
Abstract
To address the issues of missed seeding and seed stem jamming—factors that contribute to unstable performance in Pennisetum hydridum planting device, this study optimize the key components of the pre-cut stem planting device and evaluated its operational performance, thereby improving planting quality. Based on the results of preliminary experiments and discrete element method (DEM) simulation analysis, the critical components of the seed-metering device and their key influencing parameters were identified. Single-factor experiments were conducted to determine the appropriate parameter range. These were followed by a quadratic regression orthogonal rotation combination design for parameter optimization and the development of a response model for influencing factors. Finally, validation tests were performed to assess the effectiveness of the optimized parameters. The parameter optimization revealed that the optimal working parameter combination for the seed-metering device was: seed-cleaning rubber roller rotation speed (A) at 62.2 r/min, seed-filling rubber roller rotation speed (B) at 23 r/min, and conveyor belt operating speed (C) at 0.045 m/s. Under these conditions, the theoretically qualified seeding rate (Y1) reached 92.5%, the missed seeding rate (Y2) was 2.13%, and the reseeding rate (Y3) was 5.37%. Validation experiment confirmed that Y1 = 91.8%, Y2 = 2.5%, Y3 = 5.7%, with a relative error of 0.76%. The single-factor experimental results indicated that as A and B increased, Y1 initially rose and then declined; as C increased, Y1 gradually decreased. The interaction factor analysis of the orthogonal experimental results showed that the order of influence on seeding quality was: A > B > C. The verification tests confirmed the reliability of the optimized parameter scheme, providing both theoretical basis and technical support for improving the operational performance of the Pennisetum hydridum seed-metering equipment.
Similar content being viewed by others


Introduction
Pennisetum hydridum (Pennisetum sinese Roxb)1 is a high-quality forage grass known for its high survival rate, high biomass yield, and strong drought resistance. In addition to its agricultural value, it plays an important ecological role in combating desertification and conserving soil and water resources2,3,4. However, due to the naturally low germination rate of P. hydridum seeds, farmers typically adopt the planting method involving the pre-cutting and planting of seed stems. This manual approach is inefficient, labor-intensive, and presents a major bottleneck to large-scale planting and industrialization. Therefore, developing a seed-metering device tailored to the physical characteristics of pre-cut P. hydridum seed stems is of both economic and ecological significance. Such device would improve planting efficiency, reduce labor costs and expand the application of this species in desert greening.
At present, the research on seed stem crop seeding machinery is mainly focused on the pre-cut seed stem seed-metering device, and some scholars have optimized the structure of these devices. For example, KAMAL KISAN, an Indian research institution, has developed a roller-type automatic seed-metering device that adopts alternating 20° inclined clamp plates to align seed stems, improving the qualified seed-metering rate by 9.66% compared with the original design. However, it is only suitable for small pre-cut seed stems; larger seed stems cannot be accommodated due to the limited size of seed metering groove, which easily leads to blockages in seed conveying pipelines5; Zheng Shuhe et al. designed a roller-type seed-stem metering device with an optimized seed groove structure using elastic padding materials, which enhanced the smoothness and stability of seed metering and increased the qualified metering rate to 93.33%6; Chen Lintao et al. developed a pre-cut seed-metering device featuring a friction-band precision seed-metering mechanism that showed excellent adaptability to various pre-cut seed-stem varieties, achieving the seed filling qualification index of 94.13%7; Naik et al. designed a conveyor-belt-based pre-cut automatic seed-metering device. However, the first-stage belt conveyor exhibited relatively large seed delivery errors, with a qualification rate of only 88%, and the seed protection plate frequently collided with seed stems, causing axillary buds loss8; Scholars such as Ale and Biao Zhang et al.9,10,11 have conducted relevant research and improvements on seed-metering devices, for instance, by adding gravity-based seed cleaning mechanisms or improving the structure of the clamping plate to enhance seed-metering performance, yet issues like seed under-filling persist. Some scholars have also improved the seeding performance by integrating additional functions into the seed-metering device. For example, Gan Fangfang et al.12 designed a pre-cut seed stem compensator Device for cassava planting machinery, could solve the problem that the qualified rate was not high enough and the process of filling and clearing seeds was discontinuous; Li Shangping et al. designed a roller-rake type seed-metering mechanism that removes excess seed stems using a pressure plate and incorporates a self- regulating control system to manage metering pressure and flow, achieving uniform seed distribution13. Other researchers have also conducted extensive studies on efficient seed-metering technologies for seed stem crops14,15,16,17,18,19, but most remain at the technical development stage.
