
Abstract
Environmental-cost constraints, performance-composition imbalances, and medium-temperature stress relaxation failure significantly hinder the development and application of Cu-Be alloys. In this study, a novel low-cost, high-performance Cu-1.47Be-0.62Ni-0.1Mg alloy was designed using a data-augmented machine learning approach. Subsequently, the synergistic effects of Ni and Mg elements on the microstructure and properties of Cu-Be alloys were investigated, and the unique performance-enhancement mechanism was revealed. Ni and Mg synergistically enhance precipitation strengthening via cooperative regulation of the solid solubility of Be in Cu. Meanwhile, Ni suppresses grain boundary segregation of Be via the formation of the thermally stable NiBe phases, while Mg occupies grain-boundary vacancies and reduces the diffusion rate of Be. This synergy promotes the transition of precipitation behavior from grain-boundary-dominated discontinuous precipitation to intragranular-dominated continuous precipitation. The transition promotes the proliferation of nanoscale NiBe phases and inhibits the formation of coarse-grain-boundary phases, thereby effectively hindering dislocation motion, preventing recrystallization, and significantly improving stress relaxation resistance. Compared to the commercial C17200 alloy, the Cu-1.47Be-0.62Ni-0.1Mg alloy exhibits comparable tensile strength (1350 MPa), 26% higher electrical conductivity (29.2% IACS) and 53% better stress relaxation resistance (8.5% after 200 °C/20 h), achieving an 18% reduction in raw cost. This work proposes a novel multicomponent microalloying design strategy based on the quaternary synergistic mechanism of “elemental solubility optimization + second-phase directed precipitation + interfacial solute segregation + grain-boundary vacancy depletion”, providing novel insights for the design of other high-performance alloys for extreme service conditions.
Similar content being viewed by others

Introduction
Beryllium-copper (Cu-Be) alloys are critical materials in fields such as electronics and aerospace, owing to their unique combination of ultra-high strength, high elastic modulus, good electrical conductivity, and strong wear resistance1,2,3,4. Depending on the Be content, Cu-Be alloys are divided into two categories: high-strength copper alloys (Be: 1.8–2.1 wt%) and high-conductivity copper alloys (Be: 0.2–0.6 wt%)5,6. However, several critical issues facing Cu-Be alloys have severely hindered their development and application. High-beryllium alloys suffer from elevated material costs and environmental concerns3,7,8,9, while low-beryllium variants lack sufficient strength and wear resistance to meet modern device demands8,10. More critically, the stress relaxation failure of Cu-Be alloys in medium-temperature service environments (100–250 °C) severely impairs the operational reliability and safety of high-end electronic devices, thereby becoming a major bottleneck to their development5,11. Compared to the aforementioned two types of alloys, medium-beryllium copper alloys offer a balanced composition but face two major challenges: inadequate mechanical strength and stress relaxation resistance, as well as the absence of a well-established theoretical framework to guide their systematic development. Therefore, developing efficient and precise design strategies for high-performance medium-beryllium copper alloys holds significant scientific importance and practical value.
Replacing a portion of Be with inexpensive alloying elements is a research hotspot in Cu-Be alloys. Studies have shown that Ni and Co form NiBe or CoBe phases with Be, significantly enhancing the alloy’s mechanical performance12,13,14. Jiang et al. investigated the effect of Ni content on the microstructure and properties of the Cu-0.4Be alloy and demonstrated that the comprehensive properties were optimized at Ni contents between 1.5 and 2.1 wt.%8. Tang et al. demonstrated that the co-addition of Ni and Co effectively enhances both mechanical properties and fatigue resistance in Cu-Be alloys, owing to the refinement of precipitate phases caused by these alloying elements15. However, the maturity and well-balanced properties of conventional Cu-Be alloys (such as C17200) have created a pronounced technological path dependence. Concurrently, developing new alloying systems is challenged by both scientific complexities (e.g., composition design and mechanism characterization) and practical constraints (e.g., cost and safety). As a combined result, research has remained predominantly focused on the established Cu-Be system, resulting in a significant gap in understanding the synergistic mechanisms involving other alloying elements. Nonetheless, the escalating performance demands of next-generation high-end electronics are increasingly challenging the limits of these alloys, rendering them inadequate for future applications. Therefore, introducing tailored alloying elements and elucidating their synergistic effects are essential to break the development bottlenecks of Cu-Be alloys and enable the design of next-generation high-performance, cost-effective Cu-Be alloys.
Recent advances in artificial intelligence have opened new avenues for the design of novel Cu‑Be alloys16,17,18. Unfortunately, the available data on existing Cu‑Be alloys are scarce and heavily biased toward two compositional ranges: 0.2–0.6 wt% and 1.8–2.2 wt% Be. This data scarcity and bias significantly impair the accuracy and generalizability of machine learning models. Therefore, it is essential to employ effective data augmentation techniques to improve the accuracy of machine learning models. This improvement will facilitate rapid screening of alloy compositions and provide novel pathways for designing cost-effective and multifunctional Cu-Be alloys.
The stress relaxation resistance of precipitation-strengthened copper alloys primarily depends on four key characteristics of the precipitates: volume fraction, type, thermal stability, and spatial distribution. For Cu-Be alloys, the strengthening effect mainly arises from the obstruction of dislocations by various Be-rich precipitates (such as CuBe and NiBe phases). However, the formation of discontinuous precipitates at grain boundaries reduces both the density and distribution uniformity of intragranular precipitates, thus adversely affecting the alloy’s stress relaxation resistance. Studies8,12,13 have shown that the addition of some alloying elements (such as Ni and Co) can effectively inhibit the occurrence of discontinuous precipitation in Cu-Be alloys, yet their mechanisms have not been elucidated. Additionally, although the “precipitate-interface segregation” mechanism has been widely confirmed to significantly enhance the thermal stability of alloys19, no relevant literature reports exist for Cu-Be alloys. Therefore, it is essential to conduct a systematic analysis of several key aspects: the solid-solution behavior of Be, the competitive precipitation mechanisms among heterogeneous phases, and the principles governing the spatial distribution of precipitates. These fundamental insights will establish a critical foundation for developing effective strategies to control the microstructure and properties of Cu-Be alloys, thus offering significant theoretical and practical value for enhancing their stress relaxation resistance.
In this study, a machine learning-based alloy design strategy integrating data augmentation and data reconstruction was proposed. Guided by this strategy, Ni and Mg were chosen as synergistic alloying additions due to their potential to concurrently enhance strength, conductivity, and stress relaxation resistance, as well as their relative cost advantage compared to elements like Be and Co. Following this design principle, a new Cu-Be-Ni-Mg alloy with moderate beryllium content was developed, which simultaneously achieved high strength, excellent stress relaxation resistance, and high electrical conductivity. Subsequently, the microstructural evolution of the alloy before and after stress relaxation was investigated, focusing on the solid-solution behavior of Be, the competitive precipitation, and the vacancy-solute interactions. Furthermore, a new mechanism for the synergistic effect of Ni/Mg elements on enhancing the comprehensive performance of Cu-Be alloys was revealed, leading to an innovative quaternary synergistic design strategy based on “elemental solubility optimization + second-phase directed precipitation + interfacial solute segregation + grain boundary vacancy depletion”. This work not only addresses the long-standing challenges of limited performance and theoretical gaps in medium-beryllium copper alloys, but also provides theoretical insights applicable to the design of other structural-functional integrated alloys.
Results
Alloy design strategy
As shown in Fig. 1, the alloy design strategy includes five key steps: data collection, data augmentation, alloy factor screening and modeling, multi-objective optimization, and experimental verification and analysis. This strategy enables the concurrent optimization of the ultimate tensile strength (UTS), electrical conductivity (EC), and stress relaxation resistance (SRR). Model selection and other details are provided in Supplementary Material Part 1. To address the limited and concentrated distribution of available Cu-Be alloy data, a data augmentation method combining the synthetic minority over-sampling technique (SMOTE) algorithm with Gaussian noise was applied. This technique expands the dataset by introducing controlled noise that simulates natural composition variations during melting, thereby improving model accuracy and generalization under data-sparse conditions.

a Data collection; b alloy factor cleaning; c data augmentation; d multi-objective optimization of the ultimate tensile strength (UTS), electrical conductivity (EC), and stress relaxation resistance (SRR); e experimental verification.
Machine learning prediction results and alloy design
The feature selection process and results are summarized in Fig. 2. The initial correlation-based filtering (Fig. 2a–c), circle size represents the absolute value of the correlation coefficient, retained 16, 18, and 12 alloy factors for strength, electrical conductivity, and stress relaxation rate, respectively. Figure 2d–f displays the feature importance ranking (top 15) and the retention status during the recursive elimination process. The results demonstrate that this process effectively removes redundant features. After recursive elimination, eight alloy factors for strength, seven for electrical conductivity, and 11 for stress relaxation rate were obtained, as listed in Table 1. The exhaustive screening results for strength, electrical conductivity, and stress relaxation rate are presented in Fig. 2g–i, respectively. The results indicated that the optimal numbers of alloy factors were 5, 3, and 4 for the strength, conductivity, and stress relaxation rate models, respectively. This demonstrates that the exhaustive screening approach effectively reduces variable dimensionality and enhances the efficiency of alloy design.

Pearson correlation coefficients among the filtered features for a UTS, b EC, and c SRR; feature importance ranking during recursive elimination for d UTS, e EC, and f SRR; exhaustive screening curves for feature set selection for g UTS, h EC, and i SRR; machine learning predictions of j UTS, k EC, and l SRR for Cu-1.47Be-0.62Ni-0.2X series alloys.
