
Abstract
This research presents a pioneering investigation into friction stir processing (FSP) of different aluminum alloys reinforced with silicon nitride powders (Si3N4). By optimizing FSP parameters, such as stir tool profile and cooling medium, this study aims to enhance the microstructure and mechanical properties. The findings of this research contribute to the development of advanced FSP techniques for improving the performance of these alloys in different industries. FSP of three aluminum alloys (1050, 2011, and 6063) reinforced with Si3N4 powders was conducted under different processing parameters was investigated. Tensile tests and hardness evaluations were conducted to assess the mechanical properties. The best combinations of processing parameters were defined using the Taguchi L27 orthogonal array, while a response surface methodology (RSM) with a central composite design of three factors and three levels was employed to develop the relationship between the FSP parameters (material type, pin profile, and cooling rate). The selected outputs included yield strength (YS), ultimate tensile strength (UTS), hardness (Hv), and elongation percentage (El%). An analysis of variance (ANOVA) was conducted to identify the significant process parameters affecting the responses. The results after FSP on Al plates indicate that the optimum UTS and YS values are achieved by performing FSP on 2011 AA with a conical pin profile and under indirect air-cooling. The highest hardness value was obtained under the same conditions but with indirect R-410 A cooling. Conversely, the optimum value of El% was reached by conducting FSP on 1050 AA with a cylindrical pin profile and indirect R-410a cooling. The maximum UTS, YS, El, and HV values are 286 MPa, 167 MPa, 40%, and 118 HV, respectively. Material type (M) was the primary dominant parameter affecting mechanical properties, while the cooling media ranked second.
Similar content being viewed by others

Introduction
Lightweight materials are the core of the aircraft and automobile industry. To investigate the worldwide defined concerns of hazardous, eliminating emissions, and irregular climatic fluctuations, the lightweight industry is important1. To achieve this goal, numerous searches and experiments have been carried out on topics of innovative and cost-effective manufacturing approaches for lighter structure materials. Aluminum (Al) and its alloys’ role in various engineering fields has become bigger due to their variable exceptional properties, like a great strength-to-mass ratio, good electrical conductivity, and adequate ductility2,3,4. Important industries like transportation, aircraft, and automotive consider Al and its alloys as the first choice for producing their different components and products5,6,7,8,9.
Aluminum matrix composites (AMCs) have gained significant attention in various industrial sectors due to their various combinations of strength, lightweight characteristics, and corrosion resistance. The addition of different reinforcement powders to Al alloy surfaces improves properties, such as increased hardness, tensile strength, and, sometimes, corrosion resistance10,11,12,13,14,15,16.
Friction stir processing (FSP) is a novel technique that can be used for the production of AMCs with a refined microstructure and adequate distribution of particles used as reinforcement17,18,19 FSP is a solid-state process that can achieve surface modification by causing high plastic deformation of the parent material and converting its structure into an ultra-fine grain structure. The degree of refinement depends on the type of additional powders (metal or ceramic) added to the metal matrix, and modification occurs only on the metal surface because the surface is only exposed to loads20,21,22 FSP uses a stir tool to mix the particles with the parent metal and convert coarse grains into ultra-fine grains23. The friction between the rotating tool and the metal surface causes heat, which softens the material (this temperature is below the melting temperature of the parent metal), and with the mechanical stirring produced by the tool, the material within the processed zone undergoes great plastic deformation, creating a dynamically recrystallized grain structure24. Large heat of FSP would cause a decrease in the strength of the heat-affected zone or thermo-mechanical affected zone, where the fracture often happens. This fracture occurs due to low dislocation density, precipitate phase dissolution, and grain coarsening. A high cooling rate during FSP could reduce the large heat effect25,26.
XuWF et al.27 investigated the effect of different cooling media (air and water) on the microstructural and mechanical properties of the friction stir welded (FSW) joint of 2029 AA. It was reported that water cooling enhanced the strength and ductility of the FSW joint because of the formation of fine grains, high-density dislocations, and a narrow or lesser precipitate deterioration zone by water cooling.
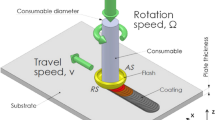
The addition of reinforcement powder to the parent alloy could be done by filling a longitudinal groove parallel to the tool direction during processing or by creating blind holes in the parent metal surface. As mentioned in several previous studies, the variable parameters of friction stir processing (FSP) can be categorized into three classes: machine parameters, stir tool parameters, and cooling parameters. Notably, these studies have not investigated the effect of reinforcement type on the processed alloys. The FSP parameters are illustrated in Fig. 1. Any change of one parameter can produce a different property of the processed material28. Due to the complexity of FSP parameters, the optimization process of these parameters is very difficult. The development of an appropriate model that can predict process responses and their characteristics is very complex and differs from one way to another. Computational and analytical methods, or both experimental and numerical methods, were used for optimizing FSP parameters like the Taguchi approach29,30,31,32,33,34.
Response surface methodology (RSM) could be defined as a combination of mathematical and statistical techniques that drive the relationships between several hermeneutics’ variables and one or more response variables35. It is a sequential procedure that is used to clarify the relationships between several independent variables and dependent responses to optimize the response variable. It is used to detect the optimum conditions for a process or a system to ensure the best responses or results36,37,38,39,40.

