
Abstract
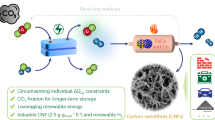
The molten Li2CO3 transformation of CO2 to oxygen and graphene nanocarbons (GNCs), such as carbon nanotubes, is a large scale process of CO2 removal to mitigate climate change. Sustainability benefits include the stability and storage of the products, and the GNC product value is an incentive for carbon removal. However, high Li2CO3 cost and its competitive use as the primary raw material for EV batteries are obstacles. Common alternative alkali or alkali earth carbonates are ineffective substitutes due to impure GNC products or high energy limitations. A new decarbonization chemistry utilizing a majority of SrCO3 is investigated. SrCO3 is much more abundant, and an order of magnitude less expensive, than Li2CO3. The equivalent affinities of SrCO3 and Li2CO3 for absorbing and releasing CO2 are demonstrated to be comparable, and are unlike all the other alkali and alkali earth carbonates. The temperature domain in which the CO2 transformation to GNCs can be effective is <800 °C. Although the solidus temperature of SrCO3 is 1494 °C, it is remarkably soluble in Li2CO3 at temperatures less than 800 °C, and the electrolysis energy is low. High purity CNTs are synthesized from CO2 respectively in SrCO3 based electrolytes containing 30% or less Li2CO3.

Similar content being viewed by others


Introduction
In 2015, a decarbonization technique was introduced for the transition metal nucleated transformation of CO2 to nanoallotropes of carbon. This single-step decarbonization process in molten carbonates electrochemically splits CO2 into carbon and oxygen via the C2CNT (carbon dioxide to carbon nanomaterial technology) process. Catalyzed by transition metals, such as iron, nickel, and chromium, carbon growth is tuned by variations in the composition of the electrolysis electrode, current density, and temperature, forming high-purity graphene nanocarbons (GNCs), such as carbon nanofibers and nanotubes1,2,3,4,5. Sustainability benefits include the stability and storage of the GNC products. Their graphene structure is stable for effective sequestration, and the GNC high product value is an incentive for carbon removal. The current value of GNCs is due to the high strength, conductivity electronic, medical and catalytic properties of graphene allotropes and their open market value of approximately a million $US/tonne1.
Alternatively, commercial carbon nanotubes are generally produced by chemical vapor deposition (CVD)6,7,8,9,10, often with a large carbon footprint due to chemical fuel precursors and increased energy consumption11. The CVD synthesis of carbon nanotubes includes organometallics. A recent study presented the formation of carbon nanofibers from CO2 in a multistep process12. First, CO2 and water were electrolyzed to form syngas, and then, the syngas was used as a reactant to produce carbon nanofibers by CVD. In particular, the study stated that a disadvantage of C2CNT, rather than CVD, is that C2CNT competes for limited lithium carbonate supplies used in the battery industry (for example, lithium carbonate is a principal precursor in the fabrication of Li-ion batteries in EVs).
The physical and chemical systems for carbon nanotube (CNT) synthesis using conventional chemical vapor deposition (CVD) differ significantly from those of the new C2CNT synthesis. CVD is a chemical process that occurs at a gas/solid interface, typically using various organometallic compounds as reactants, and is associated with a high carbon footprint. In contrast, C2CNT is an electrochemical process that transforms CO2 into CNTs through molten electrolysis, operating at a liquid/solid interface with a carbon-negative footprint.
The C2CNT process benefits from a molten carbonate electrolyte that provides a higher density of reactive carbon sites—specifically, tetravalent carbon available for reduction at the molten carbonate/cathode interface—compared to the lower density of carbon available as a gas in CVD. While CVD may apply an electric field to the substrate during CNT growth, C2CNT consistently involves a strong electric field that rapidly decreases through the double layer adjacent to the cathode. One of the key advantages of C2CNT is that its production cost is predominantly influenced by the cost of electrons (electricity), leading to substantial cost reductions compared to conventional CVD methods.
The C2CNT electrodes were scaled up by one thousand-fold from the 5 cm2 electrodes used in the 2015 design and assembled in electrolysis modules, which collectively comprise 1000 tons of CO2 decarbonization. Panel A of Fig. 1 shows a photograph of the scaled-up brass cathode extracted after electrolysis of CO2 for 16 h in a lithium carbonate electrolyte. After electrolysis, the product is subsequently pressed and/or washed to remove and recover the remaining electrolyte from the product. SEM images of the washed products were obtained at magnifications of 710× and 2250×, and the images show that the CNTs had a purity >>90%. Panel B of the figure shows the TGA analysis and a product purity >97%. Furthermore, TGA exhibited an inflection temperature of Tinfl = 610 °C, which is a combustion point consistent with an oxidation-resistant nanographene structure and is unlike an alternative common amorphous carbon that oxidizes at several hundred degrees lower temperature.

A Photo of an extracted cathode after current density J = 0.2 A/cm2 electrolysis of CO2 in a pure 750 °C Li2CO3 electrolyte. B TGA, C, D SEM images of the washed carbon nanotube product. The SEM images are at magnifications of (B) 710× and (C) 2250×.
Subsequent to this electrolysis, fivefold larger cathodes are regularly used. The average GNC purity ranged from 90 to 98%, depending on the pure Li2CO3 electrolysis conditions and post-electrolysis press extraction and/or polishing washing. In accordance with the electrolytic splitting of CO2: CO2 - > CGNC + O2, 1 tonne of GNC is synthesized via the C2CNT process, which removes 3.7 tonnes of CO2 from the atmosphere or flue gas. GNCs have found applications in materials such as medicine, polymers, batteries, cement, and textiles13,14,15,16,17,18,19,20,21,22,23,24,25,26.
Variations in the electrolysis electrode composition, current density, oxide addition, and electrolysis temperature tune C2CNT electrolysis to form long27,28, tangled1,29, thin-walled30, helical31, magnetic32, nanobamboo, branched, and nanopearl carbon nanotube, and conical nanofiber morphologies4,5. The addition of boron, sulfur, or nitrate salts produces doped carbon nanotubes27,28,33. Further variations in the lithium carbonate electrolysis conditions facilitate the formation of alternative, pure carbon nanoallotropes, including solid or hollow carbon nanoallotropes4,34, graphene nanoscaffolds35, graphene nanoplatelets, or graphene36.
Li2CO3 is expensive, and this is in part due to the competitive demand for Li2CO3, particularly for use in the preparation of Li-ion batteries for the growing electronic vehicle (EV) market. Global Li2CO3 prices for 2022 to 2024 vacillate in the range of $10,000–75,000 per tonne. These elevated prices present a cost constraint to the alternative use of Li2CO3 as a molten electrolyte in the transformation, by electrolytic splitting, of CO2 in Li2CO3 to GNCs. This study develops the fundamental chemistry and demonstrates the efficacy of a new, substantially more cost-effective electrolyte for molten carbonate decomposition.
We had explored the growth of CNTs in alternative molten carbonate electrolytes, often without success. The pure salts Li2CO3, Na2CO3, and K2CO3 have melting points at 723 °C, 851 °C and 891 °C, respectively. Eutectic ternary mixes of Li2CO3, Na2CO3, and K2CO3 have been well characterized as molten carbonate electrolytes and do not produce significant amounts of CNT products37. Potassium carbonate, as a component of a binary lithium carbonate electrolyte, tends to disrupt the electrocatalytic, highly stable oxide layer that forms on the electrolysis anode and results in corrosion of the anode38. Increasing K2CO3 also inhibits transition metal nucleation at higher concentrations39. The synthesized carbon nanotubes are increasingly defect-ridden at contents of 20% K2CO3 or higher39. At 50 wt% K2CO3 in Li2CO3, metallic potassium, rather than carbon, forms, and the product ignites when exposed to humid air, while no CNTs are formed from a Na2CO3-K2CO3 electrolyte37,38. Upon electrolysis, a binary mixture of sodium and Li2CO3 produces CNTs up to 20 wt% Na2CO3, but beyond that, the product is increasingly deformed39. Interestingly, at a lower electrolysis temperature of 670 °C, rather than 770 °C, 50 wt% sodium carbonate and 50 wt% Li2CO3 form another GNC, other than CNTs, which we have termed carbon nanoscaffolds35. Furthermore, the addition of Na2CO3 to Li2CO3 considerably increases the electrolysis potential2.
Magnesium carbonate decomposes to magnesium oxide and CO2 above 350 °C, while calcium carbonate decomposition to lime above 840 °C is the basis of cement production. Barium carbonate melts at 811 °C and has a eutectic morphology with lithium carbonate at 609 °C40. The addition of magnesium carbonate to lithium carbonate suppresses CNT formation, resulting in a product with a honeycomb morphology with only a small amount of thin-walled CNTs33. CNTs are grown in lithium carbonate containing up to approximately 20 wt% calcium and barium carbonate33,37,41,42. CO2 electrolysis in a mixed calcium carbonate/lithium carbonate electrolyte proceeds differently than that in other mixed lithium carbonate electrolytes. In lithium or lithium/barium electrolytes, lithium or barium oxide is highly soluble, whereas calcium oxide is soluble only to 0.2 m CaO in Li2CO340,41. Hence, during electrolysis, rather than reacting with CO2, the oxide precipitates out as calcium oxide, while calcium carbonate is consumed rather than CO2 splitting. The addition of magnesium, calcium, or barium carbonate to lithium carbonate was observed to cause an unfavorable increase in the electrolysis potential2,33.
Despite its high solidus temperature of 1494 °C, in the present study, strontium carbonate was shown to be unusually soluble in lithium carbonate at temperatures less than 800 °C. Strontium carbonate is the only carbonate with a similar thermodynamic affinity for CO2 to that of lithium carbonate, and as with lithium carbonate, it supports low-energy decarbonization to form useful CNT products. Concentrated strontium carbonate electrolytes are demonstrated here to form high-purity CNT products, and as opposed to lithium carbonate are a cost-effective electrolyte for molten carbonate electrolysis. To date, there have been no successful decarbonization chemistries deployed to meaningfully mitigate planetary climate change. Climate change is an existential threat to the planet, and to the majority of the species on the planet including humankind. The new strontium decarbonization chemistry presented in this study has the potential to be the first such decarbonization chemistry. The never before described strontium chemistry is analyzed in depth from a thermodynamic and practical standpoint.
Results and discussion
Electrolysis and electrolysis potentials in molten carbonate
An Illustration of the C2CNT process, detailed SEM, TEM, HAADF, RXRD and Raman of the synthesized carbon nanotubes, as well as examples of the range of graphene nanocarbon allotropes synthesized from CO2 by molten carbonate electrolysis are included in the Supplementary Material.
The electrochemical reduction of CO32− in molten carbonate is a 4e- process:
The CO2 added to the electrolyte chemically reacts with the oxide formed through Eq. 1 to renew CO32− following Eq. 2:
Combining Eqs. 1 and 2 yields a net decarbonization reaction:
We previously synthesized CNTs by electrolysis in 50/50 wt% Na/BaCO3, albeit by forming CNTs at a lower purity than that of pure Li2CO343. However, this synthesis requires severalfold more electrolysis power to drive the reaction. Figure 2 compares the molten carbonate electrolysis potential of several electrolytes. Compared to 1 V, which drives CNT formation in lithium carbonate, the Na/BaCO3 potential results in a two- to threefold greater voltage and inordinately high energy consumption to drive a decarbonization process.