To compare predictive performance, machine learning models were constructed using both the original and augmented datasets. The inputs were key alloy features, and the outputs were the three target properties. As shown in Table 2, the models trained on the augmented dataset consistently outperformed those using the original data across all properties, achieving a higher coefficient of determination (R²) and lower prediction errors on the test set. This improvement is due to the greater diversity and larger sample size provided by data augmentation, which helps the model capture more complex composition-property relationships and significantly enhance its generalization capability. The models demonstrated excellent predictive performance on the test set, with R² values of 0.95, 0.90, and 0.86 for strength, electrical conductivity, and stress relaxation rate, respectively. These results demonstrate that the models have strong predictive capability and meet the high accuracy requirements for machine learning-assisted alloy design.
Based on predictions from the machine learning model, a systematic screening was performed across the Cu-Be-X ternary alloy system (where X represents an alloying element) ternary alloy system was conducted. The alloy-composition search space was: Be: 0.6–1.5 wt%, with a step size of 0.1 wt%; other candidate alloying elements (see Supplementary Material Part 1.3): 0–0.8 wt%, with a step size of 0.1 wt%. The screening criteria included: tensile strength >1100 MPa, electrical conductivity >30% IACS, and stress relaxation rate <9% after exposure to 200 °C for 20 h.
The predictions (Fig. S2–S5) indicate that a multicomponent microalloying strategy applied to the Cu-1.5Be system can meet the above performance requirements. Among all the candidate elements, Ni (0.6–0.8 wt%), Co (0.6–0.8 wt%), and Mg (0.1–0.2 wt%) demonstrated the greatest potential for enhancing performance. Subsequently, Cu-Be-Ni-Mg alloys within this composition range were screened (Excluding Co for cost reasons), and the optimal alloys were ultimately determined to be Cu-1.47Be-0.62Ni-0.1Mg and Cu-1.47Be-0.62Ni-0.2Mg. Fig. 2j–l further compares the predicted performance of the Cu-1.47Be-0.62Ni-0.2X system, revealing that the Mg element contributes most notably to the overall property improvement.
Considering properties and cost factors, four alloys were designed: Cu-1.47Be, Cu-1.47Be-0.62Ni, Cu-1.47Be-0.62Ni-0.1Mg, and Cu-1.47Be-0.62Ni-0.2Mg. Subsequently, the strength, electrical conductivity, and stress relaxation rate of four alloys under conventional aging and deformation-aging conditions were tested, and then the synergistic effects of Ni and Mg elements on the microstructure and properties were investigated through microstructural analysis and theoretical calculations.
Comprehensive performance of alloys
Figure 3a–c shows the evolution of the properties for the four alloys during conventional aging at 325 °C. As aging time increased, both the hardness and strength initially increased and then decreased, whereas the electrical conductivity increased rapidly early and then continued to rise at a slower rate. The peak hardness was achieved after 12 h of aging. At peak-aging, the Cu-1.47Be-0.62Ni-0.1Mg alloy exhibited the highest tensile strength (1150 MPa), followed by Cu-1.47Be-0.62Ni-0.2Mg (1100 MPa), Cu-1.47Be-0.62Ni (1060 MPa), and finally Cu-1.47Be (540 MPa). In contrast, the electrical conductivity ranked in ascending order: Cu-1.47Be-0.62Ni-0.2Mg (29.8% IACS), Cu-1.47Be-0.62Ni-0.1Mg (30.3% IACS), Cu-1.47Be-0.62Ni (30.8% IACS), and Cu-1.47Be (35.1% IACS), as shown in Table 3.

a Strength, b hardness, c electrical conductivity, d stress relaxation rate under 325 °C conventional aging; e strength, f hardness, g electrical conductivity, and h stress relaxation rate under 325 °C deformation aging; i comparison of properties and cost between the four alloys in peak-aging state and the commercial C17200 alloy.
Stress relaxation tests were conducted on the peak-aged alloys, as shown in Fig. 3d. The residual stress decreased rapidly at first and then more gradually as the relaxation time increased. The stress relaxation resistance of the alloys, ranked from highest to lowest, was as follows: Cu-1.47Be-0.62Ni-0.1Mg, Cu-1.47Be-0.62Ni-0.2Mg, Cu-1.47Be-0.62Ni, and Cu-1.47Be. After 20 h of relaxation, the stress relaxation rates of Cu-1.47Be, Cu-1.47Be-0.62Ni, Cu-1.47Be-0.62Ni-0.1Mg, and Cu-1.47Be-0.62Ni-0.2Mg were 17.5, 8.8, 6.1, and 6.4%, respectively.
The deformation-aging process exhibited trends similar to those of conventional aging (Fig. 3e–g), but resulted in a significantly shorter time to reach peak aging (reduced from 12 to 8 h) and a notable improvement in mechanical properties. Taking the Cu-1.47Be-0.62Ni-0.1Mg alloy as an example, its tensile strength increased from 1150 MPa under conventional aging to 1350 MPa under deformation-aging (an improvement of 17%). The ranking of the alloys in terms of hardness, strength, and electrical conductivity remained consistent with the order observed under conventional aging, as shown in Table 4. In addition, the order of stress relaxation resistance was also consistent with that under conventional aging (Fig. 3h), ranking from highest to lowest as Cu-1.47Be-0.62Ni-0.1Mg, Cu-1.47Be-0.62Ni-0.2Mg, Cu-1.47Be-0.62Ni, and Cu-1.47Be. It is noteworthy that the stress relaxation resistance of the deformation-aged alloys was lower compared to their conventionally aged counterparts. After 20 h of relaxation, the stress relaxation rates of Cu-1.47Be, Cu-1.47Be-0.62Ni, Cu-1.47Be-0.62Ni-0.1Mg, and Cu-1.47Be-0.62Ni-0.2Mg were 25.2, 11.8, 8.5, and 9.1%, respectively.
These results demonstrate that both Ni and Mg elements significantly enhance the overall performance of the Cu-1.47Be alloy, and their synergistic effect provides superior improvement compared to the effect of Ni alone. Notably, the Cu-1.47Be-0.62Ni-0.1Mg alloy exhibits better mechanical properties, higher electrical conductivity, and superior stress relaxation resistance than the Cu-1.47Be-0.62Ni-0.2Mg alloy. This indicates that the comprehensive properties of the Cu-1.47Be-0.62Ni-XMg alloys initially improve and then deteriorate with increasing Mg content. The Cu-1.47Be-0.62Ni-0.1Mg alloy demonstrates an optimal balance of properties, achieving a tensile strength of 1350 MPa, an electrical conductivity of 29.2% IACS, and a stress relaxation rate of 8.5% (after 20 h at 200 °C).
As shown in Fig. 3i, compared to the commercial C17200 alloy, the designed Cu-1.47Be-0.62Ni-0.1Mg alloy demonstrates a superior cost-performance ratio (3.19 times relative to C17200, see Supplementary Material Part 2 for details). Specifically, the novel alloy matches the tensile strength of C17200 alloy while exhibiting a 26% higher electrical conductivity, a 53% improvement in stress relaxation resistance, and an 18% reduction in raw material cost. This combination of advantages positions it as a promising alternative to the traditional C17200 alloy.
Microstructure analysis
Figure 4 presents the Electron Backscatter Diffraction (EBSD) analysis and grain size distribution diagrams of the four alloys after solution treatment (850 °C/60 min). Significant grain refinement was observed in the Cu-1.47Be-0.62Ni (44.6 µm), Cu-1.47Be-0.62Ni-0.1Mg (28.9 µm), and Cu-1.47Be-0.62Ni-0.2Mg (58.0 µm) alloys compared to the Cu-1.47Be alloy (503 µm). This confirms that Ni and Mg effectively refine the grains and improve microstructural homogeneity. Notably, a comparison between the 0.1% Mg and 0.2% Mg alloys revealed that an optimal Mg content is crucial, as excessive Mg led to grain coarsening while the appropriate amount achieved the most significant refinement.

a, b Cu-1.47Be; c, d Cu-1.47Be-0.62Ni; e, f Cu-1.47Be-0.62Ni-0.1Mg; g, h Cu-1.47Be-0.62Ni-0.2Mg.
Figure 5 shows the in situ scanning electron microscopy (SEM) microstructural evolution of the alloys (conventional aging: 325 °C/12 h) before and after stress relaxation. Discontinuous precipitated phases (DP phases) about 15 µm wide were observed at the grain boundaries of the Cu-1.47Be alloy. These phases showed a tendency to extend into the grain interior. In comparison, the cellular structures in the Cu-1.47Be-0.62Ni alloy were much narrower, averaging only 1.25 µm at grain boundaries and extending up to 6.1 µm into the grains. For the Cu-1.47Be-0.62Ni-0.1Mg and Cu-1.47Be-0.62Ni-0.2Mg alloys, only limited grain boundary precipitates were observed, with no discontinuous lamellar structures detected.

a1, a2 Cu-1.47Be, b1, b2 Cu-1.47Be-0.62Ni, c1, c2 Cu-1.47Be-0.62Ni-0.1Mg, and d1, d2 Cu-1.47Be-0.62Ni-0.2Mg before relaxation; a3, a4 Cu-1.47Be, b3, b4 Cu-1.47Be-0.62Ni, c3, c4 Cu-1.47Be-0.62Ni-0.1Mg, and d3, d4 Cu-1.47Be-0.62Ni-0.2Mg after relaxation.
