
Abstract
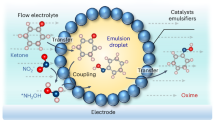
Electrified chemosynthesis shows great promise for sustainable chemical manufacturing. However, the reaction efficiency in continuous flow electrochemistry is currently unsatisfactory due to restricted mass transport at the two-phase boundary. Here we present an effective flow management strategy involving electrolyzer structural optimization to intensify the localized electrochemical process. We demonstrate this approach using the electrosynthesis of cyclohexanone oxime from cyclohexanone and nitrite as a representative example. The cathodic counterpart is regulated by a flow-through channel architecture that drives the significant electrolyte convection throughout the porous electrode matrix and minimizes the hydrodynamic diffusion distance, giving the catalyst full accessibility to the feedstock. Using an optimal cobalt single-atom catalyst, we demonstrate the oxime electrosynthesis with a Faradaic efficiency of over 95%, regardless of the operating conditions. Furthermore, we achieve a high single-pass conversion efficiency of up to 95% by balancing the supply of feedstocks between cyclohexanone and in situ generated hydroxylamine through subtle control of the electrolyte flow rate. This continuous-flow electrosynthesis process demonstrates long-term stability, operating for up to 110 hours without the loss of activity, which highlights its great potential for practical implementation.
Similar content being viewed by others


Introduction
Oxime organonitrogens, which contain the functional group of −C = N − OH, are considered to be one of the cornerstone compounds in modern chemical industries1,2,3. A typical example is cyclohexanone oxime (CYCO), which can undergo Beckmann rearrangement to form caprolactam as the key intermediate in the production of polyamide nylon-6 (Supplementary Fig. 1). With the global nylon-6 production projected to reach 9 million tonnes by 2024, the industrial demand for CYCO is therefore huge4,5. Typical synthesis of CYCO relies on the oximation of cyclohexanone (CYC) precursor using hydroxylamine (NH2OH). However, NH2OH is traditionally obtained by reducing nitrogen oxides (NOx) with sulfur dioxide (SO2) and H2 (Supplementary Fig. 2), which raises significant concerns, including high carbon footprint, low atomic economy, severe environmental destruction, as well as substantial safety risks6,7. Although an alternative strategy involving the oxidation of ammonia (NH3) using hydrogen peroxide (H2O2) is developed8, it still faces intrinsic limitations due to the low stability and high cost of H2O2. Therefore, it is urgent but challenging to find a sustainable and effective approach to CYCO synthesis.
The ongoing deployment of renewable electricity means that electrified chemosynthesis has great potential for sustainable chemical manufacturing, including CYCO synthesis9,10,11,12. Electroreduction of the NOx series thus offers an appealing route, as NH2OH is one of the desired products13,14,15, which can be utilized in situ for CYC oximation to produce CYCO. Recent advances have demonstrated the feasibility of this electrosynthetic approach, achieving considerable performance (i.e., Faradaic efficiency (FE) > 70%) through the rational design of catalysts15,16,17,18,19. Unfortunately, the practical deployment of such an electrosynthesis route is still challenging, limited by the poor scalability. In comparison of the bath electrochemical cell for laboratorial studies (Fig. 1a), a flow electrolyzer is highly desirable for potentially continuous CYCO electrosynthesis, although the overall efficiency remains unsatisfactory20,21,22. Assuming optimal catalyst advances are used, the main issue with improving efficiency is the mismatch in reaction kinetics between NH2OH production and CYC oximation. To this end, the rational engineering of the flow electrolyzer is anticipated to optimize mass and charge transport22,23,24,25.

Schematic illustration for the advantages and disadvantages of CYCO electrosynthesis in (a) the bath electrochemical reactor, (b) the conventional MEA-based electrolyzer and (c) the continuous flow-through electrolyzer in our demonstration, respectively.
Membrane electrode assembly (MEA)-based electrolyzer has been successfully used in flow electrochemistry to achieve considerable efficiency for water electrolysis and CO2/CO reduction23,26,27,28. In terms of the aqueous reactions that involve the two-phase boundary between reactants in a liquid electrolyte and catalyst surface on a solid electrode, the mass transport is severely restricted in the conventional flow-by electrolyzer architecture owing to the low diffusion coefficient and thick diffusion layer of molecules24,29, thereby failure to attain satisfactory efficiency (Fig. 1b). Accordingly, the electrode should be immersed in the electrolyte fluid to ensure full accessibility of the feedstocks22,24,25. To this end, the flow-through design is highly expected to minimize the diffusion layer and strengthen the fluid convection. Previous achievements have demonstrated the advance of this strategy for liquid-phase electrosynthesis with scalability, such as nitrate reduction30,31 and organic oxidation29. Compared to these simple reactions that the target product is the finally reduced or oxidized one, oxime electrosynthesis is more complicated, which contains the electrochemical NH2OH generation and the synchronous oximation. In such circumstances, the electrochemical process intensification of multiphase flow in the electrolyzer channel is specifically envisioned to strengthen mass transport at the two-phase interface. In addition, from the viewpoint of atomic economy, the high feedstock conversion should be accomplished. It is thus essential to circulate the electrolyte in batches due to the low single-pass conversion efficiency (SPCE) in the conventional electrolyzer (Fig. 1b), which unfavorably increases operational complexity. In comparison, the single-pass mode with high SPCE is specifically anticipated for continuous electrosynthesis with simplifying the product collection. Therefore, the mass balance between the CYC feeding and the in situ generated NH2OH should also be fully considered.
Here, we demonstrate an effective intensification strategy to dramatically improve the efficiency of continuous CYCO electrosynthesis. This strategy involves electrolyzer-structural optimization and electrolyte-flow management. An optimal cobalt (Co) single-atom catalyst is screened aforehand, showing a high FE of 82.1% and carbon selectivity of almost 100% for CYCO product when using CYC and nitrite (NO2−) as feedstocks. The high activity originates from the mild chemical affinity towards reaction intermediates at the Co site, which facilitates the selective hydrogenation of *NO to the desired *NH2OH. For continuous-flow CYCO electrosynthesis, we optimize a flow-through-dominated channel structure to intensify electrolyte flow across the electrode matrix (Fig. 1c). This crossover regulation minimizes the diffusion layer and drives the self-forced electrolyte convection throughout the electrode to strengthen the overall mass transport, thus making NO2− more accessible to the catalyst and expediting the reaction. Consequently, the FE can be improved to over 95% under optimal conditions. Moreover, the subtle control of input flow rate through balancing NH2OH electro-production and CYC supply can achieve the high SPCE by up to 95.6% (with a retained FE of 83.4%), demonstrating the high atomic economy achieved without electrolyte circulation. This continuous-flow CYC electrosynthesis process exhibits good reaction durability, with no activity decay observed over 110 h. A techno-economic analysis (TEA) shows the potential profitability of this sustainable approach to CYC oxime production in relation to market prices. Our demonstration presents a fresh strategy for intensifying the electrochemical process to make oxime electrosynthesis continuous and efficient, and is also considered applicable to other flow electrochemistry scenarios for sustainable chemical manufacturing.
Results
Catalyst screening and activity evaluations
To achieve good reaction efficiency, it is essential to screen for a highly active catalyst before engineering the flow electrolyzer. In terms of oxime electrosynthesis, reducing the NOx feedstock is key, with *NO being the central intermediate as its subsequent evolution determines the product distribution19,32. The hydrogenation of *NO can be manipulated to avoid unfavorable N–O bond scission for producing NH2OH14,33,34,35. However, since NH2OH is rather unstable, the binding strength of as-generated *NH2OH species is expected to facilitate the direct coupling with CYC host. Therefore, the rational design of catalytic sites is highly desirable in order to regulate the reaction pathway by modulating the chemical affinities of the reaction intermediates involved.
