
Abstract
Materials with well-defined electrical resistivity that does not change with temperature or time are important in robotics, communication and automation. However, the challenge of designing such materials has remained elusive due to the temperature-dependent electron-phonon scattering. Moreover, resistive electrical conductors used in flexible and mobile systems under high mechanical loads must possess both high strength and ductility. Achieving such multi-properties presents a fundamental challenge. Here, we solve this problem by combining multicomponent alloy design with atomic-scale chemistry tuning. We term the resultant material ‘Resinvar’ alloy, due to its invariable resistivity (148 μΩ·cm) over wide temperature ranges from room temperature to 723 K. The alloy also has high tensile strength (948 MPa) at large tensile elongation (53%). The distorted lattice, chemical short-range order and ordered coherent nanoprecipitates in the material enable the invariant resistivity via promoting temperature-independent inelastic electron scattering, and contribute to the excellent strength-ductility synergy by manipulating dislocation slip.
Similar content being viewed by others

Introduction
Materials with electrical resistivity that remains constant over a wide temperature range are essential for providing accurate and stable electrical signals in high precision electronic systems including communication devices1,2,3,4, robotics and automation5, Global Positioning Systems (GPS)6, standard resistors7 and strain sensors8. Current trends in massive automation, digitalization and communication technologies make the need for such precision resistance materials ever more urgent3. Apart from constant electrical resistivity, such materials also require excellent strength and ductility9,10,11 to provide workability12, windability13, abrasion resistance12, and high damage tolerance in manufacturing and service14. Reconciling high and stable electrical resistivity over a wide range of temperatures, manufacturing constraints and service conditions with high strength and ductility poses a long-standing alloy design conflict.
Several design constraints apply: most importantly, temperature changes alter electron-phonon scattering in metals in near exponential dependence15,16, leading to a drastic increase of resistivity with temperature. Second, inelastic conduction electron scattering that can be exploited to make the resistivity less temperature-sensitive is introduced through lattice defects17. These are for example planar defects (interfaces)18, linear defects (dislocations)19 and point defects (solutes and vacancies)20, of which interfaces and solutes have the strongest effect on inelastic electron scattering. The scattering effect by interfaces is limited by the crystalline domain size. It becomes largest for nanocrystalline and amorphous materials. Although effective for enhancing resistivity, both structural states are thermally not stable and embrittle the alloys. Solutes are very efficient inelastic scattering sites and their spacing reaches down to the atomic-scale (as in a solid solution)21. However, high amounts of solutes can promote unwanted stress concentrations22 or lead to coarse intermetallics23, which reduce ductility. Simply refining such second phase precipitates does usually not work because nanoprecipitates are effective for strengthening but they usually have low thermal stability due to the capillary driving force which leads to competitive coarsening, thus changing resistivity24.
To solve this problem, we propose to combine multicomponent alloy (MCA) design approach with atomic-scale chemistry tuning to equip materials with a massive temperature-independent inelastic scattering effect while maintaining microstructure stability and excellent mechanical properties. The resistivity changes due to the thermal dependence of electron-phonon scattering can be weakened and exceeded by the inelastic scattering introduced by static defects. These are solutes, chemical short-range order (SRO) effects and the local coherency stress fields, long-range ordered coherent nanoprecipitates and the coherent interfaces, all scattering mechanisms that enhance resistance to dislocation flow and multiplication leading to good strain hardening, without rendering the material brittle. This becomes possible through combining the theory of inelastic scattering of electrons at single solutes with the approach of entropy-driven massive solid solutions in the form of MCAs25. This combination can allow us to control undesired precipitation effects of brittle intermetallic phases when aiming at a properly maximized solute content.
In this work, we realize the above considerations in form of a non-equiatomic seven-component nickel-chromium-iron-aluminum-manganese-copper-silicon MCA with nominal composition Ni55Cr20Fe10Al8Mn4Cu1Si2 (at. %) based on systematic thermodynamic calculations (See Methods and Supplementary Fig. 1). The thermodynamic alloy design rationale leading us to this specific model system was guided by combining the following aspects: (1) a stable face-centered cubic (FCC) structured massive solid solution matrix consisting of multiple principal elements with high scattering cross section and high inelastic electron scattering; (2) multiple minor alloying elements for enhanced scattering, symmetry breaking and increased lattice distortion; (3) ordered coherent nanoprecipitates with minimal lattice misfit; and (4) short-range ordering. The principal elements Ni, Cr and Fe are employed based on the Ni-Cr-Fe phase diagram (Supplementary Fig. 1d) to construct the stable FCC-γ structure with high lattice distortion and enhanced matrix friction against dislocation motion. Also, these transition elements increase electrical resistivity due to their special d-state electronic structure26,27. Al is used to trigger the formation of ordered L12 nanoprecipitates coherent with the FCC matrix, and promote short-range ordering upon thermal aging treatment28,29. The minor doping elements Mn, Cu and Si are selected to further enhance lattice distortion30 and promote SRO formation31 in the solid solution matrix. The alloy was synthesized by magnetic levitation melting, hot-rolling, homogenization (1373 K for 2 h), cold-rolling, annealing (1223 K for 3 min) and final aging (723 K for 72 h). Processing details and measured bulk chemical compositions are given in Methods. To clarify the mechanisms responsible for the improved electrical and mechanical performance of the MCA, a reference Ni55Cr20Fe25 (at. %) base alloy was also prepared and investigated. Through the final aging treatment (aged at 723 K for 72 h after annealing at 1223 K for 3 min), a multiscale structure is constructed, as demonstrated in detail below.
Results and discussion
Micro-, nano- and atomic-scale structure and chemical features
Fig. 1 shows the structures of the Ni55Cr20Fe10Al8Mn4Cu1Si2 (at. %) MCA after aging at 723 K for 72 h. An FCC-γ matrix is identified based on the X-ray diffraction (XRD) pattern (Fig. 1a) and electron backscatter diffraction (EBSD) phase map (Fig. 1b). The average grain size (excluding twin boundaries) of the aged MCA was measured to be 19 ± 3 μm. Despite a 72 h aging treatment, the multiple elements maintained a homogeneous solid solution when probed at the macro- and micro-scale as revealed by back-scattered electron (BSE) imaging and corresponding energy-dispersive X-ray spectroscopy (EDS) analysis (Supplementary Fig. 2a). Fig. 1c shows a nanoscale view of the material in this state, revealing formation of nanoprecipitates in the otherwise homogeneous matrix through an atom probe tomography (APT) map, using an iso-composition surface of 10.5 at. % Al. The average radius and volume fraction of the nanoprecipitates in the aged MCA sample are 1.53 ± 0.68 nm and 1.4%, respectively. The 1D-proxigram (Fig. 1d) reveals that the nanoprecipitates are enriched with Al while depleted in Cr. The nanoprecipitates hold a composition of Ni56.07Cr13.74Fe9.42Al13.95Mn3.47Cu1.46Si1.89 (at. %), and the FCC-γ matrix has a composition of Ni54.43Cr19.35Fe11.84Al7.77Mn3.67Cu1.07Si1.87 (at. %). The spatial distribution map analysis of the FCC-γ matrix (Supplementary Fig. 3) shows potential ordering features associated with Ni and Al. The nanoprecipitates are invisible in the high angle annular dark field (HAADF) STEM image (Fig. 1e) due to the extremely small lattice misfit (0.056%, see Methods) and similar chemical composition with the adjacent FCC-γ matrix. The selected area electron diffraction (SAED) pattern (inset in Fig. 1e) demonstrates the disordered FCC structure of the γ matrix and the ordered coherent L12 structure of the nanoprecipitates. Fig. 1f further outlines the L12 nanoprecipitates by the dark field (DF) TEM image. Fig 1g, h reveal the atomic-scale structures of the ordered coherent L12 nanoprecipitates and the FCC-γ matrix. The schematics in Fig. 1i illustrate the multiscale structure of the aged MCA at a micro- to atomic-scale. The SRO is not well evidenced by SAED due to its similar electron diffraction spot pattern with that of the ordered L12 nanoprecipitates. Its structure and chemistry have been revealed by high-resolution neutron diffraction and atomic-scale chemical mapping, as presented below.

