
Abstract
Refractory complex concentrated alloys (RCCAs) attract significant attention due to unique microstructure and properties, yet limited strain hardening capacity (≤100 MPa) restricts applications. This work proposes a novel strategy leveraging inherent nanoscale compositional fluctuations with controlled phase-separation thermodynamics to achieve superior strain hardening via confined nano-martensite transformation. Short-time annealing (750 °C, 1 min) after 90% cold rolling for single-phase Ti2ZrTa0.75 RCCA triggers compositional partitioning into Ta-rich matrix and dispersed ~15 nm Ta-poor phases. The nanosized low-stacking-fault-energy (SFE) Ta-poor regions containing minor 1-2 nm quench-induced α″ martensite phases serve as nucleation sites for stress-induced α″ martensite during tensile deformation. Crucially, α″ martensite growth is spatially confined to the 15 nm low-SFE domain limit by surrounding high-SFE regions, generating abundant nano-α″/matrix interfaces. High-interfacial-density-induced strain concentration coupled with dislocation interactions delivers a 527 MPa work hardening capacity in RCCAs.
Similar content being viewed by others

Refractory complex concentrated alloys (RCCAs), including refractory high-entropy and medium-entropy alloys1,2, demonstrate excellent properties due to the inherent lattice distortion and solid solution strengthening, enabling ultra-high temperature3, strong irradiation4, and high-strain-rate applications5. Despite remarkable strength (typical yield strength ≥1 GPa), RCCAs exhibit limited uniform elongation (≤3%) due to inadequate strain hardening ability (ultimate tensile strength - yield strength ≤100 MPa)6,7,8.
This strain hardening limitation originates from the intrinsic characteristics of the Body-Centered Cubic (BCC) structure and refractory elements. First, a high Peierls barrier is induced by the three-dimensional non-planar core spreading of screw dislocations9. Second, plastic deformation governed by screw dislocations favors cross-slip over entanglement formation10. Third, strong atomic bonding (high binding energy) in refractory metals and severe lattice distortion of RCCA further elevate the Peierls barrier, restricting dislocation glide and reducing mobile dislocation density11. Consequently, diminished dislocation interactions lead to insufficient contribution to strain hardening.
To address the weak strain hardening in BCC-structure metals, enhancing dislocation interactions with nanoprecipitation and phase transformation mechanisms has provided. Zhao et al.12 introduced high-volume-fraction nanoprecipitates in (FeCoNi)85.9Al8Ti6B0.1 alloy via aging. These nanoprecipitates promote dislocations cross-slip and induce deformation microband formation, thus establishing sustained strain hardening. Huang et al.13 employed “metastability-engineering” to precisely control Ta content in TiZrHfTax RCCA, successfully activating stress-induced transformation and transformation-induced plasticity (TRIP) for enhanced strain hardening capacity and superior strength-ductility synergy.
To further enhance strain hardening from heat-treatment-induced nanoprecipitates and metastability-engineering in BCC-structure RCCAs, this study leverages nanoscale compositional fluctuations inherent to complex concentrated alloys14 with precise control of phase-separation thermodynamics, successfully introducing nano-domains with low stacking fault energy (SFE) into cold-deformed Ti2ZrTa0.75 (at.%) RCCA via short-time annealing. During subsequent tensile deformation, these low-SFE nano-domains trigger stress-induced martensitic transformation, while confinement by surrounding high-SFE regions restricts transformation to ~15 nm scale. This designed nano-martensitic transformation simultaneously fulfills dual roles of precipitation strengthening and TRIP, endowing the exceptional strain hardening capacity.
