
Abstract
Shear bands dictate the failure mechanisms of alloys across various strain rates and limit the damage tolerance of the alloy. While short-range amorphization has the potential to mitigate shear effects, it has thus far been confined to the nanoscale. Here, we extend amorphization to the micrometer scale, fundamentally replacing shear-dominated failure in multi-principal element alloy micropillars. We implement continuous compression strain-training from low to high strain rates, generating a top-down high-density dislocation gradient that drives the formation of a topological disorder network, extending over one-third of the micropillar height, which we define as hyper-range amorphization. Within the amorphous bands, atoms exhibit dynamic disorder, and the lattice rearranges and recovers, dissipating shear stress. The alloy achieves an ultimate compressive strength of ceramic level ( ~ 6.5 GPa), while maintaining ~59.1% plasticity. This work reveals a strain engineering-based mechanical mechanism for extending amorphization, establishing it as a viable pathway to enhancing the structural stability and energy dissipation capacity of alloys.
Similar content being viewed by others
Introduction
Damage tolerance is a fundamental property that dictates the structural reliability of alloys in critical engineering applications, including shipbuilding, automotive, microelectronics, construction, and aerospace, contributing to a global market exceeding €3 trillion annually1,2,3. Enhancing damage tolerance requires achieving a delicate balance between strength and ductility, yet conventional metallic systems often exhibit a trade-off between the two4,5. A long-standing challenge in solid mechanics is the inherent limitation imposed by shear bands, which govern the failure mechanisms of alloys across a wide range of strain rates4,5.
Shear bands emerge as highly localized regions of intense plastic deformation, acting as precursors to catastrophic failure6. Within these bands, severe lattice distortion leads to dislocation pile-ups or amorphization, and eventual microcrack formation7. Traditionally, amorphization has been viewed as detrimental to plastic deformation due to its lack of slip systems, potentially accelerating lattice instability8. However, recent studies9,10,11 suggest that under specific conditions, amorphization can facilitate plastic load transfer, potentially improving damage resistance. Conventional amorphous or glassy alloys are generally produced via rapid quenching or alloying routes that kinetically suppress crystallization12,13,14,15,16. In contrast, the present strain-training strategy induces amorphization directly within crystalline alloys through mechanical loading, thereby bypassing thermal processing limits. This approach is distinct from other non-thermal amorphization pathways, such as ion irradiation17, the melt quenching process14, or single-roller melt-spinning15. Yet, its inherently localized nature, usually restricted to the nanoscale, prevents amorphization from effectively counteracting the structural degradation associated with shear banding.
Here, we report the successful replacement of shear bands with a hyper-range amorphization mechanism in multi-principal element alloy (MPEA) micropillars. By applying continuous compression across multiple strain rates (strain-training), amorphization extends beyond the conventional nanoscale limit, reaching an unprecedented ~1.34 μm, equivalent to one-third of the deformed micropillar height. Double spherical aberration corrected transmission electron microscopy (DC-TEM) and density functional theory (DFT) calculations reveal that a top-down dislocation gradient mediates the accumulation of topological lattice defects, which in turn trigger long-range atomic rearrangement and nanocrystal recovery, dissipating shear stresses up to ~6 GPa. Contrary to conventional perceptions of damage tolerance in alloys, hyper-range amorphization nearly doubles the ultimate compressive strength and ductility compared to conventional high-strain-rate deformation.
Results
Strain-training induced hyper-range amorphization and superior properties
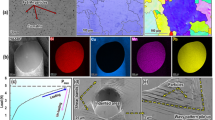
We begin by exploring a fundamental framework in the field of alloy plastic mechanics: the limitations of dislocation migration capacity on deformability. During plastic deformation, achieving a balance between high strength and ductility necessitates sufficient space for dislocation migration and proliferation (Supplementary Note 1). The eutectic MPEA system, characterized by semi-coherent phase boundaries, offers a unique opportunity to mediate plasticity through strong deformation bonding. As expected, phase boundary alignment parallel to the stress direction constrains dislocation motion, facilitating highly directional slip (Fig. 1a). This architecture minimizes slip interference while ensuring a low-energy dislocation pathway, establishing the framework for gradient dislocation propagation and hyper-range amorphization.

a Schematic of micropillar compression along and perpendicular to the phase boundary. b Laser powder bed fusion (LPBF) fabrication of MPEAs and corresponding inverse pole figure (IPF) and phase distribution. c Morphology of the focused ion beam fabricated MPEA micropillar. d TEM microstructure of the micropillar before and after ~5% pre-strain.
Face-centered cubic (FCC) and body-centered cubic (BCC) alternating eutectic MPEAs were manufactured via LPBF, followed by focused ion beam (FIB) milling to extract 〈111〉-oriented FCC micropillars (Fig. 1b, c, and Supplementary Figs. S1–S3). To ensure structural consistency, multiple micropillars were sectioned from a single eutectic cluster, preserving the vertical phase boundary alignment (Fig. 1d). Pre-compression tests (~5%) revealed the potential for “top-down” dislocation-mediated plasticity, as verified in micropillars with distinct phase boundary configurations (Fig. 1d and Supplementary Figs. S4 and S5).
In situ uniaxial compression tests (Fig. 2a–c, Supplementary Figs. S6–S11 and Supplementary Movies S1–S4) were performed at room temperature along the 〈111〉 direction of the FCC phase, spanning strain rates of ~8 × 10−⁴ s−1 (SR), ~3 × 10⁻3 s−1 (MR), ~2 × 10⁻2 s−1 (HR) and strain-training loading (ST, see Methods for details). The inherent heterogeneity of soft FCC and hard BCC phases prolonged the work-hardening stage even under intense shear, enabling all micropillars to achieve ultimate compressive strengths exceeding 2 GPa (Fig. 2d). Nevertheless, in SR, MR, and HR samples, shear band formation remained the dominant failure mode (Fig. 2a–c, Supplementary Figs. S6–S14). Increasing the strain rate, the strength and plasticity of the micropillars increased simultaneously. Remarkably, at the same strain rate hardening effect (strain rate limited to HR), the ST-loaded micropillars exhibited superior resistance to shear tilting, with minimal shear activity observed in the final deformation stages (Fig. 2c). This resulted in an extraordinary ultimate compressive strength of ~6.5 GPa (close to the theoretical value, Supplementary Note 2) and a ductility of ~59.1% (Fig. 2d).

Deformation processes under SR (a), HR (b), and ST (c) loading modes, where SR and HR samples fail prematurely due to shear localization, while ST samples exhibit full deformation (the red arrow shows the development of the shear band). d Engineering stress-strain curves, demonstrating pronounced strain hardening and superior damage tolerance in ST-loaded micropillars. Post-deformation structural analysis reveals a gradient deformation profile: Top region—severe plasticity and dislocation-driven fragmentation, Middle region—stress concentration leading to FCC/BCC phase bending and partial fracture, and Bottom region—minimal deformation and primary stress support. Dislocation evolution in ST samples enables progressive hardening, validating the top-down strain transmission design. The red dashed lines represent the strain rate limit and the theoretical strength limit. e Ashby plot of microscale mechanical property, highlighting that ST-loaded micropillars outperform most metals, alloys, and ceramics in strength–ductility synergy.
