
Abstract
Dopamine-based adhesives offer strong, versatile adhesion through diverse interactions but are limited by slow, poorly controlled oxidative polymerization and dopamine’s inhibition of radical polymerization. We present an efficient photochemical strategy for in-situ fabrication of high-performance polydopamine-containing hydrogels with instant wet adhesion. By integrating a scalable synthesis of a protected dopamine derivative with rational photochemical design, we enable simultaneous, light-controlled oxidative and radical polymerizations, forming interpenetrated hydrogel networks within seconds. The resulting tough adhesives exhibit high polydopamine content and strong adhesion across diverse wet and dry substrates, outperforming conventional polydopamine-coated systems. This rapid, light-driven process is compatible with extrusion-based 3D printing, allowing spatially programmable adhesion and the creation of complex biomimetic architectures. Furthermore, the instant, robust adhesion enables integration of flexible electroluminescent devices that remain stable under large deformations. This work establishes a versatile platform for rapid, programmable adhesion in soft electronics and biointerfacing systems.
Similar content being viewed by others


Introduction
Adhesion, the interaction between two surfaces, is a fundamental behavior observed across nature and daily life1,2,3,4. In biological systems, wet adhesion is particularly vital for tissue integration, enabling complex functions and enhancing biological processes in high-humidity or underwater environments5,6,7,8. For instance, fibronectin and collagen proteins facilitate strong muscle-to-bone attachments in humans, allowing coordinated movement during large-scale or high-frequency physiological motions9,10,11. Similarly, marine organisms such as mussels, sandcastle worms, and barnacles exhibit remarkable adhesion capabilities in saline and turbulent waters, which are essential for survival, reproduction, and nutrient acquisition12,13,14. In these systems, dopamine residues of proteins play a pivotal role, mediating adhesion through multiple covalent and noncovalent interactions with diverse substrates15,16,17.
Drawing inspiration from these biological systems, synthetic dopamine-containing adhesives have garnered significant attention, particularly when combined with porous, water-rich hydrogel matrices18,19,20. These polydopamine-containing hydrogel adhesives (PDCHAs) combine biocompatibility with inherent wet adhesion, enabling radical scavenging, antimicrobial activity, and enhanced wound healing and tissue regeneration21,22,23. Furthermore, PDCHAs facilitate the stable integration of wearable devices with soft tissues, preserving their performance under substantial mechanical deformations24,25. Their intrinsic conductivity and mechanical strength also position them as promising candidates for applications in human-machine interfaces, artificial tissues, and mechanical sensors with reliable signal transduction26,27,28. Despite these advantages, the development of high-performance PDCHAs remains limited by two long-standing fundamental challenges: their inhibitory effect on radical polymerization and slow, inadequately controlled oxidative polymerization under standard conditions (e.g., alkaline environments).
From a materials chemistry perspective, direct incorporation of polydopamine (PDA) into polymer networks is straightforward, but its moderate solubility and aggregation tendencies often result in non-uniform dispersion and reduced adhesion performance29,30. An alternative strategy involves homogenously loading dopamine monomers into preformed hydrogels, followed by post-polymerization oxidation31. While this method improves PDA distribution, it lacks spatial and temporal control, limiting its applicability in scenarios demanding rapid adhesion and compatibility with advanced manufacturing techniques. Efforts toward in situ copolymerization of dopamine with other monomers have achieved moderate adhesion strengths (tens of kilopascals)32,33. Despite these improvements, these systems remain limited by prolonged curing times and insufficient bonding strength for practical applications. Grafting dopamine onto polymer backbones followed by oxidative crosslinking provides faster curing34,35; however, these systems typically contain low dopamine content, far below the levels found in natural adhesive proteins (avg. ~10 wt.%). This low content, coupled with the prevalence of characteristic cyclized PDA units, limits adhesion enhancement. Their slow and unsatisfactorily controlled polymerization of catechol residues also reduces compatibility with additive manufacturing.
Recent advances in photochemistry, using ultraviolet, visible, or two-photon light, offer non-contact, spatiotemporal control over dopamine polymerization36,37,38. While promising, PDA’s broadband light absorption attenuates light penetration, and dopamine’s radical-scavenging behavior continues to impede hydrogel network formation. To overcome these limitations, an ideal photochemical strategy for PDCHA fabrication should meet the following criteria: (i) dopamine must undergo efficient oxidative polymerization while preserving its characteristic structure to enable multiple interactions; (ii) the photochemical system is compatible with conventional hydrogel polymerization mechanisms, enabling in-situ adhesive formation with dopamine content comparable to biological systems; and (iii) the process should be rapid, controllable reactivity suitable for on-demand adhesion and complex architectural fabrication via extrusion or light-based printing. To date, meeting all of these requirements poses a significant challenge for the development of fast, efficient, and broadly applicable photochemical strategies for PDCHA preparation with instant adhesion.
In this work, we present a rapid photocontrollable dopamine polymerization (RPDP) strategy that enables the in-situ formation of printable, high-performance PDCHAs with instant wet adhesion. Central to this approach is the rational design of a photolabile dopamine derivative and a photochemical system that allows for simultaneous deprotection and oxidative polymerization of dopamine while suppressing its inhibitory effects on conventional radical polymerization. This enables one-pot, light-controllable formation of interpenetrated PDA-containing multinetwork adhesives. The resulting tough PDCHAs exhibit rapid, strong, and durable adhesion to a wide range of porous and non-porous substrates, outperforming traditional PDA-coating approaches. Importantly, this RPDP approach is fully compatible with extrusion-based printing techniques, enabling precise fabrication of hierarchical biomimetic architectures. Adhesion performance can be tuned through contact topology, making these materials highly suitable for structured adhesives and flexible electronics. As proof of concept, RPDP-fabricated electroluminescent displays maintain stable light output under repeated and large mechanical deformation. It is anticipated that the RPDP strategy and high-performance PDCHAs have broadly applicable potential in chemistry and materials science, engineering, and flexible electronics.