a, b XRD pattern and EBSD phase map showing the FCC-γ matrix. Source data are provided as a Source Data file. “HAGBs” and “TBs” refer to high angle grain boundaries and twin boundaries, respectively. c 3D reconstruction map of a typical APT tip showing the nanoprecipitates inside the FCC-γ matrix. The interfaces between the nanoprecipitates and FCC-γ matrix are highlighted using iso-composition surfaces of 10.5 at. % Al. The spatial distribution map analysis of the FCC-γ matrix is shown in Supplementary Fig. 3. d 1D-proxigram based on the iso-composition surface with 10.5 at. % Al. Error bars refer to the standard deviations of the counting statistics in each bin of the profiles. Source data are provided as a Source Data file. e HAADF-STEM image showing the nanoscale morphology. f DF-TEM image (corresponding to the small yellow framed region in e) taken with the spot indicated by the yellow circle in the SAED pattern (inset in e). g HR-STEM image with the [001] zone axis and the corresponding FFT pattern (inset). h HR-STEM image showing the atomic-scale structure of the L12 nanoprecipitates. i Schematics showing the micro-, nano- and atomic-scale structures. “SRO” refers to short-range order.
For comparison, the substructures of the as-annealed MCA without aging and also of the reference as-annealed Ni55Cr20Fe25 (at. %) base alloy, exposed to identical annealing conditions, have been probed using the same techniques. The as-annealed Ni55Cr20Fe25 base alloy shows a single FCC-γ structure (XRD and EBSD, Supplementary Fig. 4a, b). Annealing twins are observed and the average grain size (excluding twin boundaries) is 18 ± 4 μm. The three principal elements (Ni, Cr and Fe) are uniformly distributed (SEM-EDS and HAADF-STEM, Supplementary Fig. 4c, d). A single FCC-γ structure is confirmed by SAED (Supplementary Fig. 4e) as well as by HR-TEM and the corresponding FFT pattern (Supplementary Fig. 4f). The as-annealed Ni55Cr20Fe10Al8Mn4Cu1Si2 (at. %) MCA also exhibits an FCC-γ matrix with annealing twins (Supplementary Fig. 5a, b). The average grain size (excluding twin boundaries) is 18 ± 4 μm, which is comparable to that of the as-annealed base alloy and the aged MCA. The multiple elements (Ni, Cr, Fe, Al, Mn, Cu and Si) did not show a heterogeneous distribution at the macro- and micro-scale (Supplementary Fig. 5c). We further characterized the material down to near-atomic-scale by APT, and found that nanoprecipitates are dispersed in the FCC-γ matrix of the as-annealed MCA (Supplementary Fig. 5d, iso-composition surface 10.5 at. % Al). The average radius and volume fraction of the nanoprecipitates are 1.67 ± 0.73 nm and 1.6%, respectively. The 1D-proxigram (Supplementary Fig. 5e) suggests that the nanoprecipitates have an average composition of Ni54.46Cr14.66Fe10.08Al14.04Mn3.44Cu1.36Si1.96 (at. %), whereas the FCC-γ matrix has a composition of Ni54.23Cr19.30Fe12.11Al7.75Mn3.69Cu1.04Si1.88 (at. %). Two sets of diffraction spots stemming from the FCC-γ matrix and the ordered coherent L12 nanoprecipitates, respectively, are found in the SAED pattern of the as-annealed MCA (Supplementary Fig. 5g), which is similar to that of the aged MCA (aged at 723 K for 72 h after annealing at 1223 K for 3 min). The HR-STEM image and the corresponding FFT pattern (Supplementary Fig. 5h) further reveal the atomic-scale structure of the ordered coherent L12 nanoprecipitates. The particle sizes, shape and volume fraction of the L12 nanoprecipitates in the aged MCA are close to those in the as-annealed MCA, which further underpins the thermal stability of the nanoprecipitates at 723 K.
Resistive electrical properties
Fig. 2a presents the typical curves of electrical resistivity (ρ) with respect to temperature (T) for the aged MCA (aged at 723 K for 72 h after annealing at 1223 K for 3 min) and the two reference as-annealed materials (annealed at 1223 K for 3 min without aging), i.e., the as-annealed base alloy (AN base) and the as-annealed MCA (AN MCA). The resistivity of the aged MCA is practically constant with a value of ~148 μΩ·cm between room temperature (RT) and 723 K, showing an extremely low temperature coefficient of resistivity (TCR) with an absolute value of ~6.4 × 10−6 /K, i.e., nearly zero. Within the identical temperature range, the resistivity of the as-annealed base alloy increases from 110 μΩ·cm to 117 μΩ·cm, while that of the as-annealed MCA increases from 133 μΩ·cm to 136 μΩ·cm. Accordingly, the absolute TCR values of the two reference alloys are ~1.5 × 10−4 /K and ~5.2 × 10−5 /K, respectively. The results suggest that, apart from the extremely stable resistivity, the aged MCA has significantly higher resistivity than the two reference materials, as well as the typical commercial Ni80Cr20 resistance alloy32 in the probed temperature range.

a Typical curves of ρ with respect to T in the temperature range from room temperature to 800 K for the three alloys. b, c Variations of ρ with temperature and time for the Resinvar alloy. Source data are provided as a Source Data file.