Results and discussion
Microstructure characteristics during processing
Figure 1a shows the schematic of microstructural evolution in Ti2ZrTa0.75 RCCA throughout processing. As shown, the homogenized Ti2ZrTa0.75 RCCA (1000 °C, 24 h) exhibits a single-phase BCC structure with ~150 μm grains (Fig. 1a1). Subsequent 90% cold rolling significantly elongates grains15 and introduces a high dislocation density while retaining the single-phase BCC structure (Fig. S1), as shown in bright field (BF) image and selected area electron diffraction (SAED) obtained from transmission electron microscope (TEM) technology in Fig. 1a2. High internal stresses at this stage prevent effective Kikuchi pattern indexing during electron backscatter diffraction (EBSD) analysis (Fig. 1a2). After short-time annealing (750 °C, 1 min), indexing becomes achievable in EBSD (Fig. 1a3), indicating partial stress relief and dislocation elimination. The short-time annealed alloy (designated as SA alloy) maintains its single-phase BCC structure without recrystallization features, preserving the crystallographic texture typical of cold-deformed alloys. In contrast, the long-time annealed (750 °C, 60 min) alloy (designated as LA alloy) retains the single-phase BCC structure and displays a typical texture-free, fully recrystallized morphology with ~24 μm grains (Fig. 1a4, b).

a The mechanical processing of Ti2ZrTa0.75 RCCA, h is the thickness of the sample. The IPF, phase map and TEM results of (a1) homogenized at 1000 °C for 24 h, (a2) CR-90%, (a3) the annealed alloy at 750 °C for 1min, (a4) the annealed alloy at 750 °C for 60 min; b the SR-XRD patterns of the Ti2ZrTa0.75 at different states, the SR-XRD data for the fractured alloy were collected from the gauge section at uniform deformation zone away from the fracture zones, c local enlargement and FWHM comparison of the first main peak in SR-XRD patterns.
Synchrotron radiation X-ray diffraction XRD (SR-XRD) patterns and corresponding full width at half maximum (FWHM) analysis for different processing states (Fig. 1b, c) further confirm the primary EBSD results while revealing an interesting new phenomenon. On the one hand, annealing at 750 °C after 90% cold rolling significantly reduces FWHM compared to the cold-rolled state (CR-90%). This corresponds to the elimination of high dislocation density and internal stress shown in Fig. 1a3, a4. On the other hand, despite both CR-90% and LA alloy exhibiting only single BCC diffraction peaks (Fig. 1b), the SA alloy shows distinct phase separation, forming a dual-phase structure comprising BCC1 and BCC2. Quantitative analysis based on the integrated intensities (areas) of the diffraction peaks reveals that the phase fractions of BCC1 and BCC2 phases are 75.3% and 24.7%. This dual-BCC structure is well preserved in the fractured alloy after subsequent tensile testing, as shown in Fig. 1b. The diffraction peaks significantly shift toward lower angles due to increased internal stress and lattice distortion in the deformed alloy (Fig. 1c).
Finer microstructures of SA Ti2ZrTa0.75 are further investigated using TEM techniques. As shown in Fig. 2a, the high-density dislocations are still observed within the SA alloy, and the corresponding SAED pattern in the red circle in Fig. 2a exhibits two distinct sets of BCC diffraction spots, corresponding to the BCC1 and BCC2 phases shown in Fig. 1b, respectively. Due to the interaction between the BCC1 and BCC2 phases, distinct Moiré fringes are visible in the morphology (indicated by the gold arrow in Figs. 2a and S2). Additionally, faint diffraction spots from the α″ phase (orthorhombic structure) are detected in the SAED pattern. High-angle annular dark-field (HAADF) imaging and corresponding energy-dispersive X-ray spectroscopy (EDS) mapping of the SA Ti2ZrTa0.75 (Fig. 2b, c) clearly reveal significant compositional fluctuations, manifesting as Ta-rich and Ta-poor regions. Statistical analysis of their area fraction using Image J software confirms that the Ta-rich phase (80.2%) is the BCC1 phase, while the Ta-poor regions (19.8%) correspond to the BCC2 phase. Furthermore, the size of the Ta-poor regions (BCC2 phase) is statistically measured to be ~15 nm (illustration in the upper right corner of Fig. 2b). High-resolution transmission electron microscope (HRTEM) images of the region marked by the red circle in Fig. 2a, along with the corresponding Fast Fourier Transform (FFT) and Inverse Fast Fourier Transform (IFFT) patterns (Fig. 2d, e, g, h), provide further confirmation of the presence of the α″ phase in the SA Ti2ZrTa0.75. And, this α″ phase exhibits nanoscale dimensions (1–2 nm) and a dispersed distribution within the Ta-poor regions of the SA Ti2ZrTa0.75 (Fig. S3). It should be noted that no α″ phase precipitation was detected in the LA alloy (Fig. 1a4). Geometric phase analysis (GPA) results reveal relatively low lattice distortion within the matrix of the SA Ti2ZrTa0.75 alloy. The average area fraction of the high strain zone (defined as areas with shear strain >0.1 or <−0.1, marked in red and blue, respectively) is approximately 4.5%. In contrast, significant localized lattice distortion is clearly observed at the α″ phase boundaries.

