
Abstract
Innovations in wearable electronics and soft robotics hinge significantly on the development of stretchable electrodes. However, a persistent challenge lies in balancing high stretchability, functional performance, and strain insensitivity. Conventional approaches, such as design of experiments and trial-and-error methods, often rely on time-consuming and labor-intensive experiments to navigate a vast and complex parameter space. To overcome this, we establish an integrated workflow merging robot-automated experimentation, machine learning predictions, and finite element simulations to enable the predictive design of stretchable electrodes with strain-insensitive performance. Initially, we construct an ensemble of artificial neural networks through a two-stage workflow, including feasible parameter space definition and active learning loops. Leveraging the prediction model and two-scale simulations, a microtextured stretchable nanocomposite is discovered as a strain-stable platform. Conformal deposition of a thin gold layer showcases metal-like conductivity, high resistance-insensitive stretchability, and robust durability. Furthermore, electrodeposition of Zn and MnO2 on gold conductors enables a stretchable Zn||MnO2 battery, exhibiting large elongation and strain-insensitive electrochemical performance. This machine intelligence-driven approach expedites the multi-parameter optimization of stretchable electrodes, achieving strain-invariant functionalities.
Similar content being viewed by others

Introduction
Stretchable electronics have emerged as a growing platform in modern electronic engineering, enabling circuits and devices that can undergo large mechanical deformations while preserving stable electrical and electrochemical functionality1,2,3. Remarkable progress in this field has led to breakthroughs in stretchable transistors4,5,6, wearable and implantable sensors7,8,9, deformable energy storage devices10,11,12, and intelligent soft robotic systems13,14,15. Stretchable electrodes are central to these advances, serving as the functional backbone for charge transport, electrochemical reactions, and signal transduction. Achieving stretchable electrodes exhibiting high electrical conductivities16,17,18, efficient electrochemical activities10,19,20, high-selectivity sensors21,22, and reliable long-term operational stability10,15 remain a prerequisite for the practical deployment of stretchable electronic systems.
Despite extensive efforts, most conventional fabrication processes of electrode materials, including vapor-evaporated metals (e.g., gold and copper)16,17,18, electrodeposited metals (e.g., zinc and platinum)16,23,24, and post-decorated metal oxides (e.g., indium tin oxide and MnO2)25,26 exhibit intrinsic brittleness. When subjected to tensile strain, these materials are prone to crack initiation and propagation, causing rapid degradation of electrical and electrochemical performance. To address this limitation, a variety of strategies have been proposed, such as employing liquid metals27,28,29, embedding conductive nanofillers within soft matrices30,31,32, and engineering stress-dissipating microarchitectures33,34,35. More recently, the introduction of mechanically compliant interlayers has emerged as a promising route to suppress crack formation and stabilize conductive pathways in stretchable electrodes16,17,36,37. For example, Zhao et al. employed anisotropic planar conductive films as interlayers to construct strain-insensitive electrodes for bioelectronics16; Cho et al. utilized a planar two-dimensional material interlayer to develop strain-resilient gold electrodes17 and Kang et al. introduced a tough, self-healing polymer matrix as an interlayer to fabricate stretchable conductors37. However, the effects of multiple design parameters, including interlayer microtexture, composition, thickness, and conductivity, as well as their interdependencies, have not been systematically investigated and thus require further optimization.
Conventionally, these competing design requirements are investigated using one-factor-at-a-time (OFAT) experimental approaches, which vary individual fabrication parameters to probe their effects on strain insensitivity, stretchability38,39,40, and functional performance such as electrical conductivity and electrochemical activity29,41,42. While informative, OFAT strategies become increasingly inefficient when applied to systems with multiple interacting degrees of freedom (DOFs), as they require extensive experimental iterations and offer limited insight into higher-order parameter correlations. An alternative and increasingly powerful paradigm is the development of data-driven predictive models capable of navigating high-dimensional design spaces. Such models enable the simultaneous optimization of multiple fabrication variables and can autonomously identify optimal design pathways toward strain-resilient stretchable electrodes43,44,45.
Herein, we designed microtextured stretchable nanocomposites as conductive interlayers for stretchable conductors and electrochemical electrodes with strain-insensitive responses. To accelerate the design process, we established an integrated workflow that harnessed the synergistic strengths of robot-automated experimentation, active learning loops, artificial intelligence (AI)/machine learning (ML) predictions, and two-scale finite element (FE) simulations, as illustrated in Fig. 1a. At the first stage, 286 filtered nanocomposites were prepared via an automated pipetting robot, whose electrical conductance was assessed to train a support-vector machine (SVM) regressor to define a feasible parameter space. Afterwards, through 7 active learning loops, an ensemble of artificial neural networks (ANNs) was constructed with 146 stretchable nanocomposites. Through this workflow, stretchable nanocomposites with strain-insensitive responses and high electrical conductivity were predictively designed. Building upon these optimized stretchable nanocomposites as conductive interlayers, two representative applications, including stretchable gold conductors and deformable Zn||MnO2 batteries with improved strain-insensitive performance, were successfully demonstrated (as shown in Fig. 1b). First, a 50-nm-thick gold layer was conformally deposited on the stretchable nanocomposite through electron-beam evaporation, exhibiting metal-like conductivity (2.2 × 107 S m–1), high resistance-insensitive stretchability (>1000%), and robust durability (50,000 cycles under 600% elongation). Furthermore, a stretchable Zn||MnO2 battery was fabricated through electrodepositing Zn and MnO2 on gold conductors, which can sustain >300% elongation and deliver strain-insensitive electrochemical performance including a specific capacity of 215 mAh gMnO2–1 and retaining 88% of capacity after 200 cycles with coulombic efficiency (CE) above 98%.

a An integrated workflow, leveraging robot-automated experimentation, AI/ML predictions, and two-scale finite element (FE) simulations, is demonstrated to construct a high-accuracy prediction model. The prediction model enables the simultaneous optimization of multiple fabrication parameters and automatically suggests optimized fabrication routes. Through this robotics- and ML-integrated workflow, the predictive design of microtextured interlayers can be achieved, serving as strain-stable platforms for fabricating stretchable conductors and electrodes with strain-insensitive performance. Created in BioRender. Shrestha, S. (2025) https://BioRender.com/wlwg9w9. b Predictive design of microtextured stretchable nanocomposites with strain-insensitive performance, demonstrated through two representative applications: (i) stretchable gold conductors (see Fig. 4) and (ii) stretchable Zn||MnO2 batteries (see Fig. 5). Created in BioRender. Shrestha, S. (2025) https://BioRender.com/0eqv7ec.
Results
Microtextured nanocomposites via sequential deformations
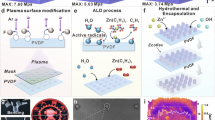
To assemble microtextured nanocomposites, four building blocks – Ti3C2Tx MXene nanosheets, single-walled carbon nanotubes (SWNTs), gold nanoparticles (AuNPs), and polyvinyl alcohol (PVA) – were chosen. The rationale for selecting each building block was clearly detailed in Supplementary Note 1, explaining the role of each material and their synergistic contributions to the strain-insensitive performance of microtextured nanocomposites. As shown in Supplementary Fig. 1a, b, Ti3C2Tx MXene nanosheets exhibited an average lateral dimension of 1 × 1 µm2, and SWNTs had an average diameter of 1 nm and an average length of 10 µm. As observed in Supplementary Fig. 1c, the addition of sodium dodecyl sulfate (SDS) ensured the stability of the SWNT dispersion for at least two months. Supplementary Fig. 1d displays the TEM image of AuNPs, which exhibited an average diameter of 20 nm. To enable easy detachment of the filtered nanocomposite film from the filtration membrane, a thin (approximately 50 nm) graphene oxide (GO) layer was firstly deposited onto a hydrophobic polyvinylidene fluoride (PVDF) membrane through vacuum filtration. Since the GO layer was non-conductive and maintained a uniform thickness across all fabricated samples, which was substantially thinner than the MXene/SWNT/AuNP/PVA nanocomposite layer (>800 nm), the dataset consistency and quality were well preserved. Afterwards, the MXene, SWNT, AuNP, and PVA dispersions/solutions were mixed at a specific ratio and deposited onto the GO film. After overnight drying, the nanocomposite with a flat surface named as the filtered nanocomposite was obtained (Fig. 2a). The flat shape generation-zero (G0) stretchable nanocomposite was fabricated by directly transferring filtered nanocomposite onto a Very High Bond (VHB) substrate.

a Generation of G1/G2 stretchable nanocomposites via sequential deformations. SEM images illustrate the evolution from a filtered nanocomposite with planar surface to various microtextured nanocomposites: a G1–1D stretchable nanocomposite with parallel wrinkles, a G1–2D stretchable nanocomposite with isotropic crumples, a G2–2D1D stretchable nanocomposite with large parallel wrinkles and small isotropic crumples, and a G2–2D2D stretchable nanocomposite with large curvy wrinkles and small isotropic crumples. b Influence of fabrication parameters on the strain responses of G1/G2 stretchable nanocomposites. Left: Resistance–elongation curves of various G2–2D1D stretchable nanocomposites with different MXene/SWNT/AuNP/PVA ratios. All G2–2D1D stretchable nanocomposites were at the same thickness of 1200 nm and the same applied pre-strain of 100%. Right: Resistance–elongation curves of stretchable nanocomposites with different deformation sequences. All stretchable nanocomposites were at the same thickness of 1200 nm and the same MXene/SWNT/AuNP/PVA ratio of 45/45/8/2. The applied pre-strain of the G2–2D1D and G2–2D2D stretchable nanocomposites was the same at 100%. c Demonstration of an automated pipetting robot (i.e., OT-2 robot) capable of preparing a library of 286 aqueous mixtures with varying MXene/SWNT/AuNP/PVA ratios. Followed by vacuum filtration, 286 filtered nanocomposites were obtained. Thicknesses of filtered nanocomposites were controlled to be 800 nm. Created in BioRender. Shrestha, S. (2025) https://BioRender.com/g8co23b. d Left: Electrical conductance values of 286 filtered nanocomposites with varying MXene/SWNT/AuNP/PVA ratios. Right: A 3D heatmap representing the model-predicted \({S}_{{filtered}}\) values.
To alleviate localized strains during stretching, a sequential deformation strategy was employed to induce microtextures on filtered nanocomposites46,47,48. As illustrated in Supplementary Fig. 2, filtered nanocomposites were first transferred onto thermally responsive polystyrene (PS) substrates (so-called shrink films). By elevating the temperature above the glass transition temperature (Tg) of PS substrates (∼100 °C), the filtered nanocomposite-coated shrink films were contracted uniaxially or biaxially to induce periodic wrinkles or chaotic crumples, respectively. Subsequently, the microtextured nanocomposites were transferred onto VHB substrates, accomplishing the fabrication of G1–1D (Supplementary Fig. 2a) and G1–2D (Supplementary Fig. 2b) stretchable nanocomposites. To achieve hierarchical microtextures, filtered nanocomposites experienced two-step deformations using shrink films and pre-stretched VHB substrates, enabling the fabrication of G2 stretchable nanocomposites. For instance, when a filtered nanocomposite was sequentially contracted through a biaxial shrink film and a uniaxially pre-stretched VHB substrate, a G2–2D1D stretchable nanocomposite was obtained, showing larger parallel wrinkles and smaller isotropic crumples (Supplementary Fig. 2c). On the other hand, when a filtered nanocomposite underwent two-step biaxial deformations through a biaxial shrink film and a biaxially pre-stretched VHB substrate, a G2–2D2D stretchable nanocomposite was fabricated, presenting large curvy wrinkles and smaller isotropic crumples (Supplementary Fig. 2d). Notably, the wavelengths of G2–2D1D and G2–2D2D stretchable nanocomposites were tunable by controlling the applied pre-strains of VHB substrates (see Supplementary Fig. 3, Supplementary Note 2, and “Methods” for detailed discussion).
