
Abstract
This study presents a comprehensive overview of a pioneering 1 million-ton carbon capture, utilization, and storage (CCUS) project implemented in the Qilu Petrochemical Shengli Oilfield in China. The project involved a compression-condensation-purification process and aimed to capture CO2 from the coal gas of the second chemical fertiliser plant of the Qilu Petrochemical Company. Molecular sieves were used to dry the captured CO2, and MellapakPlus™ structured packing was employed for purification. Two novel energy-saving processes were implemented, a lithium bromide refrigerator unit to recover waste heat for cooling and an expansion generator unit to recover pressure energy from the tail gas. The project layout and land area were carefully determined. The consumption of utilities in the capture system was analysed. Furthermore, an economic assessment of the project was conducted. The technical and economic feasibility of this project was confirmed by the findings. The comprehensive energy consumption per unit of the capture process was 2.649 GJ/t CO2, the total investment (excluding tax) for CO2 capture was CNY 380 million (380 CNY/t CO2), the payback period of the project was 9.20 years, and the sales price (excluding tax) of the project was 194.4 CNY/t CO2 at a yield of 8%.
Similar content being viewed by others
Introduction
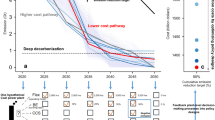
Global warming, which is primarily caused by CO2 emissions, has become increasingly prominent, resulting in frequent extreme weather changes, sea-level rise, crop yield reduction, and a series of serious consequences that harm economic development and society1,2. The concentration of CO2 in the atmosphere steadily increased to a new record of 426 ppm in 2022. To address this issue, policy and technology applications to reduce greenhouse gas emissions are hot topics in the contemporary international community3. CO2 capture, utilization, and storage (CCUS), aims to reduce greenhouse gas emissions and counteract global warming4,5,6a key technology that can efficiently reduce carbon emissions and promote the low-carbon transformation of the global economy, has received significant attention from the international community7,8. China has had the highest CO2 emissions globally since 20069. The Chinese government has promulgated a series of documents, such as the “12th Five-Year Plan for National Carbon Capture, utilization, and Storage Science and Technology Development”, “Notice on Promoting the Experimental Demonstration of Carbon Capture, utilization, and Storage”, and “Innovation Action Plan for Energy Technology Revolution (2016–2030)”, to encourage CCUS technology development10. Chinese President Xi Jinping’s plan to achieve peak carbon emissions by 2030 and carbon neutrality by 2060 at the 75th session of the United Nations General Assembly on September 22, 2020, provides a broad new opportunity for applying and promoting CCUS technology in China. Therefore, China will become a hotspot for the application of CCUS technology, and the research and application of CCUS technology will become an important part of China’s goal of achieving carbon neutrality by 206011.
CCUS technology is one of the most promising methods to reduce greenhouse gas emissions from industrial processes. Achieving deep emission reductions in production processes in the gas, electricity, refining, cement, and steel industries requires the application of CCUS technologies. Renewable power and energy-efficient technologies are essential for China to achieve green development and practice low-carbon development strategies12,13. In the World Energy Technology Outlook 2020 CCUS Special Report, the International Energy Agency (IEA) suggested that to reach net zero emissions by 2070, in addition to energy restructuring, 2.9 billion tons of CO2 that cannot be removed from the industrial and transportation sectors must be stored and consumed using CCUS technology14which is an important way to achieve low-carbon hydrogen production. Furthermore, the IEA noted that hydrogen production facilities from CCUS-modified fossil energy sources are an important source of low-carbon hydrogen, as well as hydrogen production from renewable energy sources using electrolytic water. Currently, seven hydrogen production plants worldwide are retrofitted with CCUS technology, they can produce 400,000 tons of hydrogen per year, which is three times the amount of hydrogen produced by electrolytic cells. In the future, CCUS projects related to the preparation of low-carbon hydrogen will drive a growing amount of carbon capture. An estimated 40% of the world’s low-carbon hydrogen will come from “fossil fuel + CCUS technology” by 207014.
The deployment of advanced technologies such as CCUS is urgently needed, owing to the daunting task of a low-carbon transition. In China, CCUS still has a large funding gap and development potential. Based on the technology development roadmap of the Ministry of Science and Technology, China must establish new regional industries and achieve widespread CCUS deployment by 2050 to reach 800 million tons of annual CO2 utilization and storage15. However, by 2021, China had only approximately 40 CCUS demonstration projects operational or under construction, with a capture capacity of just 3 million tons per year. According to Goldman Sachs, China’s carbon neutrality target of 2060 implies that the cumulative investment opportunity in CCUS technologies will exceed $800 billion by 2060, with annual investments increasing over time16.
China Petroleum & Chemical Corporation, a state-owned mega central enterprise, is actively responding to the national “double carbon” strategy by building green oil and gas fields, increasing carbon control and reduction efforts, and developing and promoting advanced low-carbon, zero-carbon, and carbon-negative technologies, including advanced clean fossil energy utilization, oil and gas production energy-saving, green hydrogen, and CCUS technologies, leading to the low-carbon transformation of China’s energy and chemical industries. In 2022, the China Petroleum & Chemical Corporation completed its first million-ton CCUS project, the Qilu Petrochemical-Shengli Oilfield CCUS project, which serves as a demonstration and benchmark project for the entire CCUS industry.