After stress relaxation (200 °C/20 h), the cellular structures at grain boundaries in the Cu-1.47Be alloy widened to 17.3 µm, and microcracks formed between the lamellae. A distinct “relief” morphology also appeared within the grains20. These features are associated with later-stage plastic deformation behavior, indicating that the alloy underwent a notable “elastic-plastic transition” during stress relaxation21. Although no pronounced “relief” was observed in the Cu-1.47Be-0.62Ni alloy, discontinuous precipitates were found to extend into the grain interior. Meanwhile, a certain number of parallel slip “traces” were observed, which are characteristic of the initial stage of plastic deformation22. This phenomenon occurs as dislocations slip under the action of high temperature and stress. For the Cu-Be-Ni-Mg alloys, while slip “traces” were present inside the grains (Fig. 5c3, d4), the integrity of the grain boundaries remained well-preserved, and no lamellar cellular structures were found. Furthermore, the number of grain boundary precipitates significantly increased in the Cu-1.47Be-0.62Ni-0.2Mg alloy (Fig. 5d4), whereas the grain boundaries of the Cu-1.47Be-0.62Ni-0.1Mg alloy remained relatively clean (Fig. 5c4).
These results demonstrate that the addition of Ni and Mg elements not only suppresses the formation and growth of cellular structures, but also inhibits the “elastic-plastic transition” during stress relaxation. As a result, the stress relaxation resistance of the Cu-Be-Ni-Mg alloy is significantly enhanced. Furthermore, the synergy between Ni and Mg leads to greater improvements than Ni alone, resulting in more homogeneous microstructures and superior overall properties. Notably, after stress relaxation, the Cu-1.47Be-0.62Ni-0.1Mg alloy shows cleaner grain boundaries than the Cu-1.47Be-0.62Ni-0.2Mg alloy, indicating that there is an optimal Mg content for best performance.
Figure 6 displays intragranular Transmission Electron Microscopy (TEM) images and precipitate size distributions of the four alloys in the conventional peak-aged state. As shown in Fig. 6a1–a3, the Cu-1.47Be alloy contained predominantly rod-shaped γ’ phases (average length: 36 nm) with an orientation relationship of \({(010)}_{{\rm{\gamma }}{\prime} }\parallel {\left(022\right)}_{\text{Cu}},{\,\left[100\right]}_{{\rm{\gamma }}{\prime} }\parallel {\left[01\bar{1}\right]}_{\text{Cu}}\). Previous studies23 pointed out that the γ’ phase serves as the primary strengthening phase in Cu-Be alloys and maintains coherency with the matrix. The diffraction spots (\({(0\bar{1}0)}_{{\rm{\gamma }}{\prime} }\)) appearing at 1/2 \({\left(022\right)}_{\text{Cu}}\) are typical evidence for the formation of γ\({\prime}\) phases5,6,10,24. As illustrated in Fig. 6b1–d3, a substantial quantity of γ’ phase was also observed in all three alloys. This phase exhibits a typical body-centered tetragonal structure25. The lattice parameters were determined to be a =b = 0.253 nm and c = 0.300 nm (Fig. S6a), which correspond closely to previous literature values5,26. Additionally, although the γ’ phases in all three alloys (Cu-1.47Be-0.62Ni, Cu-1.47Be-0.62Ni-0.1Mg, and Cu-1.47Be-0.62Ni-0.2Mg) maintain the same orientation relationship as that found in Cu-Be alloys, they exhibit a notably refined size of 24, 16, and 21 nm, respectively. Table 5 confirms that the volume fractions follow a descending order of: Cu-1.47Be-0.62Ni-0.1Mg (9.6%), Cu-1.47Be-0.62Ni-0.2Mg (9.5%), Cu-1.47Be-0.62Ni (9.3%), and Cu-1.47Be (7.4%). (see Supplementary Material Part 3.1 for calculation details). These results indicated that Ni/Mg addition enhances precipitation strengthening through the size refinement of precipitates. Notably, the 0.1% Mg alloy demonstrated a higher precipitate number density than the 0.2% Mg variant despite comparable sizes.

a1–a3 Cu-1.47Be; b1–b3 Cu-1.47Be-0.62Ni; c1–c3 Cu-1.47Be-0.62Ni-0.1Mg; d1–d3 Cu-1.47Be-0.62Ni-0.2Mg.
Figure 7 shows the TEM images at the grain boundaries (GB) of the four alloys. As shown in Fig. 7a1–a6, some incoherent spherical γ phases (Fig. 7a4–a5) and lamellar γ phases (Fig. 7a6) were observed at the grain boundaries of the Cu-1.47Be alloy. The spherical γ phases originated from a continuous transformation mechanism, while the lamellar γ phases formed through a discontinuous transformation process6,15,27. The γ phase was identified as body-centered cubic (BCC)4,25,28, and its lattice constant was measured to be a = b = c = 0.271 nm (Fig. S6e). Central dark-field (DF) analysis at 1/2 \({\left(022\right)}_{\text{Cu}}\) revealed no obvious precipitate characteristics, indicating that no γ\({\prime}\) phases existed near the grain boundaries (Fig. 7a2–a3). High-resolution (HRTEM) in Fig. 7a6 showed that the lamellar spacing of the discontinuously precipitated γ phases was as narrow as 10 nm. These coarse flaky discontinuous precipitates are found to significantly degrade the alloy’s mechanical properties and stress relaxation resistance3,29,30.

Cu-1.47Be (a1–a2) bright-field (BF) image and corresponding selected-area electron diffraction (SAED) pattern, a3 γ′ phase distribution at GB in (a1), a4–a5 SAED pattern and corresponding DF image of spherical γ phase in (a1); a6 HRTEM image and corresponding fast Fourier transform (FFT) pattern of lamellar γ phase; Cu-1.47Be-0.62Ni (b1) BF image and corresponding SAED pattern, b2 γ′ phase distribution at GB in (b1), b3 discontinuous precipitates; Cu-1.47Be-0.62Ni-0.1Mg (c1) BF image and corresponding SAED pattern, c2–c3 γ′ distribution on both GB sides in (c1); Cu-1.47Be-0.62Ni-0.2Mg (d1) BF image and corresponding SAED pattern, d2 γ′ phase distribution at GB in (d1), d3 discontinuous precipitates.
Figure 7b1–b3 shows the TEM grain boundary microstructures of the Cu-1.47Be-0.62Ni alloy. Some spherical γ phases and a limited amount of lamellar γ phases were visible. Central dark-field analysis at 1/2 \({\left(022\right)}_{\text{Cu}}\) revealed numerous dispersion-distributed strip-like γ\({\prime}\) phases distributed along the grain boundary, accompanied by a 400 nm wide precipitate-free zone (PFZ).
Compared with the Cu-1.47Be-0.62Ni alloy, the Cu-1.47Be-0.62Ni-0.1Mg alloy exhibited cleaner grain boundaries with few γ phases (Fig. 7c1). Central dark-field analysis confirmed a high density of fine γ\({\prime}\) phases uniformly distributed within both adjacent grains (Grain A and Grain B), with no evidence of a PFZ (Fig. 7c2–c3). It should be noted that due to the different orientations of the grains, it was difficult to simultaneously observe the γ\({\prime}\) phases in both Grain A and Grain B under dark-field conditions. Figure 7d1–d3 presents the grain boundary microstructures of the Cu-1.47Be-0.62Ni-0.2Mg alloy. Uniformly distributed γ’ phases were also observed on both sides of the grain boundaries. However, a γ’ precipitate-free zone (PFZ) approximately 50 nm wide was observed. Its central region was occupied by coarse γ phases. Meanwhile, although some discontinuous precipitates remained near the boundaries, their spacing (180 nm) was much larger than in the Mg-free alloy.
To investigate the precipitation nucleation and growth mechanisms in Cu-Be-Ni-Mg alloys during aging, three-dimensional atom probe (3D-APT) analysis was conducted on both intragranular region and grain boundary front region of the Cu-1.47Be-0.62Ni-0.1Mg alloy (aging at 325 °C for 20 h), the results are presented in Fig. 8. Elemental mapping of the intragranular region (Fig. 8a) showed significant overlap between the enrichment regions of Ni and Be. The atomic ratio at the center of some precipitates was close to 1:1 (Fig. 8b), confirming the formation of NiBe phases. The distribution of Mg exhibited significant heterogeneity: uniform in precipitate-free zones but highly segregated at the matrix-precipitate interfaces. One-dimensional concentration profiles across the precipitates indicated that the Mg content at the phase boundaries reached up to 5.4 at%, which was substantially higher than 0.02 at% inside the precipitates and 0.17 at% in the matrix.

a Elemental distribution map of the intragranular central region and b the corresponding one-dimensional concentration profile across a Be-rich precipitate; c Elemental distribution map of the grain boundary front region and d the corresponding one-dimensional concentration profile across a Be-rich precipitate.
The element distribution in the grain boundary front region was similar to that inside grains. As shown in Fig. 8c, Ni and Be were enriched in the same areas (Fig. 8c), while Mg strongly segregated to precipitate-matrix interfaces. Notably, the Mg content was much higher than that in the intragranular region. One-dimensional concentration profiling (Fig. 8d) showed Mg reached 6.6 at% at precipitate interfaces, 0.08 at% inside precipitates, and 0.41 at% in the matrix. These values are 1.22, 4, and 2.41 times higher than those in the corresponding intragranular regions, indicating significant Mg enrichment near the grain boundaries.