Considering the good electrochemical activity of transition metal (TM) single-atom catalysts for NOx reduction36,37, we employed the related series to carry out oxime electrosynthesis. The catalysts were synthesized using a polymerization-pyrolysis method (Supplementary Fig. 3) to produce the TM single-atom catalysts anchored on the nitrogen-doped carbon substrate (labeled as TM-N-C, where TM = Co, Fe, or Mn) with the loading amount of 6.1–15.3 wt.% (Supplementary Table 1). Material characterizations reveal the homogeneous TM dispersion on two-dimensional graphite carbon substrate (see the discussion details in Supplementary Figs. 4–12 and Supplementary Note 1). High-angle annular dark-field scanning transmission electron microscopy (HAADF-STEM) measurement, using Co-N-C as a representative example, demonstrates the atomic dispersion with high density but no recognizable aggregation (Fig. 2a), which suggests single-atomic character. X-ray absorption spectroscopy (XAS) were collected to determine the electronic states and coordination information. The absorption edge position of Co-N-C in the X-ray absorption near-edge structure (XANES) region is close to that of CoO reference (Fig. 2b), which corroborates the valence state of approximately + 2. Similar investigations show apparent valence states of +3 for the Mn and Fe counterparts (Supplementary Figs. 13 and 14). The red shift of the absorption edge in relation to the oxide benchmarks indicates an electron-rich feature in the TM-N-C series. The valence assignment can also be validated by X-ray photoelectron spectroscopy (XPS) (Supplementary Figs. 15–17 and Supplementary Note 2). Fourier-transformed EXAFS spectra of Co-N-C demonstrate a dominant peak in the first-shell scattering path at 1.4 Å (Fig. 2c). The corresponding wavelet-transformed spectrum shows that this scattering path is located at ~ 3.7 Å−1 in k-space (Fig. 2d)38, indicating the atomic coordination with the light nonmetal element. N K-edge XAS spectra reveal the dominant peak of pyridinic N species, together with TM–N bonding (Supplementary Fig. 18)39, indicating direct interaction between TM single atom and pyridinic N ligands. EXAFS fitting results of Co-N-C indicate the coordination number of 4.09 (Supplementary Table 2), depicting the statistical Co–N4 coordination. Similar fitting results are also observed for Fe-N-C and Mn-N-C counterparts, suggesting the similar TM–N coordination number of 4.35 and 3.92, respectively.

a HAADF-STEM image of the Co-N-C catalyst. b Normalized Co K-edge XANES spectra. c Fourier-transformed Co K-edge EXAFS spectra of Co-N-C and Co foil, shown in R-space. d Wavelet-transformed EXAFS analysis of Co-N-C and Co foil. e The determined FE of CYCO at different current densities over various TM-N-C catalysts. f The determined FE distribution of all products for a specific Co-N-C catalyst. g The determined productivity of CYCO at different current densities over various TM-N-C catalysts. h The cyclic durability test at a current density of 40 mA cm−2 over the Co-N-C catalyst. i Substrate scope experiments for oxime electrosynthesis using different carbon feedstocks using Co-N-C catalyst. Reaction conditions for Fig. 2i: PBS solution (pH = 5.4), KNO2 (0.03 M), carbon feedstock (0.01 M), current density (40 mA cm−2), reaction time (1 h). The related potential and voltage values are presented without iR correction (uncompensated Rs = 5.1 Ω, pH = 5.4, electrode surface area = 1.5 cm2). Data points are reported as the standard deviation derived from 3 independent experiments. Source data are provided as a Source Data file.
After acquiring the structural information of TM-N-C catalysts, we evaluated their electrochemical performance in an H-type electrochemical cell. Preliminary studies demonstrate the substantial ability for CYCO electrosynthesis using CYC and NO2‒ as feedstock (see the discussion details in Supplementary Figs. 19 − 22 and Supplementary Note 3). LSV curves exhibit a distinctive current response over TM-N-C catalysts (Supplementary Fig. 24), indicating that the TM catalytic center controls the intrinsic electrochemical activity. Quantitative evaluations were conducted with regard to determining the FE and yield rate. Chronopotentiometry tests were carried out at different current densities by ensuring the theoretical charge required for complete CYCO conversion (i.e., 154.4 C), which emerges the apparent activity difference (Fig. 2e). Co-N-C exhibits the good performance, achieving an FE of 82.1% at 40 mA cm−2. This activity is also retained at high current densities (e.g., 65.3% at 80 mA cm−2). Notably, the carbon selectivity of the CYCO product is almost 100%, regardless of the operating conditions, which is highly advantageous in terms of atomic economy. We also implemented a time-dependent test at 40 mA cm−2 (Supplementary Fig. 25). Complete conversion of CYC was achieved within 60 minutes, with an FE of 71.5% retained. The gradual decrease in FE (from 85.7% to 71.5%) is due to the shift in chemical equilibrium caused by the continuous consumption of CYC, which is a common challenge in batch reaction systems. It is noteworthy that the produced CYCO remains electrochemically stable under the operating conditions, maintaining a yield of 100% even when the reaction time is prolonged. In addition, the investigation of the optimal reaction conditions was conducted. The weak acidic electrolyte (PBS of pH = 5.4) offers the highest FE by facilitating the NH2OH evolution (Supplementary Fig. 26), and the concentration of NO2‒-to-CYC radio is balanced to 3:1 through mass balance for oximation (Supplementary Fig. 27). We also alternatively used NO3‒ as the nitrogen source, in which the lower efficiency means the sluggish reaction for NO3‒-to-NH2OH evolution (Supplementary Fig. 28).
Since CYCO electrosynthesis can be decoupled to electrocatalytic NO2−-to-NH2OH reduction and subsequent spontaneous CYCO oximation, we evaluated the potential for direct NH2OH production via post-oximation treatment13,14. The FE of NH2OH (assigned to CYCO) was found to be 54.0% at 40 mA cm−2 (Supplementary Fig. 29), which indicates that Co-N-C can effectively stabilize the NH2OH product. In comparison, Fe-N-C exhibits moderate performance but deactivates rapidly when the operating current is increased, whilst Mn-N-C shows poor activity for CYC oximation with FE of less than 10% (Fig. 2e). Product analysis indicates that both Co-N-C and Fe-N-C catalysts are electrochemically active towards NO2− reduction (Fig. 2f and Supplementary Fig. 30b). The difference is that Fe-N-C catalyst favors the production of NH3 rather than NH2OH. Conversely, HER is a competitive reaction for Mn-N-C, contributing to dominant FE of H2 over 50% (Supplementary Fig. 30a). Due to the high electron and mass efficiency over Co-N-C catalyst, the CYCO yield rate shows a significant and current-dependent increase, reaching to 1.22 mol h−1 cm−2 gcat−1 (i.e., 20.0 mol h−1 cm−2 gCo−1) at 80 mA cm−2, which is 6.6- and 13.9-fold higher than that of Fe-N-C and Mn-N-C catalysts, respectively (Fig. 2g). Accordingly, Co-N-C catalyst demonstrates the competitive performance in terms of both FE and productivity for CYCO electrosynthesis compared to recently reports, as summarized in Supplementary Fig. 31 and Table 3.
Having acquired the performance data on CYCO electrosynthesis using Co-N-C catalyst, we proceeded to evaluate the reaction durability. A 20-cycle test demonstrates good activity with no recognizable decay (Fig. 2h). Post-reaction catalyst characterizations demonstrate the well-retained structural features, including electronic states and single-atomic dispersion (Supplementary Fig. 32), underlining the catalyst’s good stability. Finally, we demonstrate the universality of this sustainable electrochemical approach for oxime synthesis. Substrate scope experiments of 12 examples afford high yields (>95%) and FEs (>65%) of the corresponding oxime products, regardless of whether the feedstocks are ketones or aldehydes with aliphatic or aromatic functional groups (Fig. 2i and Supplementary Figs. 33–43). Overall, the performance of the Co-N-C catalyst for CYCO electrosynthesis, which exhibits high FE, selectivity, as well as durability, provides a solid foundation for the encapsulation and optimization of a flow electrolyzer system.
Mechanistic understanding for NH2OH evolution
Given that CYC oximation is a non-electrochemical process, we used in situ spectroscopic measurements to monitor the reaction intermediates during electrochemical NO2− reduction for mechanistic understanding. Online differential electrochemical mass spectrometry (DEMS, illustrated in Supplementary Fig. 44) tests were conducted on the Co-N-C catalyst. The signals with m/z of 33, 30 and 17 are assignable to NH2OH, NO and NH3, respectively (Fig. 3a), revealing the reaction pathway of NO2− reduction to NO and then to NH2OH or NH320,40. Given the desired product of NH2OH, potential-dependent DEMS measurements were carried out using the TM-N-C series. As a result, Co-N-C demonstrates the emergence of NH2OH signal at − 0.45 V vs. RHE, apparently earlier than Fe/Mn-N-C catalysts, together with a much stronger signal intensity (Fig. 3b). This observation confirms favorable NH2OH production at single-atom Co sites. We also used electrochemical in situ attenuated total reflectance surface-enhanced infrared absorption spectroscopy (ATR-SEIRAS, illustrated in Supplementary Fig. 45) to investigate the intermediate species. Several signal fingerprints emerge whose intensity increases gradually along with the operating potentials (Supplementary Fig. 46). Specifically, the band around 1200 cm−1 corresponds to the stretching mode of ν(N-O) in *NH2OH species41,42, while the peaks at 2856 and 2933 cm−1 further consolidate the presence of *NH2OH43. The signal at 1475 cm−1 corresponds to the related σ(N − H) bending mode of −NH2 group44. This IR spectroscopic evolution also indicates the hydrogenation process that generates NH2OH.