The mechanical and physical characteristics of the P. hydridum stems, such as their external dimensions, density, and surface friction properties, differ significantly from those of other crops propagated through pre-cut stems. As a result, existing seed-metering devices are unable to effectively carry out the seeding operations for pre-cut P. hydridum stems. Therefore, there is an urgent need to develop a specialized pre-cutting seed stem seed-metering device for P. hydridum and to improve its metering performance in order to address key issues such as seed stem jamming, high rates of missed seeding and excessive reseeding. This study is based on the previously developed pre-cut seed-stem sorting, conveying, and seed-metering device for P. hydridum. Through single-factor experiments and a quadratic regression orthogonal rotation combination design, the operational parameters of the device’s key components were optimized. The goal is to enhance the performance of the seed-metering device, achieve efficient and stable seed metering, and provide a technical reference for advancing the mechanized planting of seed stem crops in China.
Materials and methods
Overall structure and key components
Overall structure and working principle
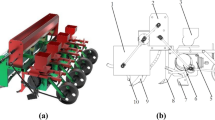
The overall structure of the pre-cut seed-stem seed-metering device for P. hydridum is shown in Fig. 1a. It mainly consists of a seed box, seed-filling rubber roller, conveyor belt, seed-cleaning rubber roller, drive system and support frame. The seed-metering device employs a composite operation mode: seed stems are disturbed and filled by friction from the seed-filling rubber roller, conveyed via the belt, and cleaned by the rotating friction of seed-cleaning rubber roller. The workflow is divided into five zones (see Fig. 1b): zone I (Seed Storage), zone II (Seed Filling), zone III (Seed Cleaning), zone IV (Conveying), zone V (Seeding). During the operation, the pre-cut seed stems are placed laterally into the seed storage box of zone I. The motor drives the active roller to operate the conveyor belt, allowing the seed-filling slots to rotate and engage the seed stems. As the seed stems enter zone II, they are embedded into the slots under the combined effects of the tangential friction from the seed-filling roller, inter-stem pressure, and the slot support force. When reaching zone III, the seed-cleaning rubber roller removes excess seed stems (falling back to zone I) through friction and gravity; a parallel seed-blocking plate above the roller prevents seed stems from rolling back into the seed filling slots. The seed stems are transported to the highest point in zone IV and then enter zone V, where they are finally discharged under the action of gravity. After seed stems are discharged from the seed-metering device, they enter the fluted roller conveying device (see Fig. 1c, which is mainly composed of a brush, a seed-metering fluted roller, and a seed-guiding plate). As the seed-metering fluted roller rotates, the seed stems embed into its grooves, and precision seeding is achieved under the cleaning effect of the brush. Subsequently, the seed stems slide out along the seed guiding plate; with a fixed posture, they are ensured to fall into the furrow created by the furrowing and ridging base directly below, thus completing the seeding operation.

Three-dimensional drawing of the seed-metering device: (a) Overall structure; (b) Working principle; (c) General assembly 3D drawing, with 1. Conveyor belt, 2. Seed box, 3. Seed-cleaning rubber roller, 4. Seed-filling rubber roller, 5. Brush, 6. Seed-metering fluted roller, 7. Seed-guiding plate, 8. Furrowing and ridging base; I . Seed-storage zone, II. Seed-filling zone, III. Seed-cleaning zone, IV. Conveying zone, V. Seeding zone.
Key components and key operational parameters
The seed-metering device completes the metering process through the combined actions of seed-filling rubber roller (for seeds filling), the seed-cleaning rubber roller (for seeds cleaning), and the conveyor belt (for seed stem transport). The force analysis of seed stems during seed filling, clearing, and transporting stages at any given moment (as shown in Fig. 2) reveals that varying the speed of any component—the seed-filling rubber roller, seed-cleaning rubber roller, or conveyor belt—alters the disturbance force and the flow behavior of the seed stems. These changes directly affect the seed-filling and seed-clearing performance, thereby impacting the overall seed-metering efficiency. Therefore, it is determined that the seed-clearing rubber roller, the seed-filling rubber roller, and the conveyor belt are the key components affecting the performance of the P. hydridum seed-metering device.