Compared these results with reported FCC MPEAs18,19,20,21,22, noble metals (Au23, Ag24), traditional alloys (e.g., Ti alloys25,26,, Al alloys27,28,29,30, Mg alloys31, Cu alloys32,33, Ni alloys34,35,36, steels37,38,39), ceramics40 and BCC MPEAs41,42, the studied ST micropillar exhibited a superior strength-ductility balance (Fig. 2e). By fitting the logarithms of the micropillar strength (lnσ) and strain rate (ln\(\dot{\varepsilon }\)), a high strain rate sensitivity (m ≈ 0.13) was observed with stable linearity, excluding fluctuations in strain rate strengthening (Supplementary Fig. S12).
Post-deformation analysis revealed that amorphized regions (~1.34 μm and ~1.01 μm) formed in patterns reminiscent of shear bands, yet extended significantly beyond the nanoscale limits reported in previous studies9,10,11. This mechanism allows the alloy to overcome the strain rate strengthening effect in the range of maximum strain rates (2 × 10−² s⁻¹) and to withstand additional external loads of up to ~3 GPa, which corresponds to a near doubling of its load-carrying capacity. The slope of the engineering stress–strain curve increased markedly compared to the constant rate test samples, reflecting the sustained work-hardening ability that rejuvenated the “aging” alloy.
It has been reported that dislocation migration in the soft FCC phase is relatively easy. However, dislocations encounter significant interfacial energy at vertical phase boundaries, restricting the lateral expansion of plastic deformation zones. The hard BCC phase acts as a supportive scaffold, limiting excessive deformation in the soft FCC regions and enhancing the overall load-bearing capacity. This is the reason why no obvious surface protrusions were found in the four samples (Fig. 2a–c).
TEM further revealed that at lower strain rates, high-density dislocations and deformation-induced defects concentrated near the micropillar top surface (Supplementary Fig. S14). The limited activation energy at these strain rates hindered long-range dislocation migration, leading to local stress concentration and shear-band-dominated failure (Fig. 2b and Supplementary Fig. S14). At higher strain rates, deformation occurs within a shorter timescale, promoting early-stage shear band nucleation that intensifies shear tilting (Fig. 2a–c). Unlike single-crystal micropillars, where dislocations can escape through free surfaces, the combined constraints of phase boundaries and shear bands restrict dislocation mobility, leading to secondary shear band nucleation at the pillar base in later deformation stages (Fig. 2a–c).
In contrast, ST loading enables a progressive transfer of stress from the top to the base of the micropillar, forming a dislocation gradient distribution along the height (Fig. 2c, d). Near the loading surface, severe slip and fracture events occur due to concentrated stress and temperature rise (Fig. 2d). Mid-section deformation manifests as multidirectional slip and rotational distortion, whereas the pillar base experiences constrained stress propagation, resulting in lower stress levels but pronounced structural distortion (Fig. 2d). This multistage loading induces a continuously decreasing stress gradient, ultimately facilitating the gradient-mediated plastic deformation observed in hyper-range amorphization.
Evolution of hyper-range amorphization
The observed amorphization exhibits a hyper-range characteristic, extending over approximately one-third of the deformed micropillar height, with widths exceeding ~10 nm (Fig. 3a–f). This phenomenon, mediated by crystal defects, spans a significantly broader region than previously reported cases9,11,43,44,45,46,47 (Fig. 3c). This hyper-range amorphization initiates in the fractured microstructural regions near the loading end, where atomic instability under high stress induces cavity formation (Fig. 3a). These cavities disrupt the long-range atomic stacking in adjacent matrix regions, triggering a cascade of disorder across the matrix (Fig. 3a). Selected-area electron diffraction (SAED) confirms the amorphous nature of the alloy micropillar in these regions (Fig. 3b). At the atomic scale, precise control of large displacements or high strain rates during in situ multistage loading remains a challenge, complicating direct observation of the hyper-range amorphization process. However, the presence of shear cavities formed under high-speed compression provides indirect evidence that amorphization predominantly occurs during the final high-strain-rate deformation stage, with prior deformation stages laying the structural foundation for this transition.

a–n DC-TEM analysis, illustrating the impact of amorphous bands on the surrounding matrix. a Morphological details of amorphous bands in the ST sample. The selected band axis is (110). b Fast Fourier transform (FFT) confirms the disordered atomic structure. The amorphous bands exhibit an average width exceeding ~10 nm, with distinct affected regions on either side (d–h). Additionally, phase boundaries hinder the amorphization process (f) and drive the downward bending of the amorphous bands. High-density dislocations are observed near the matrix, while dislocation density decreases near the amorphous band region (i). Diffraction spots showing the coexistence of crystalline and amorphous phases are observed at the interface between the affected region and the matrix (j). k–m Interactions between the amorphous band tips and stacking faults and sub-grain boundaries. n Elemental distribution in the tip region of the amorphous bands, with a notable decrease in the elemental concentration in the amorphous region under density-mismatching effects, where the Co, Fe, Al, and Ni contents are higher than the Cr content.
Fig. 3d, e, and their corresponding FFT patterns (Fig. 3g–j) reveal a transitional gradient zone between the amorphous band and the matrix, where partial lattice order is retained, forming a semi-amorphous region between the crystalline and amorphous states. The amorphous band itself lacks long-range lattice periodicity, effectively absorbing or annihilating dislocations near the interface. As a result, the dislocation density in the vicinity of the amorphous band is significantly lower than in other matrix regions (Fig. 3e, i). Similar to crystalline-amorphous interfaces observed in metallic glass composites48,49,50, the amorphous band interface serves as a terminus for dislocation motion, reducing dislocation accumulation and enhancing structural stability.
Notably, the amorphization process exhibits a downward bending trajectory upon traversing phase boundaries, with the soft FCC phase acting as a stress dissipater, concentrating deformation within the FCC-dominant regions. Fig. 3f, j illustrate that at the boundary between the gradient zone and the matrix, distinct diffraction spots coexist with diffuse disordered diffraction rings, indicating that the amorphous region actively participates in stress redistribution and load dissipation.
