
Abstract
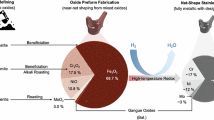
Neodymium, a key rare-earth element used in high-performance magnets for electric vehicles and wind turbines, is currently produced via an emission-intensive molten-salt electrolysis process. This motivates exploration of metallothermic reduction as a potential alternative. Here we show a two-step metallothermic pathway for producing neodymium from oxide using magnesium as the reductant. Although magnesiothermic reduction has a positive standard Gibbs energy change and has therefore been overlooked historically, modeling and experimental validation show that magnesium can reduce neodymium oxide through the formation of a molten magnesium-neodymium alloy with a favorable Gibbs energy of mixing, which overcomes this thermodynamic barrier. Subsequent exposure to hydrogen then precipitates neodymium as solid neodymium hydride, separating it from the molten alloy. This work demonstrates the pathway’s thermodynamic viability and highlights reduction and separation mechanisms that could be leveraged in the design of new metallothermic reduction processes.
Similar content being viewed by others
Introduction
Neodymium is essential in Nd2Fe14B magnets, which are the strongest permanent magnets currently known, making neodymium arguably the most important rare earth element in the global transition to clean energy and sustainability. Ironically, the production of Nd metal today relies on the emission-intensive molten salt electrolysis process (MSE). In the MSE process, neodymium oxide is dissolved into a molten NdF3 and LiF mixture at temperatures above the melting point of Nd (1021 °C), forming Nd-oxyfluoride. This oxyfluoride is reduced to liquid Nd metal electrolytically in a refractory metal cathode crucible, where it can be collected to pour ingots. This electrolytic reduction produces oxygen that reacts with the carbon anode to form CO and CO2. In addition to these carbon emissions, the carbon anode also reacts to some extent with the molten fluoride salts, producing perfluorocarbons (PFCs), primarily tetrafluoromethane (CF4) and hexafluoroethane (C2F6)1, which are the so called forever chemicals, which are members of the so-called “forever chemical” family. These compounds possess a climate warming potential thousands of times greater than CO2 and can last for thousands of years in the atmosphere. Additionally, the Nd- and Li- fluoride are both produced through the reaction of Nd/Li oxide (or other precursor compound) with hydrogen fluoride, a highly corrosive and harmful chemical frequently released into the environment2. Despite these issues, MSE’s relative simplicity of operation has led to it being the dominant process for neodymium production since its invention.
In contrast to the MSE method, metallothermic reduction reactions are attractive for sustainable materials production because of their lack of inherent emissions. Historically, before the development of MSE, metallothermic reduction using calcium was the preferred production method for neodymium, as well as the other light rare earth elements2. Calciothermic reduction can be applied to reduce either Nd-halide or neodymium oxide. Calcium reduces neodymium halide to neodymium metal at 800–1000 °C, resulting in a molten calcium halide phase. Lithium and mixtures of magnesium and zinc have also been used to reduce NdF33,4. However, metallothermic reduction of Nd halides possesses the significant drawback of using either NdF3 or NdCl3 as a feed material, both of which are highly hygroscopic and must therefore be handled carefully to avoid water pickup. Additionally, NdF3 must be prepared from Nd2O3 and HF, while the chlorination reaction used to produce NdCl3 can form oxychlorides that complicate reduction by introducing calcium oxide into the slag. These additional processing steps result in higher reagent costs and environmental impacts.
For these reasons, neodymium oxide is preferable as a precursor material for a prospective metallothermic route. Calciothermic reduction of Nd2O3 was investigated but ultimately not adopted industrially because the separation of reduced Nd and the CaO reduction byproduct is poor at lower temperatures, while at high temperatures, separation was improved at the cost of contamination with dissolved crucible material4. To solve this issue, Nd dissolution into a liquid Zn or Fe eutectic phase at lower temperatures was investigated to promote separation from CaO. In the case of Zn extraction, vacuum distillation at high temperatures was then required to isolate Nd, and for both Zn and Fe large quantities (70 wt%) of CaCl2 were required per batch to achieve good yields5.
According to the Ellingham diagram, calcium is the only “common” metal that can reduce neodymium oxide. However, magnesium (Mg), another common metal, is preferred as a reducing agent due to its ease of handling at ambient conditions and lower cost compared to Ca. However, the Ellingham diagram indicates that Mg is unable to reduce Nd2O36,7 because Nd2O3 possesses a lower standard Gibbs energy of formation (thus greater stability) than MgO (Fig. 1). Nevertheless, in a 1950 work by Françoise Mahn, researchers evaluated the use of Mg as a reductant for metallothermic reduction of Nd2O38, and showed that the Nd2O3 was partially reduced. Mahn’s result is intriguing because the direct reaction shown in Eq. 1 should not occur, implying that a different mechanism may be responsible for the observed reduction.

The Ellingham diagram shows the normalized standard Gibbs energy of formation for Nd2O3 compared with the oxides of common metallothermic reductant metals, demonstrating that it is more stable than MgO32.
Later, Xu9 in 2000, and Okabe in 200310,11 used molten Mg to extract Nd from NdFeB as a potential recycling method for end-of-life magnets. In these investigations, it was found that Nd readily dissolves and forms a liquid solution with Mg. They also showed that molten Mg-Nd solution exhibits significant negative deviation from ideality, likely arising from chemical short-range ordering12,13. Xu intended the Mg-Nd to be used as a structural alloy, while Okabe saw the potential in using this dissolution method to recycle NdFeB magnets back into Nd metal. To do this, vacuum distillation was used to separate the Mg from the Nd by exploiting the large difference in vapor pressure between the two elements; however, vacuum distillation is energy-intensive, thus costly. Therefore, it is desirable to find an alternative means of separation.