This project establishes the precedent of building a million-ton CCUS project and high-pressure CO2 pipeline in China and lays the foundation for the large-scale application of CCUS projects in the future. This project is the largest of its kind in China. The demonstration of this CCUS technology will promote the development of CCUS on a large scale in China, significantly enhance China’s carbon emission reduction capacity, establish an “artificial carbon cycle” model, and strongly promote the feasibility of the “double carbon” target. After completion of the project, 1 million tons of CO2 per year can be captured and sequestered, which is equivalent to planting nearly 9 million trees and retiring approximately 600,000 cars from service. Numerous technologies are available to capture CO2, including chemical absorption17,18,19adsorption20membrane separation21and biological methods22. In this study, the adsorption method was selected because of the high CO2 concentration in the mother gas. The CO2 captured by Qilu Petrochemical will be transported to Shengli Oilfield for oil drive, realising the integrated application of CO2 capture, oil drive, and storage; CO2 is then sealed underground and oil is obtained, figuratively “turning waste into treasure”.
System layout and design features
Introduction of the construction scale and capture process
Gas source and compositions
The gas was obtained from the tail gas of the coal gas device of the second chemical fertiliser plant of the Qilu branch company. The raw gas had a high processing capacity, low incoming gas pressure, and high CO2 purity. The compositions of the feed gas and liquified and purified gas are listed in Table 1, and the physical properties of the gases are listed in Table 2.
Construction scale and design principles
This project relied on the tail gas of the coal gas device of the second chemical fertiliser plant of the Qilu branch company to demonstrate CO2 capture technology. The production capacity of CO2 was designed to be 1 million tons per year. Considering the unstable exhaust gas composition, the device was designed to operate smoothly in the range of 60%~105% of the rated production capacity, and the maximum load of the device was designed to be 105% that of the normal scenario. The continuous annual operation time of the device was 8000 h.
The project team and owner unit were fully integrated, and the steam, electricity, circulating water, and other supporting projects required for the capture and purification of 1 million tons per year of CO2 were completed. The supporting engineering labour force and CO2 capture land were obtained to minimise the impact of the CCUS project on Qilu Petrochemical production and engineering investment and provide good construction conditions for the implementation of the CCUS project. The water, electricity, and steam required for this project were connected to the main plant.
Product programs
Product categories
Engineering gas was obtained from the tail gas of a coal gas plant. The main components of the flue gas were CO2 and N2. CO2 capture, compression, drying, and liquefaction were conducted in the second chemical fertiliser plant to obtain liquid CO2 with a purity greater than 99% (mol%).
Actual indicators of product quality
After pressurisation, drying, and liquefaction, the pressure of the product was 1.9 MPa, and the temperature was − 27 °C. The main components of the products are listed in Table 3. The purity of the gas CO2 meets the requirements for on-site geological storage.
Process description
CO2 capture process
A compression-condensation-purification process was used to recover CO2. The CO2 feed gas first entered a compression unit for pressurisation, recovered the waste heat using a lithium bromide cooling water refrigeration unit, and finally entered the dehydration and liquefaction purification system. Liquid CO2 products were obtained via condensation and liquefaction under low-temperature conditions. The qualified liquid CO2 products were stored in tanks.
The production process was divided into compression, liquid purification, refrigeration, and tank storage subprocesses. The CO2 capture process is illustrated in Fig. 1.

CO2 capture process flow chart.
(1) Compression units.
The compressor is a piece of key equipment related to the operation of the entire system, and its stability is essential to the normal operation of the entire system. Currently, most selected compressors are centrifugal, reciprocating, and screw, among others.
The production capacity of the device primarily determines the selection of compressors and is associated with the gas composition and final pressure. Centrifugal compressors are suitable for large-flow conditions and mostly use steam-driven methods. Screw and reciprocating compressors are mostly used in applications with medium- and small-flow gas sources.
Because of the low pressure and large amount of raw material gas used in the project, a centrifugal compressor (MCL706) was selected. A horizontal split-welding casing type was adopted, and the variable-speed adjustment mode was selected. The flow rate was 60%~105%23. Owing to the large shaft power of the centrifugal compressor and the public engineering conditions of the project site, the driving mechanism of the centrifugal compressor in this project adopted a steam turbine. The advantages and disadvantages of the different types of compressors are listed in Table 4, the data of compressor is listed in Table 5.
(2) Liquid purification.
A low-temperature distillation process was selected to liquefy and purify CO2 owing to the high concentration of CO2 in this project. CO2 can be selectively removed without chemicals to obtain dry liquid CO2. The low-temperature distillation process flowchart is shown in Fig. 2.

Flowchart of the low-temperature distillation process.