Multiple fabrication parameters, including compositions, thicknesses, deformation sequences, and applied pre-strains, demonstrated influential effects on the electrical conductance at the relaxed state and strain responses of G1/G2 stretchable nanocomposites. As shown in Fig. 2b and Supplementary Fig. 4, these fabrication parameters, when altered, led to nonlinear and challenging-to-predict variations in the resistance–elongation curves of G1/G2 stretchable nanocomposites. As stated in Supplementary Note 3, to create a comprehensive database that includes these fabrication parameters and to understand their impacts, we would have to fabricate and characterize approximately 562,000 (assuming a composite step size of 2.0 wt%) G1/G2 stretchable nanocomposites. However, it is nearly impossible to conduct such many experiments due to time and resource limitations. Therefore, we developed a robotics/ML-integrated workflow to construct a prediction model, which accurately predicted properties of a stretchable nanocomposite from its fabrication parameters. During the robotics/ML-integrated workflow, an active learning sampling strategy was adopted in which a prediction model guided the selection of data points using an acquisition function for experimental validation. This prediction model proposed new sets of MXene/SWNT/AuNP/PVA ratios and fabrication parameters without being constrained to fixed step sizes, enabling more efficient and flexible exploration of the continuous compositional space. Leveraging the prediction capabilities of this model facilitated the programmable design of stretchable conductors and electrochemical electrodes, obviating the need for iterative optimization experiments.
Definition of a feasible parameter space through automated pipetting robot and support-vector machine (SVM) model
To accelerate the design of G1/G2 stretchable nanocomposites, a multistage AI/ML framework comprising three critical stages was developed, including (1) defining a feasible parameter space, (2) conducting active learning loops, and (3) synthesizing virtual data points. Through this framework, a prediction model was constructed to precisely predict the electrical conductance and strain responses of a stretchable nanocomposite based on its fabrication parameters. Supplementary Note 4 discusses the necessity of each AI/ML component. Compared to conventional multi-objective optimization processes49,50,51, this framework offered an alternative route for constructing a prediction model specialized to various customization tasks, such as designing stretchable nanocomposites with specific electrical conductivities and strain-insensitive stretchability. By leveraging a wide range of experimental data collected during active learning loops, the framework was able to directly recommend optimal fabrication parameters without requiring additional optimization experiments, which facilitated the research and design processes.
At the first stage, an automated pipetting robot (i.e., OT-2 robot) was programmed to prepare 286 aqueous mixtures with varying MXene/SWNT/AuNP/PVA ratios (with a step size of 10 wt%) (Fig. 2c). Supplementary Movie 1 shows that OT-2 robot prepared these mixtures within 10 h. Subsequently, filtered nanocomposites were obtained by depositing these robot-prepared mixtures on PVDF membranes through vacuum filtration followed by overnight drying. Supplementary Table 1 shows the photos of 286 filtered nanocomposites, with their thicknesses controlled at ~800 nm (cross-section SEM images in Supplementary Fig. 5). Next, the electrical conductance of 286 filtered nanocomposites was characterized using a two-probe method. As illustrated in Fig. 2d and Supplementary Table 2, these electrical conductance (\({S}_{{filtered}}\)) values served as the training data points for a SVM regression model, which identified the maximal-margin hyperplanes between data points with different exponential orders. By using an independent set of testing data points to evaluate the model’s prediction accuracy (Supplementary Table 4), the average deviation between model-predicted and actual electrical conductance values was quantified in terms of mean relative error (MRE), as defined in Eq. (1),
where N is the number of testing data points, \({{\mathrm{LC}}}_{{\mathrm{predicted}},i}\) is the logarithmic conductance value predicted by the SVM model based on a testing datum (i), \({{\mathrm{LC}}}_{{\mathrm{actual}},i}\) is the logarithmic conductance value of a testing datum (i). A smaller MRE value indicates higher prediction accuracy, and vice versa. The SVM model accurately predicted the electrical conductance of a G0 nanocomposite with the MRE of ~15%.
Additionally, a comparative analysis of several ML algorithms, including linear regression (LR), support-vector machine (SVM), random forest (RF), decision tree (DT), gradient-boosted decision tree (GBDT), and ANN was conducted. Each model underwent hyperparameter optimization (HPO) and was evaluated the performance with two key metrics: (1) MRE (on the testing set), and (2) HPO runtime. As shown in Supplementary Fig. 6, the SVM model achieved a low MRE of 15%, comparable to those of the ANN (10%), RF (17%), DT (19%), and GBDT (14%) models, but significantly lower than that of LR (35%). Moreover, the HPO runtime for the SVM model was substantially shorter at 450 s, compared to that of the ANN model (i.e., 3020 s). This comparative analysis supports our choice of SVM as a computationally efficient and accurate model to predict the \({S}_{{filtered}}\) values of filtered nanocomposites.
In the design space of the filtered nanocomposites, there were three DOFs to define their compositions: the weight percentages of MXene, SWNTs, and PVA. Once these are specified, the weight percentage of AuNPs was automatically determined as the remainder required to reach 100%. As shown in Fig. 2d, the design space was present along the three independent variables, the weight percentages of MXene, SWNTs, and PVA. While the AuNP content was fully accounted for, it was not shown explicitly in the 3D plot due to its dependent relationship. To further address this point, we have included additional visualizations in Supplementary Fig. 7, showing alternative 3D plots based on different combinations of independent variables. By setting an electrical conductance threshold at 6.67 mS, a feasible parameter space was defined, which held 34% of the entire parameter space (see Supplementary Fig. 8).
In the AI/ML framework, the SVM model acted as an important screening layer. It only permitted the prediction model to output the MXene/SWNT/AuNP/PVA ratios that produced conductive filtered nanocomposites (\({S}_{{filtered}}\) > 6.67 mS) with a success rate over 93%. Supplementary Fig. 9a demonstrated the measurement of electrical conductance values of filtered, and G1/G2 stretchable nanocomposites. Afterwards, the filtered nanocomposites were subjected to model-suggested deformation sequences and applied pre-strains to produce G1/G2 stretchable nanocomposites. As shown in Supplementary Fig. 9b, with the same MXene/SWNT/AuNP/PVA ratio and thickness, the filtered nanocomposites generally exhibited higher electrical conductance compared to the G1/G2 stretchable nanocomposites at the relaxed state. The reduction in electrical conductance primarily arose from the repeated mechanical deformations during the fabrication of G1/G2 stretchable nanocomposites, which created more tortuous electrical pathways. Nevertheless, the SVM remains valuable, as it effectively screens out fabrication parameters associated with very low electrical conductance. Implementing the SVM regressor as a screening tool was critical for two key reasons. First, nanocomposite composition remained influential on the \({S}_{{filtered}}\) values of filtered candidates and had a measurable impact on the strain response of stretchable nanocomposites. Second, it enabled efficient identification of high-conductance nanocomposites, significantly reducing experimental trial-and-error and minimizing the risk of fabrication failures.
Construction of a prediction model for stretchable nanocomposites via active learning loops and data augmentation
To construct an accurate prediction model for G1/G2 stretchable nanocomposites, multiple active learning loops with data augmentation were performed to stagewise collect data points within the feasible parameter space. As illustrated in Fig. 3a, we initiated the active learning loops by commanding the OT-2 robot to prepare 14 aqueous mixtures with different MXene/SWNT/AuNP/PVA ratios and loadings. After vacuum filtration, 14 filtered nanocomposites were produced, and their MXene/SWNT/AuNP/PVA ratios and filtered thicknesses were recorded as the “composition” and “thickness” labels, respectively. Next, by experiencing different deformation sequences under specific applied pre-strains, 14 kinds of G1/G2 stretchable nanocomposites were fabricated. The deformation sequences and applied pre-strains were recorded as the “deformation” and “strain” labels, respectively. Subsequently, electrical conductance of each G1/G2 stretchable nanocomposite at their relaxed states was characterized as \({S}_{0}\) and was recorded as the “electrical” labels. Meanwhile, the strain response of each G1/G2 stretchable nanocomposite was recorded. As shown in Supplementary Fig. 10, we denoted the uniaxial elongation (\(\varepsilon\)) that increased the initial resistance at the relaxed state (\({R}_{0}\)) by 5.0%, 7.5%, and 10.0% as \({\varepsilon }_{5\%}\), \({\varepsilon }_{7.5\%}\), and \({\varepsilon }_{10\%}\), respectively, which were recorded as the “response” labels. As summarized in Supplementary Table 5, each stretchable nanocomposite led to one data point, containing 7 input labels (four “composition”, one “thickness”, one “deformation”, and one “strain” labels) and 4 output labels (one “electrical” and three “response” labels). During the initial round of active learning, 14 G1/G2 stretchable nanocomposites were fabricated, and 14 data points were added into the database.

a Schematic illustration of constructing a prediction model via active learning loops, robot–human collaboration, and data augmentation. Created in BioRender. Shrestha, S. (2025) https://BioRender.com/qt9vjwc. b Spatial distribution of 146 data points within the feasible parameter space, including 24 G1–1D, 23 G1–2D, 51 G2–2D1D, and 48 G2–2D2D stretchable nanocomposites. c Using an independent set of testing data points, the MRE values of different prediction models based on LR, DT, GBDT, RF, and ANN committees with 1000-fold training data points by the UIP method. d MRE values of different prediction models based on different virtual-to-real data ratios. e–g Comparison between actual resistance–elongation curves (solid lines) and model-predicted “response” labels (open symbols), including \({\varepsilon }_{5\%}\), \({\varepsilon }_{7.5\%}\), and \({\varepsilon }_{10\%}\). e G1–1D and G1–2D stretchable nanocomposites. f G2–2D1D stretchable nanocomposites. g G2–2D2D stretchable nanocomposites. These 10 stretchable nanocomposites were fabricated under different sets of fabrication parameters (compositions, thicknesses, deformation sequences, and applied pre-strains, as summarized in Supplementary Table 7).
To improve learning efficiency and address model overfitting issues, a data augmentation method, User Input Principle (UIP), was conducted to synthesize virtual data points near the real ones (see Supplementary Note 6 for detailed description). As shown in Supplementary Fig. 11, by slightly varying the MXene/SWNT/AuNP/PVA ratios (22.0/66.1/7.8/4.1 vs. 21.6/69.7/5.5/3.2), two G1–2D stretchable nanocomposites demonstrated similar \({S}_{0}\) (18.0 vs. 18.4 mS) and \({\varepsilon }_{10\%}\) values (65.2% vs. 66.5%). Also, Supplementary Fig. 12 shows that three G1–2D replicates (under the same fabrication parameters) exhibited 10% and 5% measurement variations in \({S}_{0}\) and \({\varepsilon }_{10\%}\), respectively. Based on these variations, Gaussian noises with a standard deviation of 0.02 were introduced to the proximity of the “composition” label (i.e., MXene/SWNT/AuNP/PVA ratios) for the generation of virtual data points. Supplementary Fig. 13 demonstrates the distribution of both real and virtual data points for a specific stretchable nanocomposite (with the MXene/SWNT/AuNP/PVA ratio of 35.4/34.8/21.6/8.2). Both real and virtual data points were utilized to train an ensemble committee of ANNs through 5-fold cross-validation. It is worth mentioning that the virtual data points were exclusively utilized during the model training phase and were not included as testing data points to evaluate the model’s prediction accuracy.
To collect the data points for the next loop, the prediction model used Monte Carlo simulation52,53,54, and a hybrid acquisition function termed A Score (represented by Eq. (2)) to balance diversity and uncertainty sampling strategies within the feasible parameter space45,
where \({\hat{{{\bf{L}}}}}_{{{\bf{1}}}}\) denotes the shortest Euclidean distance between current data points (already in the database) and targeted data points (not yet included in the database), \({\hat{{{\bf{L}}}}}_{{{\bf{2}}}}\) denotes the shortest Euclidean distance between targeted data points, and \(\hat{{{\boldsymbol{\sigma }}}}\) denotes the prediction variance of ANN committee (as detailed in Supplementary Note 7). The use of \({\hat{{{\bf{L}}}}}_{{{\bf{1}}}}\) and \({\hat{{{\bf{L}}}}}_{{{\bf{2}}}}\) enhances the diversity sampling strategy by guiding the search for unfamiliar data points, while the inclusion of \(\hat{{{\boldsymbol{\sigma }}}}\) integrates the uncertainty of the ANN committee into the active learning process. Subsequently, the targeted data points with the highest A Scores were identified as the most unfamiliar and uncertain ones, selected for experimental validation in the subsequent active learning loop (see detailed in Supplementary Note 8 and Supplementary Fig. 14). By extracting the “composition” and “thickness” labels, the OT-2 robot was activated to prepare a new set of aqueous mixtures. Then, following the model-suggested “deformation” and “strain” labels, a new batch of G1/G2 stretchable nanocomposites were fabricated. Similarly, the \({S}_{0}\), \({\varepsilon }_{5\%}\), \({\varepsilon }_{7.5\%}\), and \({\varepsilon }_{10\%}\) values of G1/G2 stretchable nanocomposites were characterized, and the UIP method was again performed to synthesize virtual data points. With the updated database, the prediction model was re-trained, reassessed A Scores, and suggested another set of fabrication parameters for the next loop.