Results
Design principle of polydopamine-containing instant adhesives
Dopamine is an oxygen- and pH-sensitive molecule that undergoes slow oxidative polymerization under alkaline conditions and in open-air environments. In acidic or neutral environments, it can polymerize more rapidly in the presence of strong oxidants, biocatalysts, or via electrochemical and plasma treatments39,40,41,42. However, these methods typically rely on specialized equipment, offer limited reaction control, and are often incompatible with conventional hydrogel polymerization conditions. Recent protection strategies43,44, such as catechol-boronate complexation, nitrobenzyl and silyl protection, have been developed to stabilize dopamine during polymer synthesis for the fabrication of polydopamine-containing polymer materials. Yet, these protection/deprotection approaches are often multistep, labor-intensive, and incompatible with one-pot hydrogel formation. Moreover, the synthesis of such protected dopamine derivatives is often limited to small-scale yields and is more expensive than commercially available dopamine. Thus, there is a pressing need to rationally design a low-cost and practical strategy that enables the efficient preparation of high-performance PDCHAs via photochemical methods. As such, the protected dopamine is rationally designed for cheap and tens-of-gram scalable production. The deprotection and oxidative polymerization of dopamine could occur sequentially in a single pot, allowing hydrogel networks to form simultaneously under light irradiation. The process completes within tens of seconds, ensuring uniform PDA dispersion and enabling rapid formation of high-performance PDCHAs.
To this end, the RPDP strategy is rationally developed, which enables both the deprotection of dopamine (DA) derivatives and their subsequent polymerization in a single process. In advance, the key component, a photolabile DA derivative, is synthesized through sequential protection reactions with di-tert-butyl dicarbonate and ethylenediaminetetraacetic dianhydride (Supplementary Figs. 1–5). Upon acid-mediated deprotection of the amine groups, the derivative (ethylenediaminetetraacetic acid-protected dopamine, EDA) is obtained in high yield (>90%) at a scalable amount (~30 g), demonstrating its practicality and cost-effectiveness. As shown in Fig. 1a, the PDCHA precursor is composed of EDA, vinyl monomers, and a catalyst system of ruthenium complex Ru(bpy)32+/persulfate. Upon visible light exposure, persulfate decomposes into sulfate radicals that initiate the radical polymerization of vinyl monomers to form the hydrogel matrix with ruthenium-based redox photochemistry45,46,47. Meanwhile, the ruthenium complex Ru(bpy)32+ is oxidized to Ru(bpy)33+, which facilitates EDA deprotection and co-initiates DA polymerization with persulfate as the oxidant. As a result, this photochemical process enables simultaneous hydrogel crosslinking and in-situ PDA formation within tens of seconds in a single step. The incorporation of PDA directly within the hydrogel network significantly enhances adhesion performance, enabling instant wet adhesion and robust sealing on both tissue and hydrophobic interfaces, far exceeding the performance of traditional DA-containing hydrogels prepared via post-polymerization coating within the same hydrogel matrix (Fig. 1b–d, and Supplementary Figs. 6, 7). Furthermore, such a rapid and precisely controllable RPDP approach is compatible with extrusion-based 3D printing, allowing the fabrication of complex hydrogel architectures (Fig. 1e). The RPDP process exhibits hallmark characteristics of orthogonality, controllability, and rapid polymerization, yielding PDCHAs with superior adhesion and mechanical performance compared to previous approaches using oxidants such as ClO4-, S2O82-, and H2O2 (Fig. 1f and Supplementary Fig. 8).

a Schematic illustration of blue-light-triggered deprotection of EDA and in situ polymer network formation within PDCHAs. The inset digital image shows the scale-up preparation of EDA, with the cost estimated based on the commercial prices of dopamine and ethylenediaminetetraacetic dianhydride, taking synthesis efficiency into account. b Adhesion strength comparison of PDCHAs prepared via the RPDP strategy and the conventional coating method. Inset: photographs of the respective adhesives applied to bent fingers. (n = 3 independent samples, and data are presented as mean ± SD). c Digital images of PDCHAs applied for wound closure. d Demonstration of strong wet adhesion of PDCHAs on both tissue and hydrophobic surfaces. e Digital images of complex PDCHA structures fabricated via extrusion-based 3D printing. f Comparison of DA polymerization mechanisms between the RPDP strategy and conventional oxidant-mediated approaches.
Controllable polymerization mechanism of EDA with ruthenium photochemistry
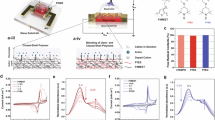
The chemical mechanism underlying the RPDP strategy is systematically investigated using UV-vis spectroscopy, leveraging the distinct color change associated with PDA formation (Fig. 2a). EDA solutions remain chemically stable under ambient conditions and show no significant color change unless both the catalyst and light irradiation are present (Supplementary Fig. 9). In contrast, DA solutions darken with transmittance sharply dropping to nearly 0% within 4 min only upon catalyst addition, due to the spontaneous polymerization initiated by the oxidative persulfate component (Supplementary Movie 1). This comparison highlights the importance of RPDP in enabling controlled, photochemical deprotection of the ethylenediaminetetraacetic acid group48,49, thereby allowing successful oxidative polymerization of EDA under the same conditions with high conversion efficiency (Fig. 2b and Supplementary Fig. 10). This key deprotection process is further confirmed in the di-tert-butyl decarbonate-protected EDA intermediate, where characteristic peaks of the ethylenediaminetetraacetic acid moiety disappeared after the same deprotection treatment (Supplementary Figs. 11, 12). In contrast, the similar protection group of succinic acid is not photochemically cleaved with the RPDP strategy; protected DA is therefore chemically stable and insensitive to oxidative persulfates (Supplementary Fig. 13). No significant color change is observed even with prolonged irradiation under the same conditions (Supplementary Fig. 14 and inset images in Fig. 2a). Moreover, XPS characterization in Fig. 2c and Supplementary Fig. 15 reveals a higher content of C-O bonds and lower C=O bonds in those synthesized via RPDP compared to those formed under alkaline conditions. This suggests a higher abundance of hydroxyl groups and a more distinct functional PDA structure. In combination with mass spectrometry analysis in Fig. 2d, e, these findings support two primary polymerization pathways for PDA formation via the RPDP strategy: Under light irradiation, both Ru(III) intermediates and persulfates act as strong oxidants in the acidic condition: (i) Ru(III) enables dominantly rapid phenol coupling and dimerization of DA, and (ii) deprotected EDA (now functionally equivalent to DA) undergoes spontaneous oxidative polymerization with persulfates.

a Real-time UV–vis transmittance spectra and digital images of the corresponding precursors before and after visible light irradiation. b Schematic illustration of the deprotection mechanism of EDA and the control compound SDA catalyzed photochemically by Ru(bpy)32+/persulfate. c X-ray photoelectron spectra (XPS, O 1s) comparing PDA synthesized from EDA and DA. d, e Time-of-flight secondary ion mass spectra of PDA prepared via the RPDP strategy. f Polymerization rates and conversion efficiencies of EDA under different pH conditions. (n = 3 independent samples, and data are presented as mean ± SD). g Schematic representation illustrating the feasibility of the RPDP strategy for other catechols and their derivatives, enabling the controllable synthesis of polyphenol materials. The terms of arbitration. units in Figures c–e are the abbreviation of arbitrary units.