a The BF image and corresponding SAED, and the brightness contrast map of α“ phase spots, b, c the HAADF-STEM and corresponding EDS map, the illustration in (b) is the statistical chart of the size of poor Ta area, d–i the HRTEM in the red circle in (a), the corresponding FFT, the IFFT of α“ phase in FFT (the white circle is α“ phase), and the atomic strain distribution maps of shear strain (εxy) corresponding to the HRTEM (the black circle is α“ phase and the red arrow is the high strain region).
Mechanical responses
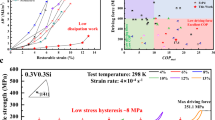
Figure 3 presents the mechanical responses of SA and LA Ti2ZrTa0.75 RCCAs. The engineering stress-strain curve reveals a distinct double-yielding phenomenon of the SA Ti2ZrTa0.75 RCCA (Fig. 3a), with first and second yielding at 570 ± 10 MPa, 1 ± 0.1%, and 1076 ± 10 MPa, 5 ± 0.1%, respectively. The SA alloy achieves a work hardening strength of 527 ± 10 MPa (ultimate tensile strength: 1097 ± 10 MPa; yield strength: 570 ± 10 MPa), along with uniform and fracture elongations of 6 ± 0.1% and 10 ± 0.1%. In contrast, LA Ti2ZrTa0.75 RCCA exhibits no double yielding and a significantly lower work hardening strength of 80 ± 8 MPa and limited strain hardening ability (Fig. S4). The inset in Fig. 3a shows true stress-strain and strain hardening rate curves for the SA alloy, demonstrating exceptional strain hardening capacity with a rate reaching 5.2 GPa at the second yield point. Figure 3b directly compares this superior work hardening strength against other reported RCCAs, confirming the significantly enhanced strain hardening capacity of the present SA Ti2ZrTa0.75.

a The engineering strain-stress curves of the SA and LA alloys, and the true strain-stress and strain hardening rate (SHR) curves of the SA alloy, b comparing the UTS-YS and UTS of the SA alloy with the reported refractory high/medium-entropy alloys6,7,8,28,29,30,31,32,33,34,35,36,37,38,39,40, c the distribution of extensional strains of the SA annealed alloy at different times, εY is the value of the maximum principal strain in the Y direction.
Digital Image Correlation (DIC) analysis in Fig. 3c captures full-field strain distribution evolution during SA Ti2ZrTa0.75 tensile deformation. Despite increasing global strain during initial (10 s, 60 s) and middle stages (110 s, 150 s), strain distribution remains relatively uniform. No localized strain concentration occurs prior to necking initiation (~180 s), when internal stresses can no longer be accommodated by further plastic deformation.
