
Abstract
Materials processed by fusion-based additive manufacturing (AM) typically exhibit relatively high dislocation densities, along with cellular structures and elemental segregation. This representative structural feature significantly influences material performance; however, post-mortem microstructure characterizations of AM materials cannot capture the dynamic evolution of dislocations during the manufacturing process, thereby offering limited mechanism-based guidance for further advancing AM techniques and facilitating the qualification and certification of AM products. In this study, we conduct operando high-energy synchrotron X-ray diffraction experiments on wire-laser directed energy deposition of 316 L stainless steel. Through a unique configuration, our operando synchrotron experiments semi-quantitatively probe the dislocation density in solid phases and their dynamic changes during solidification and subsequent cooling. By integrating this advanced synchrotron technique with multi-physics simulation, in-situ neutron diffraction, and multi-scale electron microscopy characterization, our mechanistic study aims to elucidate the effects of rapid cooling and subsequent thermal cycling on the dislocation generation and evolution.
Similar content being viewed by others


Introduction
Metal additive manufacturing (AM), a crucial element of Industry 4.01, heralds a new era in modern manufacturing. Fusion-based AM technologies, in particular, have garnered considerable attention for their ability to rapidly produce near-net-shape or end-use metallic components, effectively addressing supply chain challenges across various industries. Their high material- and energy-efficient characteristics also contribute to worldwide efforts toward sustainable manufacturing. Fusion-based metal AM technologies typically employ highly concentrated energy sources to rapidly melt metallic feedstocks, subjecting materials to rapid cooling and thermal cycling throughout the layer-by-layer manufacturing process2. Such unique thermal conditions generate microstructures rarely achieved through other processes, such as element segregation3, high dislocation density4, and microstructure heterogeneity5,6,7. These distinctive structural features present both opportunities and challenges for the broader implementation of metal AM. On one hand, the intelligent design of novel microstructures through AM introduces a new pathway for achieving superior material properties that are unattainable through traditional manufacturing methods6,8,9. On the other hand, however, the adoption of AM in industrial applications faces significant quality control issues, as the non-equilibrium conditions trigger complex and/or stochastic events that compromise the repeatability of the build process10.
Maximizing the advantages of AM while addressing its technical challenges requires a deeper understanding of multi-scale microstructure evolution throughout the printing process. The unique dislocation structures play a crucial role in influencing the mechanical properties11 and corrosion resistance12 of AM metals. Through extensive research by the community, it is now well established that numerous factors, such as printing conditions11,13,14, methods4,15, and materials systems11, can affect dislocation density in AM materials. Previous studies4,16,17,18 have also attempted to unravel the origin of these unique dislocation structures through dedicated ex-situ characterization and simulation. Most reported studies agree that the thermal cycling effect caused by repeated heating during fusion-based AM is the primary cause for the high dislocation density. However, due to the complexity of AM processes and the synergistic influence of various parameters on microstructures, isolating the contribution of each variable remains challenging.
Post-build investigations that test only a few parameters can lead to discrepancies and cause further confusion. In particular, conflicting perspectives persist regarding the strong annealing effect of thermal cycling on dislocation recovery19. Also, ex-situ characterization often overlooks the detailed microstructure changes occurring from the initial solidification process to subsequent cooling to room temperature. For instance, the contributions of phase transformations and other dynamic phenomena to dislocation evolution remain elusive. Therefore, it is essential to attain a deeper understanding of these fundamental mechanisms. This is particularly important given the current landscape of AM research and development, which is marked by rapidly growing interest, investment, and efforts, alongside an urgent need to accelerate the adoption of AM across various sectors.
In this work, we performed an operando synchrotron X-ray diffraction study on the wire-laser directed energy deposition (DED) process of 316L stainless steel (SS). Wire-laser DED offers an ideal testbed for studying the mechanism of dislocation formation in fusion-based AM processes. Unlike previous operando studies20,21,22,23,24,25,26, we employed a unique experimental strategy, which enabled us to semi-quantitatively measure the dislocation density during the rapid solidification and cooling processes. By integrating insights from numerical simulations, in-situ neutron diffraction, and ex-situ electron microscopy characterization, this study revealed the roles of solidification mode and other structure dynamics in dislocation evolution.
Results
Wire-laser directed energy deposition of 316L stainless steel
We performed operando synchrotron X-ray experiments to characterize the microstructure evolution during the wire-laser DED process at the 1-ID-E beamline of the Advanced Photon Source, Argonne National Laboratory. The wire-laser DED system is equipped with three individual diode lasers distributed coaxially around the vertically fed wire. The inset of Fig. 1a shows a representative X-ray image of the stable melt pool captured during printing, projected along the transverse direction (TD, X). In contrast, the X-ray diffraction measurement involved using a focused beam and a large-area detector.

a The multi-physics simulation showing the positions of three lasers, as well as the morphology and temperature distribution of single-track 316L SS. A representative operando X-ray image of the printing process is shown in the inset. The purple boxes marked the areas to be characterized by focused-beam diffraction. b The temperature distribution on the cross-sections sliced from two specific locations, as A and B marked in (a). c The temperature variation of the sample approximately along the path of the transmission X-ray beam in the diffraction experiment, i.e., the transmission direction (TD) marked in (b).
Unlike previous synchrotron experiments on laser AM23,25,27, in which the laser beam was scanned across the X-ray beam position, our diffraction measurements in an Eulerian reference frame were made at fixed distances from the laser focus. This strategy enabled us to resolve the microstructure evolution of the mushy zone based on data with a high signal-to-noise ratio afforded by the extended detector exposure time. The experimental procedure and data collection are further explained in the “Methods” section and supplementary materials (Figs. S1 and S2).
A multi-physics simulation based on computational fluid dynamics (CFD) was performed with the exact processing conditions used in our experiment, providing complementary thermal information. As shown in Fig. 1, the intense heat from three coaxial laser beams rapidly melts the wire feedstock, forming a hot molten pool. As the substrate moves, a track of material is deposited on the substrate surface. A detailed description of our simulation approach is present in the “Methods” section, and the experimental validation is provided in supplementary materials (Fig. S3). Two cross-sections, designated as positions A and B, were extracted from the 3D rendering in Fig. 1a, aiming to illustrate the temperature variation within the sample. The purple lines approximate the transmission path of the probing X-ray beam in diffraction experiments. The temperature profiles along the X-ray path, i.e., the transverse direction (X), are displayed in Fig. 1c. Due to heat loss, the melt pool surface was slightly cooler than the interior, leading to solidification in the X direction starting from the surface. As a result, the mushy zone formed a curved surface with a certain thickness28. This geometry extended the mushy zone along the printing direction, allowing the diffraction experiment to capture more data points at various stages of rapid solidification. As cooling progressed, the temperature difference along the X-ray path decreased from 187 K at position A to 121 K at position B.
Operando high-energy synchrotron X-ray diffraction was conducted during the wire-laser DED process, wherein the focused X-ray beam in an individual characterization was sequentially positioned at various locations along the scanning direction. For each measurement at a specific position, over 500 individual diffraction patterns were collected, corresponding to a total acquisition time of 2 s for high-fidelity analyses. Figure 2 shows the diffraction data with the X-ray positioned at the mushy zone and the corresponding analysis result. Figure 2a is the 1D diffraction profile reduced from the inset 2D pattern, which is the summation of 500 individual diffraction patterns. It was obtained by integrating the diffraction intensities over the entire azimuthal angles. Diffraction peaks from the ferrite (δ, BCC) and austenite (γ, FCC) phases were indexed. The strong “background” of the diffraction data was attributed to the diffusive scattering from the liquid phase. The dislocation density in the sample could be measured directly from the diffraction peak width. However, an operando experiment inevitably introduces additional factors that contribute to peak broadening that are not present in ex-situ diffraction data. Therefore, a more sophisticated analysis approach needs to be applied.