1) Dry dehydration system
CO2 from the compression unit entered the drying tower for dehydration. The dehydration process adopted a two-tower pre-adsorption process.
Common solid desiccants include lithium oxide, silica gel, molecular sieves, alumina, activated carbon, and composites. Lithium oxide has the advantage of large water absorption but the disadvantages of corrosion, large heat release when absorbing water, and cooling capacity effects. The adsorption capacity of alumina is only 50% that of silica gel. Silica gel is economical, practical, and has suitable adsorption performance; however, after adsorbing a substantial amount of water, this material easily ruptures, its regeneration temperature increases, and its stability is limited for extended periods and repeated uses. Composite desiccants have good hygroscopicity but are unstable and easily deliquescent.
Molecular sieves were used as the adsorption carrier, and the water content in the feed gas was reduced to less than 10 ppm after dehydration. As solid desiccants, molecular sieves perform gas dehydration via adsorption; that is, water molecules are adsorbed on the solid surface. The surface of molecular sieves is cylindrical or capillary; therefore, the adsorption force is concentrated. As the diameter of the capillary pore approximates the diameter of the adsorbed molecule, the condensation force begins to concentrate, which is called capillary condensation. This cohesion is sufficiently high that water can be removed from the airflow when the temperature is above the boiling point and condense into a liquid phase in the capillary pores.
This project used molecular sieves in the two-tower isobaric dewatering process, and the water content of the dewatered raw gas reached ≤ 10ppm.
The data of molecular sieve system are listed in Table 6.
2) Liquefaction system
The gaseous product obtained after pressurised dehydration was cooled to below − 20 °C by a horizontal shell-and-tube liquefier. A cascade configuration was implemented, with each of the three liquefiers equipped with flow, level, and pressure interlock control systems to stabilize feed distribution. The shell-side medium was propylene at temperatures ≤−35 °C, and the tube-side medium was CO2. The evaporation of liquid propylene condensed the feed gas into liquid CO2. After liquefaction, the product was sent to a purification system for further purification.
The data of liquefier are listed in Table 7.
3) Purification system
The gaseous product obtained from the liquefaction system was purified. MellapakPlus™ structured packing (Sulzer, Winterthur, Switzerland), the latest generation of Sulzer structured packing, effectively improved the processing capacity of the packing.
The Height equivalent to a theoretical plate (HETP) of traditional packing is usually 0.4 ~ 0.6 m. When treating gases with high CO2 concentration, the HETP may rise to more than 0.8 m due to the uneven gas-liquid distribution. MellapakPlus™ structured packing in the upper and lower parts of each packing unit, the direction of the ripple gradually approached the vertical direction (as shown in the arc part of Fig. 3), which reduced the pressure drop and shear force of the interaction between the vapour and liquid phases and the possibility of flooding caused by the premature connection of the two packing layers to eliminate the local bottleneck. MellapakPlus™ structured packing improves phase distribution and achieves HETP values of 0.2 ~ 0.3 m, representing a 30 ~ 50% enhancement over traditional packings.
Whereas traditional packings demonstrate pressure drops of 3 ~ 5 mbar/m, MellapakPlus™ structured packing operates at 1.8 ~ 3 mbar/m, achieving 40% pressure drop reduction. This lowers compressor energy consumption and extends packing service life. Through structural innovations (curvilinear corrugations, surface texturing), MellapakPlus™ structured packing delivers 30% higher mass transfer efficiency, 40% reduced pressure drop, and 20% increased capacity compared to standard packings. Performance comparison between MellapakPlus™ and traditional packing are listed in Table 8.
In summary, this material offered higher handling capacity and a lower pressure drop. Other aspects, such as installation method, mechanical strength, and corrosion resistance, exhibited good performance. Designed with the new MellapakPlus™ packing, the column diameter can be significantly reduced. This decrease in column diameter reduces customers’ upfront, one-time investment costs.

MellapakPlus™ regular packing map.
4) Expander
An expansion generator set was used to recover the pressure energy of the tail gas, and the generated electric energy was incorporated into the factory power grid. The expanded, low-temperature tail gas exchanged heat with the raw gas.
5) Fresh air system
The air system was composed of three fans, two of which were in a single case, and a single-blower flow of 20,000 Nm3/h. The noncondensable exhaust gas from the expander was mixed with 40,000 Nm3/h air after heat exchange, entered the exhaust buffer tank, and was transported to the subsequent regenerative catalytic oxidiser (RCO) unit for exhaust gas treatment.
(3) Refrigeration units.
Propylene and lithium bromide refrigeration units have the advantages of low noise, energy savings, and environmental friendliness. This study adopted a set of centrifugal propylene refrigerators and lithium bromide devices.
The propylene chiller provides the necessary cooling capacity for the condensation and liquefaction of CO2. This project involves large-scale processing; thus, steam turbine actuation centrifugal refrigeration units were used. A set of propylene refrigeration units provided propylene refrigerants with different temperatures for the liquefier and purification towers.