Microstructure evolution during deformation
To reveal the origin of the high strain hardening and deformation mechanisms in SA Ti2ZrTa0.75 RCCA, TEM analysis examines microstructures deformed to 2% strain (the first yield point), 5% strain (the second yield point), and fracture strain (~10%). It is observed that when the strain increases to 2%, the size and quantity of the a” phase in the alloy remain largely unchanged compared to the undeformed state (Fig. S5). These observations indicate that the first yield point is associated with dislocation slip. As shown in Fig. 1a1, a high dislocation density persists at 5% strain, similar to the undeformed alloy (Fig. 2). Corresponding SAED confirms a BCC+α″ dual-phase microstructure (Fig. 1a2). HRTEM combined with EDS analysis further reveals that α″ phase predominantly occurs within Ta-depleted regions (Fig. 1a3–a6). Notably, α″ phase size increases versus the undeformed state at 5% strain, reaching a maximum of ~14 nm (Fig. 4a4, a6). Therefore, the second yield point originates from the martensitic transformation. At fracture strain (~10%), high dislocation density remains, and the microstructure retains a BCC+α″ dual-phase mixture (Fig. 4a1, b2). However, α″ phase size shows no significant change from 5% strain, with maximum size remaining ~15 nm (Fig. 4a3–b6), indicating α″ phase saturation likely by 5% strain. GPA demonstrates increased overall lattice distortion versus the undeformed alloy, but the average proportion of high-strain zones changes minimally from 6.7% at 5% strain to 6.8% at fracture strain 10%. This distortion concentrates particularly near α″ phase boundaries (Fig. 4a4, a6, b4 b6).
Phase decomposition during the short-time annealing
According to thermodynamical theory, phase separation during the short-time annealing is primarily driven by the minimization of free energy16. As shown in Fig. 1a2, the cold rolling process introduces high-density dislocations into the single-phase supersaturated solid solution, accumulating significant strain energy in the Ti2ZrTa0.75 RCCA (E = 1/2ρGb2 17, ρ is the dislocation density about 1015–1016 m−2 18, G shear modulus is 24 GPa, b is the magnitude of the Burgers vector. Based on these values, the accumulated strain energy is estimated to be on the order of 105–106 J/m3). During short-time annealing (750 °C, 1 min), strain energy release (manifested as reduced dislocation density and FWHM, Fig. 1a3, c) provides kinetic conditions for phase separation. Specifically, the high-density dislocations enable accelerated solute diffusion through dislocation pipes while the strain energy lowers the nucleation barrier19,20, promoting the formation of metastable nanoscale phases (i.e., Ta-poor regions in Fig. 2b, c). Conversely, prolonged annealing (750 °C, 60 min) drives the system toward a chemical-free-energy-dominated equilibrium state. This dissolves metastable phases and homogenizes solute distribution, ultimately yielding a single-phase BCC equilibrium microstructure (Fig. 1a4, b).
Confined nano-martensite transformation
The activation of deformation mechanisms in alloys, such as dislocation slip, phase transformation, and twinning, is closely related to their SFE21. BCC alloys typically suppress deformation mechanisms like phase transformation due to their relatively high SFE22,23. Paradoxically, the SA Ti2ZrTa0.75 RCCA in this study exhibits both quench-induced α″ martensite during water cooling and stress-induced α″ martensite during tensile deformation. As shown in Figs. 1b and 2b, c, short-time annealing (750 °C, 1 min) produces distinct dual-phase regions: Ta-rich and Ta-poor BCC phases. The Ta-rich phase volume fraction (~83.2%) is approximately five times greater than the Ta-poor phase (~16.8%), with dispersed Ta-poor regions measuring ~15 nm (Fig. 2b, c). As Ta stabilizes BCC structures24, Ta-rich regions possess higher SFE (0.5 Jm−2, the SFE of Ta-poor regions is 0.36 Jm−2, Fig. S6) and stability, while nanoscale Ta-poor regions exist in a metastable BCC state where nanometer-scale α″ martensite nucleates and grows (Figs. 2 and 4). Consequently, the SA Ti2ZrTa0.75 RCCA maintains high global BCC structure stability, with martensitic transformation (quench-induced and stress-induced) confined to localized nanoscale Ta-poor regions. Upon martensitic transformation saturation (i.e., complete transformation of all nanoscale metastable regions), α″ martensite phase size and quantity show no significant change with further plastic deformation (Fig. 4).

