
Abstract
Carbonatite-associated rare earth element (REE) deposits are currently the primary source of REE resources. Their formation requires REE enrichment during prolonged magma evolution, achieved by suppressing REE-rich mineral crystallization and promoting REE-enriched brine melt formation. Our experiments on the fractional crystallization of carbonatitic magmas indicate that pressure (emplacement depth) is the primary factor controlling REE enrichment. High-pressure ( >0.3 GPa) promotes early olivine crystallization, depleting silica and suppressing REE-rich apatite formation. Deep emplacement also delays aqueous fluid exsolution, thereby stabilizing brine melts that enhance phosphate dissolution and prevent REE dispersion into apatite. In contrast, low-pressure conditions ( <0.3 GPa) lead to exsolution of REE-poor hydrothermal fluids, dispersing REE into magmatic apatite and preventing the deposition of economically significant REE-carbonates in subsequent hydrothermal stages. Our pressure-dependent model highlights deep emplacement as crucial for passive REE enrichment in residual brine melts, driving large-scale mineralization through precipitation of burbankite and/or bastnäsite.
Similar content being viewed by others

Introduction
Rare earth elements (REE) are indispensable for the global transition to clean energy and digital technologies, serving as vital components in permanent magnets, catalysts, and optoelectronic devices1,2,3. Carbonatites, the predominant source of these critical resources, account for more than half of the world’s REE reserves4,5. Global compilations document over 600 carbonatite occurrences, yet fewer than 5% demonstrate economic-grade REE mineralization6. The rare occurrence of REE mineralization in carbonatites reflects the extraordinary combination of some essential physical and chemical conditions, including an enriched mantle source7,8, passive REE enrichment through extreme differentiation of REE-poor minerals9,10, preferential partitioning of REE into carbonatitic melts during liquid immiscibility11,12, and a transition from carbonatitic melt to highly alkaline brine melts13,14. A key question is how the evolution of carbonatitic melts can both suppress the fractionation of REE-rich minerals to prevent REE dissipation and facilitate the formation of highly REE-enriched brine melts9,13,14.
Emplacement depth (i.e., pressure) is likely the key factor governing both the crystallization sequence and the stability of brine melt versus hydrothermal fluid, thereby controlling the enrichment of REE in carbonatites. First, pressure could determine whether a carbonatitic melt evolves into a REE-enriched brine melt or exsolves a REE-depleted hydrothermal fluid15. Brine melts form through extensive fractional crystallization of carbonatitic magmas, concentrating volatiles (H2O, F-, SO42-) and alkalis (Na, K) in a transitional phase between melt and hydrothermal fluid16,17. Notably, Na+ and CO32- serve as crucial transport agents in the brine melt, facilitating the dissolution and migration of REE14,15. Compared to hydrothermal fluids, brine melts serve as the predominant medium for REE transport and precipitation and are essential for forming large-scale REE mineralization14,15,18,19,20. Previous experiments revealed that pressure acts as a key control factor in the differentiation of carbonatitic melts, governing whether they evolve into brine melts or exsolved into low-salinity hydrothermal fluids15. Furthermore, pressure could also influence the capacity of REE to incorporate into REE-rich minerals (e.g., apatite) by controlling the composition of carbonatitic melts. Apatite is a common early-crystallizing phase in carbonatitic magmas and a major host mineral for REE21,22,23. Given the compatible behavior of REE in apatite (D = 1‒10), its crystallization can deplete the melt in these elements13,24,25,26,27. Consequently, effective late-stage REE enrichment requires suppressing the early formation of REE-rich apatite. Previous studies reveal that the REE uptake capacity of apatite is strongly influenced by its composition, particularly its SiO2 and Na2O content25,27,28. Pressure can play an important role in determining the sequence of fractional crystallization29, which governs the compositional evolution of the carbonatitic melts. Therefore, it is plausible that pressure can indirectly modulate the incorporation of REE into apatite through its control on melt compositions.
In fact, global major carbonatite intrusions display variable emplacement depths, spanning from shallow subvolcanic environments ( < 3 km) to deep-seated plutonic regimes ( > 10 km)30,31,32,33,34. While emplacement depth theoretically controls key processes like crystallization sequences and fluid-melt stability, its impact on carbonatite-hosted REE mineralization remains poorly constrained. To examine the hypothesis that magma chamber emplacement depth controls REE mineralization in carbonatites, high temperature-pressure experiments were conducted in this study to simulate the crystallization differentiation of carbonatite melts under low- and high-pressure conditions. The experiments employed synthetic carbonatite compositions representative compositions under five distinct pressure regimes (0.2, 0.3, 0.4, 0.5 and 0.6 GPa), corresponding to mid- to upper-crustal depths. The starting material was first homogenized at 1000 °C and then cooled from 1000 to 200 °C, facilitating progressive differentiation of the carbonatitic melt. Detailed experimental protocols, including starting material compositions and precise run conditions, are fully documented in the Methods section and presented in Tables 1, 2.