Nd is known to react with hydrogen (H2) gas to form neodymium hydride (NdHy). NdHy is a non-stoichiometric metallic solid where the composition ranges from the dihydride (y = 2) to a limiting composition at atmospheric pressure of y < 3. This compound forms readily when Nd is exposed to H2, with rapid kinetics even at room temperature14. This hydrogenation reaction is also readily reversible15, leading to its use in the magnet industry as a technique for particle size reduction16. Thermodynamically, NdHᵧ formation is favored up to 1050 °C, suggesting it could be considered as a means for precipitating Nd from molten Mg–Nd.
We hypothesize that the formation of a molten Mg-Nd solution will enable the reduction of Nd2O3 by Mg despite the positive standard Gibbs energy change associated with this reaction, due to the potentially large Gibbs energy of mixing between Mg and Nd. The amount of Nd able to be reduced and dissolved, however, is expected to be relatively low, presenting a challenge for separating the Nd from the dilute Mg-Nd solution without resorting to vacuum distillation. Therefore, we also hypothesize that the introduction of H2 to the system will precipitate Nd out of this solution as NdHy, allowing it to be separated.
In this article, we first present experimental evidence of the feasibility of the hypothesized approach for a) Nd2O3 reduction by Mg through the formation of a molten Mg-Nd alloy, and b) NdHy formation in this system under a hydrogen atmosphere, both of which are necessary for the overall process to be possible. Then, a thermodynamic analysis is presented to illuminate the equilibria associated with the reduction and precipitation reactions, showing that the two reactions have an associated equilibrium Nd concentration expected in the alloy, and that the difference between the two concentrations enables the extraction of Nd from the overall chemical system. Afterwards, more detailed experimental work was carried out to validate the theoretical understanding and feasibility of the reduction and precipitation approach. The results show that the precipitation of NdHy not only makes it possible to separate Nd from Mg-Nd alloy, but that this precipitation also plays a key role in driving the reduction reaction away from equilibrium, potentially enabling additional reduction and a semi-continuous process.
While this work focuses on the feasibility of this method for producing Nd from Nd2O3 using Mg, the formation of a molten metal solution with some favorable Gibbs energy of mixing is a useful phenomenon for producing more-reactive metals from less-reactive metals, so long as some mechanism can be found for separating the reduced metal from the molten solution. This bears some general similarity to Pidgeon-type metallothermic processes, where less-reactive metals like Si and Al are used to produce Mg and Ca vapor through the formation of mixed metal oxides like spinel or calcium aluminate under vacuum17,18. For Pidgeon processes, the mixed metal oxide provides the additional driving force needed for the reaction to proceed. For the type of process outlined in this work, extra driving force is derived from the Gibbs energy of mixing of the molten metal solution, which makes an otherwise unfavorable reaction feasible.
Results and discussion
Magnesiothermic reduction of Nd2O3 Under Ar and H2
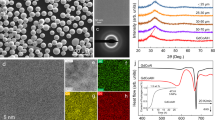
To verify the validity of the hypothesis, a preliminary experiment was conducted to assess the thermodynamic feasibility of the proposed pathway. Pure Nd2O3 powder mixed with a large excess of Mg powder (18.5× the stoichiometric ratio) was held at 695 °C for 5 h in both Ar and H2. This reduction condition resulted in a friable powder suitable for analysis via XRD. The XRD patterns of the reduced products are shown in Fig. 2, SEM images of the products can be found in Supplementary Fig. 1. Analysis showed reduction occurred in both conditions, with the Ar condition resulting in mixed Mg/Mg-Nd intermetallic compounds corresponding to the Nd-dilute end of the Mg-Nd phase diagram, as well as MgO. Reduction in H2 yielded NdHy, Mg, and MgO. In both cases, it appears that the Nd2O3 was completely consumed, suggesting complete reduction; however, the overlap of the Nd2O3 peaks with the Mg-Nd intermetallic peaks in the Ar condition makes distinguishing them difficult.

Top: XRD pattern of initial reactants. Middle: XRD pattern of product from reduction under 1 atm Ar. Bottom: XRD pattern of product from reduction under 1 atm. H2.
These results demonstrate that both the magnesiothermic reduction and hydride formation reactions are thermodynamically feasible. However, the specific pathways and thermodynamic mechanisms underlying the reduction of Nd2O3 by Mg remain unclear, particularly the equilibria between the oxide and the resulting alloy, which appears to consist of both intermetallic compounds and metallic solutions. To clarify these mechanisms, we conducted a thermodynamic analysis of both reactions to understand how reduction proceeds despite a positive standard Gibbs energy change and to assess the role of Nd activity in both reduction and hydride formation. This analysis was followed by experimental investigations designed to validate the thermodynamic predictions and quantify the effectiveness of the overall process.