Force analysis diagram of the seed stem: 1. Seed-filling rubber roller, 2. Seed-cleaning rubber roller, 3. Conveyor belt; (A) Seed-cleaning rubber roller rotation speed, (B) Seed-filling rubber roller rotation speed, (C) Conveyor belt operating speed.
Initial test values (70 r/min for seed-cleaning rubber roller rotation speed, 25 r/min for seed-filling rubber roller rotation speed, and 0.05 m/s for conveyor belt operating speed) for each key operational parameters were established through reviewing relevant references and theoretical analysis of this study. Using these values as midpoints, simulation preliminary tests were conducted at specific gradient. The simulation model is shown in Fig. 3. It can be seen from the simulation-based preliminary tests20 that if the seed-cleaning rubber roller rotates too lowly (below 50 r/min), it fails to effectively remove excess seed stems, while excessively high rotation speeds (above 90 r/min) forcibly dislodge qualified seed stems, reducing the seeding qualification rate. Similarly, insufficient rotation speed (below 17 r/min) of the seed-filling rubber roller leads to untimely seed filling and causes missed seeding, whereas an excessively high speed (above 29 r/min) causes the accumulation of seed stems, resulting in reseeding; The speed of conveyor belt simultaneously affects the performance of both seed-filling and seed-cleaning rubber rollers. Moreover, excessively low speed will severely impair the operational efficiency of the seed-metering device. Therefore, the rotation speed of seed-cleaning and seed-filling rubber rollers, and the operating speed of the conveyor belt are the key operational parameters. With a forward machine speed of 0.8 m/s, based on the results of simulation tests and comprehensive considerations, the recommended parameter ranges for these key components are shown in Table 1.

Simulation model: (a) Discrete element model of seed stem; (b) Model of seeding device.
Experimental device and material
Experimental device and material are shown in Fig. 4. The experimental apparatus was powered by three 6GU-40K variable-speed stepper motors (each with a rated power of 200 W), which drove the chain shafts. Prior to testing, the speed of each chain shaft was calibrated using a DELIXI 880 laser digital tachometer. The test material is the cultivar “Reyan No. 4”21. A total of 200 seed stems with uniform specifications (length: 210mm; average diameter: 19.79 mm; small curvature) were randomly selected for experiments.

Experimental device and material: (a) Experiment bench; (b) Seed stems of P. hydridum.
Experimental factors and evaluation indexes
The experimental factors included the seed-cleaning rubber roller rotation speed (A), the seed-filling rubber roller rotation speed (B) and the conveyor belt operating speed (C). In accordance with the agronomic requirements and with reference to the national standard GB/T6973-2005 “Testing methods of single seed drills (precision drills)”22, the seed-metering qualified rate Y1, the missed seeding rate Y2, and the reseeding rate Y3 were taken as the evaluation indices, and the calculation method as presented in Eq. (1).
where n1 is the total number of holes with 0 seed; n2 is the total number of holes with 1 seed; n3 is the total number of holes with 2 or more seeds; N is the theoretical number of seeding holes.
Experimental plan
Single factor experimental plan
Based on the selected parameter range and experimental design, the factor level gradient for each test factors are shown in Table 2. During the experiment, 200 seed stems were sequentially placed in the seed box. The seed-filling rubber roller, seed-cleaning rubber roller and conveyor belt were driven by independent motors. The testing process was as follows: firstly, the driving motor for the seed-filling and seed-clearing rubber rollers were activated; once the filling area was fully loaded, the conveyor belt motor was engaged to begin transporting seed stems; the seed-metering process was monitored in real time and relevant data were recorded; after all seed stems were discharged, all power units were shut down. Each factor-level combination was repeated three times and labeled for traceability. A high-speed camera continuously recorded the seed seem movement trajectories. Image analysis and data processing were then employed to identify the influence patterns of each parameter on seed-metering performance23,24. The single-factor experiments were conducted to explore the effects of individual parameters on metering performance, determine the optimal parameter ranges, and lay the foundation for the subsequent orthogonal experimental design.