a The collected DEMS spectra of various species for NO2− electroreduction over Co-N-C catalyst at − 0.8 V vs. RHE. b Potential-dependent DEMS signal of NH2OH (m/z = 33) for various TM-N-C catalysts along with LSV scanning. c The determined ΔG of *NO hydrogenation to *NHO or *NOH on different TM-N-C models. d The free energy diagrams of stepwise *NO hydrogenation considering all possible intermediates on the Co-N-C model. e The activation free energy barrier (ΔG‡) of *NH2OH hydrogenation with N − O bond scission on different TM-N-C models. f Schematic illustration of the reaction pathway of CYCO generation, involving electrochemical NH2OH evolution and the following non-electrochemical oximation. Source data are provided as a Source Data file.
To resolve the origin of intrinsic activity fundamentally, density functional theory (DFT) calculations using the TM − N4 slabs (Supplementary Fig. 47) were carried out to simulate the reaction pathway and gain an in-depth understanding of the structure-activity correlation. As *NO is the decisive intermediate that governs the subsequent reaction pathway, the investigations began with its hydrogenation to form *NHO or *NOH (Supplementary Fig. 48). The determined Gibbs free energy (ΔG) changes (Fig. 3c) manifest that the Co site facilitates the formation of *NHO owing to the lowest ΔG (0.39 eV) and the largest energy difference between *NHO and *NOH (0.78 eV). This argument is further reinforced by the much lower energy barrier of *NO-to-*NHO process (Supplementary Fig. 49). Such a priority can be rationalized by the alleviated chemical affinity of *NO species, as further discussed in Supplementary Figs. 50 and 51 and Supplementary Note 4. As the N − O bond in *NOH species is more susceptible to dissociation, the formation of *NHO species is regarded as beneficial to NH2OH generation. Upon the initial *NO evolution process, we then simulated the reaction pathway considering all possible intermediates of each elementary hydrogenation step, using Co-N-C as the objective. As shown in Fig. 3d, the preferential pathway of *NO → *NHO → *NHOH → *NH2OH is proposed from an energetic perspective. We accordingly simulated the pathway for *NH2OH evolution on Fe/Mn-N-C models, which determines that *NO-to-*NHO hydrogenation is the rate-determining step (RDS) (Supplementary Figs. 52 and 53). Of the three simulated models, Co-N-C has the lowest ΔG of RDS, demonstrating the best performance in oxime electrosynthesis with Co-N-C catalyst. In addition, the competing HER on the TM center was assessed by calculating ΔG*H (Supplementary Fig. 54). The energetic trend of Co > Fe > Mn (close to 0 eV) indicates favorable HER for Mn-N-C, which coincides with the experimental results showing that Mn-N-C offers a higher H2 selectivity. In terms of the NH2OH product, the downshifted d-band center of the Co site gives rise to the weakened binding strength (Supplementary Fig. 55). Since NH₂OH is an unstable species that can further undergo reduction to NH3, we specifically examined its preservation at the Co/Fe catalytic center, as Co/Fe-N-C catalyst dominantly contributes to NO2‒ reduction. As a result, the N − O bond scission of *NH2OH is unfavorable at the Co site, requires the higher energy barrier of 0.75 eV (Fig. 3e). This suggests the NH₂OH accumulation on the Co catalytic center to facilitate the following oximation. Taken together, we propose a reaction pathway for oxime electrosynthesis. As illustrated in Fig. 3f, the electrocatalytic process begins with NO2− deoxygenation to NO as the key intermediate, which then evolves into NH2OH via a multistep proton-coupled electron transfer process. Subsequently, the as-produced NH2OH undergoes non-electrochemical C − N coupling to produce the final oxime product.
Flow-through electrolyzer optimization with high FE
Flow electrochemistry shows great promise for industrial-scale chemical manufacturing and is commonly implemented using an encapsulated flow electrolyzer. When considering a process involving a two-phase boundary, the reactants are required to gain maximum access to the catalyst surface. In this regard, rational electrochemical process intensification is anticipated24,29,31. To achieve high efficiency for oxime electrosynthesis, we systematically proposed three different flow architectures for the electrolyzer, including single-flow-by, binary-flow-by and flow-through ones (see Supplementary Figs. 56 and 57 and Supplementary Note 6). Accordingly, we performed the Multiphysics simulations by constructing the 3D emulational models (Supplementary Fig. 58) to investigate the flow velocity (v) in electrolyzer channels. The flow architectures were regulated by controlling the inlets and outlets of electrolyte with maintaining the same flow rates (Supplementary Fig. 59). The velocity component that flowing through the electrode (i.e., x direction in Fig. 4a–c, assignable to vx) is specifically discussed as it contributes to the reactant supply for the catalyst. The single-flow-by architecture (Supplementary Figs. 56a and 59a) was investigated initially. The electrolyte fluid passes directly through the cathodic chamber (Fig. 4a). The determined vx that exhibits at the cross-section of the electrode matrix is particularly low (Fig. 4a3) with a value of only 2.1 × 10−7 m s−1. Quantitatively, the mass transfer flux (Ji) of reacted species (NO2‒ herein) across the electrode can be determined by the integration of diffusion and convection, as expressed by Eq. (1)45:
where Ci is the feeding concentration, Di is the diffusion coefficient, ∂Ci,x/∂x is the concentration gradient, and vx is the flow velocity component at the x direction. Under the single-flow-by scenario, the convective mass transfer is neglectable (Fig. 4a2) while the long diffusion distance from the electrolyzer channel to electrode matrix largely limited the diffusion efficiency. Therefore, it is reasonable to exhibit the poor reactant accessibility to the catalyst. In the corresponding experiments, the single-flow-by electrolyzer encapsulation fails to achieve CYCO electrosynthesis with FE of below 5% regardless of the operating currents (Fig. 4d and Supplementary Fig. 60). Instead, HER becomes the dominant reaction unfavorably.

a–c The simulated electrolyte flow distribution and flow velocity for (a) single-flow-by, (b) binary-flow-by and (c) flow-through architectures. a1, b1 and c1 Illustrations of the three different flowing architectures across the porous electrode. a2, b2 and c2 The CFD simulations showing the flow streamlines of electrolyte fluid in the 3D-constructed reactors. a3, b3 and c3 The specific flow velocity distribution at the x direction (vx) of the cross-section of the electrode matrix. d The simulated flow velocity across the electrode matrix, together with the observed FE at 320-mA operation using different electrolyzer architectures. e Yield rates and FEs of CYCO in the flow-through electrolyzer at different operating currents. f The FFs of the CYCO product under different feedstock concentrations in various flow electrolyzer architectures. The related potential and voltage values are presented without iR correction (uncompensated Rs = 3.4 Ω, pH = 5.4, electrode surface area = 4.0 cm2). Data points are reported as the standard deviation derived from 3 independent experiments. Source data are provided as a Source Data file.