The electrolytes investigated included pure lithium carbonate or pure lithium carbonate with 1.0 m Li2O, an equal mixture of sodium and barium carbonate, a mixture of 40 wt% strontium carbonate with 60 wt% Li2CO3, or a mixture of the latter with either 0.16 or 1.0 m SrO and are reproducible to 30 mV. Electrolysis Potentials of Li2CO3 with or without Li2O was obtained from our measurements in refs. 2,56, and Na/BaCO3 was obtained from ref. 2. The additional strontium-containing electrolyte electrolysis potentials were measured in this study.
The unexpectedly high solubility of strontium salts in molten Li2CO3
Interestingly, there is little, or no, information available on the melting point of the binary mixture of pure Li2CO3/(mp 723 °C) with SrCO3 (which is solid to 1494 °C). One study revealed that SrCO3 fully decomposes to SrO as the temperature increases from 875 °C to 1035 °C44. It is discovered that SrCO3 is highly soluble in molten lithium carbonate at temperatures <800 °C and that the inexpensive SrCO3 salt can replace a major portion of the expensive lithium carbonate salt as an electrolyte for decarbonization and CNT growth. We find that strontium oxide, SrO, which can facilitate the rapid reactive dissolution of CO2, is also highly soluble (at ~25 wt% in Li2CO3 at 750 °C) when measured here using 99% SrO. The efficacy of these salts as electrolytes for molten electrolysis at temperatures below 800 °C is important because above these temperatures, CO2 increasingly electrolytically splits to gaseous carbon monoxide rather than to the desired solid-phase GNC products, and by 950 °C, the product is entirely CO rather than solid GNCs43.
The measured melting points of binary mixtures of SrCO3 and Li2CO3 as a function of temperature are presented in Fig. 3. The figure shows that the solubility of 99.4% purity SrCO3 in Li2CO3 (99.8%, Green Chemical Co.) reaches 65 wt% in the regular CO2 splitting temperature domain (T < 800 °C). The binary mixture exhibited a minimum (eutectic point) melting point at 690 °C occurring at a composition of 40 wt% SrCO3. It is likely that ternary materials composed of Li-SrCO3 plus other salt mixes will exhibit lower eutectic temperatures. A lower 98.6% purity SrCO3, containing minor ternary mix components (0.8% BaCO3 and 0.2 wt% CaCO3), exhibited a slightly lower eutectic temperature of 880 °C at 40 wt% composition in the same 60 wt% Li2CO3.

Measured solubilities are reproducible to <2%.
SrCO3 is available at a more stable global price of approximately $1,040/ton, a cost that is 1 to 2 orders of magnitude less than that of Li2CO345,46. Strontium is the tenth most abundant metal in the earth’s core, while lithium is twenty-fourth most abundant47. Strontium carbonate is widely mined and refined to from strontium sulfate or carbonate. Previously, strontium carbonate was used in glass compositions for television and cathode ray devices but is not used in today’s flat screens. Today, strontium is used in pyrotechnics and in various applications, including ceramics, ferrite magnets, superconductors, biomaterials, chemical sensors, and catalysts48,49,50. It is also used to protect certain magnesium alloys against corrosion51,52 and in specialized cement compositions53,54,55. However, SrCO3 is solid at 1494 °C, which is too high for CO2 electrolysis to solid carbon products. We have demonstrated that temperatures below 800 °C are suitable for CO2 molten carbonate electrolysis. At higher temperatures, another product, carbon monoxide, increasingly forms, and the product is pure carbon monoxide at 950 °C56. Carbon monoxide is not preferred as a decomposition product. Its main use is as an oxidant, and in that process, it returns CO2 to the atmosphere. Alternatively, GNCs retain the high geologic stability of mineral graphite to sequester CO2.
The overlapping affinity of strontium and lithium carbonate for binding and releasing CO2
CO2 is a critical decarbonization component in molten carbonate electrolytic splitting and the transformation of CO2 to GNCs. In particular, the affinity of lithium carbon for CO2 provides a balance both facilitating rapid CO2 intake into the molten salt and providing an enriched carbon electrolytic media. The enriched carbon electrolytic media facilitates the electrochemical reduction of tetravalent carbon to carbon. The enriched media has an observed the low overpotential to generate high electrolysis rates and also specifically generates GNCs, as observed by the high purity of GNCs, such as CNTs. Here, we calculate the CO2 affinity of SrCO3 and show that, unlike nonlithium alkali carbonates or other alkali earth carbonates, SrCO3 exhibits a CO2 affinity equivalent to that of Li2CO3. The equilibrium, K(MCO3), for alkali and alkali earth carbonates to separate into CO2 and oxide, or to form carbonate from them in the reverse reaction, is given by the equilibrium for the decomposition, or in reverse for formation, of a carbonate from CO2 and its oxide:
where examples of M are Li2, Na2, K2, Mg, Ca, Ba or Sr.
The equilibrium, KMCO3, is calculated from the relationship between the equilibrium and free energy, where the gas constant R = 8.31 J/mol K:
KMCO3 is calculated from the thermochemical free energies for a variety of alkali and alkali earth carbonates, their oxides, and CO2.
Figure 4 presents a comparison of carbonate equilibrium constants for binding and releasing carbon dioxide by strontium carbonate compared to those for alkali or other alkali earth carbonates. These values are plotted as a function of temperature. Above any given salt equilibrium curve, that is, in the low CO2 activity domain (aCO2 aoxide/acarbonate < K), the salt will spontaneously decompose, while in the high CO2 activity domain, the salt will spontaneously form from CO2 and the salt’s oxide. Interestingly, as shown in the figure, the strontium carbonate equilibrium is similar to that of lithium carbonate and very different from that of the other carbonate salts. Specifically, the carbonate equilibrium constants for strontium and lithium carbonate are nearly identical in the 400 °C to 800 °C range, in which lithium carbonate binary and trinary salt mixes are molten. We previously observed a high tendency for electrolytic graphene nanocarbon formation in the 600 °C to 800 °C temperature range. At lower temperatures, transition metal nucleation growth of carbon /nanotubes is not observed37, and at increasing temperatures above 800 °C, 2-electron reduction to CO, rather than 4-electron reduction to carbon, increasingly dominates. The comparable nature of strontium to lithium carbonate equilibria provides an unusual environmental media conducive to the electrolytic splitting of carbon dioxide and its transformation to graphene nanocarbons.