FSP variable parameters36.
Despite the large number of researchers who care about advances in the FSP method, the study of FSP parameters on various mechanical and microstructural properties is still in need of further surveys. Zeinelabdeen et al.41 studied the effect of FSP on the 6061 AA surface. In their research, a stir tool with a different rotational rate and fixed traveling speed was used. Corrosion resistance and microhardness of 6061AA alloy were evaluated as a result of the modification in the surface microstructure.
Ali Alavi Nia et al.42. searched the effects of pin geometry, advancing speed, and D/d ratio on the mechanical and microstructural properties of 6061 AA alloy under the FSP. Cylindrical, frustum, and prisms with triangular section, square, and hexagonal cross-section tool profiles were used. Three different traveling speeds and rotational rates were tested. The tensile strength and hardness of 6061 AA alloy were evaluated.
Ananda Kumar et al.43 used Central composite design (CCD) based on the response surface method (RSM) to study the effect of the addition of ceramic boron carbide (B4C) and Al oxide (Al2O3) particles to aluminum alloy. The experiments were done, and the effective process parameters were clarified as tool rotational rate, tool traveling speed, axial force, and reinforcement ratio. Genetic algorithms with RSM regression equations were used as a target function to identify ideal process parameters for the replies.
Tarunika Sharma et al.44. investigated the effect of boron nitride addition on the microstructure and mechanical properties of the 2024 AA surface. An FSP with a fixed travel speed and rotational rate tool was used to manufacture specimens. Tensile strength, hardness, and fatigue strength were measured to prove the enhancement in properties. Ramesh Arwin et al.28 used the FSP to incorporate silicon carbides (SIC) with 7050 AA. In their work, the effect of SIC weight (0 to 1%) on the microstructure and mechanical properties was indicated. Impact strength and hardness were affected by the addition of SIC particles.
Sumit Jain et al.45. conducted friction stir welding (FSW) to join 7075 AA alloy with 6061 AA with the addition of Al2O3 particles. In their work, the process parameters were rotational speed, traverse speed, and volume fraction of Al2O3 particles. A quadratic model was created to predict the responses of microhardness, tensile strength, and elongation% with a confidence level of 95%. Based on the previous review, there is a notable lack of studies investigating the effect of friction stir processing (FSP) parameters on the 2011 AA alloy. While some studies have explored FSP parameters on the 1050 AA alloy, the primary objective of this work is to examine the effect of FSP parameters on the microstructure and properties of (2011 AA, 1050 AA, 6063 AA) alloys, specifically in the context of aluminum matrix composites (AMC). Silicon nitride powders were added to these alloys during processing. The stir tool with different profiles (cylindrical, square, and tapered), and different cooling media (air, water, and R-410a) were considered as process variables. The microstructure and mechanical properties of these alloys were process outputs. Taguchi technique was used to define the optimum configurations, and RSM was used to predict the relationship between process variables and output responses (ultimate tensile strength (UTS), yield strength (Ys), elongation percent (El%), microhardness (HV) to gain optimal process parameters.
Design of experiment
Taguchi method
Taguchi handles quality in two main categories: offline and online stages during production46. The Taguchi method or technique depends on minimizing the variance of the response of interest, while the classical experimental design focuses on the average of the selected response. The ability of the Taguchi method to deal with single-response issues has enabled it to overcome much criticism for its several major limitations. The Taguchi optimization technique contains three main stages: system design, Parameter design, and tolerance design. The Taguchi optimization technique starts with identifying the quality characteristic and its noise factors or test conditions. Furthermore, the specification of the levels of each factor, and the experiment matrix are designed. Then, experiments and analysis of the gained data will be conducted. Finally, the performance of the levels is predicted47. The selection of an orthogonal array (OA) depends on the number of noise factors and their interactions, the number of levels for the selected factors, and the experiment’s cost limitations. As three levels and three factors are taken into consideration, L27 OA was used in this investigation. The factors and levels of each factor are listed in Table 1. The degree of freedom (DOF) for each factor is 2 (No. of levels − 1 = 2) and therefore the total degrees of freedom will be 6 (3* 2 = 6). In general, the DOF of the matrix must be higher than the total DOF of the selected factors. As the DOF of L27 is 26, it would be efficient for the investigation.
Mathematical modelling via response surface methodology (RSM)
Montgomery describes RSM as a set of mathematical and statistical techniques identifying the relationships between multiple explanatory variables and one or more response variables. This methodology is good for examining scenarios where several independent variables affect the dependent variables or responses, intending to optimize the response variable. RSM follows a sequential approach, which is used to identify the optimal operating conditions of a system or to define a range of factor space where the operating specifications meet requirements. In the current study, experimental investigations are structured using DOE method, employing a three-factor, three-level central composite circumscribed (CCC) design. To develop the mathematical model on this study, 20 experiments and three levels were used as shown in the design matrix of different runs as well as the levels of each parameter are demonstrated in Table 2. CCC designs offer high quality predictions over the entire design space and demands factor settings outside the range of the factors in the factorial design. The design consists of a full factorial 23 = 8, plus 6 center points and six-star points (total 20 runs). +1 and − 1 were used as the lower and upper values of the level respectively.
The response surface of FSP was ultimate tensile strength (UTS), yield strength (YS), and elongation percentage (El%). The developed model was used to predict the response (outputs), which clarifies the dominant parameter (Material type (M), pin profile (P), or cooling rate (C) as shown in Table 2. Quadratic and two-way interaction effects of the input process parameters on the mechanical properties were estimated by regression analysis of the data obtained from experiments. The load used to run all 20 experiments on the milling machine was about 5 KN. FSP parameters and levels for experimental design using central composite design are listed in Table 1. Three different Al alloys were used (1050 AA, 2011 AA, 6063 AA), three different profiles of the tool were selected (cylindrical, tapered, and square), and cooling media with varying capacities of cooling were selected (air, water, and R-410a).
Representing the response Y (UTS, YS, and El%), the response is a function of material type (M), pin profile (P), and cooling rate (C), and it can be expressed as Y = f (M, P, C).
The second-order polynomial (regression) equation used to represent the response surface is given by48
Where Y represents the value of the response variable (UTS, YS, EL%, HV), Xi represents the independent variables (Material type (M), Pin profile (P), cooling rate (C)) that are known for each experiment. The parameters bo, bi, and bij are the regression parameters. For all three parameters, the selected polynomial equation could be expressed as: -
where b1, b2 and b3 are linear terms, b12, b13 and b23 are interactive terms, b11, b22, b33 are the quadratic terms of the polynomial and b0, b1, b2, b3, b12, b13, b23, b11, b22, b33 are the least square estimates of true polynomial, representing the response surface. The strength of the respective process parameters and their interactions is represented by these coefficients.
Experimental work
Material selection
Three different aluminum alloys (1050 AA, 6063 AA, and 2011 AA) were selected for experimentation under various processing conditions. Samples measuring 200 × 200 × 8 mm were cut from the selected alloys, with each sample used to conduct four experiments. These alloys’ chemical composition and mechanical properties are presented in Tables 3 and 4.
Silicon nitride (Si3N4) powders of average size equal to about 50 μm, as shown in Fig. 2a, were added as a reinforcement to aluminum alloys to enhance their mechanical properties and refine the grains of alloys.
Friction stir processing
Friction stir processing in this work was carried out on a vertical milling machine. The milling cutter was replaced by a friction stir tool that was fixed in the chuck of the machine. The rotational speed of the tool during processing was selected to be 800 rpm, and the travel speed of the tool was determined to be 10 mm/min. Friction stir experiments were carried out with three different tool profiles. All tools, as shown in Fig. 2b, have an 18 mm shoulder diameter, coupled with a zero tilt angle, which was used to reduce the amount of material flow at the shoulder region51,52. Cylindrical, conical, and square pin profiles with flat surfaces, as shown in Fig. 2c, were selected as the main difference between stir tools.
The pin diameter is 4 mm for the cylindrical profile and 6 mm as the main diameter for the conical profile. The diameter of the cycle that touches the square from the nodes of the sides is 8 mm. The pin length of all profiles is 4 mm.