To promote mass transport at the two-phase boundary, the electrolyzer structure was upgraded by constructing a S-type flow-field channel at the current collector plate and operating the electrolyzer through a binary flow-by architecture, which pumps the electrolyte from the inlets of both S-channel and cathodic chamber (Supplementary Figs. 56b and 59b). This effectively strengthens the fluid convection over the electrode matrix (Fig. 4b), increasing the vx to 1.9 × 10−4 m s−1. As experimentally demonstrated, the binary-flow-by electrolyzer achieves a CYCO FE of 71.0% at 160 mA (Supplementary Fig. 61). However, fluid dynamics are still restricted owing to individual electrolyte flow in the two separated cathodic channels. The FE decreases rapidly to 43.4 % when operating at a high current of 320 mA (Fig. 4d), indicating the flow velocity is still insufficient for reactant supply. To address this predicament, we further optimized the flow management to intensify the electrochemical process, thereby minimizing the diffusion layer and promoting the convective mass transport. We only pumped the electrolyte from the S-channel inlet, allowing it to flow out from both the S-channel and the cathodic chamber (see Supplementary Figs. 56c and 59c). In this specific flow-through architecture, the empty cathodic chamber impels the self-forced electrolyte convection throughout the porous electrode matrix (Fig. 4c). The resulting acceleration of fluid dynamics contributes to a rich supply of feedstocks at the two-phase boundary, ensuring that the reaction proceeds effectively. A three-order-of-magnitude enhancement of vx (4.5 × 10−4 m s−1) is therefore simulated with respect to single-flow-by one. The significantly improved vx also increases the Reynolds number to promote the mass accessibility to the catalyst surface. The flow-through electrolyzer achieves a CYCO FE of over 90.0% at 160 mA (Supplementary Fig. 62), which validates the effectiveness of this flow management approach. More impressively, this performance is retained with the FE of 74.5% at 320 mA and 51.5% at even 600 mA, respectively (Fig. 4e), which also exhibits the advancement among the reported flow electrolyzer systems (Supplementary Fig. 31 and Table 3). Thanks to the good mass accessibility at the biphasic electrode surface, the flow-through electrolyzer can deliver the considerable CYCO productivity (Fig. 4e), even exceeding the performance of the bath reactor (e.g., yield rate of 1.8 mol h−1 cm−2 gcat−1 at 600-mA operation). According to this flow-through design principle, we find that it is still effective that the electrolyte can be pumped from the S-channel inlet and only flow out from the cathodic chamber (vice versa) with the comparable efficiency (Supplementary Figs. 63 and 64), which shows the great merits for the complicated electrolyzer assembling.
Upon demonstrating the superiority of flow-through architecture, we studied the influence of operating conditions on the mass transport, thereby on the reaction efficiency. Given the determination of Ji in Eq. (1), it is clearly envisioned that the initial concentration of feedstock has a great impact on both diffusion and convection parts. The concentration of feedstocks is therefore thoroughly investigated. The increased concentration positively gives rise to the higher current response (Supplementary Fig. 65). Unlike the optimized NO2‒-to-CYC ratio of 3:1 in H-cell, the scenario as for flow-through electrolyzer is quite different showing a mass‒charge correlation to deliver the maximum FE of CYCO, which is governed by both NO2‒ concentration and operating current (Supplementary Fig. 66). At 120-mA operation, the optimized concentration ratio is determined to be 3:1. When elevating the current, the higher NO2‒ concentration (i.e., NO2‒-to-CYC ratio of 10:1 for 480 mA) is required to achieve the considerable FE. It can be interpreted that more charge is supplied for the catalyst host, which concomitantly consumes more feedstocks. Given that the high concentration intrinsically promotes the mass transport, we also revisited the origin of the limitation in flow-by architectures. As a result, the absolute concentration does not influence the reaction efficiency for all three electrolyzer architectures (Fig. 4f). At a high NO2‒ concentration of 0.15 M, the FE of CYCO is still below 5% over single-flow-by one, indicating that the limitation is derived from the dynamic diffusion and convection. Apart from the feedstock concentration, other determinants are also considered. The S-channel structure was modulated by changing the width of channels and walls. Under the same input flow rate, the narrower one can render a higher v in the channel by the funneling effect, which promotes the convective mass transport across the electrode to exhibit higher FE (Supplementary Fig. 67). In addition, the catalyst loading can also be optimized to maximize the utilization efficiency for a specific operating condition (Supplementary Fig. 68).
Flow rate management for continuous electrosynthesis with high SPCE
In a typical flow electrolyzer demonstration, the batch reaction involving the circular pumping of electrolyte into the electrolyzer is commonly used to accumulate the product (Fig. 1b). This is because the SPCE is usually low, which inevitably causes several disadvantages. Firstly, the concentration of the feedstock in the pumped electrolyte continuously decreases, which intrinsically influences the reaction equilibrium and reduces the overall efficiency. As shown in Fig. 5a, a time-dependent test using our optimized flow-through electrolyzer with circular operation reveals a gradual decrease in FE from an initial 94.2% to a final 76.0%, similar to observations in a batch H-type reactor (Supplementary Fig. 25). In sharp contrast, operating the electrolyzer in single-pass mode preserves the CYCO FE at around 95% over extended reaction times (Fig. 5a), owing to the steady supply of reactants to the electrolyzer. Another disadvantage of the batch reaction is the increased operational complexity of intermittent product collection. Overall, the single-pass operation of the flow electrolyzer has many advantages, including maximizing the economic efficiency, maintaining the reaction microenvironment and simplifying the operation (Fig. 1c). This is highly desirable, especially in the context of continuous-flow electrosynthesis. Unfortunately, achieving this is a significant challenge due to the low SPCE. Therefore, to make a single-pass operation meaningful, it is necessary to ensure a sufficiently high SPCE in order to acquire a high concentration of the desired products at the electrolyte outlet.

a The time-dependent FEs of flow-through electrolyzer under circular and single-pass operations, respectively. b The schematic illustration of charge-mass and mass-mass balance during CYCO electrosynthesis for high SPCE. c The flow rate-dependent SPCEs and FEs in the flow-through electrolyzer at the operating current of 200 mA. d Long-term durability test for continuous-flow electrosynthesis of CYCO using the galvanostatic current of 200 mA. (e) The as-obtained CYCO product after 110-h electrosynthesis presented in Fig. 5d. The related potential and voltage values are presented without iR correction (uncompensated Rs = 3.4 Ω, pH = 5.4, electrode surface area = 4.0 cm2). Source data are provided as a Source Data file.
To this end, we conducted the subtle control of the electrolyte flow rate to achieve a high SPCE in the CYCO electrosynthesis demonstration, in which two guidelines govern the regulation on the basis of dynamic charge-mass and mass-mass balance (Fig. 5b). Firstly, a sufficient NO2‒ amount should be guaranteed to consume the applied electrons, ensuring the high FE of NO2‒ reduction. Then, the synchronous CYC supply should be balanced with in situ produced NH2OH for efficient oximation. In general, a high electrolyte-flow rate corresponds to low SPCE as the CYC supply is superfluous (e.g., flow rate of > 5 mL min−1 in Fig. 5c and Supplementary Fig. 69). In these circumstances, reducing the flow rate can improve the SPCE of CYC. However, the concentration of NO2‒ limits the maximum of SPCE. In terms of 0.03-M NO2‒, further reduction of the flow rate no longer improves the SPCE but in turn decrease the FE owing to the insufficient NO2‒ supply (Supplementary Fig. 69). This issue can be simply addressed by improving the NO2‒ concentration in the electrolyte. When improving the NO2‒ concentration to 0.1 M, the mass balance is roughly reached at 2.5 mL min−1, delivering a high SPCE of 95.6% with an FE of 83.4% at 200-mA operation (Fig. 5c). It is noteworthy that this flow rate control is applicable to different reaction conditions. For example, the SPCE can still exceed 95% by regulating the flow rate when operating at a higher current of 320 mA (Supplementary Fig. 70). Considering the practical scenario for CYCO electrosynthesis, it is also desirable to use the concentrated electrolyte that can lower the cost of collection and separation. We thus studied the feasibility of the continuous electrosynthesis at high feedstock concentration (i.e., 0.5-M NO2‒ and 0.05-M CYC). When operating at 320 mA, the maximum SPCE of 41.9% is obtained at quite a low flow rate of 1.2 mL min‒1 (Supplementary Fig. 71a). Further improvement can be simply achieved by pumping the electrolyte into two electrolyzers in sequence, yielding the SPCE to 78.0% (Supplementary Fig. 71b). It is therefore indicated that the encapsulation of large-area or multi-stack electrolyzer is an effective way towards scalable CYCO electrosynthesis.
Thanks to the optimization of the mass balance through this flow management, we are able to demonstrate the stability of flow-through electrolyzer operation. To maximize the energy efficiency of the overall electrosynthetic route, we conducted at the 200-mA current with the considerable CYC SPCE of over 95%, which shows the good durability of 110 h without activity decay (Fig. 5d). After the electrolysis, a considerable crude CYCO product of 16.45 g was directly collected with the yield of 91.1% and purity of 95.1% (Fig. 5e and Supplementary Fig. 72). Structural characterizations of Co-N-C catalyst after durability test underscores the well retained single-atomic Co dispersion (Supplementary Fig. 73).