a strain of 5% and b fracture strain of 10%. (a1), (a2), (b1), (b2) the BF image and corresponding SAED, and the yellow circle is the α“ phase spots, (a3), (a6), (b3), (b6) the HRTEM in the red circle in (a1), the EDS point scanning of the Ta-rich region and Ta-poor region, the corresponding FFT, the IFFT of α“ phase in FFT, and the atomic strain distribution maps of shear strain (εxy) corresponding to the HRTEM.
Strain hardening mechanism
To verify the influence of Ta-rich region constraints on martensitic transformation, we constructed Ta-rich cluster structures using molecular dynamics modeling (MD) (Fig. 5a) and performed MD tensile deformation simulations along the [110] crystal orientation. The results indicate that the phase transformation forms exclusively within Ta-poor regions during tension, and its growth is visibly constrained by Ta-rich clusters (marked by white circles in Fig. 5b). Concurrently, shear strain analysis reveals significantly higher shear strain in the vicinity of the α“ phase (Fig. 5c).
![Fig. 5: The MD simulation for tensile deformation along the [110] crystallographic orientation, the gray arrow indicates the tensile direction.](http://media.springernature.com/lw685/springer-static/image/art%3A10.1038%2Fs43246-026-01101-4/MediaObjects/43246_2026_1101_Fig5_HTML.png?as=webp)
a Structure, b phase distribution, c shear strain, d schematic diagram of the α″ phase nucleates and grows exclusively within the Ta-poor region during deformation.
Figure 5d schematically summarizes the exclusive nucleation/growth of α″ martensite within Ta-poor regions and its interaction with dislocations during SA Ti2ZrTa0.75 RCCA deformation. This microstructural evolution directly governs mechanical properties. As shown in Fig. 3a, tensile deformation exhibits double yielding followed by post-second-yield softening. This behavior reflects sequential deformation mechanisms: Initial plastic deformation (after first yield at ~1% strain) involves growth of pre-existing quench-induced α″ martensite (1–2 nm) and concurrent stress-induced α″ martensite nucleation within Ta-poor regions (Figs. 2 and 4a), the nucleation and growth of α″ martensite can provide sustained strain hardening, enabling the alloy’s strength to progressively increase beyond the initial yield point. And then with the strain increased, the continuous confined nucleation and growth within nanoscale Ta-poor domains produce high-interface-density nano-α″ martensite, persistently contributing to strain hardening. Concurrently, significantly increased dislocation density interacts with entangled dislocations and high-interface-density nano-α″ martensite, further enhancing work hardening to a value of 527 MPa (Fig. 3a, b). Beyond 5% strain, α″ martensite growth is strongly inhibited by the high SFE of surrounding Ta-rich regions and confined by Ta-poor domain size limits (~15 nm) (Figs. 4b and 5c). Martensite saturation and the consequent exhaustion of strain hardening capacity (Fig. 4a4, a6, b4 b6) induce progressive softening in the engineering stress-strain curve, culminating in necking initiation and fracture.
In sum, this work achieves exceptional strain hardening in Ti2ZrTa0.75 RCCA by leveraging inherent nanoscale compositional fluctuations and controlling phase-separation thermodynamics. Following 90% cold rolling and short-time annealing (750 °C, 1 min), strain-energy-release-dominated phase decomposition yields a Ta-rich (BCC1) matrix with dispersed ~15 nm Ta-poor (BCC2) phases containing minor quench-induced α″ martensite phases. During subsequent tensile deformation, stress-induced α″ martensite nucleation and growth occur exclusively within low SFE Ta-poor regions. Crucially, the maximum size of α″ martensite is spatially confined to the 15 nm limit of low-SFE domains by surrounding high-SFE Ta-rich regions. The high-interfacial-density nano-α″ martensite phases interact with dislocations, enabling a notable 527 MPa work hardening capacity.