(a) Si3N4 particles, (b) Tool geometry, and (c) Pin profiles.
Central grooves were made in different aluminum plates. These grooves were done on a peripheral milling machine as seen in Fig. 3a. Each groove has the same length of the FSP pass. These grooves are used for adding silicon carbide. Each groove has a 2 mm width and a 2.5 mm depth as shown in Fig. 3b. The average volume fraction of Si3N4 particles was about 10%. It was calculated by dividing the volume of the groove in the stir zone by the stir zone volume. A steel box covered by a copper plate filled with different cooling media (water and R-410a) was used in contact with the bottom surface of the Al sheet53. Samples from the base metal and FSP were prepared for microstructure evaluation. The specimens were ground using different grit papers with water as a cooling and ethylic alcohol as a cleaning agent between grinding steps. All specimens were polished using standard metallographic methods. The samples underwent etching with Keller’s etchant solution (190 ml H2O, 5 ml HNO3, 3 ml HCl, and 2 ml HF) to prepare for optical microscope (OM) examination.

(a) Cutting powder groovers on the horizontal milling machine; and (b) Sample sketch.
The tensile specimens, measuring 60 mm in length, 6 mm in width, and 2 mm in thickness, were cut according to ASTM E8/E8M, and parallel to the processing direction (FS pass) as shown in Fig. 4 with a wire cutting machine. The tensile test was performed using an INSTRON universal testing machine rated for 20 KN, with a crosshead speed set at 0.5 mm/min, at room temperature. Hardness was assessed using a Vickers hardness testing machine (Zwick-Roel-FV800). The samples were ground to create flat, parallel surfaces suitable for the testing stage. The hardness test adhered to standard procedures: a 300 g load was applied for 15 s through an indenter at a 136° included angle. The average result was calculated from 10 measured readings.

FSP pass schematic.
Results
Signal-to-noise ratio
The SN ratio is evaluated based on the quality of the intended responses. The objective function in this search is maximization of the responses (UTS, YS, El%, HV), so the larger the response, the better the SN ratio is to be evaluated. The formula used for calculating the SN ratio is given below.
The experimental values of the responses (UTS, YS, El%, HV) of the processed specimens under different process parameters (material type, pin profile, cooling medium) are converted into SN ratios as presented in Table 5. The response for the mean and SN ratio values for all levels is calculated and listed in Tables 6 and 7. A larger SN ratio corresponds to a better response. Based on mean and SN ratio values, the optimal level setting for UTS and Ys is M2 P2 C1, while the best setting for El% is M1 P3 C1. The best setting for HV is M2 P3 C3.
Analysis of variance (ANOVA) in Taguchi
The purpose of ANOVA is to identify statistically significant factors. It provides a clear understanding of the extent to which the process parameter influences the response. The ANOVA tables for signal-to-noise ratio are calculated and presented in Tables 8, 9, 10 and 11. The main effects for the mean and SN ratio are shown in Figs. 5 and 6. The F-test is performed to assess the significance of the process parameter. A high F-value indicates that the factor significantly affects the process response. In this investigation, the type of material is a significant factor that plays a crucial role in determining the processed specimen’s UTS, YS, El%, and HV. On the other hand, the cooling medium and pin profile are significant only in the calculation of Ys and HV, respectively.
Where DF - degrees of freedom, Seq SS – sequential sum of squares, Adj MS – adjusted mean square, SS0 – pure sum of squares, F – Fisher ratio.
Regression model results

Main effects plot for mean of (a) UTS, (b) YS, (c) El%, and (d) HV.
The experimental data presented in Table 12 were used to derive the regression model. From these regression models, the effects of friction stir process parameters against the independent variables (Material type (M), Pin profile (P), cooling rate (C)) on the responses (UTS, Ys, El%, and HV) of the friction stir process were evaluated. The independent parameters considered directly affect the generation of frictional heat and cause the plastic flow of the material. It was observed that when the combinations of parameters create either very low or very high frictional heat and material flow, a lower tensile strength is observed. The friction stir process results in the clustering of strengthening precipitates in the stir zone region.