Importantly, Fig. 2f and Supplementary Fig. 16 exhibit that this process is broadly pH-tolerant and proceeds efficiently across acidic, neutral, and alkaline pH values, achieving nearly 100% conversion within minutes. The improved phenol deprotonation slightly enhances the reaction rate of EDA (~1.5 times) in alkaline conditions17,50. As shown in Supplementary Figs. 17, 18, increasing EDA contents raises oxidative reaction rates. Meanwhile, increasing the persulfate-to-EDA molar ratios improves the conversion to 100% (Supplementary Figs. 19, 20). This enhancement is attributed to higher persulfate concentrations generating more Ru(III), which accelerates both deprotection and polymerization processes. However, excessive oxidant levels can cause over-oxidation and partial degradation of the PDA product. Notably, Fig. 2g and Supplementary Figs. 21–28 reveal that this RPDP strategy is readily applicable to other typical catechols and their derivatives, which can be similarly protected with ethylenediaminetetraacetic acid and undergo light-triggered polymerization, as confirmed by changes in solution transmittance.
Polymerization process and mechanical properties of PDCHA adhesives
As shown in Fig. 3a, rheology characterization is conducted to assess the sol-gel transition behavior of PDCHAs with RPDP and previously reported strategies. Initially, the precursor appeared as a yellow liquid, which rapidly solidified and darkened upon light exposure, indicating successful radical and oxidative polymerizations via the RPDP strategy. Gelation occurred within ~60 s, as evidenced by the storage modulus surpassing the loss modulus (G‵ ≥ G‵‵). Real-time Fourier-transform infrared spectra in Fig. 3b and Supplementary Figs. 29–31 confirmed the rapid polymerization rates, with radical polymerization, EDA deprotection, and subsequent DA oxidative polymerization each achieving over 95% conversion. Notably, radical polymerization proceeded more rapidly than the EDA-mediated processes, exhibiting a higher exponential rate constant (k = 180) compared to the slower deprotection and oxidation steps (k = 50 and 80) in fitting curves, thereby establishing a clear temporal separation among the reaction pathways (Fig. 3c and Supplementary Table 1). This sequential progression is critical, as the formation of an initial polymer network must precede extensive DA oxidation to ensure effective gelation and mechanical integrity. In contrast, precursors containing DA or PDA in place of EDA exhibited only visible color changes under light, but negligible modulus increases, indicating that DA oxidation occurred without effective radical polymerization. This inhibition is likely due to DA’s and PDA’s radical-scavenging activity and broad-spectrum light absorption, which reduce photoinitiation efficiency (Supplementary Fig. 32). These findings are corroborated by EPR analysis (Fig. 3d and Supplementary Fig. 33), which revealed significant suppression of radical generation in DA-containing systems, whereas radicals were effectively generated and sustained in EDA-containing formulations, facilitating efficient and controllable polymerization of typical vinyl monomers in PDCHAs (Supplementary Figs. 34, 35). Figure 3e and Supplementary Figs. 36–38 illustrate that this temporal disparity between radical polymerization and DA oxidation also contributes to a significant enhancement in mechanical performance with increasing DA content. At a concentration of 10 wt.%, the adhesives exhibit a maximum tensile stress of ~0.35 MPa at a strain of 850% and a toughness of 1500 kJ m−3.

a In-situ rheological analysis and digital images of PDCHA precursor before and after visible light irradiation. Solid and dashed lines represent the storage (G‵) and loss modulus (G‵‵), respectively. Comparison of reaction rates (b) and schematic diagram (c) of the concurrent processes of radical polymerization, EDA deprotection, and DA oxidative polymerization. The terms of Conv. And t indicate conversion and time, respectively. Vi, Vii and Viii indicate the reaction rates of radical polymerization, photochemical degradation and oxidation polymerization in this RPDP process, respectively. d Electron paramagnetic resonance (EPR) spectra of radicals in EDA and DA-containing systems. e Stress-strain curves of adhesives with different EDA contents. Fatigue crack propagation analysis (f) and cyclic loading curves (g) of samples fabricated via RPDP and post-polymerization PDA-coating strategies for comparing mechanical durability. h Schematic illustration of polymer network and PDA formation in hydrogels via the RPDP and conventional coating strategies.
As shown in Fig. 3f and Supplementary Fig. 39, toughness assessments, including crack propagation, fracture energy and fatigue resistance tests revealed a marked improvement in mechanical performance for PDCHAs prepared via the RPDP strategy: This enhancement is attributed to the in-situ formation of covalently crosslinked polymer matrices and the synergistic contribution of multiple supramolecular interactions with PDA, including electrostatic forces, hydrogen bonding, π-π stacking, cation-π interactions, and hydrophobic associations51,52,53. These reversible interactions effectively dissipate mechanical energy under stress, enabling PDCHAs to reach a high fracture energy (3.3 kJ m−2) and a fatigue threshold of up to 550 J m−2. In contrast, PDA-coated hydrogels lack sufficient energy-dissipating interactions54,55,56. Consequently, they exhibit markedly lower fracture energy (2.2 kJ m−2), a reduced fatigue threshold (270 J m−2), rapid crack propagation, and failure at strains below 150%. Furthermore, as illustrated in Fig. 3g, PDCHAs with pre-existing cracks also exhibit excellent cyclic stretchability, maintaining structural integrity through 1000 loading cycles at 50% strain. In comparison, PDA-coated control samples exhibit rapid crack propagation and fail after <300 cycles, exhibiting mechanical behavior similar to that of PDA-free hydrogels (Supplementary Figs. 39, 40). This indicates that post-polymerized PDA contributes minimally to mechanical reinforcement in the PDA-coated samples (Supplementary Fig. 41). Notably, previous studies have shown that high dopamine-to-monomer ratios can lead to hydrogel formation via spontaneous DA oxidation in air, even without light or alkaline conditions, achieving ~80% monomer conversion after 12 h57. However, such hydrogels exhibit ~60% lower mechanical strength and stretchability than those produced via the RPDP strategy (Supplementary Fig. 42). Based on these results, it is anticipated that the RPDP strategy is readily available for designing high-performance PDCHAs that can combine the advantages of the RPDP strategy, PDA features, their hierarchical multiple interactions and networks in diverse areas (Fig. 3h and Supplementary Fig. 43)54.