Thermodynamics of magnesiothermic reduction via formation of Mg-Nd solution
Typical metallothermic reduction reactions use reactant amounts close to the stoichiometric ratio, with large standard reaction Gibbs energy changes driving reduction to completion, resulting in products in their standard states. Under these assumptions, the equation for the reduction of Nd2O3 by Mg would be written as follows:
ΔG0 is positive for this reaction over all temperatures (Fig. 1), thus this reaction does not occur spontaneously as written. Mahn demonstrated in 1950 that reduction occurs to some extent, resulting in a dilute solution of Nd in Mg. On this basis, it was concluded that the reaction was unable to completely reduce Nd2O3 and therefore it was not a suitable pathway for Nd production2,8. However, this result showed that, at temperatures above the melting point of Mg (650 °C), the reduction of Nd2O3 by Mg could occur via the following pathway:
where Nd2O3 reacts with molten Mg, resulting in molten Mg-Nd alloy. In this case, neither Mg nor Nd will be in their standard states, meaning a judgment of the feasibility of this reaction using only the Ellingham diagram is not appropriate. The equilibrium for this reaction is written as:
where \({\Delta G}_{i}^{0}\) is the standard Gibbs energy of a species \(i\), \(R\) is the universal gas constant, \(T\) is the temperature, and \({a}_{i}\) is the activity of species \(i\), defined as the mole fraction \({X}_{i}\) in the solution, multiplied by the activity coefficient \({\gamma }_{i}\):
Activity values for Mg and Nd as functions of composition and temperature (Fig. 2a, b) were estimated using Thermo-Calc software from the Alloys and Solutions Database v6.0, based on the thermodynamic optimization of the Mg-Nd-Y ternary system performed by Guo et al.19. These plots show that the activity of Mg and Nd over the compositions and temperatures of interest deviate significantly from ideality, with the activity of Nd being depressed to low levels over a large range. Aydin et al. investigated the oxidation behavior of Mg-Nd alloys and found no evidence of interaction between MgO and Nd2O3, and these oxides do not form any mixed Mg-Nd-O compounds20,21. Therefore, it is reasonable to assume MgO and Nd2O3 will remain as separate pure solid phases thus their activity is assumed to be unity. At the temperatures of interest (650–850 °C), Mg will be molten in its standard state, therefore \(\Delta {G}_{{Mg}(l)}^{0}\) is zero, however \(\Delta {G}_{{Nd}(l)}^{0}\) will be non-zero (est. ~0.91 kJ/mol of Nd at 850 °C) because the standard state of Nd at this temperature is solid. The equation for Gibbs energy change under non-standard conditions is:
where \(Q\) is the activity quotient. Rearranging Eq. 3 to this form, the Gibbs energy change for magnesiothermic reduction of Nd2O3 is written as:
The reaction Gibbs energy was calculated as a function of molten Mg-Nd alloy composition at 850 °C for both an ideal Mg-Nd solution (\({\gamma }_{i}=1\)) and a non-ideal solution, where \({\gamma }_{i}\) is a function of composition and temperature according to Fig. 3a. The results of this calculation are shown in Fig. 3c. This plot shows that for both ideal and non-ideal solutions, the initial driving force for reduction when no Nd is present in the solution becomes arbitrarily large. This driving force then decreases as Nd is reduced and dissolved until \(\Delta G=0\), at which point the composition \({X}_{{Nd}}\) reaches equilibrium. If additional Nd were dissolved into the system, the driving force for reduction would be positive, signifying that the reverse reaction (oxidation of Nd) would be favorable. For the ideal solution, the equilibrium composition is calculated to be 5.0 at% Nd, however, when the effect of non-ideality is considered, this value increases significantly to 15.9 at%. The equilibrium composition point’s location on the Nd-dilute side of the composition axis captures the fact that the standard Gibbs energy for magnesiothermic reduction of Nd2O3 is positive at this temperature; however, it shows how the formation of Mg-Nd solution enables reduction to occur despite this fact, and that the strong non-ideality of that solution expands the composition range over which reduction of Nd2O3 is favorable. This equilibrium composition is shown as a function of temperature in Fig. 3d, showing that the maximum amount of Nd in the solution increases slightly as temperature decreases due to standard reduction Gibbs energy becoming less positive and the Mg-Nd solution deviating more from ideality with decreasing temperature. As long as MgO and Nd2O3 are separate phases, complete reduction should be expected until the equilibrium concentration is attained, although the driving force for reduction decreases as this concentration is approached. This contrasts with the conclusion drawn by Mahn and others that Mg could not fully reduce Nd2O3. This also suggests that complete reduction could occur through formation of Mg41Nd5 and Mg3Nd at reduction temperatures below the solidus since they are more stable than the liquid within this temperature and composition range, however separation issues in the reduced product likely render this pathway unfeasible.

a Activity coefficients of Mg and Nd as a function of composition in a binary Mg-Nd solution at 695 and 850 °C. b Activity of Mg and Nd in a binary Mg-Nd solution at 695 and 850 °C compared to the activity of an ideal Mg-Nd solution (dashed lines). The 695 °C series terminates at XNd = 0.136 because liquid Mg-Nd is not stable at this condition and Mg3Nd will begin to precipitate. c Gibbs energy of reduction of Nd2O3 to Mg-Nd solution as a function of solution composition at 850 °C, showing the effect of solution formation on the Gibbs energy compared to ΔG0 for the same reaction assuming no solution formation. The Gibbs energy for the reaction is also compared between ideal and non-ideal solutions, showing that the non-ideality of the solution increases the maximum amount of Nd able to be reduced and dissolved in the Mg-Nd alloy. d The maximum amount of Nd able to be reduced and dissolved into the Mg-Nd as a function of temperature comparing ideal and non-ideal solutions.