The electrical resistivity curve of the aged MCA upon cyclic heating and cooling in Fig. 2b further reveals the constant behavior of the resistivity between RT and 723 K. The absolute TCR values of the four stages, i.e., stage I (first heating), II (first cooling), III (second heating) and IV (second cooling) are ~4.1 × 10−6 /K, 7.0 × 10−6 /K, 7.9 × 10−6 /K and 8.2 × 10−6 /K, respectively. The resistivity of the aged MCA remains stable after 168 h at 723 K followed by cyclic cooling and heating (Fig. 2c, Supplementary Table 2). Even after 1200 h at 723 K (Supplementary Fig. 7), the high resistivity (~148 μΩ·cm) remains nearly constant, underpinning its time-independent response to aging. More resistivity curves under prolonged exposure to varying temperatures (Supplementary Fig. 8) and the corresponding TCR values (Supplementary Table 3) of the aged MCA (Resinvar alloy) further reveal its temperature- and time-independent high resistivity between RT and 723 K. Also, the Resinvar alloy exhibits lower thermal expansion coefficient (14.68 × 10−6 /K between room temperature and 723 K) compared with that of the commercial Ni80Cr20 resistance alloy (18 × 10−6 /K between room temperature and 373 K)33, as shown in Supplementary Fig. 6.
Mechanisms for the stable and high electrical resistivity
To further reveal the atomic-scale structures which are essential for understanding the mechanisms responsible for the stable and high electrical resistivity, high-resolution neutron diffraction was performed on the aged MCA (Resinvar alloy, aged at 723 K for 72 h after annealing at 1223 K for 3 min) and the reference as-annealed MCA (annealed at 1223 K for 3 min without aging). As shown in Fig. 3a, both alloys exhibit diffraction peaks corresponding to FCC-γ matrix and L12 nanoprecipitates which overlap due to the minimal lattice misfit (0.056% for the aged MCA and 0.084% for the as-annealed MCA, see Methods). Fig. 3b, c reveal extra reflections from SRO, i.e., {310}SRO, {300}SRO, {211}SRO and {210}SRO, in the Resinvar alloy. It is worth noting that these reflections are not distinctly detected in the as-annealed MCA, demonstrating insignificant atomic-scale ordering. This suggests that the aging treatment promotes the formation of SRO. Also, the Resinvar alloy exhibits lattice contractions (Fig. 3d–g) when compared to the as-annealed MCA. More specific, the lattice parameters of the FCC-γ matrix in the Resinvar alloy and the reference as-annealed MCA are 3.582 Å and 3.586 Å, respectively. To visualize the chemical characteristics of the SRO in the Resinvar alloy, atomic-scale STEM-EDS maps obtained with [011] axis are shown in Fig. 3h. The maps of Ni, Cr, Fe, Al, Mn, Cu and Si, as well as the corresponding line profiles of the atomic fractions (Supplementary Fig. 9) suggest that the compositional fluctuations of Ni and Cr exhibit a rather opposite trend while Ni and Al show a similar tendency. This is consistent with the observed Ni-Al ordering features identified through APT analysis (Supplementary Fig. 3). The close-up map of Ni-Al in Fig. 3h further reveals Ni-Al pairs in the Resinvar alloy, indicating that the SRO detected by the neutron diffraction is of a Ni-Al type.

a Neutron diffraction patterns of the aged MCA (red line) and the reference as-annealed MCA (AN MCA, navy blue line). Source data are provided as a Source Data file. b, c Enlarged view of the {310}SRO, {300}SRO, {211}SRO and {210}SRO reflections showing the occurrence of SRO in the aged MCA. d–g Enlarged view of the {311}m-p, {220}m-p, {200}m-p and {111}m-p reflections showing the lattice contraction. h Atomic-scale STEM-EDS maps of the Resinvar alloy for individual elements of Ni, Cr, Fe, Al, Mn, Cu and Si taken with the [011] zone axis and the close-up map of Ni-Al (joint signal of Ni and Al). “m” and “p” refer to “matrix” and “nanoprecipitates”, respectively.
The role of Ni-Al type SRO on simultaneously enhancing electrical resistivity and reducing TCR can be seen through the variation of electrical resistivity in the as-annealed MCA during heating (Supplementary Fig. 10). The resistivity of the as-annealed MCA increases monotonically upon heating from room temperature to 723 K (stage I) due to electron-phonon scattering, then increases slowly in a parabolic fashion upon holding at 723 K for ~45 h (stage II) due to the gradual formation of SRO which significantly promotes inelastic electron scattering. This also suggests that the resistivity induced by conduction electron scattering from SRO is determined by the degree of SRO34,35. After the SRO formation reaches a saturation stage (stage III), the resistivity remains stable with the counterbalance of multiple scattering effects, which is also effective during the followed cooling process (stage IV).
Based on the Matthiesen’s rule36 and the multiscale substructure features (see Fig. 1i) in the Resinvar alloy (aged MCA, aged at 723 K for 72 h after annealing at 1223 K for 3 min), the total electrical resistivity of the Resinvar alloy can be determined by the cumulative effects of the various aspects, i.e., residual resistivity37, resistivity by phonon scattering38, lattice distortion17, SRO (\({\rho }_{{\mbox{SRO}}}\))39, L12 nanoprecipitates and interface regions40. According to theoretical calculations (see Methods), contributions of the inelastic scattering from additional solutes (e.g., Al, Mn, Cu, Si) and L12 nanoprecipitates to the room temperature resistivity (\({\rho }_{{\mbox{RT}}}\)) of the Resinvar alloy are ~15 μΩ·cm and ~7 μΩ·cm, respectively. The \({\rho }_{{\mbox{SRO}}}\) is then estimated to be ~16 μΩ·cm. The results suggest that the contribution of SRO to \({\rho }_{{\mbox{RT}}}\) is comparable to that of the multiple additional minority solutes (dopants, e.g., Al, Mn, Cu and Si) in the FCC-γ matrix, and more significant than that of the L12 nanoprecipitates (Supplementary Fig. 11a).
These synergistically acting electron scattering effects not only enhance room temperature electrical resistivity of the aged MCA but also contribute to the temperature independent resistivity between room temperature and 723 K. For pure metals, the mean free path of the conduction electrons at the Fermi corner decreases resulting from the increase in lattice vibration with increasing temperature17. Thus, phonons represent the dominating scattering process and contribute to the linear temperature dependent electrical resistivity above room temperature3. Inelastic scattering of electrons can lead to a deviation of the temperature dependence of the resistivity from linearity41. However, the contribution of inelastic scattering to electrical resistivity is often significantly smaller than that of the elastic electron-phonon scattering in conventional alloys24 (Supplementary Fig. 12a). In contrast, in our newly developed Resinvar alloy (aged MCA, aged at 723 K for 72 h after annealing at 1223 K for 3 min), the complex substructure features (see Fig. 1i) provide various highly efficient inelastic scattering centers including multiple solutes, SRO, L12 nanoprecipitates and interfaces which significantly raise the temperature-independent inelastic scattering contribution, as schematically shown in Supplementary Fig. 12b. These multiple defects significantly reduce the carrier mobility, which contributes to the enhanced resistivity. Also, the formation of SRO and the increase in the occurrence and number density of ordered atomic pairs can cause the reduction of the electron density of states (DOS) near the Fermi energy, which is attributed to the formation of new Brillouin zones touching the Fermi surface and can lower the electronic energy near the Fermi surface42. A reduced electronic DOS near the Fermi energy level reduces electron-phonon scattering43,44, which further lowers the temperature-dependence of the electrical resistivity in the Resinvar alloy. The high chemical complexity of the MCAs leads to significant phonon-phonon scattering and an altogether broadening in the distribution of the phonon frequencies45,46, which can be maintained in a wide temperature range where the elastic electron-phonon scattering is non-dominant3. Consequently, the dominant massive inelastic electron scattering along the different mechanisms explained enables the observed temperature independent electrical resistivity of the Resinvar alloy.