a Representative diffraction line profile with the X-ray beam positioned at the mushy zone. The 2D diffraction pattern shown in the inset is the summation of 500 diffraction patterns collected over 2 s. b Contributions of various experiment factors on the broadening of FCC (111) in the operando experiment. c Modified Williamson–Hall plot of ferrite (BCC) and austenite (FCC) phases analyzed based on this particular dataset. The error bars were obtained from the estimated standard deviation of the peak fitting.
The effects of temperature gradient, sample thickness, and instrumentation are the major considerations in our study. The temperature gradient refers to the variation in temperature within the X-ray-sample interaction volume, as illustrated in Fig. 1c. A large temperature variation can result in a wide range of lattice parameters, thereby broadening the diffraction peaks. Sample thickness is another potential source of additional peak broadening. Since the melt track width in wire-laser DED is typically 1–2 mm, diffraction events occurring near the front and back surfaces along the X-ray incidence direction result in different distances from the detector, causing the same diffraction signal to fall onto different pixel locations on the detector. A more detailed explanation of this effect is elaborated in ref. 29. Instrumental broadening, such as contributions from the detector and optics, is inherently present in all scattering and diffraction experiments. They can be quantified using a known reference sample. We also considered the temperature fluctuation induced by the melt pool instability and the mismatch strain at the BCC-FCC interface. The analysis and discussion are included in the “Methods” section and supplementary materials.
We calculated the broadening components from these three factors, and the result for the FCC (111) peak is shown in Fig. 2b. This result reveals that the temperature variation in the interaction volume contributed only a negligible peak broadening effect, while instrumental broadening and sample thickness played more significant roles. For the subsequent analysis, therefore, the peak broadening caused by instrumentation and sample thickness was appropriately deconvoluted via Gaussian correction. The modified Williamson–Hall (MWH) method was used to calculate the dislocation densities in ferrite and austenite phases through the corrected peak widths. The full width at half maximum (FWHM) vs. gC0.5 plot of this dataset is provided in Fig. 2c, where g and C refer to the diffraction vector length and dislocation contrast factor for the specific {hkl} plane, respectively. Dislocation density was calculated from the slope of the linear fit to these scattered data points. The reasonably good fit in Fig. 2b indicates reliable data acquisition and analysis for both phases. The R2 values of each regression analysis are provided in the supplementary materials (Table S1).
A detailed line profile analysis was performed for all diffraction datasets, with X-ray probing different locations in the melt pool. The fraction and lattice strain of solid phases at different solidification and cooling moments are presented in Fig. 3a. It is important to notice that “AP” and “Bulk” refer to the ex-situ XRD measurements for the as-printed single track and multi-track multi-layer bulk DED samples, respectively. The printing parameters for single-track and bulk printing were specifically tailored and optimized, so they differ slightly from each other. Bulk printing aimed to produce a near-fully dense sample, while single-track printing was required to reduce sample thickness for operando synchrotron characterization. Nevertheless, we intentionally kept the volumetric energy density and scanning speed constant in both cases to avoid altering the solidification behavior. Hence, the microstructural differences between the two samples were primarily attributed to the thermal cycling in the bulk sample.

a Phase fraction, lattice strain, and b dislocation density at different moments of printing, in the as-printed (AP) single-track sample, and in the final bulk DED sample. The x coordinate, “Distance from laser focus”, refers to the horizontal separation between the X-ray beam and the center of the wire feedstock, as interpreted in the inset of Fig. 1a. The dislocation densities in the “AP” and “Bulk” samples were ex-situ measured during the same beamtime for the operando experiment. “L”, “δ”, and “γ” refer to the liquid, ferrite, and austenite phases, respectively. The standard deviation of the slope in the linear fit of the Modified Williamson–Hall plot was used to derive the error bars in (b) through the propagation of errors/uncertainties in the calculation of dislocation density. Large uncertainties arise at the solidification front, i.e., at distances ≤1000 µm, primarily due to the lower number of grains detected in these regions.
The starting probe distance (750 µm) marked the solidification front of the mushy zone, where the primary ferrite phase formed. Subsequently, both ferrite and austenite phases rapidly formed by consuming the liquid phase at 1250 µm. Approaching the end of the melt pool (distance of 1750 µm from laser focus), the liquid phase nearly disappeared, accompanied by the solid-phase transformation from BCC ferrite to FCC austenite. Therefore, the wire-laser DED of 316L SS exhibited an FA solidification mode, following the reaction sequence: L → δ; eutectic reaction L → δ + γ; austenite transformation δ → γ. Due to the curved surface of the mushy zone, more than one reaction could coexist at each characterization region. Nevertheless, the eutectic reaction was considered the primary solidification event after the L → δ process. Although the peritectic reaction L + δ → γ might be a competitive process forming austenite in the solidification of 316L SS, this reaction has been reported to occur only at lower cooling rates than those in AM conditions30. The δ → γ transformation was expected to initiate at a distance of 1500 µm, accompanied by dramatic drops in the δ ferrite fraction and lattice strains. The cooling contraction was responsible for reducing the lattice strain in both phases. The lower lattice strain in the ferrite phase compared to the austenite phase was attributed to the lower coefficient of thermal expansion (CTE). Thermal expansion of both phases was calculated using Thermo-Calc and is included in the supplementary materials (Fig. S4). Beyond the position of 2000 µm, the solidified section experienced rapid cooling, with the cooling rate decreasing until the material reached room temperature. Positive lattice strains remained in the AP and Bulk samples, corresponding to the residual stress in the AM samples.
The evolution of dislocations, accompanied by phase transformations as shown in Fig. 3a, is summarized in Fig. 3b. Dislocation density was initially low in both ferrite and austenite but increased significantly during the eutectic reaction. However, the dislocation density, particularly in the ferrite phase, gradually decreased during the rapid cooling immediately following solidification, which was accompanied by the δ → γ transformation. In the later stage of cooling, the dislocation density in the matrix austenite phase continued to decrease, even during the thermal cycling of the bulk printing process. Interestingly, the dislocations accumulated in the remaining ferrite phase unexpectedly, and the density maintained a high level in the bulk sample.
Micromechanical behavior of phases in DED 316L stainless steel
Understanding the micromechanical behaviors of ferrite and austenite phases is essential for unraveling the dislocation evolution in different phases during the printing process, given the complex stress involved. In-situ diffraction measurement during mechanical loading is an effective approach for revealing the phase- and {hkl}-specific deformation behavior at different stress levels. Therefore, we conducted an in-situ neutron diffraction experiment on an as-printed bulk 316L SS sample at the Vulcan beamline31 of Spallation Neutron Source, Oak Ridge National Laboratory. The true stress-strain curve under the tensile loading condition, along with the corresponding strain-hardening rate, is presented in Fig. 4a. The work-hardening rate of this material decreased consistently, indicating the absence of martensite transformation. This finding was consistent with our previous investigation into the deformation behavior of a 316L SS sample fabricated by wire-laser DED32. The time-of-flight neutron diffraction data were uniformly chopped into 40 sections based on the total elongation, as discussed in the supplementary materials (Fig. S5). The evolution of lattice strain during loading was measured for each phase, as illustrated in Fig. 4b. Macroscopic yielding, indicated by the dashed line, was accompanied by a significant increase in the lattice strain of the retained ferrite phase, while the austenite matrix began to yield in the {200} grain families.