The equilibrium constants as a function of temperature for strontium, lithium, sodium, potassium, and barium carbonate. The equilibrium constants are calculated from the free energy according to Eq. 5. The free energy is calculated from the metal carbonate, metal oxide, and carbon dioxide enthalpies and entropies2,69,70,71,72.
Isotopic tracking with 13C was employed to follow the reduction of CO2 as it is dissolved in molten carbonate and undergoes electrolytic splitting to generate the building blocks of CNTs3. Mechanistically in the 600° to 800 °C domain maximizing CNT yield and purity, we hypothesize that the facilitated molten carbonate growth is related to a thermodynamic “Goldilocks” range with an optimal activation barrier for the kinetic binding and reduction of CO2 in accord with Eqs. 2, 3 and 4. More specifically, at 750 °C, in accord with Fig. 4, KMCO3, the equilibrium constant for CO2 release calculated from the Eq. 5 free energies of the carbonate and oxide salts and CO2, are 700 and 0.1 respectively for magnesium and calcium carbonate. In these cases, CO2 is weakly bound. This is consistent with the low temperature of calcination decomposition of these salts. This facile release of CO2 to the gas phase provides an insufficient source in the molten salt for CO2 splitting inhibiting CNT growth. Conversely at 750 °C KMCO3 are 6 × 10−6, 1 × 10−9, and 5 × 10−13 respectively for barium, sodium and potassium carbonate indicative in each case that CO2 is tightly bound (favoring the left side of Eq. 4) and less available for CO2 splitting in the 600° to 800 °C range.
As opposed to the too loosely bound CO2 in magnesium and calcium carbonate, and the too tightly bound CO2 in barium, sodium, and potassium carbonates, the “Goldilocks” CO2 carbonate binding for 750 °C KMCO3 is calculated as 3 × 10−4 and 7 × 10−4 respectively for lithium and strontium carbonate. From the high-quality syntheses from strontium carbonate-based electrolytes which will be presented in the remainder of this study, it may be that the somewhat stronger CO2 binding by strontium carbonate may be closer to the ideal KMCO3 than that of lithium carbonate.
The overlapping electrolysis potentials of strontium and lithium carbonate
Figure 2 compares the electrolysis potentials measured in 40 wt% strontium carbonate/60 wt% lithium carbonate electrolytes, both with and without added oxide, and compares these potentials to the electrolysis potentials for pure Li2CO3 with and without oxide and for the Na/BaCO3 electrolyte. As shown in the figure, the electrolysis potential in pure Li2CO3, as indicated by the solid orange and dark blue dots, decreases when 1 m of Li2O is added to the electrolyte, as indicated by the solid yellow dots. The observed onset potential for CO2 reduction decreases from 1.08 V in the pure Li2CO3 electrolyte to 0.9 V with 1 m of Li2O. As shown in the figure, the onset potential is the same for pure Li2O3 as for the 40%/60% SrCO3/Li2CO3 electrolyte. This finding correlates with the similarity discussed above in the equilibrium constants for the two salts in Fig. 3. The 40%/60% SrCO3/Li2CO3 770 °C electrolysis potentials are presented as hollow dark blue circles. This electrolyte exhibited a moderately higher overpotential at increasing current density than did pure Li2CO3. Interestingly, the 40%/60% mixed electrolyte is more sensitive to oxide addition when SrO is added than is the pure Li2CO3 electrolyte when Li2O is added. As shown in the figure, the addition of only 0.16 m SrO to the mixed electrolyte results in a similar decrease in potential to that in the 1 m Li2O Li2CO3 electrolyte. As seen by the brown circles in the figure, the addition of 1 m SrO to the 40%/60% SrCO3/Li2CO3 electrolyte further decreases the electrolysis potential to an onset potential of only 0.8 V, and even at higher current densities, the electrolysis potential is lower than that in the Li2CO3 electrolytes.
Concentrated strontium electrolyses at 0.2 A/cm2 or 0.6 high A/cm2 current density
Electrolyzing was performed at 750 °C in lithium media with increasing concentrations of strontium carbonate using a vertical, flat Muntz brass cathode sandwiched between vertical, flat stainless steel cathodes (the anodes are walls of the carbon pot). Electrolysis was studied as a function of electrolyte composition, electrolysis current density, electrolysis time, number of repeated uses of the electrolyte and carbon pot, and electrolysis electrode size. For electrolytes containing 10, 25, 35, or 45% strontium carbonate at 750 °C, the resultant high-purity CNT product was comparable to that obtained with a pure lithium carbonate electrolyte. Figure 5 shows the TGA and SEM results for the product obtained from electrolysis of 25 wt% SrCO3 in Li2CO3 at a current density of J = 0.2 A/cm2 for 4 h. As seen via SEM, compared with those of the pure Li2CO3 product, the CNTs are of comparable high (» 90%) purity (Fig. 1), and according to the TGA results, the post-combustion residue is less than 4%, while the TGA inflection point temperature for combustion is 650 °C. EDS along the CNT strands under an SEM revealed 100% elemental carbon, while the SEM bright spots at the CNT tips were iron5. In prior studies, we have extensively documented the Raman spectra, TEM results, points of nucleation, EDS and HAADF elemental analysis, and X-ray diffraction data of synthesized GNCs1,2,3,4,5,27,28,29,30,31,32,33,34,35,36,37,38,39. In this study, we focus instead on the physical chemistry of the solubility, equilibration, and demonstration of the synthesis of high-purity GNCs, such as CNTs and carbon nano-onions, with an unusual series of readily available strontium carbonate electrolytes to ensure their wide availability for large-scale decarbonization.

Four-hour electrolysis was conducted at 750 °C and J = 0.2 A/cm2 with a stainless steel 304 anode at a 65 cm2 area brass cathode. A TGA. The SEM magnifications are as follows: B 400×, C 5000×, D 5400×, E 5500×, F 10000×, G 19500×, H 45,000× magnification.
A comparable CNT product was obtained at an electrolysis current density of 0.2 A/cm2 for both less concentrated (10 wt%) and more concentrated (35 wt%) SrCO3 in Li2CO3 electrolytes, each studied at a current density of J = 0.2 A/cm2. Additional electrolysis in the 25 wt% SrCO3 electrolyte was repeated a total of 9 times, reusing the same electrolyte and the same carbon pot and cathode. Electrolysis yielded comparable quality CNT products with no indication of deterioration of the carbon pot, the anode comprising the inner walls of the carbon pot or the cathode.
In addition to a 4-h electrolysis at a current density of 0.2 A cm−2, electrolyses were also conducted in a 25 wt% SrCO3 electrolyte at a lower current density (0.1 A cm−2) and for a longer electrolysis duration (16 h). Finally, electrolysis at a high current density of 0.4 A cm−2 for four hours was performed in the 35 wt% SrCO3 electrolyte. In both cases, the 0.1 A and 0.4 A electrolyses again produced a comparable quality of carbon nanotubes.
Figure 6 shows the results obtained for a high concentration (45 wt%) of SrCO3 as an electrolyte for electrolysis in the high-current domain of 0.6 A cm−2. As seen in TEM (6 A to C) the product remains pure carbon nanotubes graphene walls adjacent to a hollow core. The nucleation metal in the inner tip of the CNT is seen in 6 A. All of the CNTs exhibit a wall of cylindrical graphene layers next to the hollow portion of the CNT as seen in 6B and 6 C. In 6B, the hollow core and the curving of the cylindrical graphene walls exhibit the typical 0.34 nm separation of graphene layers. Further down the tube, in 6 C are seen the horizontal layered graphene cylinders of the adjacent wall on the other side of the hollow core of the carbon nanotube. We have previously studied the role of the iron, nickel, chromium or other transition metal, individually or in combination, on the formation of various graphene nanocarbon allotropes4, or specifically on the carbon nanotube product1,5,30,31,32,33,39. Initial EDS analysis confirms that iron is the principal nucleating metal for these strontium-based electrolyte carbon nanotubes. A more detailed analysis will be expanded on in a future study.