Mechanical properties
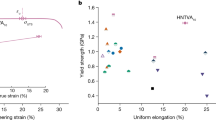
Fig. 4a displays representative tensile stress-strain curves of the aged MCA (Resinvar alloy, aged at 723 K for 72 h after annealing at 1223 K for 3 min), the reference as-annealed base alloy and as-annealed MCA (annealed at 1223 K for 3 min without aging). The aged MCA exhibits a high ultimate tensile strength (σu) of ~948 MPa which is ~16% higher than that of the as-annealed MCA ( ~ 817 MPa), and maintains a large total elongation of ~53%. Also, the yield strength (σy) of the aged MCA ( ~ 530 MPa) is increased by ~28% compared with that of the as-annealed MCA ( ~ 415 MPa). Further, σy and σu of the as-annealed MCA ( ~ 415 MPa and ~817 MPa, respectively) are ~54% and ~33% higher than that of the as-annealed base alloy (~270 MPa and ~612 MPa, respectively), at also slightly larger total elongation (~55% vs. ~49%). According to the profiles of true stress and work-hardening rate with respect to true strain (Fig. 4b), the aged MCA exhibits high work-hardening ability compared with that of the reference as-annealed base alloy and as-annealed MCA. Overall, the aged MCA holds the best mechanical property profile among the three materials. Based on theoretical calculations (see Methods and Supplementary Fig. 11b), the strengthening contributions by grain boundaries, massive solutes in the FCC-γ matrix and L12 nanoprecipitates in the aged MCA are ~163 MPa (30.7%), 115 MPa (21.7%) and 126 MPa (23.8%), respectively. Accordingly, the additional strengthening by SRO in the aged MCA is evaluated to be ~126 MPa (23.8%). This suggests that both effects, the multicomponent alloy design (to form a solid solution matrix containing nanoprecipitates) and the atomic-scale chemistry tuning (to induce SRO formation) are important for enhancing mechanical properties, aside from improving the electrical properties discussed above.

a Typical engineering stress-strain curves (Error bars refer to the standard deviations of data points from three samples), and b the corresponding true stress and work-hardening rate with respect to true strain of the three alloys. Source data are provided as a Source Data file. c BF-STEM image at a local strain (εloc.) of ~10%. d Inverse fast Fourier transformation (IFFT) image identifying the Burgers vectors. e, f BF-STEM images at the εloc. of ~25%. g–h BF-STEM images at the εloc. of ~45%. i IFFT image identifying the Burgers vector. “GS” refers to grain size. Yellow arrows in “d” and “f” are used to denote the dislocation networks.
Deformation and strengthening mechanisms
Deformation substructures were analyzed to explore the mechanisms responsible for the significantly enhanced strength, ductility and strain hardening ability of the Resinvar alloy (aged MCA) compared with that of the reference alloys. The electron channeling contrast (ECC) images (Supplementary Fig. 13b–j) for the Resinvar alloy at different local strain levels (i.e., ~10%, ~40% and ~110%, respectively) show that dislocation slip dominates the early uniform (εloc.~10%) and medium uniform (εloc.~40%) deformation stages, whereas shear bands are present in the post-necking stage (εloc.~110%). To clarify the deformation mechanisms more specifically, STEM results on the deformed substructures are shown in Fig. 4c–i. The slip lines produced by the movement of dislocation segments (Fig. 4c) confirm a dominant planar slip behavior at the early uniform deformation stage (εloc. of ~10%). Increasing local strain to ~25% leads to the significant multiplication of dislocations and the formation of nanoscale well-organized dislocation networks (size of 22 ± 7 nm) with the occurrence of dislocation cross slip (Fig. 4e, f). Further straining to εloc. of ~45% causes the continued dislocation multiplication and significant refinement of the nanoscale dislocation networks to 6 ± 2 nm (Fig. 4g, h). In contrast, well-organized dislocation networks are not found in the as-annealed MCA at identical local strains (Supplementary Fig. 14), indicating that the occurrence of SRO in the aged MCA promotes local substructure relaxation via dislocation cross slip in the aged MCA, a typical mechanism leading to distinct dislocation networks. The SRO and the associated local stress fields in the aged MCA also provide an additional obstacle effect on the movement of dislocations47, thus enhancing flow stress upon deformation. In comparison, the plastic deformation of the reference as-annealed base alloy is characterized by diffuse dislocation tangles, dislocation cell formation and microbanding (Supplementary Fig. 15). These observations confirm two important deformation mechanisms in the Resinvar alloy (aged MCA). First, the lattice distortion in the seven-component massive solid solution matrix, the SRO and the associated coherency stress fields significantly enhance the resistance to dislocation glide, contributing to the high yield strength. Second, the shearable long-range ordered coherent L12 nanoprecipitates with 0.056% lattice misfit not only enhance yield strength but also effectively facilitate stress relief, and thus contribute to the strain hardening ability and ductility. These synergistic effects enable the excellent strength-ductility combination of the Resinvar alloy.
From these results we extract three alloy design principles for strong and ductile ‘Resinvar’ MCAs which can be achieved across a range of compositions. First, modulated lattice distortion in stabilized massive solid solutions devoid of brittle phases intensifies inelastic scattering of electrons and at the same time impedes dislocation movement. Second, SRO maintained over a wide temperature range promotes inelastic electron scattering and dislocation cross slip. Third, long-range ordered coherent nanoprecipitates with minimal lattice misfit (~0.056%) and high phase stability over a wide temperature range leads to scattering at the elastically distorted coherent interfaces and inside the nanosized particles, and facilitates stress relief through precipitate shearing. Thus, the relative contribution of thermally dependent elastic phonon scattering to the resistivity is weakened and exceeded by the strong inelastic scattering effects, thus yielding stable and high resistivity, while dislocation motion and multiplication are impeded by the same defects, balancing strengthening and ductilization mechanisms for high strength and good compliance.