a The stress-strain curve of the DED 316L SS bulk sample and the corresponding strain-hardening rate. b Macro stress vs. lattice strain, c intergranular/interphase strains vs. macro stress, and d FWHM/d vs. true strain in selected {hkl} families and selected phases. The legend in (b) applies to (c) and (d). The error bars were obtained from the estimated standard deviation of peak fitting.
To better understand the deformation mechanism of this duplex-phase material, the intergranular/interphase strain (εhkl,inter) for both phases was calculated using the equation: \({\varepsilon }_{{hkl},{inter}}=\,{\varepsilon }_{{hkl}}-\frac{{\sigma }_{{macro}}}{{E}_{{hkl}}}\), where εhkl, σmacro, and Ehkl represent the hkl-specific lattice strain, macroscopic true stress, and diffraction elastic constants, respectively33. As shown in Fig. 4c, the intergranular strain corresponding to the austenite phase remains relatively low except for {200}. In contrast, all orientations of the ferrite phase exhibited a sharp increase in interphase strain at the onset of yielding (~277 MPa), indicating that, right after the macroscopic yielding, the ferrite phase experienced additional lattice strain to accommodate the strain from the austenite matrix. With further plastic deformation, the interphase strain in the ferrite phase decreased slightly, possibly due to the yield of ferrite at ~350 MPa, with the ferrite curves in Fig. 4b bending up. The austenite matrix responded differently depending on the specific orientations. Thus, the ferrite phase is generally stronger than the austenite phase, particularly compared to the soft FCC {200}. However, due to the size effect, a significantly higher load was transferred to the ferrite phase during the macroscopic deformation. The FWHM/d vs. strain plot in Fig. 4d illustrates the evolution of dislocation density during the deformation of both phases, as the value of FWHM/d is proportional to dislocation density33. The MWH analysis was not conducted to quantify the dislocation density due to the limited number of ferrite diffraction peaks. In the elastic regime of macroscopic deformation, the FWHM/d of ferrite peaks is generally larger than that of austenite, indicating a higher initial dislocation density in the ferrite phase. The size effect on peak broadening is assumed to be not applicable because of the microscale size of retained ferrite grains. In the subsequent plastic deformation regime, the FWHM/d evolved similarly in both ferrite and austenite phases with the flow stress, suggesting comparable strain hardening due to deformation compatibility.
Ex-situ microstructure characterization of as-printed samples
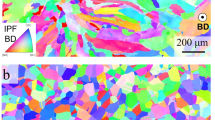
The as-printed single-track and bulk 316L SS samples were characterized using scanning electron microscopy (SEM) techniques to identify the effect of thermal history on dislocation evolution. Figure 5a and d are electron backscatter diffraction (EBSD) inverse pole figure (IPF) maps of the as-printed single-track and bulk samples, respectively. The corresponding phase maps (Fig. 5b and e) reveal the presence of ferrite networks within coarse austenite grains. By combining with the EBSD-IPF maps, it can be observed that the ferrite grains within the same matrix austenite grain can exhibit several types of crystallographic orientation. These ferrite grains with different crystal orientations were caused by the independent growth of ferrite and austenite phases during solidification, also known as independent two-phase growth34. Statistical analysis indicates that approximately half of the ferrite phase followed the Kurdjumov–Sachs (KS) orientation relationships with the austenite phase, i.e., \({(111)}_{{FCC}}\) // \({(110)}_{{BCC}}\) and \( < 10\bar{1}{ > }_{{FCC}}\) // \( < 11\bar{1}{ > }_{{BCC}}\)35. In addition, the ferrite grains in the bulk sample were slightly larger than those in the single track, likely caused by the thermal cycling effect during bulk printing36.

a Inverse pole figure (IPF), b phase, and c Kernel Average Misorientation (KAM) maps for the as-printed single-track sample. d IPF, e phase, and f KAM maps for the bulk sample. The annotations “GB”, “KS”, and “TB” refer to the high-angle grain boundary, the interphase boundary with the KS orientation relationship, and the twinning boundary, respectively. The corresponding EBSD statistics, along with another set of EBSD characterizations delivering the same information, are provided in supplementary materials (Table S3 and Fig. S6).
The Kernel Average Misorientation (KAM) maps (Fig. 5c and f) refer to the distribution of geometry-necessary dislocations (GNDs). The local misorientation angle is proportional to the GND density in this region37. In the as-printed single-track sample (Fig. 5c), GNDs were concentrated in the ferrite phase with narrow interspaces. In contrast, the bulk sample exhibited a similar GND distribution but with a higher misorientation level. Additionally, the local misorientation level within individual ferrite grains varied with their crystal orientation, as seen in the ferrite phases with blue and red IPF colors in Fig. 5d. Thermal cycling in the bulk printing remained the dominant factor driving the difference in GND levels and distributions between the two samples. Based on the micromechanical behavior of ferrite and austenite phases observed in our in-situ neutron diffraction experiment (Fig. 4), the thermal cycling in the DED process was expected to introduce periodic stress during bulk printing, with significant stress partition in the ferrite phase.
The bulk sample was further characterized using transmission electron microscopy (TEM). As shown in Fig. 6a, the large secondary ferrite phases exhibited a network distribution within the austenite matrix, which is consistent with the EBSD phase maps. Selected area electron diffraction (SAED) shown in Fig. 6e and f confirmed the ferrite phase and austenite matrix. The lathy and vermicular ferrite grains included two distinct types of dislocation structures. The first type was a dislocation array, where dislocations were periodically aligned along the ferrite-austenite interphase boundary (Fig. 6b). Previous research has reported similar dislocation arrays in duplex-phase steels38,39. The formation of this dislocation structure was thought to compensate for the lattice misfit between ferrite and austenite, or due to the dislocation rearrangement caused by recovery, also known as polygonization40. In addition to this ordered dislocation arrangement, tangled dislocations were also observed in the ferrite grains, particularly in their narrow sections (Fig. 6d). This dislocation structure typically formed alongside a dense dislocation structure with severe dislocation entanglement at the surrounding austenite matrix, highlighted by yellow circles in Fig. 6b and d. This phenomenon aligned with the EBSD-KAM observations and was attributed to local deformation caused by cyclic stress and the transmission of dislocations across the interphase boundaries (Fig. 6b). The dislocation transition could be a mechanism explaining the dislocation accumulation in ferrite phases after the macroscopic yielding, as shown in Fig. 4d. Furthermore, subgrains with cellular structures were occasionally observed, such as the region marked in Fig. 6c. The overall dislocation density in the matrix, however, remained relatively low, with only short dislocation segments randomly distributed. This observation is consistent with the low dislocation density of the austenite phase measured by the synchrotron experiment (Fig. 3), which implies a strong annealing effect induced by the thermal cycling in the bulk printing.

a–d Bright-field images showing the dislocation distribution and phases in the sample. Note d is a magnified image of (c). e, f Indexed SAED patterns collected from the circled regions shown in (c). g EDS mapping of region (c).