Quadratic regression orthogonal rotational combination experimental plan
In order to further analyze the influence of each parameter on seed-metering performance, a three-factor, five-level quadratic regression orthogonal rotational combination experiment was carried out, on the basis of the results of the single-factor analysis, and following the principles of the Central Composite Design using Design-Expert software25. The experimental procedure was consistent with that of single factor experiments, and the factor levels were shown in Table 3.
Regression fitting analysis of the experimental data was conducted using Design-Expert 12 software26,27,28,29,30 to establish quadratic polynomial regression models. The significance tests were then conducted to evaluate the degree of interaction among the experimental factors and their influence on the performance indicators.
The effects of pairwise interaction among factors A, B and C on response variables Y1, Y2 and Y3 were analyzed by Central Composite response surface method in Design-Expert software By holding one factor at its median level and varying the other two, the response surface diagrams31,32,33,34 illustrating the interaction effects on the evaluation indices were obtained.
Results and discussion
Experimental results and analysis
Single factor experimental results and analysis
According to the single-factor experiment plan, a total of 15 test groups were conducted, with each group replicated three times. The results were averaged as shown below.
As shown in Fig. 5, with the increasing rotation speed of the seed-cleaning rubber roller, the qualified seed-metering rate first rose and then fell. When the rotation speed of the seed-cleaning rubber roller ranged from 50 to 70 r/min, the increase in speed facilitated a dynamic balance in seed-filling zone, effectively preventing the accumulation of seed stems while ensuring the stable filling. The qualified metering rate reached its peak at 70 r/min, accompanied by the lowest missed seeding and a relatively low reseeding rate. When the rotation speed of the seed-cleaning rubber roller exceeded 80 r/min, the excessive centrifugal force caused some previously filled seed stems to be forcibly dislodged. At 90 r/min, the fluidization effect was significantly enhanced, leading to a decline in the qualified metering rate and a simultaneous increase in both the missed seeding and the reseeding rates.

Effect curve of seed-cleaning rubber roller rotation speed on seeding performance indicators: (a) Qualified rate; (b) Missed seeding rate and Reseeding rate.
The results of the single factor experiment on the seed-filling rubber roller speed (Fig. 6) show that the qualified metering rate increased first and then decreased with the increasing roller speed. When the seed-filling rubber roller speed increased within the range of 17 ~ 26 r/min, the agitation effect on the seed stems was enhanced, making it easier for seed stems to enter into the seed-filling slots. As a result, the qualified rate improved—reaching its maximum at 26 r/min—while the missed seeding rate decreased. However, with the improving seed-filling performance, the seed-filling slot was easy to be filled with smaller seed stems, leading to a rise in the reseeding rate. When the seed-filling rubber roller speed exceeded 26 r/min, excessive centrifugal force caused severe accumulation of seed stems, significantly increasing the reseeding rate and decreasing the qualified metering rate.

Effect curve of seed-filling rubber roller rotation speed on seeding performance indicators: (a) Qualified rate; (b) Missed seeding rate and Reseeding rate.
The results of the single factor experiment on conveyor belt operating speed, as shown in Fig. 7, indicate that when the rotation speed of seed-cleaning and seed-filling rubber rollers remained constant, an increase in conveyor belt speed led to a weakening of both seed-filling and seed-cleaning effects, especially the filling performance. Therefore, with the increase of conveyor belt operating speed, the qualified metering rate decreased continuously, while the missed seeding rate greatly increased. Due to the progressively reduced seed-filling effectiveness, fewer seed stems were retained in the filling slots, leading to a gradual decline in the reseeding rate.

Effect curve of conveyor belt operating speed on seeding performance indicators: (a) Qualified rate; (b) Missed seeding rate and Reseeding rate.
Quadratic regression orthogonal rotational combination experiment results
A total of 23 experimental runs were conducted, and the results are shown in Table 4.
Regression model establishment and analysis of variance
Based on the analysis results, the regression models describing the relationships between the qualified seed-metering rate, missed seeding rate, reseeding rate, and the experimental factors were obtained as presented in Eq. (2).
The analysis results of variance are shown in Tables 5, 6 and 7. All regression models exhibited statistically significant goodness of fit (P < 0.05), confirming that the models effectively represent the correlations among the variables. The lack-of-fit test results showed P-values greater than 0.05, indicating that the model did not omit significant factor, and the regression models were well fitted. Reliability analysis (Table 8) further validated the robustness of the models. The coefficients of variation and adjusted coefficients of determination demonstrated that the models can effectively capture the influence patterns of the experimental factors on the performance indicators. Therefore, these regression models can be reliably used to analyze the effects of each factor and to predict the optimal combination of working parameters.