Adhesion properties of PDCHA adhesives
Figure 4a and Supplementary Fig. 44 illustrate that the rapid and controllable formation of PDCHAs via the RPDP strategy enables instant and strong adhesion to a wide range of substrates, achieving adhesion strengths between 0.1 and 0.4 MPa, approximately times higher than those obtained through conventional PDA-coating methods. The adhesion process is completed within several tens of seconds through a sequence of precursor application, surface contact, and light exposure (Fig. 4b and Supplementary Movie 2). On a 2 cm × 2 cm contact area, the adhesion strength can reach up to 1.2 MPa, sufficient to support a 4 kg load (Supplementary Fig. 45). Raman spectra in Fig. 4c reveal that in the RPDP system, EDA remains mobile before polymerization and adsorbs uniformly onto substrate surfaces. This promotes intimate interfacial contact and alignment, leading to strong adhesion (Fig. 4d). In contrast, free DA undergoes uncontrolled oxidative aggregation, forming disordered PDA structures that weaken interfacial bonding. Atomic force microscopy analysis in Fig. 4c, Supplementary Figs. 46, 47 further support these findings, showing that increasing EDA concentration accelerates PDA film deposition while maintaining low surface roughness. Film thickness increases progressively over time, with surface roughness initially increasing and then stabilizing at ~3.2 nm. By contrast, conventional PDA coatings are significantly thicker, rougher, and more aggregated, with larger average particle sizes, as shown in Fig. 4d and Supplementary Fig. 48. These results highlight the superior uniformity, controllability, and interfacial compatibility of PDA films formed via the RPDP strategy.

a Adhesion strength of PDCHAs on nonporous substrates. PET and PTFE indicate polyethylene terephthalate and polytetrafluoroethylene, respectively. b Digital images demonstrating the in-situ adhesion process via the RPDP strategy and application for weight loading. c Raman spectra and atomic force microscopy topography of PDA films prepared via RPDP and conventional oxidative polymerization. d Schematic diagram comparing PDA film formation and deposition via RPDP and conventional coating strategies. e Interfacial toughness measurements and corresponding microscope images of PDCHAs adhered to various surfaces (p: porous, n: nonporous). (p: porous surfaces, n: nonporous surfaces). f Schematic diagram of PDCHAs adhering to porous surfaces via RPDP and coating methods. g Interfacial toughness thresholds of PDCHAs on glass and skin substrates. h Digital images of PDCHAs adhering to pig skin under water flushing and twisting conditions. (n = 3 independent samples, and data are presented as mean ± SD in (a) and (e)).
Moreover, Fig. 4e, f demonstrates that the RPDP strategy allows liquid precursor to infiltrate porous substrates and polymerize in situ, forming interlocking networks with superior interfacial bonding (Supplementary Fig. 49). On highly porous hydrogel substrates, PDCHAs achieve interfacial toughness values as high as 1300 Jm−2. In comparison, PDA-coated hydrogels exhibit limited contact and only one-fourteenth to one-fourth of the toughness of RPDP-derived adhesives. As shown in Figs. 3h and 4g, this synergistic adsorption-polymerization mechanism boosts supramolecular interactions58,59,60, resulting in substantial increases in interfacial toughness thresholds, for example, from 87 J m−2 to 173 J m−2 and from 98 J m−2 to 469 J m−2 across various interface types (Supplementary Figs. 50, 51). Figure 4h highlights PDCHAs’ potential applications for biomedical use: their rapid adhesion, mechanical resilience, and water resistance enable effective sealing of wounds even under deformation or fluid flow conditions. In contrast, PDA-coated hydrogels are easily detached by washing and mechanical twisting. Furthermore, the introduction of zwitterionic monomers imparts antifreeze properties, allowing PDCHAs to retain strong adhesion over a broad temperature range. Even after storage at −10 °C for five days, adhesion remains stable (Supplementary Fig. 52). This monomer also improves water retention: PDCHAs exposed to 30% humidity for 12 h retain ~60% water content and >90% of their initial adhesion strength (Supplementary Fig. 53).
Additive manufacturing and applications of PDCHA adhesives
Figure 5a demonstrates that the rapid and controllable RPDP strategy is well-suited for precise 2D and 3D fabrication using additive manufacturing61,62. Viscous precursors can be extruded through a black syringe and cured at the nozzle tip under blue light, enabling layer-by-layer construction of complex structures. In contrast, traditional PDA precursors with low viscosity lack sufficient shape fidelity due to inadequate polymerization. More importantly, inspired by nature, hierarchical adhesive architectures mimicking the microstructures of gecko feet, octopus suckers, and tree frog pads were designed using the RPDP strategy (Fig. 5b). As shown in Fig. 5c, structured samples have adhesion strengths of >0.1 MPa, and adhesives with ring-shaped patterns outperform flat or stripe-like structures, achieving approximately double the adhesion strength. These biomimetic PDCHAs exhibit rapid, repeatable, and stable adhesion during multiple attachment-detachment cycles (Fig. 5d). Moreover, the adhesive performance of these structures can be further tuned by altering ring geometry (Fig. 5e), demonstrating the versatility of the RPDP method for customized and application-specific designs.

a Digital images of PDCHA precursor during in-nozzle light curing and 3D-printed constructs. b Bioinspired design of hierarchical adhesive architectures via extrusion-based 3D printing. c Adhesion strength-displacement curves of PDCHAs with different structural designs. d Adhesion durability over multiple cycles for various microstructures. e Adhesion strength of ring-shaped 3D-printed PDCHAs with different structural parameters. (n = 3 independent samples, and data are presented as mean ± SD). f Digital images of electroluminescent devices integrated with PDCHAs under stretching (100% strain), folding, and twisting. g Relative emission intensity of PDCHA-based devices over 1000 stretching cycles and post-test images confirming mechanical integrity and durability.
As a proof of concept, this RPDP strategy is employed to fabricate flexible electronic devices with intricate architectures. A multilayer electroluminescent device was fabricated by integrating a ZnS:Cu emission layer with printed PDCHAs (Supplementary Fig. 54). In this device, patterned PDCHAs serve dual functions as adhesives and electrodes. The in-situ formation of PDA ensures strong bonding with the hydrogel matrix and thermoplastic elastomer substrates, resulting in stable conductivity and consistent performance under mechanical deformation (Supplementary Fig. 55). Figure 5f demonstrates that a butterfly-shaped device produced via this method maintained consistent performance during repeated stretching, folding and twisting. Moreover, PDCHA-based devices retained >95% brightness over 1000 deformation cycles, confirming their mechanical resilience and conductivity stability (Fig. 5g and Supplementary Fig. 56). In contrast, devices made with PDA via surface coating exhibit non-uniform PDA distribution and aggregation under strain, leading to weakened adhesion and declining conductivity after prolonged use (e.g., 100 cycles at 50% strain). The devices using PDA-coated electrodes suffer from rapid performance degradation, losing 50% of their brightness after only 400 cycles and nearly failing by 700 cycles under identical test conditions.