To further investigate the Ni/Mg synergistic effects on stress relaxation resistance in Cu-Be alloys, TEM observations were conducted on the microstructures of three alloys (Cu-1.47Be, Cu-1.47Be-0.62Ni, and Cu-1.47Be-0.62Ni-0.1Mg) before and after stress relaxation. As shown in Fig. 9a, d, g, numerous dislocation tangles and dislocation cells were observed in the alloys before stress relaxation. The order of dislocation density from highest to lowest was Cu-1.47Be-0.62Ni-0.1Mg, Cu-1.47Be-0.62Ni, and Cu-1.47Be, while the size of dislocation cells showed the opposite trend. This indicates that the Cu-1.47Be-0.62Ni-0.1Mg alloy underwent more significant work hardening during the deformation process.

Cu-1.47Be alloy a before stress relaxation, b, c after stress relaxation; Cu-1.47Be-0.62Ni alloy d before stress relaxation, e, f after stress relaxation; Cu-1.47Be-0.62Ni-0.1Mg alloy g before stress relaxation, h, i after stress relaxation.
After stress relaxation, significant microstructural evolution was observed across the alloys. The Cu-1.47Be alloy exhibited a sharp decrease in dislocation density, along with widespread low dislocation density areas (LDDA) and extensive recrystallization. These changes indicate pronounced recovery and recrystallization31,32. The Cu-1.47Be-0.62Ni alloy underwent similar but weaker changes, maintaining a relatively high dislocation density with only limited recrystallization. In contrast, the Cu-1.47Be-0.62Ni-0.1Mg alloy maintained a stable composite structure of high-density dislocation cells and tangles. It exhibited only a slight reduction in dislocation density and no recrystallization. Critically, HRTEM (Fig. 9i) confirmed that the γ’ precipitates remained coherent with the matrix. This coherence effectively preserves the ability of the precipitate/matrix interfaces to resist dislocation movement, thereby ensuring the alloy’s superior stress relaxation resistance.
The dislocation densities were accurately calculated by X-ray diffraction (XRD) analysis (see Supplementary Material Part 3.2), as shown in Table 6. The dislocation density of the Cu-1.47Be and Cu-1.47Be-0.62Ni alloys decreased significantly by 37 and 20%, respectively. In contrast, the Cu-1.47Be-0.62Ni-0.1Mg alloy showed only a 5% reduction. This further indicates that the addition of Ni and Mg elements effectively inhibits the annihilation of dislocations during stress relaxation, thereby improving the stress relaxation stability.
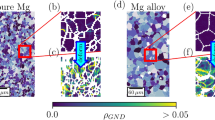
The EBSD analysis in Fig. 10 illustrates the recrystallization behavior of the three alloys before and after stress relaxation (white areas represent unindexed zones). The recrystallized fraction of Cu-1.47Be increased substantially from 10.6 to 21.2%. In contrast, Cu-1.47Be-0.62Ni and Cu-1.47Be-0.62Ni-0.1Mg showed much smaller increases, from 10.2 to 15.2% and from 9.5 to 11.2%, respectively. These findings correlate well with the TEM observations, demonstrating that the additions of Ni and Mg effectively suppress recrystallization by impeding grain boundary migration, thereby significantly enhancing the microstructural stability of the alloys under medium-high temperature conditions.

a Cu-1.47Be alloy; b Cu-1.47Be-0.62Ni alloy; c Cu-1.47Be-0.62Ni-0.1Mg alloy. Subscripts 1 and 2: before stress relaxation; subscripts 3 and 4: after stress relaxation.
Based on the experimental results, the addition of Ni and Mg enhances microstructural stability by increasing precipitate density, improving distribution uniformity, and suppressing grain-boundary reactions. This results in the superior overall performance of the Cu-Be-Ni-Mg system alloys over the Cu-Be alloy (particularly in stress relaxation resistance). Moreover, the comparison between the Cu-1.47Be-0.62Ni-0.1Mg and Cu-1.47Be-0.62Ni-0.2Mg alloys reveals significant differences in their microstructural evolution during stress relaxation. These differences highlight a strong dependence on Mg content, which influences both microstructure and mechanical properties.
Discussion
In the precipitation-strengthened copper alloys, the grain size is closely related to the number of solute atoms dissolved in the copper matrix33. This study showed that the addition of Ni significantly refined the grain size of the Cu-1.47Be alloy, while in Cu-Be-Ni-Mg alloys, the grain size first decreased and then increased with increasing Mg content (Fig. 4). TEM analysis further revealed that the Cu-1.47Be-0.62Ni-0.1Mg alloy formed more precipitates during aging than the Cu-1.47Be-0.62Ni-0.2Mg alloy (Fig. 6). These results indicate that the contents of Ni and Mg influence the solubility of Be in Cu, thus governing grain refinement and precipitation.
Current research has well-established that Ni additions markedly decrease Be solubility in copper12, yet the mechanistic role of Mg in modifying Be solubility remains unclear. The dissolution enthalpy (\(\Delta {H}^{{sol}}\)) is a critical parameter for assessing the tendency of solute atoms to dissolve into a matrix. It is defined as the energy change when solute atoms dissolve into the matrix lattice to form a solid solution34. A negative value of \(\Delta {H}^{{sol}}\) means the solute dissolves more easily and spontaneously into the matrix35.
To elucidate how Mg and Ni affect Be dissolution in copper, first-principles calculations were employed to investigate their influence on the solution enthalpy of Be in the copper matrix. Specifically, the solution enthalpies of six systems were calculated: pure Cu, Cu-0.62Ni, Cu-0.1Mg, Cu-0.2Mg, Cu-0.62Ni-0.1Mg, and Cu-0.62Ni-0.2Mg. The results are summarized in Table 7 (The detailed calculation process is described in Supplementary Material Part 4.1.1). The results show that Ni significantly reduces the solution enthalpy of Be. Meanwhile, as the Mg content increases, the difficulty of Be dissolving into the Cu lattice to form a solid solution first decreases and then increases.
In order to analyze the synergistic effect of Ni and Mg elements on the solubility of Be in copper, this study employed Thermo-Calc software to calculate the Be solubility in four alloys (Cu, Cu-0.62Ni, Cu-0.62Ni-0.1Mg, and Cu-0.62Ni-0.2Mg) at various temperatures. As shown in Fig. S8, the solubility of Be in all four alloys decreased exponentially with decreasing temperature. The solubility followed the order: pure copper > Cu-0.62Ni-0.1Mg > Cu-0.62Ni > Cu-0.62Ni-0.2Mg. The results show that Ni significantly reduces the solubility of Be in copper. In contrast, the effect of Mg on solubility is non-monotonic: it initially increases and then decreases as Mg content rises. This trend aligns with the first-principles calculations.
To elucidate the influence mechanism of Ni and Mg alloying on the solid solubility of Be in Cu, first-principles calculations were employed to systematically examine how these elements modulate the electronic interactions between Be atoms and Cu atoms. Three distinct supercells were established to calculate the differential charge densities between the central Be atom and its surrounding atoms (Cu, Ni, and Mg). The supercells and corresponding calculation results are presented in Fig. S12.
For the pure Cu-Be system (Fig. S12a), the accumulated charge density between the Be atom and its four neighboring Cu atoms is distributed uniformly. This uniformity indicates the formation of chemical bonds with comparable strength36. Consequently, the precipitation of Be from the Cu matrix must overcome a significant energy barrier, which contributes to its solid solubility. When a Ni atom was introduced (Fig. S12b), the charge density between Be and Ni becomes significantly higher than that between Be and the adjacent Cu atoms, while electron accumulation in the Be-Cu bonding regions is markedly reduced.
The charge density between Be and Ni is significantly higher than that between Be and the surrounding Cu atoms, and the electron accumulation between Be and Cu atoms is markedly reduced. This indicates that Ni addition weakens the bonding between Be and its neighboring Cu atoms. In contrast, for the Cu-Be-Mg system (Fig. S12c), the charge density between Be and Mg is significantly lower, whereas the electron density in the Be-Cu bonding regions is enhanced compared to the pure Cu-Be system. This reinforced Be-Cu bonding strengthens the cohesion between Be and the Cu matrix, thereby raising the energy barrier for Be detachment and promoting the solid solubility of Be36.
However, our results show a non-monotonic trend in the solid solubility of Be: it initially increases but then decreases as the Mg content rises from 0 to 0.2 wt%. This phenomenon is likely attributed to the suppression of matrix vacancy concentration by Mg. Be atoms incorporate into the Cu lattice through two distinct mechanisms: substitution of matrix Cu atoms (substitution-occupation) or occupation of preexisting vacancies (vacancy-occupation). Computational results indicate that the vacancy-occupation mechanism is energetically favorable37 (1.06 vs 0.01 eV, see Supplementary Material Part 4.1.3 for details). Therefore, Be atoms preferentially dissolve via vacancy-occupation when sufficient vacancies are present in the matrix. Conversely, when vacancy concentration is insufficient, Be atoms must resort to substitution-occupation. This less favorable mechanism introduces a higher energy barrier for dissolution, which ultimately depresses the solid solubility of Be. To verify this vacancy-mediated mechanism, we calculated the vacancy formation enthalpy (\({E}_{f})\) for alloys with different Mg contents. The computational details are provided in Supplementary Material Part 4.1.4. As shown in Fig. S14, the vacancy formation enthalpies for the Cu-1.47Be-0.6Ni-0.1Mg and Cu-1.47Be-0.6Ni-0.2Mg alloys are 1.16 and 1.22 eV, respectively.
