability of the cement grout is a key parameter in SFP pavement, enabling it to fill the void spaces in the OGFC skeleton asphalt. The flowability of control and modified cementitious grouts was assessed using the flowability test described in ASTM C93950. To determine the adequate flowability of cementitious grouts, 1725 mL of freshly prepared cement grout was placed into the ASTM flow cone, and the discharge time was measured in seconds, as per the recommended value (11–16 s) for the ASTM flow cone, as shown in Fig. 2a. Subsequently, ASTM C10951 was used to evaluate the grout’s mechanical properties at a load rate of 1.350 kN/s. The tests were evaluated on 50 mm cubes (50 × 50 × 50 mm) specimens cured for 1 day, 14 days, and 28 days, as shown in Fig. 2b. Moreover, prior literature recommends that cementitious grouts should achieve sufficient strength to support the SFP surface under heavy traffic load7. Therefore, this study utilizes the SBA and NS for the grout formulation (Table 5) in SFP to strengthen the approach by producing high-strength grout for SFP surfaces.

Cementitious grout tests.
Microstructural characterization
Microstructural analysis of control and modified grouts was performed using two complementary techniques. Field‑emission scanning electron microscopy (FESEM) was conducted using a JEOL JSM‑5910 instrument to examine interfacial morphology, hydration products, and the distribution of sugarcane bagasse ash (SBA) and nano‑silica (NS) within the grout matrix. Samples were sputter‑coated with gold to enhance conductivity before imaging. To complement the FESEM observations and to identify the crystalline phases present, X‑ray diffraction (XRD) analysis was carried out on powdered samples of both grouts after 28 days of curing. Measurements were performed on a Bruker D8 Advance diffractometer using Cu Kα radiation (λ = 1.5406 Å) over a 2θ range of 5–60° with a step size of 0.02°. The combined FESEM and XRD analyses provided insight into the microstructural features governing strength and durability.
Mix design for SFP and HMA
SFP construction involves preparing a porous asphalt skeleton (OGFC) with 25–35% air voids, followed by grout infiltration. The Densiphalt‑12 gradation was selected for the OGFC skeleton based on its proven compatibility with grout saturation, as shown in Fig. 3a. The initial optimum binder content (OBCi) for OGFC was estimated using Anderton’s equation52 (Eq. 1).

Aggregate gradation used in the current study.
In this context, α is defined as 2.65 divided by Gsb, where Gsb represents the apparent specific gravity of aggregates, and ∑ denotes the specific surface area. The formula for specific surface area is 0.21G + 5.4S + 7.2 s + 1.35f., which defines the gradation‑based variables as follows: G represents the percentage of aggregates retained on the 4.75 mm sieve, S represents the percentage retained on the 600 μm sieve, s represents the percentage retained on the 75 μm sieve, and f denotes the percentage passing the 75 μm sieve.
Two additional binder contents were evaluated around the predicted value. PP fibers (0.3% by aggregate mass) were added to the OGFC mixture to control binder drain-down. Table 6 presents the drain-down results for mixtures with and without PP fibers across bitumen contents ranging from 2.6 to 3.4%. Without PP fibers, drain-down increased progressively from 0.13 at 2.6% bitumen to 0.71% at 3.4% bitumen, indicating a clear risk of binder loss at higher bitumen contents. The addition of PP fibers substantially reduced drain-down at all bitumen levels, with values ranging from 0.09 at 2.6% bitumen to 0.43% at 3.4% bitumen. Notably, the drain-down values remained below the typical acceptable limit of 0.3% for OGFC mixtures up to 3.0% bitumen content (0.09%, 0.17%, and 0.19% at 2.6%, 2.8%, and 3.0% bitumen, respectively), confirming the effectiveness of PP fibers in mitigating binder drain-down. To achieve the desired range of air voids between 25 and 35%, a trial-and-error approach was adopted by varying the bitumen content from 2.6 to 3.4% in increments of 0.2%. As expected, increasing binder content reduced air voids due to greater coating and filling of aggregate void spaces. An optimum binder content of 3.0% was identified, at which a balanced interaction between aggregate structure and bitumen coating was achieved, resulting in interconnected air voids of 26.4% (Table 6). This level of porosity was found to be sufficient for effective grout infiltration using the gravity method. Specimens with lower air voids (those prepared with 3.2% and 3.4% bitumen) were unsuitable for infiltration and therefore not used for SFP preparation. Consequently, all SFP specimens were fabricated using the 3.0% bitumen OGFC mix, ensuring that the air voids remained within the design range, and grout saturation was subsequently verified to be 94–97%, confirming full infiltration.
For the HMA mixture, the Marshall method was used with NHA Class‑B aggregate gradation (Fig. 3b). Bitumen contents from 3.0 to 6.0% were evaluated at 0.5% intervals, and the final OBC of 4.45% was selected based on stability, flow, voids, and volumetric criteria (Table 7). Figure 4 provides a comprehensive overview of the semi‑flexible pavement (SFP) mix design process, encompassing grout formulation, preparation of the open‑graded friction course (OGFC), and subsequent grout infiltration. Figure 5 presents the experimental setups used to characterize the performance of both SFP and HMA specimens, including tests for mechanical properties, moisture susceptibility, and rutting resistance.

Graphical representation of the SFP design procedure.