Near the amorphous band tip, stacking faults and subgrain boundaries preferentially form (Fig. 3k–m), whereas such defects are absent in other amorphous regions. This suggests that stacking faults and subgrain boundaries may act as precursors for the transition from crystalline to amorphous states. Local stress concentration at the tip is mitigated through defect reorganization, facilitating the progressive expansion of the amorphous band (Fig. 3k, m). These findings establish a direct correlation between crystalline defects and amorphization onset, where stacking faults and subgrain boundaries provide both initial conditions for disordering and local slip pathways in the absence of conventional slip systems, promoting the propagation of amorphization. Energy-dispersive X-ray spectroscopy (EDS) analysis (Fig. 3n) further confirms that the amorphous phase originates from the matrix, with a pronounced density mismatch effect51.
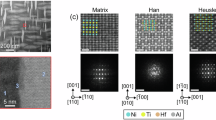
To gain deeper insight into this phenomenon, we employed density functional theory (DFT) simulations to investigate the evolution of atomic structure, energy, and stress under ST loading. A topological lattice model was constructed based on the micropillar’s crystal structure (Fig. 4a, b). In the initial state, minor lattice mismatches at the semicoherent phase boundary induce a network of topological defects, primarily pentagonal and heptagonal rings, in contrast to the typical hexagonal arrangement in perfect metallic crystals (Fig. 4b).

The DFT alloy system model is established based on the initial structure (a) of the alloy micropillar matrix (b). c–f The structural evolution during the compression of ST along the phase boundary is simulated. SF stands for stacking fault. g, h Stress and energy are experienced by the alloy system (average DFT calculations). i Dynamic evolution of pentagonal and heptagonal topological lattice defects within the hexagonal metallic matrix. Each strain level represents the average of five statistical measurements. j–l High-resolution TEM imaging of the amorphous band, with FFT confirming residual crystallinity within the amorphous structure (j, k) and FFT (l). The presence of lattice fringes within the amorphous band indicates that this region is not a remnant of untransformed crystalline material but instead results from partial structural recovery.
The model was subjected to simulated ST-mode loading (Fig. 4c), and the corresponding structural, mechanical, and energy evolution is illustrated in Fig. 4c–h. As the applied stress approaches its peak (Fig. 4g), the accumulation of high-density dislocations surpasses conventional annihilation mechanisms, leading to extensive dislocation interactions and the nucleation of successive topological defects. This cascade of defect formation induces atomic-scale disorder (Fig. 4d, e). At this stage, atomic bonding energy fluctuations and geometric distortions become increasingly pronounced, highlighting the role of dislocation-mediated defect proliferation in facilitating amorphization. Furthermore, the loss of lattice periodicity broadens the atomic bond energy distribution, enabling effective stress redistribution and energy dissipation, as reflected by the rapid decline in system energy and stress levels (Fig. 4g).
Disordered atoms undergo repetitive oscillations and irregular spatial transitions to accommodate external stress, characterized by localized atomic expansion and dynamic rearrangement, which serve as effective energy dissipation pathways (Fig. 4f). Additionally, atoms in high-energy disordered states remain thermodynamically metastable, allowing for local structural recovery under subsequent stress, transforming into low-energy crystalline structures (Fig. 4h). While direct in situ observation of this dynamic process remains technically challenging, high-resolution imaging of the amorphous band tip (Fig. 4i–k) reveals residual lattice fringes and diffraction spots, indicating the presence of nanocrystalline domains embedded within fully amorphous regions. This finding directly validates the proposed mechanism of energy dissipation via atomic rearrangement and local lattice recovery. Furthermore, this dynamic stress relaxation process explains the absence of crack nucleation at the amorphous band-matrix interface, underscoring the superior structural stability and initial microcrack stability (Supplementary Note 3 and Supplementary Fig. S15) conferred by hyper-range amorphization.
Gradient dislocation-induced amorphization expansion for shear stress dissipation
These findings provide compelling evidence for the critical role of gradient dislocations in driving hyper-range amorphization, thereby regulating the mechanical behavior of the alloy. The synergistic coupling between eutectic phase boundaries and gradient dislocations plays a role in stress regulation and structural stability (Supplementary Notes 4, 8, and Supplementary Figs. S16–S24). To quantitatively assess this process, the applied flow stress (σ) is decomposed into normal stress (σN) perpendicular to the shear band and shear stress (στ) along the shear direction (Fig. 5a)52. The evolution of σN and στ is analyzed considering the shear band angle (Fig. 5b–e). The deformation of the micropillar is predominantly governed by shear stress στ, which increases significantly with strain rate.

a Decomposition of applied load into normal stress σN and shear stress τ, with shear angle θ. b Quantitative representation of the shear angle θ, which is positively correlated with 1/\(\dot{\varepsilon }\). The shear angles θ for high HR and ST compression are relatively small. c Relationship between shear stress τ and normal stress σN. The variable-rate compression samples sustain extremely high shear and normal stresses. d Comparison of shear failure resistance between ST-loaded micropillars and other reported materials. e Dislocation density distribution along micropillar height, identifying the critical threshold for amorphization onset via statistical TEM-FCC analysis (f–i). j Quantifying strengthening contributions from the matrix, phase boundary, dislocations, solid solution, and amorphous phases, based on the ROM model. All strengthening mechanisms and dislocation density distributions are detailed in Tables S1–3.
For ST samples, shear stress accounts for more than ~90% of the total flow stress (Fig. 5c), highlighting the essential role of hyper-range amorphization and gradient deformation in dissipating shear energy. The resistance of ST-loaded micropillars to shear effects increases by ~389% and ~93% compared with SR and HR loading, respectively. The shear failure force sustained by ST samples surpasses that of most shear-band-dominated materials19,53,54,55,56,57,58,59,60 (Fig. 5d). Notably, shear failure occurs only at the final deformation stage, suggesting that amorphization initiates following cumulative defect accumulation during earlier stages and is ultimately triggered at high strain levels.
During each elevated strain rate of ST loading, new dislocations are inevitably generated within the alloy. The atoms in the crystal will undergo relative displacement, the original dislocations will move and proliferate, and the dislocation density inside the alloy will increase. As the strain increases by orders of magnitude, new dislocations will be generated on the basis of the dislocations generated in the first step, and so on, cumulatively, which leads to a significant increase in the dislocation density (Fig. 5e, f). With the increasing dislocation density during the strain-training process, complex interactions such as entanglement and intersection occur between dislocations, hindering further dislocation movement. When an external force tries to deform the crystal, it is necessary to overcome these obstacles formed by dislocation interactions, which leads to an increase in the alloy’s ability to resist deformation, thus increasing the alloy’s strength in the first few stages. Internal stress caused by the concentration of defects weakens the alloy’s ability to resist external forces and exacerbates the formation of shear voids.
Strain-training mitigates this issue by homogenizing dislocation distribution, promoting gradual internal stress release, and enabling dislocation migration rather than localized accumulation. This process is conceptually similar to multistep stamping in industrial forming, where each deformation step corrects and refines the microstructural evolution of the material61. Each strain increment effectively readjusts the alloy’s internal structure, facilitating progressive stress redistribution, expanding dislocation pathways, and enhancing its mechanical stability.