An aqueous lithium bromide solution was used as the absorbent, and water was used as the actual refrigerant. The low-boiling-point vaporisation of water in a high-vacuum state was used to absorb heat and achieve refrigeration. The refrigeration cycle involved lithium bromide aqueous solution transitions from dilute to thick state and vice versa, and refrigerant water transitions from liquid to vapour phase and vice versa; two cycles were conducted simultaneously24. The lithium bromide unit used waste heat from the last-stage outlet of the CO2 feed gas compressor to produce low-temperature refrigerant water. The compressed CO2 feed gas was further cooled to 8 °C by low-temperature refrigerant water and sent to the subsequent liquefaction purification unit.
(4) Spherical-tank area and loading units.
Liquid CO2 from the liquefaction and purification units was stored in the corresponding spherical tanks and delivered using a loading crane. The main equipment used in the unit is listed in Table 9.
(5) Integrated optimisation of capture process.
The CO2 capture process used two energy-saving processes. An additional refrigeration unit was used to recover waste heat, reduce the ice machine’s operating load and power consumption, and reduce carbon emissions. An expansion generator set was used to recover the pressure energy of the tail gas, and the generated electric energy was incorporated into the power grid of the factory. The expanded low-temperature tail gas exchanged heat with the raw gas to maintain the balance and stability of the system. The pressure drop across the turbine is 0.7 ~ 1.4 MPa with a corresponding temperature drop of 20 ~ 30 ℃; the recovered power is 17.3 kW and is converted to electrical output. After applying the energy-saving processes, the comprehensive energy consumption of the capture unit was 63.263 kg standard oil/t. According to the “Petrochemical Design Energy Consumption Calculation Standard” (GB/T 50441 − 2016), the converted energy consumption was 2.649 GJ/t CO2.
The utility consumptions of the capture and compression drying parts for each scheme are listed in Table 10. The breakdown of energy consumption is provided in Table 11. The temperature-entropy(T-S) diagram of the process is shown in Fig. 4.

Floor plan of Liquefaction and purification zone.
System flexibility
(1) CO2 purity variation across turndown range.
Within the 60%~80% load range, CO2 purity exhibits a slight increase (99%~99.5%), reduced gas velocity enhances liquid film distribution on packing surfaces, improving mass transfer efficiency and potentially elevating purity above 99.5%. At 80%~105% load, purity remains stable (99%~99.3%). Above 105% load, purity decreases moderately (98.5%~99%).
-
(2)
Control system.
-
The compressor is steam turbine-driven and employs variable-speed control.This control is regulated by signals from the feed gas flow meter and column pressure sensor.
-
The propylene refrigeration unit modulates propylene evaporation pressure based on the CO2 temperature measured at the liquefier outlet. The Lithium Bromide absorption chiller utilizes waste heat recovered from the compressor. Its cooling output is prioritized for the precooling circuit. Under low-load conditions, the unit automatically reduces operating frequency to decrease cooling capacity. This facilitates optimized refrigeration load distribution within the system.
-
An integrated expander-generator unit is implemented for energy recovery. When tail gas flow rates fall below a threshold, the system activates bypass mode. This bypass prevents operation at excessively low power generation efficiency.
-
(3)
Impacts on energy efficiency during low load operation.
-
If compressor efficiency deteriorates, centrifugal compressors become prone to entering the surge zone when operating below 80% load. Under these conditions, efficiency typically decreases by 10–20%. Vent valves are activated as a protective measure against surge.
-
If the Coefficient of Performance of the refrigeration system declines, during partial load operation of the propylene refrigeration unit, the evaporation temperature rises. This causes a decrease in the refrigeration Coefficient of Performance. Consequently, the specific power consumption per unit of cooling capacity increases.
-
The energy consumption share of auxiliary systems (such as circulating water pumps and instrument air) increases. This give rise to in the overall specific energy consumption from 63.263 kg standard oil/t CO2 to a range of 70 ~ 75 kg standard oil/t CO2.
Process characteristics
(1) The specific surface area of the molecular sieve dehydrating agent was higher than that of the traditional process, and the adsorption capacity was larger with better pore size consistency, a better sieving effect, a stronger and more uniform skeleton structure, and higher strength.
(2) CO2 was liquefied and purified by low-temperature distillation. The low-temperature distillation method can remove impurities at a boiling point higher than that of CO2 in a targeted manner. Higher-purity CO2 can be obtained, with the advantages of low energy consumption and environmental protection.
(3) The project integrated energy-saving processes such as expansion generator sets and lithium bromide units to form a new generation of low-cost and low-energy CO2 absorption technology, achieving CO2 purity > 99% and comprehensive capture energy consumption ≤ 2.649 GJ/t CO2.
(4) Using the latest generation of MellapakPlus™ regular packings, the processing capacity of the packing was greatly improved compared to that of the traditional packing.
General arrangement
The capture unit of the Qilu Petrochemical-Shengli Oil Field 1 million tons/year CCUS project was divided into compression, liquefaction, purification, and refrigeration zones, according to functional needs. Production areas were organically connected by roads, which not only met the requirements of firefighting and equipment maintenance but also those of transportation.