Techno-economic analysis
Given the good performance of continuous-flow CYCO electrosynthesis, we can gain insight into its potential real-world implementation from an economic perspective. The gate-to-gate cost of CYCO production is calculated according to a preliminary TEA (see Supplementary Fig. 74 and Note 7), which includes material, operating and capital costs46,47,48. The input parameters for these costs were derived from the long-term continuous-flow electrosynthesis (specifically, FE of 75% and SPCE of 95%). The total CYCO cost is thus determined to be approximately US$3500 per tonne (Fig. 6a). Given the current market price of CYCO (approximately US$10,000 per tonne), the proposed electrosynthetic approach yields an apparent net profit of 6500 USD per tonne. Nevertheless, when considering the application of this synthesis to nylon-6 production, i.e., using caprolactam, which has a market price of US$1000 ~ 1500 per tonne, as the target product49, the profitability is unfortunately negative. Therefore, optimizing this integrated electrosynthesis system is still required to reduce expenditure.

a Plant-gate levelized cost per tonne of CYCO determined by TEA calculation. b Single-variable sensitivity analysis for CYCO cost with respect to several important parameters. c The proposed roadmap to reducing the overall cost through a cumulative waterfall analysis based on our electrolyzer development and potential market trend. Source data are provided as a Source Data file.
The cost breakdown details presented in Fig. 6a suggest several key factors. Accordingly, we conducted a single-variable sensitivity analysis to correlate the relevant factors with CYCO production costs. This analysis reveals a ± 30% fluctuation in value with respect to the benchmark series (Fig. 6b and Supplementary Table 4). Apart from the market-determined expenditure on raw materials, we pay specific attention to the electrolyzer-related counterparts. Capital expenditure accounts for 33.9% of the total cost and directly depends on electrolyzer cost (Fig. 6a). Assuming a constant production capacity per day in the proposed electrosynthetic factory, improving the performance of the electrolyzer (whether FE or operating current) could reduce the required electrolyzer area and thus lower the cost. As estimated in Fig. 6b, improving both FE and current density can apparently lower terminal expenditure, with FE showing greater influence. Specifically, the scenario of improving FE to 97.5%, which is achievable in our flow electrosynthesis system, reduces the cost to 2938 USD per tonne. In comparison, the applied cell voltage is less affected. Therefore, we expect to continue conducting catalyst design and electrolyzer optimization to achieve high FE and SPCE for continuous-flow electrosynthesis, as demonstrated in this study.
In addition, the initial price of the electrolyzer also contributes straightforwardly to the cost (Fig. 6b). Large-scale operation is an effective way to level out the electrolyzer expenditure and can also increase the plant capacity. To address this issue, government incentives and advocacy for green chemical manufacturing are particularly required50,51,52. In practice, it is clear that electricity expenditure is the dominant factor, accounting for 14.2% with the price of 0.1 $ kWh−1. In fact, cheaper renewable electricity (as low as 0.02 $ kWh−1) can be obtained from worldwide PV and onshore wind deployments51,53. Integrating electrosynthesis equipment into these renewable power plants also provides an alternative approach to storing and consuming intermittent electricity, addressing the current challenge of power grid connection. Overall, we present a roadmap to reduce expenditure continuously for greater profitability through integrated waterfall analysis. Cumulative process optimizations are considered feasible based on our electrolyzer development and potential market trends. Consequently, the total cost of electrified CYCO manufacturing could fall to US$1266 per tonne (Fig. 6c and Supplementary Table 5), making it profitable in the nylon-6 industry. The overall analysis highlights the significant potential of electrified chemosynthesis in promoting sustainable development, including reducing the carbon footprint, utilizing renewable electricity and enabling green chemical manufacturing.
Discussion
In summary, we have screened an effective Co single-atom catalyst that demonstrates a high FE of 82.1%, with nearly stoichiometric carbon selectivity for CYCO electrosynthesis using CYC and NO2‒ as feedstocks. The catalyst’s high intrinsic activity is attributed to its mild chemical affinity to N-containing intermediates, which facilitates the generation of NH2OH for oximation. To facilitate the practical implementation of continuous-flow electrochemistry, we have demonstrated an approach to intensifying the electrochemical process to improve efficiency (i.e., both FE and SPCE to over 95%) for CYCO production. We have designed a flow-through channel architecture that pumps the electrolyzer from one inlet but allows the outflow from two outlets in the cathodic counterpart. This architecture can force the electrolyte to flow throughout the porous electrode. This flow regulation shortens the diffusion distance and enables the self-forced electrolyte convection at the two-phase boundary of the electrode matrix for mass transport promotion, maximizing feedstock accessibility to the catalyst. This work provides important insights into the design of electrified flow chemosynthesis by synergizing catalyst and electrolyzer design, an approach that has previously been overlooked.
Methods
Chemicals
Mn(NO3)2·4H2O (98%), Fe(NO3)3·9H2O (98.5%), Co(NO3)2·6H2O (98.5%), K2HPO4·3H2O (99%), KH2PO4 (99.5%), KNO2 (99%), acetone (99.5%), benzaldehyde (99%), melamine (99%) and 1,10-phenanthroline (99%) were purchased from Sinopharm Chemical Reagent Co., Ltd. Nafion perfluorinated resin solution (5 wt.% in aliphatic alcohols and water) was purchased from Sigma-Aldrich. Cyclopentanone (99%), cyclohexanone (99%), cycloheptanone (99%), 2-pentanone (99%), 3-pentanone (98%), 4-hydroxybenzaldehyde (99%), phenylacetaldehyde (95%), furfural (99.5), cyclohexanecarboxaldehyde (97%) and hexanal (99%) were purchased from Aladdin. Deionized water was used in all experiments. All the chemicals were used as received without any further purification.
Synthesis of TM-N-C catalysts
The TM-N-C catalysts were synthesized through a simple polymerization-pyrolysis method. Taking Co-N-C as the example, 4 g of melamine, 1 g of 1,10-phenanthroline and 49 mg (0.17 mmol) of Co(NO3)2·6H2O were homogeneously mixed by ball milling for 1 h. Then, the obtained powder was transferred into a tube furnace and calcined at 800 °C with a heating rate of 5 °C min−1 for 2 h in an Ar atmosphere. After naturally cooling to room temperature (25 °C), the as-obtained black solid sample was ground into powder for further use. Other TM-N-C catalysts (TM = Mn or Fe) were prepared by replacing Co(NO3)2·6H2O with the same molar amount of corresponding metal nitrate salts.
Material characterizations
Powder X-ray diffraction (XRD) patterns were recorded using a Philips X’Pert Pro Super X-ray diffractometer with Cu-Kα radiation (λ = 1.5418 Å). Scanning electron microscopy (SEM) images were acquired on a Carl Zeiss Supra 40 scanning electron microscope at the operated voltage of 5.0 kV. Transmission electron microscopy (TEM) images were taken on a Hitachi 7700 transmission electron microscope at 100.0 kV. High-resolution TEM (HRTEM) images and energy-dispersive X-ray spectroscopy (EDS) mapping profiles were collected on the JEOL JEM-F200 transmission electron microscope at 200 keV. Aberration-corrected high-angle annular dark-field scanning transmission electron microscopy (HAADF-STEM) images were taken on a Themis Z instrument at 300 keV. X-ray photoelectron spectroscopy (XPS) was conducted on Thermo Scientific ESCALAB 250Xi using a monochromatic Al Kα X-ray source under the ultrahigh vacuum (up to 10−10 mbar). Inductively coupled plasma-optical emission spectroscopy (ICP-OES) measurements were performed on the iCAP 7400 spectrometer. The samples were dissolved in a mixture of HClO4 and HNO3 (3:1, volume ratio) at 200 °C. Raman spectra were recorded on a WITec Alpha 300 R Raman spectrometer with a 532 nm laser used as the excitation light source. Metal K-edge X-ray absorption fine structure (XAFS) characterizations were performed at the beamline BL11B of the Shanghai Synchrotron Radiation Facility (SSRF), China. A Si(111) double-crystal monochromator in transmission mode with ionization chambers for incident (I0) and transmitted (It) beam detection was used for measurements. The acquired extended XAFS (EXAFS) data were processed using the Demeter package (Athena for XAFS data preprocessing and Artemis for EXAFS data fitting)54. N K-edge X-ray absorption spectroscopy (XAS) characterizations were performed at the beamline BL10B of the National Synchrotron Radiation Laboratory (NSRL, Hefei). The spectra were acquired in total electron yield (TEY) mode with an energy resolution of 0.1 eV.