The vacancy concentration can be calculated by the following formula37:
where A is a constant related to the type of material, \({E}_{f}\) is the vacancy formation energy, \({k}_{B}\) is the Boltzmann constant, taken as 1.38 × 10−23 J/K38. T is temperature, taken as 1123.15 K. Therefore, it is estimated that the vacancy concentration in the Cu-1.47Be-0.6Ni-0.2Mg alloy is approximately 46.2% lower than that in the alloy containing 0.1 wt% Mg. This substantial reduction in vacancy concentration forces Be atoms to adopt the energetically less favorable substitution mechanism, ultimately leading to the observed decrease in solid solubility.
The grain size of Cu-Be alloys (Fig. 4) is significantly influenced by the concentration of solute atoms (Be, Ni, and Mg) dissolved in the copper matrix. The combined dissolution of Ni and Be led to significantly finer grains in Cu-1.47Be-0.62Ni (44.6 µm) compared to Cu-1.47Be (503 µm). Mg addition exhibited a non-monotonic effect: grain refinement was maximized (28.9 μm) at 0.1 wt% Mg due to enhanced Be and Mg solubility, whereas coarsening occurred (58 μm) at 0.2 wt% Mg owing to the decline in Be solubility.
The volume fraction of precipitates is also influenced by the solubility of Be. At the aging temperatures, pure copper retains a high concentration of Be (1.83 at%) in solid solution, which is excessive for effective precipitation strengthening. This excessive solute retention, combined with discontinuous precipitation phenomena, severely limits the alloy’s age-hardening potential39,40. Although the addition of Ni reduces the solubility of Be to 0.046 at% at aging temperatures (325 °C), it simultaneously decreases high-temperature solubility (850 °C) from 13.4 at% in pure Cu to 5.75 at% (Fig. S8). This creates an inherent contradiction: it enhances the precipitation kinetics at low temperatures but reduces the amount of solute retained at high temperatures. Consequently, the overall age-hardening potential of the alloy remains constrained. The influence of Mg on the solubility of Be remains marginal at lower temperatures, yet becomes markedly pronounced at elevated temperatures. Taking 850 °C as an example, the solubility of Be in Cu-0.62Ni, Cu-0.62Ni-0.1Mg, and Cu-0.62Ni-0.2Mg is 5.75 at%, 7.26 at%, and 5.45 at%, respectively, showing a clear non-monotonic trend (Fig. S8). Thus, a moderate Mg content (0.1 wt%) enhances Be solubility at high temperature, thereby securing adequate solute for precipitation during aging. In contrast, excessive Mg (0.2 wt%) diminishes soluble Be, resulting in a reduced volume fraction of precipitates.
The precipitation sequence in Cu-Be alloys has been established as: GP zones → γ″ → γ′ → γ10,25,41,42. The coherent γ’ phase is the primary strengthening phase, whereas the incoherent γ phase contributes little due to its weak interfacial bonding43. Additionally, Cu-Be alloys are susceptible to discontinuous precipitation of lamellar γ at grain boundaries. These brittle lamellae cause microstructural heterogeneity, promote stress concentration, and facilitate crack initiation, ultimately degrading mechanical properties44. Therefore, the key to enhancing the comprehensive properties of Cu-Be alloys lies in promoting homogeneous γ’ precipitation while suppressing the γ phase, particularly its discontinuous form. Compared to binary Cu-Be alloys, the Cu-Be-Ni and Cu-Be-Ni-Mg alloys develop a higher density of finer intragranular precipitates, along with a marked suppression of discontinuous precipitation at grain boundaries (Fig. 6 and Table 5). Therefore, this section investigates the influence of the Ni/Mg synergistic effect on the aging precipitation behavior of Cu-Be alloys.
During aging, Be atoms migrate preferentially to grain boundaries via vacancy-assisted diffusion, which promotes the formation of supersaturated Be zones and enables the direct nucleation and growth of γ-CuBe phases there, without undergoing continuous transformation15,44. Therefore, the formation of discontinuous precipitation depends critically on two factors: the nucleation of competing phases and the solute-vacancy interactions near grain boundaries3,24,45. In the Cu-Be-Ni-Mg alloys, the primary precipitates are the CuBe and NiBe phases, and the solute atoms consist of Be, Ni, and Mg atoms. Therefore, first-principles calculations were employed to determine the formation enthalpies of the CuBe and NiBe phases, as well as the binding energies between the solute atoms (Be, Ni, Mg) and vacancies. The formula for calculating the formation enthalpy is as follows46:
Where \({E}_{A}\) and \({E}_{B}\) represent the energies of atoms A and B in their solid states, respectively; \({E}_{{A}_{x}{B}_{y}}\) is the total energy of the compound \({A}_{x}{B}_{y}\). \(\varDelta {H}_{f}\) quantifies the energy change during compound formation from constituent elements. A negative \(\varDelta {H}_{f}\) means the process is spontaneous. The more negative the value, the stronger the tendency to form a stable compound47. \(\varDelta {H}_{f}\) was determined through first-principles calculation (as shown Fig. S15). The binding energy between solute atoms and copper vacancies was calculated as48,49:
Where \({E}_{{XV}}\) is the total energy of a supercell containing a substitutional atom-vacancy pair of alloying element X (X = Be, Ni, Mg); \({E}_{M}\) represents the energy of a perfect Cu supercell; \({E}_{{XST}}\) is the energy of the Cu supercell containing one substitutional X atom; and \({E}_{v}\) denotes the energy of a Cu supercell containing one vacancy. The supercells for calculating solute atom-vacancy binding energy are shown in Fig. S16.
As shown in Table 8, the formation enthalpy of NiBe (−0.45 eV) is significantly more negative than that of CuBe (−0.09 eV). This confirms that NiBe forms more readily than CuBe, which aligns with existing literature4,25,43. As planar defects, grain boundaries can absorb solute atoms to form solute atom-vacancy pairs, thereby reducing the vacancy concentration50. This process evidently leads to solute segregation at grain boundaries. The binding energies between vacancies and Be, Mg, and Ni atoms are -0.01 eV, -0.19 eV, and 0.06 eV, respectively (Table 8). Consequently, their tendency to be captured by grain boundary vacancies and form solute-vacancy pairs decreases in the order: Mg > Be > Ni.
In the binary Cu-Be alloys, Be exhibits strong grain boundary segregation through vacancy-assisted diffusion, establishing a steep Be concentration gradient between grain interiors and boundaries4,23. The high local Be concentration at grain boundaries promotes direct nucleation and growth of γ-CuBe phases without undergoing continuous transformation. These γ-CuBe phases continue to grow by consuming Be atoms ahead of the boundaries. In contrast, the low Be concentration within the grains leads primarily to sluggish continuous precipitation6,44. Consequently, the aging precipitation in Cu-Be alloys is dominated by discontinuous precipitation at grain boundaries, accompanied by limited continuous precipitation within the grains. A schematic illustration of this precipitation behavior is presented in Fig. 11a.

a Cu-Be alloy; b Cu-Be-Ni-Mg alloy.
The influence of Ni on the precipitation behavior of Cu-Be alloys stems from two key factors: the competition between NiBe and CuBe phases and the differing binding energies of Ni and Be atoms to grain boundary vacancies. The NiBe phase forms preferentially owing to its lower (more negative) formation enthalpy relative to the CuBe phase (Table 8). Concurrently, Ni exhibits a higher binding energy to vacancies than Be does, which markedly reduces the tendency for Ni to segregate at grain boundaries. During the diffusion of Be toward grain boundaries, Ni atoms act as strong trapping sites by forming thermally stable NiBe phases that exhibit low boundary segregation tendency. This solute trapping effect effectively inhibits the enrichment of Be near grain boundaries and reduces the driving force for discontinuous precipitation. Therefore, the precipitation behavior in Cu-Be-Ni alloys is dominated by continuous transformation within the grains, with discontinuous precipitation at grain boundaries playing only a supplementary role.
The influence of Mg on the precipitation behavior of Cu-Be alloys shows significant differences. With a solute-vacancy binding energy of −0.19 eV (compared to −0.01 eV for Be), Mg demonstrates superior vacancy trapping capability at grain boundaries. This preferential formation of stable Mg-vacancy complexes effectively blocks Be-vacancy interactions, creating a kinetic barrier that prevents Be enrichment in boundary regions. Furthermore, since Mg binds to vacancies much more strongly than either Be or Ni, we speculate that it may also influence the diffusion rate of Be in copper. To investigate this effect, the influence of Ni and Mg on the diffusion coefficient of Be in copper was analyzed. The diffusion coefficients of Be were calculated only in Cu-Be, Cu-Be-Mg, Cu-Be-Ni and Cu-Be-Ni-Mg alloys. The detailed calculation process is described in Supplementary Material Part 4.4. Compared to the Cu-Be alloy (2.56 × 10−19 m²/s), the addition of Ni leads to an increase in the diffusion coefficient of Be atoms (9.94 × 10⁻19 m²/s), which is detrimental to suppressing the growth of precipitates50. In contrast, Mg plays a critically beneficial role by significantly increasing both the vacancy formation enthalpy and the migration activation energy of Be. As a result, the diffusion coefficient of Be is reduced from 9.94 × 10⁻²⁰ m²/s in the Cu-Be-Ni system to 3.1 × 10⁻²⁰ m²/s in the Mg-containing alloy, representing a decrease of 68.9%. This demonstrates that Mg effectively suppresses the diffusion of Be and inhibits its grain boundary segregation, thereby contributing to enhanced microstructural stability.