SEM images of the product from 4-h electrolysis conducted at 790 °C and J = 0.6 A/cm2 with a stainless steel 304 anode at a 120 cm2 area brass cathode. A–C TEM with 20 nm (A & C) and 10 nm (B) scale (3.5 to 7 million × magnification) showing the distinctive hemispherical concentric graphene layers surrounding the nucleation catalyst (C) and the concentric graphene adjacent layers above and below the hollow core (B, C). SEM magnification is D 1000×, E 5000×, F, G 6200×, H 20,000×, or I 110,000× magnification.
The 0.6 A cm−2 electrolysis domain is pertinent because it provides an industrial high rate of material production. This is the same high current density used in the contemporary high-rate industrial production of aluminum (in which aluminum oxide, rather than carbon dioxide, is electrolyzed) and the current density used in the industrial electrolytic production of magnesium. Electrolysis was conducted at an elevated temperature of 790 °C to enhance mass transport under these higher current density conditions. However, as will be seen in subsequent studies, a lower temperature of 770 °C is also effective under high current density conditions.
As shown in Fig. 6, D through I, SEM at various magnification of the CNT product obtained by high-current density electrolysis in the 45 wt% SrCO3 electrolyte yields a comparable quality CNT product to that shown in Figs. 1, 5. We previously found that high current density conditions can induce torsional growth of CNTs31, and a minor, but evident, increase in tangling of the carbon nanotubes is observed in the high current density growth product in Fig. 6.
Electrolyses with 50 and 60 wt% strontium carbon electrolytes
During the course of the high-solubility domain experiments summarized in Fig. 3, upon stirring with a stainless steel spatula, the highest-solubility domain (65% SrCO3 in Li2CO3) electrolytes were more viscous. Hence, initial higher domain, 50% SrCO3 electrolysis experiments were conducted at higher temperatures and lower than 0.6 A cm−2 to overcome the anticipated mass transfer limitations. As shown in the Fig. 7 SEM A through F the product of 785 °C electrolysis at a current density of 0.28 A/cm2 continues to be the high-purity CNTs observed as the product of lower SrCO3 concentration electrolyses. Due to its lower combustion temperature compared to graphene nanocarbon, amorphous carbon is more susceptible to oxidation, burning easily and exhibiting a TGA derivative of mass versus temperature inflection point, Tinfl, at approximately 300 °C. Alternatively, as seen in Fig. 1, carbon nanotubes possess a high degree of graphitization with typical >600 °C. Similarly, the carbon nanotubes synthesized in the strontium-based electrolytes retain this high degree of graphitization as exemplified for the 50% strontium carbonate electrolyte in Fig. 6G, with measured Tinfl = 622 °C.

SEM images and TGA of the product from 16-h electrolysis conducted at 785 °C and J = 0.28 A/cm2 with a stainless steel 304 anode at a 1600 cm2 area brass cathode. The SEM magnifications are A 15500×, B 5000×, C 6200×, D 6200×, E 20,000×, and F 110,000× magnification. G Differential TGA of the mass loss for the 50% Sr electrolyte product measured with a temperature ramp of 5 °C/minute under air.
Strontium electrolyte electrolysis at large electrodes
The results shown in Figs. 5–7 were obtained for small or medium-sized Muntz brass cathodes. Specifically, the electrolyses in Figs. 5, 6 were conducted at cathodes with a surface area under 200 cm2, while the Fig. 7 electrolysis utilized a cathode with an area of 1600 cm2. Strontium electrolyte electrolysis can be routinely performed with larger cathodes (and at higher current densities) to facilitate large-scale carbon capture.
Figure 8 shows the results for a 770 °C 50% SrCO3 and 50% Li2CO3 0.6 A/cm2 current density electrolysis at an 11,000 cm2 surface area on a Muntz brass cathode. Panel A of the figure shows the hot Muntz brass cathode subsequent to electrolysis as lifted from the electrolysis chamber below. Panel B shows the same cathode subsequent to cooling. The cathode deposit is approximately 4” thick. SEM characterization of the product of this high surface area, high current density 40% SrCO3 electrolysis is shown in the figure. Once again, a high-purity CNT product is obtained, and as was observed in the other high-current density electrolysis in Fig. 6; an increase in the tangling of the carbon nanotubes is evident in the carbon nanotube product.

A, B show the cathode, with an active area of 11,000 cm2, upon lifting from the electrolyte and subsequent cooling. A Electrolysis is conducted at 770 °C and J = 0.6 A/cm2 utilizing the stainless steel 304 carbon pot as the anode. The SEM product magnifications are as follows: C 1000×, D 5000×, E 6200×, F 20000×, G 11000× magnification.
Note that the cathode in Fig. 8 is vertically oriented. This considerably decreases the physical plant footprint required for C2CNT decarbonization. Aluminum production has been restricted to horizontal electrodes because the aluminum product is molten and, during electrolysis, lies on top of the cathode at the bottom of the aluminum pot. Aluminum can also require greater kiln insulation due to the lower pot packing conditions and aluminum production’s higher 960 °C pot operating temperature.
60 to 64% binary and ternary SrCO3 electrolytes with 35 to 40% Li2CO3
The success of the 50% SrCO3 electrolysis suggested that lower temperatures were viable for concentrated electrolytes. Therefore, a 60% SrCO3 in 40% Li2CO3 electrolyte was conducted at 770 °C. Figure 9 summarizes the SEM characterization of the product of the 60% SrCO3 electrolysis. Once again, a high-purity CNT product is attained.

SEM images of the product from 16-h electrolysis conducted at 770 °C and J = 0.2 A/cm2 with a stainless steel 304 anode at a 288 cm2 area brass cathode. The SEM magnifications are A 15500×, B 5000×, C 6200×, D 6200×, E 20,000×, and F 110,000×.
We previously observed that low-level Li2O additions can improve the purity of Li2CO3 electrolyses32. Oxides can induce twisting of carbon nanotubes due to an increase in sp3 defects1,29,31 and, in one case, branched rather than discrete CNT forms4, and in this case the observed high solubility of strontium oxide adds another component to the electrolyte mix that can decrease the Li2CO3 component required in the electrolysis. As with Li2CO3, Li2O is an expensive lithium salt due to its scarcity and can be an expensive component to add to molten carbonate electrolytes. As with SrCO3, SrO is inexpensive and is an inexpensive additive to molten carbonate electrolytes for decarbonization.
We hypothesize that in the high strontium concentration domain, the addition of strontium oxide as a ternary compound to the binary SrCO3/Li2CO3 system may improve mass transfer by increasing strontium solubility and decreasing viscosity. As shown in Fig. 10, a high-purity CNT product indeed formed at a low Li2CO3 concentration and high SrCO3 concentration upon the addition of SrO as a ternary component. The electrolysis was conducted in a 770 °C electrolyte at a current density of 0.6 A/cm2. The 64 wt% SrCO3 plus 1% SrO electrolyte contains only 35 wt% Li2CO3. The product continued to be high-purity CNTs, as had been observed with the lower concentration SrCO3 electrolyses. As expected, with the addition of an oxide, the CNTs are more twisted but retain high purity. Interestingly, as shown in panels I and J, the diameter of the carbon nanotubes ranges from 70 to 90 nm, which is smaller than the 100 nm generally observed in electrolytes without added oxides.

A, B Edge and top view of the 2-sided 6 × 8 cm active area Muntz brass cathode with the post-electrolysis cooled product. C–J SEM images of the product from 4 h of electrolysis conducted at 770 °C and J = 0.6 A/cm2 with a stainless steel 304 anode at a 96 cm2 area brass cathode. The SEM magnification is C: 550×, D, E: 5000×, F, G 6200×, H 20,000×, or I, J: 110,000× magnification.
Ternary and quaternary SrCO3 electrolytes with boron salts as little as 30% Li2CO3
We previously demonstrated that the addition of boron as a borate salt to lithium electrolyzed during molten carbonate electrolysis dopes CNTs, increasing the conductivity of the CNT product by an order of magnitude27,28,33. Here, the effect of the addition of borax (Na2B4O7•10H2O) to a strontium-rich electrolyte on the purity of a carbon nanotube electrolysis product was investigated. Boraxes lose their water at temperatures greater than 602 °C57. The electrolytes were probed in 75 wt% Li2CO3 electrolytes containing either 24/1, 22/3 or 20/5 wt% SrCO3/wt% borax. Electrolyses were conducted for 4 or 16 h at 0.6 A/cm2 at 800 °C. Each yielded good quality CNTs according to SEM analysis, and their conductivity will be the topic of another study.
We hypothesize that in the high strontium concentration domain, the addition of strontium borate as a ternary compound to the binary SrCO3/Li2CO3 system may also improve mass transfer by increasing strontium solubility and decreasing the viscosity. In addition to adding another soluble component to the mixture, which tends to decrease the required Li2CO3 required in electrolyte, in particular, we have observed that borate addition boron dopes and enhances the conductivity of the carbon nanotubes to facilitate the carbon nanotube growth27,28,33. SrB4O7 was synthesized by the reaction of SrCO3 + 4H3BO3 (boric acid), ground together, heat 4 h at 600 °C, reground, then heated overnight at 900 °C forming SrB4O7 and confirmed by XRD. The electrolysis is conducted in 770 °C electrolyte at a current density of 0.6 A/cm2. As seen in Fig. 11, a high-purity CNT product is formed in this low 30 wt% Li2CO3 concentration, and high 70 wt% Sr salt electrolyte. The product again continues to be the high-purity CNTs observed as those occurring as the product of lower concentration SrCO3 electrolyses.