Thermodynamics of hydride precipitation from Mg-Nd solution
The hydride precipitation reaction from molten Mg-Nd is written as:
From which the equilibrium for the hydride precipitation reaction can be written as:
Where the activity of the precipitated NdHy solid is assumed to be unity, from this equilibrium, the following relationship is obtained between the mole fraction of Nd in solution, hydrogen pressure, Nd-hydride stoichiometry, and Gibbs energy of hydride formation:
This equation was used to calculate the Gibbs energy for hydride precipitation as a function of Mg-Nd solution composition (Fig. 4a) assuming the formation of NdH2 under 1 atm of H2. This shows that, as with reduction, there exists some solution composition where hydride precipitation is no longer favorable. This is due to the Gibbs energy of mixing of the solution. While solution formation between Mg and Nd makes reduction more favorable, it makes hydride precipitation less favorable. However, Fig. 4b shows that the equilibrium reduction composition is much higher than the equilibrium hydride precipitation composition, meaning molten Mg-Nd can be produced at a higher concentration and Nd can be extracted from it to a lower concentration through the formation of NdHy. The depleted Mg-Nd alloy can therefore reduce and dissolve additional Nd2O3, suggesting a semi-continuous process may be possible. The size of the gap between the two equilibrium concentrations determines how much Nd can be extracted in a single process cycle, and the non-ideality of the solution expands this gap compared to the ideal case (Fig. 4b). Equation 9 can also be used to determine the equilibrium pressure of H2 required to form NdH2 at the precipitation of temperature of 695 °C by assuming Nd is in its standard state at unit activity assuming the formation of NdH2, which is found to be 7.87 × 10−4 atm. The use of 1 atm H2 pressure during hydride precipitation is, therefore, likely to cause the formation of super-stoichiometric NdHy where 2 <y < 322. The Gibbs energy of formation of the non-stoichiometric hydride is necessarily lower than that of NdH2 as it is more stable, thus lower residual Nd in the Mg-Nd after hydride precipitation is expected than would be predicted by the curves in Fig. 4 that assume formation of NdH2. Equation 8 was used to calculate the relationship between H2 partial pressure and residual Nd at 695 °C and is shown with experimental data in the next section in Fig. 5e.

a Gibbs energy of hydride precipitation as a function of Mg-Nd solution composition at 695 °C, showing that precipitation is favorable until low Nd concentrations. b Equilibrium composition for the reduction reaction (upper limit) and hydride precipitation reaction (lower limit) shown together as a function of temperature for both ideal and non-ideal solutions. The difference between the two is the amount of Nd that can be extracted from the coupled reduction-precipitation system.

a SEM image of the NdHy crystals precipitated at the molten Mg-Nd/H2 interface for the 1 atm H2 condition. b EDS map showing the separation of Nd (blue) from Mg (magenta). c Microstructure of Mg-Nd bulk after hydride precipitation showing significant depletion of Nd compared to the initial concentration (shown in Fig. 6e). d EDS Map of the bulk also showing this depletion. e Theoretical and experimental Nd concentration after hydride precipitation as a function of H2 partial pressure showing that the efficiency of the precipitation is higher than expected.
When hydride precipitation is coupled with reduction by combining Eqs. 2 and 7, the overall reaction pathway explored in this work is written as:
For the dihydride, the standard Gibbs energy of this reaction is negative up to 880 °C (although, as discussed, a super-stoichiometric hydride is potentially forming rather than the dihydride; however, the dihydride is the only stoichiometry for which thermochemical data is readily available). These results demonstrate the theoretical favorability of the overall dissolution and precipitation approach.
Magnesiothermic reduction via formation of Mg-Nd solution
To test the thermodynamic theory, it was necessary to form a pool of molten Mg-Nd during reduction rather than a powder. Reduction at 850 °C enabled the molten Mg-Nd to coalesce and form a molten pool in the crucible, creating a separation between the molten metal and oxides necessary for the extraction of Nd from the system. The Nd concentration as a function of the initial molar reactant ratio of Nd2O3:Mg was measured via ICP-MS, from which the degree of reduction was inferred via the following equation:
where \({X}_{{Nd}}\) is the mole fraction of Nd and \({n}_{i}\) is the moles of species i in the system. For Mg, this value is corrected by measuring the mass of the crucible before and after reduction and attributing mass loss to Mg evaporation. Figure 6a, b show the experimentally measured values compared to the amount expected at complete reduction, as well as the maximum concentrations for ideal and non-ideal solutions determined from thermodynamics. The degree of reduction was greater than 90% in all experiments, and the highest Nd concentration measured was 12.3 at%, which is double the equilibrium concentration assuming Mg and Nd form an ideal solution. This confirms the non-ideality of the solution and its role in expanding the composition range over which reduction is favorable. As shown in Fig. 6c, in addition to the Mg-Nd alloy, there is also a region of mixed Mg-Nd alloy/MgO in the center of the crucible that increases in size as more Nd2O3 is added to the system, while, conversely, the size of the melt pool decreases. (Fig. 6c, all of the crucibles are shown in Supplementary Fig. 2). The melt pool formation appears to be driven by the decrease in surface energy experienced by the individual molten Mg-Nd droplets coalescing as reduction proceeds by contacting one another and joining together, ultimately forming the melt pool. Macroscopic separation between the molten alloy and the MgO byproduct decreases as the amount of Nd2O3 increases because, during reduction, the Mg particles react with nearby Nd2O3 to form MgO on their surface (Supplementary Fig. 1b). This MgO coating appears to prevent metal-to-metal contact with other molten Mg-Nd particles, preventing them from coalescing and forming a melt pool. As the amount of Nd2O3 increases, this phenomenon becomes more likely until, at a molar reactant ratio around 0.22, (1:1 mass ratio) macroscopic separation between metal and oxide no longer occurs. Thus, this ratio is the limit for this pre-mixed “batch-style” reduction for being able to perform measurements on the composition of the alloy produced and the degree of reduction. This prevents observation of whether the experimental equilibrium concentration is able to reach the theoretical value of 15.9 at% using this method. Additionally, the Nd in the molten Mg-Nd reacted with the stainless-steel crucible and foil covering under these conditions, suggesting that iron-based crucibles are not suitable for high temperature investigation of Mg-Nd solutions with Nd concentrations greater than ~15 at%. An alternative experimental method is required to determine the precise equilibrium Nd concentration during reduction; however, these results show that essentially complete reduction is expected up to at least 12 at% Nd (45 wt%), which will be shown in the next section to be more than sufficient to allow precipitation of Nd as NdHy.