As shown in Table 5, the linear terms for the seed-cleaning rubber roller speed (A) and the seed-filling rubber roller speed (B) had a significant influence on the qualified seed-metering rate (P < 0.05), while the conveyor belt operating speed (C) had no significant influence (P > 0.05). The order of influence of the primary factors was A > B > C. Among the second-order interaction terms, AB exhibited a highly significant influence on the qualified rate (P < 0.01), whereas AC and BC were not significant (P > 0.05). The influence of the interaction terms followed the order of AB > AC > BC.
As shown in Table 6, the linear terms for the seed-filling rubber roller speed (B) and the conveyor belt speed (C) had significant effects on the missed seeding rate (P < 0.05), whereas the seed-cleaning rubber roller speed (A) had no significant influence (P > 0.05). The primary factors influencing the missed seeding rate ranked in the order of C > B > Among the second-order interaction terms, AB and BC had a significant influence on the missed seeding rate (P < 0.05), while AC was not significant (P > 0.05). The order of influence among the interaction terms was AB > BC > AC.
As shown in Table 7, the primary factors affecting the reseeding rate ranked in the order of A > B > C. Among the second-order interaction terms, AB had a significant influence on the reseeding rate (P < 0.05). The influence of the interaction terms ranked as AB > AC > BC.
Response surface analysis
The response surface diagrams illustrating the interaction effects on the evaluation indices as shown in Fig. 8, 9 and 10.
Figure 8 shows the response surfaces illustrating the influence of each interaction factor on the qualified metering rate. As shown in Fig. 8a, the qualified rate decreased with the increase in both seed-cleaning and seed-filling rubber roller rotation speeds. The qualified rate remained at a higher level when both speeds are relatively low. indicating that these two parameters exert a significant influence on the qualified rate. In Fig. 8b, the qualified rate increased first and then decreased as the speeds of seed-cleaning and the seed-filling rubber rollers increase. In Fig. 8c, the qualified rate consistently decreased with the increase in the seed-filling rubber roller speed and the decrease in the conveyor belt speed.

Influence of interactive factors on the qualified rate of seeding: (a) C = 0.04 m/s; (b) B = 26 r/min; (c) A = 70 r/min.
Figure 9 shows the response surface of the influence of each interaction factor on the missed seeding rate. As shown in Fig. 9a, the missed seeding rate increased linearly with increasing seed-cleaning and seed-filling rubber roller rotation speeds, The rate of increase is nearly identical along both axes, showing no obvious difference in their influence on the missed seeding rate. As shown in Fig. 9b, the missed seeding rate increased with the increase in the seed-clearing rubber roller speed and the decrease in the conveyor belt speed. The lowest missed seeding rate was observed when the seed-clearing rubber roller speed was at its minimum and the conveyor belt speed was at its maximum. As shown in Fig. 9c, the missed seeding rate increased with the increase in the seed-filling rubber roller speed and the decrease in the conveyor belt speed.

Influence of interactive factors on missed seeding rate of seeding: (a) C = 0.04 m/s; (b) B = 26 r/min; (c) A = 70 r/min.
Figure 10 shows the response surface plots of the influence of each interaction factor on the reseeding rate. As shown in Fig. 10a, the reseeding rate decreased initially and then increased with the increases in seed-cleaning rubber roller speed and the decreases in the seed-filling rubber roller speed. The lowest re-seeding rate was observed when both speeds were at their minimum values. Figure 10b reveals a similar trend to that in Fig. 10a. The minimum reseeding rate occurred when both speeds were both at intermediate levels. Figure 10c indicates a relatively mild variation in the reseeding rate, with the lowest value occurring when both speeds were low.

Influence of interactive factors on reseeding rate of seeding: (a) C = 0.04 m/s; (b) B = 26 r/min; (c) A = 70 r/min.