The size of the capture unit was 120 m × 60 m, and the liquefaction and purification device covered an area of approximately 45 m × 18 m. The site was surrounded by existing roads with widths of 4 m. The main components of the liquefaction-purification zone included a dehydration unit, a liquefier, a purification tower, and an expander. The equipment, pipelines, instruments, valves, and other facilities in the device were arranged on an entire frame platform. The frame was divided into three layers. This site featured compact equipment, a small floor area, and convenient operating conditions.The Floor plan of Liquefaction and purification zone is shown in Fig. 5.
Site construction made full use of existing roads and considered equipment lifting and maintenance space.
(1) Steam entered the site through an existing pipe corridor on its southern side.
(2) The absorption and regeneration towers were arranged near the existing road, which was convenient for lifting and maintenance.
(3) The road in the field was 4 m wide, and the pipe gallery in the field was arranged along the road.
(4) A permeable wall was set up in the field.

Floor plan of Liquefaction and purification zone.
Consumptions
Electricity: In a normal production process, the main power-consuming equipment includes the pump equipment, compressor, refrigeration unit, chemical process equipment, indoor and plant lighting, heat exchangers, and booster pumps.
Steam is primarily used for the regeneration of solutions and intermittently used in heat exchangers, purification towers, etc.
Circulating water is primarily used for solution cooling, regeneration gas cooling, and compressor interstage cooling.
The public work and main consumption quotas are listed in Table 12.
Health, safety, and environmental protection
Main pollution sources and emissions
The project solution closed the cycle, and all the leaked solutions and condensates were recovered in an underground tank. In normal production, this project does not involve waste liquid and only contains a trace amount of wastewater (approximately 509 tons/year). The exhaust gas produced by this device after CO2 treatment and capture was mainly CO2 and N2 gas, which do not pollute the surrounding environment or produce new occupational hazards.
The noise in this project was primarily caused by power equipment, such as transfer pumps, CO2 compressors, steam turbines, expansion units, refrigeration units, and booster pumps. The list of noisy equipment is presented in Table 13.
Three waste prevention measures
Exhaust gas treatment: The exhaust gases emitted from this unit were CO2 and N2. The emission standard of the project followed GB 16,297 − 2017 “Comprehensive Emission Standard for Air Pollutants”.
Wastewater treatment: The wastewater discharged from this unit primarily came from the compressor booster drainage, and the cleaning water was discharged into the industrial wastewater treatment system. The discharge standard was carried out according to GB 8978 − 2017 “Comprehensive Sewage Discharge Standard”.
Noise prevention and control: Low-noise equipment was used in the design, silencers were installed for noisy gas venting systems, and personal protective equipment was provided for workers entering noisy workplaces.
Safety and health
The material hazards in this project were class A, explosion-proof class II, and AT3. Two types of toxic and harmful substances were produced during production.
(1) Propylene: propylene gas is odourless, colourless, slightly sweet under normal conditions, and flammable; in addition, this gas produces a bright flame when burned, with an explosion limit of 2.4–10.3% in air. Its molecular formula is C3H6, and its molecular weight is 42.08. This molecule is insoluble in water but soluble in ether and ethanol. Propylene is heavier than air and has a density of 1.914 kg/m3 at standard conditions. Propylene inhalation causes a loss of consciousness. Propylene concentrations of 15%, 24%, 35 ~ 40%, and above 40% result in loss of consciousness in 30 min, 3 min, 20 s, and 6 s, respectively. Long-term exposure to this substance can cause dizziness, fatigue, distractedness, and general discomfort. Individuals can also experience gastrointestinal dysfunction. When entering a restricted space, tanks, or other high-concentration area operations, workers should first test and prepare for monitoring; furthermore, restricted spaces should be carefully entered to avoid risks.
(2) CO2: CO2 gas is colourless and odourless under normal conditions; in addition, this gas is soluble in water and has a molecular formula of CO2 and a molecular weight of 44.01. The solubility of this gas is 0.144 g/100 g of water at 25 °C. CO2 is heavier than air, and its density is 1.977 g/L under standard conditions, which is approximately 1.5 times that of air. CO2 is non-toxic; however, this gas cannot support animal respiration and results in suffocation. The typical air content is 0.03% (volume). When the content reaches 10%, breathing will gradually stop, resulting in suffocation. Before entering a place with a high concentration of CO2, a test measurement must first be conducted and entering quickly must be avoided.
Major safety and health precautions
For the static sealing head of the equipment pipeline, an appropriate sealing form and sealing material were selected according to the relevant specifications to prevent poisoning due to leakage, and the pipeline was equipped with a self-absorbing filtering gas mask, a positive pressure respirator, and rescue equipment.
The CO2 and propylene leakage monitoring system primarily employs a dual-method detection approach combining pressure wave analysis and line balance discrepancy. Installed equipment includes: Integrated temperature transmitters, Pressure transducers, Combustible gas detectors with alarms and Motor-operated gate valves.