Performance tests setup: (a) Marshall stability, (b) indirect tensile strength, (c) resilient modulus, and (d) Hamburg wheel tracking.
Fabrication and grout saturation of SFP specimens
OGFC specimens were wrapped to prevent leakage and infiltrated with the selected cementitious grouts under gravity flow with light vibration. Excess grout was removed to achieve a uniform surface. Specimens were demolded after 24 h. Grout saturation (Sg) was calculated using Eq. 2, based on mass change and air‑void volume. A saturation level above 92% was targeted to ensure adequate structural integration.
In this context, Sg represents the grout saturation level (%), M1 is the initial mass of the specimen before grout infiltration (g), M2 is the final mass after infiltration (g), ρ is the cement density (g/cm3), Vol is the specimen volume (cm3), and Vair denotes the volume of air voids within the mix.
Mechanical and durability testing
The following subsections present performance testing conducted on HMA and SFP specimens. All performance tests were conducted on a minimum of three replicate specimens per mixture type to ensure statistical reliability.
Marshall stability test
The Marshall stability test was performed in accordance with ASTM D692653, which specifies the procedures for evaluating the stiffness and deformation characteristics of asphalt mixtures. Specimens of both SFP and HMA were conditioned in a 60 °C water bath for 30 min before testing, as required by the standard. Stability was defined as the maximum load the cylindrical specimen could withstand before failure, while flow was defined as the corresponding deformation at failure. All measurements were taken at a loading rate of 50 mm/min, and both mixtures were tested under identical conditions to enable direct comparison.
Indirect tensile strength (ITS) and tensile strength ratio (TSR)
The ITS test was performed in accordance with ASTM D693154. ITS was measured for both SFP and HMA specimens to assess their cohesiveness and tensile performance. During testing, a diametral load was applied to cylindrical specimens at a constant deformation rate of 5.1 cm/min until failure, and the maximum load was recorded at 25 °C.
The ITS value was calculated using Eq. 3, where:
In this context, ITS is the indirect tensile strength (kPa), P is the maximum load at failure (N), t is the specimen thickness (mm), and d is the specimen diameter (mm).
Moisture susceptibility was evaluated using the Tensile Strength Ratio (TSR). For this purpose, specimens were divided into two groups:
-
Unconditioned specimens, tested directly at 25 °C
-
Conditioned specimens, submerged in water at 60 °C for 24 h before testing
TSR was computed using Eq. 4, with a minimum acceptable value of 80% to ensure adequate resistance to moisture-induced damage:
In this context, ITS conditioned and ITSuncondition represent the average tensile strengths of conditioned and unconditioned specimens, respectively. Three replicate specimens were tested for each condition to ensure consistency.
Hamburg wheel tracking test (HWTT)
The rutting performance of both SFP and HMA specimens was evaluated using the Hamburg Wheel Tracking Test in accordance with AASHTO T 32455. Cylindrical specimens were placed in the testing mold and conditioned to the required temperature before loading, as outlined in the standard.
Testing was conducted on cylindrical specimens measuring 150 mm in diameter and 60 mm in thickness, using a 700 N wheel load at 60 °C. Each specimen was subjected to 5000 loading cycles, and the resulting rut depth (mm) was continuously recorded to quantify cumulative permanent deformation. Both SFP and HMA specimens were tested under identical conditions to enable direct comparison of rutting resistance.
Resilient modulus (MR)
The resilient modulus of the SFP mixture was evaluated in accordance with ASTM D 736956. Cylindrical specimens measuring 100 mm in diameter and 63 mm in thickness were subjected to repeated diametral loading at 1 Hz using a cyclic load equivalent to 15% of the ITS. The test was conducted on gyratory‑compacted cores at 25 °C, with all loading parameters, including pulse duration, rise time, and Poisson’s ratio, set in accordance with the standard requirements.
Vertical and horizontal recoverable deformations were automatically recorded during loading, and the resilient modulus (MR) was calculated using Eq. 5.
In this context, MR is the resilient modulus (MPa), σd is the applied deviator stress (MPa), and εr is the recoverable horizontal strain per loading cycle.
Fuel spillage resistance
Fuel‑related deterioration is a critical concern in pavement engineering, particularly in areas exposed to diesel and mineral oils such as parking lots, toll plazas, intersections, and airport pavements57,58 . To evaluate the comparative fuel resistance of SFP and conventional HMA, both mixtures were subjected to partial and full diesel‑immersion tests. The overall testing sequence is illustrated in Fig. 6.

Flowchart for the fuel immersion test.
Partially submerged fuel test (appearance and mass loss)
The partial immersion test was conducted following BS EN 12,697–4359 and the methodology adopted by Khan et al.58. Specimens were partially submerged in diesel to a depth of 35 mm for 24 h, after which they were rinsed and dried for an additional 24 h. The selection of 35 mm immersion depth is in accordance with BS EN 12,697‑4359 and is representative of real‑world spill scenarios where fuel accumulates on the pavement surface and penetrates only the upper layers rather than saturating the full thickness. For SFP, the porous asphalt skeleton is completely filled with cementitious grout, creating a dense surface layer; a 35 mm depth ensures that the test captures the degradation of this upper composite zone, which is critical for evaluating fuel resistance in practical applications such as parking lots, toll plazas, and airport pavements.
The initial mass (M1) and post‑immersion mass (M2) were recorded to determine immersion‑related mass loss.
To quantify abrasion‑related losses, specimens were brushed using a steel brush for 30, 60, and 120 s, and the corresponding masses (M₃, M₄, M₅) were recorded. Fuel resistance was evaluated using the A, B, and C parameters defined in Eqs. 6–8:
In this context, A represents mass loss (immersion), B represents mass loss (abrasion), and C represents the combined effect of mass loss due to fuel immersion and abrasion. Performance classifications based on BS EN 12,697‑4359 and Hofko60 criteria are summarized in Table 8. The test procedure is shown in Fig. 7.