Electrochemical measurements in bath H-type reactor
All electrochemical measurements were conducted using an electrochemical workstation (CS310MA, Wuhan Corrtest). For the conventional H-type electrochemical cell, catalyst-loading carbon paper, platinum plate, and Ag/AgCl (saturated KCl) were used as the working, counter and reference electrodes, respectively. For preparing the working electrode, the catalyst ink was prepared by dispersing 5 mg of catalyst into 985 μL of isopropyl alcohol and 15 μL of Nafion (5 wt %) solution. After sonicating for 30 min, 200 μL of ink was dropped on the carbon paper (TGP-H-060, 1 × 2 cm2) and dried under an infrared lamp. The active surface area of the working electrode is determined to be 1.5 cm2. A proton exchange membrane (Nafion-117, thickness of 183 μm) was cut into 3 × 3 cm2 per piece, and was employed to separate the cathode and the anode. Prior to use, it was sequentially pretreated at 80 °C in 3% H2O2, deionized water, and 0.5-M H2SO4 (each for 1 h) to remove organic impurities and fully protonate the sulfonic acid groups, followed by storage in deionized water. 40 mL of 0.5 M PBS solution served as the electrolyte, while the cathode counterpart contains the certain amount of KNO2 and CYC feedstocks. The 0.5-M PBS solution was prepared by dissolving 62.9 g of KH2PO4, and 8.6 g of K2HPO4·3H2O in 800 mL of deionized water. The solution was stirred until complete dissolution, transferred to a 1000-mL polypropylene volumetric flask, and brought to volume with deionized water. The final pH was verified to be 5.40 ± 0.03 using a calibrated pH meter with 3 independent measurements. The buffer was stored in a sealed polypropylene bottle at room temperature (25 °C). In the typically tests, the concentration of KNO2 and CYC is determined to be 30 and 10 mM, respectively. The potentials were calibrated with respect to the reversible hydrogen electrode (RHE) according to the Eq. (2):
All electrochemical measurements were performed without iR correction. The uncompensated solution resistance (Rs) was determined by electrochemical impedance spectroscopy in the high-frequency region, observing an average value of 5.1 ± 0.2 Ω with 3 independent measurements. LSV polarization curves were collected at a scan rate of 10 mV s−1. Typical galvanostatic electrolysis tests were conducted with the accumulated charges of 154.4 C (theoretical charges for total conversion of CYC) through applying the constant current values ranging from 20 to 120 mA. For post-oxidation treatment, we only added NO2‒ into the electrolyzer as the feedstock. CYC was then added after the completion of electrolysis to react with the as-produced NH2OH. For the durability test in the H-type cell, each cyclic experiment was carried out at the current value of 40 mA cm for 1 h.
Continuous-flow electrosynthesis
Amplified flow electrosynthesis experiments were conducted on the homemade flow electrolyzer. Three electrolyzers with different configurations were designed, as schemed in Supplementary Figs. 56 and 57. Carbon cloth (W0S1011, Cetech), IrOx/Ti electrode, and Ag/AgCl electrode were used as the cathode, anode and reference electrode, respectively. The active surface areas of both the cathode and the anode were determined to be 4 cm2. Generally, 40 mL of 0.5-M PBS electrolyte (pH of 5.40 ± 0.03) containing 0.03-M KNO2 and 0.01-M CYC as feedstocks was employed as the catholyte which was supplied into the cathode by a peristaltic pump at a flow rate of 20 mL min‒1. As for the binary-flow-by configuration, both liquid inlet streams were delivered from a single peristaltic pump through a T-junction. In the binary-flow-by and flow-through configurations, the flow rates of the two outlet ports were maintained consistently by adjusting the height difference between the two outlet pipes. All electrochemical measurements were performed without iR correction. The uncompensated Rs was determined by to be an average value of 3.4 ± 0.2 Ω with 3 independent measurements. Typical galvanostatic electrolysis tests were conducted with the accumulated charges of 154.4 C (theoretical charges for total conversion of CYC) through applying the constant current values ranging from 160 to 600 mA. For the single pass conversion electrolysis experiments, the catholyte (PBS solution containing 0.1-M KNO2 and 0.01-M CYC) was supplied into the cathode at a certain flow rate ranging from 2.0–10.0 mL min−1.
Product analysis and quantitative determination
The as-synthesized CYCO product was confirmed by 1H-nuclear magnetic resonance spectroscopy (NMR), 13C-NMR and gas chromatography-mass spectrometry (GC-MS) measurements. 1H-NMR spectra were collected on a Bruker DRX Avance 400 MHz spectrometer with a water suppression method. For CYCO detection, 500 μL of catholyte after electrolysis was mixed with 100 μL of D2O and 10 μL of dimethyl sulfoxide (DMSO) solution (10 μL DMSO dissolved in 5 mL H2O as an internal standard). 13C-NMR spectra were acquired using a proton-decoupled method with 1024 scans on a Bruker DRX Avance 400 MHz spectrometer. GC-MS tests were conducted on an Agilent 7890A-5975C MSD instrument equipped with an Agilent HP-5ms Ultra Inert capillary column (30 m × 0.25 mm × 0.25 μm). Quantitative analysis of as-produced oximes was carried out by high performance liquid chromatography (HPLC, 1260 Infinity II, Agilent) measurements using a Infinitylab Poroshell 120 EC-C18 column (150 × 4.6 mm) with acetonitrile: water of 35: 65) as the mobile phase. The flow rate and detection wavelength were set to be 1.0 mL min−1 and 220 nm, respectively. The standard curve with certain concentration of CYCO was determined as Supplementary Fig. 23. H2 was analyzed by gas chromatography (GC, 8860, Ar carrier, Agilent). The concentration of NH3 was identified by ion chromatography (IC, ICS-3000, Dionex). FEs of detected products (i.e., oximes, NH3 and H2) were calculated according to the Eq. (3):
where ne is the required electron numbers for product generation (4 for oxime, 6 for NH3 and 2 for H2, respectively), n is the mole amount of the detected products, F is the Faraday constant (96485 C mol−1), I is the applied current, t is the electrolysis time. The carbon selectivity and yield of CYCO product were calculated by the Eqs. (4) and (5), respectively.
Electrochemical in situ ATR-SEIRAS measurements
Electrochemical in situ attenuated total reflectance surface-enhanced infrared absorption spectroscopy (ATR-SEIRAS) measurements were conducted at the beamline BL01B of the National Synchrotron Radiation Laboratory (NSRL, Hefei, China), whose spectra were collected at a Bruker IFS 66 v Fourier-transform spectrometer equipped with a liquid nitrogen-cooled mercury-cadmium-telluride (MCT) detector. The catalyst ink was carefully dropped on the surface of the gold film, which was deposited on the surface of the silicon prism by electron beam evaporation before each experiment. The deposited silicon prism served as the working electrode. Platinum wire and Ag/AgCl electrode were used as the counter and reference electrodes, respectively. 0.5 M of PBS solution containing 0.1-M KNO2 was employed as the electrolyte. The background spectrum of the catalyst was acquired under the open circuit potential. The spectra were then collected under the operating potentials ranging from − 0.2 to − 0.5 V vs. RHE with an interval of 0.05 V. Each spectrum was obtained by averaging 128 scans at a resolution of 4 cm−1.
Online DEMS measurements
Online differential electrochemical mass spectrometry (DEMS) characterizations were performed with a customized single cell using Linglu QAS 100 DEMS equipment. Carbon paper (TGP-H-060, 1.5 × 1.5 cm2, 0.4 mgcat cm−2), platinum wire and Ag/AgCl electrode were used as the working, counter and reference electrodes, respectively. 0.5 M PBS solution containing 0.05 M KNO2 was employed as the electrolyte. In terms of DEMS measurements, both LSV scanning and chronoamperometry were conducted to collected the specific signals with m/z = 17, 30 and 33, respectively. For the chronoamperometric tests, the spectrum collection was carried out at the potential of − 0.8 V vs. RHE. For the LSV-based measurements, the scanning potential was set to be from 0 to − 0.8 V vs. RHE.