In summary, we have developed a material named ‘Resinvar’ alloy which is characterized by temperature- and time-independent high resistivity (~148 μΩ·cm) over a wide temperature range from room temperature to 723 K, combined with high tensile strength (~948 MPa) and large tensile elongation (~53%). This is realized by coupling multicomponent alloy design, a complex microstructure hierarchy and atomic-scale chemistry tuning in a class of bulk MCAs upon aging treatment. The massive temperature-independent inelastic scattering effects from lattice distortions, Ni-Al type SRO features and associated coherent stress fields, long-range ordered coherent L12 nanoprecipitates and coherent interfaces are the main ingredients that help to significantly reduce the relative contribution of the temperature-dependent electron-phonon scattering, thus enabling the material’s high and stable electrical resistivity. The SRO features also contribute to the enhanced strength and work-hardening ability by promoting cross slip, whereas the shearable long-range ordered coherent L12 nanoprecipitates facilitate stress release and thus contribute to the alloy’s high ductility. The strategy of tuning complex structural configuration and atomic-scale chemistry in bulk MCAs is thus a blueprint that can guide the development of strong and ductile precision resistance materials.
Methods
Thermodynamic calculations
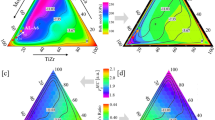
The compositional design of the present multicomponent alloys was guided by systematic thermodynamic calculations using the Pandat software with database PanNi2022. To maintain an austenitic matrix and properly control the cost of the alloy, Ni and Cr contents are set to be 55 at. % and 20 at. %, respectively. To avoid the formation of brittle phases, the concentrations of Mn, Cu and Si are set to be relatively low, i.e., approximately 4 at. %, 1 at. % and 2 at. %, respectively48. The thermodynamic phase diagram of Ni55Cr20Fe18-xAlxMn4Cu1Si2 (0 ≤ x ≤ 15) was then calculated to predict the phase evolution with respect to Al and Fe contents. As shown in Supplementary Fig. 1a, there is a wide FCC phase region at temperatures above 1160 K when the Fe content is above 8.7 at. %, that is, the Al content is below 9.3 at. %. To further probe the phase evolution with the changes of Al and Ni contents, the phase diagram of Ni63-xCr20Fe10AlxMn4Cu1Si2 (0 ≤ x ≤ 15) alloy system was calculated. As shown in Supplementary Fig. 1b, there is a wide FCC phase region at temperatures above 1150 K when the Al content below 9.2 at. %, that is, the Ni content is above 53.8 at. %. To maintain a ductile FCC structure and obtain high electrical resistivity at relatively low cost, the nominal composition Ni55Cr20Fe10Al8Mn4Cu1Si2 (at. %) is designed for the present representative Resinvar alloy based on systematic calculations of phase diagrams.
Material preparation
The bulk alloy ingot with nominal composition Ni55Cr20Fe10Al8Mn4Cu1Si2 (at. %) was synthesized by magnetic levitation melting using pure metals (purity above 99.8%) under a high-purity argon atmosphere. The bulk chemical composition of the as-cast alloy was analyzed by the inductively coupled plasma mass spectrometry and the results are shown in Supplementary Table 1. The exact chemical composition (Ni54.32Cr19.19Fe12.09Al7.88Mn3.68Cu0.99Si1.85, at. %) of the bulk alloy is close to that of the nominal composition. Also, the calculated phase diagram of the exact chemical composition (Supplementary Fig. 16) is similar with that of the nominal composition (Supplementary Fig. 1c) which demonstrates that slight variation of the chemical composition in the present alloy system would not significantly influence the phase structures and hence the multi-properties.
To further guide the thermomechanical processing, we theoretically probed the phase evolution with respect to temperature by calculating thermodynamic phase diagram of the Ni55Cr20Fe10Al8Mn4Cu1Si2 (at. %) multicomponent alloy. As shown in Supplementary Fig. 1c, there is a wide FCC phase region at temperatures above 1110 K. BCC phase may form between 1070 K and 1110 K. The L12 phase can nucleate from the FCC (FCC #1) phase below 1070 K. Also, the L12 phase region is significantly larger than that of the BCC phase, which demonstrates that the formation of L12 phase is more competitive below 1070 K. The above calculations demonstrate that the present Resinvar alloy composition can obtain FCC-γ structured matrix and trigger the formation of L12 nanoprecipitates by appropriate thermal treatment. Based on the above calculated phase diagrams, we selected the temperatures of 1373 K and 1223 K for homogenization and annealing, respectively. Alloy plates with a thickness of 10 mm were cut from the as-cast ingot and then hot-rolled at 1323 K to a thickness of 5 mm (i.e., the thickness reduction ratio is 50%), followed by homogenization at 1373 K for 2 h in an Ar atmosphere. After that, the homogenized alloy plates were cold-rolled with a thickness reduction ratio of ~80%. Plate specimens were later wire-cut from the cold-rolled sheets and then annealed at 1223 K for 3 min in vacuum followed by water quenching. Thermal aging treatment at 723 K was then conducted for 72 h in Ar atmosphere followed by water quenching.
Microstructural characterization
X-ray diffraction analysis for determining phase constituents was performed by using a D/max 2550 X-ray diffractometer with a Cu-Kα radiation (λ = 0.154 nm). A scan speed of 2°/min was used on polished sample surfaces. Microstructural observations were performed via back-scattered electron imaging (BSEI) using a TESCAN CLARA scanning electron microscopy (SEM) system. Electron backscatter diffraction (EBSD) and energy-dispersive X-ray spectroscopy (EDS) analyzes were carried out using the EDAX instrument equipped in the SEM system. Transmission electron microscopy (TEM) and scanning TEM (STEM) analysis was conducted in an FEI Talos F200X at 200 kV. High-resolution TEM and STEM analysis was carried out by using an aberration-corrected microscope (FEI Spectra 300 S/TEM) operated at 300 kV. Atom probe tomography (APT) was performed using a local electrode atom probe (LEAP 5000XR, Cameca) in laser-pulsing mode. Neutron diffraction analysis was performed on a General Purpose Powder Diffractometer (GPPD) with a 360° rotation stage at China Spallation Neutron Source (CSNS).
Property measurements
Resistivity measurements were performed on cuboid samples with dimensions of 21 × 3 × 1 mm using the conventional four-terminal potentiometric method with a constant current of 10 mA being passed through the specimens in a vacuum condition. The surfaces of the cuboid specimens were ground using 400-, 800, 1200-, 3000- and 5000-grit SiC paper prior to resistivity measurements. Thermal expansion behavior was measured in a thermal dilatometer from room temperature to 723 K at a heating rate of 5 K/min in argon atmosphere.
The tensile samples are flat dog-bone shaped with a total length of 21 mm (gauge length of 8 mm, gauge width of 2.5 mm) and a thickness of 1 mm. Before the tensile testing, the surfaces of the flat specimens were ground using 400-, 800, 1200-, 3000- and 5000-grit SiC paper. Uniaxial tensile tests were performed at a constant engineering strain rate of 1 × 10−3 s−1 at room temperature, and a digital image correlation (DIC) system was used to measure the local strain evolution during tensile testing.