For the compressor inlet buffer vessel, overpressure triggers atmospheric venting via safety valves (handling non-toxic CO2 saturated vapor). On the discharge pipeline, overpressure activates safety valves diverting releases to the flare system. The entire system employs Emergency Shutdown (ESD)-initiated staged depressurization through PSV valves, with rate control ≤ 0.3 MPa/min to prevent low-temperature brittle fracture.
PHAST-based dispersion modeling quantified the CO₂ asphyxiation hazard (IDLH concentration > 10% v/v) extending 200 m downwind. Regulatory compliance with API 752 mandates a 500 m exclusion zone, ensuring no public receptors exist beyond the site perimeter.
Analysis of the project test sheet
The analytical test parameters are listed in Table 14.
Major safety release facility datasets
The compressor, liquefier, and booster pumps were equipped with safe pressure relief devices. When maintenance is required or a sudden accident occurs, the pressure must be released. The design of safety relief facilities should comply with the relevant provisions of the Code of Practice for Fire Protection in Oil and Gas Engineering Design (GB 50183 − 2015) and the Safety Technical Supervision Regulations for Fixed Pressure Vessels (TSG 21-2016). A safety release datasheet is presented in Table 15.
Estimation of total investment
The total investment reported is the sum of the construction investment, interest, and working capital during the construction period. The total investment for the CO2 capture unit was CNY 380 million. The breakdown of capital expenditure (CAPEX) for each part is presented in Table 16.
Project feasibility analysis
Technical feasibility
The raw materials for this project were obtained from the CO2 tail gas discharged from the coal gasification unit of the second chemical fertiliser plant of the Qilu Petrochemical Company. This unit provides high-quality CO2 resources with high emissions and a purity of up to 90%. The United States successfully implemented a CO2-EOR field test in Oklahoma in 1958, and by the early 1980 s, the number of fields where a field test was implemented had exceeded 30. In 2018, the number of large-scale CO2 capture projects for enhanced oil recovery globally was 23, and the CO2 capture capacity was 4200 × 104 tons/year. Among these projects, 11 projects in the United States had a capture capacity of 2960 × 104 tons/year, accounting for 70%; in Canada, four projects had a capture capacity of 600 × 104 tons/year, accounting for 14.2%; and in China and other developed countries, there was an insignificant gap, with a capture capacity of 440 × 104 tons/year, accounting for 10.4%.
Therefore, the technology used in this study is feasible.
Technological advancement
This project integrates the latest generation of Sulzer gauge packing with a low-energy-consumption CO2 capture process based on traditional CO2 capture technology. The technical advancements are as follows:
(1) The molecular sieve dewatering agent had a higher specific surface area than that of the traditional process, with a larger adsorption capacity, better pore size consistency, a better sieving effect, a more uniform skeleton structure, and higher strength. The latest generation of MellapakPlus™ regular packing was used, significantly improving the processing capacity compared with that of traditional packing.
(2) CO2 was liquefied and purified by low-temperature distillation, which, compared with chemisorption, can remove impurities with boiling points higher than that of CO2 in a targeted manner, thus yielding higher-purity CO2. Low-temperature distillation does not involve chemical reagents, which not only consumes low amounts of energy but is also more environmentally friendly.
(3) The project integrated energy-saving processes, such as expansion generator sets and lithium bromide units, to form a new generation of low-cost and low-energy CO2 absorption process technology, achieving CO2 purity > 99%.
Economic feasibility
This project is an environmental protection project, with certain economic, social, and environmental benefits. When the CO2 sales price (excluding tax) was CNY 180/t, the yield was 0%; when this project’s CO2 sales price (excluding tax) was CNY 194.4/t, the yield was 8%.
A price increase of CNY 20 per tonne elevates the rate of return by at least 5%; when the price reaches CNY 400 per tonne, the return rate attains 58%. Each 10 CNY/t reduction in Operating Expense (OPEX) increases the rate of return by approximately 2.6%. The sensitivity analysis on CO2 price and OPEX are listed in Table 17.
If the demand for carbon dioxide decreases from 10 to 40%, the annual processing volume of carbon dioxide will drop from 900,000 tons to 600,000 tons (reaching the equipment’s minimum operating threshold of 60% capacity utilization). Concurrently, unit costs increased from 11 to 42%, while the expected return rate declined from 3.2% to −7.5%. Notably, losses were incurred when demand reduction exceeded 30%. The impact of CO2 demand fluctuations are listed in Table 18.
When steam costs rise by 20%, the capture cost reaches 196 CNY/t CO2, causing the return rate to drop to 4.1%. In contrast, a 20% reduction in steam cost could increase the rate of return to 11.9%. The impact of electricity cost is relatively minor, as it constitutes only 4.7% of the total cost structure. If carbon trading revenue of 50 CNY/t CO2 is realized, the capture cost could be reduced to 130 CNY/t CO2, pushing the rate of return above 27.7%. Should carbon trading prices reach 100 CNY/t CO2, the return rate would be substantially enhanced to 55.6%. Energy cost fluctuations exert limited influence on project profitability. This is attributed to the stable steam and electricity prices at the project location, which have not experienced significant increases over many years. Sensitivity analysis considering different market conditions of economic evaluation are presented in Table 19.