Results
Mineral phase assemblages in experimental products
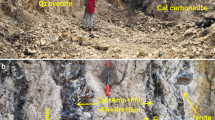
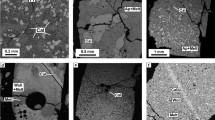
During progressive cooling, mineral crystallization propagates inward from the chamber margins, with phase assemblages recording a well-defined fractional crystallization sequence that correlates systematically with distance from the edge (Fig. 1a–e). Experiments conducted at 0.2 and 0.3 GPa using both piston-cylinder and gas-medium high-pressure apparatuses produced identical products (Supplementary Fig. S1). The experimental results reveal distinct mineral crystallization sequences between high-pressure (0.4–0.6 GPa) and low-pressure (0.2–0.3 GPa) conditions (Figs. 1 and 2). Under high pressure, the paragenetic sequence progresses from calcite (CaCO3) → olivine ((Mg,Fe)2SiO4) → apatite (Ca5(PO4)3(F,Cl,OH)) → fergusonite ((Dy,La)(Nb,Ta)O4) and/or pyrochlore ((Dy,Ca,La)2Nb2O6(OH,F))→ dolomite (MgCaCO3) and fuyuanite (Mg7Nb6O18(OH)8) → hematite (Fe2O3) → sellaite (MgF2) → eitelite (Na2Mg(CO3)2) →bonshtedtite (Na3MgPO4CO3) →burbankite (Na3(La,Ca)3(CO3)5). In contrast, the crystallization sequence under low-pressure conditions follows calcite → apatite → periclase → olivine → fergusonite and/or pyrochlore → dolomite → hematite → nahcolite (NaHCO3). High-pressure experiments yield products that differ systematically from their low-pressure counterparts in three key aspects: (1) olivine crystallizes earlier than apatite, (2) lower abundance of apatite, (3) late-stage crystallization yielded abundant carbonate minerals enriched in REE and phosphorus, such as bonshtedtite, eitelite and burbankite. Electron microprobe mapping of experimental products further reveals differential enrichment of LREE (Supplementary Figs. S2–S6).

Figures 1a, b show the low-pressure experimental runs at 0.2 and 0.3 GPa, respectively; Fig. 1c–e present the high-pressure experimental runs at 0.4, 0.5, and 0.6 GPa, respectively. High-pressure experimental runs (0.4, 0.5 and 0.6 GPa) produce products that systematically differ from their low-pressure counterparts (0.2 and 0.3 GPa) in three key aspects: the earlier crystallization of olivine relative to apatite, a suppressed abundance of apatite, and the late-stage formation of abundant REE- and P-rich carbonate minerals (e.g., bonshtedtite, eitelite, and burbankite). The most notable feature is the exclusive occurrence of abundant burbankite (red-colored mineral) in high-pressure experiments ( > 0.3 GPa), demonstrating that pressure exerts a critical control on late-stage LREE enrichment.

Under high pressure, the paragenetic sequence progresses from calcite → olivine → apatite → fergusonite and/or pyrochlore→ dolomite and fuyuanite → hematite → sellaite → eitelite →bonshtedtite → burbankite. In contrast, the crystallization sequence under low-pressure conditions follows calcite → apatite → periclase → olivine → fergusonite and/or pyrochlore → dolomite → hematite → nahcolite. We infer that at higher pressures ( > 0.3 GPa), carbonatitic melts evolve through a volatile-rich brine melt stage before transitioning to hydrothermal fluids. In contrast, at lower pressures ( < 0.3 GPa), carbonatitic melts bypass the brine melt stage, precipitating hydrothermal fluids directly upon saturation.
Notably, the late-stage assemblage of Na- and LREE-enriched carbonates is consistent with alkali- and LREE-enriched brine melts observed in natural carbonatite inclusions and experimental studies13,17,35,36,37,38. In contrast, only trace amounts of fine-grained nahcolite were observed in the sample capsules of the low-pressure experiments ( < 0.3 GPa), potentially representing a low-alkali, REE-depleted hydrothermal fluid (Fig. 2). Burbankite is a crucial LREE-carbonate, regarded as a precursor to bastnäsite13,14,18. Extensive evidence demonstrates that hydrothermal processes typically redistribute REE from primary igneous minerals (e.g., burbankite) to secondary alteration phases (e.g., bastnäsite)39,40,41. The occurrence of burbankite signifies extreme LREE enrichment during the late-stage evolution of carbonatitic melts. We observed that large volumes of burbankite grains form only in higher-pressure systems (0.4, 0.5 and 0.6 GPa), whereas in lower-pressure experiments (0.2–0.3 GPa), LREE are predominantly hosted in REE-rich apatite. The formation of REE-rich apatite leads to the dispersion of REE during melt crystallization differentiation. Our experiments demonstrated that 0.3–0.4 GPa represents a critical transition pressure for LREE mineralization in carbonatite.
Major and trace element characteristics of mineral phases
We conducted electron microprobe analyses (EPMA) to determine the major and trace element compositions of minerals, with detailed results presented in Supplementary Data 1‒7.
Apatite from different experiment runs exhibits significant variations in La2O3 and Dy2O3 contents (Supplementary Fig. S7). In high-pressure runs, the concentration ranges of La2O3 and Dy2O3 in apatite are 0.53‒1.73 wt.% (mean = 0.88 wt.%) and 0.41‒1.16 wt.% (mean = 0.72 wt.%), respectively; while in low-pressure runs, these ranges shift to 0.62‒2.83 wt.% (mean = 1.20 wt.%) for La2O3 and 0.42‒3.26 wt.% (mean = 1.38 wt.%) for Dy2O3. Overall, apatite formed under low-pressure conditions contains higher REE concentrations (Fig. 3). With progressive fractional crystallization and decreasing temperature, apatite shows a gradual increase in Na2O content accompanied by a continuous decrease in SiO2 content. Under lower pressure, the Na2O and SiO2 contents in apatite vary from 0.23‒3.09 wt.% and 0.01‒4.39 wt.%, respectively. Under higher pressure, they vary from 0.47‒1.90 wt.% and 0.09‒1.34 wt.%, respectively. The La2O3 and Dy2O3 concentrations in apatite exhibit a concave-upward trend (decreasing then increasing) with rising Na2O and SiO2 content (Fig. 3).