On average, each active learning loop took three days to complete: 6 h to operate the OT-2 robot, 12 h to fabricate filtered nanocomposites, 24 h to fabricate G1/G2 stretchable nanocomposites, 18 h to characterize G1/G2 stretchable nanocomposites, and 12 h to re-train the prediction model. As shown in Supplementary Fig. 15 and Supplementary Tables 5 and 7 active learning loops were carried out in this work, with 146 kinds of G1/G2 stretchable nanocomposites fabricated. Finally, the database contained ~150,000 data points, including both actual and virtual ones (based on a 1000-fold data augmentation).
During the feasible parameter space definition and active learning stages, time savings (~90%) achieved by automation were indeed significant, while also eliminating user-to-user variability and significantly reducing the risk of procedural error. To quantify this, we estimated the time required to prepare 446 distinct MXene/SWNT/AuNP/PVA aqueous mixtures (286 samples in the feasible parameter space definition stage and 160 samples in the active learning stage) using both manual pipetting and robot-automated approaches. Manually preparing one aqueous mixture typically requires an average of 5 min, which translates to approximately 37–38 continuous labor hours for 446 samples, not accounting for fatigue, inconsistencies, or setup and cleanup time. In contrast, the OT-2 robot completed the preparation of these 446 samples in approximately 5 continuous labor hours and 25 machine hours, operating fully unattended with high reproducibility and minimal human intervention.
Throughout the active learning loops, the prediction model continued to evolve and was monitored from two aspects: (1) the degree of data distribution and (2) the accuracy of multi-property prediction. First, Fig. 3b and Supplementary Fig. 16 show the spatial distribution of data points collected during 7 active learning loops. The prediction model efficiently explored the feasible parameter space and suggested various G1/G2 stretchable nanocomposites. Second, the accuracy of multi-property predictions was evaluated using a set of testing data points (Supplementary Table 6, independent of the model training phase). By inputting the “composition”, “thickness”, “deformation”, and “strain” labels of testing data points, the model predicted the \({S}_{0}\), \({\varepsilon }_{5\%}\), \({\varepsilon }_{7.5\%}\), and \({\varepsilon }_{10\%}\) values of G1/G2 stretchable nanocomposites, which were then compared with testing data points. As shown in Fig. 3c, the MRE values of the prediction model were evaluated and reduced to 13% after 7 active learning loops with 1,000-fold data augmentation (i.e., virtual-to-real data ratio is 1000). This MRE value was close to the measurement variations of \({S}_{0}\) (~10%) and \({\varepsilon }_{10\%}\) (~5%) (see Supplementary Fig. 12).
Among other ensemble committees composed of LR, DT, GBDT, and RF algorithms, the ANN-based prediction model had the lowest MREs. All models were trained using the same set of training data points (Supplementary Table 5) and evaluated with independent testing data points (Supplementary Table 6). Figure 3d demonstrates that, without conducting data augmentation, the prediction model presented higher MREs >30%, due to the use of a small database that led to model overfitting. As the virtual-to-real data ratio increased to 100 and 1000, the MRE values decreased to 20% and 13%, respectively. Additionally, Supplementary Fig. 17 provides a comparison of two data augmentation methods, including UIP and Synthetic Minority Oversampling Technique for Regression (SMOTE) (see Supplementary Note 6), and their impacts on the model’s prediction accuracy. In this work, the optimal virtual-to-real data ratio was 1000, which enabled efficient model learning while keeping the training time below 6 h per loop. In contrast, when the virtual-to-real data ratio increased to 5000 and 10,000, the model training time extended to >1 and >2 days, respectively. Finally, the prediction model with the lowest MRE value of 13% was selected as the “champion model”.
The champion model was able to precisely predict the electrical conductance (e.g., \({S}_{0}\)) and strain responses (e.g., \({\varepsilon }_{5\%}\), \({\varepsilon }_{7.5\%}\), \({\varepsilon }_{10\%}\)) of G1/G2 stretchable nanocomposite from their fabrication parameters. Based on 10 different sets of fabrication parameters (see Supplementary Table 7), two G1–1D, two G1–2D, three G2–2D1D, and three G2–2D2D stretchable nanocomposites were produced, and Fig. 3e–g record their resistance–elongation curves. Meanwhile, based on their fabrication parameters, the champion model predicted the \({\varepsilon }_{5\%}\), \({\varepsilon }_{7.5\%}\), \({\varepsilon }_{10\%}\) values of 10 G1/G2 stretchable nanocomposites, which were closely aligned with the actual resistance–elongation curves. Supplementary Fig. 18 compares the model-predicted and actual \({S}_{0}\) values of 10 G1/G2 stretchable nanocomposites.
To augment the model’s predictive power, we have proposed a model expansion method that enables the incorporation of more building blocks into microtextured nanocomposites. As described in Supplementary Fig. 19, this approach involves additional active learning loops guided by the prediction model. During the expansion, new experiments with additional building blocks and fabrication parameters are performed to re-train the SVM classifier and update the ANN-based model. This strategy enhances functional tunability and workflow’s generalizability across a broader compositional space, though it requires additional experimental resources and time.
Model interpretation to uncover complex composition–fabrication–property correlations
To address the black-box nature of AI/ML predictions, several data analysis and model interpretation methods were conducted to analyze 146 data points collected during 7 active learning loops. First, Spearman’s rank correlation coefficients (abbreviated as Spearman’s \(\rho\)) were used to statistically assess the non-linear correlations between fabrication parameters and nanocomposite properties55. Meanwhile, the \(p\) value was calculated to evaluate whether a significant correlation existed. As shown in Supplementary Fig. 20a, b, both the MXene and SWNT loadings exhibited positive and strong correlations with the \({S}_{0}\) values, while the deformation sequence and applied pre-strain strongly influenced the \({\varepsilon }_{5\%}\), \({\varepsilon }_{7.5\%}\), and \({\varepsilon }_{10\%}\) values.
Beyond Spearman’s \(\rho\), we employed the SHapley Additive exPlanations (SHAP) method to delve deeper into the intricate composition–fabrication–property correlations. SHAP, employing a game theoretic approach, measures the contribution of each input to the final outputs of any AI/ML model56, by iteratively assessing complete permutations of the features. Consequently, the SHAP values were calculated to approximate the contributions of composition, thickness, deformation sequence, and applied pre-strain to the \({S}_{0}\) and \({\varepsilon }_{10\%}\) values of G1/G2 stretchable nanocomposites. A positive SHAP value indicated a positive correlation, and vice versa (see Supplementary Fig. 21 and Supplementary Note 8 for detailed discussion). Supplementary Fig. 22 shows the SHAP analyses on the \({S}_{0}\) values of G1/G2 stretchable nanocomposites, where the MXene and SWNT loadings were the most influential and had positive impacts. As for the impact of morphology on \({S}_{0}\), the G1 stretchable nanocomposites exhibited higher conductivities compared to G2 counterparts with the same composition and layer thickness. This was attributed to the secondary deformation in G2 stretchable nanocomposites, which generated more tortuous topographies and thus disrupted the electrically conductive pathways. Furthermore, in G2 stretchable nanocomposites, higher applied pre-strain induced wrinkle structures with greater amplitudes, further obstructing these electrical pathways. Additionally, G2–2D2D stretchable nanocomposites demonstrated higher \({S}_{0}\) values than G2–2D1D ones, as the secondary biaxial deformation could offset the Poisson’s ratio of VHB substrates, effectively mitigating crack formation (see SEM images in Supplementary Fig. 23).
As depicted in Fig. 4a, the SHAP values of deformation sequence and applied pre-strain on \({\varepsilon }_{10\%}\) ranged from –0.58 to +0.43 and from –0.46 to +1.00, respectively, which exhibited wider variability than other fabrication parameters (i.e., MXene loading: –0.22 to +0.25; SWNT loading: –0.18 to +0.38; AuNP loading: –0.14 to +0.28; PVA loading: –0.23 to +0.12; electrode thickness: –0.17 to +0.14). The SHAP analysis shows that deformation sequence and applied pre-strain exerted a greater influence on \({\varepsilon }_{10\%}\) compared to nanocomposite composition and thickness. However, the SHAP analysis does not imply that the effects of nanocomposite composition and thickness on \({\varepsilon }_{10\%}\) were negligible; both parameters still played important roles and required careful optimization to achieve improved strain insensitivity in the stretchable conductors and electrodes. Also, the violin plots in Supplementary Fig. 24 demonstrate that \({\varepsilon }_{10\%}\) was more responsive than \({S}_{0}\) if we varied deformation sequences and applied pre-strains. Supplementary Table 9 summarizes the design principles with statistical significance for G1/G2 stretchable nanocomposites, identified by different data analytic methods.

a Normalized SHAP values of composition, thickness, deformation sequence, and applied pre-strain on the \({\varepsilon }_{10\%}\) values of G1/G2 stretchable nanocomposites. Notably, the contributions of deformation sequence and applied pre-strain on \({\varepsilon }_{10\%}\) were much larger than the ones of nanocomposite compositions and thickness. b Two-scale FE simulation of a G2–2D1D stretchable nanocomposite at different elongations. The checkerboard mode was utilized to represent small isotropic crumples, while the cylindrical (wavy) mode depicted large parallel wrinkles. c Two-scale FE simulation of a G2–2D2D stretchable nanocomposite at different elongations. Similar to the G2–2D1D model, the checkerboard mode represented small isotropic crumples, while the undulating (S-shape) mode depicted large curvy wrinkles. A breaking threshold was set at the maximum principal strain (\({\varepsilon }_{{maxp}}\)) value of 3.7%. d Comparison between the FE modeling curves (nominal tensile strain in the stretchable nanocomposite film vs. applied uniaxial elongation) and the experimental measurement curves (variation of resistance of the stretchable nanocomposite film vs. applied uniaxial elongation) shows good agreement for all four types of stretchable nanocomposites (G1–1D, G1–2D, G2–2D1D, and G2–2D2D), thus validating the deformation mechanisms of G1/G2 stretchable nanocomposites revealed by two-scale FE simulations.
Validation of data-driven design principles via two-scale FE simulations
Two-scale FE simulations, as shown in Supplementary Fig. 25 and discussed in Supplementary Note 9, were employed to reveal the deformation behaviors and strain mitigation mechanisms of G2–2D1D and G2–2D2D stretchable nanocomposites across various stretching states. On the small scale, the checkerboard mode was utilized to describe the isotropic crumples of both nanocomposites, as depicted in Supplementary Fig. 25a. Conversely, at the large scale, cylindrical (wavy) and undulating (S-shape) modes were utilized to depict the parallel and curvy wrinkles of G2–2D1D and G2–2D2D stretchable nanocomposites, respectively, as illustrated in Supplementary Fig. 25b, c, respectively. As demonstrated in Supplementary Fig. 25b, c, multiple contour plots were generated to illustrate the spatial distribution of maximum principal strains (\({\varepsilon }_{{maxp}}\)) in G2 stretchable nanocomposites across multiple scales under various stretching states. Consistent with both FE simulations and experimental observations, upon stretching, the cylindrical (representing G2–2D1D) and undulating wrinkles (representing G2–2D2D) were the first morphological features to actuate and flatten to accommodate the elongation. Such a deformation mechanism allowed effective strain mitigation in both G2 stretchable nanocomposites under substantial elongations. For example, before the uniaxial elongation reached 500%, the most strained regions in the G2 stretchable nanocomposites were located near the peak/valley regions of the parallel and curvy wrinkles, with \({\varepsilon }_{{maxp}}\) lower than the breaking threshold of the MXene/SWNT/AuNP/PVA stretchable nanocomposite (~3.7%). Most regions of the G2 stretchable nanocomposites away from the peaks/valleys experienced negligible strain even when these stretchable nanocomposites were subject to a large elongation of 500%. The above FE simulation results shed light on the high stretchability of the G2–2D1D and G2–2D2D stretchable nanocomposites.