Discussion
We report a versatile and efficient RPDP strategy for the fabrication of high-performance PDCHAs with rapid gelation, tunable adhesion, and excellent mechanical properties. This approach facilitates the rapid and controllable oxidative polymerization of dopamine, effectively suppressing the typical inhibition effects and ensuring high compatibility with radical polymerization. As a result, this method is well-suited for designing instant and printable PDA-containing adhesives. The RPDP strategy offers several distinct advantages over existing methods for creating polymer adhesives. First, this ethylenediaminetetraacetic acid-based protection approach relies on esterification between phenol groups and anhydride compounds. The subsequent deprotection is efficiently triggered by efficient ruthenium photochemistry, suggesting that this approach could be broadly extended to other catechols and polyphenolic systems for rapid material development. Second, the RPDP approach significantly mitigates dopamine’s inhibitory effect on radical polymerization, enabling seamless integration not only with free-radical polymerization but also with diverse techniques such as cationic polymerization, transfer radical polymerization, and radical-based click polymerization. This versatility paves the way for the development of advanced PDA-based materials with precisely tailored properties. Third, the rapid and controllable photochemistry of RPDP is highly compatible with standard extrusion-based printing techniques, making it feasible to construct complex device architectures using widely adopted additive manufacturing technologies, such as stereolithography and laminated object manufacturing. Lastly, the blue-light-mediated process and hydrogel components are nontoxic and biocompatible, making PDCHAs suitable not only for electronic adhesives but also for biomedical applications such as multifunctional tissue tapes and photothermal platforms benefiting from the intrinsic properties of PDAs. We believe that the RPDP strategy and the resulting PDCHAs represent a significant advancement in the development of strong, instant adhesive materials, opening avenues for innovative applications in tissue engineering, flexible electronics, and energy devices.
Methods
Materials
Dopamine hydrochloride (DA), sulfobetaine methacrylate (SBMA), hydroxyethyl acrylate (HEA), di-tert-butyl dicarbonate, poly(ethylene glycol) diacrylate (PEGDA), ethylenediaminetetraacetic dianhydride, succinic anhydride, tris(2,2′-bipyridyl) dichlororuthenium (II) [Ru(bpy)32+], gallic acid, pyrogallol, tyramine, protocatechuic acid, ammonium persulfate, trifluoroacetic acid, triethylamine, anhydrous dimethyl formamide, polystyrene-b-polybutadiene-b-polystyrene and other chemicals were chemically pure and purchased from Sigma-Aldrich (St. Louis, USA) and Tansoole (Shanghai, China) Co., Ltd. All other reagents were used as received. Moreover, we obtained informed consent from the research participant and confirmed that the ethics committee waived the requirement for ethics approval.
Synthesis of tert-butyl (3,4-dihydroxyphenyl) carbamate (Boc-protected DA)
Under a nitrogen atmosphere, DA (20.00 g, 0.10 mol) was suspended in 200 mL of dichloromethane. Di-tert-butyl dicarbonate (27.6 mL, 0.12 mol) was then added to the suspension. The reaction mixture was cooled to 0 °C in an ice-water bath, after which a solution of triethylamine (22.0 mL, 0.16 mol) in 15 mL of dichloromethane was added dropwise at a rate of 0.01 mL s−1. The mixture was allowed to warm to room temperature and stirred for 6 h. After completion, the reaction mixture was poured into 200 mL of 1.0 M HCl and extracted. The organic layer was separated, washed with an additional 200 mL of 1.0 M HCl, dried over anhydrous magnesium sulfate, and concentrated by rotary evaporation to give a white Boc-protected DA solid (26.70 g, yield: 95%). 1H-NMR (400 MHz, DMSO-d6): δ 8.73 (s, 1H), 8.63 (s, 1H), 6.80 (t, J = 2 Hz, 1H), 6.62 (d, J = 4 Hz, 1H), 6.55 (s, 1H), 6.41 (d, J = 8 Hz, 1H), 3.04 (q, J = 8 Hz, 2H), 2.48 (t, J = 8 Hz, 2H), 1.38 (s, 9H); 13C-NMR (100 MHz, DMSO-d6): δ 156.1, 145.5, 144.0, 130.8, 119.7, 116.5, 115.9, 78.0, 42.5, 35.6, 28.8; HRMS (m/z) = [M]+ Calcd for C13H18NO4: 252.1236. Found 252.1238.
Synthesis of Boc- and ethylenediaminetetraacetic acid-protected dopamine (Boc-protected EDA)
Under a nitrogen atmosphere, Boc-protected DA (10.13 g, 40.0 mmol) was dissolved in 25 mL of anhydrous DMF with stirring until a clear solution was obtained. TEA (6.47 g, 64.0 mmol) was then added, and the mixture was stirred for 30 min. Subsequently, ethylenediaminetetraacetic acid dianhydride (4.70 g, 20.0 mmol) was added, and the reaction was heated in a 70 °C water bath for 36 h. After removal of the solvent by rotary evaporation, the crude product was purified by flash chromatography using dichloromethane to afford the target Boc-protected EDA as a white solid (12.61 g, yield: 90%). 1H-NMR (400 MHz, DMSO-d6): δ 8.70 (m, 2H), 6.74 (m, 2H), 6.62 (d, J = 4 Hz, 2H), 6.55 (s, 2H), 6.41 (d, J = 8 Hz, 2H), 3.94 (s, 4H), 3.65 (s, 4H), 3.01 (t, J = 6 Hz, 4H), 2.60 (t, J = 8 Hz, 4H), 2.48 (t, J = 8 Hz, 4H), 1.38 (s, 18H); 13C-NMR (100 MHz, DMSO-d6): δ 172.5, 170.0, 156.0, 145.5, 144.0, 130.8, 119.7, 116.5, 116.0, 78.0, 54.9, 51.8, 42.5, 42.1, 35.5, 28.8; HRMS (m/z) = [M]+ Calcd for C36H49N4O14: 761.3251. Found 761.3260.