Methods
Alloy preparation
The bulk Ti2ZrTa0.75 RCCAs were prepared by arc-melting and suction-casting. The as-cast ingots were sealed in quartz tubes filled with high-purity argon, subjected to homogenization annealing at 1000 °C for 24 h, followed by water quenching. The homogenized alloy received 90% thickness-reduction cold rolling (CR-90%), then annealing at 750 °C for 1 min and 60 min.
Mechanical test and microstructure characterization
The room temperature tensile testing employed a universal testing machine (DDL 100, Sinotest, China) at a strain rate of 1 × 10−3 s−1. The strain measurements were acquired using a video extensometer (LVE-PRO, camera resolution is 0.1 μm, Linconst). To further understand the deformation behavior, the strain field of the annealed Ti2ZrTa0.75 RCCAs sheet was further mapped by the DIC (Linconst Optical Tech, China). DIC provided a full-field deformation measurement based on digital image processing and numerical computation. Images were captured at the rate of 2 frames per second, which were processed using the DSE-3D software to determine the full-field displacements.
The microstructure of the annealed specimen was systematically characterized using the synchrotron radiation-based X-ray diffraction (SR-XRD, Shanghai Synchrotron Radiation Facility, BL14B beamline, λ = 0.6888 Å, beam size is 172 × 172 µm), EBSD (Oxford C NANO), and transmission electron microscope (TEM, FEI Technai F30). Electropolishing treatment for EBSD sample preparation was conducted using a perchloric acid-methanol electrolyte system (volume ratio of 1:9). The TEM specimens of the annealed were prepared by mechanical grinding and twin-jet electropolished with a solution of 6% perchloric acid +34% n-butanol +60% methyl alcohol.
Molecular dynamics simulation
Ti2ZrTa0.75 RCCA was calculated. First, a supercell structure of pure Ta was constructed, with the x, y, and z axes aligned along the [111], [11\(\bar{2}\)], and [\(\bar{1}\)10] crystallographic directions, respectively. The supercell expansion factors in these three directions were 9, 9, and 18. Ti and Zr atoms were then substituted for Ta atoms according to the ratio, resulting in a final atomic ratio of Ti: Zr: Ta = 2: 1: 0.75. The total number of atoms in the structure was 11664. A structure containing Ta precipitates was generated using a combination of Monte Carlo and MD methods over a duration of 10 ns. The system’s energy per atom decreased by 27.74 meV after convergence. The Warren-Cowley parameter25 for Ta-Ta atomic pairs was calculated to characterize the ordering before and after convergence. The initial structure exhibited a Ta-Ta parameter of 0, indicating random distribution of Ta atoms, while after convergence, the value reached -3.76, demonstrating significant Ta precipitation in the alloy, consistent with the observations in Fig. 5a. Prior to tensile simulation, the structure underwent energy minimization. It was then relaxed for 100 ps in the NPT ensemble (300 K, 0 GPa) to obtain a stable configuration. The tensile process was also performed under the NPT ensemble. During stretching, the pressure in the x and y directions was maintained at 0 GPa, and the temperature was kept at 300 K, with a tensile strain rate of 109/s. Structural evolution was analyzed using OVITO software26, and phase identification within the structure was performed using the Common Neighbor Analysis (CNA)27 method.
Data availability
The data that support the findings of this study are available from the corresponding author, Y.T., upon reasonable request.
References
Senkov, O. N., Gorsse, S. & Miracle, D. B. High temperature strength of refractory complex concentrated alloys. Acta Mater. 175, 394–405 (2019).
Senkov, O., Wilks, G., Miracle, D., Chuang, C. & Liaw, P. Refractory high-entropy alloys. Intermetallics 18, 1758–1765 (2010).
Wang, D., Tan, J., Li, C., Qin, X. & Guo, S. Enhanced creep resistance of Ti30Al25Zr25Nb20 high-entropy alloy at room temperature. J. Alloys Compd. 885, 161038 (2021).