Figures 3a, b show the compositional ranges of La2O3 and Dy2O3 in apatite across experimental pressures of 0.2–0.6 GPa. Notably, apatite synthesized at higher pressures (> 0.3 GPa) incorporates significantly less La2O3 and Dy2O3 than its low-pressure counterparts (< 0.3 GPa). These results demonstrate that pressure exerts a first-order control on REE partitioning into apatite. Figures 3c–f: Variation of REE contents in apatite with SiO2 and Na2O contents. The SiO2 and Na2O contents in apatite effectively reflect their concentrations in the coexisting carbonatitic melt, which can serve as a precise fingerprint of carbonatitic melt evolution (as shown in the black arrow). With the progression of crystal fractionation, the SiO2 content gradually decreases while the Na2O progressively increases in both the carbonatitic melt and co-crystallizing apatite. The contents of La2O3 and Dy2O3 in apatite are controlled by the concentrations of major elements SiO2 and Na2O. With decreasing SiO2 in apatite, the REE contents first decrease and then increase. Similarly, with increasing Na2O, the REE contents in apatite exhibit an initial decline followed by a subsequent rise. Apatite in high-pressure experiments also exhibits lower REE contents compared to that in low-pressure experiments.
The carbonate minerals in the experimental system primarily include calcite, dolomite, eitelite and burbankite. It is noteworthy that burbankite occurs exclusively in the high-pressure experimental system, with its La2O3 content varying between 25.86‒32.15 wt.%. As magma undergoes fractional crystallization, the carbonate mineral assemblage evolves progressively from calcite to dolomite and finally to eitelite, which is consistent with the earlier findings of Anenburg and colleagues13. Notably, high-pressure experiments yield abundant eitelite grains, whereas these phases are absent in low-pressure experiments. The La2O3 and Dy2O3 contents in calcite, dolomite and eitelite range from 0‒0.47 wt.% and 0‒0.43 wt.%, respectively, while Nb concentrations remain extremely low. The study reveals a systematic correlation between REE content and the Mg/Ca ratio in carbonate minerals: REE content decreases with increasing Mg but increases with higher Ca (Supplementary Fig. S8). This trend aligns with previously reported partition coefficients between carbonate minerals and melts42,43.
The compositional ranges of olivine are 52.50‒56.97 wt.% for MgO, 41.28‒43.60 wt.% for SiO2, and 0.40‒4.26 wt.% for FeO. The MgO and SiO2 contents reflect the variations of Mg and Si in the equilibrated melt, with low-Mg, low-Si olivine crystallizing during the early stages of melt evolution, whereas high-Mg, high-Si olivine forms from carbonatitic melts at lower temperatures with higher Mg and Si contents (Supplementary Fig. S9). High-pressure experiments demonstrate that olivine crystallization initiates at early evolutionary stages, whereas under low-pressure conditions, olivine appears significantly later compared to high-pressure scenarios.
Niobium (Nb) and heavy rare earth elements (HREE) are typically associated in our experiments, forming minerals such as fergusonite and pyrochlore. Besides, niobium may also occur in the form of fuyuanite. In fergusonite, Nb2O5 content ranges from 40.77 to 43.80 wt.%, while Dy2O3 is significantly enriched (46.97–50.74 wt.%). Pyrochlore exhibits higher Nb2O5 (48.59–55.26 wt.%) but lower Dy2O3 (19.77–25.50 wt.%) comparing to the fergusonite. In contrast, fuyuanite contains the highest Nb2O5 levels (58.58–59.63 wt.%) with negligible Dy2O3 content.
Fractional crystallization of carbonate, oxide, and silicate minerals results in REE enrichment
Carbonate minerals dominate the crystalline phases in natural carbonatites, exhibiting diverse phases such as calcite, dolomite, ankerite, siderite and alkali-rich carbonates10,44. Consistent with natural carbonatites, carbonate minerals (calcite, dolomite, bonshtedtite, eitelite and nahcolite) constitute the dominant crystalline phases in our experimental products. As the temperature in the experimental capsule decreases below the liquidus, calcite begins to crystallize from the carbonatitic melt. Existing data indicate that the partition coefficients of REE between calcite and carbonatitic melt are generally < 1, with a decreasing trend as temperature declines45,46. In all our experiments, calcite exhibits low REE concentrations (La2O3: 0.1–0.5 wt.%; Dy2O3: 0.1–0.5 wt.%), lower than the initial REE content of the starting material (La2O3 and Dy2O3 = ~ 0.5 wt.%). This confirms that calcite crystallization enriches REE in residual melts. Other carbonates such as dolomite and eitelite crystallize, exhibiting very low REE contents (0.002‒0.2 wt.%). Their crystallization significantly increases REE concentrations in the residual melt, creating optimal conditions for late-stage mineralization.
Olivine crystallizes early due to the limited silica solubility (< 0.5 wt.%) in carbonatitic melts under crustal P-T conditions47. REE partition coefficients between olivine and carbonatitic melt are far less than 18. However, due to its low modal abundance, this effect for REE enrichment is geochemically negligible. Hematite can incorporate only trace amounts of REE; thus, its removal further enriches REE in the residual melt. In our experiments, we observed that Nb and HREE can form minerals such as fergusonite and aeschynite. The formation of these minerals may cause Nb and HREE to precipitate during the early stages of fractional crystallization. Consequently, the fractional crystallization of these minerals likely represents a critical mechanism governing both LREE-HREE fractionation (increase LREE/HREE ratios) and Nb-LREE decoupling.