The two-scale FE simulation results also suggest that the G2–2D2D model exhibited a higher stretching limit (550%) than the G2–2D1D model (520%), which was attributed to the presence of curvy wrinkles in the G2–2D2D nanocomposites. These wrinkles created preserved space for orthogonal deformations, originating from the large Poisson’s ratio of the VHB substrates during stretching. Supplementary Movie 2 exhibits the stretching process of G2–2D1D and G2–2D2D FE models under uniaxial elongations in top and perspective views.
Furthermore, Fig. 4d offers validating evidence of the deformation mechanism of G1/G2 stretchable nanocomposites revealed by the two-scale FE simulations by comparing with the experimental measurement of the variation of resistance of G1/G2 stretchable nanocomposites under various uniaxial elongations. The modeling curves in Fig. 4d plot the nominal tensile strain (defined as the ratio of the total reaction force of G1/G2 stretchable nanocomposites in the FE simulations and the product of nanocomposite thickness and its Young’s modulus) as a function of the applied uniaxial stretches. Figure 4d shows good agreement between the FE simulation results and the experimental measurements for all four types of stretchable nanocomposites (G1–1D, G1–2D, G2–2D1D, and G2–2D2D), even though they represent different physical quantities. Both types of curves suggested that there existed a critical applied uniaxial elongation, below which the resistances of G1/G2 stretchable nanocomposites (or the nominal tensile strains in the nanocomposites) remained nearly unchanged, and above which the resistances (or the nominal tensile strains) surged abruptly, suggesting the occurrence of the fracture of G1/G2 stretchable nanocomposites under large elongations.
Machine intelligence-accelerated design of nanocomposite interlayer for stretchable gold conductors with strain-insensitive responses and robust cycling durability
Stretchable conductors, offering reversible deformability and high conductivity, hold promising applications in wearable electronics and soft robotics57,58,59. However, developing metallic conductors capable of withstanding large elongations while maintaining low strain responses remains a significant challenge, due to the fracture-prone nature of metals17. Inspired by previous works16,60,61, the stretchable nanocomposite was introduced as a conductive interlayer and followed by the deposition of metal layers, yielding a resistance-invariant conductor. In this multilayer configuration, the interlayer acted as a strain-stable platform, effectively suppressing crack initiation and propagation under deformation. Gold was selected as the top conductive layer due to its excellent electrical conductivity, chemical and electrochemical stability, and strong compatibility with nanocomposite substrates16,62,63. In addition, gold has been reported to readily form uniform, thin films with robust adhesion to a variety of surfaces, making it an ideal material for stretchable electronic applications63,64,65.
Figure 5a illustrates an accelerated design process by harnessing the model’s prediction power to develop an optimized stretchable nanocomposite as an interlayer for stretchable gold conductor with strain-insensitive performance and robust cycling durability. The champion model identified a stretchable nanocomposite with high \({S}_{0}\) and \({\varepsilon }_{10\%}\) values to support a thin gold layer. Insertion of this conductive interlayer effectively suppressed crack propagation on the top gold layer under large elongations and repeated stretching cycles17,66. Supplementary Fig. 26a, b and Supplementary Fig. 26c, d show the electron conduction pathway and the corresponding equivalent circuit model for a G2–2D2D gold conductor at both relaxed and stretched states, respectively. In the equivalent circuit model, the gold layer and the underlying nanocomposite act as parallel conductive pathways. As shown in Supplementary Fig. 26a, c, when no significant strain-induced cracking is present, electrons predominantly flow through the gold layer due to its high electrical conductivity (~107S m–1). However, under strain, the gold layer (~50 nm) is susceptible to cracking (selected area in Supplementary Fig. 26b). When electrical disconnection occurs in the gold layer, current is redirected through the nanocomposite layer with lower intrinsic conductivity. The underlying nanocomposite is specifically engineered to preserve conductance under deformation, thanks to its hierarchical wrinkle–wrinkle microtextures (Supplementary Fig. 26b, d). These complementary conduction pathways enable the G2–2D2D gold conductor to maintain both high electrical conductance and strain-insensitive performance. It is worth mentioning that the post-deposition process of thin gold layer was not included in the prediction model due to the time-consuming and resource-intensive nature.

a Schematic illustration of an accelerated design process of a G2–2D2D gold conductor by harnessing the model’s prediction capabilities. Following model-suggested fabrication parameters, a G2–2D2D gold conductor with metal-like conductivity and high resistance-insensitive stretchability was fabricated. Inset: Top-down and cross-sectional SEM images of a G2–2D2D gold conductor with large curvy wrinkles and small isotropic crumples. Created in BioRender. Shrestha, S. (2025) https://BioRender.com/lz431wd. b Distributions of average coefficient of variance between \({S}_{0}\) and \({\varepsilon }_{10\%}\) for >3.4 million G1/G2 stretchable nanocomposites by the champion model. The heatmap color indicates the uncertainty level of each prediction result, defined as the average coefficients of variance between \({S}_{0}\) and \({\varepsilon }_{10\%}\). The red star symbol indicates the model-selected parameters for the fabrication of a G2–2D2D conductive interlayer with high \({S}_{0}\) and \({\varepsilon }_{10\%}\) values. c Resistance–elongation curve of a G2–2D2D gold conductor. G1–1D, G1–2D, and G2–2D1D gold conductors with the same interlayer composition served as control experiments. d Resistance–elongation curve of a G2–2D2D gold conductor with an optimized interlayer composition (MXene/SWNT/AuNP/PVA ratio of 15.9/77.1/4.8/2.2) by model suggestion with high \({S}_{0}\) of 60 mS. Inset: Digital images of a G2–2D2D gold conductor at its relaxed state and under 700% elongation. A G2–2D2D gold conductor with the low \({S}_{0}\) of 1.5 mS (i.e., MXene/SWNT/AuNP/PVA ratio of 10.9/69.1/4.8/15.2) served as the control experiment. e SEM images of a G2–2D2D gold conductor during a continuous elongation loading process from 0% to 900%. f Cyclability tests of G2–2D1D and G2–2D2D gold conductors for >80,000 cycles under 400% elongation, for >50,000 cycles under 600% elongation, and for >20,000 cycles under 700% elongation. g Comparison of model-suggested stretchable gold conductors with state-of-the-art works, including those incorporating liquid metals, metal nanofillers, conductive polymers, and carbon nanomaterials. Two key performances of stretchable conductors are juxtaposed, including the electrical conductivity at the relaxed state (\({\sigma }_{0}\)) and the resistance-insensitive stretchability (\({\varepsilon }_{10\%}\), defined as the maximal uniaxial elongation that increases its initial resistance at the relaxed state by 10%).
To demonstrate the prediction uncertainties of champion model, the grid sampling among the fabrication parameters (including nanocomposite composition, thickness, deformation sequence, and applied pre-strain) was conducted within the feasible parameter space. The champion model predicted the \({S}_{0}\) and \({\varepsilon }_{10\%}\) values of ~3.4 million different G1/G2 stretchable nanocomposites. Meanwhile, the uncertainty level of each prediction result was assessed using the coefficient of variance (CoV) of the ensemble committee of ANNs, as defined in Eq. (3),
, where \(N\) is the number of ANN members in the ensemble committee (\(N\) = 5), \({y}_{i}\) is the predicted value from the ANN member (\(i\)) in the ensemble committee, and μ is the mean of predicted values from the ensemble committee. As shown in Fig. 5b, the model uncertainty was quantified as the average coefficients of variance between \({S}_{0}\) and \({\varepsilon }_{10\%}\) (Eq. (4)).
The model uncertainty was evaluated across 3.4 million different G1/G2 stretchable nanocomposites in the feasible parameter space, yielding values that spanned from 4 to 63%. A higher model uncertainty indicated greater divergence among the predictions from the model committee, whereas lower uncertainty reflected stronger consensus. By inputting the design requests of \({S}_{0}\) > 20 mS and \({\varepsilon }_{10\%}\) > 500% during cluster analysis (see Supplementary Note 10), the champion model identified an ideal set of fabrication parameters with an uncertainty level of <10%, including a MXene/SWNT/AuNP/PVA ratio of 15.9/77.1/4.8/2.2, a thickness of <800 nm, a deformation sequence of G2–2D2D, and an applied pre-strain of >500%.
Following the model’s recommendation, an aqueous mixture with model-suggested ratio was prepared and vacuum-filtered into a filtered nanocomposite with a thickness of 400 nm, which demonstrated the \({S}_{0}\) of 54 mS that surpassed the model’s prediction. Subsequently, through electron-beam (e-beam) vapor deposition – a vacuum-based technique that allows precise control over layer thickness—a 50-nm-thick gold layer was coated on the filtered nanocomposite and exhibited high electrical conductivity of 2.2 × 107 S m–1. The e-beam evaporation enabled conformal gold coating on microtextured surfaces while avoiding thermal or solvent-induced damage to the underlying stretchable nanocomposite structure. Next, following the model-suggested deformation sequence and applied pre-strain, a stretchable gold conductor with a G2–2D2D conductive interlayer was fabricated (named as G2–2D2D gold conductor). As shown in the inset of Fig. 5a, it presented a hierarchical morphology with large curvy wrinkles (with the wavelength of 100 μm) and small isotropic crumples. Figure 5c displays the resistance–elongation curve of a G2–2D2D gold conductor, which showed high resistance-insensitive stretchability of ~1025% (defined as the uniaxial elongation that led to a 10% \({R}_{0}\) increase, equivalent to \({\varepsilon }_{10\%}\)).
Figure 5d compares the resistance–elongation curves of two stretchable gold conductors using stretchable nanocomposites with identical deformation sequence (G2–2D2D), pre-strain (500%), and thickness (400 nm), but with varying MXene/SWNT/AuNP/PVA ratios (e.g., 15.9/77.1/4.8/2.2 vs. 10.9/69.1/4.8/15.2). The variation in nanocomposite composition resulted in significant differences in the values of \({S}_{{filtered}}\) (60 mS vs. 1.5 mS) and \({\varepsilon }_{10\%}\) (1025% vs. 480%) of resulting G2–2D2D gold conductors. This comparison highlights that adhering to the model-recommended interlayer with high electrical conductance was crucial to achieving large resistance-insensitive stretchability for the G2–2D2D gold conductor. In contrast, the G2–2D2D gold conductors with less conductive interlayers exhibited higher strain responses, as the inefficient utilization of conductive pathways beneath the gold layer compromised performance upon the presence of strain-induced cracks. As shown in Fig. 5e and Supplementary Fig. 27, the model-suggested G2–2D2D gold conductors effectively prevented crack initiation and propagation during a continuous stretching process up to 900%, confirming the robustness of bilayer system derive from the robotics-/ML-integrated workflow. As a G2–2D2D gold conductor was stretched from its relaxed state to 700% elongation, large curvy wrinkles were unfolded to a flatter surface, remaining small isotropic crumples on its surface. While stretching to 900%, we began to observe surface cracks with an area of ~0.04 mm2, while the conductor’s resistance profile remained strain-insensitive. When stretched to 1100%, the G2–2D2D gold conductor showed larger cracks with an expanded area of >0.14 mm2, and the conductor’s resistance began to increase dramatically. Supplementary Fig. 28 summarizes the crack area/density–elongation profiles of a G2–2D2D gold conductor and Supplementary Note 11 describes the measurement details.
Next, G2–2D2D gold conductors underwent multiple stretching–relaxation cycles under high elongations of 400%, 600%, and 700% to examine their cycling durability. G2–2D1D gold conductors were fabricated and used as control experiments (see “Methods”). Figure 5f demonstrates that the \({R}_{0}\) of G2–2D2D gold conductors increased by only 3% after 80,000 cycles under 400% elongation, by 10% after 50,000 cycles under 600% elongation, and by 20% after 20,000 cycles under 700% elongation. On the other hand, the \({R}_{0}\) of G2–2D1D gold conductors increased by 13% after 80,000 cycles under 400% elongation, by >100% after only 8000 cycles under 600% elongation, and by >100% after only 600 cycles under 700% elongation. The higher mechanical durability of G2–2D2D gold conductors originated from the second phase of biaxial deformation since the shrinkage perpendicular to the stretching direction could offset the effects of poison ratio during stretching.