Synthesis of ethylenediaminetetraacetic acid-protected dopamine (EDA) and typical catechols
In an ice/water bath (0 ~ 5 °C), Boc-protected EDA (7.63 g, 10.0 mmol) was dissolved in 40 mL of DMF to form a homogeneous solution under magnetic stirring. Trifluoroacetic acid (5.2 mL, 68.0 mmol) was added dropwise, and the reaction mixture was stirred at 0 ~ 5 °C for 12 h. The mixture was then transferred to a separatory funnel, and 150 mL of diethyl ether was slowly added to induce precipitation. The resulting precipitate was collected and dried in a vacuum oven at 40 °C for 6 h, affording white EDA solid (5.35 g, yield: >95%). 1H-NMR (400 MHz, DMSO-d6): δ 6.82 (s, 2H), 6.68 (d, J = 8 Hz, 2H), 6.61 (s, 2H), 6.47 (d, J = 6 Hz, 2H), 4.03 (t, J = 4 Hz, 4H), 3.71 (m, 4H), 3.05 (s, 4H), 2.78 (q, J = 8 Hz, 4H), 2.66 (t, J = 8 Hz, 4H); 13C-NMR (100 MHz, DMSO-d6): δ 168.2, 159.5, 145.8, 144.6, 128.5, 119.8, 116.5, 115.6, 54.7, 41.0, 40.7, 33.0, 32.5; HRMS (m/z) = [M]+ Calcd for C26H33N4O10: 561.2051. Found 561.2058.
Preparation for PDA coatings via the RPDP strategy
EDA was dissolved in 10 mL of deionized water to a final concentration of 4 wt.% (0.4 g, 0.53 mmol). Ammonia persulfate (0.48 g, 2.1 mmol), and Ru(bpy)32+ (2.5 mg, 3.3 μmol) were then added to the EDA solution. After that, an aliquot (0.2 mL) of the homogeneous precursor solution was drop-cast onto clean glass slides and irradiated with visible light (λ = 452 nm, 50 mW cm−2, distance: 5 cm) for 5 min to induce EDA deprotection and oxidative polymerization. Following irradiation, the coverslip was carefully removed, and the slide was left to dry under ambient conditions (~22 °C) for 12 h to allow solvent evaporation.
For comparison, PDA-coated samples were prepared using unprotected dopamine (4 wt.%, 0.21 M) with persulfate (48 g L−1, 210 mM) as the oxidant. Dopamine and persulfate were dissolved in deionized water and briefly stirred. The precursor solution (0.2 mL) was drop-cast onto clean glass slides and left under ambient conditions (open air, pH ~6.8, ~22 °C) for 12 h, during which oxidative polymerization and solvent evaporation occurred simultaneously.
Preparation of PDCHAs via the RPDP strategy
EDA (0.4 g, 0.53 mmol) was dissolved in 10 mL of deionized water under magnetic stirring. SBMA (2.0 g, 8.0 mmol), HEA (2.0 g, 17.3 mmol), PEGDA (0.7 g, 1.0 mmol), NaCl (0.58 g, 10 mmol), persulfate (0.48 g, 2.1 mmol), and Ru(bpy)32+ (2.5 mg, 3.3 μmol) were then sequentially added. The mixture was stirred at room temperature until a clear, homogeneous precursor solution was obtained, followed by brief centrifugation to remove air bubbles. The degassed precursor was poured into a mold or applied to the desired surface and irradiated with blue light (λ = 452 nm, 50 mW cm−2, distance: 5 cm) for ~3 min to yield PDCHAs. DA hydrogels were prepared following the same procedure, with EDA replaced by an equivalent amount of DA.
3D printing was carried out using a custom-designed printer at a printing speed of 40 mm min−1, applied pressure of 0.1 MPa, and a nozzle diameter of 200 μm. During printing, precursor solutions were stored in 15 mL dark syringes and extruded onto target substrates in a layer-by-layer manner. Extrusion volume, printing speed, and trajectory were computer controlled. Blue light irradiation was applied during printing to induce photogelation of the PDCHA precursors.
Preparation of PDA-free and coated hydrogels via the conventional coating process
For PDA-free hydrogels, the precursor solution, comprising SBMA (2.0 g, 8.0 mmol), HEA (2.0 g, 17.3 mmol), PEGDA (0.7 g, 1.0 mmol), NaCl (0.58 g, 10 mmol), persulfate (0.48 g, 2.1 mmol), and Ru(bpy)32+ (2.5 mg, 3.3 μmol), was stirred until a clear, homogeneous solution was obtained. After degassing, the solution was poured into a mold and irradiated with blue light for 3 min to form PDA-free hydrogels. To prepare PDA-coated hydrogels, a fresh Tris-buffered dopamine solution (5 wt.%, pH 8.5) was manually applied to the surface of the cured PDA-free hydrogels in a predetermined amount, ensuring the final PDA content matched that of the PDCHAs. The hydrogels were then allowed to polymerize for 12 h, followed by air-drying at room temperature to remove excess water, yielding PDA-coated hydrogels.
Adhesion of diverse surfaces
To achieve robust adhesion on both porous and nonporous surfaces, the PDCHA precursor was prepared by homogeneously mixing EDA (0.4 g, 0.53 mmol), SBMA (2.0 g, 8.0 mmol), HEA (2.0 g, 17.3 mmol), PEGDA (0.7 g, 1.0 mmol), NaCl (0.58 g, 10 mmol), persulfate (0.48 g, 2.1 mmol), and Ru(bpy)32+ (2.5 mg, 3.3 μmol) in the dark for 20 min at room temperature. The precursor was then cast or painted onto the target substrates. After a predetermined waiting period, the samples were exposed to blue light irradiation, triggering PDCHA formation and strong bonding to diverse surfaces.
For comparison, PDA-coated hydrogels were prepared by first forming PDA-free hydrogels using SBMA (2.0 g, 8.0 mmol), HEA (2.0 g, 17.3 mmol), PEGDA (0.7 g, 1.0 mmol), NaCl (0.58 g, 10 mmol), persulfate (0.48 g, 2.1 mmol), and Ru(bpy)32+ (2.5 mg, 3.3 μmol) under blue light irradiation. A freshly prepared Tris-buffered dopamine solution (5 wt.%, pH 8.5) was then manually applied to the surface of the cured PDA-free hydrogels in a controlled amount to match the PDA content of the PDCHAs. The DA-loaded hydrogels were subsequently placed in contact with target substrates for 12 h to enable PDA-mediated adhesion.
Characterizations
The polymerization of vinyl groups and dopamine was monitored using in-situ FT-IR (Bruker, INVENIO R), with scans collected every 10 s at a resolution of 4 cm−1. Ultraviolet spectra were recorded using a UV-Vis spectrophotometer (PRESEE, TU-1810) at a scan rate of 50 mm min−1. The gelation process of hydrogel precursors under blue light was evaluated using a rotational rheometer (Anton Paar MCR302) equipped with optical modules and a 20-mm steel parallel-plate geometry. Measurements were performed at room temperature with 1% strain at 10 Hz, following 1 min of equilibration.