Theoretical simulations
The spin-polarized density functional theory (DFT) calculations were performed by using the Vienna ab initio simulation package (VASP)55,56. The generalized gradient approximation of Perdew-Burke-Ernzerhof (PBE) exchange functional was used57. The interaction between the core and valence electrons was described using the projector augmented wave (PAW) approach58,59, and the energy cutoff was set to be 450 eV. The DFT-D3 vdW correction proposed by Grimme with zero-damping function was adopted to more accurately describe the van der Waals force interaction between the reaction intermediate and the catalyst60. The convergence criteria of energy and force were set to be 1.0 × 10−5 eV atom−1 and 0.01 eV Å−1, respectively. The 7 × 7 × 1 and 13 × 13 × 1 gamma (Γ) central k-point grid methods were used to calculate the structural relaxation and electronic structure of the surface Brillouin zone integral, respectively. The vacuum spacing was set to more than 20 Å to eliminate the non-physical interaction between the two periodic units. In order to accurately model the electron-electron repulsion effects, DFT + U approach was adapted with the effective parameter expressed as Ueff = U – J. The Ueff value for Mn, Fe and Co were set to be 3.06, 3.29 and 3.42 eV61, respectively. The projected COHP analysis was conducted using the LOBSTER program62. The pure graphene was modeled by a supercell with 96 carbon atoms, and the M-N-C model was modeled by one metal atom adsorption at vacancy site on which was composed by getting rid of two carbon atoms and the N atoms substitute for carbon atoms around metal atom. The atomic coordinate information is available in Supplementary Data 1.
The computational hydrogen electrode model (CHE) was used to simulate the reaction pathway for NO2RR. The Gibbs free energy change (ΔG) of each elementary step was defined by Eq. (6):
where ΔE is the adsorption enthalpy difference; ΔZPE is the difference of zero-point energies; ΔS is the change of entropy; T is the temperature of 298.15 K. \(\Delta {G}_{U}=-{neU}\), where U is the applied potential relative to RHE, e is the elementary charge transferred, and n is the number of proton-electron pairs transferred. \(\Delta {G}_{{pH}}\) is the correction of the H+ free energy of Eq. (7)
The free energy of the H2O(l) is in equilibrium with H2O(g) at 298.15 K and a pressure of 1.0 bar. More computational details about free energy determination were shown in Supplementary Note 5.
Computational fluid dynamics
Computational fluid dynamics simulations were performed with software ANSYS FLUENT 2022 R1. We constructed the 3D emulational models that totally corresponded to the experimental electrolyzer structures, including the channel size and electrolyte flow rate. The model details were demonstrated in Supplementary Figs. 58 and 59. The hydraulic diameter at the reactor’s narrowest section was taken as D = 1.5 mm. Based on the experimentally measured volumetric flow rate of D = 20 mL min−1, the inlet flow velocity was set as v = 0.147 m s−1. Given the properties of water at 20 °C (i.e., density of ρ = 998 kg m−3 and dynamic viscosity of μ = 0.001 Pa s), the Reynolds number can be estimated by Eq. (8)
Therefore, the flow was laminar, and a laminar model was adopted to investigate the internal flow within the reactor. The porous medium was simplified as a porous-zone model, with the viscous and inertial resistance coefficients obtained by fitting experimental data. The porosity was measured experimentally as 0.78.
Data availability
The authors declare that all data supporting the findings of this study are available in the article and its Supplementary Information. Source data are provided in this paper.
References
Rykaczewski, K. A., Wearing, E. R., Blackmun, D. E. & Schindler, C. S. Reactivity of oximes for diverse methodologies and synthetic applications. Nat. Synth. 1, 24–36 (2022).
Yuan, Z. et al. Unexpected activity of MgO nanoclusters for the reductive-coupling synthesis of organonitrogen chemicals with C = N bonds. Nat. Commun. 16, 2963 (2025).
Li, J., Zhang, Y., Kuruvinashetti, K. & Kornienko, N. Construction of C–N bonds from small-molecule precursors through heterogeneous electrocatalysis. Nat. Rev. Chem. 6, 303–319 (2022).
HDIN Research. Global Nylon 6 production capacity reach to 8.86 million tons in 2024. www.hdinresearch.com/news/56 (2019).
Thomas, J. M. & Raja, R. Design of a “green” one-step catalytic production of ε-caprolactam (precursor of nylon-6). Proc. Natl. Acad. Sci. USA 102, 13732–13736 (2005).
Mokaya, R. & Poliakoff, M. A cleaner way to nylon? Nature 437, 1243–1244 (2005).
Zong, B. et al. Green production technology of the monomer of Nylon-6: caprolactam. Engineering 3, 379–384 (2017).
Lewis, R. J. et al. Highly efficient catalytic production of oximes from ketones using in situ–generated H2O2. Science 376, 615–620 (2022).
De Luna, P. et al. What would it take for renewably powered electrosynthesis to displace petrochemical processes? Science 364, eaav3506 (2019).
Ueckerdt, F. et al. Potential and risks of hydrogen-based e-fuels in climate change mitigation. Nat. Clim. Chang. 11, 384–393 (2021).
Liu, C., Chen, F., Zhao, B.-H., Wu, Y. & Zhang, B. Electrochemical hydrogenation and oxidation of organic species involving water. Nat. Rev. Chem. 8, 277–293 (2024).
Li, J. et al. Heterogeneous electrosynthesis of C–N, C–S and C–P products using CO2 as a building block. Nat. Synth. 3, 809–824 (2024).
Kong, X. et al. Synthesis of hydroxylamine from air and water via a plasma-electrochemical cascade pathway. Nat. Sustain. 7, 652–660 (2024).
Zhou, J. et al. Linear adsorption enables NO selective electroreduction to hydroxylamine on single co sites. Angew. Chem. Int. Ed. 62, e202305184 (2023).
Tang, Y. et al. Selective electrosynthesis of hydroxylamine from aqueous nitrate/nitrite by suppressing further reduction. Nat. Commun. 15, 9800 (2024).
Sheng, Y. et al. Modulating hydrogen adsorption by unconventional p–d orbital hybridization over porous high-entropy alloy metallene for efficient electrosynthesis of Nylon-6 precursor. Angew. Chem. Int. Ed. 63, e202410442 (2024).
Zhang, C. et al. Synergistic C–N coupling for efficient cyclohexanone oxime synthesis from ambient air by supported molecular catalysts. Angew. Chem. Int. Ed. 64, e202506546 (2025).
Lu, X. et al. Multiple secondary bond-mediated C–N coupling over N-doped carbon electrocatalysts. J. Am. Chem. Soc. 147, 19342–19352 (2025).
Wu, Y. et al. Electrosynthesis of a nylon-6 precursor from cyclohexanone and nitrite under ambient conditions. Nat. Commun. 14, 3057 (2023).
Wu, Y. et al. Electrocatalytic synthesis of Nylon-6 precursor at almost 100 % yield. Angew. Chem. Int. Ed. 62, e202305491 (2023).
Chen, W. et al. Catalyst selection over an electrochemical reductive coupling reaction toward direct electrosynthesis of oxime from NOx and aldehyde. J. Am. Chem. Soc. 146, 6294–6306 (2024).
Zhang, F. et al. A Pickering-emulsion-droplet-integrated electrode for the continuous-flow electrosynthesis of oximes. Nat. Synth. 4, 479–487 (2025).
Lees, E. W., Mowbray, B. A. W., Parlane, F. G. L. & Berlinguette, C. P. Gas diffusion electrodes and membranes for CO2 reduction electrolysers. Nat. Rev. Mater. 7, 55–64 (2022).
Wen, G. et al. Continuous CO2 electrolysis using a CO2 exsolution-induced flow cell. Nat. Energy 7, 978–988 (2022).
Zhou, H. et al. Scalable electrosynthesis of commodity chemicals from biomass by suppressing non-Faradaic transformations. Nat. Commun. 14, 5621 (2023).
Lagadec, M. F. & Grimaud, A. Water electrolysers with closed and open electrochemical systems. Nat. Mater. 19, 1140–1150 (2020).
Elgazzar, A. & Wang, H. Beyond molecular transformations in electrochemical porous solid electrolyte reactors. Nat. Chem. Eng. 2, 3–7 (2025).
Wakerley, D. et al. Gas diffusion electrodes, reactor designs and key metrics of low-temperature CO2 electrolysers. Nat. Energy 7, 130–143 (2022).
Ren, Y. et al. Selective electrooxidation of 5-hydroxymethylfurfural at pilot scale by engineering a solid polymer electrolyte reactor. Nat. Catal. 8, 771–783 (2025).
Fan, Y. et al. Tuning nitrate reduction reaction selectivity via selective adsorption in electrified membranes. Nat. Chem. Eng. 2, 379–390 (2025).
Liu, W. et al. Full runner electrolyzer stack for industrial-current-density NOx−-mediated ammonia synthesis from air and water. Nat. Commun. 16, 5716 (2025).
Chen, F.-Y. et al. Efficient conversion of low-concentration nitrate sources into ammonia on a Ru-dispersed Cu nanowire electrocatalyst. Nat. Nanotechnol. 17, 759–767 (2022).