As shown in Fig. 5g and Supplementary Table 10, the model-discovered G2–2D2D gold conductor was compared with the state-of-the-art stretchable conductors, including the ones integrated with various conductive nanomaterials, including liquid metals27,28,29,41,67,68,69, metal nanofillers30,31,32,42,70,71,72, conductive polymers73,74,75, and carbon nanomaterials76,77,78,79. We compared these stretchable conductors using two critical characteristics, including the electrical conductivity at the relaxed state (\({\sigma }_{0}\)) and the resistance-insensitive stretchability (\({\varepsilon }_{10\%}\)). The G2–2D2D gold conductor exhibited metallic conductivity (\({\sigma }_{0}\) ~ 2.5 × 106 S m–1), high resistance-insensitive stretchability (\({\varepsilon }_{10\%}\) ~ 1.025%), and robust cycling durability (e.g., >50,000 cycles under 600% elongation), mitigating the design tradeoffs between stretchability, electrical conductivity, and strain insensitivity. It is worth mentioning that when not considering the interlayer thickness, the coated gold layer almost exhibited its original metallic conductivity (\({\sigma }_{0}\) ~ 2.2 × 107 S m–1). Additionally, our robotics-/ML-integrated workflow is capable of handling a greater number of DOFs in fabrication parameters, thereby accelerating the discovery and optimization of multifunctional nanocomposite systems.
Fabrication of stretchable Zn||MnO2 batteries with strain-resilient performance based on optimized stretchable gold conductors
Stretchable Zn-ion batteries, utilizing neutral electrolytes, represent a promising technology for wearable and robotic applications, owing to their safety and high energy densities23,80,81. However, achieving strain-resilient Zn-ion batteries with high stretchability and sustained capacities requires intricate design of both negative and positive electrodes across multiple DOFs82.
To address this challenge, we employed two G2–2D2D gold conductors as stretchable current collectors to fabricate a strain-resilient Zn-ion battery. Zn microflakes and MnO2 nanocrystals were electrodeposited onto them separately (see “Methods”). To achieve high electrochemical performance in battery applications, relatively high areal loadings of active materials such as Zn and MnO2 were necessary. Accordingly, thicker functional layers of Zn (with areal mass loading ~2.0 mg cm−2) and MnO2 (with areal mass loading ~1.4 mg cm−2) were electrochemically deposited onto the stretchable gold conductors and electrodes, respectively. As summarized in Supplementary Table 12, our positive electrode mass loadings fall within the typical range (~1–2 mg cm–2) reported in recent studies on co-planar configurations for stretchable batteries. It is important to note that most active materials, such as Zn flakes and MnO2 nanocrystals, are inherently rigid and non-stretchable. Consequently, increasing their areal loading would introduce a trade-off between energy density and mechanical stretchability in battery design. As shown in Supplementary Fig. 29, the electrodeposited Zn microflakes and MnO2 nanocrystals were securely attached to the microtextured gold layers after 3000 stretching–relaxation cycles. However, this increased mass loading also led to a noticeable increase in stiffness, partially compromising the strain-resilient stretchability of a Zn||MnO2 battery20,65. As shown in Supplementary Fig. 30, the SEM images reveal pronounced crack formation on both Zn and MnO2 electrodes after 300% elongation.
Afterwards, a systematic comparison of the electrochemical performance using stretchable Zn negative electrodes and MnO2 positive electrodes with G0, G1–2D, and G2–2D2D morphologies was conducted. Optical and SEM images of these electrodes, captured in both relaxed and stretched states, are presented in Supplementary Figs. 31–34 and Fig. 6a, b. Specifically, uniaxial elongation was applied up to 10% for G0, 100% for G1–2D, and 300% for G2–2D2D electrodes. Strain sensitivity was quantified by monitoring the peak areal current density in the cyclic voltammetry (CV) curves across each electrode configuration. For the G0 electrode, both the Zn and MnO2 electrodes exhibited significant crack propagation and severe electrochemical performance degradation under just 10% uniaxial elongation (Supplementary Figs. 31 and 33). For the G1–2D electrode, both the Zn and MnO2 electrodes showed moderate strain tolerance, retaining performance under 50% elongation but experiencing marked degradation under 100% elongation (Supplementary Figs. 32 and 34). In contrast, the G2–2D2D electrode demonstrated high strain tolerance, with both electrodes maintaining stable electrochemical performance even under 300% elongation, as shown in Fig. 6c, d. Figure 6c demonstrates that the Zn negative electrode at its relaxed state and under 300% elongation demonstrated nearly identical CV curves with overpotentials of –0.04 and –0.01 V, suggesting fast kinetics of Zn deposition/dissolution. Figure 6d presents the strain-invariant CV curves of a stretchable MnO2 positive electrode. This systematic comparison highlighted the critical role of electrode morphology in achieving mechanically robust, strain-insensitive, and efficient stretchable battery systems.

a SEM images of a stretchable Zn negative electrode at its relaxed state and under 300% elongation. Zn microflakes were securely attached under 300% elongation. b SEM images of a stretchable MnO2 positive electrode at its relaxed state and under 300% elongation. MnO2 nanocrystals were securely attached under 300% elongation. c CV curves of a stretchable Zn negative electrode at its relaxed state and under 300% elongation at 1 mV s–1 under 25 °C. d CV curves of a stretchable MnO2 positive electrode at its relaxed state and under 300% elongation at 1 mV s–1 under 25 °C. e Schematic illustration and digital images of a stretchable Zn||MnO2 battery filled with gel electrolyte under different uniaxial elongations. f GCD profiles of a stretchable Zn||MnO2 battery at its relaxed state and under 300% elongation with different specific currents from 100 to 600 mA gMnO2–1 under 25 °C. g Specific capacity and CE retention of stretchable Zn||MnO2 batteries at the relaxed state and under 300% elongation, measured at a specific current of 200 mA gMnO2–1 under 25 °C. The inset highlights CEs in the range of 98%–100% over 200 cycles. (h) Areal capacities comparison between our stretchable Zn||MnO2 battery and the state-of-the-art rechargeable and stretchable Zn-based and Li-ion batteries.
As shown in Fig. 6e, the gel electrolyte was securely encapsulated and sealed within a pocket constructed using VHB tapes. The inset of Fig. 6e also displays optical images of the Zn | |MnO2 battery at the relaxed state and under 300% elongation, respectively, illustrating its mechanical robustness and structural integrity during deformation. Supplementary Fig. 35a shows that the stretchable Zn||MnO2 battery exhibited nearly identical CV curves at its relaxed state and under 300% elongation. The interfacial resistances of a stretchable Zn||MnO2 battery were analyzed using electrochemical impedance spectroscopy (EIS). As shown in Supplementary Fig. 35b, the Nyquist plots of the Zn||MnO2 battery at different stretching states were similar, suggesting that its internal, charge transfer, and diffusion resistances were mechanically stable due to the use of stretchable gold conductors. Supplementary Table 11 summarizes the fitting results of a stretchable Zn||MnO2 battery under different elongations. Figure 6f shows the galvanostatic charge–discharge (GCD) profiles of a stretchable Zn||MnO2 battery, which were strain-resilient and demonstrated high-rate performance from 100 to 600 mA gMnO2–1 at its relaxed state and under 300% elongation. The Zn||MnO2 battery exhibited high discharge specific capacities of 265.3, 214.5, 154.7, 131.8 mAh gMnO2–1 at 100, 200, 400, and 600 mA gMnO2−1, respectively, under 300% elongation. As demonstrated in Supplementary Fig. 36, the specific capacities and coulombic efficiencies remained stable at different stretching states and at various specific currents (100–600 mA gMnO2–1). As shown in Fig. 6g, the stretchable Zn||MnO2 batteries demonstrated strain-stable, long-term cycling performance over 200 cycles at the relaxed state and under 300% elongation, measured at a specific current of 200 mA gMnO2–1. The stretchable batteries retained approximately 88% of their initial capacity, and their CEs remained consistently between 98% and 99.5% over 200 cycles (inset of Fig. 6g), indicating robust electrochemical and mechanical durability.
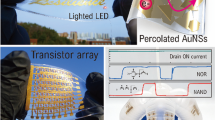
As calculated, the stretchable Zn||MnO2 battery achieved an areal energy density of 0.5 mWh cm–2 and a volumetric energy density of approximately 5000 Wh L–1 (excluding the volume of the VHB substrate) at the relaxed state and under 300% elongation. As shown in Fig. 6h and Supplementary Fig. 37, our stretchable Zn||MnO2 battery demonstrated high areal capacities and energy densities, high uniaxial stretchability, and low strain responses, collectively showing improved performance relative to previously reported co-planar stretchable batteries. Supplementary Table 12 provides a comprehensive comparison of our stretchable Zn||MnO2 battery with state-of-the-art rechargeable and stretchable Zn-based23,65,83,84,85,86 and Li-ion87,88 batteries with co-planar configurations, along with their respective application scenarios, including magnetic actuation of soft robots, powering commercial watches, and lighting light-emitting diodes (LEDs).
Our Zn||MnO2 battery was featured high device stretchability (up to 300% elongation) and strain-invariant specific capacities (215 mAh gMnO2–1 at 200 mA gMnO2–1) and areal energy densities (0.5 mWh cm–2), stable cycling performance, and high user safety. The strain-insensitive performance demonstrated by Zn||MnO2 batteries ensured mechanically stable electrochemical behaviors under significant mechanical deformation, which is critical for reliable integration into deformable or body-mounted systems. This stretchable battery is specifically designed to provide mechanically stable power and energy storage for emerging applications such as soft robotics23,89,90, Internet of Things (IoT) devices91,92, and wearable electronics93,94,95. In these applications, stretchability, mechanical compliance, and seamless integration with soft or deformable substrates are equally critical to conventional metrics like areal capacitance and cycling stability. Compared to multiple stretchable Zn-based batteries that quickly decayed upon stretching, our Zn||MnO2 battery demonstrated performance characteristics compatible with integration into wearable and implantable electronic systems. Our approach—leveraging machine–human collaboration to predictively design microtextured conductors and strain-resilient morphologies—offered a scalable and robust design strategy. We aim to bridge this gap by delivering energy storage systems that are not only electrochemically robust but also mechanically compatible with next-generation form factors.
Development of a data-sharing platform for G1/G2 stretchable nanocomposites
The widespread adoption of stretchable nanocomposites faces several key challenges, including (1) the lack of comprehensive, high-quality experimental datasets, (2) inefficient dissemination mechanisms that limit collaboration among diverse stakeholders, and (3) absence of accessible data platforms and user-friendly visualization tools. To address these persistent challenges, we have established a data-sharing platform that compiles approximately 150k feasible fabrication parameters of G1/G2 stretchable nanocomposites, along with their machine learning (ML)-predicted properties (\({S}_{0}\) and \({\varepsilon }_{10\%}\)) and prediction uncertainties. The platform’s backend is integrated with an ML-enabled prediction model and deployed on a local server, as illustrated in Fig. 7a.

a Configuration of the data-sharing platform composed of an embedded prediction ensemble model, a backend server, and a graphic user interface. The data-sharing platform is assessed at: https://stretchable-conductor-platform.vercel.app/. Created in BioRender. Shrestha, S. (2025) https://BioRender.com/53g7f88. b, c Webpage screenshots of the platform. b Forward prediction feature. c Inverse design feature.
The data-sharing platform offers two main features: forward prediction and inverse design. In the forward prediction section (Fig. 7b), users can input fabrication parameters of G1/G2 stretchable nanocomposites, and embedded prediction models generate predictions for the feasibility of filtered nanocomposite, \({S}_{0}\), \({\varepsilon }_{10\%}\), and prediction uncertainties. To ensure reliable experimental results, the platform only displays the \({S}_{0}\) and \({\varepsilon }_{10\%}\) values when the predicted conductance of filtered nanocomposite is high and the prediction uncertainty is below 30%. In the inverse design section (Fig. 7c), users can define targeted property criteria for \({S}_{0}\) and \({\varepsilon }_{10\%}\), and prediction uncertainty cutoff. The platform then performs cluster analysis using the embedded prediction models to identify fabrication parameters.