Through this top-down gradient dislocation architecture, stress is efficiently transferred from high-density dislocation regions to low-density zones, minimizing local stress concentrations (Fig. 5f–i). Zhao et al.11 established a quantitative relationship between critical dislocation density (ρa) for amorphization and stacking fault energy (γsf) (Eq. 1), where b is the Burgers vector:
For the FCC-based alloy (CoCrAlFeNi), with γsf = ~4.33 mJ/m²62 and b = ~0.254 nm, the predicted ρa threshold for amorphization is ~3.26 × 10¹⁵ m-2. Experimental data show that the top and middle regions of ST-loaded micropillars exceed this critical value, thereby enabling amorphization (Fig. 5e). As shear stress propagates, the amorphous band extends laterally from the high-dislocation-density region into the FCC matrix, which is inherently more susceptible to defect formation. The gradient-driven amorphization terminates at ~1.35 μm from the micropillar base (Fig. 2d), where the dislocation density falls below the amorphization threshold (Fig. 5e–i). The contribution of amorphization strengthening to damage tolerance, calculated using the rule of mixtures (ROM) model63, reaches ~3.663 GPa (Supplementary Note 5, Fig. 5j, and Supplementary Table S1).
Studies by Huang et al.64 and Wang et al.9, in conjunction with our findings, confirm that amorphization facilitates local energy dissipation through dislocation emission and lattice recovery at crack tips, thereby reducing stored elastic energy and stabilizing the alloy structure. This process aligns with Griffith’s65 energy release rate (Gc) and its relationship with the deformation band length (a) (Eq. 2):
where the Young’s modulus E ~ 50 GPa, a ~ 1.34 μm, and τ ~ 6 GPa. The calculated energy release window for hyper-range amorphization is Gc ~ 3.235 J/m², providing an effective mechanism for stress dissipation in alloy damage.
During the ST process, topological lattice defects accumulate at low and moderate strain rates, forming a defect-rich network that provides the foundation for strain-induced amorphization under high-rate compression (Figs. 2c and 5e). This final stage supplies the shear energy necessary to drive hyper-range amorphization, allowing the alloy to adapt to extreme strain conditions through amorphization rather than conventional shear banding.
Extending hyper-range amorphization to CoCrNi alloy systems
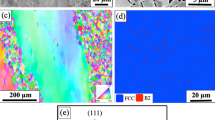
To verify the applicability of the ST strategy across different alloy systems, we employed a representative cast face-centered cubic (FCC) single-phase CoCrNi alloy and investigated its deformation mechanisms along the (110) and (111) crystallographic orientations—both of which correspond to preferential slip directions (Supplementary Fig. S19). Micropillars with a diameter of 2 μm, matching that of the eutectic samples, were fabricated via precise FIB milling, and crystallographic orientations were confirmed using EBSD. These samples were subjected to both ST loading to systematically assess their strengthening responses.
According to Zhang et al.19, CoCrNi micropillars oriented along (110) and (111) exhibit pronounced ductility under SR loading, accompanied by extensive dislocation escape toward free surfaces. Post-yield deformation often leads to localized strain accumulation, which rapidly propagates toward the surface, manifesting as pronounced shear slip bands. This surface-directed dislocation escape diminishes internal dislocation storage, thereby compromising load transfer and accelerating plastic localization.
Under the ST loading protocol, deformation in CoCrNi (110) and (111) micropillars is governed by a hybrid mechanism involving both crystal slip and amorphization (Figs. 6 and 7). These micropillars exhibit strength/ductility comparable to that of 500 nm nanopillars (Fig. 8), with the corresponding ST processes detailed in Supplementary Figs. S20 and S21. Notably, ST triggers hyper-range amorphization (Figs. 6 and 7) while also inducing stress accumulation at the pillar top. Together, these effects restrict dislocation escape and promote internal multiplication and slip, facilitating vertical stress redistribution. This process is accompanied by deformation twinning, low-angle grain boundary formation, and widespread Lomer–Cottrell (LC) lock development. However, due to the absence of phase boundaries, as present in eutectic systems, localized slip can still propagate from the non-amorphized adjacent regions.

a–e Overall morphology of the deformed pillar. Severe shape distortion is observed under transitional loading and extensive plastic flow (a). Surface deformation is pronounced near the top and gradually decreases along the loading direction. Amorphization and shear cracks are simultaneously present (b–d). Intense plastic deformation induces deformation twins (c, e). f, g Amorphous regions hinder dislocation escape and tend to evolve into low-angle grain boundaries. Localized stacking faults and LC locks accumulate around these regions. h, i The lattice strain distribution at the pillar base is inhomogeneous due to the presence of high-density dislocation defects. j Degree of structural distortion decreases from top to bottom. k High-resolution TEM imaging and FFT patterns confirm the presence of over-range amorphization. l EDS analysis at the amorphous front reveals reduced atomic density, predominantly enriched in Cr and Ni, suggesting possible element migration and segregation during the amorphization process.

a Post-deformation cross-sectional morphology showing severe distortion, similar to that observed in the (111) micropillar. Both amorphous regions and shear cracks are present. b Microstructural gradient from top to bottom. Unlike the eutectic micropillar, the bottom region also exhibits a high density of dislocations, while the top is severely distorted, and the middle region is enriched with LC locks. c, d Dislocation-mediated inward slip bands are emitted from the free surface near the crack tip, accompanied by the formation of stacking faults. e, f Localized amorphization at the crack tip. g High-density dislocation networks are distributed throughout the lower portion of the micropillar matrix.

The comparative data in this figure are referenced from ref. 19.
Unlike eutectic micropillars, where amorphization is stabilized and enhanced by phase boundaries, the single-crystal CoCrNi alloy relies on the amorphization-induced barrier to dislocation escape for uniform stress redistribution. This promotes the cooperative evolution of dense dislocation networks, stacking faults, LC locks, and deformation twins. Despite distinct mechanistic pathways, both systems ultimately achieve enhanced strength–ductility synergy via the ST-induced coupling of shear shielding (or partial shield) and amorphization. These findings underscore that the strain engineering–dislocation regulation–stress reconstruction–deformation control strategy is not inherently dependent on eutectic structures, thus demonstrating the generality and cross-system applicability of the ST approach.
Discussion
In this work, we develop an ST loading strategy to overcome the shear-dominated failure commonly observed in alloys, thereby enhancing their damage tolerance. We show that the typically detrimental shear effect can be effectively replaced by an over-range amorphization mechanism, enabling a stable and toughening deformation mode. The microscale strain process circumvents heterogeneities often present in bulk materials, such as defects, voids, and pre-existing cracks. Central to this strategy is a gradual increase in strain rate, which induces a vertically graded dislocation architecture and promotes uniform stress redistribution. This approach represents a shift from conventional alloying and structural design toward strain-path engineering to optimize damage resistance. These findings contribute to the development of high-strain-rate protective alloys and microelectromechanical systems.