A–E SEM of the product from the 4-h electrolysis conducted at 770 °C and J = 0.6 A/cm2 with a stainless steel 304 anode at a 96 cm2 area brass cathode. The SEM magnification is: A 5000×, B–D 6200×, E 20,000×, or F 110,000× magnification.
A straightforward quaternary SrCO3 electrolyte also containing, only 30 wt% Li2CO3 and boron, leads to the electrosynthesis of high-purity carbon CNTs. Rather than an initial step of the synthesis of SrB4O7, instead boron oxide (B2O3 mp 450 °C) was added directly as a component in the electrolyte. Additionally, strontium oxide was added and the solid mix was heated to 800 °C for the electrolysis. Specifically, a 62 wt% SrCO3, 6 wt% B2O3 and 2 wt% SrO electrolyte contains only 30 wt% Li2CO3. Electrolysis was conducted in this electrolyte at 770 °C at current density of 0.6 A/cm2 for 4 h. The product of this electrolysis are high-purity CNTs as shown by SEM in Fig. 12.

A–E SEM of the product from the 4-h electrolysis conducted at 770 °C and J = 0.6 A/cm2 with a stainless steel 304 anode at a 96 cm2 area brass cathode. The SEM magnification is: A 200×, B 500×, C, D 6200×, E 20,000×, or F 110,000× magnification.
Ternary and quaternary 30 wt% Li2CO3 electrolyte generates useful CNTs and are based on a readily available and underutilized SrCO3 resource. The electrolytes represent a substantial cost reduction to a major component of the C2CNT decarbonization process.
A nano-onion product and strontium electrolyte with sodium, barium, or boron salts
Interestingly, as shown in Fig. 13, an electrolyte with a low concentration of sodium carbonate can generate a high-purity carbon nano-onion (CNO) product rather than a CNT product. Using a lithium electrolyte without other alkali or alkali earth cations, we previously demonstrated the production of carbon nano-onions, such as in Li2CO3 containing concentrated (5.9 m) Li2O34. As shown in the figure, we instead generated carbon nano-onions using a high strontium concentration electrolyte at 770 °C in a 41%/54%/5% lithium carbonate/strontium carbonate/sodium carbonate mixture at 0.6 A/cm2. Electrolysis (in the 3rd electrolysis run) generated >90% pure carbon nano-onion products. The percentage of carbon nano-onions in the product increased from 35% CNO after the first electrolysis to 65% CNO after the second electrolysis, to 65% CNO after the third electrolysis still occurred in the same electrolyte and yielded 95% pure CNO at the same electrodes (as shown in Fig. 13 panels B–F). Along with the CNOs, the third electrolysis product contained less than 1% CNTs as shown in panels B–F. A subsequent fourth electrolysis continued to yield similar high-purity CNOs. SEM image of a run of the electrolyte batch that had a lower CNO product is shown in Fig. 13 panel A. The results revealed a mixture of CNTs, CNO, and carbon nanobamboo products, indicating that the growth of the three GNC products was interrelated. The high-purity CNO product was also observed at 770 °C in the 65%/25%/10% lithium/strontium/sodium carbonate mixture at 0.2 A/cm2.