Discussion
In conclusion, a machine–human collaboration workflow, which harnessed the synergistic strengths of robotic experimentation with AI/ML predictions and two-scale simulations, consisted of three main phases: screening, model construction, and design/optimization. In the screening phase, we used an automated pipetting robot to efficiently prepare 286 different nanocomposites with varied MXene/SWNT/AuNP/PVA ratios, eliminating the need for laborious manual experimentation. We then assessed the electrical conductance of these nanocomposites to train an SVM regressor, which played a critical role in defining a feasible parameter space. In the model construction phase, we departed from conventional OFAT methods and adopted a more robust strategy involving 7 active learning loops to navigate the vast parameter space. Throughout active learning, we fabricated and characterized 146 G1/G2 stretchable nanocomposites, progressively establishing a structural database. Afterward, we used a data augmentation technique to enrich our database, enabling the construction of an ensemble model with ANNs. Moving to the design/optimization phase, we leveraged ML predictions and two-scale FE simulations to conduct the inverse design of a stretchable interlayer with high electrical conductance and minimal strain responses, which can serve as a versatile platform for various electrode materials (e.g., Au, Zn, MnO2). Finally, following the model’s suggested parameters, we accelerated the fabrication of a stretchable gold conductor as well as stretchable anodic and cathodic electrodes with strain-resilient electrochemical performance. Supplementary Fig. 38 illustrates the complete workflow, mapping each stage to its corresponding figure. The successful integration of robotic experiments, AI/ML predictions, and multiscale simulations sped up the optimization process of fabrication parameters, surpassing conventional OFAT methods and experience-based design approaches. This integrated workflow shows potential applications beyond stretchable electrodes, such as plastic substitutes43, conductive aerogels44, tactile sensors45, and electrochemical electrolyte optimization49.
Methods
Materials
Lithium fluoride (LiF, Alfa Aesar, 97%), hydrochloric acid (HCl, Sigma-Aldrich, ACS reagent, 37%), Ti3AlC2 MAX powders (MAX, Tongrun Info Technology Co. Ltd, China), single-walled carbon nanotubes (SWNTs, Timesnano Co. Ltd, China), (SDS, Sigma-Aldrich, >99.0%), gold(III) chloride trihydrate (HAuCl4·3H2O, Sigma-Aldrich, ≥99.9% trace metals basis), trisodium citrate dihydrate (Na3C6H5O7·2H2O, Thermo Fisher Scientific, 99%), poly(vinyl alcohol) (PVA) (MW 89,000–98,000, Sigma-Aldrich, ≥99%), ethanol (Pharmco, 200 proof), silicone oil (Thermo Fisher Scientific, –40 to 200 °C), dichloromethane (DCM, Sigma-Aldrich, ≥99.8%), zinc foil (Zn, 99.99%, KOLAMOON), zinc chloride (ZnCl2, ≥98%, Sigma-Aldrich), zinc chloride heptahydrate (ZnSO4·7H2O, 99%, Sigma-Aldrich), manganese sulfate monohydrate (MnSO4·H2O, ≥98%, Sigma-Aldrich), manganese(II) acetate (Mn(CH3COO)2, 98%, Sigma-Aldrich) were used as received without further purification. Graphene oxide (GO) aqueous dispersion (Taiwan Graphene Company, 5.0 mg mL–1) was used as received without further purification. Thermally responsive PS substrates with biaxial contraction mode (so-called biaxial shrink films) were purchased from Grafix, and thermally responsive PS substrates with uniaxial contraction mode (so-called uniaxial shrink films) were provided from Evergreen Scientifics. VHB Tape 4910 was purchased from 3M. Silver paste was purchased from Ted Pella Inc. Deionized water was obtained from a Milli-Q water purification system (18.2 MΩ, Millipore Corp., Bedford, MA, USA) and used as the water source throughout the work.
Preparation of Ti3C2Tx MXene nanosheets
Ti3C2Tx MXene nanosheets were prepared according to the literature96. Three grams of LiF was added to 9.0 M HCl solution (40 mL) under vigorous stirring. After the dissolution of LiF, 1.0 g of Ti3AlC2 MAX powder was slowly added into the HF-containing solution, and then the mixture was kept at 35 °C for 24 h. Afterwards, the solid residue was washed sequentially with 2.0 M HCl solution and deionized water until the pH value increased to ca. 7.0. Subsequently, the washed residue was added into 100 mL of deionized water, ultrasonicated for 1 h, and centrifuged at 1238 × g for 30 min. The supernatant was collected as the suspension of Ti3C2Tx MXene nanosheets with an approximate concentration of 10 mg mL–1. Then, the concentration of MXene dispersion was adjusted to 0.5 mg mL−1 for further usage.
Preparation of SWNT dispersion
The SWNT dispersion was obtained by adding SWNT powders into the SDS solution (at a mass ratio of SWNT:SDS = 1:20). The concentration of SDS solution was 2.0 mg mL–1. The SWNT mixture was then ultrasonicated by a probe sonicator (Qsonica, Q700) for 2 h, and the concentration of final SWNT dispersion was about 0.1 mg mL–1.
Synthesis of AuNPs
0.25 g of HAuCl4·3H2O was initially dissolved into 240 mL of water, and the solution was then heated to boiling. Subsequently, 1.23 g of Na3C6H5O7·2H2O was dissolved in 10 mL of water, and the solution was gradually added into the boiling HAuCl4 solution under vigorous stirring for 30 min97. The final concentration of AuNP dispersion was 0.25 mg mL–1. The AuNP dispersion was stored at 4 °C.
Preparation of PVA solution
40 mg of PVA was dissolved in 200 mL of deionized water at 90 °C, and the concentration of PVA solution was 0.2 mg mL–1.
Preparation of filtered nanocomposites
An automated pipetting robot (OT-2 robot, Opentrons) was commanded to prepare a library of MXene/SWNT/AuNP/PVA mixtures by mixing MXene, SWNT, AuNP, and PVA dispersions/solution at different volumes. First, 50 nm-thick GO layers (2.5 mL of GO dispersion with the concentration of 0.1 mg mL–1) were deposited on the hydrophobic poly(vinylidene fluoride) (PVDF) membranes (0.22-µm pore, 47-mm diameter, Merck Millipore) through vacuum filtration systems (Sigma-Aldrich). Then, the robot-prepared MXene/SWNT/AuNP/PVA mixtures were deposited onto the GO layers. After vacuum-assisted filtration, the filtered nanocomposites with planar surfaces were rinsed with excessive DI water to remove SDS residual. After dried at room temperature, the filtered nanocomposites were detached from PVDF membranes by immersing them in an ethanol bath and storing them in ethanol. The thicknesses of filtered nanocomposites were tuned by adjusting the areal mass loadings of MXene/SWNT/AuNP/PVA mixtures on PVDF membranes.
Fabrication of G1–1D stretchable nanocomposites
Uniaxial shrink films were first cut into rectangles (with the dimensions of 5 × 10 cm2), and washed with ethanol. Next, the cut uniaxial shrink films were treated with oxygen plasma (Harrick Plasma) for 5 min to produce hydroxyl groups on the PS surfaces, which enhanced the hydrophilic interactions between shrink films and conductive nanocomposites98. Afterwards, the filtered nanocomposites were carefully transferred onto the plasma-treated shrink films followed by air drying. The uniaxial shrink films coated with filtered nanocomposites were heated in an oven at 150 °C for 2.5 min to induce uniaxial shrinkage. Afterwards, the shrunk samples were immersed into a DCM bath to dissolve the PS substrates to obtain freestanding G1–1D stretchable nanocomposites with parallel wrinkle topographies. Then, the G1–1D stretchable nanocomposites were sequentially rinsed with DCM, acetone, and ethanol. They were stored in ethanol and carefully transferred onto unstretched VHB substrates, followed by overnight drying, for the fabrication of G1–1D stretchable nanocomposites.
Fabrication of G1–2D stretchable nanocomposites
Biaxial shrink films were first cut into squares (with the dimensions of 7 × 7 cm2) and washed with ethanol. Next, the cut uniaxial shrink films were treated with oxygen plasma (Harrick Plasma) for 5 min to produce hydroxyl groups on the PS surfaces, which enhanced the hydrophilic interactions between shrink films and conductive nanocomposites79. Afterwards, the filtered nanocomposites were carefully transferred onto the plasma-treated shrink films followed by air drying. The biaxial shrink films coated with filtered nanocomposites were heated in an oven at 150 °C for 5 min to induce biaxial shrinkage. Afterwards, the shrunk samples were immersed in a DCM bath to dissolve the PS substrates to obtain freestanding G1–2D stretchable nanocomposites with isotropic crumple morphologies. Then, the G1–2D stretchable nanocomposites were sequentially rinsed with DCM, acetone, and ethanol. They were stored in ethanol and carefully transferred onto unstretched VHB substrates, followed by overnight drying, for the fabrication of G1–2D stretchable nanocomposites.
Fabrication of G2–2D1D stretchable nanocomposites
VHB substrate was first cut into rectangles (with the dimensions of 7 × 5 cm2). The freestanding G1–2D stretchable nanocomposites were carefully transferred onto a uniaxially stretched VHB substrate on a homemade tensile stage with different pre-strains (i.e., 100%, 200%, 300%). Afterwards, the pre-strain on the uniaxially stretched VHB substrate was gradually relaxed to further deform the G1–2D stretchable nanocomposites into the G2–2D1D stretchable nanocomposite with large parallel wrinkles and small isotropic crumples.
Fabrication of G2–2D2D stretchable nanocomposites
VHB substrate was first cut into rectangles (with the dimensions of 7 × 5 cm2). First, the VHB substrate was uniaxially stretched on a homemade tensile stage with different pre-strains (i.e., 100%, 200%, 300%). Next, the uniaxially stretched VHB substrate was stretched along the orthogonal direction to compensate the Poisson’s ratio of VHB substrate. The freestanding G1–2D stretchable nanocomposite was first transferred onto a biaxially stretched VHB substrate, and the pre-strain on the biaxially stretched VHB substrate was gradually relaxed to further deform the G1–2D stretchable nanocomposites into the G2–2D2D stretchable nanocomposite with large curvy wrinkles and small isotropic crumples.
Fabrication of G2–2D2D gold conductors
By conducting cluster analyses, the champion model suggested an optimal set of fabrication parameters, encompassing the MXene/SWNT/AuNP/PVA ratio of 15.9/77.1/4.8/2.2, the nanocomposite thickness of 800 or 400 nm, the nanocomposite topography of G2–2D2D, and the applied pre-strain of 500%. First, the filtered nanocomposite with model-suggested composition and thickness was fabricated via vacuum-assisted filtration, and the filtered nanocomposite was then coated with a 50-nm gold layer via electron-beam evaporation (Angstrom E-beam Evaporator). Afterwards, by following the model-suggested topography and pre-strain labels, the gold-coated filtered nanocomposite was sequentially deformed into a G2–2D2D stretchable nanocomposite using a biaxial shrink film and a biaxially stretched VHB substrate, which served as a G2–2D2D stretchable gold conductor. Two copper wires were connected to two ends of G2–2D2D stretchable gold conductor, and silver paste was applied at the connection joints to ensure good electrical contacts.
Preparation of stretchable zinc negative electrodes
The electrodeposition of zinc microflakes on a G2–2D2D gold conductor was conducted using the chronoamperometry method at –0.9 V versus zinc foil for 400 s in 1.0 M ZnSO4 solution. Afterwards, the as-deposited Zn electrode was rinsed with DI water several times and dried at room temperature for further usage.
Preparation of stretchable MnO2 positive electrodes
A G2–2D2D gold conductor, a platinum sheet, and an Ag/AgCl electrode were used as the working, counter, and reference electrodes, respectively. The electrodeposition of MnO2 nanocrystals on the G2–2D2D gold conductor was conducted using the chronoamperometry method at +0.7 V versus the reference electrode for 400 seconds in 0.1 M Mn(CH3COO)2 solution. Afterwards, the as-deposited MnO2 electrode was rinsed with DI water several times and dried at 60 °C overnight for further usage. As a result, the MnO2 loading in the positive electrode was controlled at 1.4 mg cm–2.