Main effects plot for SN ratio of (a) UTS, (b) YS, (c) El%, and (d) HV.
Effect of FSP parameters on the mathematical model
Figure 7 illustrates the impact of various process parameters (tool profile and cooling rates) on UTS, El, YS, and HV after the friction stir process. The maximum UTS, Ys values in 2011 AA are 286 and 167 MPa, respectively, with an increase of about 22% and 28% compared to as-received, where the maximum UTS and YS in 1050 AA were 115 and 68 MPa, with an increase of about 62% and 107% compared to as-received, but the maximum UTS and YS in 6063 AA are 171, 88 MPa, respectively, with an increase of about 90% and 50% compared to as-received. The increase of UTS and YS is related to the effect of FSP on the microstructural constituents, where FSP highly refines the microstructure.
The maximum hardness value is 118 HV, achieved by processing 2011 AA with a conical pin under indirect R-410a cooling media. This value represents an increase of about 24% compared to the as-received value, while the maximum hardness in 1050 AA is 40 HV, reflecting an increase of approximately 37% over the as-received value. In contrast, the highest hardness value in 6063 AA is 70 HV, with an increase of about 59% from the as-received value. The highest elongation percentage (El%) was observed by using a cylindrical pin on 1050 AA under indirect R-410a cooling media, reaching 40% and showing an increase of approximately 30% compared to its as-received value. All the experimental results (UTS, YS, Hv, and El%) were collected at the 3-D cubic, as shown in Fig. 8. Figure 8a reveals that UTS, ranging from 79 to 176 MPa, could be produced. For instance, a UTS value of 79 MPa can be obtained using 1050 AA processed by a square profile tool and under R-410a cooling media. Conversely, the highest UTS value of 175 MPa can be achieved with 6063 AA processed by a square profile tool and air-cooling medium.

Effects of process parameters on the value of (a) UTS, (b) YS, (c) El%, (d) HV.

Cube graph for (a) UTS, (b) YS, (c) El%, and (d) HV.
Microstructure and SEM analysis
During friction stir processing (FSP), the material in the processed region was heated locally to a high temperature, allowing for significant plastic deformation. This process causes effective mixing of the Si3N4 and redistribution of refined particles throughout the entire shear zone. Deformation primarily occurs at the tool pin interface, moving material from the front to the back. The shoulder of the tool stirs the material, mixing and relocating refined particles beneath it as it moves across the workpiece surface. The process results in dynamic recrystallization and enhanced refinement, yielding fine structures. These fine structures were prevented from coarsening due to rapid cooling by R-410a and water, which guarantees an effective cooling rate54,55,56. Additionally, a two-pass FSP with 100% overlap increases the number of small particles due to the low-temperature severe plastic deformation from the rotating tool. Consequently, very fine precipitates with a uniform distribution form within the stir zone, with the broken particles adopting a more rhombohedral shape57.
Figure 9 presents SEM micrographs illustrating the distribution of Si3N4 particles within the produced aluminum alloys. It indicates that the grains in the FSP zone of the specimen were refined, leading to a significant plastic strain in the stirred zone, where severe plastic deformation was introduced into the workpiece by the rotating pin and shoulder. This process results in a redistribution of Si3N4 particles, which can be attributed to the heat generated by both the tool’s rotation speed and traverse speed, causing considerable dilution of the Si3N4 and aluminum. Achieving a homogeneous distribution of Si3N4 particles is crucial for enhancing the mechanical properties of the aluminum alloy composite (1050 AA, 2011 AA, 6063 AA) with Si3N4. The grain refinement mechanism in all alloys is dynamic recrystallization.

SEM photograph of grains after processing and addition of Si3N4 powders for: (a-d) for 1050 AA, (e-h) for 2011 AA, and (i-l) for 6063 AA.

SEM and EDS of 1050 AA (a) As-received 1050 AA and (b) FSP with optimal condition.
The EDS of specimens shown in Figs. 10, 11 and 12 confirmed the good powder distribution and revealed rich silicon powders (Si3N4). Good distribution of Si3N4 powders leads to an enhancement of the surface morphology of the intended alloys. The EDS pattern illustrated in the figures indicates that the resulting particles consist of elements such as Si, C, N, Mg, Cu, Mn, Fe, and S. The detection of these elements suggests that the debris contains components from both the tool and the backing plate (e.g., Fe, C). Additionally, the figures prove that elements like Cu, Mg, and Fe are present in the specimens, indicating that the worn particles and debris primarily originate from the tools or backing plate and may be associated with the dissociation of Si3N4. Nonetheless, tool wear debris is unavoidable during FSW/FSP, and it has been observed scattered within the layers of the FSP specimen58,59. As a result of the microstructure change, the mechanical properties of the fabricated surface composites improved. The stress-strain diagrams of some produced alloys are shown in Fig. 13.

SEM and EDS of 2011 AA (a) As-received 2011 AA and (b) FSP with optimal conditions.

SEM and EDS of 6063 AA (a) As-received 6063 AA and (b) FSP with optimal conditions.