Partially submerged fuel test procedure.
Full fuel submersion test (strength loss)
Since no formal standard exists for full diesel‑immersion testing, the procedure adopted by Khan et al.58 was followed. Specimens were fully submerged in diesel for 24 h, then washed and dried for another 24 h. The conditioned specimens were subsequently tested using the Marshall stability test at 60 °C to determine strength loss. Retained strength was calculated using Eq. 9:
In this context, Marshall StabilityFuel is the stability after immersion in diesel, and Marshall StabilityDry is the stability of the unconditioned specimen.
Sustainability assessment
To quantitatively evaluate the environmental implications of partially replacing ordinary Portland cement with sugarcane bagasse ash (SBA) and nano-silica (NS) in cementitious grouts for semi-flexible pavement applications, a simplified cradle-to-gate CO₂ emission assessment was conducted. This analysis focuses on the embodied CO₂ associated with the primary raw materials used in grout production, using methodological approaches established in pavement materials research61,62. The assessment adopts the following framework:
-
1.
System boundary: Cradle-to-gate, encompassing raw material extraction, processing, and manufacturing up to the point of grout production. The transportation, construction, use, and end-of-life stages are excluded due to the scope of this experimental study.
-
2.
Functional unit: 1 m3 of cementitious grout, representing the volume required for SFP infiltration.
-
3.
Material quantities: Based on the optimized grout formulation (w/c = 0.35, 1% SP) with control grout containing 100% OPC and modified grout containing 10% SBA + 1% NS + 89% OPC (by mass of total cementitious materials). Total cementitious content for both mixes is 1,450 kg/m3.
-
4.
Emission factors (EF): Sourced from peer-reviewed literature:
-
a.
Ordinary Portland cement (OPC): 0.90 t CO₂/t (average of reported range 0.85–0.95 t CO₂/t)61,62 .
-
b.
Nano-silica (NS): 1.85 t CO₂/t (mid-range value from 1.2–2.5 t CO₂/t)63,64,65 .
-
c.
Sugarcane bagasse ash (SBA): 0.05 t CO₂/t, accounting for collection, drying, and grinding operations. This assumption reflects the minimal environmental impact associated with agricultural by-products compared to cement manufacturing and is consistent with life cycle assessment approaches reported in the literature66.
-
d.
Water and superplasticizer: Excluded from calculation as they are common to both mixes and their contributions are relatively minor for comparative purposes.
-
a.
Calculation of CO₂ emissions
The embodied CO₂ emissions for each grout mix were calculated using the emission factor method, following established life cycle assessment (LCA) practices for cementitious materials67,68. The total CO₂ emissions per cubic meter of grout were determined using Eq. (10):
Where \(E_{{{\text{total}}}}\) is the total embodied CO₂ emissions (kg CO₂/m3), \(M_{i}\) is the mass of material per cubic meter (kg/m3), and \(EF_{i}\) is the emission factor for the material (kg CO₂/kg material). The grout calculations for the current study are as follows:
a. Control grout (100% OPC):
OPC content: 1450 kg/m3 = 1.45 t/m3
CO₂ emissions = 1.45 t × 0.90 t CO₂/t =1.305t CO2 /m3=1305 kg CO₂/m3
b. Modified grout (10% SBA + 1% NS + 89% OPC):
-
OPC content: 1290.5 kg/m3 = 1.2905 t/m3
-
SBA content: 145 kg/m3 = 0.145 t/m3
-
NS content: 14.5 kg/m3 = 0.0145 t/m3
c. Component-wise emissions:
-
OPC contribution: 1.2905 t × 0.90 t CO₂/t = 1161.45 kg CO₂
-
SBA contribution: 0.145 t × 0.05 t CO₂/t = 7.25 kg CO₂
-
NS contribution: 0.0145 t × 1.85 t CO₂/t = 26.83 kg CO₂
Total modified grout emissions = 1161.45 + 7.25 + 26.83 = 1195.53 kg CO₂/m3.
Net CO₂ savings = Control emissions—Modified emissions = 1305.00—1195.53 = 109.47 kg CO₂/m3.
Percentage reduction = (109.47 / 1305.00) × 100 = 8.4%
Results and discussions
Flowability and compressive-strength of control grouts
Table 9 illustrates the flowability and compressive strength results of the reference grouts at different w/c ratios. A notable decrease in flow-out time was observed as the w/c ratio increased from 0.30 to 0.45, indicating enhanced flowability of the control grouts. This effect was further amplified with an incremental increase in superplasticizer (SP) dosage from 0.5% to 1.5%, where higher admixture content promoted easier grout flow through the ASTM flow cone, thereby improving the overall fluidity of the mix. The reduction in flow-out time with increasing w/c ratio and SP dosage can be attributed to a decrease in mixture viscosity and enhanced inter-particle lubrication among cement particles, collectively improving the overall workability of the grouts69. These results align with previous studies, which reported that the flowability of grouts is enhanced with w/c and SP dosages, as reflected by reduced flow-out times70. Similarly, the compressive strength increased as the w/c ratio rose from 0.30 to 0.35, but it declined when the w/c ratio exceeded 0.35. A similar trend was observed for variations in SP dosage: it increased up to 1% and then decreased as the dosage exceeded this threshold. This behavior can be attributed to the influence of SP, which enhances cement hydration and contributes to early strength development71. Moreover, considering the target flow and maximum strength at 28 days of curing, the bleeding effect was observed when the SP content exceeds 1%. Such higher w/c and SP contents are not suitable for grout applications, as they compromise strength. Therefore, a 0.35 w/c ratio combined with 1% SP dosage was identified as the optimum composition for cementitious grout applications.
Flowability and s
Following the control grouts, a modified grout was formulated by partially replacing OPC with SBA and NS. Table 10 presents the effects of SBA and NS on the physical and strength properties of the grouts. Individually, SBA and NS exhibited high flowability, which is unsuitable for a grout composition according to the ASTM flow-cone procedure. However, the combination of SBA and NS reduced flow-out time, indicating enhanced flowability. The individual effects of SBA and NS can be attributed to their high surface area and porous nature, which increase water demand. In contrast, the combined effect is attributed to improved particle distribution and packing. SBA contributes to the overall particle distribution, while NS acts as a micro‑filler, occupying the voids between particles. This results in a denser mix and reduced internal friction, which, together with the SP, enhances grout flowability. Additionally, this outcome aligns with a prior study showing that the addition of SBA reduces the water required for the mix72. Similarly, the compressive strength of the grouts increased up to a certain level with the addition of SBA and NS, whereas a decline in strength occurred at higher SBA percentages. At a w/c ratio of 0.35, grouts containing 10% SBA and 1% NS exhibited a 21.7% higher compressive strength compared to the control grouts at 28 days of curing, increasing from 48.50 MPa to 59.01 MPa. This enhancement is attributed to the high amorphous silica content in SBA, which exhibits pozzolanic reactivity, forming additional C‑S‑H gel that densifies the matrix by reducing voids and increasing strength. Likewise, the incorporation of NS further contributes to strength development by refining the pore structure and accelerating the pozzolanic reaction with calcium hydroxide73. However, when the SBA content exceeded 10%, a reduction in compressive strength was observed, likely due to its specific gravity and relatively larger particle size, which can increase pore volume and weaken the matrix. This decrease in strength beyond the optimal replacement level may be attributed to reduced availability of hydration products, dilution of the cementitious content, and the comparatively lower pozzolanic reactivity of SBA at higher dosages. These findings are consistent with previous studies reporting similar effects of SBA in cementitious composites74,75. Based on the ASTM flow‑cone criteria and maximum 28‑day compressive strength, the mixture containing 10% SBA and 1% NS was identified as the optimum dosage for the modified cementitious grout in SFP applications.
Microstructural analysis
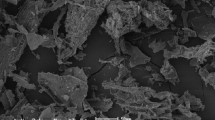
Figures 8 and 9 present FESEM micrographs of the control and optimized grout mixes, respectively. The FESEM analysis revealed distinct microstructural differences between the two mixtures, reflecting the influence of SBA and NS on the grout’s morphology and densification. In Fig. 8, the microstructure of the control grout exhibits a noticeable presence of calcium hydroxide (portlandite), observed as hexagonal prismatic plates. The abundance of portlandite is undesirable, as it contributes little to the mechanical strength due to its limited surface area and weak bonding. Additionally, SEM indicates the formation of ettringite as evidenced by its needle-like prismatic crystals. While ettringite formation is a normal hydration product in cementitious systems, its apparent abundance in the control mix, in conjunction with limited C-S–H formation, may suggest a less compact microstructure. These microstructural features are consistent with the lower compressive strength observed for the control grout.

FESEM of control mix at: (a) 0.5 µm, (b) 1 µm, (c) 5 µm, and (d) 10 µm.

FESEM of modified grout mix at: (a) 0.5 µm, (b) 1 µm, (c) 5 µm, and (d) 10 µm.
In contrast, Fig. 9 presents FESEM images of the optimized grout containing 10% SBA and 1% NS, which exhibits a notably denser homogeneous microstructure promoting enhanced particle packing and microstructural integrity. SBA, being rich in amorphous silica (SiO₂), participates in pozzolanic reactions with calcium hydroxide during hydration, thereby reducing portlandite and generating additional C–S–H gel. This process contributes to the pore structure and enhances early-age strength. The voids between cement particles were further covered by fine SBA grains, minimizing porosity and enhancing the overall compactness of the matrix. It exhibits high reactivity, a small particle size, and a large surface area, making it an effective pozzolanic material. It reacts with calcium hydroxide, altering the concentration and promoting the formation of a dense, finely structured C–S–H gel. NS also plays a vital role in the formation of hydration products, thereby accelerating the hydration process and strengthening the cementitious framework during the early stages of curing. Moreover, the fine NS particles effectively block micro-cracks and micro-pores, thereby reducing permeability and enhancing the durability of the grout. The interaction between SBA and NS enhances both primary and secondary hydration reactions, leading to a highly refined, densely packed microstructure. Compared with the control grouts, which contain low-density, fibrous C–S–H structures indicative of incomplete hydration, the modified grout exhibits a well-integrated, uniformly distributed C–S–H network. This improvement demonstrates superior adhesion between SBA and NS particles within the cement matrix, leading to increased compressive strength and improved microstructural integrity.
To further support the phase interpretation, a qualitative phase-identification analysis of XRD peak intensities was performed to compare the relative abundances of key hydration products. The XRD patterns for both the control grout (0% SBA + 0% NS) and the modified grout (10% SBA + 1% NS) are presented in Fig. 10. The pattern of the control grout shows intense peaks at 18.1°, 34.1°, and 47.1° 2θ, characteristic of portlandite (Ca(OH)₂), as well as peaks at 9.1°, 15.8°, and 22.9° 2θ that correspond to ettringite. The broad hump centered around 29–35° 2θ is typical for poorly crystalline calcium silicate hydrate (C‑S‑H), and its relatively low intensity suggests limited C‑S‑H formation. The prominence of portlandite and ettringite peaks, together with the weak C‑S‑H signal, indicates that hydration is less advanced, which aligns with the lower compressive strength (48.50 MPa) and the less compact microstructure observed in FESEM.