Pressure controls the REE concentrations of apatite
During the crystallization differentiation of carbonatite melts, apatite serves as a crucial host mineral for REE23,24,26. Experimental studies on element partitioning show that REE exhibit compatible behavior in apatite, with partition coefficients between apatite and carbonatitic melt ranging from 1 to 1024,26. Thus, the extent of apatite crystallization and its capacity to incorporate REE govern whether REE can be efficiently enriched in late-stage melts. The incorporation of REE into apatite is governed by two principal substitution mechanisms24,25,27, both of which are strongly influenced by the SiO2 and Na2O contents of the apatite. The first mechanism involves coupled substitution: Ca2+ + P5+ → REE3+ + Si4+. The second mechanism operates through charge-balanced substitution: 2Ca2+ → REE3+ + Na+28. In both cases, higher concentrations of SiO2 and Na2O in apatite enhance the incorporation of REE into the crystal structure.
As shown in Fig. 3, apatite formed under high pressure (0.4‒0.6 GPa) contains markedly lower REE concentrations (mean = 0.88 wt.% for La2O3 and 0.72 wt.% for Dy2O3) than those formed at low pressures (0.2‒0.3 GPa; mean = 1.24 wt.% for La2O3 and 1.16 wt.% for Dy2O3). Consistent with the substitution mechanisms above9,25,27,28, high-pressure apatite also has a narrow range of SiO2 and Na2O contents. This compositional difference stems from a pressure-controlled shift in crystallization sequence. Under high-pressure conditions ( > 0.3 GPa), a significant portion of olivine crystallizes prior to apatite (as shown in the Fig. 1c–e). The early and fractional crystallization of olivine systematically depletes the melt in SiO28. Consequently, this results in the formation of apatite with low SiO2 content and lower REE concentrations (mean = 0.88 wt.% La2O3), as the primary Si-coupled substitution mechanism is suppressed9,25,27. In addition, the formation of brine melts under high pressure further limits the crystallization of Na- and REE-rich apatite, thereby reducing the overall proportion of apatite in the experimental products. This mechanism will be thoroughly examined in the following discussion section.
In contrast, at low pressures (0.2–0.3 GPa), a significant portion of apatite crystallizes prior to olivine (Fig. 1a, b). The compositional signatures of olivine under varying pressure conditions effectively record these contrasting crystallization sequences (Supplementary Fig. S9). Olivine formed under low pressure exhibit significantly limited MgO compositional variability (54.5‒56 wt.%) than their high-pressure counterparts (52.5‒57 wt.%). Consequently, these early, Si-rich and Na-rich apatites efficiently scavenge REE from the melt, incorporating high concentrations (mean = 1.24 wt.% La2O3 and 1.16 wt.% Dy2O3). This premature removal locks a substantial fraction of the REE budget into a disseminated mineral phase, effectively depleting the melt and preventing significant late-stage enrichment.
Pressure controls phase separation: brine melt or hydrothermal fluid
Our experiments reveal that pressure governs the final physical state of the late-stage carbonatitic melt, including REE-depleted hydrothermal fluids and REE-enriched brine melts. Under high-pressure conditions (> 0.3 GPa), water solubility in the carbonatitic melt increases significantly, preventing the exsolution of a separate aqueous fluid48. Instead, the carbonatitic melt evolves towards a F-P-REE-rich Na2CO3-dominated brine melt, as confirmed by our late-stage mineral assemblage (Figs. 1 and 2). The composition of residual liquid is consistent with previous experimental studies and melt inclusions from natural carbonatites13,17,35,36,37,38.
Notably, brine melts can effectively dissolve high phosphorus, fluorine and chlorine concentrations13,14, as demonstrated by our experimental products containing bonshtedtite and sellaite. Current experimental research also reveals that brine melts exhibit significantly higher REE solubility (up to 8 wt.%) compared to hydrothermal fluids18,49,50. This enables co-transport of fluorine-REE-phosphorus complexes within the melt18. This melt environment, rich in halogens and carbonates, is highly effective at complexing phosphate groups, thereby significantly increasing phosphorus solubility in the melt. The enhanced phosphorus solubility in this stage effectively limits Na- and REE-rich apatite crystallization (e.g., due to enrichment in complexing ligands like F⁻, Cl⁻, CO32⁻), preserving REE for late-stage mineralization.
In contrast, under low-pressure experimental conditions, the carbonatitic melt undergoes exsolution of a low-salinity hydrothermal fluid15. Such fluids have extremely low REE solubilities (< 1 ppm at near-neutral pH)20, rendering them ineffective agents for REE transportation. Instead, a significant proportion of the REE are sequestered into abundant REE-rich apatite, which precipitates and becomes dispersed within the carbonatites, thereby preventing effective ore formation. Through hydrothermal diamond-anvil cell experiments with in situ observation, Yuan and coworkers 15 established a critical pressure threshold of 0.3 GPa controlling phase separation in the Na2CO3 + H2O system: below this pressure, hydrothermal fluids coexist with solid Na2CO3, whereas above 0.3 GPa only brine melts form without the exsolution of hydrothermal fluids. Both their in situ observations and our experimental results demonstrate remarkable consistency, jointly revealing that emplacement depth plays a critical role in promoting brine melt formation and subsequent extreme REE enrichment during this stage.