a Relationship between theoretical alloy composition limits for ideal and non-ideal solutions and initial reactant ratio compared to experimental data. b Theoretical degree of reduction vs. reactant ratio assuming ideal and non-ideal solution compared to experimental data. c Example crucible after reduction for the 0.055 reactant ratio showing the formation of the Mg-Nd melt pool (light gray) and mixed Mg-Nd/MgO puck (dark gray). d The microstructure of Mg-Nd alloy from this condition. The dark regions are primary α-Mg dendrites surrounded by a light region consisting of a pearlitic mixture of α-Mg and Mg41Nd5. e EDS map of Nd (blue) and Mg (magenta) in this alloy showing the distribution of the two elements.
Figure 6d, e shows the microstructure and Nd distribution in the Mg-Nd alloy for the molar reactant ratio of 0.055. The microstructure consists of primary α-Mg dendrites with ~1 at% Nd in solid solution surrounded by a pearlitic mixture of Mg41Nd5 and α-Mg. Microstructure images for the other compositions are shown in Supplementary Fig. 2. At lower initial reactant ratios, the amount of pearlite decreases, while at higher initial reactant ratios, it increases. At a molar reactant ratio of 0.14, the microstructure is essentially completely pearlitic, corresponding to its composition very near the Nd-dilute eutectic point of the Mg-Nd system (Supplementary Fig. 2h). At even higher ratios, primary Mg3Nd appears to be forming and decomposing, with a small amount retained in the final microstructure (Supplementary Fig. 2k). These results are consistent with other investigations of the Mg-Nd system23,24,25, and provide further confirmation that reduction is occurring in the molten state. In addition to the potential production of pure Nd metal, this reduction method can also be used to produce Mg-3 wt. % Nd directly from Nd2O3, which has been investigated as a structural alloy. Previous work used more expensive Ca as a reductant to produce this alloy directly from oxide and suffered from Ca contamination that this method avoids26.
Hydride precipitation from Mg-Nd solution
To demonstrate the favorability of the precipitation of neodymium hydride from molten Mg-Nd, reduction was performed as in the previous experiment; however, after the molten Mg-Nd pool was allowed to form, the temperature was decreased to 695 °C, and the atmosphere was switched to H2. This method was successful in precipitating NdHy from the molten alloy. The molar reactant ratio 0.055 was used as a standard condition for this investigation. Alloy made with this ratio contains ~3.4 at% Nd before hydride precipitation. Figures 5a and 5b show a cross-section of the surface of the Mg-Nd pool after precipitation. Crystals of NdHy can be seen on the surface of the Mg-Nd alloy where it was in contact with the H2 atmosphere, with the EDS map showing only Nd in these regions. The microstructure and EDS map of the Mg-Nd alloy bulk (Fig. 5c, d) show a significant decrease in the amount of Nd compared to the as-reduced state for this reactant ratio (Fig. 6e), demonstrating that Nd was depleted from this region as NdHy precipitated. ICP-MS was used to measure the bulk alloy concentration at the 1 atm H2 condition, which was found to be 1.2 at%.
To validate the thermodynamic understanding, the concentration after hydride precipitation was measured from 0.5 to 1.0 atm H2. Figure 5e shows the residual Nd concentration in the Mg-Nd as a function of H2 partial pressure, along with the calculated curve for equilibrium residual Nd assuming precipitation of the dihydride. The experimentally measured residual concentration increases slowly from 1.2 to 1.6 at% as the partial pressure is decreased from 1 to 0.5 atm, which agrees with the trend expected from the thermodynamics. These results also demonstrate that the experimentally observed concentration is less than would be predicted assuming precipitation of the dihydride, supporting the notion that a super-stoichiometric NdHy is forming. At the condition \({p}_{{H}_{2}}=1\) atm, the relationship in Eq. 9 loses its dependence on the stoichiometry of the hydride being precipitated. Taking the measured concentration as the equilibrium concentration, we can therefore estimate the standard Gibbs energy of the NdHy formed during precipitation at 1 atm H2 partial pressure to be −71.6 kJ/mol, the magnitude of which appears rather large given that \({\Delta G}_{{Nd}{H}_{2}}^{0}=-57.5\) kJ/mol at 695 °C. Another explanation for the precipitation being more efficient than expected is that the Mg-Nd solution may deviate less strongly from ideality than predicted by the activity model. The Mg-Nd system is less extensively studied than many other metal binary systems, and to the knowledge of the authors, the activity of Mg and Nd in solution with one another has not been measured, only estimated through optimization of the phase diagram. These nuances are deserving of further study; however, they do not change the conclusion that NdHy precipitates readily from molten Mg-Nd exposed to H2. The depleted Mg-Nd is able to reduce and dissolve additional Nd, potentially enabling a semi-continuous reduction process. To maximize the driving force for additional Nd2O3 reduction, it is beneficial to minimize residual Nd concentration after hydride precipitation. Therefore, higher H2 partial pressure and lower temperature are desired from a thermodynamic standpoint. Physical separation of the NdHy from the system could be accomplished by removing the hydride from the surface of the molten alloy as it forms by using a metal mesh or through scraping.