XRD patterns of the control grout and the modified grout.
In the optimized grout, the XRD pattern shows a marked decrease in the intensity of portlandite and ettringite peaks, while the broad C‑S‑H hump becomes more prominent. The overall pattern exhibits a higher degree of amorphous character, consistent with enhanced pozzolanic consumption of portlandite, thereby forming additional C‑S‑H. The combination of SBA and NS is responsible for this refinement: SBA provides amorphous silica that reacts with portlandite, while NS acts as a nucleation site, accelerating the pozzolanic reaction and leading to a denser, more cross‑linked C‑S‑H matrix. No distinct crystalline peaks corresponding to unreacted silica from SBA are observed, suggesting effective pozzolanic utilization.
These microstructural observations, supported by qualitative XRD phase identification, directly correlate with the mechanical performance. The increased C‑S‑H content and reduced portlandite/ettringite in the optimized grout explain its 21.7% higher compressive strength (59.01 MPa) and improved durability compared to the control. The findings are consistent with previous studies that have demonstrated the synergistic effect of SBA and NS in cementitious systems3,25.
Degree of grout saturation
According to past studies, grout saturation verifies the connectivity of the internal cavities within the mixture. Literature shows that the uniform saturation of 94 to 97% ensures the interconnectivity of voids and assures consistent penetration3,76. The findings from recent studies indicate that the grout saturation level over 92% implies that the voids have been sufficiently filled and that the cement grout is evenly distributed77. In the present study, after selecting the air void at 3% bitumen, the grout saturation level was determined, as shown in Fig. 11. The results show that grout saturation ranged from 94 to 97%, indicating effective void connectivity and a uniform distribution of cement particles.

Degree of grout saturation.
Marshall stability
The Marshall stability test was performed on the SFP specimens and compared with conventional HMA specimens, following procedures described in the previous literature77. The results, illustrated in Fig. 12, show that SFP exhibits significantly greater stability than HMA. The stability value of HMA ranged between 10 and 11 kN, while SFP mixtures exhibited approximately 88.5% higher stability. Moreover, cementitious grouts containing 10% SBA and 1% NS further enhanced stability compared with the HMA specimens, as shown in Fig. 12. The enhanced performance of SFP is attributed to its hybrid structural nature, which integrates the flexibility of asphalt with the rigidity of concrete pavement42. This composite structure improves load‑bearing capacity and provides greater resistance to deformation under traffic loading. The comparative analysis of HMA and SFP performance demonstrates the potential suitability of SFP as a sustainable and durable pavement alternative.

Marshall stability of SFP and HMA mixes.
Moisture susceptibility
The moisture susceptibility of the SFP and HMA specimens was evaluated using indirect tensile strength (ITS) and tensile strength ratio (TSR) tests. Both ITS and TSR serve as indicators of the mix’s moisture sensitivity and overall cohesion. As shown in Fig. 13, the ITS‑dry values for SFP containing SBA and NS were significantly higher than those of the HMA specimens. For the ITS‑wet condition, results indicate that, although a slight reduction in strength occurred, the overall performance of the mix remained consistent. This similarity between wet and dry ITS outcomes can be attributed to the modified grouts filling the voids, which prevents water penetration into the specimen12.The SFP containing 10SBA + 1NS performed notably better than conventional HMA. Similarly, Fig. 13 presents the moisture resistivity expressed as TSR, further highlighting the superior performance of SFP. All SFP mixtures exhibited a TSR value of approximately 92%, whereas the HMA specimens achieved 88%. These TSR results align with previous research findings 78,79.

ITS and TSR values for SFP and HMA mixes.
The superior moisture resistance observed in the SBA-NS-modified SFP can be attributed to both physical and chemical mechanisms. Physically, the cementitious grout fills the interconnected voids of the porous asphalt skeleton, achieving a saturation level of 94–97% (Fig. 11). This nearly complete filling eliminates continuous pathways for water ingress, thereby preventing moisture from reaching the asphalt‑aggregate interface. The reduced permeability is a direct consequence of the densified microstructure of the modified grout, as confirmed by FESEM and XRD (Figs. 9 and 10). Chemically, the incorporation of SBA and NS enhances the interfacial bonding between the grout and the asphalt‑coated aggregate. The pozzolanic reaction of SBA consumes calcium hydroxide and generates additional C‑S‑H gel, which can form stronger adhesive bonds with the asphalt binder. Furthermore, the nano‑silica particles act as nucleation sites, promoting a more uniform and continuous hydration product layer at the interface. This chemical bonding, combined with the mechanical interlocking provided by the dense grout, contributes to the high TSR of 92% and to the absence of a stripping inflection point in the Hamburg wheel-tracking test (Section "Hamburg Wheel Tracking Test (HWTT)"). Thus, while void sealing provides the primary barrier against moisture ingress, the improved interfacial chemistry ensures that even if moisture penetrates, the bond remains intact, leading to superior overall moisture resistance. Overall, the SFP exhibits greater resistance to moisture damage than conventional HMA, underscoring its potential as a more durable and reliable pavement material in moisture‑sensitive environments.
Hamburg wheel tracking test (HWTT)
Hamburg wheel tracker evaluates the efficacy and performance of SFP and HMA under extreme load and traffic conditions. Figure 14 represents the HWTT results for the one HMA and two SFP specimens, which assess the rutting characteristics. Among the three samples, the conventional HMA specimen possesses the highest rut depths, while the SFP1 and SFP2 possess the lowest rutting. The high resistance of the SFP mixture against rutting can be attributed to the asphalt skeleton reinforced with rigid grouts. The incorporation of SBA and NS-based grout further densifies and strengthens the mix, resulting in the highest rutting resistance compared to conventional HMA. The current results align with prior literature, which suggests that the SFP specimens have the highest resistance to rutting compared with the HMA specimens80.

Rutting for SFP and HMA mixes at 60 °C.
Resilient modulus (MR) test
Following the ITS evaluation, the MR test was performed, with 15% of the IDT strength values used as the peak load input parameter for the SFP mix. Incorporation of SBA and NS-based cementitious grouts, the SFP mixes demonstrated superior stiffness characteristics. As illustrated in Fig. 15, the MR value for the SFP specimens exceeds 5000 MPa, a higher modulus of resilience, whereas according to the literature, the corresponding value of the HMA specimens generally ranges around 3000 MPa81,82. This demonstrates the increased load capacity of the SFP mix over HMA. Furthermore, the conditioned SFP mix, when subjected to 24-h moisture conditions, is slightly lower than that of the unconditioned, although it shows a much greater resilient modulus compared to HMA, which is lower than the unconditioned SFP mix. This improved resistance of SFP is attributed to modified grouts that fill voids in the mix, eliminate pores that allow water ingress, and thereby enhance durability.

Resilient Modulus of SFP mixture.
Fuel resistance of semi-flexible mixture
Partial fuel immersion (mass and appearance loss)
The mass loss following partial fuel immersion was determined using parameters A, B, and C, as described in the methodology section, with the results presented in Fig. 16. The mathematical expressions for the calculation of parameters A, B, and C are presented in Eqs. 6, 7, and 8. Parameter A reflects the effect of fuel immersion on the specimens, whereas Parameter B represents the influence of washing and abrasion. The newly introduced Parameter C quantifies the combined effects of A and B.