A shows an SEM image of a lower CNO product purity previously grown in the same electrolyte, which shows a mixture of CNTs, CNO, and carbon nanobamboos. Panels (B) through (G) show the SEM images of a product with a pure CNO product. Electrolyses were conducted in 54 wt% SrCO3, 41 wt% Li2CO3, and 5 wt% Na2CO3 in an electrolyte at 770 °C and J = 0.6 A/cm2 utilizing a stainless steel 304 carbon pot as the anode and a 168 cm2 area brass cathode. The SEM magnifications are A 6200×, B 500×, C 5000×, D 6200×, E 20,000×, and F 110,000× magnification.
The carbon nano-onion product is also generated in the absence of sodium carbonate when electrolysis is perturbed, such as by lowering the cell temperature or by changing the electrolysis anode. For example, when a cell is lined with Nichrome A over the stainless steel of a carbon pot, the anode becomes Nichrome A (composition 80% Ni and 20% chrome), rather than 304 stainless steel, and iron is effectively excluded from the cell. We demonstrated that modifying and inhibiting transition metal nucleation can enhance carbon nano-onion formation34. Electrolysis in this Nichrome A anode cell at 770 °C electrolysis in 75%/25% lithium carbonate/strontium carbonate at 0.2 A/cm2 produced 90% carbon nano-onions according to SEM inspection.
Quinary and senary SrCO3 electrolytes with as little as 20% Li2CO3
Sodium carbonate was added as an alternative ternary component to the strontium/lithium binary mixture, for the reason that Na2CO3 adds an additional high solubility component to the electrolyte39, to probe alternative low lithium carbonate domains. A mixture comprising 1/3 of Li2CO3, 1/3 of SrCO3, and 1/3 of Na2CO3 was fully molten at 750 °C, and at 750 °C, a 4-h electrolysis was conducted at 0.2 A/cm2. The CNT product was of good quality and 80–90% purity according to inspection via SEM; although, it was not as high as the >> 90% purity evident in the unitary Li2CO3 and binary or ternary Li2CO3/SrCO3 electrolytes in Figs. 5–12. However, as expected from the sodium-containing electrolysis potentials in Fig. 2, the electrolysis potential was 0.6 V higher than that of the Na-free electrolytes. The 45 wt% Li2CO3, 45% SrCO3, 9 wt% Na2CO3 and 1% Li2O2 concentrations were again higher in voltage, and at 750 °C, 4 h of electrolysis at 0.4 A/cm2 resulted in good quality CNT products at 85–90% purity.
A lower concentration of Na2CO3, along with a high concentration of SrCO3 electrolyte, facilitated CNT formation, albeit at a lower quality. This 770 °C electrolysis at 0.6 A/cm2 in 50%/45%/5% lithium carbonate/strontium carbonate produced 80% purity CNTs according to SEM inspection. The addition of 1% strontium oxide consistently yielded improved, good-quality 85% purity CNT formation in 770 °C electrolytes at 0.4 or 0.6 A/cm2 in 40%/50%/9% or in 40%/54%/5% lithium carbonate/strontium carbonate/sodium carbonate electrolytes containing 1 wt% strontium oxide.
Without added oxide, a 50% strontium carbonate electrolyte containing barium 25% carbonate did not produce CNOs nor CNTs (<10%); this electrolyte was electrolyzed at 770 °C and 25 wt% Li2CO3/50 wt% SrCO3/25 wt% BaCO3 at 0.6 A cm2. An electrolyte containing both sodium carbonate and barium oxide further increased the electrolysis potential by 0.1 V and generated <50% lower quality purity CNTs at 0.07, 10, 0.20, or 0.40 A/cm2 in 40 wt% SrCO3, 40 wt% Li2CO3, 15 wt% Na2CO3, and 5 wt% BaO electrolyte at 775 °C.
The electrolytic splitting of CO2 with electrolytes containing only 30% Li2CO3, such as the ternary and quaternary electrolyte mixture carbon nanotube products in Figs. 11, 12, achieve the goal in which low availability and expensive Li2CO3 is no longer a major component of the molten carbonate decarbonization system. A quinary electrolyte that contained only 30% Li2CO3 and split CO2 to produce high-quality carbon nanotubes added strontium chloride to the electrolyte and contained wt% 20/57/5/2/6 of Li2CO3/SrCO3/2% SrO/B2O3. The synthesis at 800 °C used the same Muntz brass and 304 stainless electrodes and an electrolysis current density of J = 0.6 A/cm2 from 770 °C electrolysis in pure Li2CO3
It is expected, and observed that higher component electrolytes will have the capability to facilitate further dissolution of non-Li components in the molten carbonate decarbonization electrolyte, and thereby to lower lithium carbonate to less than 30. Such extended details should be pursued in further studies. Although this 30% objective has been reached, we will note here that we have further synthesized a high-quality carbon nanotube product with a quinary (5 component) 25% Li2CO3 800 °C electrolyte consisting of wt% 25/62/5/2/6 of Li2CO3/SrCO3/Na2CO3/SrO/B2O3 under the same 800 °C electrolysis conditions. In another quinary electrolyte producing a good CNT product, we have further decreased the Li2CO3 content to 20% with an electrolyte of 20/62/10/2/6 of Li2CO3/SrCO3/Na2CO3/SrO/B2O3. Finally, in a senary (six component) electrolyte producing a good CNT product under the same electrolysis conditions consists of wt% 20/57/10/2/6/5 Li2CO3 / SrCO3/Na2CO3/SrCl2/SrO/B2O3.
Cost analysis of C2CNT decarbonization
This brief analysis draws comparisons with the cost structure of a well-established industry: aluminum production. The C2CNT process shares several characteristics with aluminum smelting. Both involve molten electrolysis and do not require noble or exotic materials. Aluminum smelting converts aluminum oxide into aluminum metal, while C2CNT produces carbon nanotubes from carbon dioxide. Aluminum smelting operates at around 960 °C in a molten cryolite (sodium fluoroaluminate) electrolyte, while C2CNT operates in molten carbonate. Both processes function at high current densities (hundreds of mA per cm²) and exhibit low polarization. The electrolysis chambers in both processes are constructed from common metals, standard insulators (such as kiln or “firebricks”), and control equipment. In aluminum smelting, electrolysis is driven at approximately 4 volts, utilizing 3 electrons per aluminum atom.
A summary of Al production costs per tonne of Al, based on market costs, is presented in Table 1. These costs are averaged from similar values in several studies58,59,60,61,62. The $2005 in costs are consistent with today’s market value of $2400 per tonne of aluminum63. The costs consist of: Consumable Expenses including materials (52% including alumina, carbon, and cryolite), Electricity: 32%, Labor: 8%, and Capital Expenses (amortized cost of electrolyzers, processing equipment, and miscellaneous overhead). For each tonne of aluminum, the production consumes 5.69 tonnes of alumina (refined bauxite), 0.40 tonne of carbon, and 0.126 tonnes of cryolite62. Note that the energy required for aluminum production comes from two sources: electricity and the energy released from the consumed carbon anode.
As shown in Table 1, the C2CNT process differs from aluminum smelting in that it uses a low-cost oxide—carbon dioxide—rather than aluminum oxide (alumina processed from NaOH-treated bauxite). Both processes are straightforward, high-current-density electrochemical methods involving molten electrolytic reduction of oxides. The C2CNT process operates under somewhat milder conditions at approximately 770 °C in a less toxic, molten carbonate electrolyte, and to a first order of approximation, both processes will be assumed to have the same labor costs, tonnage of electrolyte consumption, and capital costs. Whereas, Al production requires ~13 MWh per ton of aluminum at $0.05/kWh, C2CNT production requires less energy (7 MWh) per ton of carbon nanotubes based on the 4-electrons per carbon dioxide splitting. The electrolysis voltage varies from 0.8 V to up to 2 V1,2, and an electrical cost of $360 per ton CNT. A major difference in the cost structure is based on electrolyte cost. Whereas costs are ~$1000 per tonne cryolite64, and ~$1040 per tonne strontium carbonate45, lithium carbonate costs are ~$15,000 per tonne46. For the 0.126 tonne of electrolyte, this yields comparative total tonnage costs of $2005 for aluminum, only $791 per tonne for CNTs based on the SrCO3 (note high, but not 100%, SrCO3 electrolyte was demonstrated in this study), and $2610 per tonne based on the Li2CO3 electrolyte. These CNT will fluctuate with the large variation in Li2CO3 cost and the electrolyte waste per tonne of CNT produced (which is assumed here as similar to that of Al production). Note, that the dominant cost in CNT production is the electrolyte and total costs for CO2 splitting to carbon nanotubes are over 3-fold higher for the lithium carbonate compared to the new strontium carbonate chemistries. Substantial fluctuations in lithium carbonate due to growing EV demand can further exacerbate this price differential.
The value of carbon nanotubes is considerably higher than that of aluminum or the estimated C2CNT production costs in Table 1. The large price range reflects the different costs of industrial compared to high purity grade carbon nanotubes65. Carbon nanotubes have found applications in materials such as medicine, polymers, batteries, cement, and textiles13,14,15,16,17,18,19,20,21,22,23. A principal advantage of the C2CNT process is that the graphene nanocarbon products are made from CO2. With the larger diameter C2CNT CNTs, there is a greater number of concentric cylindrical walls of graphene. These increased-diameter CNTs exhibit a propensity for higher electrical and thermal conductivity, greater rigidity, enhanced electromagnetic radiation absorption, and better (Li-ion) charge storage. The high electrical storage capacity of C2CNT synthesized CNTs has been demonstrated29, their use in strengthened polymers presented66, and synthesis procedures for doped, helical, magnetic, thin, thick, tangled, straight, long, and bamboo and pearl morphology hollow core CNTs presented4,5,27,28,30,31,32,33.
Conclusions
We have presented in this study a sustainability advance in decarbonization technology to directly address global warming, and removal of the greenhouse gas carbon dioxide. The molten Li2CO3 transformation of CO2 to oxygen and graphene nanocarbons, is a large scale process of CO2 removal to mitigate climate change. Sustainability benefits include the stability and storage of the products, and the GNC product value is an incentive for carbon removal. However, the high cost of the Li2CO3 electrolyte and its competitive use as the primary raw material for EV batteries are obstacles.
Lithium carbonate is less available than strontium carbonate, both due to its lower natural abundance and because of the increasing demand for lithium carbonate for EVs and Li-ion batteries. The high cost of lithium carbonate has been suggested as an impediment to molten carbonate decarbonization by C2CNTs. The carbonate carbonization electrolytes prepared from concentrated strontium carbonate demonstrated in this study are substantially more cost-effective than lithium-based electrolytes. The incompatibility of the high solidus point of SrCO3 with the preferred molten carbonate decarbonization range of <800 °C has been overcome by determining that strontium carbonate is unusually soluble (to 65% at 790 °C in lithium carbonate). Ternary or higher carbonate mixed electrolytes can further decrease the lithium concentration in the carbonate electrolyte. The thermodynamic equilibrium for the affinity of strontium carbonate to absorb and release carbon dioxide was calculated and shown to be comparable to that of lithium carbonate and shown to be substantially different from that of the other corresponding alkali and alkali earth carbonate equilibria.
The use of a low-Li electrolyte that can provide an electrolyte melting point within the optimal C2CNT process range for CO2 to GNC growth between approximately 700 °C and approximately 800 °C has been investigated for concentrated strontium carbonate electrolytes. The electrochemical potential of molten carbonate electrolysis was investigated, and the results showed that the electrolysis potential is low for both pure lithium and binary strontium/lithium electrolytes but higher for sodium or barium carbonate electrolytes.
Low-lithium electrolysis was performed using a vertical planar Muntz brass, cathode and vertical anodes composed of stainless steel. Effective high-concentration strontium-based electrolytes that produce high-quality GNC products include both binary mixtures (for example, strontium carbonate/lithium carbonate or strontium oxide/lithium carbonate) and ternary mixture electrolytes (for example, strontium carbonate/lithium carbonate/strontium oxide or borate or sodium salts).
A high current density of 0.6 A/cm2 is consistent with industrial-rate electrochemical processes. Binary and ternary strontium carbonate electrolytes were systematically probed for CO2 electrolytic decarbonization. At 770 °C and a high current density of 0.6 A/cm2, 64 wt% SrCO3, 35 wt% Li2CO3, and 1 wt% SrO are among those demonstrated to be effective for high-purity carbon nanotube electrosynthesis and substantially decrease the concentration of lithium carbonate required in the electrolyte. Another concentrated strontium carbonate electrolyte, consisting of 54 wt% SrCO3, 41 wt% Li2CO3, and 1 wt% SrO, is effective for high-purity carbon nano-onion production.
Methods
Materials
Lithium carbonate was purchased at a battery grade >99.5% and was used as received. The lithium carbonate had a compositional composition of 99.8% (Li2CO3, Green Chemical Co.). The strontium carbonate used was 99.4% pure SrCO3 (Shendong Zhi Chemical Co. Strontium oxide, SrO (99% purity, Chemsavers) was used as an electrolyte component in this study. A lower purity SrCO3 (98.6%; Hengshui Haoye Co.) tested, containing minor ternary mixture components (0.8% BaCO3 and 0.2 wt% CaCO3) and had comparable solubility to the higher grade SrCO3 shown in the solubility section. BaCO3 (Alfa Aesar, 99.5%), Na2CO3 (Alfa Aesar, 99%), Li2O (Alfa Aesar, 99.5%), and BaO (Alfa Aesar, 97%) are also combined to form various molten electrolytes.
Muntz brass (0.25 inches thick in <2000 cm2 electrolyses and 0.5 inches thick in the larger cathode study) is a high-zinc brass alloy composed of 60% copper and 40% zinc; this material is also referred to as 280 brass. This material serves as the cathode and was purchased from onlinemetals.com and in larger quantities from Marmetal Industries. Electrolysis was conducted in 304 stainless steel “carbon pots”. The pot acts as both the cell case and its inner walls serve as the anode. In one case, as delineated in the text, the inner wall of the pot was lined with Nichrome A to serve as an alternative electrolysis anode.
Electrolysis and purification
The specific electrolyte compositions are premixed by weight at the noted ratios for each of the electrolytes described. For the electrolysis potential measurements, the electrolyte to be studied was melted at 770 °C in a small (12 cm × 1 × 2 cm × 15 cm tall) 304 stainless steel. A 0.2 cm wide, 1.5 cm long Muntz brass cathode wire was placed 3 mm from a flat, oversized (3 cm × 6 cm) 304 stainless steel anode and immersed in the electrolyte. Electrolysis potentials were measured. Fixed galvanostatic currents were applied, and electrolysis was measured via a DataQ DAQ interface.
For the electrolysis experiments, a variety of 304 stainless steels were used. In each case, the cathode is mounted vertically in the electrolyte and across the carbon pot wall, serving as an anode and immersed. Large cathodes, such as those pictured in Figs. 1, 8, are maintained in large thermostatically controlled kilns, as shown in Fig. 14. These kilns simultaneously sustain electrolysis in several carbon pots. The electrolyte has a strong affinity for CO2 from the open air, and air was used as the CO2 source. The kilns shown in Fig. 14 can also be configured for effective use as an alternative CO2 source and direct feed of 5% CO2 emissions from the adjacent 860 MW (Shepard, Calgary Canada) natural gas electric power plant. The electrodes are immersed subsequent to electrolyte melt. Once melted, the electrolyte under investigation was maintained at 750 °C to 800 °C, as noted in the text and the figure legends. Electrolysis was conducted galvanostatically with a constant current density. CO2 is transformed to carbon, and grows at the cathode as a carbanogel containing a matrix of graphene nanocarbons (GNCs) and a molten electrolyte.