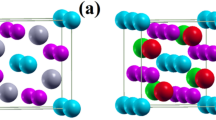
In these experiments, the precipitated NdHy crystals were observed to nucleate at many individual sites, coating the surface of the melt pool with numerous small (<0.5 mm) crystals. These nucleation sites were probably provided by an oxide particle floating on the surface of the alloy (this can be seen in Fig. 6c). We wanted to reduce the hydride nucleation rate and allow large crystals to precipitate so that they could be analyzed. To accomplish this, CaCl2 was added to the reduction mixture to clean the surface of the melt pool of oxide particles, thus reducing the number of nucleation sites. MgO has some limited solubility in CaCl227, and should have favorable wetting, creating a fluxing effect. The temperature was also ramped down from the 850 °C hold temperature to 650 °C over 12 hours. H2 was introduced at 850 °C to reduce the driving force for hydride formation and nucleation, which becomes more energetically favorable as temperature decreases (see Fig. 4b). This method was successful, with large crystals (~1 cm wide, 2 mm deep) precipitating, examples of which are shown in Fig. 7a. A sample was extracted from the facet of a crystal through the FIB technique and analyzed via SAED in a TEM (Fig. 7b). The SAED pattern was matched to NdH2 (d-spacing σ = 0.0001 nm, Fig. 7c) using the CrysTBox software28, and a lattice parameter of \(0.5491(3)\) nm was calculated. Müller et al. measured and compiled literature values for the relationship between NdHy stoichiometry and lattice parameter29. The value measured experimentally most closely matches the value for NdH2 of 0.546–0.547 nm, confirming that the large colorful crystals precipitated via this method are NdH2. The crystals grown via this method exhibit two distinct growth habits: large faceted monolithic crystals, and small, nanometer-scale wire-like crystals. The large monolithic crystals likely formed from Mg-Nd solution above the equilibrium hydriding concentration, while the wire-like crystals formed after the Mg-Nd was depleted to the equilibrium hydriding concentration, meaning Nd for crystal growth was supplied through the slow evaporation of Mg, resulting in the wire-like morphology. The existence of this two-morphology growth pattern supports the thermodynamic understanding of an equilibrium hydriding concentration described previously.

a NdHy crystals precipitated through the CaCl2/Mg-Nd flux-growth method. b Dark field TEM image of FIB sample cut from NdHy crystal facet with circle showing where SAED pattern was acquired from. c Indexed Bragg spots from SAED. d SEM image of NdHy showing the two growth habits. On the right side of the image are the “monolithic” large crystals formed while the Nd concentration in solution was greater than the equilibrium concentration. On the left are the wire- or “feather”-like crystals formed through evaporation of Mg slowly supplying more Nd for growth. e Zoomed-in SEM image of the wire-like NdHy crystals.
Preliminary life-cycle assessment
A preliminary life-cycle assessment (LCA) was performed to evaluate the greenhouse-gas footprint of the proposed Mg + H₂ route relative to conventional Nd production via MSE. As detailed in the Supplementary Information, the analysis indicates that this process could achieve a lower CO2 equivalent than MSE while avoiding the use of hydrogen fluoride and eliminating direct CO₂ and PFC emissions. Mg used in the process may be produced using either the Pidgeon process or by electrolysis. Although the Pidgeon route carries substantially higher embodied emissions30,31 and is therefore undesirable as an Mg source from a sustainability perspective, it remains the dominant source of global Mg production. Estimated CO2 equivalents for the process described in this work are 6.7–10.9 kg CO2/kg Nd using Pidgeon-derived Mg and 2.4–4.7 kg CO₂/kg Nd using electrolytic Mg, compared with 9.1–29.3 kg CO₂/kg Nd reported for conventional MSE1 (Supplementary Table 1). These results suggest that even with Pidgeon-sourced Mg, overall emissions could be lower—or at worst comparable—to those of MSE, provided the process operates at high efficiency (see the Supplementary Information for additional details). To that end, future work will quantify the purity of Nd after dehydriding, including residual Mg, H and O, and impurities introduced by reactor materials, as well as evaluate process yield over multiple cycles. The tolerance of the excess Mg used in the process to impurity accumulation over multiple cycles will also be critical to determine. Collectively, these factors will ultimately govern both the environmental footprint and industrial feasibility of the proposed pathway.
Conclusions
In this work, a two-step dissolution and precipitation thermochemical process for producing Nd metal from Nd2O3 was investigated as a potential alternative to the current commercial process, fluoride-based molten salt electrolysis (MSE). The thermodynamic feasibility of the proposed metallothermic reduction method was discussed and validated experimentally. Two specific conclusions can be drawn:
-
1.
Although the direct reduction of Nd2O3 to Nd by a stoichiometric quantity of Mg metal is thermodynamically impossible, as shown by the Ellingham diagram, magnesiothermic reduction of Nd2O3 is thermodynamically feasible via an indirect reaction pathway, i.e., formation of a molten Mg-Nd solution.
-
2.
The ability of H2 to precipitate NdHy from molten Mg-Nd solution allows Nd to be extracted from Mg, shifting the reduction reaction away from equilibrium and creating a condition for continuous reduction of Nd2O3. The hydride precipitation also separates Nd from Mg physically without resorting to an energy-intensive separation method such as vacuum distillation.
Methods
Reagents
99.9% pure, -325 mesh Nd2O3 from Matexcel was used. 99.8% pure, -100 mesh Mg from Luxfer Magtech was used. 97% pure CaCl2 from Sigma-Aldrich was used for crystal flux growth. Both Nd2O3 and CaCl2 were calcined at 700 °C for three hours in air to remove moisture prior to use in experiments. 99.999% pure H2 and 99.995% pure Ar from Airgas were used.
Reduction and hydride precipitation
All high-temperature experiments were carried out in an Across International VTF1200 vertical tube furnace with a Eurotherm 2404 temperature controller and K-type thermocouple. All heating rates were 5 °C/min and cooling was uncontrolled unless otherwise specified. 18/8 stainless-steel crucibles (6 cm diameter, 3 cm deep) with 304 stainless-steel foil coverings were used for all experiments. The furnace was purged with 100 L of Ar before each run. For experiments involving H2, six 2 mm holes were poked into the foil covering at equal intervals at the edge of the foil to allow gas to access the reaction zone. During experiments, total gas flowrate was 1 L/min.