Methods
Materials
The eutectic MPEA with a chemical composition of Co17Cr16Fe16Ni34Al17 was manufactured using a BLK series L-PBF machine custom-made by Foshan Chenfeng Material Technology Co., Ltd., and Bright Laser Technologies. This machine is equipped with a Yb fiber laser with a maximum power of 500 W. The powders were prepared by Foshan Chenfeng Material Technology Co., Ltd. using gas atomization, with particle sizes ranging from 15 μm to 53 μm (average size of 30 μm), and were used to construct alloy plates with dimensions of 40 mm (length) × 10 mm (width) × 2.1 mm (thickness). During bidirectional printing, 4140 steel was used as the substrate, with a scanning speed of 1000 mm/s, a layer thickness of 40 μm, and a scan spacing of 80 μm.
The MPEA samples were cut into 2 mm (width) × 1 mm (thickness) samples by wire-cutting. The surfaces were polished with 2000#, 3000#, and 5000# grit sandpapers and then vibrationally polished to prepare EBSD samples. High-deformation-tendency (111) eutectic colonies were identified via EBSD analysis, followed by dual-beam focused ion beam/scanning electron microscope (FIB/SEM, FEI Helios NanoLab 600i) to prepare micropillar samples (Fig. 1 and Supplementary Fig. S1). A standard lift-out and annular milling procedure was employed. A rough milling step was performed at 30 kV with beam currents of 2.5–9 nA, followed by sequentially lower currents down to 0.28 nA to minimize tapering. Final surface cleaning was carried out at 5 kV and 48 pA to reduce Ga⁺ implantation and surface damage.
Efforts were made to ensure that the phase proportions and morphologies in the micropillars were as similar as possible, minimizing the potential errors caused by microstructural variability. The micropillars had a diameter of 2 µm and a height of 6 µm.
For FCC/BCC stacking structures, the phase boundary acts as an early obstacle in the dislocation slip process, making it difficult to traverse multiple phase boundaries, thus increasing the likelihood of stress concentration at the top and heterogeneous nucleation of shear bands occurring at the phase boundary. Selection of the target alloy and customization of the dislocation slip direction are the first steps in exploring the damage tolerance of an alloy.
We used a FIB instrument to expose the micropillar and confirmed that the phase boundary was parallel to the stress direction. Additionally, we observed the BCC and FCC lattices of the matrix, providing reference information that can be used as the basis for subsequent theoretical modeling. Unlike other phase boundaries, the BCC and FCC phases satisfy the Kurdjumov–Sachs orientation relationship. With parallel phase boundaries and strong bonding capabilities, dislocations preferentially migrate and diffuse along these low-energy channels over long distances. Under high-stress conditions, dislocations may act as dislocation sources, where dislocations can proliferate near the phase boundary through reactions or climb, avoiding the surface proliferation of dislocations. In our macroscopic tensile tests of eutectic MPEAs, dislocations still exhibited characteristics of proliferation along phase boundaries, providing a preliminary verification that interference from second-phase precipitates can be neglected in the design.
Microstructural characterization
Thin foils for TEM were extracted from deformed micropillars along the diameter direction using lift-out. Final thinning and polishing were conducted at 5 kV and 48 pA to achieve an electron-transparent thickness of <100 nm. TEM analysis was performed using Talos F200X and double spherical aberration-corrected Spectra 300 microscopes (Thermo Fisher Scientific) operated at 200 kV. The microstructure and defect evolution of both the substrate and micropillars were investigated. The MPEA samples exhibited nanoscale FCC and BCC phases with alternating lamellar structures and sharp, flat phase boundaries, with average sizes of ~140 nm (FCC) and ~70 nm (BCC). High-resolution TEM (HRTEM) images were acquired along the [111] zone axis to resolve lattice distortions and amorphous regions. Fast Fourier transform (FFT) and inverse FFT analyses were carried out using Digital Micrograph 3.40.2804.0 (Gatan) to determine crystallographic orientations and highlight lattice fringes. For filtered images, the applied reciprocal-space masks and filter parameters are provided in the corresponding figure captions. All images were recorded under identical camera length and exposure conditions to ensure reproducibility.
In situ mechanical testing
Micropillar compression tests were conducted using a high-resolution field emission scanning electron microscope, with the strain rates carefully controlled. Compression was performed at constant strain rates of 8 × 10⁻⁴ s⁻¹ (SR), 3 × 10⁻³ s⁻¹ (MR), and 2 × 10⁻² s⁻¹ (HR), as well as under varying strain rates (Increase from SR to HR, referred to as strain-training compression, ST). For each loading condition, tests were performed on three independent micropillars prepared from different regions of the bulk sample to ensure statistical independence.
Selection of SR
A strain rate of 8 × 10⁻⁴ s⁻¹ corresponds to the conventional quasi-static compression rate (~10⁻⁴/s level), facilitating the exploration of the material’s intrinsic compressive strength and plasticity.
Selection of MR
The strain rate of 3 × 10⁻³ s⁻¹ follows the “order-of-magnitude stepwise” principle. This controlled rate increase (<10×) prevents mismatches between video capture and load application systems while simultaneously introducing strain rate hardening effects.
Hardware constraints on HR
The 2 × 10⁻² s⁻¹ strain rate is chosen as the upper limit due to experimental system constraints. The video acquisition system requires a sufficiently high frame rate to capture the microcolumn deformation process accurately, while the motor control system must maintain load stability with nanometer precision. These two factors collectively determine the strain rate ceiling. Exceeding this threshold risks a mismatch between video capture and mechanical loading systems. In situ mechanical testing in small-scale environments may amplify the effects of strain rate hardening66. At this scale, a strain rate of 2 × 10⁻² s⁻¹ corresponds to a displacement speed of ~120 nm/s. In the work of Kim et al.67, a strain rate of 2 × 10⁻² s⁻¹ at the macroscale was referred to as a high strain rate.
Strain transition management of ST
Prior to the implementation of ST, we carefully designed the strain rate transition protocol based on comprehensive experiments with single-strain-rate samples. Three key criteria were established: (1) The strain rate transition point must reach the yield strain of the micropillar but remain lower than the strain threshold where shear localization occurs. (2) Sufficient dislocation density must be accumulated to reach the critical level required for triggering amorphization. (3) Reproducibility must be confirmed through repeated tests (three experiments, considering repeatability and experimental cost). The initial SR stage promotes uniform dislocation nucleation, the subsequent MR stage enhances dislocation gradient formation and interactions, and the final HR stage effectively triggers amorphization.