Partially fuel immersion results for all parameters.
As outlined in Fig. 16a, the HMA specimen exhibited a notably high mass loss under fuel exposure, whereas the SFP specimen displayed strong resistance to fuel, with negligible losses. The losses in HMA were significantly higher compared to those in SFP. The mass losses for HMA increased from 5 to 20% after 1 and 7 days, whereas in SFP pavement, the 1-day losses were 0.6%, rising to 4.6% after 7 days. This implies that losses in the HMA increased by 20% after the completion of the 7-day cycle, whereas in SFP the effect was negligible compared to HMA, at 4%.
Likewise, the abrasion effect of parameter B was much higher, with fine particles stripped rapidly after a few cycles, stabilizing thereafter as coarse aggregates dominated the surface. In contrast, SFP exhibited the lowest losses under the same conditions, as depicted in Fig. 16b. The mass loss for HMA followed a linear pattern with exposure cycles. The HMA mix showed Poor resistance, while the SFP mix showed good resistance to the fuel. Moreover, the effect of parameter-C, which combines the impact of all parameters, is represented in Fig. 16c. The loss in HMA increases from 4.5% after 1 day to 20% after seven days of immersion. While for SFP, the effect was negligible, the mass loss for day 1 was 0.4%, while on day 7, the total loss was noted as 4.5%.
Fully fuel immersion (mass loss) test
For the evaluation, both SFP and HMA samples were fully submerged in diesel for 24 h, followed by Marshall stability testing at 60 °C. The retained strength ratio was then used to evaluate the pavement’s quality and performance.
As depicted in Fig. 17, all the SFP mixes exhibited significantly higher strength compared to those of the HMA samples. After immersion, the SFP pavement retained approximately 93% of its strength, whereas the HMA retained only 80%. These results highlight the superior resistance of SFP over conventional HMA pavements, making it a highly suitable option for heavy-duty areas such as bus depots and industrial pavements.