The presence of some minor phases also suggested a noticeable annealing effect. Figure 6g presents the energy dispersive spectroscopy (EDS) mapping of the area shown in Fig. 6c. Compared to the austenite matrix, the ferrite phase was rich in Cr but depleted in Ni. Additionally, the composition map suggests the presence of two types of minor phases. Small, Mo-rich phase, which appeared with darker contrast in the TEM images and was attached to the ferrite grain, was likely the σ phase, a common precipitate formed during the heat treatment of 316L SS41. Furthermore, nano-scale spherical particles, indicated by arrows in light green, were randomly distributed within the austenite matrix. Elements such as Si, Mn, O, and Cr were concentrated in the oxide particles, suggesting the initiation of a phase transformation from the metastable Rhodonite (MnSiO3) to stable Spinel (MnCr2O4). This phase transformation in a laser powder bed fusion (LPBF) 316L SS sample typically begins after 30 min of post-annealing at elevated temperatures42. The presence of the σ phase and Mn-rich oxides further demonstrated the annealing effect induced by thermal cycling during the bulk printing process.
Discussion
Evolution of dislocation during the wire-laser DED process
The evolution of dislocation throughout the entire wire-laser DED process is summarized in the sketch shown in Fig. 7. Rapid solidification of 316L SS here occurred via the FA mode (Fig. 7a), beginning with the formation of primary ferrite. Subsequently, austenite formed around the primary ferrite through the eutectic reaction. The newly formed ferrite phase during the eutectic reaction could generate dislocation arrays on the ferrite-austenite interface to accommodate lattice mismatch (Fig. 7b), depending on the orientation relationship between these two phases. Upon further cooling, solid phases came into contact with each other, accompanied by the depletion of the liquid phase. According to the previous study22, the eutectic reaction can induce significant undercooling at the end of solidification, leading to substantial volumetric shrinkage and high thermal stress. This thermal stress, serving as tension forces perpendicular to the grain/phase boundary, can be sufficiently large to even cause hot cracking in some alloys during AM43. Despite the superior printability of 316L SS, this thermal stress was expected to be significant between the ferrite and austenite phases due to their different CTE. It should be noted that both ferrite and austenite phases are greatly softened at elevated temperatures44. Consequently, a remarkable increase in dislocation density was observed at the end of rapid solidification (Fig. 7c), as evidenced by two peak densities in Fig. 3b. It was also possible to form dislocation cell structures within the austenite matrix. Except for the random and blurred cell structures observed in the bulk sample (Fig. 6c), clear cell structures, on a much smaller scale than the ferrite network, were observed in the as-printed 316L SS single track using high-resolution SEM, as shown in the supplementary materials (Fig. S7).

a The FA solidification mode of 316L SS during rapid solidification. “L”, “δ”, and “γ” refer to the liquid, ferrite, and austenite phases, respectively. The following subfigures correspond to five representative moments throughout the DED process. b The solidification front with the formation of primary ferrites and then eutectic structures. c A large number of dislocations are generated in both phases with the completion of the eutectic reaction. d Austenite transformation causes the decrease of dislocation density. During e the subsequent cooling and f thermal cycling, dislocations accumulate in the residual ferrite phase due to the significant stress partitioning but are annihilated in the austenite phase due to the annealing effect. The black and yellow arrows in the figures represent the movement of interfaces and the direction of thermal stresses, respectively.
During the subsequent rapid cooling, austenite transformation preferentially consumed the high-dislocation-density region in ferrite, forming austenite with lower dislocation density, which led to a decrease in overall dislocation density. This observation offers a contrasting perspective to the existing theory, which posited that the δ → γ transformation right after solidification could increase dislocation density due to the different CTE in austenite and ferrite45,46. Nonetheless, after the austenite transformation, the dislocation arrays remained in the retained ferrite phase. The newly formed austenite was softer because of the low dislocation density, and plastic deformation occurred easily during the following rapid cooling. Therefore, the dislocation density remained relatively high in the austenite phase after the δ → γ transformation. This localized deformation contributes to the higher GND density at the interspace between adjacent ferrites, as shown in Fig. 5c.
Owing to the gradually reduced cooling rate, the newly solidified section took longer to cool to room temperature. Therefore, during this period, the annealing effect must be considered alongside the thermal stress. As reported in one of our recent studies47, AM samples with high dislocation density exhibit extremely rapid dislocation recovery even during the temperature ramping stage of heat treatments. Thus, the slower cooling process could apply an annealing effect to promote dislocation recovery (Fig. 7e). Theoretically, ferrite presents faster recovery kinetics than austenite due to the higher stacking fault energy, which could also explain the rapid decrease in dislocation density during the initial cooling period. Nevertheless, during the subsequent slower cooling, the dislocation structure in ferrite was primarily influenced by the stress induced by the large temperature variation and size effects. As indicated by Fig. 4b, the stress partitioning in ferrite can be ~4 times that in the austenite matrix (BCC{200} vs. FCC{200}). Within the temperature range of 300-1000 K, the yield strength of ferrite is only about 1.5–2.5 times greater than that of austenite48. The distinct dislocation evolution in ferrite and austenite phases can thus be analogous to dislocation manipulation and static recovery, respectively, in creep deformation49, despite the much shorter timescale. On the other hand, as compared to the austenite matrix, the majority of dislocations retained in the ferrite phase are GNDs, which are generally more difficult to experience static recovery due to the lower mobility50.
Above strengthening-softening competition further extended to the subsequent thermal cycling process in bulk printing (Fig. 7f), featuring the dislocation density maintained at a high level in ferrite but further decreasing in the austenite matrix. Moreover, due to the synergistic influence of annealing and stressing, polygonization recovery tends to occur in the lath-like phase39, which is another source of dislocation arrays perpendicular to the lath boundary, as observed in our experiment shown in Fig. 6b. These dislocation arrays functioned as tilting boundaries within the ferrite grains, resulting in a higher KAM level in the ferrite phase of the bulk sample. As discussed above, the higher thermal stability of the ordered dislocation array slowed down the recovery rate50. However, it should be noted that statistically stored dislocations remaining in ferrite will still have a chance to recover during bulk printing, such as those shown in Fig. 6d. Thus, the total dislocation density measured by synchrotron XRD exhibits a near unity in ferrite between the single-track and bulk samples.
Other observations in the present work also supported this theory regarding the distinct dislocation evolution in austenite and ferrite during thermal cycling. For the austenite matrix, the relatively low lattice strain observed in the as-printed track, further reduced in the bulk sample, indicated relief of residual stress through dislocation annihilation. Also, cell structures were observed in the single-track sample (Fig. S7e) but almost disappeared in the bulk sample (Fig. S7f), with only some faint traces barely visible in the TEM (Fig. 6c). Other features identified through the TEM characterization, such as the presence of minor phases, further underscored the strong annealing effect imposed by thermal cycling. In contrast, a relatively high lattice strain was observed in the ferrite phase in both single-track and bulk samples (Fig. 3a), indicating a high level of residual stress. The specific {hkl} lattice strains derived from the X-ray diffraction data are presented in the supplementary materials (Fig. S8). Significant lattice anisotropy was observed in the ferrite phase of both samples, particularly after thermal cycling, consistent with the anisotropic deformation behavior shown in Fig. 4 and also in agreement with the orientation-dependent GND distribution in ferrites (Fig. 5f). The differences in micromechanical properties between ferrite and austenite were responsible for distinct dislocation evolution in these two phases during the wire-laser DED process.