Evaluation of lattice misfit
The lattice misfit δ between the L12 nanoprecipitate and the FCC-γ matrix is calculated as follows49:
where αγ and \({a}_{{\mbox{L}}{1}_{2}}\) are the lattice parameters of FCC-γ matrix and L12 nanoprecipitate, respectively. Based on the high-resolution neutron diffraction analysis, αγ for the as-annealed MCA (annealed at 1223 K for 3 min without aging) and the aged MCA (Resinvar alloy, aged at 723 K for 72 h after annealing at 1223 K for 3 min) are 3.586 Å and 3.582 Å, respectively, whereas \({a}_{{\mbox{L}}{1}_{2}}\) for the two alloys are 3.589 Å and 3.584 Å, respectively. The lattice misfit \(\delta\) between the L12 nanoprecipitate and the FCC-γ matrix in the as-annealed MCA and the aged MCA are thus calculated to be 0.084% and 0.056%, respectively.
Evaluation of room temperature electrical resistivity
According to the Matthiessen’s rule50, room temperature electrical resistivity of the reference as-annealed base alloy (\({\rho }_{{\mbox{RT}}-{\mbox{base}}}\), Ni55Cr20Fe25) with a single FCC-γ structure is mainly contributed from the distorted matrix and the grain boundaries. Due to the similar grain sizes between the as-annealed MCA and the as-annealed base alloy, and the insignificant influence of Fe on the room temperature electrical resistivity16, \({\rho }_{{\mbox{RT}}}\) for the as-annealed MCA (\({\rho }_{{\mbox{RT}}-{\mbox{AN}}}\), Ni55Cr20Fe10Al8Mn4Cu1Si2) is assumed to be the summation of \({\rho }_{{\mbox{RT}}-{\mbox{base}}}\), resistivities contributed by the additional solutes (ρss), i.e., Al, Mn, Cu and Si, and the L12 nanoprecipitates (ρppt), which can be depicted as51:
where \({\rho }_{{\mbox{RT}}-{\mbox{base}}}\) is ~110 μΩ·cm. ρss is given by52:
where ρi is the specific resistivity of the ith solute and ci is the concentration of this solute. ρi for Al, Mn and Si are 1.14, 1.13 and 1.10 μΩ·cm per at. %52, respectively. The contribution of Cu is negligible due to its insignificant contribution in electrical resistivity16. ρppt depends on the volume fraction of the nanoprecipitates53 which can be described to be:
where A is the coefficient accounts for the contribution of L12 nanoprecipitates to electrical resistivity, and f is the volume fraction of the L12 nanoprecipitates in the as-annealed MCA. Based on the above equations and parameters, ρss is calculated to be ~15 μΩ·cm. ρppt ≈ 133-110-15 = 8 μΩ·cm. The coefficient A is then calculated to be 5 μΩ·cm per vol. %.
For the aged MCA (Resinvar alloy), the room temperature electrical resistivity (\({\rho }_{{\mbox{RT}}-{\mbox{aged}}}\), Ni55Cr20Fe10Al8Mn4Cu1Si2) is supposed to consist of \({\rho }_{{\mbox{RT}}-{\mbox{base}}}\), ρss, ρppt, and the additional electrical resistivity contributed from SRO (\({\rho }_{{\mbox{SRO}}}\)), which is given by:
ρss and ρppt are calculated to be ~15 μΩ·cm and ~7 μΩ·cm, respectively. \({\rho }_{{\mbox{SRO}}}\) is then calculated to be ~16 μΩ·cm. The theoretically calculated contributions of the various factors to the room temperature electrical resistivity for the aged MCA and the reference as-annealed MCA are compared in Supplementary Fig. 11a.
Evaluation of strengthening mechanisms
The yield strength (σy) of the as-annealed MCA and aged MCA (Resinvar alloy) are quantitatively evaluated, respectively, based on the cumulative effects from various strengthening mechanisms.
For the as-annealed MCA:
where σgb, σss and σppt represent grain-boundary strengthening, solid solution strengthening and precipitation strengthening, respectively. The grain-boundary strengthening σgb is given by ref. 54:
The Hall-Petch coefficient ky is valued in the range 710–750 MPa μm1/2 for nickel-rich alloys at room temperature54, and 710 MPa μm1/2 is adopted in the current calculation. The σss depends on the concentration of solute atoms in the FCC-γ matrix and is given by ref. 55:
where ki and ci are the strengthening coefficient and the concentration of the solute atom i, respectively. ki for Cr, Fe, Al, Mn, Cu and Si in nickel-rich alloys can be estimated to be 165 MPa, 153 MPa, 202 MPa, 209 MPa, 86.7 MPa, and 119 MPa per atomic fraction55,56,57, respectively. The precipitation strengthening via shearing of coherent ordered L12 nanoprecipitates mainly results from order strengthening (\({\sigma }_{{\mbox{Atomic ordering}}}\)), modulus strengthening (\({\sigma }_{{\mbox{Modulus mismatch}}}\)) and coherency strengthening (\({\sigma }_{{\mbox{Particle}}-{\mbox{matrix coherency}}}\)), which can be evaluated as follows58:
where M ≈ 3.06 is the Taylor factor of FCC polycrystalline59, αε ≈ 2.6 is a constant59, the shear modulus \(G\) ≈ 84 GPa is adopted from nickel alloy60, ε is the constrained lattice misfit (\(\varepsilon \, \approx \, \frac{2\delta }{3}\)), δ is the lattice misfit between the coherent ordered L12 nanoprecipitates and the FCC-γ matrix, b ≈ \(\frac{\sqrt{2}}{2}{a}_{{{\rm{\gamma }}}}\) is the magnitude of the Burgers vector of the FCC-γ matrix61, γAPB is the anti-phase boundary energy of the nanoprecipitates (γAPB is approximately 200 mJ/m2, adopted from that of L12 structured Ni3(AlTi)62), f is the volume fraction of the L12 nanoprecipitates, r is the average radius of nanoprecipitates, ΔG is the shear modulus mismatch between FCC-γ matrix and L12 nanoprecipitates (\({G}_{{\mbox{L}}{1}_{2}}\) = 77 GPa is adopted from L12 structured Ni3(AlTi)63). m = 0.85 is a constant61.
According to the above equations and the corresponding parameters, the grain-boundary strengthening, solid solution strengthening and precipitation strengthening for the as-annealed MCA are calculated to be ~167 MPa, ~115 MPa and ~135 MPa, respectively. The calculated value of yield strength (417 MPa) is comparable to the experimental one (415 MPa).
For the aged MCA (Resinvar alloy):
where σgb, σss, σppt and σSRO represent the strengthening induced by grain boundaries, the massive solutes in the FCC-γ matrix, the L12 nanoprecipitates and the SRO, respectively. According to the above equations and parameters, the various strengthening contributions are evaluated as follows:
The proportions of the above contributions to the yield strength of the aged MCA are 30.7%, 21.7%, 23.8% and 23.8%, respectively. The theoretically calculated contributions of the various factors to yield strength for the aged MCA and the reference as-annealed MCA are compared in Supplementary Fig. 11b.