Implications for giant carbonatite-host REE deposits formation
Our study demonstrates that emplacement depth is the primary controlling factor in the mineralization of carbonatite-hosted REE deposits. In deep crustal environments (> 0.3 GPa), the suppression of REE-rich apatite crystallization and enhanced brine-melt formation collectively promote extreme REE enrichment in residual liquids. This mineralization style typically exhibits mineralogical transitions from burbankite to bastnäsite-group REE minerals, accompanied by fluid inclusion signatures of high salinity, homogenization temperatures and pressures32. Representative examples include the Palabora51, Maoniuping,52 Tova,53 Fen, Ambar dongar, Oka32. Recent geophysical data revealing a massive magma chamber at depths > 15 km beneath the Bayan Obo deposit further support this model31. In contrast, shallow emplacement (< 0.3 GPa) leads to significant REE sequestration in apatite and monazite. In these scenarios, the enrichment of REE is terminated by the solidification of the carbonatitic melts, leading to REE dispersing in the carbonatitic rocks and generating only low-grade mineralization (e.g., Songwe Hill54 carbonatites) or barren carbonatites (e.g., Alnö33, Ol Doinyo Lengai55 and Laacher See ref. 56 carbonatites) (Fig. 4). It is noteworthy that estimating the emplacement depth of carbonatites remains a challenging task. The depths presented here are primarily derived from fluid inclusion analysis and correlation with geophysical data. A compilation of published depth estimates for various carbonatites is provided in Supplementary Data 8.

a Global compilation of REE deposit emplacement depths reveals that carbonatites intruded at > 10 km preferentially form large-scale LREE deposits (e.g., Palabora, Maoniuping, Fen, Ambar Dongar, Tova, Oka), whereas those emplaced at < 10 km typically produce only low-grade mineralization or barren carbonatites (e.g., Alnö, Laacher See and Ol Doinyo Lengai). Critical parameters, including carbonatite emplacement depth, REE grade, and ore reserves—along with supporting literature—are comprehensively tabulated in Supplementary Data 8. b Schematic diagram of emplacement depth controls on carbonatite-type REE mineralization. c During high-pressure crystallization differentiation of carbonatitic melts, olivine and calcite crystallize first, suppressing apatite formation and limiting REE incorporation into apatite. High-pressure conditions further promote late-stage brine-melt segregation, inhibiting REE-rich apatite crystallization and instead facilitating extensive burbankite crystallization. d Under low-pressure conditions, calcite and apatite crystallize before olivine, leading to REE dispersion in apatite and preventing significant late-stage REE enrichment.
The proposed genetic model predicts that high-grade carbonatite-hosted REE deposits are more likely associated with complexes that exhibit geophysical signatures of deep-seated magma chambers. These signatures include high-gravity anomalies, high magnetic anomalies, deep low-velocity zones (LVZs) and low resistivity zones are interpreted as solidified fossil magma chambers31,33,44. Conversely, carbonatite systems lacking these deep-seated features might represent shallow-level intrusions that are more likely to form barren apatite-rich carbonatite rocks. This approach enables more effective discrimination of high‑grade exploration targets.
Methods
Piston-cylinder experiments
We conducted high P‒T experiments at the Guangzhou Institute of Geochemistry (GIGCAS) to investigate the fractional crystallization of carbonatitic melts under varying pressure conditions (0.2‒0.6 GPa). This study in particular focuses on the geochemical behavior of LREE (La), HREE (Dy) and Nb during carbonatite magma evolution. The experiments employed synthetic carbonatite compositions calibrated against natural systems under five distinct pressure regimes (0.2, 0.3, 0.4, 0.5 and 0.6 GPa, corresponding to mid- to upper-crustal depths). The chemical composition of the starting carbonatite powder is presented in Table 1, while the detailed experimental conditions and parameters are summarized in Table 2. The experimental procedure consisted of three sequential stages: (1) initial pressurization to target conditions, (2) isothermal holding at 1000 °C for 24 h to achieve complete melt homogenization, and (3) controlled cooling at a rate of 5 °C/hour (total duration: ~ 7 days) to 200 °C to accurately simulate natural fractional crystallization kinetics. This multi-stage protocol ensured proper simulation of magmatic processes from initial melt formation through progressive crystallization.
All experiments (0.2‒0.6 GPa) were conducted using an end-loaded piston-cylinder apparatus with a pressure capacity of 0.2‒3 GPa. The pressure calibration was carefully performed for low-pressure conditions by employing both the NaCl melting curve57,58,59, ensuring high precision across the entire experimental pressure range. The ½-inch PC assembly included NaCl pressure media, crushable MgO spacers, and straight-walled graphite heaters, all encased in Pb foil. This setup served to protect the fragile NaCl assembly and minimize friction in the experimental assembly. For monitoring and controlling the temperature of the PC experiments, a type-S thermocouple was positioned axially with respect to the heater and placed adjacent to the capsule. Pressure and temperature uncertainties were estimated to be ± 0.1 GPa and ± 5 °C, respectively.