The addition of Mg not only suppresses the formation of discontinuous precipitates but also slows the coarsening of continuous precipitates. Classical coarsening theory51,52 identifies solute diffusivity, solute concentration, aging temperature, and interfacial energy as the primary factors governing precipitate growth kinetics. Under the fixed experimental conditions (325 °C aging temperature and 1 wt% Be content), the observed variations in coarsening rates predominantly arise from Mg-induced modifications to Be diffusivity and γ’/matrix interfacial energy. As previously discussed, Mg element significantly reduces the diffusion rate of Be atoms in the Cu matrix. In addition, due to the much lower binding energy of Mg atoms with vacancies, Mg atoms tend to combine with vacancies at the phase boundaries, resulting in the segregation of Mg atoms at the γ’ phase boundaries (Fig. 8). The interfacial energies between the precipitates and the matrix with different Mg content were calculated, as shown in Supplementary Material Part 4.5. The calculated results indicate that the interfacial energy first decreases and then increases with the rising Mg content, with the Cu-1.47Be-0.62Ni-0.1Mg alloy exhibiting the lowest value. For the Cu‑1.47Be‑0.62Ni‑0.1Mg alloy, the combined effect of reduced solute mobility and minimized interfacial energy leads to markedly refined precipitates. This explains its superior microstructure compared to the Mg‑free (Cu‑Be, Cu‑Be‑Ni) and higher‑Mg (0.2Mg) counterparts.
Based on the above analysis, Mg element not only preferentially occupies vacancy binding sites at grain and phase boundaries, but also effectively slows the diffusion of Be atoms toward grain boundaries. This significantly inhibits both the formation of discontinuous precipitates and the growth of continuous precipitates. Figure 11b illustrates the precipitation behavior in the Cu-Ni-Be-Mg alloys. Under the synergistic influence of Ni and Mg, the precipitation behavior in the Cu-Be-Ni-Mg alloys is entirely dominated by continuous intragranular transformation, with no discontinuous precipitation.
As a typical precipitation-strengthened copper alloy, the mechanical properties of Cu-Be alloys are predominantly governed by the quantity, size, and distribution of precipitates24,25,53,54. The synergy between Ni and Mg significantly enhances the strength of Cu-Be-Ni-Mg alloys through two mechanisms: Ni reduces the solid solubility of Be, promoting precipitation during low-temperature aging, while Mg increases the high-temperature solubility of Be, thereby retaining sufficient solute for subsequent precipitation. This dual effect results in a notably higher precipitate density and a refined average size compared to binary Cu-Be alloys. Furthermore, Ni facilitates the formation of thermodynamically stable NiBe phases with inherent resistance to grain boundary segregation, while Mg occupies boundary vacancies and reduces vacancy concentration. Their synergistic effect effectively suppresses Be segregation and discontinuous precipitation, leading to a more uniform intragranular precipitate distribution than in binary Cu-Be alloys.
The strengthening mechanisms of Cu-Be alloys mainly include39: precipitation strengthening (\(\Delta {\sigma }_{{oro}}\)), dislocation strengthening (\(\Delta {\sigma }_{d}\)), sub-grain strengthening (\(\Delta {\sigma }_{g}\)), and solid solution strengthening (\(\Delta {\sigma }_{s}\)). The contribution of each strengthening mechanism to the yield strength can be calculated by the following formula 24,25,51:
where \({\sigma }_{0}\) is the intrinsic lattice strength of copper, taken as 60 MPa53, \({\sigma }_{{oro}}\), \({\sigma }_{d}\), \({\sigma }_{g}\) and \({\sigma }_{s}\) represent the contributions of precipitation strengthening, dislocation strengthening, sub-grain strengthening, and solid solution strengthening to the yield strength, respectively. As shown in Table 9, the theoretical calculations agreed well with experimental yield strengths, exhibiting less than 8% deviation (calculation details provided in Supplementary Material Part 5). The dominant strengthening mechanisms in all three alloys were dislocation strengthening and precipitation strengthening. In the binary Cu-Be alloy, the limited number of intragranular continuous precipitates resulted in weak precipitation strengthening, which contributed less than dislocation strengthening. In contrast, the machine learning-designed Cu-1.47Be-0.62Ni and Cu-1.47Be-0.62Ni-0.1Mg alloys exhibited significantly enhanced precipitation strengthening effects through optimized Ni/Mg additions that improved both precipitate density and distribution. This significantly enhanced precipitation strengthening serves as the major factor behind the substantial improvement in strength.
The electrical conductivity of copper alloys is fundamentally determined by solute atom concentration, precipitate morphology, and crystal defect density25,55,56. Increased solute atom concentration, coarsened precipitates, and defects all contribute to reduced conductivity. In the Cu-1.47Be-0.62Ni-0.1Mg alloy, the addition of Mg introduces more pronounced lattice distortion compared to its Mg-free counterpart, which leads to a degradation in electrical conductivity. Nevertheless, this adverse effect is compensated by Mg’s ability to refine the precipitate microstructure, thereby restricting the overall conductivity loss to approximately 1.4%. However, with a further increase in Mg content, more pronounced lattice distortion occurs in the matrix, leading to a greater decrease in conductivity (3.8%) in the Cu-1.47Be-0.62Ni-0.2Mg alloy.
The stress relaxation resistance of Cu-Be alloys is governed by multiple microstructural factors including precipitate distribution, grain size, crystalline defects, and discontinuous precipitation morphology57,58,59. This relaxation fundamentally arises from dislocation motion under thermomechanical coupling, which converts elastic into plastic deformation21,59, as evidenced by the slip traces in Fig. 722. Therefore, the key to improving stress relaxation resistance lies in impeding dislocation motion, which can be effectively achieved through finely dispersed precipitates that enhance high-temperature mechanical properties. The stress relaxation process occurs in two stages22,58: Initially, Thermomechanical coupling first drives rapid dislocation glide and annihilation, which causes a swift stress drop. Subsequently, precipitates and solute atoms pin dislocations, suppress migration, and promote microstructural stabilization, leading to steady-state relaxation.
Figure 12 shows the significantly different stress relaxation mechanisms between the Cu-Be and Cu-Be-Ni-Mg alloys. The binary Cu-Be alloy exhibits predominant discontinuous grain boundary precipitation. These coarse incoherent precipitates promote vacancy formation and reduce barriers to dislocation glide, degrading stress relaxation resistance60,61. During relaxation, dislocation annihilation lowers dislocation density, while grain boundary migration induces recrystallization (Figs. 9a–c and 12a). Meanwhile, thermally driven Be diffusion further promotes inward growth of discontinuous precipitates (Fig. 5a3–a4).

a Cu-Be alloy; b Cu-Be-Ni-Mg alloy.
In the Cu-Be-Ni-Mg alloys, the incorporation of Ni and Mg facilitates continuous precipitation of the γ’-NiBe phase within grains. These finely dispersed phases effectively pin dislocations and inhibit boundary migration, thereby enhancing microstructural stability55. Furthermore, Mg atoms reduce the vacancy concentration and form Cottrell atmospheres that strongly drag dislocations31 (See Supplementary Material Part 4.6 for details). As a result, the Cu-Be-Ni-Mg alloys undergo only minor recovery and no notable recrystallization during stress relaxation, which provides excellent resistance at 200 °C.
In conclusion, by adopting a machine learning-guided design strategy, a novel Cu-1.47Be-0.62Ni-0.1Mg alloy with low cost and high performance was developed. It exhibits a tensile strength of 1350 MPa, an electrical conductivity of 29.2% IACS, and a stress relaxation rate of 8.5% (200 °C, 20 h). Compared to the conventional C17200 alloy, the new alloy offers comparable strength (1350 vs. 1378 MPa) while achieving a 26% improvement in electrical conductivity, a 53% enhancement in stress relaxation resistance, and a 18% reduction in cost. The addition of Ni and Mg elements results in a remarkable improvement in the comprehensive performance of the Cu-Be-Ni-Mg alloy through multiple coupled mechanisms. Ni and Mg co-regulate the solid solubility of Be, which increases the volume fraction of strengthening precipitates. Simultaneously, Ni promotes the intragranular precipitation of nanoscale NiBe phases, while Mg segregates at grain and phase boundaries, effectively suppressing the grain-boundary segregation of Be and stabilizing the precipitate size. Furthermore, by consuming excess vacancies, Mg elevates the diffusion activation energy of Be and strongly inhibits its migration toward grain boundaries. This study proposes a novel multicomponent microalloying design strategy based on the quaternary synergistic mechanism of “elemental solubility optimization + directed precipitation + interfacial solute segregation + grain-boundary vacancy depletion”, offering new insights for the development of structural-functional integrated alloys for extreme service conditions.
Methods
Enhanced database construction
In this study, a combination of literature review and experimental testing was employed to compile 36 datasets on Cu-Be alloys with various compositions, all in the peak-aged condition. The collected properties include UTS, EC, and SRR, as detailed in Tables S1–S6. The stress relaxation resistance was evaluated by measuring the stress relaxation rate after exposure at 200 °C for 20 h, with an initial stress set at 80% of the yield strength. All samples were processed via “solution + aging treatment “ without cold deformation.