Preparation of PVA-based gel electrolyte
The PVA-based gel electrolyte was prepared by adding 1.0 g of PVA, 2.7 g of ZnCl2, 0.34 g of MnSO4·H2O into 10 mL of DI water. The resulting mixture was then heated at 90 °C for 6 h under vigorous stirring to form homogeneous solution.
Characterization
The nanostructures of MXene nanosheets, SWNTs, and AuNPs were characterized with a field-emission gun transmission electron microscope (FE-TEM, JEM 2100). The surface topographies and thicknesses of G1/G2 stretchable nanocomposites and stretchable gold conductors were characterized with a field emission gun scanning electron microscope (FEG SEM, Hitachi SU-70). The surface roughness of G1/G2 stretchable nanocomposites and stretchable gold conductors was measured with a laser microscope (Keyence, VK-X3050). Uniaxial elongations of G1/G2 stretchable nanocomposites and stretchable gold conductors were conducted by using digital calipers (NEIKO, 01407A), and the resistance–elongation profiles were measured with a multimeter (Fluke, 87V MAX) and an electrochemical workstation (Metrohm, Autolab PGSTAT302N). Cycling tests were performed on stretchable gold conductors under repeated uniaxial elongations at the strain rate of 8 mm min–1 by a tensile tester (Instron 68SC-05, Instron, USA), and the resistance changes of stretchable gold conductors were monitored in real time using the electrochemical workstation.
Electrochemical characterization
The cyclic voltammetry (CV) curves of stretchable Zn negative electrodes and MnO2 positive electrodes were measured in electrolytic cells. The CV profiles of a stretchable Zn electrode at different stretching states were characterized in the voltage window from –0.1 to 1.0 V, with a zinc foil as the counter electrode, and 2.0 M ZnSO4 solution as the electrolyte. The CV profiles of a MnO2 electrode was characterized in the voltage window from 1.0 to 1.8 V, with a zinc foil as the counter electrode, and 2.0 M ZnSO4 and 0.2 M MnSO4 solution as the electrolyte. To characterize the electrochemical performance of a stretchable Zn||MnO2 battery, a Zn negative electrode and a MnO2 positive electrode were assembled closely on a VHB tape, and PVA-based gel electrolyte was infiltrated above two electrodes. Copper wires and silver paste were applied to both negative and positive electrodes to ensure good electrical connections. Finally, another VHB tape was applied over the assembly, creating an encapsulating pocket that sealed the gel electrolyte. The CV profiles of a stretchable Zn||MnO2 battery were characterized in the voltage window from 1.0 to 1.8 V. ElS was conducted at an open circuit potential (OCP), with an amplitude of 10 mV and a frequency range from 0.1 Hz to 100 kHz. GCD profiles were collected in the voltage window from 1.0 to 1.7 V at various specific currents (100–600 mA gMnO2–1). Long-term cycling performance of the stretchable Zn||MnO2 battery was assessed at a specific current of 200 mA gMnO2–1. The GCD results were tested with Land Battery Testing System CT3002A. All CV, EIS, and GCD tests were conducted with an electrochemical workstation (Autolab, PGSTAT302N). All electrochemical measurements were conducted at 25 °C.
Construction of two-scale finite element (FE) simulations
The 3D models of G1/G2 stretchable nanocomposites were constructed using MATLAB 2022 and subsequently imported into commercial FE codes (i.e., ABAQUS 2022/Standard). To simulate the deformation behaviors of G1/G2 stretchable nanocomposites, a linear elastic model with a Young’s modulus of 1 GPa and a Poisson’s ratio of 0.227 was adopted48. The simulation accuracy was ensured by utilizing 566,176 elements for the G2–2D2D stretchable nanocomposite and 591,893 elements for the G2–2D1D stretchable nanocomposite, using 4-node linear tetrahedron elements. Uniaxial elongation was simulated by fixing all six DOFs at the left boundary of a stretchable nanocomposite while applying a horizontal displacement loading at the right boundary. Nlgeom was turned “ON” to account for large deformation effects. During the FE simulations, the applied forces and displacements of the G1/G2 stretchable nanocomposites were recorded to calculate the nominal tensile stress and strain during uniaxial elongation.
Graphical illustrations
All figure panels and graphical illustrations were generated by the authors. The stretchable gold conductor and stretchable Zn||MnO2 battery elements in Fig. 1b were created using Procreate. Schematic illustrations in Figs. 1a, 1b, 2c, 3a, 5a, 7a, Supplementary Figs. 19 and 38 were created in BioRender.com.
Data availability
The data used for model training and Figs. 2d, 5f and Supplementary Fig. 7 are available from Zenodo repository: https://doi.org/10.5281/zenodo.1793137599. The data that support the plots within this paper and other finding of this study are available from the corresponding authors upon request. Source data are provided with this paper.
Code availability
The Python code to implement the machine learning tasks within this study is available at GitHub (https://github.com/yhcbloom14/stretchable_conductor). The specific version of the code is archived in Zenodo and is accessible via https://doi.org/10.5281/zenodo.17914541100.The data-sharing platform for designing stretchable nanocomposites within this study are available from the link: https://stretchable-conductor-platform.vercel.app/.
References
Cho, K. W. et al. Soft bioelectronics based on nanomaterials. Chem. Rev. 122, 5068–5143 (2022).
Wang, M. et al. A wearable electrochemical biosensor for the monitoring of metabolites and nutrients. Nat. Biomed. Eng. 6, 1225–1235 (2022).
Hou, S. et al. Stretchable electronics with strain-resistive performance. Small 20, 2306749 (2024).
Dai, Y., Hu, H., Wang, M., Xu, J. & Wang, S. Stretchable transistors and functional circuits for human-integrated electronics. Nat. Electron. 4, 17–29 (2021).
Wang, W. et al. Strain-insensitive intrinsically stretchable transistors and circuits. Nat. Electron. 4, 143–150 (2021).
Wang, S. et al. Skin electronics from scalable fabrication of an intrinsically stretchable transistor array. Nature 555, 83–88 (2018).
Banitaba, S. N. et al. Recent progress of bio-based smart wearable sensors for healthcare applications. Mater. Today Electron. 5, 100055 (2023).
Dai, N. et al. Recent advances in wearable electromechanical sensors—moving towards machine learning-assisted wearable sensing systems. Nano Energy 105, 108041 (2023).
Ates, H. C. et al. End-to-end design of wearable sensors. Nat. Rev. Mater. 7, 887–907 (2022).
Gong, X., Yang, Q., Zhi, C. & Lee, P. S. Stretchable energy storage devices: from materials and structural design to device assembly. Adv. Energy Mater. 11, 2003308 (2021).
Levitt, A., Zhang, J., Dion, G., Gogotsi, Y. & Razal, J. M. MXene-based fibers, yarns, and fabrics for wearable energy storage devices. Adv. Funct. Mater. 30, 2000739 (2020).
Qian, J. et al. Toward stretchable batteries: 3D-printed deformable electrodes and separator enabled by nanocellulose. Mater. Today 54, 18–26 (2022).
Shih, B. et al. Electronic skins and machine learning for intelligent soft robots. Sci. Robot. 5, eaaz9239 (2020).
Shen, Z. et al. High-stretchability, ultralow-hysteresis conducting polymer hydrogel strain sensors for soft machines. Adv. Mater. 34, 2203650 (2022).
Yin, R., Wang, D., Zhao, S., Lou, Z. & Shen, G. Wearable sensors-enabled human–machine interaction systems: From design to application. Adv. Funct. Mater. 31, 2008936 (2021).
Zhao, Y. et al. Soft strain-insensitive bioelectronics featuring brittle materials. Science 378, 1222–1227 (2022).
Cho, C. et al. Strain-resilient electrical functionality in thin-film metal electrodes using two-dimensional interlayers. Nat. Electron. 4, 126–133 (2021).
Chen, K. et al. Highly robust and strain-resilient thin film conductors featuring brittle materials. Nano Lett 23, 6619–6628 (2023).
Mackanic, D. G., Chang, T.-H., Huang, Z., Cui, Y. & Bao, Z. Stretchable electrochemical energy storage devices. Chem. Soc. Rev. 49, 4466–4495 (2020).
Feng, S. et al. Crumpled MXene electrodes for ultrastretchable and high-area-capacitance supercapacitors. Nano Lett 21, 7561–7568 (2021).
Wang, C., Yokota, T. & Someya, T. Natural biopolymer-based biocompatible conductors for stretchable bioelectronics. Chem. Rev. 121, 2109–2146 (2021).
Ling, Y. et al. Design of stretchable holey gold biosensing electrode for real-time cell monitoring. ACS Sens. 5, 3165–3171 (2020).
Li, Y. et al. Stretchable Zn-ion hybrid battery with reconfigurable V2CTx and Ti3C2Tx MXene electrodes as a magnetically actuated soft robot. Adv. Energy Mater. 11, 2101862 (2021).
Li, W. et al. Key materials and structural design in flexible and stretchable zinc-air batteries. Nano Energy 106, 108039 (2023).
Huang, A. et al. Electrodeposition of MnO2 nanoflakes onto carbon nanotube film towards high-performance flexible quasi-solid-state Zn-MnO2 batteries. J. Electroanal. Chem. 873, 114392 (2020).
Kong, M. et al. Transparent and stretchable piezoresistive strain sensors with buckled indium tin oxide film. Adv. Electron. Mater. 9, 2300197 (2023).
Lee, W. et al. Universal assembly of liquid metal particles in polymers enables elastic printed circuit board. Science 378, 637–641 (2022).
Liu, S., Shah, D. S. & Kramer-Bottiglio, R. Highly stretchable multilayer electronic circuits using biphasic gallium-indium. Nat. Mater. 20, 851–858 (2021).
Ma, Z. et al. Permeable superelastic liquid-metal fibre mat enables biocompatible and monolithic stretchable electronics. Nat. Mater. 20, 859–868 (2021).
Kim, S. H. et al. Ultrastretchable conductor fabricated on skin-like hydrogel-elastomer hybrid substrates for skin electronics. Adv. Mater. 30, 1800109 (2018).
Chun, K. Y. et al. Highly conductive, printable and stretchable composite films of carbon nanotubes and silver. Nat. Nanotechnol. 5, 853–857 (2010).
Choi, S. et al. Highly conductive, stretchable and biocompatible Ag-Au core-sheath nanowire composite for wearable and implantable bioelectronics. Nat. Nanotechnol. 13, 1048–1056 (2018).
Lee, H. et al. A graphene-based electrochemical device with thermoresponsive microneedles for diabetes monitoring and therapy. Nat. Nanotechnol. 11, 566–572 (2016).
Guo, C. F., Sun, T., Liu, Q., Suo, Z. & Ren, Z. Highly stretchable and transparent nanomesh electrodes made by grain boundary lithography. Nat. Commun. 5, 3121 (2014).
Yong, K. et al. Kirigami-inspired strain-insensitive sensors based on atomically-thin materials. Mater. Today 34, 58–65 (2020).
Lu, Y. et al. Stretchable graphene–hydrogel interfaces for wearable and implantable bioelectronics. Nat. Electron. 7, 51–65 (2023).
Kang, J. et al. Tough-interface-enabled stretchable electronics using non-stretchable polymer semiconductors and conductors. Nat. Nanotechnol. 17, 1265–1271 (2022).
Xia, X. et al. Material choice and structure design of flexible battery electrode. Adv. Sci. 10, 2204875 (2023).
Wu, S., Peng, S., Yu, Y. & Wang, C. H. Strategies for designing stretchable strain sensors and conductors. Adv. Mater. Technol. 5, 1900908 (2020).
Jeong, S., Heo, S., Kang, M. & Kim, H.-J. Mechanical durability enhancement of gold-nanosheet stretchable electrodes for wearable human bio-signal detection. Mater. Des. 196, 109178 (2020).
Lopes, P. A., Santos, B. C., de Almeida, A. T. & Tavakoli, M. Reversible polymer-gel transition for ultra-stretchable chip-integrated circuits through self-soldering and self-coating and self-healing. Nat. Commun. 12, 4666 (2021).