Optimization of experimental results
Based on the above experimental results, the optimal working parameters for the seed-metering device were obtained using the optimization module in Design-Expert. The parameter ranges were set as follows: the seed-cleaning rubber roller rotation speed between 60 ~ 80 r/min, the seed-filling rubber roller rotation speed between 23 ~ 29 r/min, and the conveyor belt operating speed between 0.03 ~ 0.05 m/s. Taking the maximum qualified rate and the minimum reseeding and missed seeding rates as the objectives of optimization, the objective function and the factors constraints are defined as presented in Eq. (3).
Based on optimization calculations conducted using the Optimization module in Design-Expert software, the optimal parameter combination was obtained: 62.2 r/min for the seed-cleaning rubber roller rotation speed, 23 r/min for the seed-filling rubber roller rotation speed, and 0.045 m/s for the conveyor belt operating speed. Under these conditions, the qualified rate was 92.5%, the missed seeding rate was 2.13%, and the reseeding rate was 5.127%. To ensure the reliability of the optimization results, experimental validation was carried out under the same conditions.
Bench validation experiment
Consistent with the single-factor test procedure, the bench verification experiment showed that the optimized parameter combination (62.2 r/min for seed-cleaning rubber roller rotation speed, 23 r/min for seed-filling rubber roller rotation speed, and 0.045 m/s for conveyor belt operating speed) resulted in the qualified rate of 91.8%, the missed seeding rate of 2.5%, the reseeding rate of 5.7%, and the effective filling rate of 97.5%. These results closely matched the model predictions, with the relative error of only 0.76% in the qualified rate, indicating the reliability of the optimization results.
Limitations and future prospects of research
Limitations
-
(1)
Limited sample types This study was only conducted on "Reyan No. 4", its physical characteristics may not be fully representative of other varieties, and its generalizability needs to be further verified.
-
(2)
Limitation of working speed Due to the limitations of the working speed of the seed-metering device (such as the optimal conveyor belt operating speed is 0.045 m/s), the efficiency of the planting operation of P. hydridum was limited.
-
(3)
Insufficient automationThis study consisted of purely mechanical structures, lacked automatic control, and thus relied on manual labor.
Future prospects
-
(1)
Multi-variety Adaptive Optimization Extend the experiment to other varieties of P. hydridum, and even to other stem crops (such as sugarcane, cassava, etc.), optimize the structure of the seed-metering device, and enhance the versatility of the equipment.
-
(2)
Improve the functionality of the seed-metering device Design and integrate multiple working modules such as rotary tillage & furrowing, soil covering & film mulching, and fertilization systems to enhance the comprehensiveness of the seed-metering device.
-
(3)
Intelligent control system development Through the deep integration of machine vision-based environmental perception and navigation system positioning, the intelligent path planning and automatic driving of the seeder are achieved.
Conclusions
Single-factor bench tests, response surface optimization tests based on Central Composite Design and bench validation experiments were carried out on the pre-cut stem seed-metering device for P. hydridum. The conclusions are as follows:
-
(1)
Theoretical analysis and preliminary simulation trials identified the key components affecting seeding performance as the seed-cleaning rubber roller, seed-filling rubber roller and conveyor belt. The critical working parameters and their value ranges were determined as follows: seed-cleaning rubber roller rotation speed A = 50 ~ 90 r/min; seed-filling rubber roller rotation speed B = 17 ~ 29 r/min; conveyor belt operating speed C = 0.03 ~ 0.07 m/s.
-
(2)
The single-factor experiment showed that with the increase in the seed-cleaning rubber roller speed, the qualified seed-metering rate first rose and then fell, reaching the maximum value at 70 r/min, where the lowest value of the missed seeding rate appeared and the reseeding rate was lower. Similarly, with the increase in the seed-filling rubber roller speed, the qualified rate first rose and then fell, peaked at 26 r/min, accompanied by a decrease in the missed seeding rate. With the increase in the conveyor belt operating speed, the qualified rate continuously decreased, and the missed seeding rate was increased substantially.
-
(3)
Interaction factor analysis of the orthogonal experiment results showed that the primary factors affecting the qualified rate and reseeding were, in order of significance: the seed-cleaning rubber roller rotation speed A, the seed-filling rubber roller rotation speed B, and the conveyor belt operating speed C. For the missed seeding rate, the order of influence was: the conveyor belt operating speed C, the seed-filling rubber roller rotation speed B, and the seed-cleaning rubber roller rotation speed A.