Full-depth fuel immersion of SFP and HMA.
Sustainability implications
The quantitative assessment yields several important insights. First, the 10% replacement of OPC with SBA reduces cement-related emissions by approximately 144 kg CO₂/m3 (gross savings), aligning with the established principle that reducing clinker content effectively lowers the carbon footprint of cementitious materials62.Second, the embodied energy of NS partially offsets these savings, contributing approximately 27 kg CO₂/m3 at the 1% dosage used in this study. This underscores the importance of considering the full material system rather than focusing exclusively on cement replacement and highlights the value of optimizing NS content to the minimum effective dosage (1% in this study) to maximize environmental benefits83. Third, the minimal emission factor assigned to SBA reflects its status as an agricultural by‑product that would otherwise require landfill disposal. Beyond direct CO₂ savings, utilizing SBA avoids methane emissions from decomposition and reduces pressure on landfill capacity, representing co‑benefits not quantified in this assessment. Fourth, the improved mechanical properties and enhanced durability demonstrated in this study (higher Marshall stability, superior rutting resistance, better moisture tolerance, and excellent fuel resistance) suggest that SFP incorporating SBA‑NS grout may offer extended service life compared to conventional alternatives, amplifying environmental benefits through reduced maintenance interventions and delayed reconstruction. However, quantifying these effects requires a comprehensive life‑cycle assessment beyond the present scope. Finally, based on this analysis, the modified grout achieves an 8.4% reduction in embodied CO₂ compared to conventional OPC grout.
Conclusions
This study investigated the effect of partially replacing ordinary Portland cement with sugarcane bagasse ash (SBA) and nano‑silica (NS) on the performance of semi‑flexible pavements. A comprehensive set of laboratory tests was conducted, encompassing mechanical properties, performance assessments, and fuel spillage evaluations to examine the behavior of SFP. The key conclusions derived from this study are as follows:
-
The flowability increases with w/c ratio and SP content. The optimum control grout was achieved at a w/c ratio of 0.35 and 1% SP, meeting the flow criteria and achieving a maximum 28‑day compressive strength.
-
The modified grout with 10% SBA and 1% NS (at 1% SP dosage) further enhances flowability and compressive strength compared to the control grouts, enabling effective penetration and void filling within the porous asphalt skeleton.
-
FESEM reveals that the interaction between SBA and NS enhances both primary and secondary hydration reactions, producing a densely packed, well‑integrated, and uniformly distributed
C–S–H formation. This demonstrates superior adhesion and microstructural integrity, leading to increased compressive strength compared to the control grouts.
-
The air voids in the open-graded asphalt friction course were maintained at 26.4% (at the optimum binder content of 3.0%), and the drain-down values for mixtures containing PP fibers ranged from 0.09% to 0.19% across the tested bitumen contents (2.6–3.0%), satisfying the design requirements for semi-flexible pavements and confirming the effectiveness of PP fibers in controlling binder loss.
-
The Marshall stability of the semi‑flexible pavement specimens exhibited an 88.5% improvement over conventional HMA specimens, highlighting the potential of SFP as a viable alternative for heavy‑duty applications and areas subjected to high traffic loads.
-
The SFP mixture exhibits superior resistance under severe conditions. ITS and TSR results revealed that the SFP specimens had superior moisture resistance with a strength recovery of 92%. In contrast, the HMA specimens retained only 88%, confirming the enhanced durability of SFP under moisture‑induced conditions.
-
The SFP samples demonstrated significantly superior rut resistance compared to conventional HMA samples. The rut potential of the SFP mix was approximately 70% lower than that of HMA, reflecting its higher stiffness, enhanced structural integrity, and superior interfacial bonding between the asphalt skeleton and cementitious grout.
-
The resilient modulus (MR) results revealed that the SFP samples possessed substantially higher stiffness than conventional HMA samples. This superior modulus performance highlights the enhanced load‑bearing capability of SFP, attributed to its strong interlocking and improved structural rigidity.
-
An important property of the SFP mix is its strong resistance to fuel spillage, with mass loss below 5% compared to over 19% for HMA. The SFP mix retained about 93% of its original strength after full immersion, whereas the HMA mix retained only about 80%, confirming SFP’s superior durability under fuel exposure.
-
Using SBA and NS as partial cement substitutions in grout for semi‑flexible pavement offers measurable environmental benefits, with quantitative analysis demonstrating an 8.4% reduction in embodied CO₂ emissions per cubic meter of grout. This represents a trade‑off between the embodied energy of nano‑silica production and the savings from reduced cement consumption, while simultaneously valorizing agricultural waste that would otherwise require disposal. The approach contributes to more sustainable pavement construction practices, particularly when combined with the enhanced durability and extended service life potential demonstrated in this study.
Future scope of work
Based on the promising results of this study, several avenues exist for future research to further validate and optimize the use of SBA and NS in semi‑flexible pavement applications. The simplified CO₂ emission assessment presented in this study provides a foundation for understanding the environmental implications of the proposed grout; however, a comprehensive life‑cycle assessment (LCA) incorporating additional impact categories such as water consumption, ecotoxicity, and resource depletion, along with transportation distances and end‑of‑life scenarios, would provide a more complete environmental profile. Such an LCA would also enable comparison with alternative sustainable pavement materials under standardized frameworks.
To bridge the gap between laboratory findings and practical implementation, future research should prioritize comprehensive field experiments to evaluate the long‑term performance, durability, and resilience of SFP incorporating SBA‑NS grout under authentic traffic loading and environmental conditions. Further optimization of the grout formulation may be achieved by exploring a broader range of SBA and NS dosages and by investigating alternative SBA pretreatment methods to enhance pozzolanic reactivity. Complementary analytical techniques such as thermogravimetric analysis (TGA) should be employed to quantitatively assess calcium hydroxide (portlandite) consumption, thereby definitively establishing the pozzolanic efficiency of the modified grout and providing mechanistic validation of the observed strength improvements. Additionally, a detailed cost analysis should be undertaken to assess the economic viability of the proposed grout, complementing the environmental assessment presented herein. Such an analysis would quantify potential savings from cement reduction and waste valorization, and compare them with any additional costs associated with NS and SBA processing. Furthermore, the performance of the developed pavement system should be assessed under more extreme and specific conditions, including resistance to a wider array of chemicals, extended freeze‑thaw cycles, and fatigue characteristics under substantial, channelized loading. These investigations would further reinforce the suitability of SBA‑NS modified SFP for demanding infrastructure applications such as industrial facilities, airport pavements, and heavy‑duty corridors.
Data availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Mehmood, S. A. et al. From waste to roads: Improving pavement performance and achieving sustainability with recycled steel slag and low-density polyethylene. Buildings 15(3), 476. https://doi.org/10.3390/buildings15030476 (2025).
Khan, M. S. et al. Enhancing rigid pavement performance: Experimental study and design optimization of bentonite clay-blended concrete with a focus on durability. Case Stud. Constr. Mater. https://doi.org/10.1016/j.cscm.2025.e04641 (2025).
Bharath, G. et al. Laboratory and field evaluation of cement grouted bituminous mixes. Road Mater. Pavement Des. 21(6), 1694–1712. https://doi.org/10.1080/14680629.2019.1567375 (2020).
Hassani, A., Taghipoor, M. & Karimi, M. M. A state of the art of semi-flexible pavements: Introduction, design, and performance. Constr. Build. Mater. 253, 119196. https://doi.org/10.1016/j.conbuildmat.2020.119196 (2020).