Kim, Y. et al. Stretchable nanoparticle conductors with self-organized conductive pathways. Nature 500, 59–63 (2013).
Chen, T. et al. Machine intelligence-accelerated discovery of all-natural plastic substitutes. Nat. Nanotechnol. 19, 782–791 (2024).
Shrestha, S. et al. Machine intelligence accelerated design of conductive MXene aerogels with programmable properties. Nat. Commun. 15, 4685 (2024).
Yang, H. et al. Automatic strain sensor design via active learning and data augmentation for soft machines. Nat. Mach. Intell. 4, 84–94 (2022).
Chen, P. Y. et al. Multiscale graphene topographies programmed by sequential mechanical deformation. Adv. Mater. 28, 3564–3571 (2016).
Yang, H. et al. Topographic design in wearable MXene sensors with in-sensor machine learning for full-body avatar reconstruction. Nat. Commun. 13, 5311 (2022).
Yang, H. et al. Wireless Ti3C2Tx MXene strain sensor with ultrahigh sensitivity and designated working windows for soft exoskeletons. ACS Nano 14, 11860–11875 (2020).
Dave, A. et al. Autonomous optimization of non-aqueous Li-ion battery electrolytes via robotic experimentation and machine learning coupling. Nat. Commun. 13, 5454 (2022).
Suvarna, M. et al. Active learning streamlines development of high performance catalysts for higher alcohol synthesis. Nat. Commun. 15, 5844 (2024).
Duquesnoy, M. et al. Machine learning-assisted multi-objective optimization of battery manufacturing from synthetic data generated by physics-based simulations. Energy Storage Mater. 56, 50–61 (2023).
Hung, Y. C. A review of Monte Carlo and quasi-Monte Carlo sampling techniques. Wiley Interdiscipl. Rev. Comput. Stat. 16, e1637 (2024).
Zhang, J. Modern monte carlo methods for efficient uncertainty quantification and propagation: a survey. Wiley Interdiscip. Rev. Comput. Stat. 13, e1539 (2021).
Choudhary, K. et al. Recent advances and applications of deep learning methods in materials science. npj Comput. Mater. 8, 59 (2022).
Schober, P., Boer, C. & Schwarte, L. A. Correlation coefficients: Appropriate use and interpretation. Anesth. Analg. 126, 1763–1768 (2018).
Lundberg, S. M. & Lee, S.-I. A unified approach to interpreting model predictions. Adv. Neural Inf. Process. Syst. 30, 4768–4777 (2017).
Matsuhisa, N., Chen, X., Bao, Z. & Someya, T. Materials and structural designs of stretchable conductors. Chem. Soc. Rev. 48, 2946–2966 (2019).
Choi, S., Han, S. I., Kim, D., Hyeon, T. & Kim, D. H. High-performance stretchable conductive nanocomposites: materials, processes, and device applications. Chem. Soc. Rev. 48, 1566–1595 (2019).
Yao, S. & Zhu, Y. Nanomaterial-enabled stretchable conductors: strategies, materials and devices. Adv. Mater. 27, 1480–1511 (2015).
Yoon, S. et al. Highly stretchable, conductive polymer electrodes with a mixed AgPdCu and PTFE network interlayer for stretchable electronics. Adv. Mater. Interfaces 8, 2001500 (2021).
Zhu, M. et al. A mechanically interlocking strategy based on conductive microbridges for stretchable electronics. Adv Mater 34, 2101339 (2022).
Liang, S., Schwartzkopf, M., Roth, S. V. & Müller-Buschbaum, P. State of the art of ultra-thin gold layers: Formation fundamentals and applications. Nanoscale Adv 4, 2533–2560 (2022).
Im, J. et al. Functionalized gold nanoparticles with a cohesion enhancer for robust flexible electrodes. ACS Appl. Nano Mater. 5, 6708–6716 (2022).
Cao, J. et al. Anti-friction gold-based stretchable electronics enabled by interfacial diffusion-induced cohesion. Nat. Commun. 15, 1116 (2024).
Ji, K. et al. Ultrastretchable and compact Zn-MnO2 rechargeable battery. ACS Mater. Lett. 5, 955–961 (2023).
Peng, S. et al. Carbon nanofiber-reinforced strain sensors with high breathability and anisotropic sensitivity. J. Mater. Chem. A 9, 26788–26799 (2021).
Thrasher, C. J., Farrell, Z. J., Morris, N. J., Willey, C. L. & Tabor, C. E. Mechanoresponsive polymerized liquid metal networks. Adv. Mater. 31, 1903864 (2019).
Chen, S. et al. Ultrahigh strain-insensitive integrated hybrid electronics using highly stretchable bilayer liquid metal based conductor. Adv. Mater. 35, 2208569 (2023).
Wang, J. et al. Printable superelastic conductors with extreme stretchability and robust cycling endurance enabled by liquid-metal particles. Adv. Mater. 30, 1706157 (2018).
Ohm, Y. et al. An electrically conductive silver–polyacrylamide–alginate hydrogel composite for soft electronics. Nat. Electron. 4, 185–192 (2021).
Hui, Y. et al. Three-dimensional printing of soft hydrogel electronics. Nat. Electron. 5, 893–903 (2022).
Matsuhisa, N. et al. Printable elastic conductors by in situ formation of silver nanoparticles from silver flakes. Nat. Mater. 16, 834–840 (2017).
Wang, Y. et al. A highly stretchable, transparent, and conductive polymer. Sci. Adv. 3, e1602076 (2017).
Zhang, Z. et al. High-brightness all-polymer stretchable LED with charge-trapping dilution. Nature 603, 624–630 (2022).
Teo, M. Y. et al. Highly stretchable and highly conductive PEDOT:PSS/ionic liquid composite transparent electrodes for solution-processed stretchable electronics. ACS Appl. Mater. Interfaces 9, 819–826 (2017).
Park, H. J. et al. Fluid-dynamics-processed highly stretchable, conductive, and printable graphene inks for real-time monitoring sweat during stretching exercise. Adv. Funct. Mater. 31, 2011059 (2021).
Zhang, F. et al. 3D interconnected conductive graphite nanoplatelet welded carbon nanotube networks for stretchable conductors. Adv. Funct. Mater. 31, 2107082 (2021).
Shin, M. K. et al. Elastomeric conductive composites based on carbon nanotube forests. Adv. Mater. 22, 2663–2667 (2010).
Lipomi, D. J. et al. Skin-like pressure and strain sensors based on transparent elastic films of carbon nanotubes. Nat. Nanotechnol. 6, 788–792 (2011).
Wang, Z. & Zhu, J. Recent advances on stretchable aqueous zinc-ion batteries for wearable electronics. Small 20, 2311012 (2024).
Wang, X., He, T., Cheng, J., Wu, Y. & Wang, B. Strategies toward stretchable aqueous Zn-based batteries for wearable electronics from components to devices. Small Methods 7, 2300591 (2023).
Yao, M. et al. Scalable assembly of flexible ultrathin all-in-one zinc-ion batteries with highly stretchable, editable, and customizable functions. Adv. Mater. 33, 2008140 (2021).
Liu, T., Chen, X., Tervoort, E., Kraus, T. & Niederberger, M. Design and fabrication of transparent and stretchable zinc ion batteries. ACS Appl. Energy Mater. 4, 6166–6179 (2021).
Yan, C. et al. Stretchable silver-zinc batteries based on embedded nanowire elastic conductors. Adv. Energy Mater. 4, 1301396 (2013).
Guo, Z. H. et al. Stretchable textile rechargeable Zn batteries enabled by a wax dyeing method. Adv. Mater. Technol. 5, 2000544 (2020).
Li, R. et al. A flexible concentric circle structured zinc-ion micro-battery with electrodeposited electrodes. Small Methods 4, 2000363 (2020).
Song, W. J. et al. Jabuticaba-inspired hybrid carbon filler/polymer electrode for use in highly stretchable aqueous Li-ion batteries. Adv. Energy Mater. 8, 1702478 (2018).
Gu, M. et al. Stretchable batteries with gradient multilayer conductors. Sci. Adv. 5, eaaw1879 (2019).
Jung, Y., Kwon, K., Lee, J. & Ko, S. H. Untethered soft actuators for soft standalone robotics. Nat. Commun. 15, 3510 (2024).
Li, M., Pal, A., Aghakhani, A., Pena-Francesch, A. & Sitti, M. Soft actuators for real-world applications. Nat. Rev. Mater. 7, 235–249 (2022).
Pun, K. P. et al. Flexible integrated battery on system-in-package (SiP) for internet of things (IoT) and smart wearables in 2021 IEEE 23rd Electronics Packaging Technology Conference (EPTC). IEEE. 270–275 (2021).
Naeem, S. et al. A review of flexible high-performance supercapacitors for the internet of things (IoT) and artificial intelligence (AI) applications. Energy Thermofluids Eng. 3, 1–9 (2023).
Song, W. J. et al. Recent progress in stretchable batteries for wearable electronics. Batter. Supercaps 2, 181–199 (2019).
Zamarayeva, A. M. et al. Flexible and stretchable power sources for wearable electronics. Sci. Adv. 3, e1602051 (2017).
Rahmanudin, A., Khan, Z., Tybrandt, K. & Kim, N. Sustainable stretchable batteries for next-generation wearables. J. Mater. Chem. A 11, 22718–22736 (2023).
Alhabeb, M. et al. Guidelines for synthesis and processing of two-dimensional titanium carbide (Ti3C2Tx MXene). Chem. Mater. 29, 7633–7644 (2017).
Chen, P.-Y. et al. Versatile three-dimensional virus-based template for dye-sensitized solar cells with improved electron transport and light harvesting. ACS Nano 7, 6563–6574 (2013).
Shenton, M., Lovell-Hoare, M. & Stevens, G. Adhesion enhancement of polymer surfaces by atmospheric plasma treatment. J. Phys. D Appl. Phys. 34, 2754–2760 (2001).
Yang, H. Predictive design of stretchable electrodes with strain-insensitive performance via robotics- and machine learning-integrated workflow [data set]. https://doi.org/10.5281/zenodo.17931375 (2025).
Yang, H. Machine learning codes for stretchable conductors (v1.0.0). https://doi.org/10.5281/zenodo.17914541 (2025).
Acknowledgements
The authors acknowledge the financial support provided by the Start-Up Fund of the University of Maryland, College Park (KFS No.: 2957431 to P.-Y.C.) and UMD Grand Challenges Team Project Grant (KFS No.: 2957821 to P.-Y.C. and T.L.). This work is also supported by the U.S. National Science Foundation under Grant No. 2519437. This material is based on research sponsored by Air Force Research Laboratory (AFRL) with SEMI-FlexTech under Agreement Number FA8650-20-2-5506 in support of Army Research Laboratory (ARL). The U.S. Government is authorized to reproduce and distribute reprints for Governmental Purposes notwithstanding any copyright notation thereon. The views and conclusions contained herein are those of the authors and should not be interpreted as necessarily representing the official policies or endorsements, either expressed or implied, of Air Force Research Laboratory, Army Research Laboratory, SEMI or the U.S. Government.
Author information
Authors and Affiliations
Contributions
P.-Y.C. and H.Y. conceived the project ideas and designed the experiments. H.Y., S.S., J.L., and J.S. carried out the synthesis and characterization of MXene nanosheets and gold nanoparticles. H.Y. and T.C. designed the ML framework and implemented the ML tasks in Python. H.Y., Y.L., and E.N. collected the experimental data. Q.C. performed FE simulations and constructed FE models of conductive electrodes. E.C. developed the data-sharing platform for stretchable nanocomposites. P.-Y.C. and H.Y. interpreted the results and co-wrote the manuscript. P.-Y.C., T.L., H.Y., T.C., Y.L., and S.R. were involved in the discussion. P.-Y.C. and T.L. supervised this project.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks the anonymous reviewers for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Yang, H., Chen, Q., Chen, T. et al. Predictive design of stretchable electrodes with strain-insensitive performance via robotics- and machine learning-integrated workflow. Nat Commun 17, 1778 (2026). https://doi.org/10.1038/s41467-026-68484-3
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-026-68484-3