Data availability
All data needed to evaluate the conclusions are presented in the paper and the Supplementary Materials. Source data are provided with this paper.
References
Mcevoy, M. A. & Correll, N. Materials that couple sensing, actuation, computation, and communication. Science 347, 1261689 (2015).
Ding, K. et al. Phase-change heterostructure enables ultralow noise and drift for memory operation. Science 366, 210–215 (2019).
Shafeie, S., Guo, S., Erhart, P., Hu, Q. & Palmqvist, A. Balancing scattering channels: a panoscopic approach toward zero temperature coefficient of resistance using high-entropy alloys. Adv. Mater. 31, 1805392 (2019).
Ding, L. et al. Near zero temperature coefficient of resistivity in antiperovskite Mn3Ni1−xCuxN. Appl. Phys. Lett. 99, 251905 (2011).
Lukose, C. C., Zoppi, G. & Birkett, M. Mn3Ag(1-x)Cu(x)N antiperovskite thin films with ultra-low temperature coefficient of resistance. J. Materi. Sci. Technol. 99, 138–147 (2022).
Koelemeij, J. C. et al. A hybrid optical–wireless network for decimetre-level terrestrial positioning. Nature 611, 473–478 (2022).
Oe, T., Urano, C. & Kaneko, N.-H. Standard-resistor compounds with adjustable operating temperature. Appl. Phys. Lett. 103, 173518 (2013).
Yan, W. et al. Giant gauge factor of Van der Waals material based strain sensors. Nat. Commun. 12, 2018 (2021).
Han, L. et al. A mechanically strong and ductile soft magnet with extremely low coercivity. Nature 608, 310–316 (2022).
Tan, C. et al. A high performance wearable strain sensor with advanced thermal management for motion monitoring. Nat. Commun. 11, 3530 (2020).
Li, Z., Pradeep, K. G., Deng, Y., Raabe, D. & Tasan, C. C. Metastable high-entropy dual-phase alloys overcome the strength–ductility trade-off. Nature 534, 227–230 (2016).
Darling, A. Gold alloys for precision resistances. Gold Bull. 5, 74–81 (1972).
Bertodo, R. Resistance strain gauges for the measurement of steady strains at temperatures above 650 °C. J. Strain Anal. 1, 11–19 (1965).
Kim, T. et al. Ultrathin crystalline-silicon-based strain gauges with deep learning algorithms for silent speech interfaces. Nat. Commun. 13, 5815 (2022).
Turner, S. R. et al. Phonon behavior in a random solid solution: a lattice dynamics study on the high-entropy alloy FeCoCrMnNi. Nat. Commun. 13, 7509 (2022).
Mooij, J. Electrical conduction in concentrated disordered transition metal alloys. Phys. Status Solidi A 17, 521–530 (1973).
Dexter, D. Scattering of electrons from point singularities in metals. Phys. Rev. 87, 768–777 (1952).
Pei, Y. et al. Convergence of electronic bands for high performance bulk thermoelectrics. Nature 473, 66–69 (2011).
Xu, L. et al. Dense dislocations enable high-performance PbSe thermoelectric at low-medium temperatures. Nat. Commun. 13, 6449 (2022).
Hu, L., Zhu, T., Liu, X. & Zhao, X. Point defect engineering of high-performance bismuth-telluride-based thermoelectric materials. Adv. Funct. Mater. 24, 5211–5218 (2014).
Hyde, T., Sellers, C., Wright, J. & Wright, R. Electrical resistance analysis of the DO3↔ B2 transition in alloys of Fe3Al. Scri. Metall. Mater. 30, 113–118 (1994).
Rao, J. et al. Secondary phases in AlxCoCrFeNi high-entropy alloys: An in-situ TEM heating study and thermodynamic appraisal. Acta Mater. 131, 206–220 (2017).
Cheng, Q. et al. Unveiling anneal hardening in dilute Al-doped AlxCoCrFeMnNi (x = 0, 0.1) high-entropy alloys. J. Mater. Sci. Technol. 91, 270–277 (2021).
Raabe, D. Simulation of the resistivity of heavily cold worked Cu-20 wt.% Nb wires. Comp. Mater. Sci. 3, 402–412 (1995).
Jiang, B. et al. High-entropy-stabilized chalcogenides with high thermoelectric performance. Science 371, 830–834 (2021).
Watson, R. & Bennett, L. Transition metals: d-band hybridization, electronegativities and structural stability of intermetallic compounds. Phys. Rev. B 18, 6439–6449 (1978).
Jensen, M. A., Matthias, B. & Hill, M. Electron density and electronic properties in noble-metal transition elements. Science 150, 1448–1450 (1965).
Pareige, C., Soisson, F., Martin, G. & Blavette, D. Ordering and phase separation in Ni–Cr–Al: Monte Carlo simulations vs three-dimensional atom probe. Acta Mater. 47, 1889–1899 (1999).
Yang, Y. et al. Bifunctional nanoprecipitates strengthen and ductilize a medium-entropy alloy. Nature 595, 245–249 (2021).
Zhi, H. et al. Simultaneously enhancing strength-ductility synergy and strain hardenability via Si-alloying in medium-Al FeMnAlC lightweight steels. Acta Mater. 245, 118611 (2023).
Cote, P. & Meisel, L. Resistivity in amorphous and disordered crystalline alloys. Phys. Rev. Lett. 39, 102–105 (1977).
Mooij, J. H. & de Jong, M. Structural and Electrical Properties of Sputtered CrNi Films. J. Vac. Sci. Technol. 9, 446–449 (1972).
Chen, S. & Cheng, R. Research on temperature measurement by X-ray transmission intensity. Nucl. Instrum. Meth. B 296, 61–65 (2013).
Marucco, A. Atomic ordering in the NiCrFe system. Mater. Sci. Eng. A 189, 267–276 (1994).
Yu, G. Dependence of the electrical resistivity on the degree of short-range order in multicomponent solid solutions. Phys. Status Solidi B 185, 207–214 (1994).
Seth, R. & Woods, S. Electrical resistivity and deviations from Matthiessen’s rule in dilute alloys of aluminum, cadmium, silver, and magnesium. Phys. Rev. B 2, 2961–2971 (1970).
Macdonald, D. & Mendelssohn, K. Electrical resistivity of alkali metals below 20° K. Nature 161, 972–973 (1948).
Otto, M. R. et al. Mechanisms of electron-phonon coupling unraveled in momentum and time: The case of soft phonons in TiSe2. Sci. Adv. 7, eabf2810 (2021).
Marucco, A. & Nath, B. Effects of ordering on the properties of Ni-Cr alloys. J. Mater. Sci. 23, 2107–2114 (1988).