Although the multi-track multi-layer printing process is not feasible for operando synchrotron experiments, characterizing the effect of thermal cycling on dislocation density in a thin-wall sample would be a valuable future study. Such an experiment could provide strong evidence of the annealing and stress effects on dislocation evolution in austenite and ferrite phases. In addition to 316L SS, we also investigated dislocation evolution in Inconel 718 during the wire-laser DED process. Due to differences in solidification mode and phase constitution, the changes in dislocation density and lattice strain in Inconel 718 also differ. While the analysis and discussion are less extensive than for 316L SS, they are provided in the supplementary materials for those interested. Different materials systems may generate distinct dislocation structure configurations during AM processing, including variations in the fraction of statistically stored dislocation (SSD) and GND51. In the case of additively manufactured 316L SS, the predominant dislocation type is believed to be SSD18, to which the XRD line profile analysis is more sensitive, while the total dislocation density can be obtained through this method. However, the specific configuration of dislocation structures may influence the operando characterization of Inconel 718. Despite these differences, the overall trend in dislocation evolution for Inconel 718 is considered reliable.
Differences and similarities between DED and LPBF
Among commonly used fusion-based AM techniques, LPBF typically generates temperature gradients and solidification rates that are several orders of magnitude higher compared to wire-laser DED52. Our operando characterization has demonstrated that the rapid solidification of 316L SS in the wire-laser DED process can lead to significant dislocation accumulation, induced primarily by the eutectic reaction (L → δ + γ). The volumetric mismatch, different CTEs, and distinct mechanical properties contribute to substantial thermal stress, which enables further dislocation multiplication. Consequently, this thermal stress is anticipated to be higher in LPBF due to the significantly greater temperature gradient, which explains the prevalent dislocation cells and exceptionally high dislocation density in typical LPBF samples. The decisive role of this thermal stress in forming dislocation cell structures is further supported by the cell structures observed in our 316L SS single-track sample. Moreover, those cell structures were on a scale much smaller than the ferrite network, which also demonstrates the larger effect of the thermal stress on dislocation multiplication than other factors, such as the previously proposed constitutional stress53 and misorientation between subgrains14.
Past research has also suggested that thermal cycling is the primary cause of high dislocation density in bulk LPBF samples4,16,17,18. In contrast, high-deposition-rate AM processes, such as the wire-laser DED studied here, involve a high linear heat input, defined as the ratio of laser power to scanning speed2. Consequently, thermal cycling affects the evolution of dislocation structures primarily through annealing and dynamic recovery, resulting in lower dislocation densities and the decomposition of cell structures in bulk samples. Our findings revealed that significant dislocation multiplication can occur during rapid solidification. We suspect that the stress effect of thermal cycling on dislocation multiplication in LPBF may have been overestimated. This is because the deformation of a newly solidified layer requires a substantial stress magnitude, as it has been strengthened by severe “work hardening” during solidification. The distinct thermal conditions between LPBF and wire-laser DED can also influence the dislocation microstructure in other indirect ways, given that the solidification modes and characteristic length scales in microstructures differ in different AM processes. Nonetheless, future efforts involving the advancement of operando characterization techniques hold promise for providing more insights into dislocation evolution in LPBF.
Closing remarks and perspectives
In summary, we employed advanced experimental and simulation tools to investigate the evolution of dislocations and other microstructural features during rapid solidification, subsequent cooling, and cyclic heating in wire-laser DED of 316L SS. A key highlight of this work is the quantitative measurement of dislocation density using high-energy X-ray diffraction under operando conditions. Our findings reveal the critical role of the eutectic reaction in initially generating high dislocation densities, as well as the competing effects of annealing and stress on dislocation evolution during subsequent cooling and thermal cycling processes. Specifically, the dislocation density in 316L SS increases rapidly during solidification and then remains relatively constant throughout most of the solid-state cooling process, including the austenite transformation stage. This resolves a long-standing controversy in the literature, where some have speculated that the high dislocation density results from high stress developed during solid-state cooling. Additionally, there is a measurable repartitioning of dislocation content during subsequent thermal cycling, where the dislocation density decreases (presumably due to recovery) in the softer austenite phase but increases in the harder ferrite phase.
Wire-laser DED offers unique advantages for building large-scale components; however, post-heat treatment is generally more challenging for these structures. As a result, controlling the microstructure of as-printed parts is more demanding for DED than for some other AM techniques. The observations from this study provide insights into microstructure control through tailoring processing conditions and designing new feedstock alloys.
Regarding processing parameters, factors influencing eutectic reactions, cooling rates, and repeated heating are expected to significantly affect dislocation density by selectively promoting dislocation generation, multiplication, or recovery. These aspects have been thoroughly discussed in this work. Regarding alloy design, our research offers a couple of implications. First, for stainless steels, solidification mode can be modified by adjusting compositions, such as tuning the Cr/Ni ratio or adding Al. Both initial dislocation generation and residual stress effects can be significantly influenced by compositional variations. Second, stress partitioning in multiphase alloys should be carefully considered, particularly for alloys containing brittle phases. High thermal stresses associated with eutectic reactions and differences in CTE can lead not only to dislocation multiplication but also to cleavage and hot cracking. If brittle phases are unavoidable, adding elements that can modify CTE, orientation relationships, and phase boundary cohesion in eutectic structures could potentially improve alloy printability.
In fusion-based AM, material microstructure and part performance are governed by various factors with complex interplays. The fundamental understanding and the establishment of the quantitative relationship of composition-processing-structure are crucial for developing high-fidelity models essential for product design and performance prediction. Operando synchrotron X-ray imaging has provided valuable insights into melt pool dynamics and defect formation mechanisms in fusion-based AM. However, X-ray imaging has limitations in probing the mushy zone and solid-phase transformations. We hope this work can encourage the AM community to investigate structural dynamics at the atomic scale by leveraging reciprocal space information through advanced X-ray diffraction experiments. Such mechanistic studies will enhance the technical readiness of emerging AM technologies for industries with stringent qualification and certification requirements, such as nuclear energy.
Methods
Wire-laser DED process
A commercial wire-laser DED system (µPrinter, Additec, USA) was modified and used in the operando synchrotron X-ray experiment. The printhead utilizes a coaxial configuration with three laser sources and a wire-feeding nozzle. During the printing process, the printhead remained stationary while the substrate moved to form a stable deposit track, 18 mm in length, for the operando synchrotron characterization. The 316L SS wire feedstocks had a diameter of 0.9 mm and are commercially available (Harris, USA). The bulk samples studied in synchrotron and neutron experiments were fabricated using another wire-laser DED system (Meltio M450, Spain). The M450 printer has the same printhead configuration as the µPrinter, but it is equipped with six coaxial diode lasers and has an enhanced capability for printing larger samples. The bulk samples were printed using the bidirectional printing strategy and had dimensions of 40 (L) × 18 (W) × 80 (H) mm3.
The printing parameters used in this work are summarized in the supplementary (Table S4). Conditions for single-track and bulk samples were specifically selected to accommodate the needs of different experiments. For printing bulk samples in the lab, the processing parameters were primarily selected based on the recommendation of Meltio, aiming to produce large-scale samples with minimized structural defects for tensile testing. However, this printing condition resulted in a wide single-track (~2.5 mm) and thereby could compromise the q resolution in the X-ray diffraction. Therefore, in our operando synchrotron experiment, we intentionally reduced the feeding rate and laser power while maintaining the same travel speed as in bulk sample printing. This approach ensured that the cooling rate, solidification velocity, and volumetric energy density remained comparable between the two types of samples. As a result, they exhibited similar microstructures, as validated by electron microscopy characterization shown in Fig. 5 above and Fig. S6 in the supplementary materials.