-
(4)
Parameter optimization was performed using Design-Expert software, the optimal parameter combination was found to be: 62.2 r/min for seed-cleaning rubber roller rotation speed, 23 r/min for seed-filling rubber roller rotation speed, and 0.045m/s for conveyor belt operating speed. Bench verification trials conducted with these optimized parameters yields the qualified rate of 91.8%, the missed seeding rate of 2.5%, the reseeding rate of 5.7%, and the effective seed-filling rate is 97.5%. These results confirm that the optimized pre-cut seed stem seed-metering device meets the operational requirements for seeding performance.
Data availability
The data supporting this study’s findings are available from the corresponding author upon reasonable request.
References
Tan, F. et al. Pennisetum hydridum: A potential energy crop with multiple functions and the current status in China. Bioenergy Res. 15, 850–862 (2022).
He, L., Zhu, Q. L., Wang, Y. W., He, M. X. & Tan, F. R. Advances in research on the comprehensive utilization of a perennial grass Pennisetum Hydridum. Chin. J. App. Environ. Biol. 26, 705–712 (2020).
Tang, Y. L. et al. Treatment and using-up of adsorption wastewater generated from sludgeincineration by Pennisetum Hydridum. Chin. J. Environ. Eng. 19, 160–166 (2025).
Chen, C., Wei, Z., Hu, K. & Wu, Q. Phytoextraction and migration patterns of cadmium in contaminated soils by Pennisetum Hybridum. Plants 12(12), 2321 (2023).
Saengprachatanarug, K. et al. Effect of metering device arrangement to discharge consistency of sugarcane billet planter. Eng. Agric. Environ. Food 11, 139–144 (2018).
Zheng, S. H., Lin, C. S., Ye, D. P. & Liu, B. Sructural optimization of grooved-roller seed metering device for Pennisetumand simulation and experiment of seed metering dynamic. Trans. Chin. Soc. Agric. Eng. 33, 36–43 (2017).
Chen, L. T. et al. Design and test of a seeding mechanism for pre-cut cassava seeding. Trans. Chin. Soc. Agric. Eng. 39, 55–67 (2023).
Naik, R., Annamalai, S. J. K., Nair, N. V. & Prasad, N. R. Studies on mechanisation of planting of sugarcane bud chip settlings raised in protrays. Sugar Tech. 15, 27–35 (2013).
Ale, M. O. & Manuwa, S. I. Design and fabrication of a semi-Automatic cassava planter. Iop Conf. Ser. Earth Environ. Sci. 445, 12002 (2020).
Zhang, B., Wang, J., Yang, X. & Chen, B. A Dem-Mbd based method for regulating transfer flux in the supply and discharge of cane seed particles. Comput. Electron. Agric. 218, 108732 (2024).
Umani, K., Ituen, E. & Fakayode, O. A. Development and testing of a double-action cassava grater with an automated contact plate. J. Food Process. Eng. 43, e13372 (2020).
Gan, F., Liang, Y., Zhang, Y., Li, S. & Ma, F. Design and experiment of seed compensator device for transversal sugarcane planter with seeds pre-cutting. Sugar Tech. 24, 1551–1569 (2022).
Li, S. P., Li, Y., Zhang, B., Wen, C. M. & Li, K. H. Design and experiment on control system of uniform seed seeding of ratoon cane reseeding machine. Trans. Chin. Soc. Agric. Mach. 54, 124–138 (2023).
Zhong, J. Q. et al. Design and experiments of a seed clearing, reseeding and elevating type seedmetering device for sugarcan. Trans. Chin. Soc. Agric. Eng. 39, 43–54 (2023).
He, F. G. et al. Design and simulation test of single-slot cassava seed stalk seeding device. J. Chin. Agric. Mech. 41, 6–12 (2020).
Mou, X. W., Chen, L. T., Ma, X., Xue, J. X. & Xiang, J. S. Design and experiment of spoon chain seed metering mechanism of precutting vibration seed feeding cassava planter. Trans. Chin. Soc. Agric. Mach. 54, 20–31 (2023).
Yang, J. M. Design and Simulation Optimization of Primary Seed Metering Mechanism of Cassava Planter (Guangxi University, 2020).
Su, W., Hong, F. Q., Lai, Q. H., Jia, G. X. & Chen, Z. W. Design and test of pre-cutting and spoon seed-metering device for sugarcane. Trans. Chin. Soc. Agric. Mach. 51, 87–97 (2020).