Tan, Y., Fu, J., Luo, T., Liu, K. & Liu, M. Theoretical insights into the selectivity of single-atom Fe–N–C catalysts for electrochemical NOx reduction. J. Am. Chem. Soc. 147, 4937–4944 (2025).
Zheng, W., Fan, D., Yang, Y. & Chen, Q. Theoretical insights into the selectivity of nitrite reduction to NH2OH on singleatom catalysts. Nano Lett. 24, 9011–9016 (2024).
Hu, X., Su, N. Q. & Fang, W.-H. Metallated graphynes as efficient single-atom electrocatalysts for nitric oxide reduction to ammonia. J. Phys. Chem. C 127, 11026–11039 (2023).
Kim, D. H. et al. Selective electrochemical reduction of nitric oxide to hydroxylamine by atomically dispersed iron catalyst. Nat. Commun. 12, 1856 (2021).
Yang, R. et al. Descriptor-based volcano relations predict single atoms for hydroxylamine electrosynthesis. Angew. Chem. Int. Ed. 63, e202317167 (2024).
Funke, H., Chukalina, M. & Rossberg, A. Wavelet analysis of extended X-ray absorption fine structure data. Phys. Scr. 2005, 232 (2005).
Xi, D. et al. Limiting the uncoordinated N species in M-Nx single-atom catalysts toward electrocatalytic CO2 reduction in broad voltage range. Adv. Mater. 34, 2104090 (2021).
Han, S. et al. Ultralow overpotential nitrate reduction to ammonia via a three-step relay mechanism. Nat. Catal. 6, 402–414 (2023).
Yao, Y., Zhu, S., Wang, H., Li, H. & Shao, M. A Spectroscopic study on the nitrogen electrochemical reduction reaction on gold and platinum surfaces. J. Am. Chem. Soc. 140, 1496–1501 (2018).
Pérez-Gallent, E., Figueiredo, M. C., Katsounaros, I. & Koper, M. T. M. Electrocatalytic reduction of Nitrate on Copper single crystals in acidic and alkaline solutions. Electrochim. Acta 227, 77–84 (2017).
Jia, S. et al. Synthesis of hydroxylamine via ketone-mediated nitrate electroreduction. J. Am. Chem. Soc. 146, 10934–10942 (2024).
Zhang, N. et al. Governing interlayer strain in bismuth nanocrystals for efficient ammonia electrosynthesis from nitrate reduction. ACS Nano 16, 4795–4804 (2022).
Bard, A. J. & Faulkner, L. R. Electrochemical Methods: Fundamentals and Applications. (Wiley, 2001).
Yuan, Y. et al. Electrocatalytic ORR-coupled ammoximation for efficient oxime synthesis. Sci. Adv. 10, eado1755 (2024).
Leow, W. R. et al. Chloride-mediated selective electrosynthesis of ethylene and propylene oxides at high current density. Science 368, 1228–1233 (2020).
Liu, X. et al. Electrosynthesis of adipic acid with high faradaic efficiency within a wide potential window. Nat. Commun. 15, 7685 (2024).
ECHEMI. Caprolactam Price and Market Analysis. https://www.echemi.com/productsInformation/pid_Seven1952-caprolactam-cpl.html (2025).
Shin, H., Hansen, K. U. & Jiao, F. Techno-economic assessment of low-temperature carbon dioxide electrolysis. Nat. Sustain. 4, 911–919 (2021).
Zhao, H. et al. Solar-driven sewage sludge electroreforming coupled with biological funnelling to cogenerate green food and hydrogen. Nat. Water 2, 1102–1115 (2024).
Chen, F.-Y. et al. Electrochemical nitrate reduction to ammonia with cation shuttling in a solid electrolyte reactor. Nat. Catal. 7, 1032–1043 (2024).
International Energy Agency. Renewable Energy Market Update - June 2023. https://www.iea.org/reports/renewable-energy-market-update-june-2023 (2023).
Ravel, B. & Newville, M. ATHENA, ARTEMIS, HEPHAESTUS: data analysis for X-ray absorption spectroscopy using IFEFFIT. J. Synchrotron Rad. 12, 537–541 (2005).
Kresse, G. & Furthmüller, J. Efficient iterative schemes for ab initio total-energy calculations using a plane-wave basis set. Phys. Rev. B 54, 11169–11186 (1996).
Kresse, G. & Furthmüller, J. Efficiency of ab-initio total energy calculations for metals and semiconductors using a plane-wave basis set. Comput. Mater. Sci. 6, 15–50 (1996).
Perdew, J. P., Burke, K. & Ernzerhof, M. Generalized Gradient Approximation Made Simple. Phys. Rev. Lett. 77, 3865–3868 (1996).
Blöchl, P. E. Projector augmented-wave method. Phys. Rev. B 50, 17953–17979 (1994).
Kresse, G. & Joubert, D. From ultrasoft pseudopotentials to the projector augmented-wave method. Phys. Rev. B 59, 1758–1775 (1999).
Grimme, S. Semiempirical GGA-type density functional constructed with a long-range dispersion correction. J. Comput. Chem. 27, 1787–1799 (2006).
Solovyev, I. V., Dederichs, P. H. & Anisimov, V. I. Corrected atomic limit in the local-density approximation and the electronic structure of d impurities in Rb. Phys. Rev. B 50, 16861–16871 (1994).
Maintz, S., Deringer, V. L., Tchougréeff, A. L. & Dronskowski, R. LOBSTER: A tool to extract chemical bonding from plane-wave based DFT. J. Comput. Chem. 37, 1030–1035 (2016).
Acknowledgements
This work was financially supported in part by Strategic Priority Research Program of Chinese Academy of Sciences (XDB0450401 to Y.X.), National Key R&D Program of China (2024YFF0508700 to Y.X.), National Natural Science Foundation of China (22305243 to N.Z., 22232003 to Y.X., U23A2091 to Y.X., 22122506 to R.L., 22479139 to R.L.), CAS Hundred Talent Program (KJ2400007002 to N.Z.), Youth Innovation Promotion Association of CAS (Y2023129 to R.L.), Natural Science Foundation of Jiangsu Province (BK20230272 to N.Z.), Gusu Innovation and Entrepreneurship Leading Talents Program (ZXL2024377 to N.Z.), Anhui Provincial Natural Science Foundation (2408085JX001 to R.L.), University Synergy Innovation Program of Anhui Province (GXXT-2022-081 to Y.X.), Fundamental Research Funds for the Central Universities (WK2060000099 to Y.X., KY2140000031 to R.L.), and Suzhou Key Laboratory of Bioinspired Interfacial Science (SZ2024004 to N.Z.). XAFS measurements were performed at beamline BL11B in Shanghai Synchrotron Radiation Facility. Soft-XAS and ATR-SEIRAS measurements were performed at beamline BL10B (https://cstr.cn/31131.02.HLS.PES) and BL01B (https://cstr.cn/ 31131.02.HLS.IRSM) in the National Synchrotron Radiation Laboratory, respectively. The characterizations were supported by the Instruments Center for Physical Science at the University of Science and Technology of China (USTC) and the Physical and Chemical Analysis Center at Suzhou Institute for Advanced Research, USTC. DFT calculations were performed on the supercomputing system in the Supercomputing Center of USTC. Fluid dynamics simulations were performed on the Hefei Advanced Computing Center. The authors also thank the support from the USTC Center for Micro- and Nanoscale Research and Fabrication.
Author information
Authors and Affiliations
Contributions
Y.X., R.L., and N.Z. conceived and designed the project. Jiawei L. carried out the catalyst synthesis, material characterizations and electrochemical measurements. X.W. performed the Multiphysics simulations. X.Y. contributed to the DFT calculations. Jiayi L. and G.C. performed the XAFS measurements. Jiawei L., Z.L., and G.M. contributed to electrochemical in situ spectroscopic measurements. Y.Z., A.C., and J.X. assisted in analyzing the data. Jiawei L., N.Z., R.L., and Y.X. co-wrote the manuscript. All the authors contributed to the helpful discussion and manuscript proofreading.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks Tengfei Li, Zhenghua Tang and the other anonymous reviewer(s) for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Li, J., Wang, X., Yang, X. et al. Managing electrolyte flow boosts the efficiency of continuous oxime electrosynthesis to over 95%. Nat Commun 17, 1970 (2026). https://doi.org/10.1038/s41467-026-68738-0
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-026-68738-0