Operando synchrotron X-ray characterization and data analysis
The operando high-energy synchrotron X-ray characterization was conducted at the 1-ID-E beamline at the Advanced Photon Source, Argonne National Laboratory. A monochromatic X-ray beam with an energy of 100.0 keV was generated by a superconducting undulator and used for both imaging and diffraction experiments. The imaging and diffraction experiments were conducted using the same configuration, differing only in the incident beams and detectors. X-ray imaging employed a larger incident beam to capture the full field of the melt pool. During the diffraction experiment, the X-ray beam was focused to a size of 100 µm (horizontal) × 30 µm (vertical). The beam focusing and collimating optics, as well as the detector positions, were fully controlled by spec macros (UNIX-based programs), enabling quick mode switching and consistent data collection. A PILATUS3X-2M CdTe detector (DECTRIS, Switzerland) was used to collect the time-resolved two-dimensional diffraction patterns with a frame rate of 250 Hz and an exposure time of 3 ms for each frame. Preliminary testing confirmed that the maximum intensity on each diffraction pattern was not oversaturated, and the experiment was highly repeatable among individual trials. A detailed description of our operando synchrotron experiment, representative imaging and diffraction data, and a flowchart of the experiment procedure are presented in the supplementary materials.
For the ex-situ measurement of the as-printed single-track and bulk 316L SS samples, “linear” and “mapping” scanning programs were configured for the sample stage with identical beamline configuration, including the same incident and receiving optics. The bulk sample used for the scanning was sliced along the plane perpendicular to the scanning direction from the central region of the original sample, maintaining a thickness similar to that of the as-printed track. To ensure statistical reliability, the scanning area extended over 20 mm2 from the very center of the sliced sample.
The raw diffraction patterns were processed using GSAS II software54, including pattern summation, integration, and line profile analysis. All 2D diffraction patterns were reduced to single spectra over the entire azimuthal angle. The parameters of the diffraction experiment were calibrated using a reference LaB6 powder sample. The fractions and lattice parameters of solid phases were determined through Rietveld refinement of the integrated 1D diffraction line profile. Given that the sample volume within the X-ray path was stable throughout the entire printing process, the fitted intensity scale of both solid phases correlated with the absolute fraction of the solid phases, allowing for the derivation of the liquid phase fraction as well. The lattice strains of the solid phases were calculated using the equation (d − d0)/d0, where d and d0 represent the fitted lattice parameter and the reference lattice parameter for an undeformed sample at room temperature, respectively. The reference d0 was determined through a thermodynamic calculation as explained in the following section.
The full width at half maximum (FWHM) of each diffraction peak measured from synchrotron X-ray diffraction was used to calculate dislocation density based on the modified Williamson–Hall method: \({FWHM}={(0.5\pi {A}^{2}{b}^{2})}^{0.5}{\rho }^{0.5}g{C}^{0.5}+0.9\lambda {D}^{-1}\), where A is a constant dependent on the effective outer cutoff radius of dislocation; b refers to the magnitude of the Burger’s vector, ρ represents the dislocation density, g is the magnitude of the diffraction vector, C is the dislocation contrast factor obtained from the computer program ANIZC55; λ refers to the X-ray wavelength; and D is the coherent scattering domain size. The materials-dependent parameters mentioned above were obtained from the literature for 316-type SS56. The effects of temperature variation and sample thickness on peak broadening were evaluated based on the thermal expansion of the lattice and the detector length (L), respectively. Variations in lattice parameters and the sample-to-detector distance can lead to shifts in peak position, which are considered uncertainty. The sample-thickness effect requires special attention because, according to Bragg’s law, this broadening component accumulates with diffraction angles. This effect was evaluated by manually setting L to L ± D/2 in GSAS II to integrate the 2D diffraction pattern, where D is the sample thickness. The deviation of each peak position was assumed to be the two standard deviations in a Gaussian distribution, calculated as FWHMthickness. The instrumental broadening, FWHMinstrument, was determined in the calibration experiment with the reference LaB6 sample. Some instrumental factors that cannot be corrected this way were assumed to have negligible influence on the Modified Williamson–Hall analysis. Therefore, in this work, the FWHM used in the modified Williamson–Hall analysis was initially measured through pseudo-Voigt fitting of each peak and then corrected via Gaussian correction: \({FWHM}={({FWH}{M}_{{measured}}^{2}-{FWH}{M}_{{instrument}}^{2}-{FWH}{M}_{{thickness}}^{2})}^{0.5}\).
In addition to the aforementioned factors, intrinsic melt pool instability (e.g., melt flow and dimensional oscillation) can induce temperature fluctuations, leading to additional broadening of X-ray diffraction peaks. We extracted peak positions from each diffraction pattern and analyzed the variations in lattice parameters caused by melt pool instability. The result, presented in the supplementary materials, indicates that its impact on dislocation measurement is relatively small and can be neglected. Several other factors that may contribute to peak broadening and affect data analysis were not considered in this work but warrant further investigation: (i) Variations in dislocation structures and their distribution can influence the value of the constant term, A, in the Modified Williamson–Hall analysis at different printing stages. (ii) The distribution and evolution of intragranular lattice strain due to CTE mismatch between phases could contribute to additional peak broadening. (iii) Peak broadening effects may involve both Gaussian and Lorentzian components, which may need to be decoupled in the analysis. While accounting for all these factors could yield more precise dislocation density values, quantifying their individual contributions across all processing and thermal conditions is highly challenging. Therefore, in this work, we adopted a simplified approach to obtain semi-qualitative results, focusing on identifying key trends.
Multi-physics simulation and thermo-equilibrium calculation
The multi-physics simulation of the wire-laser DED process was conducted using the commercial CFD simulation software Flow-3D. The printing parameters, including laser power, traveling speed, and feeding rate, were aligned with those used in the operando synchrotron X-ray experiments. A mesh size of 0.15 mm was set in the simulation. The materials- and temperature-dependent parameters of 316L SS, detailed simulation setup, governing equations of physics, and methods of simulation validation are provided in our previous work32,57. Our simulation was experimentally validated by the dimension of the printed track, the wetting angle of the molten pool front, and the cooling profile immediately after printing, as shown in Fig. S4.
To compute the lattice parameters of ferrite and austenite in 316L SS as a function of temperature, a thermo-equilibrium calculation was performed using the software Thermo-calc. The molar volume of a single-phase system, whether ferrite or austenite, with experimentally measured composition, was calculated from room temperature to elevated temperatures using the TCFE9: Steels/Fe-alloys v9.3 database. The temperature-dependent lattice parameter a(T) can be calculated using the function: \(a(T)={(n\times V{(T)/{N}_{A}})}^{\frac{1}{3}}\), where n, V(T), and NA refer to the number of atoms in the unit cell, the temperature-dependent molar volume of the system, and the Avogadro constant, respectively. This methodology was applied to Inconel 718 to calculate its lattice parameter at room temperature.