Stress-strain graphs for (a) 1050, (b) 2011, and (c) 6063 surface composites.
Checking for adequacy of the model
The ANOVA technique was used to assess the adequacy of the developed model. The results of the second-order response surface model were presented in the form of an analysis of variance. ANOVA results for ultimate tensile strength, yield strength, and percentage elongation are shown in Tables 13, 14, 15 and 16, respectively. If the calculated value of the F-ratio for the developed model is less than the standard F-ratio (from the F-table) value at a 95% confidence level, then the model is deemed adequate within that confidence level. The value of prob > F for the three developed models is less than 0.05 (95% confidence level), which indicates that the model is significant and that the lack of fit is also significant, as desired. All the coefficients were estimated and tested by applying an “F-test” using Design-Expert software to determine their significance at a 95% confidence level. After determining the significant coefficients, the final model was developed to predict the ultimate tensile strength (UTS) Eq. (3), yield strength (YS) Eq. (4), elongation percentage (El%) Eq. (5) and hardness value (HV) Eq. (6) of FSP of selected alloys as given below (coded equation).
Where A denotes material type, B pin profile, and C cooling rate. From the above empirical equations, it is noted that the dominant parameter is material type.
Residual analysis
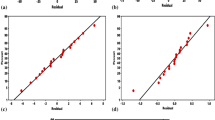
A residual plot was created by plotting the residuals on the vertical axis and the independent variable on the horizontal axis. The quadratic regression could be considered appropriate for the obtained data if the points in a residual plot are randomly dispersed around the horizontal axis. On the other hand, if the points in the residual plot appear to be randomly scattered around zero, the vertical width of the scatter does not seem to increase or decrease across the fitted values, suggesting that the variance in the error term is constant. The normal percentage probability versus residual plots for yield strength, ultimate tensile strength, percentage elongation, and hardness values are shown in Fig. 14, which indicates that the residuals fall on a straight line, meaning that the errors are normally distributed. All the coefficients were calculated and verified by applying the ‘F-test’ using a trial version of Design-Expert software for their significance at a 95% confidence level.