To enhance both the data quality and the generalization capability of the machine learning model, Gaussian noise was introduced to the alloy-composition data in the original dataset. This approach simulates the compositional fluctuations inherent in real-world samples while simultaneously expanding the dataset size, thereby improving the model’s generalization capability. The formula for generating the augmented data is as follows:
where \(x\) denotes the original sample composition, \({x}_{{aug}}\) represents the augmented sample composition, \(\sigma\) is the standard deviation of the Gaussian noise (set to 0.01, 0.001, and 0.001 for strength, electrical conductivity, and stress relaxation rate data, respectively), and \(\varepsilon\) is a random variable following the standard normal distribution N(0,1). The datasets used for model training and testing are provided in Tables S1–S6.
Acquisition of key characteristic factors
Thirty types of information related to atoms, electrons, and energy were extracted from the Inorganic Crystal Structure Database (ICSD) (Table S7). The alloy-composition data were then subjected to feature reconstruction using Eqs. (2)-(3), resulting in the construction of a feature set containing 60 features with clear physical meanings. The specific method is as follows:
where \({f}_{m}\) and \({f}_{v}\) represent the average and variance features of the alloy, respectively; \({c}_{i}\) denotes the mass fraction of the i-th alloying element; and \({a}_{i}\) is the characteristic parameter of the i-th alloying element. Subsequently, three-step feature screening methods, including correlation screening, recursive elimination, and exhaustive screening, were employed to filter out the key alloy factors.
The first step was correlation screening to rapidly remove redundant features. The Pearson correlation coefficient (r) was computed between every pair of features. If the absolute value of \(r\) exceeded a threshold (0.9 for the UTS model and EC model, and 0.85 for the SRR model), the features were considered highly correlated, indicating redundant information. The feature with a stronger relationship to the target alloy property was retained. The Pearson correlation coefficient is calculated as follows:
where \({{x}}_{{i}}\) and \({y}_{i}\) represent the values of two distinct alloy feature factors in the i-th sample, and\(\,{x}_{m}\) and\(\,{y}_{m}\) denote the mean values of these two feature factors across all training set samples.
The second step employed recursive feature elimination. The process commenced with a feature set comprising n initial descriptors. In each iteration, one feature was sequentially removed from the current set, and a Random Forest Regression (RFR) model was built using the remaining n-1 features, with the feature descriptors as inputs and the target alloy property as the output. The impact of removing each feature was quantified by evaluating the resulting model error. This feature screening process was repeated iteratively, reducing the feature dimensionality by one in each iteration, until the model error reached a global minimum. Ultimately, a feature subset with optimal predictive performance was obtained.
Subsequently, an exhaustive screening was performed on all possible combinations of the features retained after recursive elimination. The key factors exerting the most substantial influence on the alloy properties were identified by comparing the predictive errors of the models built from these combinations. Ten-fold cross-validation was rigorously applied throughout both the recursive elimination and exhaustive screening phases to robustly assess the prediction error associated with each feature subset. The error metric was calculated according to the following formula:
where \({Y}_{pre}\) and \({Y}_{{t}{r}{u}{e}}\) represent the predicted and true values of the model, respectively, and n denotes the number of samples.
Experimental analysis and theoretical calculation
Based on the optimal composition predicted by the model, alloy ingots were prepared using a medium-frequency induction melting furnace. The alloys were processed with a four-high reversing mill. The thermomechanical procedure consisted of: hot rolling at 850 °C (80% reduction), a 60-min solution treatment at the same temperature accompanied by water quenching, and finally cold rolling to a 70% reduction. Vickers hardness testing was conducted using an HV-1000 tester under a 1000 g load applied for 15 s. Each sample received seven indentations, with the mean value calculated and reported. Electrical conductivity was determined at 25 °C using a digital eddy current conductivity meter, and the final value represents the average of five repeated tests. Tensile properties were tested using an MTS810 testing machine. For each condition, three specimens machined according to GB/T 228.1-2021 were tested, and the average value was calculated. Stress relaxation tests were performed according to GB/T 2039-2024 on a tensile testing machine equipped with a high-temperature furnace (±0.5% force error; ±1 °C temperature deviation). The tests were conducted at 200 °C (exceeding the typical service temperature rise of 120–180 °C) for 20 h, with an initial stress set to 80% of the yield strength. The microstructure was observed by a TESCAN-MIRA3 field emission scanning electron microscope SEM and a G20 field emission transmission electron microscope TEM.
Based on density functional theory62, first-principles calculations were carried out with the Vienna ab initio simulation package. Electron–ion interactions were modeled with the projector augmented wave method63 while the Perdew–Burke–Ernzerhof functional under the generalized gradient approximation was adopted to handle exchange-correlation effects64. A plane-wave cutoff energy of 550 eV was used, with convergence thresholds of 1 × 10⁻⁵ eV for total energy and 2 × 10⁻² eV/Å for atomic forces. Integration over the Brillouin zone was performed using a Γ-centered Monkhorst–Pack k-point grid.
Data availability
The main data supporting the results of this study are available within the article and the supplementary material. Additional data related to this work is available on reasonable request.
References
Millett, J. C. F., Whiteman, G., Park, N. T., Case, S. & Appleby-Thomas, G. The effects of heat treatment upon the shock response of a copper-beryllium alloy. Acta Mater. 165, 678–685 (2019).
Zhang, B. et al. Overcoming the trade-off between conductivity and strength in copper alloys through undercooling. Nat. Commun. 16, 4978 (2025).
Wang, C., Fu, H., Jiang, L., Xue, D. & Xie, J. A property-oriented design strategy for high performance copper alloys via machine learning. npj Comput. Mater. 5, 87 (2019).
Zhang, B. et al. Double-peak age strengthening phenomenon and mechanism of Cu–Be–Ni–Co alloys. Mater. Des. 238, 112666 (2024).
Xie, G. L., Wang, Q. S., Mi, X. J., Xiong, B. Q. & Peng, L. J. The precipitation behavior and strengthening of a Cu-2.0wt% Be alloy. Mater. Sci. Eng. A. 558, 3260-–32330 (2012).
Zhou, Y. J., Song, K. X., Xing, J. D. & Zhang, Y. M. Precipitation behavior and properties of aged Cu-0.23be-0.84Co alloy. J. Alloy. Compd. 658, 920–930 (2016).
Kang, J. et al. Discontinuous precipitation in a Cu-10Ni-1Si alloy with ultra-high strength, high shock absorption, and good stress relaxation resistance. J. Alloy. Compd. 934, 167676 (2023).
Jiang, Y. B. et al. Effects of Ni content on microstructure and properties of aged Cu−0.4Be alloy. Trans. Nonferrous Met. Soc. China 31, 679–691 (2021).
Tan, X. F., Gu, Q., Bermingham, M., Mcdonald, S. D. & Nogita, K. Systematic investigation of the effect of Ni concentration in Cu-xNi/Sn couples for high temperature soldering. Acta Mater. 226, 117661 (2022).
Zhang, W. et al. Evolution and strengthening mechanism of metastable precipitates in Cu-2.0 wt% Be alloy. J. Alloy. Compd. 857, 157601 (2021).
Lin, H. R. et al. Stress relaxation behaviors and mechanical properties of precipitation strengthening copper alloys. J. Alloy. Compd. 861, 158537 (2021).
He, S., Jiang, Y., Xie, J., Li, Y. & Yue, L. Effects of Ni content on the cast and solid-solution microstructures of Cu-0.4wt%Be alloys. Int. J. Miner. Metall. Mater. 25, 641–651 (2018).
Lomakin, I., Nigmatullina, A. & Sauvage, X. Nanostructuring of beryllium bronze: contribution of grain boundaries segregation and solid solution. Mater. Lett. 357, 135632 (2024).
Xu, Y. H. et al. The effect of silicon on the microstructure and properties of aged Cu-2.2Ni-0.4Be alloy. J. Alloy. Compd. 909, 164680 (2022).
Tang, Y., Zhu, G., Kang, Y., Yue, L. & Jiao, X. Effect of microstructure on the fatigue crack growth behavior of Cu–Be–Co–Ni alloy. J. Alloy. Compd. 663, 784–795 (2016).
Wui, Q. H. et al. Discovering novel lead-free solder alloy by multi-objective Bayesian active learning with experimental uncertainty. npj Comput. Mater. 11, 10 (2025).
Zhou, Z., Shang, Y., Liu, X. & Yang, Y. A generative deep learning framework for inverse design of compositionally complex bulk metallic glasses. npj Comput. Mater. 9, 15 (2023).
Schmidt, J., Marques, M. R. G., Botti, S. & Marques, M. A. L. Recent advances and applications of machine learning in solid-state materials science. npj Comput. Mater. 5, 83 (2019).
Jia, Y. L. et al. Enhanced thermostability via dislocation-assisted heterogeneous co-precipitation in Cu-Cr-Hf alloy. J. Mater. Sci. 244, 88–101 (2026).
Sun, Y. et al. Ascertaining the deformation accommodation of a novel Ti-652 alloy by tracking the evolution of slip traces and lattice strain. J. Alloy. Compd. 1009, 176874 (2024).
Semboshi, S., Sato, S., Iwase, A. & Takasugi, T. Discontinuous precipitates in age-hardening CuNiSi alloys. Mater. Charact. 115, 39–45 (2016).
Zhang, Y. et al. Study of the stress relaxation resistance and microstructural evolution of a Cu-Ni-Si alloy strip. J. Mater. Res. Technol. 33, 3264–3274 (2024).
Yagmur, L., Duygulu, O. & Aydemir, B. Investigation of metastable γ′ precipitate using HRTEM in aged Cu–Be alloy. Mater. Sci. Eng. A. 528, 4147–4151 (2011).