In-situ neutron diffraction
The micromechanical behavior of the bulk DED sample was measured via in-situ neutron diffraction during the uniaxial tensile test at the VULCAN beamline of Spallation Neutron Source, Oak Ridge National Laboratory. The dog-bone-shaped tension plate was machined with its loading direction parallel to the building direction of the bulk DED sample. The nominal gauge volume was 44 (length) × 3 (width) × 3 (thickness) mm3. The tensile test was carried out using the VULCAN MTS load frame with force control before the macroscopic yielding. After yielding, the strain rate was fixed to 10−4/s. The neutron beam incident slits are 8 mm (H) × 2 mm (V), covering about 11.3 mm in length at the specimen center. The 3He linear-position-sensitive detectors bank was employed to continuously collect diffraction signals during the tensile test in several different directions. This work analyzed the {hkl}s along the loading direction. The continuous diffraction data was uniformly chopped into 40 data points according to the total elongation. In each data segment, diffraction peaks were individually fitted using the VDRIVE software58. The profile function is based on the Time-of-Flight profile function 3 in GSAS: convolution of the back-to-back exponent function to the pseudo-Voigt function. The phase-specific and {hkl}-specific lattice strains were calculated using the equation: \({\varepsilon }_{{hkl}}^{{phase}}=\frac{{d}_{{hkl}}^{{phase}}\,-\,{d}_{0,\,{hkl}}^{{phase}}}{{d}_{0,\,{hkl}}^{{phase}}}\), where \({d}_{{hkl}}^{{phase}}\) refers to the spacing of the {hkl} plane family of each phase, and \({d}_{0,\,{hkl}}^{{phase}}\) was selected from the first data segment. The intergranular/interphase strain was computed using the equation: \({\varepsilon }_{{hkl},{inter}}={\varepsilon }_{{hkl}}-\frac{{\sigma }_{{macro}}}{{E}_{{hkl}}}\), where σmacro is the macro stress, and Ehkl is the diffraction elastic constant for the {hkl} plane family, i.e., the slope of the macro stress vs. the {hkl} lattice strain in the elastic deformation regime.
Microstructure characterization
The SEM characterization was conducted using a dual-beam Helios UC G4 microscope equipped with Oxford EBSD and EDS detectors. The SEM-EBSD samples were mechanically ground using a batch of sandpapers with varying grits, then polished to obtain a mirror surface using diamond suspensions and a 0.06 µm silica solution. The EBSD maps were acquired with a step size of 0.1 µm and post-processed using AztecCrystal software. The TEM characterization was conducted using a FEI Talos F200X microscope at 200 kV. The TEM sample was initially cut from the center of the bulk DED sample, thinned, and punched to a disk with a 3 mm diameter. The sample foil was then processed via twin-jet polishing in a CH3OH (95%) and HClO4 (5%) solution at −30 °C.
Data availability
The data that support the findings of this study are available from the corresponding authors upon request. Source data are provided with this paper.
References
Gu, D. et al. Material-structure-performance integrated laser-metal additive manufacturing. Science 372, eabg1487 (2021).
DebRoy, T. et al. Additive manufacturing of metallic components – process, structure and properties. Prog. Mater. Sci. 92, 112–224 (2018).
Ren, N. et al. Solute trapping and non-equilibrium microstructure during rapid solidification of additive manufacturing. Nat. Commun. 14, 7990 (2023).
Bertsch, K. M., Meric de Bellefon, G., Kuehl, B. & Thoma, D. J. Origin of dislocation structures in an additively manufactured austenitic stainless steel 316. L. Acta Mater. 199, 19–33 (2020).
Strantza, M. et al. Directional and oscillating residual stress on the mesoscale in additively manufactured Ti-6Al-4V. Acta Mater. 168, 299–308 (2019).
Wang, Y. M. et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 17, 63–71 (2018).
Zhou, G. et al. Quantification of local dislocation density using 3D synchrotron monochromatic X-ray microdiffraction. Mater. Res. Lett. 9, 182–188 (2021).
Kürnsteiner, P. et al. High-strength Damascus steel by additive manufacturing. Nature 582, 515–519 (2020).
Hou, H. et al. Fatigue-resistant high-performance elastocaloric materials made by additive manufacturing. Science 366, 1116–1121 (2019).
Herzog, D., Seyda, V., Wycisk, E. & Emmelmann, C. Additive manufacturing of metals. Acta Mater. 117, 371–392 (2016).
Eskandari Sabzi, H. & Rivera-Díaz-del-Castillo, P. E. J. Composition and process parameter dependence of yield strength in laser powder bed fusion alloys. Mater. Des. 195, 109024 (2020).
Hemmasian Ettefagh, A., Guo, S. & Raush, J. Corrosion performance of additively manufactured stainless steel parts: a review. Addit. Manuf. 37, 101689 (2021).
Gao, S. et al. Additive manufacturing of alloys with programmable microstructure and properties. Nat. Commun. 14, 6752 (2023).
Li, M., Ma, R., Ren, Y., Chang, S. & Li, L. New insights on dislocation forming mechanism of nickel-based superalloy fabricated by laser powder bed fusion. J. Mater. Res. Technol. 30, 4303–4309 (2024).
Chechik, L. & Todd, I. Inconel 718 two ways: powder bed fusion vs. directed energy deposition. Addit. Manuf. Lett. 6, 100145 (2023).
Wang, H. et al. Effect of cyclic rapid thermal loadings on the microstructural evolution of a CrMnFeCoNi high-entropy alloy manufactured by selective laser melting. Acta Mater. 196, 609–625 (2020).
Wang, G. et al. The origin of high-density dislocations in additively manufactured metals. Mater. Res. Lett. 8, 283–290 (2020).
Tekumalla, S., Seita, M. & Zaefferer, S. Delineating dislocation structures and residual stresses in additively manufactured alloys. Acta Mater. 262, 119413 (2024).
Plotkowski, A. et al. Operando neutron diffraction reveals mechanisms for controlled strain evolution in 3D printing. Nat. Commun. 14, 4950 (2023).
Zhao, C. et al. Real-time monitoring of laser powder bed fusion process using high-speed X-ray imaging and diffraction. Sci. Rep. 7, 3602 (2017).
Guo, Q. et al. Phase transformation dynamics guided alloy development for additive manufacturing. Addit. Manuf. 59, 103068 (2022).
Chen, Y. et al. Correlative synchrotron X-ray imaging and diffraction of directed energy deposition additive manufacturing. Acta Mater. 209, 116777 (2021).
Brown, D. W. et al. In-situ high-energy x-ray diffraction during a linear deposition of 308 stainless steel via wire arc additive manufacture. Metall. Mater. Trans. A 51, 1379–1394 (2020).
König, H.-H. et al. Solidification modes during additive manufacturing of steel revealed by high-speed X-ray diffraction. Acta Mater. 246, 118713 (2023).
Oh, S. A. et al. Microscale observation via high-speed X-ray diffraction of alloy 718 during in situ laser melting. JOM 73, 212–222 (2021).
Silveira, A. C. D. F., Fechte-Heinen, R. & Epp, J. Microstructure evolution during laser-directed energy deposition of tool steel by in situ synchrotron X-ray diffraction. Addit. Manuf. 63, 103408 (2023).
Oh, S. A. et al. High speed synchrotron X-ray diffraction experiments resolve microstructure and phase transformation in laser processed Ti-6Al-4V. Mater. Res. Lett. 9, 429–436 (2021).
Chen, S., Guillemot, G. & Gandin, C.-A. Three-dimensional cellular automaton-finite element modeling of solidification grain structures for arc-welding processes. Acta Mater. 115, 448–467 (2016).
O’Flynn, D. et al. Identification of simulants for explosives using pixellated X-ray diffraction. Crime Sci. 2, 4 (2013).
Wu, C., Li, S., Zhang, C. & Wang, X. Microstructural evolution in 316LN austenitic stainless steel during solidification process under different cooling rates. J. Mater. Sci. 51, 2529–2539 (2016).