Micropillars loaded at slow strain rates are enriched with a high density of dislocations and deformation defects at the top. The low activation energy is not sufficient to support long-range migration of dislocations, leading to early localized stress concentrations and shear localization. To avoid premature shear or precursors in the SR stage of ST samples, compression was first loaded at a slow strain rate to the yield stage. Due to the small deviation of grain size and phase fraction within micropillars, the yield strain of the SR sample was ~5.5 ± 1.5%, resulting in a strain transition point of ~6% for the ST sample. Immediately afterward, the strain rate was increased to an MR to enhance uniform dislocation proliferation. This stage is needed to ensure sufficient accumulation of dislocations to establish a topological defect foundation for subsequent amorphization. The selection process of the strain transition point and miropillars diameter is described in detail in Supplementary Notes 6–8 and Supplementary Figs. S22–S28. Consideration of the positive strain rate hardening effect will allow this stage to sustain longer compressive displacements. Furthermore, amorphization requires enhanced atomic migration to rapidly disrupt the crystalline order. Such processes must be accomplished within a short period. Consequently, once the strain approached the uniform deformation limit observed in the SR–MR loading stage, the strain rate was immediately elevated to the upper hardware limit (HR level), enabling rapid compression until pillar fracture or abnormal deformation of the substrate occurred.
System control was implemented using software-driven displacement coordinated with the indenter, ensuring smooth transitions between strain rates and a strain sensitivity of ~0.1%. Upon surpassing a predetermined threshold, the system automatically triggered a strain rate transition to the next stage. Due to the inherent inertia of the experimental apparatus and the acceleration protocol, a slight delay in the actual transition point may occur during the acceleration phase (affected by the magnitude of the strain rate jump).
Atomistic simulation
DFT calculations were carried out using the Vienna ab initio simulation package (VASP 5.4)68,69,70,71. The interaction between electrons and ions was treated using the projector augmented wave (PAW) method72. The exchange and correlation energies of electrons were described by the PBE functional73 within the generalized gradient approximation (GGA)74. The electronic wave functions were expanded with a plane-wave basis set to a kinetic cutoff energy of 350 eV, which is 1.3 times greater than the default value for all the elements in the alloy (see Supplementary Note 8 and Supplementary Figs. S29 and S30 for more detail). All atoms were fully relaxed until the total energy and the Hellmann‒Feynman forces on the atoms were less than 1 × 10−4 eV and 0.02 eV/Å, respectively. A 7 × 1 × 1 k-point grid was employed for Brillouin zone sampling of the supercell, which included 264 atoms. To construct a periodic supercell containing an interface between FCC and BCC high-entropy CrNi2CoAlFe alloys, 144-atom FCC-like and 120-atom BCC-like special quasirandom structure (SQS) supercells were constructed with the alloy theoretic automated toolkit (ATAT)75,76,77,78. The relaxed lattice constants were a = 2.54 Å, b = 35.17 Å, and c = 18.65 Å, and a = 2.52 Å, b = 34.28 Å, and c = 15.72 Å for the FCC-like and BCC-like supercells, respectively. The interface was then generated by alternatively stacking the FCC-like and bcc-like supercells along the c direction, leading to a lattice mismatch of less than 3% along b.
The uniaxial compressive loading on the supercell is simulated here through a displacement-controlled method67,68, where the lattice vectors of the supercells are deformed incrementally by compression strains in the direction parallel to the phase boundaries with a compressive strain step of Δε = 0.01. At each strain step, the applied compression strain ε is fixed to calculate the corresponding compression stress σ, and the other five independent elements of the strain tensors and the positions of all atoms inside the supercells are fully relaxed. The lattice constants of the compressed supercells, the atomic positions, and the compressive stress-strain relation (σ–ε) are calculated at each step by this constrained relaxation. To simulate the strain-training transition process, the total target strain (20%) was divided into three incremental strain steps, thereby indirectly capturing the effect of strain-rate variation.
It is important to note that DFT-based simulations are typically performed on near-perfect crystal models and do not incorporate environmental temperature, sample heating, or realistic time-scale effects. In contrast, experimental conditions may induce plastic yielding at lower strains, or DFT simulations may exhibit premature phase transitions due to idealized assumptions. As such, the strain transition points in the simulations (e.g., 7% and 15%) differ from those in the experiments. These values were selected to trigger and observe comparable physical responses within the constraints of the DFT framework.
Data availability
All data are available in the main text or the supplementary materials. Source data is provided with this paper. Source data are provided with this paper.
Code availability
All DFT input/output files, atomic configurations, and scripts used in this study are provided in the Supplementary Data files. The dataset includes INCAR, KPOINTS, and CONTCAR files for both relaxation and compression simulations.
References
An, Z. et al. Negative enthalpy alloys and local chemical ordering: a concept and route leading to synergy of strength and ductility. Natl. Sci. Rev. 11, nwae026 (2024).
Optimat Materials Landscaping Study. Report J2963/IUK (Optimat, 2018).
World Economic Forum Mining & Metals in a Sustainable World 2050. Scoping Report (World Economic Forum, 2015).
Liu, H., Shang, X., He, B. & Liang, Z. Strain rate dependence of strengthening mechanisms in ultrahigh strength lath martensite. Int. J. Plast. 161, 103495 (2023).
Dowding, I. & Schuh, C. A. Metals strengthen with increasing temperature at extreme strain rates. Nature 630, 91–95 (2024).
Hutchinson, J. W. & Tvergaard, V. Shear band formation in plane strain. Int. J. Solids Struct. 17, 451–470 (1981).
Wang, X. et al. Elastic criterion for shear-banding instability in amorphous solids. Phys. Rev. E 105, 045003 (2022).
An, Q., Yan, Z., Bai, L. & Zheng, S. Achieving superior matching of strength, plasticity, and strain hardening in multilayers by introducing metastable amorphous interface phase. Scr. Mater. 252, 116258 (2024).
Wang, H. et al. Deformation-induced crystalline-to-amorphous phase transformation in a CrMnFeCoNi high-entropy alloy. Sci. Adv. 7, eabe3105 (2021).
Zhao, S. & Wu, X. Amorphization-mediated plasticity. Nat. Mater. 22, 1057–1058 (2023).
Zhao, S. et al. Amorphization in extreme deformation of the CrMnFeCoNi high-entropy alloy. Sci. Adv. 7, eabb3108 (2021).
Shao, L. et al. Dual-phase nano-glass-hydrides overcome the strength-ductility trade-off and magnetocaloric bottlenecks of rare earth based amorphous alloys. Nat. Commun. 15, 4159 (2024).
Wang, J., Song, L. J., Huo, J. T., Gao, M. & Zhang, Y. Designing advanced amorphous/nanocrystalline alloys by controlling the energy state. Adv. Mater. 36, 2311406 (2024).
Cao, Y. et al. Continuous polyamorphic transition in high-entropy metallic glass. Nat. Commun. 15, 6702 (2024).
Zhu, W., Li, Z., Shu, H., Gao, H. & Wei, X. Amorphous alloys surpass E/10 strength limit at extreme strain rates. Nat. Commun. 15, 1717 (2024).