Normal plots of residuals for (a) UTS, (b) YS, (c) El%, and (d) HV.
Conformity experimental tests for the developed models
The validity of the resultant regression equations was verified through experimental work. A conformity test was used to validate the process parameters’ level and check the reliability of the predicted and experimental values. Three test runs were conducted using the same experimental setup of process parameters, but with different values of those parameters. The error percentage was determined for the differences between the experimental and predicted outcomes, Eq. (7).
where, Av = The actual value, Pv = The predicted value.
Table 17 presents a comparison between the experimental data, the predicted values and % Error depending on the input parameters obtained from Eq. 1 to 3 using quadratic RSMs. So, the quadratic models are very useful for predicting the ultimate strength, Yield strength, hardness, and elongation percentage.
Conclusion
In this study, the Al/Si3N4 surface composites were produced by FSP using different tool geometries, cylindrical, square, and conical pin profiles, under different cooling mediums (air, water, R-410a). The Taguchi method and response surface methodology (RSM) were used to develop and analyze the ultimate tensile strength (UTS), percent elongation (El%), and proof strength (PS) of the produced aluminum surface composites (1050/Si3N4, 2011/Si3N4, and 6063/Si3N4) model. Si3N4 particles were added to the surface of these alloys. The Taguchi technique was employed to define the optimum levels of processing parameters (Material type (M), Pin profile (P), Cooling rate (C)), while the central composite design (CCD) in RSM, consisting of three variables, was adopted to develop the mathematical model for predicting the responses (UTS, Ys, El%, and HV) in the experimental study. An analysis of variance (ANOVA) was conducted to evaluate the model. The following points can be concluded:
-
The FSP resulted in a significant breakup of coarse particles and primary aluminum dendrites, creating a homogeneous distribution of Si3N4 particles in the aluminum matrix. Good distribution of Si3N4 powders leads to an enhancement of the surface morphology of the intended alloys. These microstructural modifications significantly improved the tensile properties of the produced composites.
-
The addition of Si3N4 powders to the surface of the base alloys plays a huge role in enhancing the hardness of the fabricated composites.
-
The rapid cooling during FSP prevents grains from coarsening, leading to enhancement of the tensile properties, in particular ductility.
-
The optimum level of settings was found using the Taguchi method. The optimal level setting for UTS and Ys is 2011 AA, conical pin profile, air cooling, while the best setting for El% is 1050 AA, square pin profile, air cooling. The best setting for HV is 2011 AA, square pin profile, and R-410a cooling.
-
Regression models were developed based on the experimental values of yield strength, ultimate tensile strength, and elongation percentage from the friction stir process of different Al alloys. These models can predict the responses with a 95% confidence level.
-
The regression equations detail the effects of operating parameters on yield strength, ultimate tensile strength, hardness, and elongation percentage of the friction stir process. The type of material is the most significant parameter affecting mechanical properties, while the type of cooling medium is the second most important parameter. The cooling media assist in reducing grain growth during FSP.
-
The experimental and predicted values for UTS, Ys, El%, and HV align closely and fall within acceptable limits.
-
The optimum UTS value predicted by the response surface model uses a 2011 AA, a conical pin profile, and air cooling during FSP. Conversely, the optimum Hv value from the response surface model uses a 2011 AA, a conical pin profile, and R-410 as cooling media during FSP.
-
A maximum ultimate tensile strength of 286 MPa, yield strength of 167 MPa, elongation of 40%, and hardness of 118 HV were achieved.
-
The observed values of mechanical properties showcase the promising prospects of Si3N4-reinforced aluminum composites for different industrial applications. The successful integration of Si3N4 reinforcement through Friction Stir Processing (FSP) demonstrates its potential to transform aluminum composite manufacturing, yielding superior mechanical properties that surpass those of conventional materials. This breakthrough opens up new possibilities for creating high-performance aluminum composites that are more durable and reliable, meeting the growing demand from various industries for advanced materials with exceptional characteristics.
Data availability
Data supporting the conclusions are available upon reasonable request from the corresponding author.
References
Senthil Kumar, V. S. & R. K and Evaluation of process parameter of friction stir processing of AA2024-T351 alloy using RSM and GRA. J. Adhes. Sci. Technol. https://doi.org/10.1080/01694243.2023.2270168 (2023).
ShivaKumar, G. N. & Rajamurugan, G. Significance of FSW process parameters and tialite particle reinforcement at the weld zone of AA6082 alloy. Mater. Lett. 353, 135289. https://doi.org/10.1016/J.MATLET.2023.135289 (Dec. 2023).
Xu, S. et al. Equilibrium phase diagram design and structural optimization of SAC/Sn-Pb composite structure solder joint for preferable stress distribution. Mater. Charact. 206, 113389. https://doi.org/10.1016/j.matchar.2023.113389 (2023).
Zhang, S. et al. Preparation and characterization of Sn-3.0Ag-0.5Cu nano-solder paste and assessment of the reliability of joints fabricated by microwave hybrid heating. Mater. Charact. 207, 113512. https://doi.org/10.1016/j.matchar.2023.113512 (2024).
Harwani, D., Badheka, V. & Patel, V. High temperature tensile deformation in single-pass friction stirred AZ31 alloy, International Journal of Lightweight Materials and Manufacture, vol. 6, no. 1, pp. 140–148, Mar. (2023). https://doi.org/10.1016/j.ijlmm.2022.09.003
Ji, R., Liu, Y., Zhang, Y. & Wang, F. Machining performance of silicon carbide ceramic in end electric discharge milling. Int. J. Refract. Met. Hard Mater. 29 (1), 117–122. https://doi.org/10.1016/j.ijrmhm.2010.09.001 (2011).
Liu, J., Xu, J., Paik, K. W., He, P. & Zhang, S. In-situ isothermal aging TEM analysis of a micro cu/enig/sn solder joint for flexible interconnects. J. Mater. Sci. Technol. 169, 42–52. https://doi.org/10.1016/j.jmst.2023.06.020 (2024).