The decarbonization kilns are onsite at Carbon Corp in Calgary, Canada.
After electrolysis, the raw product from the cathode is cooled, collected from the cathode, ground, remelted, pressed and/or washed with aqueous acid. The washed carbon product was separated by vacuum filtration. The washed carbon product was dried overnight at 60 °C in an oven, yielding a black powder product.
Details of the pressing procedure used to remove excess electrolyte from the product are available67,68. This study focused on the optimization of the electrolyte conditions, and for that purpose, a cooled carbanogel containing electrolyte removed from the cathode was retained for use. The hot carbanogel containing molten electrolyte may be pressed directly from the still-hot cathode. This will be shown in subsequent studies.
Characterization
The carbon products were washed and analyzed by PHENOM Scanning Electron Microscopy and TGA, and is in conjunction with TEM, TEM HAADF, Raman, and XRD, we previously characterized the carbon nanotube products as detailed in the Supplementary Material. In this case, the product purity from 770 °C electrolysis in pure Li2CO3 is high-purity multiwalled carbon nanotubes. The CNT walls and the CNT hollow cores are evident in panels A and D of supplementary SI Fig. S2. The CNT tip is comprised of carbon, surrounding the nucleation metals of iron with a smaller concentration of nickel in panels C. At higher TEM magnification, the individual, concentric graphene walls are, shown separated by the representative 0.34 nm inter-graphene layer spacing in A-1 panels B1-1, and the pure carbon composition of the CNT cross-section is presented in the bottom righthand panel of Fig. S2. As previously delineated, the CNT diameter and number of graphene walls initially increases with growth time and approaches a limiting diameter36. Presumably, the limiting diameter occurs as the nucleating transition metal becomes increasingly buried within the CNT tip. This limit will depend on electrochemical conditions30. As one example, after 5, 15, or 90 min of electrolytic growth, the hollow core CNTs grew respectively from 18 to 39 to 142 graphene walls and respectively of 22, 47 to 116 nm diameters in molten 770 °C Li2CO336. SEM, shown in Fig. 5, were performed with a PHENOM Pro-X SEM (with Energy Dispersive Spectroscopy, EDS), and Figs. 6–11 were measured with a PHENOM Pro-XL High THROUGHPUT SEM. TGA were performed with a Perkin Elmer STA 6000 TGA/DSC instrument with autosampler instrumentation.
Data availability
The source data that support the findings of this study are available from the corresponding authors upon reasonable request. Source data are provided within this paper and in the Supplementary Material.
References
Ren, J., Li, F.-F., Lau, J., Gonzalez-Urbina, L. & Licht, S. One-pot synthesis of carbon nanofibers from CO2. Nano Lett. 15, 6142–6148 (2015).
Ren, J., Lau, J., Lefler, M. & Licht, S. The minimum electrolytic energy needed to convert carbon dioxide to carbon by electrolysis in carbonate melts. J. Phys. Chem. C. 119, 23342–23349 (2015).
Ren, J. & Licht, S. Tracking airborne CO2 mitigation and low cost transformation into valuable carbon nanotubes. Sci. Rep. 6, 27760–27761–11 (2016).
Liu, X., Licht, G. & Licht, S. Controlled transition metal nucleated growth of unusual carbon allotropes by Molten Electrolysis of CO2. Catalysts 12, 125 (2023).
Liu, X., Licht, G. & Licht, S. Controlled transition metal nucleated growth of carbon nanotubes by Molten Electrolysis of CO2. Catalysts 12, 137 (2023).
Liu, B. & Ma, S. Precise synthesis of graphene by chemical vapor deposition. Nanoscale 16 4407–4433 (2024).
Singh, M. V., Tiwari, A. K. & Gupta, R. Catalytic chemical vapor deposition methodology for carbon nanotubes synthesis. Chem. Sel. 8, e202204725 (2023).
Pant, M., Singh, R., Negi, P., Singh, R. & Tiwari, K. A comprehensive review on carbon nanotube synthesis using chemical vapor deposition. Materials Today, Proc. 46, 11250–11253 (2021).
Sivamaran, V. et al. Carbon nanotubes, nanorings, and nanospheres: synthesis and fabrication via chemical vapor deposition—a review. Nanomater. Nanotechnol. 12 https://doi.org/10.1177/18479804221079495 (2022).
Manawi, Y. M., Ihsanullah, Samara, A., Al-Ansari, T. A. & Atieh, M. A review of carbon nanomaterials’ synthesis via the chemical vapor deposition (CVD) method. Materials 11, 1050833 (2018).
Khanna, V., Bakshi, B. R. & Lee, L. J. Carbon Nanofiber Production: Life cycle energy consumption and environmental impact. J. Ind. Ecol. 12, 394–410 (2008).
Xie, Z. et al. CO2 fixation into carbon nanofibers using electrochemical–thermochemical tandem catalysis. Nat. Catal. 7, 98–109 (2024).
NanoCarbon: A Wonder Material for Energy Applications. Gupta, R. K., Ed. Springer, Singapore (2024).
Speranza, G. Carbon nanomaterials: synthesis, functionalization and sensing applications. Nanomat 11, 967 (2021).
Brito, C. L. et al. A review on carbon nanotubes family of nanomaterials and their health field. ACS Omega 9, 8687–8708 (2024).
Ali, Z. et al. Critical review on the characterization, preparation, and enhanced mechanical, thermal, and electrical properties of carbon nanotubes and their hybrid filler polymer composites for various applications. Compos. Part C. 13, 100434 (2024).
Rahman, M. M., Asiri, A. M. & Chowdhury, M. A., Carbon Nanotubes - Recent advances, new perspectives and potential applications (IntechOpen, London, 2023).
Guo, H.-L. et al. Properties and defense applications of carbon nanotubes. J. Phys. Conf. Ser. 2478, 042010 (2023).
Maheswaran, R. & Shanmugavel, B. P. A critical review of the role of carbon nanotubes in the progress of next-generation electronic applications. J. Electron. Mat. 51, 2787–2800 (2022).
Rao, R. K., Gauttham, S. & Sasmal, S. A comprehensive review on carbon nanotubes based smart nanocomposites sensors for various novel sensing applications. Polymer Rev. 64, 575–638 (2024).
Cai, Y. et al. Application and structure of carbon nanotube and graphene-based flexible electrode materials and assembly modes of flexible lithium-ion batteries toward different functions. Front. Carbon https://doi.org/10.1007/s11708-024-0911-2 (2024).
Nimthra, K. C., Fiji, A., George, T. M., Henri, V., Maria, H. J. & Thomas, S. Carbon nanotube filled rubber nanocomposites. Front. Carbon 3, 1–19 (2024).
Bajad, M. N. Cement-based composites containing carbon nanofibers and carbon nanotubes. Curr. Mat. Sci. 17, 240–250 (2024).
Ahlawat, J. et al. Application of carbon nano onions in the biomedical field- recent advances and challenges. Biomater. Sci. 9, 626–666 (2020).
Vindhyasarumi, A. et al. A comprehensive review on recent progress in carbon nano-onion based polymer nanocomposites. Eur. Polym. J. 194, 112143 (2023).
Kausar, A. & Ghavanloo, E. Carbon nano-onions reinforced nanocomposites: fabrication, computational modeling techniques and mechanical properties Solid State. Mat. Sci. 50, 2322954 (2024).
Johnson, M. et al. Carbon nanotube wool made directly from CO2 by molten electrolysis: value driven pathways to carbon dioxide greenhouse gas mitigation. Mater. Today, Energy 5, 230–236 (2017).
Johnson, M. et al. Data on SEM, TEM and Raman spectra of doped, and helic carbon nanotubes made directly from CO2 by molten electrolysis. Data Br. 14, 592–606 (2017).
Licht, S. et al. Carbon nanotubes produced from ambient carbon dioxide for environmentally sustainable lithium-ion and sodium-ion battery anodes. ACS Cent. Sci. 2, 162–168 (2016).