Zhang, B., Hong, Z., Zhao, H., Yan, N. & Hu, L. Microstructure, precipitation behavior, and properties of quaternary Cu–Be–Co–Ni alloy under electromagnetic levitation. Mater. Sci. Eng. A. 868, 144774 (2023).
Tang, Y., Kang, Y., Yue, L. & Jiao, X. The effect of aging process on the microstructure and mechanical properties of a Cu–Be–Co–Ni alloy. Mater. Des. 85, 332–341 (2015).
Tang, Y., Kang, Y., Yue, L. & Jiao, X. Precipitation behavior of Cu-1.9Be-0.3Ni-0.15Co alloy during aging. Acta Metall. Sin. 28, 307–315 (2015).
Xie, Y. et al. Discontinuous precipitation enables an exceptional cryogenic strength-strain hardening synergy in a heterostructured medium entropy alloy. Acta Mater. 290, 120955 (2025).
Zhou, K., Zhao, Y., Mao, Q., Li, S. & Liu, J. Enhanced mechanical and electrical properties of Cu-Ni-Be alloys through rotary swaging and aging treatment. J. Mater. Sci. Technol. 236, 1–18 (2025).
Luo, W. et al. Precipitation evolution and properties of Cu-15Ni-8Sn alloys via al microalloying during ageing. Rare Met. 43, 5216–5228 (2024).
Robson, J. D., Smith, A. D., Guo, J., Donoghue, J. M. & Davis, A. E. Grain-scale in-situ study of discontinuous precipitation in Mg. Al. Acta Mater. 263, 119497 (2024).
Yang, F. et al. Transfer learning enables the rapid design of single crystal superalloys with superior creep resistances at ultrahigh temperature. npj Comput. Mater. 10, 149 (2024).
Zhang, Z. et al. Effect of trace grain boundary segregation element bismuth on stress relaxation behavior of copper. Mater. Sci. Eng. A. 916, 147345 (2024).
Edalati, K. et al. Influence of dislocation–solute atom interactions and stacking fault energy on grain size of single-phase alloys after severe plastic deformation using high-pressure torsion. Acta Mater. 69, 68–77 (2014).
Rijpstra, K., Van Yperen-De Deyne, A., Neuhausen, J., Van Speybroeck, V. & Cottenier, S. Solution enthalpy of Po and Te in solid lead–bismuth eutectic. J. Nucl. Mater. 450, 287–291 (2014).
Wolverton, C. & Ozoliņš, V. First-principles aluminum database: energetics of binary al alloys and compounds. Phys. Rev. B. 73, 144104 (2006).
Huang, C. Z. et al. Improving resistance to softening and strength of Cu-Fe-Mg-P alloy through inhibition of α-Fe phase growth. Mater. Sci. Eng. A. 931, 148210 (2025).
Minh, N. H. Vacancies in binary alloys: II. Equilibrium concentration of vacancies in alloys with long-range order. Czech. J. Phys. 25, 430–442 (1975).
Lee, D. K. J., Müller, Y. L. & Natarajan, A. R. Modeling the equilibrium vacancy concentration in multi-principal element alloys from first-principles. Acta Mater. 304, 121752 (2025).
Pang, J. et al. Tunable phase structure via silicon addition to achieve high strength and high conductivity Cu-Zr-Si alloy. J. Alloy. Compd. 1024, 180121 (2025).
Wu, D. et al. Effect of mg contents on the precipitates and properties of Cu-Ni-Si-Co alloys after thermomechanical treatment. J. Alloy. Compd. 1044, 184437 (2025).
Huang, H. B. et al. Study on frictional wear and electrochemical corrosion properties of Cu-0.9Be-1.5Ni-0.04Y alloys. Mater. Rep. 39, 24010241 (2025).
Jiang, Y. B. et al. Microstructure evolution and mechanical properties of Cu-0.36Be-0.46Co alloy fabricated by heating-cooling combined mold horizontal continuous casting during cold rolling. Nonferrous Met. Sci. Eng. 30, 958–971 (2020).
Peng, L. J., Xiong, B. Q., Xie, G. L., Wang, Q. S. & Hong, S. B. Precipitation process and its effects on properties of aging Cu–Ni–Be alloy. Rare Met. 32, 332–337 (2013).
Zhang, H., Jiang, Y. B., Xie, J. X., Li, Y. H. & Yue, L. J. Precipitation behavior, microstructure and properties of aged Cu-1.7 wt% Be alloy. J. Alloys Compd. 773, 1121–1130 (2019).
Embury, J. D. & Nicholson, R. B. The nucleation of precipitates: the system Al-Zn-Mg. Acta Metall. 13, 403–417 (1965).
Wang, X., Xiao, Z., Chen, Y. & Li, Z. Suppression of discontinuous precipitation by fe addition in Cu–Ti alloys. Rare Met. 44, 1982–1997 (2024).
Liu, Y. et al. First-principles calculations of strengthening compounds in magnesium alloy: a general review. J. Mater. Sci. Technol. 32, 1222–1231 (2016).
Gorbatov, O. I., Korzhavyi, P. A., Ruban, A. V., Johansson, B. & Gornostyrev, Y. N. Vacancy–solute interactions in ferromagnetic and paramagnetic bcc iron: ab initio calculations. J. Nucl. Mater. 419, 248–255 (2011).
Mridha, S., Choudhury, A. & Subramanian, K. Effect of grain-boundary character on segregation of vacancies: thermodynamic aspects. Phys. Rev. Mater. 7, 113605 (2023).
Wagner, C. Theorie der alterung von niederschlägen durch umlösen (Ostwald-reifung). Ber. Bunsenges. Phys. Chem. 65, 581–591 (1961).
Yin, J. et al. A novel neural network-based alloy design strategy: gated recurrent unit machine learning modeling integrated with orthogonal experiment design and data augmentation. Acta Mater. 243, 118420 (2023).
Li, J. et al. Microstructure evolution and properties of a quaternary Cu-Ni-Co-Si alloy with high strength and conductivity. Mater Sci. Eng. A. 766, 138390 (2019).
Wang, M. et al. Microstructure and properties of Cu-10 wt.%Fe alloy produced by double melt mixed casting and multi-stage thermomechanical treatment. J. Alloys Compd. 820, 153323 (2020).
Ma, M. et al. Developing softening-resistant Cu-Cr alloys and understanding their mechanisms via mechanism-informed interpretable machine learning. J. Mater. Sci. Technol. 229, 252–268 (2025).
Huang, C. Z. et al. Significantly enhanced high-temperature mechanical properties of Cu-Cr-Zn-Zr-Si alloy with stable second phases and grain boundaries. Mater. Des. 233, 112292 (2023).
Du, Y. et al. Influence of trace silicon addition on the strengthening precipitates, mechanical properties and stress relaxation resistance of Cu-Cr alloy. J. Alloy. Compd. 948, 169619 (2023).
Peng, H. et al. Effect of grain size on high-temperature stress relaxation behavior of fine-grained TC4 titanium alloy. Trans. Nonferrous Met. Soc. China 30, 668–677 (2020).
Virtanen, P. & Tiainen, T. Stress relaxation behaviour in bending of high strength copper alloys in the Cu–Ni–Sn system. Mater. Sci. Eng. A. 238, 407–410 (1997).
Barati Rizi, M. H. et al. Analysis of strain hardening behavior of a high-Mn TWIP steel using electron microscopy and cyclic stress relaxation. Acta Mater. 240, 118309 (2022).
Ouyang, G. Y. et al. Design of refractory multi-principal-element alloys for high-temperature applications. npj Comput. Mater. 9, 141 (2023).
Jiang, H. et al. Simultaneously enhancing the strength and electrical conductivity of Cu-Ni-Sn alloy through plastic deformation of an intermetallic compound. Mater. Des. 235, 112445 (2023).
Choi, M. C., Yang, W., Son, Y. W. & Park, S. Y. First principles study of dielectric properties of ferroelectric perovskite oxides with extended Hubbard interactions. npj Comput. Mater. 11, 221 (2025).
Blochl, P. E. Projector augmented-wave method. Phys. Rev. B 50, 17953–17979 (1994).
Perdew, J. P., Burke, K. & Ernzerhof, M. Generalized gradient approximation made simple. Phys. Rev. Lett. 77, 3865–3868 (1996).
Acknowledgements
Yanbin Jiang discloses support for the research of this work from the Advanced Materials-National Science and Technology Major Project [grant number 2025ZD0612100], the National Natural Science Foundation of China [grant numbers 52371038 and U2202255], and the Science and Technology Innovation Program of Hunan Province [grant number 2023RC1019].
Author information
Authors and Affiliations
Contributions
W.C. analyzed and interpreted the experimental data, was the primary writer of the manuscript. H.Z. contributed to data analysis and interpretation. Y.J. supervised the project and participated in manuscript writing. F.T., M.W., and Q.L. assisted with data interpretation and visualization. X.J., Z.Z., and R.Y. carried out the experiments and performed data analysis. Y.Q. polished the English language of the manuscript. Z.L. oversaw the project administration and revised the manuscript. All authors approved the final version.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Chen, W., Zheng, H., Jiang, Y. et al. Data-augmented machine learning design and performance-enhancing quaternary synergistic mechanism of novel Cu-Be alloy. npj Comput Mater 12, 128 (2026). https://doi.org/10.1038/s41524-026-02000-5
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41524-026-02000-5