EPR measurements were conducted on a Bruker spectrometer at room temperature, with Ru(bpy)32+, persulfate, and EDA dissolved in water and DMPO added; samples were irradiated with light for varying durations before testing. 1H-NMR spectra were acquired on a Bruker 400 MHz instrument at 25 °C. XPS analysis (ULVAC PHI) was performed to characterize polydopamine structure under different conditions, using a monochromatic Al Kα X-ray source (1486.6 eV) at 15 kV and 25 W, with a pass energy of 26 eV for high-resolution scans. TOF-SIMS (IONTOF, TOF-SIMS-5) was used to analyze molecular weight changes during dopamine polymerization.
AFM (Bruker, Dimension Icon) characterized the surface morphology and roughness of polydopamine coatings over areas of 5 × 5 μm2 or 10 × 10 μm2, with scan rates of 0.5 ~ 1.0 Hz. Raman spectroscopy (Horiba, LabRAM HR Evolution) assessed coating uniformity using a 532 nm laser, with spectra collected over 400 ~ 2000 cm−1 and an integration time of 10 s. Optical microscopy (Nikon Eclipse Ni) was used to observe the adhesion effects of PDCHAs.
Electrical conductivity of PDCHAs was measured using a two-probe setup with a digital multimeter (Keithley 6517B), testing three samples per composition. Mechanical properties were evaluated using an MTS Insight 50 tensile tester at 50 mm min−1 at room temperature for samples measuring 8 × 40 × 2 mm3. Fracture energy was determined via tearing tests on hydrogels with 2 mm notches, stretched at 50 mm min−1; a humidifier maintained hydration during testing. Fatigue thresholds were assessed through cyclic loading of notched samples at 50 mm min−1, with cyclic strain increased until crack propagation and sample fracture, while maintaining a humid environment.
For shear adhesion tests, PDCHA precursor solutions were applied between surfaces of 25 × 25 × 0.1 mm3, affixed to glass slides (2.5 × 7.5 cm2), and irradiated with visible light (452 nm, 15 mW cm−2) for ~2 min. Adhesive strength was measured by tensile loading at 50 mm min⁻¹ until detachment, recording the ultimate adhesive strength.
Interfacial toughness was measured using a 90° peel test with a mechanical testing machine and a 90° peeling fixture. PDCHAs were bonded onto surfaces, and peeling was performed at a constant speed of 20 mm min−1. Interfacial toughness was calculated by dividing the plateau force (F) by the hydrogel width (W). Control samples were tested using the same procedure, and all tests were repeated for reproducibility.
Data availability
The data that support the findings of this study are available from the corresponding author on request.
References
Liao, H. et al. Data-driven de novo design of super-adhesive hydrogels. Nature 644, 89–95 (2025).
Li, M. et al. Nature-inspired adhesive systems. Chem. Soc. Rev. 53, 8240–8305 (2024).
Wang, C. et al. Bioadhesive ultrasound for long-term continuous imaging of diverse organs. Science 377, 517–523 (2022).
Nam, S. & Mooney, D. Polymeric tissue adhesives. Chem. Rev. 121, 11336–11384 (2021).
Zhou, Y. et al. Dynamic peptide nanoframework-guided protein coassembly: advancing adhesion performance with hierarchical structures. J. Am. Chem. Soc. 147, 2335–2349 (2025).
Narayanan, A., Dhinojwala, A. & Joy, A. Design principles for creating synthetic underwater adhesives. Chem. Soc. Rev. 50, 13321–13345 (2021).
Guo, Q. et al. Hydrogen-bonds mediate liquid-liquid phase separation of mussel derived adhesive peptides. Nat. Commun. 13, 5771 (2022).
Shi, Y. et al. Peeling–stiffening self-adhesive ionogel with superhigh interfacial toughness. Adv. Mater. 36, 2310576 (2024).
Sivasundarampillai, J. et al. A strong quick-release biointerface in mussels mediated by serotonergic cilia-based adhesion. Science 382, 829–834 (2023).
Kuang, X. et al. Functional tough hydrogels: design, processing, and biomedical applications. Acc. Mater. Res. 4, 101–114 (2022).
Qin, C. et al. Water-assisted strong underwater adhesion via interfacial water removal and self-adaptive gelation. Proc. Natl. Acad. Sci. USA 120, e2301364120 (2023).
Huang, P., Zhang, H. & Zeng, H. Mussel-inspired molecular strategies for fabricating functional materials with underwater adhesion and self-healing properties. Adv. Mater. 37, 2501542 (2025).
Wang, S. X. & Waite, J. H. Catechol redox maintenance in mussel adhesion. Nat. Rev. Chem. 9, 159–172 (2025).
Zhang, C. et al. Mussel-inspired hydrogels: from design principles to promising applications. Chem. Soc. Rev. 49, 3605–3637 (2020).
Delparastan, P. et al. Direct evidence for the polymeric nature of polydopamine. Angew. Chem. Int. Ed. 58, 1077–1082 (2018).
Hemmatpour, H. et al. New insights in polydopamine formation via surface adsorption. Nat. Commun. 14, 664 (2023).
Lee, H. et al. Mussel-inspired surface chemistry for multifunctional coatings. Science 318, 426–430 (2007).
Wang, Z., Wan, X. & Wang, S. Bioinspired chemical design to control interfacial wet adhesion. Chem 9, 771–783 (2023).
Cui, C. & Liu, W. Recent advances in wet adhesives: adhesion mechanism, design principle and applications. Prog. Polym. Sci. 116, 101388 (2021).
Zhang, W. et al. Catechol-functionalized hydrogels: biomimetic design, adhesion mechanism, and biomedical applications. Chem. Soc. Rev. 49, 433–464 (2020).
Jia, Z. et al. Design, printing, and engineering of regenerative biomaterials for personalized bone healthcare. Prog. Mater. Sci. 134, 101072 (2023).
Zhao, Y. et al. Antagonistic-contracting high-power photo-oscillators for multifunctional actuations. Nat. Mater. 24, 116–124 (2025).
Cao, H. et al. Versatile polyphenolic platforms in regulating cell biology. Chem. Soc. Rev. 51, 4175–4198 (2022).
Yi, J. et al. Water-responsive supercontractile polymer films for bioelectronic interfaces. Nature 624, 295–302 (2023).
Zhang, C. W. et al. Supramolecular hydrogel actuators with reprogrammable magnetic orientation by locally mediated viscoelasticity and pinning force. Sci. Adv. 11, eadw0500 (2025).
Wang, X. et al. Bioadhesive and conductive hydrogel-integrated brain-machine interfaces for conformal and immune-evasive contact with brain tissue. Matter 5, 1204–1223 (2022).