Kumar, N. K., Li, C., Leonard, K., Bei, H. & Zinkle, S. Microstructural stability and mechanical behavior of FeNiMnCr high entropy alloy under ion irradiation. Acta Mater. 113, 230–244 (2016).
Wang, R. et al. Strengthening and ductilization of a refractory high-entropy alloy over a wide strain rate range by multiple heterostructures. Int. J. Plast. 173, 103882 (2024).
Zhang, C. et al. Strong and ductile refractory high-entropy alloys with super formability. Acta Mater. 245, 118602 (2023).
Su, I.-A. et al. Strengthening mechanisms and microstructural evolution of ductile refractory medium-entropy alloy Hf20Nb10Ti35Zr35. Scr. Mater. 206, 114225 (2022).
An, Z. et al. Negative mixing enthalpy solid solutions deliver high strength and ductility. Nature 625, 697–702 (2024).
Peierls, R. The size of a dislocation. Proc. Phys. Soc. 52, 34 (1940).
Püschl, W. Models for dislocation cross-slip in close-packed crystal structures: a critical review. Prog. Mater. Sci. 47, 415–461 (2002).
Senkov, O. N., Miracle, D. B., Chaput, K. J. & Couzinie, J.-P. Development and exploration of refractory high entropy alloys—a review. J. Mater. Res. 33, 3092–3128 (2018).
Zhao, Y. et al. Anomalous precipitate-size-dependent ductility in multicomponent high-entropy alloys with dense nanoscale precipitates. Acta Mater. 223, 117480 (2022).
Huang, H. et al. Phase-transformation ductilization of brittle high-entropy alloys via metastability engineering. Adv. Mater. 29, 1701678 (2017).
Liu, H. et al. Computational simulation of short-range order structures in high-entropy alloys: a review on formation patterns, multiscale characterization, and performance modulation mechanisms. Adv. Phys. X 10, 2527417 (2025).
He, J. et al. Microstructural engineering of refractory complex concentrated alloys: tailoring deformation-recrystallization kinetics through intrinsic features for optimized processing strategies. Mater. Sci. Eng. A 945, 149024 (2025).
Murdoch, H. A. & Schuh, C. A. Stability of binary nanocrystalline alloys against grain growth and phase separation. Acta Mater. 61, 2121–2132 (2013).
Humphreys, F. J. & Hatherly, M. Recrystallization and Related Annealing Phenomena (Elsevier, 2012).
Hull, D. B., David J. Introduction to Dislocations Vol. 37 (Elsevier, 2011).
Love, G. Dislocation pipe diffusion. Acta Met. 12, 731–737 (1964).
Wang, R. et al. Effect of lattice distortion on the diffusion behavior of high-entropy alloys. J. Alloys Compd. 825, 154099 (2020).
An, X., Wu, S., Wang, Z. & Zhang, Z. Significance of stacking fault energy in bulk nanostructured materials: insights from Cu and its binary alloys as model systems. Prog. Mater. Sci. 101, 1–45 (2019).
Kelly, P. The martensite transformation in steels with low stacking fault energy. Acta Metall. 13, 635–646 (1965).
Sun, H. et al. An efficient scheme for accelerating the calculation of stacking fault energy in multi-principal element alloys. J. Mater. Sci. Technol. 175, 204–211 (2024).
Samimi, P., Liu, Y., Ghamarian, I., Song, J. & Collins, P. New observations of a nanoscaled pseudomorphic bcc Co phase in bulk Co–Al–(W, Ta) superalloys. Acta Mater. 69, 92–104 (2014).
Cowley, J. M. An approximate theory of order in alloys. Phys. Rev. 77, 669 (1950).
Stukowski, A. Visualization and analysis of atomistic simulation data with OVITO—the Open Visualization Tool. Modell. Simul. Mater. Sci. Eng. 18, 015012 (2009).