Cai, X. et al. Effects of residual water on mechanical properties of cold mix based semi-flexible pavement composite towards a sustainable paving material. J. Clean. Prod. 434, 139857. https://doi.org/10.1016/j.jclepro.2023.139857 (2024).
Al-Nawasir, R.I. and B.H. Al-Humeidawi. Efficient use of ceramic waste powder in Cementitious Grout for the Development of Sustainable Semi-Flexible Pavement Surfaces. in IOP Conference Series: Earth and Environmental Science. 2023. IOP Publishing. https://doi.org/10.1088/1755-1315/1232/1/012039
Mohammed, M. H. et al. Experimental investigation of ecological semi-flexible pavement with silica sand as a partial substitution of cement. Al-Qadisiyah J. Eng. Sci. 17(4), 421–435. https://doi.org/10.30772/qjes.2024.154598.1419 (2024).
Zhang, L. et al. Research on the crack resistance of semi-flexible pavement mixture based on meso-heterogeneous model. Constr. Build. Mater. 411, 134495. https://doi.org/10.1016/j.conbuildmat.2023.134495 (2024).
Lu, Q. et al. Cooling water-retentive semi-flexible pavement with light-colored grout and recycled materials. Constr. Build. Mater. 460, 139854. https://doi.org/10.1016/j.conbuildmat.2025.139854 (2025).
Khan, M. I. et al. Cementitious grouts for semi-flexible pavement surfaces—a review. Materials 15(15), 5466. https://doi.org/10.3390/ma15155466 (2022).
Li, S. et al. Investigation of using recycled powder from the preparation of recycled aggregate as a supplementary cementitious material. Constr. Build. Mater. 267, 120976. https://doi.org/10.1016/j.conbuildmat.2020.120976 (2021).
Al-Nawasir, R. et al. Effect of glass waste powder and date palm seed ash-based sustainable cementitious grouts on the performance of semi-flexible pavement. Case Stud. Constr. Mater. 21, e03453. https://doi.org/10.1016/j.cscm.2024.e03453 (2024).
Kuhar, P. & Boora, A. Urban cooling through pavement innovation: A review of strategies and materials. Environ. Sci. Pollut. Res. https://doi.org/10.1007/s11356-025-36834-1 (2025).
Sadrmomtazi, A. et al. A comprehensive study of pumice and mica in geopolymer mortar as GGBFS replacement on mechanical, durability, high-temperature, and sustainability performance. Constr. Build. Mater. 494, 143410. https://doi.org/10.1016/j.conbuildmat.2025.143410 (2025).
Jiménez-Quero, V. et al. Influence of sugar-cane bagasse ash and fly ash on the rheological behavior of cement pastes and mortars. Constr. Build. Mater. 40, 691–701. https://doi.org/10.1016/j.conbuildmat.2012.11.023 (2013).
Rajasekar, A. et al. Durability characteristics of ultra high strength concrete with treated sugarcane bagasse ash. Constr. Build. Mater. 171, 350–356. https://doi.org/10.1016/j.conbuildmat.2018.03.140 (2018).
de Sande, V. T. et al. Potential use of sugar cane bagasse ash as sand replacement for durable concrete. J. Build. Eng. 39, 102277. https://doi.org/10.1016/j.jobe.2021.102277 (2021).
Sales, A. & Lima, S. A. Use of Brazilian sugarcane bagasse ash in concrete as sand replacement. Waste Manag. 30(6), 1114–1122. https://doi.org/10.1016/j.wasman.2010.01.026 (2010).
Hua, Y. et al. The properties and potential utilization in agriculture of fly ash from a typical biomass-fired power plant. ScienceAsia https://doi.org/10.2306/scienceasia1513-1874.2025.045 (2025).
Akram, T., Memon, S. A. & Obaid, H. Production of low-cost self-compacting concrete using bagasse ash. Constr. Build. Mater. 23(2), 703–712. https://doi.org/10.1016/j.conbuildmat.2008.02.012 (2009).
de Sande, V. T. et al. Activated sugarcane bagasse ash as efficient admixture in cement-based mortars: Mechanical and durability improvements. J. Build. Eng. 59, 105082. https://doi.org/10.1016/j.jobe.2022.105082 (2022).
Yaseen, N. Exploring the potential of sugarcane bagasse ash as a sustainable supplementary cementitious material: Experimental investigation and statistical analysis. Results Chem. 10, 101723. https://doi.org/10.1016/j.rechem.2024.101723 (2024).
Bahurudeen, A. et al. Performance evaluation of sugarcane bagasse ash blended cement in concrete. Cem. Concr. Compos. 59, 77–88. https://doi.org/10.1016/j.cemconcomp.2015.03.004 (2015).
Abdalla, T. A. et al. Mechanical properties of eco-friendly concrete made with sugarcane bagasse ash. Civ. Eng. J. 8(6), 1227–1239. https://doi.org/10.28991/CEJ-2022-08-06-010 (2022).
Vivek, D. & Jayaguru, C. Assessing the impact of sugar cane bagasse ash and nano silica on mechanical and durability properties of concrete. Eur. J. Environ. Civ. Eng. 29(7), 1449–1466. https://doi.org/10.1080/19648189.2024.2441968 (2025).
Prabhath, N. et al. A review on the optimization of the mechanical properties of sugarcane-bagasse-ash-integrated concretes. J. Compos. Sci. 6(10), 283. https://doi.org/10.3390/jcs6100283 (2022).
Landa-Ruiz, L. et al. Physical, mechanical, and durability properties of eco-friendly ternary concrete made with sugar cane bagasse ash and silica fume. Crystals 11(9), 1012. https://doi.org/10.3390/cryst11091012 (2021).
Abdalla, T. A. et al. Strength, durability, and microstructure properties of concrete containing bagasse ash–A review of 15 years of perspectives, progress, and future insights. Results Eng. 21, 101764. https://doi.org/10.1016/j.rineng.2024.101764 (2024).
Berenguer, R. et al. Durability of concrete structures with sugar cane bagasse ash. Adv. Mater. Sci. Eng. 2020(1), 6907834. https://doi.org/10.1155/2020/6907834 (2020).
Abbas, W. A. & Abbas, M. L. Physico-durability aspects of partial substitution via pelletized fly ash lightweight nano-silica concrete. Res. Eng. Struct. Mater. https://doi.org/10.17515/resm2022.567st1025 (2023).
Murthi, P. et al. Enhancing the strength properties of high-performance concrete using ternary blended cement: OPC, nano-silica, bagasse ash. SILICON 12(8), 1949–1956. https://doi.org/10.1007/s12633-019-00324-0 (2020).
Tabish, M., Zaheer, M. M. & Baqi, A. Effect of nano-silica on mechanical, microstructural, and durability properties of cement-based materials: A review. J. Build. Eng. https://doi.org/10.1016/j.jobe.2022.105676 (2022).
Anto, G. et al. Mechanical properties and durability of ternary blended cement paste containing rice husk ash and nano silica. Constr. Build. Mater. https://doi.org/10.1016/j.conbuildmat.2022.127732 (2022).
Le, D.-H., Sheen, Y.-N. & Nguyen, K.-H. Enhancing compressive strength and durability of self-compacting concrete modified with controlled-burnt sugarcane bagasse ash-blended cements. Front. Struct. Civ. Eng. 16(2), 161–174. https://doi.org/10.1007/s11709-021-0796-7 (2022).
Li, W. et al. Effects of nano-silica and nano-limestone on flowability and mechanical properties of ultra-high-performance concrete matrix. Constr. Build. Mater. 95, 366–374. https://doi.org/10.1016/j.conbuildmat.2015.05.137 (2015).
Abdalla, T. A. et al. Effect on sulfuric acid resistance and shrinkage of concrete incorporating processed bagasse ash and silica fume. Adv. Civ. Eng. https://doi.org/10.1155/2024/5534536 (2024).
Gupta, C. K., Sachan, A. & Kumar, R. Examination of microstructure of sugar cane bagasse ash and sugar cane bagasse ash blended cement mortar. Sugar Tech. 23(3), 651–660. https://doi.org/10.1007/s12355-020-00934-8 (2021).
Hosan, A. & Shaikh, F. U. A. Influence of nano silica on compressive strength, durability, and microstructure of high‐volume slag and high‐volume slag–fly ash blended concretes. Struct. Concr. 22, E474–E487. https://doi.org/10.1002/suco.202000251 (2021).
Rao, M. V., Sivagamasundari, R. & Nagaraju, T. V. Achieving strength and sustainability in ternary blended concrete: Leveraging industrial and agricultural by-products with controlled Nano-SiO2 content. Clean. Mater. 9, 100198. https://doi.org/10.1016/j.clema.2023.100198 (2023).
Bahurudeen, A. & Santhanam, M. Influence of different processing methods on the pozzolanic performance of sugarcane bagasse ash. Cem. Concr. Compos. 56, 32–45. https://doi.org/10.1016/j.cemconcomp.2014.11.002 (2015).
Gopinath, S. et al. Effect of nano silica on mechanical properties and durability of normal strength concrete. Arch. Civ. Eng. https://doi.org/10.2478/v.10169-012-0023-y (2012).
Al-Nawasir, R. et al. Innovative use of ceramic waste in cement grout for sustainable semi-flexible pavement solutions. Innov. Infrastruct. Solut. 10(2), 64. https://doi.org/10.1007/s41062-025-01873-7 (2025).
Collop, A. and R. Elliott. Assessing the mechanical performance of Densiphalt in Performance and Durability of Bituminous Materials and Hydraulic Stabilised Composites. Proc. of the third EUROPEAN Symposium, LEEDS, APRIL 1999. http://worldcat.org/isbn/3931681319
Tanzadeh, J. & Shahrezagamasaei, R. Laboratory assessment of hybrid fiber and nano-silica on reinforced porous asphalt mixtures. Constr. Build. Mater. 144, 260–270. https://doi.org/10.1016/j.conbuildmat.2017.03.184 (2017).
Zhang, G. et al. Effects of plastic expansive agent on the fluidity, mechanical strength, dimensional stability, and hydration of high-performance cementitious grouts. Constr. Build. Mater. 243, 118204. https://doi.org/10.1016/j.conbuildmat.2020.118204 (2020).