Yuk, H., Wu, J. & Zhao, X. Hydrogel interfaces for merging humans and machines. Nat. Rev. Mater. 7, 935–952 (2022).
Pan, G. & Li, B. A dynamic biointerface controls mussel adhesion. Science 382, 763–764 (2023).
Wang, L. & Liu, J. Dopamine polymerization-mediated surface functionalization toward advanced bacterial therapeutics. Acc. Chem. Res. 57, 945–956 (2024).
Chen, Q. et al. Universal and one-step modification to render diverse materials bioactivation. J. Am. Chem. Soc. 145, 18084–18093 (2023).
Xu, Y. et al. Bioinspired polydopamine hydrogels: strategies and applications. Prog. Polym. Sci. 146, 101740 (2023).
Degen, G. D. et al. Mussel-inspired cross-linking mechanisms enhance gelation and adhesion of multifunctional mucin-derived hydrogels. Proc. Natl. Acad. Sci. USA 122, e2415927122 (2025).
Filippidi, E. et al. Toughening elastomers using mussel-inspired iron-catechol complexes. Science 358, 502–505 (2017).
Tiu, B. D. B. et al. Cooperativity of catechols and amines in high-performance dry/wet adhesives. Angew. Chem. Int. Ed. 59, 16616–16624 (2020).
Nothling, M. D. et al. Polymer grafting to polydopamine free radicals for universal surface functionalization. J. Am. Chem. Soc. 144, 6992–7000 (2022).
Topolniak, I. et al. High-precision micropatterning of polydopamine by multiphoton lithography. Adv. Mater. 34, 202109509 (2022).
Winterwerber, P. et al. Photocontrolled dopamine polymerization on DNA origami with nanometer resolution. Angew. Chem. Int. Ed. 59, 6144–6149 (2019).
Liu, J. et al. Reconfiguring hydrogel assemblies using a photocontrolled metallopolymer adhesive for multiple customized functions. Nat. Chem. 16, 1024–1033 (2024).
Du, X. et al. Uv-triggered dopamine polymerization: control of polymerization, surface coating, and photopatterning. Adv. Mater. 26, 8029–8033 (2014).
Yu, J. et al. Ion and molecular sieving with ultrathin polydopamine nanomembranes. Adv. Mater. 36, 2401137 (2024).
Tan, L. et al. Ozone-induced rapid and green synthesis of polydopamine coatings with high uniformity and enhanced stability. Adv. Sci. 11, 202308153 (2023).
Berger, O. et al. Mussel adhesive-inspired proteomimetic polymer. J. Am. Chem. Soc. 144, 4383–4392 (2022).
Tang, Q. et al. Optical cell tagging for spatially resolved single-cell RNA sequencing. Angew. Chem. Int. Ed. 61, e202113929 (2021).
Cheng, B. et al. Ultrastrong underwater adhesion on diverse substrates using non-canonical phenolic groups. Nat. Commun. 13, 1892 (2022).
Liu, J. et al. Designing tough, printable, and adaptable eutectogels with multinetworks via synergy of rapid orthogonal photopolymerizations and solvent effect in seconds. CCS Chem. 6, 390–402 (2024).
Wei, A. et al. Co-initiating-system dual-mechanism drives the design of printable entangled polymer multinetworks. Nat. Commun. 16, 4407 (2025).
Wei, H. et al. Orthogonal photochemistry-assisted printing of 3d tough and stretchable conductive hydrogels. Nat. Commun. 12, 2082 (2021).
Wang, C. et al. Visible-light-assisted multimechanism design for one-step engineering tough hydrogels in seconds. Nat. Commun. 11, 4694 (2020).
Willner, I. et al. Photoinduced electron transfer across a water–oil boundary as a model for redox reaction separation. Nature 280, 823–824 (1979).
Zhang, C. et al. Revisiting the adhesion mechanism of mussel-inspired chemistry. Chem. Sci. 13, 1698–1705 (2022).
Wang, M. et al. Glassy gels toughened by solvent. Nature 631, 313–318 (2024).
Lin, Z. et al. Metal–phenolic network composites: from fundamentals to applications. Chem. Soc. Rev. 53, 10800–10826 (2024).
Fu, L. et al. Cartilage-like protein hydrogels engineered via entanglement. Nature 618, 740–747 (2023).
Li, X. & Gong, J. P. Design principles for strong and tough hydrogels. Nat. Rev. Mater. 9, 380–398 (2024).
Li, W. et al. Nanoconfined polymerization limits crack propagation in hysteresis-free gels. Nat. Mater. 23, 131–138 (2024).
Zhao, Z. et al. Bicontinuous vitrimer heterogels with wide-span switchable stiffness-gated iontronic coordination. Sci. Adv. 10, eadl2737 (2024).
Bailey, C. G. et al. Polydopamine as a visible-light photosensitiser for photoinitiated polymerisation. Angew. Chem. Int. Ed. 62, e202301678 (2023).
Xue, B. et al. Hydrogel tapes for fault-tolerant strong wet adhesion. Nat. Commun. 12, 7156 (2021).
Kim, J. et al. Fracture, fatigue, and friction of polymers in which entanglements greatly outnumber cross-links. Science 374, 212–216 (2021).
Yuan, Y. et al. Water: the soul of hydrogels. Prog. Mater. Sci. 148, 101378 (2025).
Zhou, R. et al. Polytelluoxane as the ideal formulation for EUV photoresist. Sci. Adv. 11, eadx1918 (2025).
Yang, B. et al. Circular 3d printing of high-performance photopolymers through dissociative network design. Science 388, 170–175 (2025).
Acknowledgements
The authors acknowledge the National Natural Science Foundation of China (grant nos. 22575188 and 22175141) and the Nature Science Foundation of Shaanxi Province (grant nos. 2023-JC-JQ-14, 2023JC-XJ-21, and 2022JQ-146) for the financial support of this work.
Author information
Authors and Affiliations
Contributions
Zhe L., Shuyan B., and Hao L. contributed equally to this work. You Y., Zijian Z., and Zhe L. conceived the idea and designed the research. Zhe L., Lu Q., Jie Y. and Hao L. prepared materials and performed optical and mechanical characterizations. Shuyan B., Qian W. and You Y. analyzed and interpreted the results. Zhe L., Shuyan B., Qian W., Zijian Z. and You Y. drafted the paper, and all authors contributed to the writing of the paper.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Yi Cao and the other, anonymous, reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Lu, Z., Bai, S., Lu, H. et al. Rapid photocontrollable dopamine polymerization for instant adaptive wet adhesion. Nat Commun 16, 11150 (2025). https://doi.org/10.1038/s41467-025-66530-0
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-025-66530-0