Gas-medium high-pressure apparatus
The low-pressure experiments (0.2, 0.3 GPa) were also conducted in the High-Temperature and High-Pressure Hydrothermal Laboratory at the GIGCAS. Rapid-quench TZM (titanium zirconium molybdenum, Mo-based alloy) cold-seal pressure vessel assemblies (outer diameter: 30 mm, inner diameter: 6.5 mm, length: 250 mm) served as the reaction container, capable of stably achieving temperature and pressure conditions up to 1100 °C and 300 MPa. The TZM vessel is mostly encased into a Hastelloy C276 sheath to protect it from oxidation at high temperatures. The other end of the vessel is joined with a stainless-steel (304) extension through a water-cooled double cone coupling, with 350 mm long and 30 and 6.5 mm outer and inner diameters, respectively. Ar gas was employed as the pressure medium, with system pressure continuously monitored in real time using a high-precision pressure gauge (± 10 MPa accuracy). Temperature control was implemented via an electric furnace, while real-time temperature measurement was precisely executed using a NiCr-Ni (K-type) thermocouple connected to a high-precision electronic temperature controller ( ± 5 °C temperature control accuracy). The same three-stage experimental procedure—comprising pressurization, melt homogenization at 1000 °C for 24 h, and slow cooling at 5 °C/h—was applied to accurately replicate the fractional crystallization conditions of the piston-cylinder experiments.
Electron microprobe analysis
We used a JEOL JXA-8230 EPMA, and wavelength-dispersive spectrometry (WDS) to determine the concentrations of major elements in both minerals and quenched melts at the GIGCAS. Backscattered electron (BSE) imaging was utilized to observe the textural relationships among phases. The major element data of minerals are presented in Supplementary Data 1‒7, respectively. For the analyses, we used an accelerating voltage of 15 kV and a beam current of 10 nA, with a spot size of 10 μm for melt pools, and a focused spot size on mineral grains. All elements were counted for 10 s on peak and 5 s on each background. For the analyses of minerals and silicate melts, Si was calibrated on quartz, Na on albite, K on orthoclase, Mg on olivine, Fe on magnetite, P and Ca on apatite, F on BaF2, Cl on tugtupite, Nb on LiNbO3, La on LaP5O14, Dy on DyP5O14.
Electron probe microanalysis (EPMA) elemental mapping
High-resolution X-ray elemental intensity mapping was analyzed with a JEOL JXA-iSP100 Electron Probe Microanalyzer equipped with five wavelength-dispersive spectrometers (WDS) at the GIGCAS. Operating conditions for the X-ray mapping involved an accelerating voltage of 15 kV, a beam current of 100 nA, a step size of 2 μm and dwell time of 30 ms. Na, Mg, and Si were analyzed using a TAP crystal. F was analyzed using a LDE1 crystal. La were analyzed with a LIFL crystal. P, Ca, Nb were analyzed with a PETJ crystal. Cl were analyzed with a PETH crystal. Dy were analyzed with a LIFH crystal. Elemental Kα line was chosen for F, Na, Mg, Si, P, Ca, and Elemental Lα line was chosen for Nb and Dy.
TIMA analysis
The phase proportions of the experimental products were determined using TIMA (TESCAN Integrated Mineral Analyzer). The analysis was conducted with a MIRA3 scanning electron microscope at Tuoyan Testing Technology Co., Ltd. in Guangzhou. Prior to the experiment, the resin target samples were coated with carbon. During the analysis, the acceleration voltage was set to 25 kV, and the current was 8.24 nA. Both the current and BSE signal intensity were calibrated using an automated program with a platinum Faraday cup, while the EDS signal was calibrated using a manganese standard. The dissociation mode was employed during the test, simultaneously capturing both BSE images and EDS data. The pixel size was 3 μm, and the EDS step size was 9 μm.
Data availability
All data needed to evaluate the conclusions in the paper are present in the paper and/or the Supplementary Materials. Additional data related to this paper may be requested from the authors.
References
Sovacool, B. K. et al. Sustainable minerals and metals for a low-carbon future. Science 367, 30–33 (2020).
Weng, Z., Jowitt, S. M., Mudd, G. M. & Haque, N. A detailed assessment of global rare earth element resources: opportunities and challenges. Econ. Geol. 110, 1925–1952 (2015).
Chakhmouradian, A. R. & Wall, F. Rare earth elements: minerals, mines, magnets (and more). Elements 8, 333–340 (2012).
Goodenough, K. M., Wall, F. & Merriman, D. The rare earth elements: demand, global resources, and challenges for resourcing future generations. Nat. Resour. Res. 27, 201–216 (2018).
Verplanck, P.L., Hitzman, M.W. Rare earth and critical elements in ore deposits. (Society of Economic Geologists, 2016).
Humphreys-Williams, E. R. & Zahirovic, S. Carbonatites and global tectonics. Elements 17, 339–344 (2021).
Hou, Z., Liu, Y., Tian, S. H., Yang, Z. M. & Xie, Y. L. Formation of carbonatite-related giant rare-earth-element deposits by the recycling of marine sediments. Sci. Rep. 5, 10231 (2015).
Xue, S., Dasgupta, R., Ling, M.-X., Sun, W. & Lee, C.-T. A. The effect of fluorine on mineral-carbonatitic melt partitioning of trace elements–Implications for critical mineral deposits. Geochim. Cosmochim. Acta 379, 53–75 (2024).
Sartori, G., Galli, A., Weidendorfer, D. & Schmidt, M. W. A tool to distinguish magmatic from secondarily recrystallized carbonatites—Calcite/apatite rare earth element partitioning. Geology 51, 54–58 (2023).
Yaxley, G. M., Anenburg, M., Tappe, S., Decree, S. & Guzmics, T. Carbonatites: classification, sources, evolution, and emplacement. Annu. Rev. Earth Planet Sci. 50, 261–293 (2022).
Xue, S. et al. Formation of carbonatite-related giant rare earth element deposits by liquid immiscibility. Geol. Soc. Am. Bull. 137, 3233–3242 (2025).