Stukowski, A. Structure identification methods for atomistic simulations of crystalline materials. Model. Simul. Mater. Sci. Eng. 20, 045021 (2012).
Shi, C. et al. AlxHfTaTi (0≤ x≤ 0.5) refractory medium entropy alloys with excellent room-temperature tensile properties. Mater. Sci. Eng. A 909, 146849 (2024).
Wu, Y. et al. A refractory Hf25Nb25Ti25Zr25 high-entropy alloy with excellent structural stability and tensile properties. Mater. Lett. 130, 277–280 (2014).
Mills, L. H. et al. Temperature-dependent tensile behavior of the HfNbTaTiZr multi-principal element alloy. Acta Mater. 245, 118618 (2023).
Zhang, C. et al. Cold-workable refractory complex concentrated alloys with tunable microstructure and good room-temperature tensile behavior. Scr. Mater. 188, 16–20 (2020).
Eleti, R., Raju, V., Veerasham, M., Reddy, S. & Bhattacharjee, P. Influence of strain on the formation of cold-rolling and grain growth textures of an equiatomic HfZrTiTaNb refractory high entropy alloy. Mater. Charact. 136, 286–292 (2018).
Zhang, S. et al. Dual enhancement in strength and ductility of Ti-V-Zr medium entropy alloy by fracture mode transformation via a heterogeneous structure. Int. J. Plast. 160, 103505 (2023).
Zhang, X. et al. Deformation twinning in Ti48.9Zr32.0Nb12.6Ta6.5 medium entropy alloy. Mater. Sci. Eng. A 809, 140931 (2021).
Wang, L. et al. Tailoring planar slip to achieve pure metal-like ductility in body-centred-cubic multi-principal element alloys. Nat. Mater. 22, 950–957 (2023).
Hu, S., Li, T., Su, Z. & Liu, D. Research on suitable strength, elastic modulus and abrasion resistance of Ti–Zr–Nb medium entropy alloys (MEAs) for implant adaptation. Intermetallics 140, 107401 (2022).
Wei, S. et al. Natural-mixing guided design of refractory high-entropy alloys with as-cast tensile ductility. Nat. Mater. 19, 1175–1181 (2020).
Wang, S. et al. Mechanical instability and tensile properties of TiZrHfNbTa high entropy alloy at cryogenic temperatures. Acta Mater. 201, 517–527 (2020).
Dou, B. et al. Achieving outstanding strength-ductility matching in BCC light-weight high entropy alloys via high content ordered nanoprecipitates. Mater. Sci. Eng. A 889, 145861 (2024).
Lei, Z. et al. Enhanced strength and ductility in a high-entropy alloy via ordered oxygen complexes. Nature 563, 546–550 (2018).
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant Nos. 52471190, 52171166, and 12534013); Natural Science Foundation of Hunan Province, China (Grant No. 2024JJ2060); Science and Technology Innovation Program of Hunan Province, China (Grant Nos. 2025ZYJ001 and 2021RC4026). The TEM analyses of this work were supported by Sinoma Institute of Materials Research (Guangzhou) Co., Ltd.
Author information
Authors and Affiliations
Contributions
Jingzhi He: conceptualization, methodology, investigation, writing—original draft, Visualization. Hongyang Liu: methodology, review and editing, data curation. Bohang Shen: methodology, data curation. Xiaoqing Yu: data curation. Shun Li: project administration, funding acquisition. Yu Tang: conceptualization, methodology, resources, writing—review and editing, project administration, funding acquisition. Jiayu Dai: methodology, resources. Shuxin Bai: funding acquisition, supervision.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Communications Materials thanks Quanfeng He and the other, anonymous, reviewers for their contribution to the peer review of this work.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
He, J., Liu, H., Shen, B. et al. Superior strain hardening in refractory complex concentrated alloys via confined nano-martensite transformation. Commun Mater 7, 84 (2026). https://doi.org/10.1038/s43246-026-01101-4
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s43246-026-01101-4