Currently, domestic industrial-grade CO2 in China is sold for 350 ~ 500 CNY/t CO2; thus, the project can generate economic benefits when CO2 is sold.
Results
(1) This project is the first million-ton CCUS project in China. This project serves as a model for large-scale Chinese CCUS projects.
(2) The project process integrated additional refrigeration units to recover waste heat and expansion generator units to recover tail gas pressure energy to reduce carbon emissions.
(3) The project plan covered an area of 120 m × 60 m.
(4) The comprehensive energy consumption of the capture unit was 2.649 GJ/t CO2. This project reduces the specific energy consumption of large-scale CCUS to below 3.0 GJ/t CO2 (compared to ≥ 3.2 GJ/t for conventional technologies), achieving significantly lower integrated energy intensity than other operational CCUS projects globally, the CO2 capture cost of this project is significantly lower than that of international benchmarks. A comparison of this project with other CCUS projects in energy consumption and cost are provided in Table 20.
(5) Energy consumption and economic analyses were conducted, and the results show that the project is technically feasible and economically viable. The total investment reported for the CO2 capture unit was CNY 380 million (380 CNY/t CO2), when the CO2 sales price was 180 CNY/t, the yield was 0%, and when the CO2 sales price of the project was 194.4 CNY/t, the yield was 8%.
Discussion
This study introduces the background of the construction of China’s first million-ton CO2 capture project, Qilu Petrochemical-Shengli Oil Field, which aims to build China’s first million-ton CO2 capture facility. The project will not only improve Sinopec’s carbon emission reduction capability but also provide richer engineering experience and technical data for the large-scale construction of CCUS projects in China, create a demonstration base and benchmark project for the entire CCUS chain, and promote the industrial utilization of CO2.
Data availability
The datasets used and/or analysed in the current study are available from the corresponding author upon reasonable request.
Abbreviations
- CCUS:
-
Carbon capture, utilization, and storage
- CO2 :
-
Carbon dioxide
- IEA:
-
International Energy Agency
- H2 :
-
Hydrogen
- N2 :
-
Helium
- CO:
-
Carbon monoxide
- CH4 :
-
Methane
- Ar:
-
Argon
- H2S:
-
Hydrogen sulphide
- COS:
-
Carbonyl sulphide
- RCO:
-
Regenerative catalytic oxidiser
- DN:
-
Nominal diameter
- CO2-EOR:
-
Carbon dioxide enhanced oil recovery
- HETP:
-
Height equivalent to a theoretical plate
References
Bai, L. J. et al. Low-energy-consuming CO2 capture by liquid-liquid biphasic absorbents of EMEA/DEEA/PX. Chemical Eng. Journal, 450, 138490 (2022).
Chen, L. et al. Solid waste of fly Ash toward Energy-Efficient CO2 capture. ACS Sustain. Chem. Eng. 11 (22), 8281–8293 (2023).
Li, Q., Cai, B. F., Chen, F., Liu, G. Z. & Liu, C. L. Review of environmental risk assessment methods for carbon dioxide geological storage. Environ. Eng. 37 (2), 13–21 (2019).
English, J. M. & English, K. L. An overview of carbon capture and storage and its potential role in the energy transition. First Break. 40 (4), 35–40 (2022).
Wang, Z., Kong, Y. & Li, W. Review on the development of china’s natural gas industry in the background of carbon neutrality. Nat. Gas Ind. B. 9 (2), 132–140 (2022).
Mabuza, M., Premlall, K. & Daramola, M. O. Modelling and thermodynamic properties of pure CO2 and flue gas sorption data on South African coals using langmuir, freundlich, temkin, and extended Langmuir isotherm models. Int. J. Coal Sci. Technol. 9 (1), 45 (2022).
Yu, Z. W. CCUS under carbon neutral goal. Energy 12, 89–90 (2020).
Qin, J. S., Li, Y. L., Wu, D. B., Weng, H. & Wang, G. F. CCUS global progress and china’s policy suggestions. Petroleum Geol. Recovery Effi. 27 (1), 20–28 (2020).
Zhang, X. The application prospect of CCUS in China under the target of carbon neutrality. China Sustain. Tribune. 12, 22–24 (2020).
Ministry of Science and Technology, China, P. R. & China Agenda 21 Management Center. Technology Roadmap Study on Carbon Capture, Utilization and Storage in China (Science, 2012).
Li, X. C., Li, Q., Bai, B. & Wei, N. The geomechanics of Shenhua carbon dioxide capture and storage(CCS) demonstration project in Ordos basin, China. J. Rock Mech. Geotech. Eng. 8 (6), 948–966 (2016).
Jin, H., Gao, L., Han, W. & Hong, H. Prospect options of CO2 capture technology suitable for China. Energy-The Intermational Jourmal. 35 (11), 4499–4506 (2010).