Nabyl, Z. et al. A window in the course of alkaline magma differentiation conducive to immiscible REE-rich carbonatites. Geochim. Cosmochim. Acta 282, 297–323 (2020).
Anenburg, M., Mavrogenes, J. A., Frigo, C. & Wall, F. Rare earth element mobility in and around carbonatites controlled by sodium, potassium, and silica. Sci. Adv. 6, eabb6570 (2020).
Anenburg, M., Broom-Fendley, S. & Chen, W. Formation of rare earth deposits in carbonatites. Elements 17, 327–332 (2021).
Yuan, X., Zhong, R., Xiong, X., Gao, J. & Ma, Y. Transition from carbonatitic magmas to hydrothermal brines: Continuous dilution or fluid exsolution?. Sci. Adv. 9, eadh0458 (2023).
Prokopyev, I. R., Borisenko, A. S., Borovikov, A. A. & Pavlova, G. G. Origin of REE-rich ferrocarbonatites in southern Siberia (Russia): implications based on melt and fluid inclusions. Miner. petrol. 110, 845–859 (2016).
Prokopyev, I., Doroshkevich, A. & Redina, A. Brine–melts and fluids of the Fe-FP-(Ba)-(Sr)-REE central Asian Carbonatite Province (southern Siberia and Mongolia): the Petrogenetic aspects. Minerals 13, 573 (2023).
Yuan, X., Yang, Z., Mayanovic, R. A. & Hou, Z. Experimental evidence reveals the mobilization and mineralization processes of rare earth elements in carbonatites. Sci. Adv. 10, eadm9118 (2024).
Liu, Y. & Anenburg, M. Reaction-driven magmatic crystallisation at the Maoniuping carbonatite. Nat. Commun. 16, 7159 (2025).
Migdisov, A., Williams-Jones, A., Brugger, J. & Caporuscio, F. A. Hydrothermal transport, deposition, and fractionation of the REE: Experimental data and thermodynamic calculations. Chem. Geol. 439, 13–42 (2016).
Linnen, R., Samson, I., Williams-Jones, A. & Chakhmouradian, A. Geochemistry of the rare-earth element, Nb, Ta, Hf, and Zr deposits. in Treatise on Geochemistry: Second Edition (2013).
Decrée, S. et al. Unravelling the processes controlling apatite formation in the Phalaborwa Complex (South Africa) based on combined cathodoluminescence, LA-ICPMS and in-situ O and Sr isotope analyses. Contrib. Mineral. Petrol. 175, 34 (2020).
Chakhmouradian, A. R. et al. Apatite in carbonatitic rocks: Compositional variation, zoning, element partitioning and petrogenetic significance. Lithos 274, 188–213 (2017).
Guo, H. et al. Rare earth elements in apatite: A proxy for unravelling carbonatite melt compositions. Earth Planet Sci. Lett. 642, 118863 (2024).
Hammouda, T., Chantel, J. & Devidal, J.-L. Apatite solubility in carbonatitic liquids and trace element partitioning between apatite and carbonatite at high pressure. Geochim. Cosmochim. Acta 74, 7220–7235 (2010).
Sartori, G. & Schmidt, M. W. Phosphorous-solubility in carbonatite melts: Apatite crystallization modeled via its solubility product. Geochim. Cosmochim. Acta 352, 122–132 (2023).
Klemme, S. & Dalpé, C. Trace-element partitioning between apatite and carbonatite melt. Am. Mineral. 88, 639–646 (2003).
Pan, Y. & Fleet, M. E. Compositions of the apatite-group minerals: substitution mechanisms and controlling factors. Rev. Mineral. Geochem. 48, 13–49 (2002).
Soderman, C.R. et al. mid-crustal tipping point between silica-undersaturated and silica-oversaturated magmas. Nat. Geosci. 18, 555–562 (2025).
Goodenough, K. M. et al. Carbonatites and alkaline igneous rocks in post-collisional settings: storehouses of rare earth elements. J. Earth Sci. 32, 1332–1358 (2021).
Xue, G. et al. Translithospheric carbonatite magmatic system of the world’s largest REE deposit, Bayan Obo, China. Geology 53, 119–124 (2025).
Walter, B. F. et al. Fluids associated with carbonatitic magmatism: A critical review and implications for carbonatite magma ascent. Earth Sci. Rev. 215, 103509 (2021).
Andersson, M. 3D Structure and emplacement of the Alnö Alkaline and Carbonatite Complex, Sweden: Integrated Geophysical and Physical Property Investigations. PhD thesis, Uppsala University (2015).
Berndt, J., Holtz, F. & Koepke, J. Experimental constraints on storage conditions in the chemically zoned phonolitic magma chamber of the Laacher See volcano. Contrib. Mineral. Petrol. 140, 469–486 (2001).
Káldos, R. et al. A melt evolution model for Kerimasi volcano, Tanzania: Evidence from carbonate melt inclusions in jacupirangite. Lithos 238, 101–119 (2015).
Bühn, B., Rankin, A. H., Radtke, M., Haller, M. & Knöchel, A. Burbankite, a (Sr, REE, Na, Ca)-carbonate in fluid inclusions from carbonatite-derived fluids: Identification and characterization using Laser Raman spectroscopy, SEM-EDX, and synchrotron micro-XRF analysis. Am. Mineral. 84, 1117–1125 (1999).
Bühn, B. & Rankin, A. Composition of natural, volatile-rich Na–Ca–REE− Sr carbonatitic fluids trapped in fluid inclusions. Geochim. Cosmochim. Acta 63, 3781–3797 (1999).