For reduction, Mg and Nd2O3 were mixed in the crucible and held at 695 °C or 850 °C for 5 h under 100% Ar or H2 depending on the experiment. For hydride precipitation experiments, reduction was performed as described; however, after the 5 h hold under Ar was complete, the atmosphere was switched to pure H2 or a mixture of H2 and Ar. The temperature was then ramped down to 695 °C. After reaching 695 °C, the temperature was held for 12 hours to allow the system to equilibrate before being allowed to cool. The partial pressure of H2 in the system was controlled by the gas flow rates via the following relationship:
where \({p}_{{H}_{2}}\) is the partial pressure of H2, \({p}_{{Atm}.}\) is the atmospheric pressure, and \({\dot{V}}_{i}\) is the volumetric flow rate of gas \(i\). The flow rates were controlled with Aalborg GFC17 gas flow controllers with an accuracy of ±10 mL/min. Both Ar and H2 were fed through the same line through the top of the furnace to 0.5 cm from the sample crucible. This was done to ensure thorough mixing at the reaction zone. Due to the reactive nature of NdHy, samples of the hydride were characterized immediately or loaded into an Ar-filled glovebox to prevent oxidation. It was also found that large crystalline samples were relatively stable in air, only visibly oxidizing after a few months.
NdHy flux crystal growth
Mg-Nd alloy with approximately 4 at% Nd was produced via reduction as previously described. This alloy was then loaded into a crucible with an equal mass of CaCl2 and heated to 850 °C under Ar, where it was held for 30 min. After the 30 min hold, the atmosphere was switched to H2 and the temperature was decreased to 650 °C over 12 h, at which point the furnace was allowed to cool.
Characterization
XRD was performed with a Rigaku MiniFlex 600 using a Cu Kα source at 40 kV and 15 mA with a 2.5°/min scan speed and step size of 0.05°.
Metallography/EDS samples were removed from the crucible and dry-polished with SiC abrasive paper in a sequence of 200, 400, 800, and 1200 grit.
SEM/EDS was performed using an FEI Quanta 600. EDS measurements were taken at 30 kV.
Nd concentrations were measured via ICP-MS by Luvak Laboratories, Inc., a Nadcap-accredited materials testing laboratory. Homogeneity of the Mg-Nd alloy (a necessary assumption for the degree of reduction calculation) after reduction was ascertained using EDS. Samples were then taken by cutting ~1 g samples of the alloy from the crucible. For measurement of bulk Nd content after hydride precipitation, 400 grit SiC abrasive paper was used to remove any hydride from the sample prior to testing.
TEM was performed using a JEOL JEM 2800. The TEM sample was produced via FIB using an FEI Helios Nanolab 650 FEG. Simulated diffraction pattern of NdH2 was generated with CrysTBox DiffractGUI software using CIF data29 from the Crystallography Open Database.
Thermodynamic calculations
Gibbs energy of formation data was estimated using HSC 9 software32. Activity data were estimated using ThermoCalc via the Alloys and Solutions Database v6.0, based on the thermodynamic optimization of the Mg-Nd-Y ternary system performed by Guo et al. 19. A Python script was written to solve for the equilibrium mole fraction of Nd in the different reaction scenarios (Eqs. 6 and 9).
Data availability
The authors declare that the experimental data used to support the findings of this work (XRD and concentration data) are available within the paper and its supplementary information files.
Code availability
Code used for theoretical calculations in this work can be found at: https://github.com/MunroAlley/Alley-et-al.-CommsMat-2025
References
Schreiber A., Marx J., Zapp P., & Kuckshinrichs W. Comparative life cycle assessment of neodymium oxide electrolysis in molten salt. Adv. Eng. Mater. 22. https://doi.org/10.1002/adem.201901206 (2020).
Gupta C. K. & Krishnamurthy N. N. Extractive Metallurgy of Rare Earths (CRC Press, 2005).
Beloglazov I., Savchenkov S., Bazhin V., & Kawalla R. Synthesis of Mg–ZN–Nd master alloy in metallothermic reduction of neodymium from fluoride–chloride melt, Crystals, 10, https://doi.org/10.3390/cryst10110985 (2020).
Ivanov V. A., Dedyukhin A. S., Polovov I. B., Volkovich V. A., and Rebrin O. I., Fabrication of rare-earth metals by metallothermic reduction: Thermodynamic modeling and practical realization, In Proc. AIP Conference. https://doi.org/10.1063/1.5055106 (American Institute of Physics Inc., 2018).
Sharma, R. A. & Seefurth, R. N. Metallothermic reduction of Nd203 with Ca in CaCI2-NaCI melts. J. Electrochem. Soc. 135, 66–71 (1988).
Rush R. G. Rare Earth Reduction: a Techno-Economic Overview of the State-of-the-Art Technology and Novel Developments (Colorado School of Mines, 2022).
Binnemans K. et al., Recycling of rare earths: a critical review. https://doi.org/10.1016/j.jclepro.2012.12.037 (2013).
Mahn, F. Reduction tests of binary rare-earth compounds. J. Rech. 10, 28–31 (1950).
Xu, Y., Chumbley, L. S. & Laabs, F. C. Liquid metal extraction of Nd from NdFeB magnet scrap. J. Mater. Red. 15, 2296–2304 (2000). Novpp.
Okabe, T. H., Takeda, O., Fukuda, K. & Umetsu, Y. Direct extraction and recovery of neodymium metal from magnet scrap. Mater. Trans. 44, 798–801 (2003).
Akahori, T., Miyamoto, Y., Saeki, T., Okamoto, M. & Okabe, T. H. Optimum conditions for extracting rare earth metals from waste magnets by using molten magnesium. J. Alloy. Compd. 703, 337–343 (2017).