ASTM C305 – 06, Standard practice for mechanical mixing of hydraulic cement pastes and mortars of plastic consistency.
Khan, M. I. et al. Effective use of recycled waste PET in cementitious grouts for developing sustainable semi-flexible pavement surfacing using artificial neural network (ANN). J. Clean. Prod. 340, 130840. https://doi.org/10.1016/j.jclepro.2022.130840 (2022).
Xu, J. et al. Evaluating the impact of nano-silica particle size on pozzolanic reaction kinetics, mechanical strength, and durability of Portland slag cement. Constr. Build. Mater. 472, 140784. https://doi.org/10.1016/j.conbuildmat.2025.140784 (2025).
Yang, T. et al. Agglomeration behavior of colloidal nano-silica and its effect on pore structure, mechanical properties, and shrinkage of cement mortar. Constr. Build. Mater. 409, 133865. https://doi.org/10.1016/j.conbuildmat.2023.133865 (2023).
ASTM C 939, Standard test method for flow of grout for preplaced-aggregate concrete (flow cone method). Annual Book of ASTM Standards, 2010. 4.
ASTM C 109 M-11. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or 50-mm Cube Specimens), 2011.
Anderton, G.L., Engineering properties of resin-modified pavement (RMP) for mechanistic design. Engineer Research and Development Center, Vicksburg, MS, Geotechnical Lab. 2000.
ASTM D6926, Standard practice for preparation of bituminous specimens using the Marshall apparatus. ASTM International, West Conshohocken, PA, 2010.
ASTM D6931, Standard test method for indirect tensile (IDT) strength of bituminous mixtures, American society for testing materials. 2012b: West Conshohocken, PA, United States.
AASHTO T324, Hamburg wheel-track testing of compacted hot mix asphalt (HMA). Washington DC, EEUU, 2011.
ASTM D7369. Standard test method for determining the resilient modulus of bituminous mixtures by indirect tension test
Al-Qudah, A. H. et al. Investigation of the performance and fuel oil corrosion resistance of semi-flexible pavement with the incorporation of recycled glass waste. Materials 18(15), 3442. https://doi.org/10.3390/ma18153442 (2025).
Khan, M. I. et al. Investigating the mechanical properties and fuel spillage resistance of semi-flexible pavement surfacing containing irradiated waste PET-based grouts. Constr. Build. Mater. 304, 124641. https://doi.org/10.1016/j.conbuildmat.2021.124641 (2021).
BS EN 12697–43 Standard, Bituminous mixtures–Test methods for hotmix asphalt. Part, 2012. 24: p. 12697–24.
Hofko, B. Addressing the fuel resistance of hot mix asphalt by an enhanced test method. J. Civ. Eng. Arch. 17, 184–191. https://doi.org/10.17265/1934-7359/2023.04.003 (2023).
Andrew, R. M. Global CO2 emissions from cement production. Earth Syst. Sci. Data. 10(1), 195–217. https://doi.org/10.5281/zenodo.831455 (2018).
Benhelal, E. et al. Global strategies and potentials to curb CO2 emissions in the cement industry. J. Clean. Prod. 51, 142–161. https://doi.org/10.1016/j.jclepro.2012.10.049 (2013).
Nizam, N. U. M., Hanafiah, M. M. & Woon, K. S. A content review of life cycle assessment of nanomaterials: Current practices, challenges, and future prospects. Nanomaterials 11(12), 3324. https://doi.org/10.3390/nano11123324 (2021).
Ros-Lis, J. V., Vetter, S. & Smith, P. A comparative life cycle assessment of the synthesis of mesoporous silica materials on a small and a large scale. Green Chem. 26(19), 10107–10114. https://doi.org/10.1039/D4GC02347A (2024).
Gu, S. et al. Life cycle assessment and process optimization of precipitated nanosilica—A case study in China. Energies 17(22), 5621. https://doi.org/10.3390/en17225621 (2024).
Sinoh, S.S., et al. Life cycle assessment of sugarcane bagasse ash as partial cement replacement in concrete. In the 4th International Conference on Sustainable Innovation 2020–Technology, Engineering and Agriculture (ICoSITEA 2020). 2021. Atlantis Press.https://doi.org/10.2991/aer.k.210204.028
Mohammadi, J. & South, W. Life cycle assessment (LCA) of benchmark concrete products in Australia. Int. J. Life Cycle Assess. 22(10), 1588–1608. https://doi.org/10.1007/s11367-017-1266-2 (2017).
Tait, M. W. & Cheung, W. M. A comparative cradle-to-gate life cycle assessment of three concrete mix designs. Int. J. Life Cycle Assess. 21(6), 847–860. https://doi.org/10.1007/s11367-016-1045-5 (2016).
Khan, M. I. et al. Irradiated polyethylene terephthalate and fly ash-based grouts for semi-flexible pavement: Design and optimisation using response surface methodology. Int. J. Pavement Eng. 23(8), 2515–2530. https://doi.org/10.1016/j.conbuildmat.2021.124641 (2022).
Łaźniewska-Piekarczyk, B. Low-emission cement mortars with superplasticizer: Temperature-dependent performance. Buildings 15(17), 2987. https://doi.org/10.3390/buildings15172987 (2025).
Yousuf, F. & Xiaosheng, W. Early strength development and hydration of cement pastes at different temperatures or with superplasticiser characterised by electrical resistivity. Case Stud. Constr. Mater. 16, e00911. https://doi.org/10.1016/j.cscm.2022.e00911 (2022).
Amjad, U. et al. Effect of sugar cane bagasse ash incorporated as viscosity modifying agent on fresh, microstructure and mechanical properties of self-compacting concrete. Int. J. Concr. Struct. Mater. 19(1), 2. https://doi.org/10.3390/buildings15172987 (2025).
Rezaifar, O., Ghanepour, M. & Amini, M. M. A novel magnetic approach to improve compressive strength and magnetization of concrete containing nano silica and steel fibers. J. Build. Eng. 91, 109342. https://doi.org/10.1016/j.jobe.2024.109342 (2024).
Sankeeth, S. et al. Optimizing mechanical properties of concrete using sugarcane bagasse ash. Results Eng. 27, 105968. https://doi.org/10.1016/j.rineng.2025.105968 (2025).
Ganesan, K., Rajagopal, K. & Thangavel, K. Evaluation of bagasse ash as supplementary cementitious material. Cem. Concr. Compos. 29(6), 515–524. https://doi.org/10.1016/j.cemconcomp.2007.03.001 (2007).
An, S. et al. Laboratory and field evaluation of a novel cement grout asphalt composite. J. Mater. Civ. Eng. 30(8), 04018179. https://doi.org/10.1061/(ASCE)MT.1943-5533.0002376 (2018).
Khan, M. N. et al. Exploring waste marble dust as an additive in cementitious grouts for semi-flexible pavement applications: Analysis and optimization using RSM. Constr. Build. Mater. 411, 134554. https://doi.org/10.1016/j.conbuildmat.2023.134554 (2024).
Zhong, K. et al. Interfacial and mechanical performance of grouted open-graded asphalt concrete with latex-modified cement mortar. Constr. Build. Mater. 234, 117394. https://doi.org/10.1016/j.conbuildmat.2019.117394 (2020).
Al-Nawasir, R., Al-Humeidawi, B. & Shubbar, A. Influence of sustainable grout material on the moisture damage of semi-flexible pavement. Period. Polytech. Civ. Eng. https://doi.org/10.3311/ppci.23373 (2024).
Yu, H. et al. Enhancing engineering performance of semi-flexible pavements using crumb rubber as a modulus transition medium. Constr. Build. Mater. 487, 142040. https://doi.org/10.1016/j.conbuildmat.2025.142040 (2025).
Xiao, F. & Amirkhanian, S. N. Resilient modulus behavior of rubberized asphalt concrete mixtures containing reclaimed asphalt pavement. Road Mater. Pavement Des. 9(4), 633–649. https://doi.org/10.1080/14680629.2008.9690142 (2008).
Imaninasab, R. Rutting resistance and resilient modulus evaluation of polymer-modified SMA mixtures. Pet. Sci. Technol. 34(16), 1483–1489. https://doi.org/10.1016/j.jclepro.2023.139857 (2016).
Singh, L. et al. Beneficial role of nanosilica in cement-based materials–A review. Constr. Build. Mater. 47, 1069–1077. https://doi.org/10.1016/j.conbuildmat.2013.05.052 (2013).
Acknowledgements
The authors appreciate the laboratory support provided by the National Institute of Transportation (NIT), NUST, Pakistan, and the University of Al-Qadisiyah, Iraq, for completing this work.
Funding
This work was supported and funded by the Deanship of Scientific Research at Imam Mohammad Ibn Saud Islamic University (IMSIU) (grant number IMSIU-DDRSP2602).
Author information
Authors and Affiliations
Contributions
M.A.S: Writing—original draft, Data curation, Formal analysis, Investigation, Resources, Methodology, Visualization, Writing—review & editing, Validation. R.A.N: Writing—original draft, Writing—review & editing, Formal analysis, Visualization, Validation. M.I.K: Writing—review& editing, Supervision, Project administration, Formal analysis, Conceptualization, Funding acquisition. M.A.H: Writing—review& editing, Formal analysis. O.A: Writing—review& editing, Supervision, Validation. M.T.N: Writing—review& editing, Supervision, Validation. M. A: Writing—review& editing, Supervision, Validation.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Sajid, M.A., Al-Nawasir, R., Khan, M.I. et al. Experimental investigation of semi-flexible pavement performance using optimized nano-silica and sugarcane bagasse ash modified grouts. Sci Rep 16, 13903 (2026). https://doi.org/10.1038/s41598-026-50120-1
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-026-50120-1