Wang, L. et al. A mixed visco-hyperelastic hydrodynamic lubrication model for water-lubricated rubber bearings. Int. J. Mech. Sci. 286, 109887. https://doi.org/10.1016/j.ijmecsci.2024.109887 (2025).
Yang, M. L., Xu, J. L., Huang, J., Zhang, L. W. & Luo, J. M. Wear resistance of N-Doped CoCrFeNiMn high entropy alloy coating on the Ti-6Al-4V alloy. J. Therm. Spray Technol. 33 (7), 2408–2418. https://doi.org/10.1007/s11666-024-01864-7 (2024).
Mohammed, M. M., Abdullah, M. E., Rohim, M. N. M., Kubit, A. & Aghajani Derazkola, H. AA5754–Al2O3 nanocomposite prepared by friction stir processing: microstructural evolution and mechanical performance. J. Manuf. Mater. Process. 8 (2), 58. https://doi.org/10.3390/jmmp8020058 (Mar. 2024).
CHEN, Y. et al. Corrosion fatigue mechanisms and control technologies in aviation aluminum alloys: A critical review. Chin. J. Aeronaut. 103496. https://doi.org/10.1016/j.cja.2025.103496 (2025).
Guo, P. et al. Mechanical response behavior, constitutive modeling and microstructural evolution of a 7003-T6 al alloy rolled plate under high-speed impact loading. J. Mater. Res. Technol. 36, 2731–2746. https://doi.org/10.1016/j.jmrt.2025.03.264 (2025).
Chi, Y. et al. Comparative study on machinability and surface integrity of γ-TiAl alloy in laser assisted milling. J. Mater. Res. Technol. 33, 3743–3755. https://doi.org/10.1016/j.jmrt.2024.10.028 (2024).
Wang, F. et al. Effect of electropulsing treatment on the microstructure and mechanical properties of Ti6Al4V alloy processed by a hybrid method of directed energy deposition and layer-by-layer ultrasonic impact peening. Mater. Sci. Engineering: A. 908, 146774. https://doi.org/10.1016/j.msea.2024.146774 (2024).
Liu, X. et al. The ordered orientation gradient ‘sandwich’ texture induced high strength-ductility in AZ31 magnesium alloy. Scr. Mater. 253, 116296. https://doi.org/10.1016/j.scriptamat.2024.116296 (2024).
Ni, Z. L. et al. Simulation of ultrasonic welding of cu/cu joints with an interlayer of Cu nanoparticles. Mater. Today Commun. 39, 109330. https://doi.org/10.1016/j.mtcomm.2024.109330 (2024).
Wu, B. et al. The influence of reinforcement particles friction stir processing on microstructure, mechanical properties, tribological and corrosion behaviors: a review, Sep. 01, Elsevier Editora Ltda. (2022). https://doi.org/10.1016/j.jmrt.2022.07.172
Ning, J. et al. Precipitation behavior and corrosion properties of friction stir welded AA5083 almg alloy after sensitization. Mater. Charact. 199, 112782. https://doi.org/10.1016/j.matchar.2023.112782 (2023).
Gao, W. et al. Improving intergranular cracking and stress corrosion cracking resistance of highly sensitized AA5083 Al-Mg alloy via reversion heat treatment. J. Alloys Compd. 1002, 175538. https://doi.org/10.1016/j.jallcom.2024.175538 (2024).
Mehdi, H. & Mishra, R. S. Modification of microstructure and mechanical properties of AA6082/ZrB2 processed by multipass friction stir processing. J. Mater. Eng. Perform. 32 (1), 285–295. https://doi.org/10.1007/s11665-022-07080-0 (2023).
Fan, T. et al. Nucleation and growth of L12-Al3RE particles in aluminum alloys: A first-principles study. J. Rare Earths. 41 (7), 1116–1126. https://doi.org/10.1016/j.jre.2022.05.018 (2023).
Yu, W. et al. Discovering novel γ-γ′ Pt-Al superalloys via lattice stability in Pt3Al induced by local atomic environment distortion. Acta Mater. 281, 120413. https://doi.org/10.1016/j.actamat.2024.120413 (2024).
Hashmi, A. W. et al. Mechanical properties and microstructure evolution of AA6082/Sic nanocomposite processed by Multi-Pass FSP. Trans. Indian Inst. Met. 75 (8), 2077–2090. https://doi.org/10.1007/s12666-022-02582-w (2022).
Anvari, S. R., Karimzadeh, F. & Enayati, M. H. The effect of friction stir processing on microstructure and mechanical properties of Al6061-T6 aluminium alloy. J. Ultrafine Grained Nanostructured Mater. 56 (1), 11–20. https://doi.org/10.22059/jufgnsm.2023.01.02 (2023).
Singh, V. P., Patel, S. K. & Kuriachen, B. Mechanical and microstructural properties evolutions of various alloys welded through cooling assisted friction-stir welding: A review, Jun. 01, Elsevier Ltd. (2021). https://doi.org/10.1016/j.intermet.2021.107122
Su, Y. et al. Statistical effects of pore features on mechanical properties and fracture behaviors of heterogeneous random porous materials by phase-field modeling. Int. J. Solids Struct. 264, 112098. https://doi.org/10.1016/j.ijsolstr.2022.112098 (2023).
Xu, W. F., Liu, J. H., Chen, D. L., Luan, G. H. & Yao, J. S. Improvements of strength and ductility in aluminum alloy joints via rapid cooling during friction stir welding, Materials Science and Engineering: A, vol. 548, pp. 89–98, Jun. (2012). https://doi.org/10.1016/j.msea.2012.03.094
Arwin, R., Abraham, S., Rajendran, P. & Prakash Shanmugasundaram, R. Reinforcement of SiC Particles on Friction Stir Processing of Aluminium AA7050, Engineering Proceedings, vol. 61, no. 1, (2024). https://doi.org/10.3390/engproc2024061045
Saravanakumar, S. et al. Optimizing friction stir processing parameters for aluminium alloy 2024 reinforced with SiC particles: A Taguchi approach of investigation. J. Mater. Res. Technol. 30, 4847–4855. https://doi.org/10.1016/j.jmrt.2024.04.066 (May 2024).
Zhu, D. et al. Robust macroscale superlubricity in humid air via designing amorphous dlc/crystalline TMDs friction pair. Adv. Funct. Mater. 34, 2316036. https://doi.org/10.1002/adfm.202316036 (Jul. 2024).
Chen, X. et al. Optimizing the strength and ductility of pure aluminum laminate via tailoring coarse/ultrafine grain layer thickness ratio. J. Mater. Res. Technol. 27, 7394–7406. https://doi.org/10.1016/j.jmrt.2023.11.170 (2023).
Zhang, J. et al. Unveiling the mechanical anisotropy and related deformation mechanisms of heterostructured Mg alloy laminate with unique texture feature. J. Alloys Compd. 1010, 177404. https://doi.org/10.1016/j.jallcom.2024.177404 (2025).
Li, P. et al. Acquisition of molecular rolling lubrication by self-curling of graphite nanosheet at cryogenic temperature. Nat. Commun. 15 (1), 5747. https://doi.org/10.1038/s41467-024-49994-4 (2024).
Pei, X., Pei, J., Hou, H. & Zhao, Y. Optimizing casting process using a combination of small data machine learning and phase-field simulations. NPJ Comput. Mater. 11 (1), 27. https://doi.org/10.1038/s41524-025-01524-6 (2025).
Douglas, C. Montgomery - Design and Analysis of Experiments Part 1 (John Wiley, 2001).