An, K., Chen, Y. & Stoica, A. D. VULCAN: a “hammer” for high-temperature materials research. MRS Bull. 44, 878–885 (2019).
Gao, L. et al. Tailoring material microstructure and property in wire-laser directed energy deposition through a wiggle deposition strategy. Addit. Manuf. 77, 103801 (2023).
Yu, D., Huang, L., Chen, Y., Komolwit, P. & An, K. Real-time in situ neutron diffraction investigation of phase-specific load sharing in a cold-rolled TRIP sheet steel. JOM 70, 1576–1586 (2018).
Inoue, H. & Koseki, T. Clarification of solidification behaviors in austenitic stainless steels based on welding process. Nippon Steel Tech. Rep. 95, 62–70 (2007).
Van Der Merwe, J. H. & Shiflet, G. J. The role of structural ledges at phase boundaries—III. F.C.C.-B.C.C. interfaces in Kurdjumov-Sachs orientation. Acta Metall. Mater. 42, 1199–1205 (1994).
Saboori, A. et al. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by directed energy deposition. Mater. Sci. Eng. A 766, 138360 (2019).
Kubin, L. P. & Mortensen, A. Geometrically necessary dislocations and strain-gradient plasticity: a few critical issues. Scr. Mater. 48, 119–125 (2003).
Du, J., Mompiou, F. & Zhang, W.-Z. A TEM study of the crystallography of lath-shaped austenite precipitates in a duplex stainless steel. J. Mater. Sci. 52, 11688–11700 (2017).
Furukawa, S., Ihara, H., Murata, Y., Tsukada, Y. & Koyama, T. Simulation of dislocation recovery in lath martensite steels using the phase-field method. Comput. Mater. Sci. 119, 108–113 (2016).
Humphreys, J., Rohrer, G. S. & Rollett, A. Recovery after deformation. In Recrystallization and Related Annealing Phenomena 199–244 (Elsevier, 2017).
Yin, H. et al. Thermal stability and microstructural evolution of additively manufactured 316L stainless steel by laser powder bed fusion at 500–800 °C. Addit. Manuf. 41, 101981 (2021).
Pinto, F. C., Aota, L. S., Souza Filho, I. R., Raabe, D. & Sandim, H. R. Z. Recrystallization in non-conventional microstructures of 316L stainless steel produced via laser powder-bed fusion: effect of particle coarsening kinetics. J. Mater. Sci. 57, 9576–9598 (2022).
Sun, Z. et al. Revealing hot tearing mechanism for an additively manufactured high-entropy alloy via selective laser melting. Scr. Mater. 168, 129–133 (2019).
SEOL, D. J. et al. High temperature deformation behavior of carbon steel in the Austenite and Ferrite Regions. ISIJ Int. 39, 91–98 (1999).
Brooks, J. A. & Thompson, A. W. Microstructural development and solidification cracking susceptibility of austenitic stainless steel welds. Int. Mater. Rev. 36, 16–44 (1991).
Nie, Y., Chang, Y. T. & Charpagne, M. A. Functionally graded stainless steels with tailored grain boundary serration. Scr. Mater. 237, 115714 (2023).
Zhang, X., Gao, L. & Mantri, S. Technical Basis for Understanding the Process-Microstructure-Property Correlation in LPBF 316 SS. ANL-AMMT-014, 2467450, 191289 https://doi.org/10.2172/2467450 (2024).
Pokharel, R. et al. An analysis of phase stresses in additively manufactured 304L stainless steel using neutron diffraction measurements and crystal plasticity finite element simulations. Int. J. Plast. 121, 201–217 (2019).
Song, S. et al. Tensile and creep behavior of 316L austenite stainless steel at elevated temperatures: experiment and crystal plasticity modeling. Acta Mech. Sin. 40, 423091 (2024).
Kohnert, A. A. & Capolungo, L. The kinetics of static recovery by dislocation climb. npj Comput. Mater. 8, 104 (2022).
Wang, F. et al. Dislocation cells in additively manufactured metallic alloys characterized by electron backscatter diffraction pattern sharpness. Mater. Charact. 197, 112673 (2023).
DebRoy, T. et al. Scientific, technological and economic issues in metal printing and their solutions. Nat. Mater. 18, 1026–1032 (2019).
Saeidi, K., Gao, X., Zhong, Y. & Shen, Z. J. Hardened austenite steel with columnar sub-grain structure formed by laser melting. Mater. Sci. Eng. A 625, 221–229 (2015).
Toby, B. H. & Von Dreele, R. B. GSAS-II: the genesis of a modern open-source all purpose crystallography software package. J. Appl. Crystallogr. 46, 544–549 (2013).
Borbély, A., Dragomir-Cernatescu, J., Ribárik, G. & Ungár, T. Computer program ANIZC for the calculation of diffraction contrast factors of dislocations in elastically anisotropic cubic, hexagonal and trigonal crystals. J. Appl. Crystallogr. 36, 160–162 (2003).
Zhang, X. et al. High-energy synchrotron x-ray study of deformation-induced martensitic transformation in a neutron-irradiated Type 316 stainless steel. Acta Mater. 200, 315–327 (2020).
Gao, L. et al. An operando synchrotron study on the effect of wire melting state on solidification microstructures of Inconel 718 in wire-laser directed energy deposition. Int. J. Mach. Tools Manuf. 194, 104089 (2024).
An, K. Data Reduction and Interactive Visualization Software for Event Mode Neutron Diffraction. ORNL Report, ORNL-TM-2012 621 (ONRL, 2012).
Acknowledgements
The authors would like to thank Alex Deriy, Ali Mashayekhi, and Peter Kenesei at the Advanced Photon Source for their assistance in the synchrotron beamline experiment. We are also grateful for the help from former UVA colleagues Zhongshu Ren and Lilly Balderson. T.S. acknowledges partial support from NSF-DMR. This material is based upon work supported by the National Science Foundation under Grant No. 2427686. This research was performed on APS beam time award(s) (https://doi.org/10.46936/APS-183365/60011367) from the Advanced Photon Source, a U.S. Department of Energy (DOE) Office of Science user facility operated for the DOE Office of Science by Argonne National Laboratory under Contract No. DE-AC02-06CH11357. This research also used resources at the Spallation Neutron Source, a DOE Office of Science User Facility operated by the Oak Ridge National Laboratory. The beamtime was allocated to VULCAN on proposal number IPTS-30197.
Author information
Authors and Affiliations
Contributions
L.G.: Writing – review & editing, Writing – original draft, Visualization, Validation, Software, Methodology, Investigation, Formal analysis, Data curation, Conceptualization. Y.C.: Writing – review & editing, Validation, Methodology, Formal analysis. X.Z.: Writing – review & editing, Methodology, Formal analysis. S.A.: Writing – review & editing, Formal analysis. A.C.: Writing – review & editing, Validation, Methodology, Formal analysis. T.S.: Writing – review & editing, Writing – original draft, Visualization, Validation, Supervision, Resources, Project administration, Methodology, Investigation, Funding acquisition, Formal analysis, Data curation, Conceptualization.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Chris Fancher and the other anonymous reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Gao, L., Chen, Y., Zhang, X. et al. Evolution of dislocations during the rapid solidification in additive manufacturing. Nat Commun 16, 4696 (2025). https://doi.org/10.1038/s41467-025-59988-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-59988-5
This article is cited by
-
Short-term creep response of AISI 316L stainless steel fabricated by laser powder bed fusion: experiments and physically based modeling
Journal of Materials Science (2026)