Shen, Y., Samwer, K., Johnson, W. L., Goddard III, W. A. & An, Q. Phase formation and phase stability for the homogenous and heterogeneous amorphous metals versus the crystalline phase. Proc. Natl Acad. Sci. USA 122, e2404489122 (2025).
Li, T. et al. Origin of exceptional structural stability in refractory amorphous high-entropy alloys under ion irradiation. Acta Mater. 292, 121078 (2025).
Wang, H. et al. Lattice distortion enabling enhanced strength and plasticity in high entropy intermetallic alloy. Nat. Commun. 15, 6782 (2024).
Zhang, Q. et al. Size effects and plastic deformation mechanisms in single-crystalline CoCrFeNi micro/nanopillars. J. Mech. Phys. Solids 162, 104853 (2022).
Zhang, Q. et al. Room-temperature super-elongation in high-entropy alloy nanopillars. Nat. Commun. 14, 7469 (2023).
Zhang, J. Y., He, Q. F., Li, J. & Yang, Y. Chemical fluctuation enabling strength-plasticity synergy in metastable single-phase high entropy alloy film with gigapascal yield strength. Int. J. Plast. 139, 102951 (2021).
Li, J. et al. Heterogeneous lattice strain strengthening in severely distorted crystalline solids. Proc. Natl Acad. Sci. USA 119, e2200607119 (2022).
Sedlmayr, A. et al. Existence of two twinning-mediated plastic deformation modes in Au nanowhiskers. Acta Mater. 60, 3985–3993 (2012).
Yin, S., Cheng, G., Richter, G., Gao, H. & Zhu, Y. Transition of deformation mechanisms in single-crystalline metallic nanowires. ACS Nano 13, 9082–9090 (2019).
Pan, Y., Sun, Q., Xiao, L., Ding, X. & Sun, J. Plastic deformation behavior and microscopic mechanism of metastable Ti-10V-2Fe-3Al alloy single crystal pillars orientated to <011>β in submicron scales Part II: Phase transformation dependence of size effect and deformation mechanism. Mater. Sci. Eng. A 743, 804–810 (2019).
Chou, K., Li, N. & Marquis, E. A. Enhanced work hardening from oxygen-stabilized ω precipitates in an aged metastable β Ti-Nb alloy. Acta Mater. 220, 117302 (2021).
Andre, D. et al. Dislocation-mediated plasticity in the Al2Cu θ-phase. Acta Mater. 209, 116748 (2021).
Wang, S. J., Xie, D. Y., Wang, J. & Misra, A. Deformation behavior of nanoscale Al–Al2Cu eutectics studied by in situ micropillar compression. Mater. Sci. Eng. A 800, 140311 (2021).
Bauer, J., Sala-Casanovas, M., Amiri, M. & Valdevit, L. Nanoarchitected metal/ceramic interpenetrating phase composites. Sci. Adv. 8, eabo3080 (2022).
Su, R. et al. High-strength nanocrystalline intermetallics with room temperature deformability enabled by nanometer thick grain boundaries. Sci. Adv. 7, eabc8288 (2021).
Azadehranjbar, S. et al. Strength and plasticity of lamellar vs. fibrous eutectic Mg-Al nanocomposites: an in-situ microcompression study. Acta Mater. 206, 116624 (2021).
Hosseinabadi, R., Brognara, A., Kirchlechner, C., Best, J. P. & Dehm, G. The role of incoherent twin boundaries on the plasticity of Cu micropillars. Mater. Des. 232, 112164 (2023).
Niu, R. et al. Mechanical properties and deformation behaviours of submicron-sized Cu–Al single crystals. Acta Mater. 223, 117460 (2022).
Hua, P., Xia, M., Onuki, Y. & Sun, Q. Nanocomposite NiTi shape memory alloy with high strength and fatigue resistance. Nat. Nanotechnol. 16, 409–413 (2021).
Ming, K. et al. Enhancing strength and ductility via crystalline-amorphous nanoarchitectures in TiZr-based alloys. Sci. Adv. 8, eabm2884 (2022).
Duan, F. et al. Ultrastrong nanotwinned pure nickel with extremely fine twin thickness. Sci. Adv. 7, eabg5113 (2021).
Jeong, J. & Voyiadjis, G. Z. A physics-based crystal plasticity model for the prediction of the dislocation densities in micropillar compression. J. Mech. Phys. Solids 167, 105006 (2022).
Zhou, Q. et al. Effect of thermal ageing on the deformation behaviour of ferrite and austenite in a duplex stainless steel: micropillar characterisation and dislocation density modelling. Acta Mater. 265, 119599 (2024).
Li, S.-H., Zhao, Y., Radhakrishnan, J. & Ramamurty, U. A micropillar compression investigation into the plastic flow properties of additively manufactured alloys. Acta Mater. 240, 118290 (2022).
Shen, C. et al. Achieving room temperature plasticity in brittle ceramics through elevated temperature preloading. Sci. Adv. 10, eadj4079 (2024).
Liu, C. et al. Massive interstitial solid solution alloys achieve near-theoretical strength. Nat. Commun. 13, 1102 (2022).
Zou, Y., Ma, H. & Spolenak, R. Ultrastrong ductile and stable high-entropy alloys at small scales. Nat. Commun. 6, 7748 (2015).
Yang, Z. et al. Amorphization activated by semicoherent interfaces of FCC/BCC HEA multilayers during deformation. Mater. Des. 225, 111469 (2023).
Li, B. Y., Li, A. C., Zhao, S. & Meyers, M. A. Amorphization by mechanical deformation. Mater. Sci. Eng. R 149, 100673 (2022).
Han, S., Zhao, L., Jiang, Q. & Lian, J. Deformation-induced localized solid-state amorphization in nanocrystalline nickel. Sci. Rep. 2, 493 (2012).
Hinrichs, R., Vasconcellos, M. A. Z., Österle, W. & Prietzel, C. Amorphization of graphite flakes in gray cast iron under tribological load. Mater. Res. 21, e20171000 (2018).
Yang, X. et al. A novel, amorphous, non-equiatomic FeCrAlCuNiSi high-entropy alloy with exceptional corrosion resistance and mechanical properties. Acta Metall. Sin. (Engl. Lett.) 33, 1057–1063 (2020).
Lan, H. et al. The synthesis and application of crystalline–amorphous hybrid materials. Chem. Soc. Rev. (2024).
Kang, J. et al. Recent progress of amorphous nanomaterials. Chem. Rev. 123, 8859–8941 (2023).
Jangizehi, A., Schmid, F., Besenius, P., Kremer, K. & Seiffert, S. Defects and defect engineering in Soft Matter. Soft Matter 16, 10809–10859 (2020).
Hu, X. et al. Amorphous shear bands in crystalline materials as drivers of plasticity. Nat. Mater. 22, 1071–1077 (2023).