Wu, F. et al. Optimized design and performance of pre-cutting vibrating sugarcane sett metering device. Sugar Tech. 25, 210–222 (2023).
Liu, J. A. et al. Design of flexible conveyor belt rubber roller combination type pre-cutting seedstem seeding device for Pennisetum hydridum. J. Northeast. Agric. Univ. 55, 290–300 (2024).
Guo, T. L. & Liu, J. H. Biological characteristics and unique cultivation techniques of Reyan No.4 wangcao. J. Anhui Agric. Sci. 48, 34–36 (2020).
GB/T 6973-2005, Testing methods of single seed drills (precision drills). (2005).
Zhang, B. et al. Cotton stalk restitution coefficient determination tests based on the binocular high-speed camera technology. Int. J. Agric. Biol. Eng. 15, 181–189 (2022).
Ma, Z., Han, M., Li, Y., Yu, S. & Chandio, F. A. Comparing kernel damage of different threshing components using high-speed cameras citation. Int. J. Agric. Biol. Eng. 13, 215–219 (2020).
Qin, W. et al. Optimization and test for spraying parameters of cotton defoliant sprayer. Int. J. Agric. Biol. Eng. 9, 63–72 (2016).
Wei, Z. M. et al. Extraction process optimization of flavonoids from quinoa leaves based on Design-Expert regression analysis. J. Hebei Agric. Sci. 23, 101–108 (2019).
Li, X. L. Design and Experimental Study of the Seed Metering Device for American Ginseng (Jilin Agricultural University, 2021).
Wang, W. Design and Experiment Syudy on Key Components of Brassica Chinedsis Orderly Harvester (Jiangsu University, 2022).
Upadhyay, G., Raheman, H. & Dubey, R. Regression models and multi-objective optimization using the genetic algorithm technique for an integrated tillage implement. Agriengineering 7, 121 (2025).
Khan, N., Sutanto, M. H., Khan, I., Khahro, S. H. & Malik, M. A. Optimizing coconut fiber-modified hot mix asphalt for enhanced mechanical performance using response surface methodology. Sci. Rep. 15, 15098 (2025).
Zhang, B. et al. Calibration and test of contact parameters between chopped cotton stalks using response surface methodology. Agriculture 12, 1851 (2022).
Yu, Y. et al. Design and experiment of key components for self-propelled harvester for Chinese cabbage. Sci. Rep. 15, 17007 (2025).
Chai, X. et al. Development of a cleaning fan for a rice combine harvester using computational fluid dynamics and response surface methodology to optimise outlet airflow distribution. Biosyst. Eng. 192, 232–244 (2020).
Askari, M. et al. Applying the response surface methodology (rsm) approach to predict the tractive performance of an agricultural tractor during semi-deep tillage. Agriculture 11(11), 1043 (2021).
Acknowledgements
The authors would like to thank all the funds for their support of this research, and other students for your help during the experimental process of this research.
Funding
This research was funded by the Project of Jiangxi Provincial Key Laboratory of Modern Agricultural Equipment (No. 20242BCC32127), and the Doctoral Research Start-up Fund of Jiangxi Agricultural University—Junan Liu (No. 9232306934).
Author information
Authors and Affiliations
Contributions
Conceptualization, C.L., X.C., Q.X., M.L. and J.L; Data curation, C.L.; Formal analysis, C.L. and Y.Z.; Funding acquisition, X.C. and M.L.; Investigation, C.L., Y.Z., C.Z. and Y.X.; Methodology, C.L., X.C., Q.X., M.L., J.L. and J.Y.; Project administration, Q.X. J.L. and J.Y.; Resources, X.C., M.L., J.L., J.Y. and P.F.; Software, C.L.; Supervision, X.C., Q.X. and J.L.; Validation, C.L.; Visualization, Q.X. and J.L.; Writing—original draft, C.L.; Writing—review and editing, C.L., X.C, Q.X., M.l. and J.L. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Liu, C., Chen, X., Xiong, Q. et al. Parameter optimization of key components in seed-metering device for pre-cut seed stems of Pennisetum hydridum. Sci Rep 15, 31318 (2025). https://doi.org/10.1038/s41598-025-15080-y
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-15080-y