Zhang, G. D., Li, R. J. & Jing, H. Analysis of carbon capture promoting green water castle peak. Yunnan Chem. Technol. 45 (2), 11–12 (2018).
IEA (International Energy Agency). Energy technology perspectives 2020: Special report on carbon capture utilization and storage–CCUS in clean energy transitions. (2020).
Ministry of Science and Technology, China, P. R. & China Agenda 21 Management Center. Technology Roadmap Study on Carbon Capture, Utilization and Storage in China (Science, 2019).
Goldman Sachs Global Investment Research. Carbonomics: China net zero: The clean tech revolution. (2021).
Chen, S. M., Chen, S. Y., Fei, X., Zhang, Y. C. & Qin, L. Solubility and characterization of CO2 in 40 mass % N-Ethylmonoethanolamine solutions: explorations for an efficient nonaqueous solution. Ind. Eng. Chem. Res. 54 (29), 7212–7218 (2015).
Chen, S. M. et al. W.Kinetics of CO2 absorption in an Ethylethanolamine based solution. Ind. Eng. Chem. Res. 56, 12305–12315 (2017).
Chen, S. M., Chen, S. Y., Zhang, Y. C., Chai, H. & Cui, M. X. Role of SO2 in non-aqueous solution of blended monoethylethanolamine and diethylethanolamine for CO2 capture from power plant flue gas streams. Energy Fuels. 30 (10), 8520–8528 (2016).
Choi, S., Drese, J. H. & Jones, C. W. Adsorbent materials for carbon dioxide capture from large. Anthropogenic Point Sources ChemSusChem. 2 (9), 796–854 (2009).
Basile, A., Iulianelli, A., Gallucci, F. & Morrone, P. Advanced membrane separation processes and technology for carbon dioxide (CO2) capture in power plants-sciencedirect. Developments and innovation in carbon dioxide (CO2) Capture and Storage Technol., 1, 203–242 (2010).
Bai, L. J., Lu, S. J., Qiu, S., Li, J. T. & Chen, S. M. Single-step integrated technology for enhanced CO2 biofixation and efficient lipid extraction in microalgal system including a water-immiscible solvent. Chem. Eng. J., 432, 134374 (2022).
YANG, Y. G., Xing, G. K. & Fan, J. Q. Selection Compressors Used Industrial Refrigerating Syst. Process. Equip. Pip., 54(6),43–46 (2017).
Li, J. Hot water type lithium bromide chiller principle and its common troubleshooting. Coal 022 (005), 35–37 (2013).
Funding
This work was supported by the National Key Research and Development Program (2022YFE0115800), design and molecular mechanism of CO2 phase change absorption-catalytic desorption coupling system (2023KYJD1004), the Special Fund of Jiangsu Province for Scientific and Technological Innovation for Carbon Peak and Neutralit (BE2023852, BE2022613), the Zhejiang Province Scientific and Technological Projects (2023C03156), and the Ningbo City Scientific and Technological Projects (2022Z163).
Author information
Authors and Affiliations
Contributions
Shijian Lu and Fei Yang contributed equally to this work in project management, designed the study, performed the research, calculated the data, and wrote the manuscript. Feng Wang and Junlong Chen planned and performed the research activities. Ling Liu managed the project and planned and performed the research activities. Guojun Kang contributed to project management and planned and performed research activities. Menghan Hou made some revisions to certain parts of this paper. Xulin Yu contributed to the language and structure of the paper. Tingyou Wu contributed to the data, analytical tools and made some revisions to certain parts of this paper, Song Huang and Hao Niu contributed to the data and analytical tools.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Contribution/novelty statement
Shijian Lu and Fei Yang are Co-author and contributed equally to this work. Qilu Petrochemical-Shengli Oilfield is the first million-ton carbon capture, utilization, and storage (CCUS) project in China; This project used two new energy-saving processes to generate electricity, a lithium bromide cooling water unit to recover waste heat for cooling and an expansion generator unit to recover tail gas pressure energy; Low-energy consumption for CO2 capture, with a comprehensive capture energy consumption ≤ 2.649 GJ/t CO2. The project will have significant direct economic, indirect economic, social, and environmental benefits after completion.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Lu, S., Yang, F., Wang, F. et al. Research and design experience of a 1 million tons/year CO2 capture project in the Shengli oilfield of Qilu petrochemical. Sci Rep 15, 29223 (2025). https://doi.org/10.1038/s41598-025-11133-4
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-11133-4
Keywords
This article is cited by
-
Advancements and Challenges in Carbon Capture, Utilization, and Storage (CCUS) with a Special Emphasis on SDG: A Comprehensive Review and Future Prospect in Bangladesh
International Journal of Environmental Research (2026)
-
Structure–property relationships in Zn-substituted CuFe2O4 spinel ferrites
Journal of Materials Science: Materials in Electronics (2026)
-
Advances in eco-efficient and accelerated sol–gel routes for hybrid nanostructures
Journal of Sol-Gel Science and Technology (2026)