Zhu, S. et al. A strong ferritic high-resistivity multicomponent alloy with tunable ordered coherent multicomponent nanoprecipitates. Acta Mater. 238, 118209 (2022).
Al’tshuler, B. & Aronov, A. Contribution to the theory of disordered metals in strongly doped semiconductors. Zh. Eksp. Teor. Fiz 77, 2028–2044 (1979).
Tamm, A., Aabloo, A., Klintenberg, M., Stocks, M. & Caro, A. Atomic-scale properties of Ni-based FCC ternary, and quaternary alloys. Acta Mater. 99, 307–312 (2015).
Sanborn, B., Allen, P. & Papaconstantopoulos, D. Empirical electron-phonon coupling constants and anisotropic electrical resistivity in hcp metals. Phys. Rev. B 40, 6037–6044 (1989).
Zwicknagl, G. The influence of short-range order on electronic properties of transition metals: I. Crystalline systems. Zeitschrift für Physik B Condensed Matter 40, 23–29 (1980).
Zhang, Y. et al. Influence of chemical disorder on energy dissipation and defect evolution in concentrated solid solution alloys. Nat. Commun. 6, 8736 (2015).
Körmann, F., Ikeda, Y., Grabowski, B. & Sluiter, M. H. F. Phonon broadening in high entropy alloys. NPJ Comput. Mater. 3, 36 (2017).
Chen, S. et al. Simultaneously enhancing the ultimate strength and ductility of high-entropy alloys via short-range ordering. Nat. Commun. 12, 4953 (2021).
Wang, Y. et al. Short-range ordering in a commercial Ni-Cr-Al-Fe precision resistance alloy. Mater. Design 181, 107981 (2019).
King, D., Yang, M., Whiting, T., Liu, X. & Wenman, M. G-phase strengthened iron alloys by design. Acta Mater. 183, 350–361 (2020).
Anderoglu, O., Misra, A., Ronning, F., Wang, H. & Zhang, X. Significant enhancement of the strength-to-resistivity ratio by nanotwins in epitaxial Cu films. J. Appl. Phys. 106, 024313 (2009).
Raeisinia, B., Poole, W. & Lloyd, D. Examination of precipitation in the aluminum alloy AA6111 using electrical resistivity measurements. Mater. Sci. Eng. A 420, 245–249 (2006).
Wang, Z. & Gong, Y. Electrothermal alloy. Chemical Industry Press, 9-72 (2006).
Silcock, J. Resistance Changes in Iron-Base Alloys Forming Ni3(Al Ti) Precipitates. Met. Sci. J. 5, 182–190 (1971).
Kozar, R. et al. Strengthening mechanisms in polycrystalline multimodal nickel-base superalloys. Metall. Mater. Trans. A 40, 1588–1603 (2009).
Roth, H., Davis, C. & Thomson, R. Modeling solid solution strengthening in nickel alloys. Metall. Mater. Trans. A 28, 1329–1335 (1997).
Al-Saadi, M., Sandberg, F., Jnsson, P. G. & Hulme-Smith, C. N. Modelling of strengthening mechanisms in wrought nickel-based 825 alloy subjected to solution annealing. Metals 11, 771 (2021).
Gypen, L. & Deruyttere, A. Multi-component solid solution hardening: Part 1 Proposed model. J. Mater. Sci. 12, 1028–1033 (1977).
Ardell, A. J. Precipitation hardening. Metall. Mater. Trans. A 16, 2131–2165 (1985).
Zhang, L., Zhou, Y., Jin, X., Du, X. & Li, B. The microstructure and high-temperature properties of novel nano precipitation-hardened face centered cubic high-entropy superalloys. Scripta Mater. 146, 226–230 (2018).
Reppich, B., Schepp, P. & Wehner, G. Some new aspects concerning particle hardening mechanisms in γ‘ precipitating nickel-base alloys—II. Experiments. Acta Metall. 30, 95–104 (1982).
Edahiro, T., Kouzai, K. & Yasuda, H. Mechanical properties and hardening mechanism of Fe–Al–Ni single crystals containing NiAl precipitates. Acta Mater. 61, 1716–1725 (2013).
Qi, Y. et al. L21-strengthened face-centered cubic high-entropy alloy with high strength and ductility. Mater. Sci. Eng. A 797, 140056 (2020).
Qi, Y. et al. Enhanced mechanical performance of grain boundary precipitation-hardened high-entropy alloys via a phase transformation at grain boundaries. J. Mater. Sci. Technol. 86, 271–284 (2021).
Acknowledgements
The financial support by the Major Fundamental Research Program of Hunan Province (Grant No.: 2024JC0003), the Science and Technology Innovation Program of Hunan Province (Grant No.: 2023RC1013), the National Natural Science Foundation of China (Grant Nos.: 51971248, 52101166), the Postdoctoral Science Foundation of China (Grant No.: 2024M753669) and the Postdoctoral Research Startup Foundation of Central South University (Grant No.: 164990016) are gratefully acknowledged. The authors thank Dr. L.H. He for the help on the neutron powder diffraction experiments performed on a General Purpose Powder Diffractometer at Spallation Neutron Source (CSNS), Dongguan, China. The authors also thank the support from the Institute for Advanced Study at Central South University and the State Key Laboratory of Powder Metallurgy for the use of TEM facilities.
Author information
Authors and Affiliations
Contributions
Z.L. conceived the project. S.Z. and D.Y. prepared the materials, performed the mechanical tests, and conducted the XRD, SEM/EBSD characterization. S.Z. and Y.Z. conducted the TEM characterization. L.H. conducted the APT measurements. D.Y., Y.Z., L. H., D.R. and Z. L. contributed to the data analysis. S.Z, D.R. and Z.L. prepared the manuscript. All authors contributed to the discussion of the results and commented on the manuscript.
Corresponding author
Ethics declarations
Competing interests
Z.L., S.Z. and D.Y. report a US patent related to this work (Patent No.: US11851735B2, 26 December 2023). The authors declare that they have no other competing interests.
Peer review
Peer review information
Nature Communications thanks Nagendra Chauhan, Tadeusz Kulik and S. Poon for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Zhu, S., Yan, D., Zhang, Y. et al. Strong and ductile Resinvar alloys with temperature- and time-independent resistivity. Nat Commun 15, 7199 (2024). https://doi.org/10.1038/s41467-024-51572-7
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-024-51572-7
This article is cited by
-
Order or disorder, that is the question in high-entropy alloys
Nature Reviews Materials (2026)
-
Temperature-Immune High-Entropy Alloy Flexible Strain Sensor on Electrospinning Nanofibrous Membrane
Nano-Micro Letters (2026)
-
Unlocking property constraints through a multi-level ordered structure strategy
Nature Communications (2025)
-
Improving Tensile Strength and Ductility of Medium-Entropy Alloy via Three Principles of Composition Design
Acta Metallurgica Sinica (English Letters) (2025)