Li, X. T., Qu, R. T., Liu, R., Zhang, Z. J. & Zhang, Z. F. Mathematical equation of unified fracture criterion. J. Mater. Sci. Technol. 192, 1–5 (2024).
Zhang, Q. et al. Deformation mechanisms and remarkable strain hardening in single-crystalline high-entropy-alloy micropillars/nanopillars. Nano Lett. 21, 3671–3679 (2021).
Basak, A. K., Pramanik, A. & Prakash, C. Deformation and strengthening of SiC reinforced Al-MMCs during in-situ micro-pillar compression. Mater. Sci. Eng. A 763, 138141 (2019).
Singh, A. K. et al. Unveiling the effect of cementite distribution on the deformation behavior of pearlitic steel wires under micropillar compression: A strain-gradient crystal plasticity approach. Int. J. Plast. 185, 104214 (2025).
Shih, C., Katoh, Y., Leonard, K. J., Bei, H. & Lara-Curzio, E. Determination of interfacial mechanical properties of ceramic composites by the compression of micro-pillar test specimens. J. Mater. Sci. 48, 5219–5224 (2013).
Bednarczyk, W. et al. Determination of critical resolved shear stresses associated with slips in pure Zn and Zn-Ag alloys via micro-pillar compression. Mater. Des. 229, 111897 (2023).
Chen, Z., Horie, T., Wang, X. & Inui, H. Operative slip systems and their critical resolved shear stresses in η-Fe2Al5 investigated by micropillar compression at room temperature. Int. J. Plast. 180, 104057 (2024).
Dubach, A., Raghavan, R., Löffler, J. F., Michler, J. & Ramamurty, U. Micropillar compression studies on a bulk metallic glass in different structural states. Scr. Mater. 60, 567–570 (2009).
Kishida, K., Kim, J. G., Nagae, T. & Inui, H. Experimental evaluation of critical resolved shear stress for the first-order pyramidal c + a slip in commercially pure Ti by micropillar compression method. Acta Mater. 196, 168–174 (2020).
Isazadeh, A. R., Shamloofard, M. & Assempour, A. Some improvements on the one-step inverse isogeometric analysis by proposing a multi-step inverse isogeometric methodology in sheet metal stamping processes. Appl. Math. Model. 91, 476–492 (2021).
Mayahi, R. An investigation concerning generalized stacking fault behavior of AlCoxCrFeNi (0.25 ≤ x ≤ 2) high entropy alloys: Insights from first-principles study. J. Alloy. Compd. 818, 152928 (2020).
Spitzig, W. A., Pelton, A. R. & Laabs, F. C. Characterization of the strength and microstructure of heavily cold worked Cu Nb composites. Acta Metall. 35, 2427–2442 (1987).
Huang, S., Zhang, S., Belytschko, T., Terdalkar, S. S. & Zhu, T. Mechanics of nanocrack: Fracture, dislocation emission, and amorphization. J. Mech. Phys. Solids 57, 840–850 (2009).
Lawn, B. Fracture of Brittle Solids. (1993).
Bai, Z. & Fan, Y. Abnormal strain rate sensitivity driven by a unit dislocation-obstacle interaction in bcc Fe. Phys. Rev. Lett. 120, 125504 (2018).
Nguyen, N. T.-C. et al. Ultrahigh high-strain-rate superplasticity in a nanostructured high-entropy alloy. Nat. Commun. 11, 2736 (2020).
Kresse, G. & Furthmüller, J. Efficiency of ab-initio total energy calculations for metals and semiconductors using a plane-wave basis set. Comput. Mater. Sci. 6, 15–50 (1996).
Kresse, G. & Furthmüller, J. Efficient iterative schemes for ab initio total-energy calculations using a plane-wave basis set. Phys. Rev. B 54, 11169 (1996).
Kresse, G. & Hafner, J. Ab initio molecular dynamics for liquid metals. Phys. Rev. B 47, 558 (1993).
Kresse, G. & Hafner, J. Ab initio molecular-dynamics simulation of the liquid-metal–amorphous-semiconductor transition in germanium. Phys. Rev. B 49, 14251 (1994).
Blöchl, P. E. Projector augmented-wave method. Phys. Rev. B 50, 17953 (1994).
Perdew, J. P., Burke, K. & Ernzerhof, M. Generalized gradient approximation made simple. Phys. Rev. Lett. 77, 3865 (1996).
Perdew, J. P., Burke, K. & Wang, Y. Generalized gradient approximation for the exchange-correlation hole of a many-electron system. Phys. Rev. B 54, 16533 (1996).
van de Walle, A. et al. Efficient stochastic generation of special quasirandom structures. Calphad 42, 13–18 (2013).
Zunger, A., Wei, S.-H., Ferreira, L. & Bernard, J. E. Special quasirandom structures. Phys. Rev. Lett. 65, 353 (1990).
Lu, C., Li, Q., Ma, Y. & Chen, C. Extraordinary indentation strain stiffening produces superhard tungsten nitrides. Phys. Rev. Lett. 119, 115503 (2017).
Li, B., Sun, H. & Chen, C. Extreme mechanics of probing the ultimate strength of nanotwinned diamond. Phys. Rev. Lett. 117, 116103 (2016).
Acknowledgements
Y.L. acknowledges financial support from the National Key R&D Program of China (No. 2022YFB3806100) and the National Natural Science Foundation of China (grant Nos. 52171290 and 52225108). W.L. acknowledges financial support from the National Key R&D Program of China (No. 2022YFB3706101) and the National Natural Science Foundation of China (grant number 12472209). J.D. is grateful for the financial support from the China Scholarship Council (grant number 202306950090). J.D. would like to express sincere gratitude to Prof. Zhixin Huang, Dr. Siyuan Wei, Dr. Zhongji Sun, Dr. Jinming Wang, Dr. Gaoliang Yang, and Prof. Yunli Feng for their valuable discussions and insightful contributions during this work. J.D. and S.G. would like to thank the Al+ High Performance Computing Center of ZJU-ICI. The authors would like to thank the Springer Nature Language Editor for reviewing and revising the paper (verification code 83C3-37E2-B7B6-7837-A144).
Author information
Authors and Affiliations
Contributions
J.D. conceived the research. S.G. performed the simulation. J.D., W.L., and Y.L. designed the experiments, and J.D. conducted the experiments. J.D., H.F., C.L., and S.G. conducted the data analysis. J.D., H.F., W.L., P.W., and Y.L. contributed to the discussion of results. J.D. and Y.L. wrote the paper. All authors participated in the discussion and revision of the paper.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Hyeonseok Kwon and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Du, J., Guo, S., Feng, H. et al. Hyper-Range Amorphization Unlocks Superior Damage Tolerance in Alloys. Nat Commun 16, 10390 (2025). https://doi.org/10.1038/s41467-025-65379-7
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-65379-7