Dey, A. & Yodo, N. A systematic survey of FDM process parameter optimization and their influence on part characteristics, Sep. 01, MDPI Multidisciplinary Digital Publishing Institute. (2019). https://doi.org/10.3390/jmmp3030064
Li, F. et al. Fatigue fracture mechanism and life prediction of nickel-based single crystal Superalloy with film cooling holes considering initial manufacturing damage. Int. J. Fatigue. 197, 108902. https://doi.org/10.1016/j.ijfatigue.2025.108902 (2025).
Cao, L. et al. Understanding the influence of high-strength submicron precipitate on the fracture performance of additively-manufactured aluminum alloy. Int. J. Plast. 188, 104306. https://doi.org/10.1016/j.ijplas.2025.104306 (2025).
Zhou, J. et al. Empirical modeling of residual stress profile for multi-axis milling GH4169G. Int. J. Adv. Manuf. Technol. 137 (3), 1405–1420. https://doi.org/10.1007/s00170-025-15257-9 (2025).
Zhao, Y. Stability of phase boundary between L12-Ni3Al phases: A phase field study. Intermetallics (Barking). 144, 107528. https://doi.org/10.1016/j.intermet.2022.107528 (2022).
Zainelabdeen, I. H., Al-Badour, F. A., Adesina, A. Y., Suleiman, R. & Ghaith, F. A. Friction stir surface processing of 6061 aluminum alloy for superior corrosion resistance and enhanced microhardness, International Journal of Lightweight Materials and Manufacture, vol. 6, no. 1, pp. 129–139, Mar. (2023). https://doi.org/10.1016/j.ijlmm.2022.06.004
Nia, A. A. & Amirifar, R. Experimental study of the effects of pin geometry, advancing speed and D/d ratio on the mechanical and microstructural properties of 6061 aluminum alloy under the friction stir processing, Journal of Advanced Joining Processes, vol. 9, Jun. (2024). https://doi.org/10.1016/j.jajp.2024.100205
Mohan, A. C. J. G. S. D. G. and S. S., Predicting the ultimate tensile strength and wear rate of aluminium hybrid surface composites fabricated via friction stir processing using computational methods, J Adhes Sci Technol, vol. 36, no. 16, pp. 1707–1726, Aug. (2022). https://doi.org/10.1080/01694243.2021.1982237
Sharma, T. et al. Boron nitride reinforcement: Revolutionizing aluminum-based composite manufacturing via friction stir process, in E3S Web of Conferences, EDP Sciences, Mar. (2024). https://doi.org/10.1051/e3sconf/202450701029
Jain, S. & Mishra, R. S. Multi-response optimization of friction stir welded reinforced joints of dissimilar aluminum alloys. Trans. Indian Inst. Met. 77 (2), 333–348. https://doi.org/10.1007/s12666-023-03096-9 (2024).
Ross, P. J. Taguchi Techniques for Quality Engineering: Loss Function, Orthogonal Experiments, Parameter and Tolerance Design., 2nd edition. newyork: McGraw-Hill, (1996).
Umanath, K., Palanikumar, K., Sankaradass, V. & Uma, K. Optimizations of friction stir welding process parameters of AA6063 Aluminium alloy by Taguchi technique, in Materials Today: Proceedings, Elsevier Ltd, pp. 4008–4013. (2020). https://doi.org/10.1016/j.matpr.2021.02.539
Rajakumar, S., Muralidharan, C. & Balasubramanian, V. Establishing empirical relationships to predict grain size and tensile strength of friction stir welded AA 6061-T6 aluminium alloy joints. Trans. Nonferrous Met. Soc. China. 20 (10), 1863–1872. https://doi.org/10.1016/S1003-6326(09)60387-3 (2010).
Bharathikanna, R. & Elatharasan, G. An investigation on Microstructures and Mechanical Properties of AA1050 in friction Stir Processing Technique, Advances in Natural and Applied Sciences, vol. 11, no. 8, pp. 316–321, [Online]. (2017). Available: http://www.aensiweb.com/ANAShttp://creativecommons.org/licenses/by/4.0/
Hsu, C. H. Process performance analysis and improvement for the manufacture of 6063 aluminum alloy. Met. (Basel). 10 (5). https://doi.org/10.3390/met10050605 (May 2020).
Zhai, M., Wu, C. & Su, H. Influence of tool Tilt angle on heat transfer and material flow in friction stir welding. J. Manuf. Process. 59, 98–112. https://doi.org/10.1016/j.jmapro.2020.09.038 (2020).
Threadgilll, P. L., Leonard, A. J., Shercliff, H. R. & Withers, P. J. Friction stir welding of aluminium alloys, Maney Publishing. (2009). https://doi.org/10.1179/174328009X411136
Abdel-Aziz, A. I., Aboutaleb, A. S. A., Farahat, A. I. Z. & El-Baradie, Z. M. Effect of friction stir processing parameters on mechanical properties and microstructural evolution for Al-11.4Si-4Cu-0.5Fe,World of Metallurgy (2018).
Taylor, J. A. Iron-Containing intermetallic phases in Al-Si based casting alloys. Procedia Mater. Sci. 1, 19–33. https://doi.org/10.1016/j.mspro.2012.06.004 (2012).
Dinnis, C. M., Taylor, J. A. & Dahle, A. K. As-cast morphology of iron-intermetallics in Al–Si foundry alloys. Scr. Mater. 53 (8), 955–958. https://doi.org/10.1016/j.scriptamat.2005.06.028 (2005).
Singh, H., Kumar, P. & Singh, B. Effect of under surface cooling on tensile strength of friction stir processed aluminium alloy 6082. Asian J. Eng. Appl. Technol. 5 (1), 40–44. https://doi.org/10.51983/ajeat-2016.5.1.767 (May 2016).
Aktarer, S. M. et al. Effect of two-pass friction stir processing on the microstructure and mechanical properties of as-cast binary Al–12Si alloy. Mater. Sci. Engineering: A. 636, 311–319. https://doi.org/10.1016/j.msea.2015.03.111 (2015).
Ghasemi-Kahrizsangi, A. & Kashani-Bozorg, S. F. Microstructure and mechanical properties of steel/tic nano-composite surface layer produced by friction stir processing. Surf. Coat. Technol. 209, 15–22. https://doi.org/10.1016/j.surfcoat.2012.08.005 (2012).
Nami, H., Adgi, H., Sharifitabar, M. & Shamabadi, H. Microstructure and mechanical properties of friction stir welded Al/Mg2Si metal matrix cast composite, Mater Des, vol. 32, no. 2, pp. 976–983, (2011). https://doi.org/10.1016/j.matdes.2010.07.008
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Contributions
Mohamed S. El-Sayed: Methodology, data collection, writing the original draft. Masoud Ibrahim: Methodology, visualization, supervision, writing review and editing, Ahmed I. Abdel-Aziz: Investigation, visualization, supervision, writing final structure.All authors contributed to the study’s conception and design and all authors approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
El-Sayed, M.S., Ibrahim, M. & Abdel-Aziz, A.I. Effect of friction stir processing parameters on mechanical properties of different aluminum alloy plates. Sci Rep 15, 27066 (2025). https://doi.org/10.1038/s41598-025-11948-1
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-11948-1