Wang, X., Liu, X., Licht, G. & Licht, S. Calcium metaborate induced thin walled carbon nanotube syntheses from CO2 by molten carbonate electrolysis. Sci. Rep. 10, 15146 (2020).
Liu, X., Licht, G. & Licht, S. The green synthesis of exceptional braided, helical carbon nanotubes and nanospiral platelets made directly from CO2. Mat. Today, Chem. 22, 100529 (2021).
Wang, X. et al. Magnetic carbon nanotubes: carbide nucleated electrochemical growth of ferromagnetic CNTs from CO2. J. CO2 Util. 40, 101218 (2020).
Ren, J., Johnson, M., Singhal, R. & Licht, S. Transformation of the greenhouse gas CO2 by molten electrolysis into a wide controlled selection of carbon nanotubes. J. CO2 Util. 18, 335–344 (2017).
Liu, X., Ren, J., Licht, G., Wang, X. & Licht, S. Carbon nano-onions made directly from CO2 by molten electrolysis for greenhouse gas mitigation. Adv. Sustain. Syst. 3, 1900056 (2019).
Wang, X., Licht, G., Liu, X. & Licht, S. One pot facile transformation of CO2 to an unusual 3-D nan-scaffold morphology of carbon. Sci. Rep. 10, 21518 (2020).
Liu, X., Wang, X., Licht, G. & Licht, S. Transformation of the greenhouse gas carbon dioxide to graphene. J. CO2 Util. 36, 288–294 (2020).
Wu, H. et al. One-pot synthesis of nanostructured carbon materials from carbon dioxide via electrolysis in molten carbonate salts. Carbon 106, 208–217 (2016).
Licht, S. Stabilization of STEP electrolyses in lithium-free molten carbonates. arXiv: 1209.3512 [physics.chem-ph] (2012).
Wang, X., Liu, X., Licht, G., Wang, B. & Licht, S. Exploration of alkali cation variation on the synthesis of carbon nanotubes by electrolysis of CO2 in molten carbonates. J. CO2 Util. 18, 303–312 (2019).
Licht, S., Cui, B. & Wang, B. STEP carbon capture – the barium advantage. J. CO2 Util. 2, 58–63 (2013).
Licht, S. et al. STEP cement: solar thermal electrochemical production of CaO without CO2 emission. Chem. Commun. 48, 6019–6021 (2012).
Licht, S. Coproduction of cement and carbon nanotubes with a carbon negative footprint. J. CO2 Util. 18, 378–389 (2017).
Licht, G., Wang, X., Liu, X., Licht, S. CO2 Utilization by electrolytic splitting to carbon nanotubes in non-lithiated, cost-effective, molten carbonate electrolytes. Adv. Sustain. Syst. 6, 2100481 (2022).
Ptacek, P. et al. The kinetics and mechanism of thermal decomposition of SrCO3 polymorphs. Ceram. Int. 41, 115–126 (2015).
Carbonates; Strontium Carbonate Price, Source: https://www.indexbox.io/search/carbonates-strontium-carbonate-price-china/# (last accessed August 19, 2024).
Lithium carbonate prices, source: https://tradingeconomics.com/commodity/lithium (last accessed April 22, 2024).
McDonough, W. F. Earth’s Core. In: White, W. (eds) Encyclopedia of Geochemistry. Encyclopedia of Earth Sciences Series. Springer, Cham (2017).
Yang, J. et al. Hydrothermal synthesis of SrCO3: Eu3þ/Tb3þ microneedles and their luminescence properties. J. Cryst. Growth 303, 480–486 (2007).
Tipcompor, N., Thongtem, T., Phuruangrat, A. & Thongtem, S. Characterization of SrCO3 and BaCO3 nanoparticles synthesized by cyclic microwave radiation. Mater. Lett. 87, 153–156 (2012).
Garcés, R. S., Torres, J. T. & Valdés, A. F. Synthesis of SrAl2O4 and Sr3Al2O6 at high temperature, starting from mechanically activated SrCO3 and Al2O3 in blends of 3:1 molar ratio. Ceram. Int. 38, 889–894 (2012).
Hazeli, K., Sadeghi, A., Pekguleryuz, M. O. & Kontsos, A. The effect of strontium in plasticity of magnesium alloys. Mater. Sci. Eng. A 578, 383–393 (2013).
Niu, J.-X., Chen, Q.-R., Xu, N.-X. & Wei, Z.-L. Effect of combinative addition of strontium and rare earth elements on corrosion resistance of AZ91D magnesium alloy. Trans. Nonferr. Met. Soc. China 18, 1058–1064 (2008).
Odler, I. Special Inorganic Cements, Taylor & Francis, New York (2004).
Chatterjee, A. K. Re-examining the prospects of aluminous cements based on alkali-earth and rare-earth oxides. Cem. Concr. Res. 39, 981–988 (2009).
Ptáček, P., Soukal, F., Opravil, T. & Bartonickova, E. Synthesis, hydration and thermal stability of hydrates in strontium-aluminate cement. Ceram. Int. 40, 9971–9979 (2014).
Licht, S. et al. New solar carbon capture process: STEP carbon capture. J. Phys. Chem. Lett. 1, 2363–2368 (2010).
Ekmekyapar, A., Baysar, A. & Kunkiul, A. Dehydration kinetics of Tincal and Borax by thermal analysis, Ind. Eng. Chem. Res. 36, 3487–3490 (1997).
Djukanovic, G. Analysis of production costs in the aluminum smelting industry. Aluminum 7-8 28–32 (2012).
Kvande, H. & Drables, P. A. Aluminum smelting process and innovative alternative technologies. JOEM 56, S23–s31 (2014).
Saevarsdottir, G., Kvande, H. & Welch, B. J. Aluminum production in the times of climate change: the global challenge to reduce the carbon footprint and prevent carbon leakage. JOM 72, 296–308 (2002).
Naixiang, F. et al. Towards decreasing energy consumption of aluminum reduction. Light Met. 2014, 517–520 (2014).
Granata, G., Misailidis, N., Ferreira, R., Petrides, D. Aluminum (Aluminium) production utilizing the bayer and hall-heroult process—modeling and techno-economic assessment. SuperPro Designer. https://doi.org/10.13140/RG.2.2.33228.13446 (2021).
Aluminum. Trading Economics. https://tradingeconomics.com/commodity/aluminum. Last accessed Aug. 19, 2024.
The Price Trend of Cryolite Operated on a Wait-and-see Basis in May. SunSirs Commodity News. https://www.sunsirs.com/uk/detail_news-18601.html. Last accessed Aug. 19, 2024.
TIMESNANO. http://www.timesnano.com/en/article.php?prt=1,21. Last accessed Aug. 19, 2024.
Licht, G., Hofstetter, K., Licht, S. Polymer composites with carbon nanotubes made from CO2. RSC Sustainability, 2, 2495–2504 (2024).
Wang, X., Licht, G. & Licht, S. Green and scalable separation and purification of carbon materials in molten salt by efficient high-temperature press filtration. Sep. Purif. Tech. 255, 117719 (2021).
Licht, G., Hofstetter, K., Licht, S. Separation of molten electrolyte from the graphene nanocarbon product subsequent to electrolytic CO2 capture, DeCarbon 4, 100044 (2024).
Linstrom, P. J., Mallard, G. The NIST Chemistry WebBook: A Chemical Data Resource on the Internet. J. Chem. Eng. Data, 46 (2001).
Malcom, J., Chase, W. NIST-JANAF thermochemical tables fourth Ed. American Chemical Society, American Institute of Physics, National Institute of Standards & Technology 1998, https://www.scribd.com/document/173465160/JPCRDM9-NIST-JANAF-Thermochemical-Tables-4th-Edition, http://webbook.nist.gov, retrieved April 22, (2024).
Leader, M. curator, NASA Glenn ThermoBuild thermodynamic database; https://cearun.grc.nasa.gov/ThermoBuild/; last accessed April 17, (2024).
Barin, I. Thermochemical data of pure substances. Part II, ps. 1418 & 1427, VCH, Germany (1989).
Acknowledgements
We are grateful to Molood Nasirikheirabadi, Sam Mirkhani, and Amir-Reza Badri of Carbon Corp. for experimental contributions and to Emissions Reduction Alberta award IT0162473 for partial support of this research.
Author information
Authors and Affiliations
Contributions
G.L. and S.L. designed the research; K.H., G.L. and S.L performed the research; S. L. and G.L. analyzed data and wrote paper.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Communications Chemistry thanks Qiang Zhang and the other, anonymous, reviewers for their contribution to the peer review of this work.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Licht, G., Hofstetter, K., Wang, X. et al. A new electrolyte for molten carbonate decarbonization. Commun Chem 7, 211 (2024). https://doi.org/10.1038/s42004-024-01306-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s42004-024-01306-z