Gorsse, S., Hutchinson, C. R., Chevalier, B. & Nie, J. F. A thermodynamic assessment of the Mg-Nd binary system using random solution and associate models for the liquid phase. J. Alloy. Compd. 392, 253–262 (2005).
Kang, Y. B. et al. Thermodynamic evaluations and optimizations of binary Mg-light Rare Earth (La, Ce, Pr, Nd, Sm) systems. CALPHAD 38, 100–116 (2012).
Zakotnik, M., Devlin, E., Harris, I. R. & Williams, A. J. Hydrogen decrepitation and recycling of NdFeB-type sintered magnets. J. Iron Steel Res. Int. 13, 289–295 (2006).
Habibzadeh, A., Kucuker, M. A., & Gökelma, M. Review on the Parameters of Recycling NdFeB Magnets Via a Hydrogenation Process. https://doi.org/10.1021/acsomega.3c00299 (American Chemical Society, 2023).
Ragg, O. M., Keegan, G., Nagel, H. & Harris, I. R. The HD and HDDR processes in the production of Nd-Fe-B permanent magnets. Int. J. Hydrog. Energy 22, 333–342 (1997).
Wu, L., Han, F., & Liu, G. Comprehensive utilization of magnesium slag by pidgeon process. In SpringerBriefs in Materials. https://doi.org/10.1007/978-981-16-2171-0 (Springer, 2021).
El-Sadek, M. H., El-Barawy, K. & Morsi, I. M. Production of calcium metal by aluminothermic reduction of Egyptian limestone ore. Can. Metall. Q. 58, 213–222 (2019).
Guo, C., Du, Z. & Li, C. Thermodynamic description of the Ce-Mg-Y and Mg-Nd-Y systems. Int. J. Mater. Res. 99, 650–688 (2008). Junpp.
Aydin, D. S., Bayindir, Z., Hoseini, M. & Pekguleryuz, M. O. The high temperature oxidation and ignition behavior of Mg-Nd alloys part I: the oxidation of dilute alloys. J. Alloy. Compd. 569, 35–44 (2013). Augpp.
Aydin, D. S., Bayindir, Z. & Pekguleryuz, M. O. The high temperature oxidation behavior of Mg-Nd alloys. Part II: the effect of the two-phase microstructure on the on-set of oxidation and on oxide morphology. J. Alloy. Compd. 584, 558–565 (2014).
Korst, W. L. & Warf, J. C. The solid-state chemistry of binary metal hydrides. Inorg. Chem. 5, 1719–1726 (1966).
Chia, T. L. et al. The effect of alloy composition on the microstructure and tensile properties of binary Mg-rare earth alloys. J. Intermet. 17, 481–490 (2009).
Yan, X. et al., Experimental and simulation investigation of Nd additions on as-cast microstructure and precipitate development in Mg–Nd system alloys, Materials 15. https://doi.org/10.3390/ma15072535 (2022).
Yan, J., Sun, Y., Xue, F., Xue, S. & Tao, W. Microstructure and mechanical properties in cast magnesium-neodymium binary alloys. Mater. Sci. Eng. A 476, 366–371 (2008).
Wei, X. et al., Preparation of Mg-Nd alloys by in situ reduction using Nd2O3, J. Alloys Compd. 1004, https://doi.org/10.1016/j.jallcom.2024.175720 (2024).
Ito, M. & Morita, K. The solubility of MgO in molten MgCl2-CaCl2 salt. Mater. Trans. 45, 2712–2718 (2004).
Klinger, M. & Jäger, A. Crystallographic Tool Box (CrysTBox): automated tools for transmission electron microscopists and crystallographers. J. Appl. Crystallogr. 48, 2012–2018 (2015). pp.
Müller, H., Knappe, P. & Greis, O. Lattice parameters of hydrides and deuterides of La, Pr, and Nd. Z. Phys. Chem. Neue Folge 114, 45–50 (1979).
Johnson, M. C. & Sullivan, J. L. Lightweight Materials for Automotive Application—An Assessment of Material Production Data for Magnesium and Carbon Fiber (2014).
Ehrenberger, S., Carbon Footprint of Magnesium Production and its Use in Transport Applications, https://doi.org/10.13140/RG.2.2.32386.50883 (2020).
Roine, A., HSC Chemistry® 9, Metso Outotec (2022).
Acknowledgements
We acknowledge the financial support for this work provided by IperionX LLC, Blacksand Technology LLC, and the US DOE Wind Turbine Materials Recycling Competition Award. This work made use of the University of Utah USTAR shared facilities, supported, in part, by the MRSEC Program of the NSF under Award No. DMR-1121252.
Author information
Authors and Affiliations
Contributions
M.J.A., P.S., and Z.F. conceived the study. M.J.A. performed the experiments, developed the thermodynamic model, analyzed the data, and created the figures. M.J.A., P.S., and Z.F. contributed to the writing of the manuscript. Z.F. acquired the funding.
Corresponding authors
Ethics declarations
Competing interests
A United States patent application (US20250109460A1) has been filed for the process described in this article under the name “Production of Neodymium and Other Rare Earth Metals Using Hydrogen Augmented Magnesium Alloy”. The authors M.A., P.S., and Z.F. are named inventors on the patent. The research was funded by IperionX LLC, which is licensing the patent. IperionX LLC had no role in the data analysis or manuscript preparation beyond providing financial support.
Peer review
Peer review information
Communications Materials thanks the anonymous reviewers for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Alley, M.J., Sun, P. & Fang, Z.Z. Magnesiothermic reduction of neodymium oxide through molten alloy non-ideality and hydride precipitation. Commun Mater 7, 29 (2026). https://doi.org/10.1038/s43246-025-01041-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s43246-025-01041-5