Chen, W., Kamenetsky, V. S. & Simonetti, A. Evidence for the alkaline nature of parental carbonatite melts at Oka complex in Canada. Nat. Commun. 4, 2687 (2013).
Andersen, A. K., Clark, J. G., Larson, P. B. & Donovan, J. REE fractionation, mineral speciation, and supergene enrichment of the Bear Lodge carbonatites, Wyoming, USA. Ore Geol. Rev. 89, 780–807 (2017).
Kozlov, E. et al. The Petyayan-Vara carbonatite-hosted rare earth deposit (Vuoriyarvi, NW Russia): Mineralogy and geochemistry. Minerals 10, 73 (2020).
Chandler, R. et al. The primary geology of the Paleoproterozoic Mt Weld carbonatite complex, Western Australia. J. Petrol. 65, egae007 (2024).
Kretz, R. A model for the distribution of trace elements between calcite and dolomite. Geochim. Cosmochim. Acta 46, 1979–1981 (1982).
Dawson, J. & Hinton, R. Trace-element content and partitioning in calcite, dolomite and apatite in carbonatite, Phalaborwa, South Africa. Mineral. Mag. 67, 921–930 (2003).
Simandl, G. J. & Paradis, S. Carbonatites: related ore deposits, resources, footprint, and exploration methods. Appl. Earth Sci. 127, 123–152 (2018).
Chebotarev, D. A., Veksler, I. V., Wohlgemuth-Ueberwasser, C., Doroshkevich, A. G. & Koch-Müller, M. Experimental study of trace element distribution between calcite, fluorite and carbonatitic melt in the system CaCO3 + CaF2 + Na2CO3 ± Ca3(PO4)2 at 100 MPa. Contrib. Mineral Petrol. 174, 1–13 (2019).
Chebotarev, D. A., Wohlgemuth-Ueberwasser, C. & Hou, T. Partitioning of REE between calcite and carbonatitic melt containing P, S, Si at 650–900 °C and 100 MPa. Sci. Rep. 12, 3320 (2022).
Anenburg, M. & Guzmics, T. Silica is unlikely to be soluble in upper crustal carbonatite melts. Nat. Commun. 14, 942 (2023).
Keppler, H. Water solubility in carbonatite melts. Am. Mineral. 88, 1822–1824 (2003).
Mororó, E., Berkesi, M., Zajacz, Z. & Guzmics, T. Rare earth element transport and mineralization linked to fluids from carbonatite systems. Geology 52, 240–244 (2024).
Louvel, M., Etschmann, B., Guan, Q., Testemale, D. & Brugger, J. Carbonate complexation enhances hydrothermal transport of rare earth elements in alkaline fluids. Nat. Commun. 13, 1456 (2022).
Johannes et al. Multi-stage formation of REE minerals in the Palabora Carbonatite Complex, South Africa. Am. Mineral. 102, 1218–1233 (2017).
Xie, Y. et al. Continuous carbonatitic melt–fluid evolution of a REE mineralization system: Evidence from inclusions in the Maoniuping REE Deposit, Western Sichuan, China. Ore Geol. Rev. 36, 90–105 (2009).
Borisenko, A. et al. Oxidized magmatogene fluids: metal-bearing capacity and role in ore formation. Russ. Geol. Geophys. 52, 144–164 (2011).
Broom-Fendley, S. et al. Geology, geochemistry and geochronology of the Songwe Hill carbonatite, Malawi. J. Afr. Earth Sci. 134, 10–23 (2017).
Daud, N. et al. Elucidating the magma plumbing system of Ol Doinyo Lengai (Natron Rift, Tanzania) Using satellite geodesy and numerical modeling. J. Volcanol. Geotherm. Res. 438, 107821 (2023).
Berndt, J. & Klemme, S. Origin of carbonatites—liquid immiscibility caught in the act. Nat. Commun. 13, 1–8 (2022).
Clark, J.rS. P. Effect of pressure on the melting points of eight alkali halides. J. Chem. Phys. 31, 1526–1531 (1959).
Baker, D. R. Piston-cylinder calibration at 400 to 500 MPa: a comparison of using water solubility in albite melt and NaCl melting. Am. Mineral. 89, 1553–1556 (2004).
Masotta, M. et al. Low pressure experiments in piston cylinder apparatus: Calibration of newly designed 25 mm furnace assemblies to P= 150 MPa. Chem. Geol. 312, 74–79 (2012).
Acknowledgements
We thank Zhuoyu Liu, Min Hu, Yuan Xu and Zhonghai Fan for their assistance in high pressure-temperature experiments. We also would like to thank Professor Xueyin Yuan for his invaluable advice during the revision of this manuscript. This work is financially supported by the Guangdong Science and Technology Program (2024B0303390002 to W.B.Y.), the National Key Research and Development Program of China (2021YFC2901705 to H.C.N.), and the Strategic Priority Research Program of the Chinese Academy of Sciences (XDA0430203 to W.B.Y.).
Author information
Authors and Affiliations
Contributions
S.X. performed the experiments and analyses. S.X. and W.B.Y. conceived and supervised the study. S.X., W.B.Y., H.C.N, H.P.H, J.X.Z, X.L.L, W.D.S, M.X.L, X.D., and W.Z.Z. co-wrote the paper.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Communications thanks John Mavrogenes, and the other anonymous reviewer for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Xue, S., Yang, W., Niu, H. et al. Formation of giant carbonatite rare earth deposits controlled by deep-seated magma chambers. Nat Commun 17, 2265 (2026). https://doi.org/10.1038/s41467-026-68785-7
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41467-026-68785-7
