
Abstract
This investigation presents a comprehensive investigation into the lubricating wear properties of Ag-Mg alloys, focusing on pin-on-disc wear tests conducted under various lubrication conditions, including gear oil, filtered water, and SAE 80w, as well as Vickers hardness testing for material hardness characterization. The researchers employed cutting-edge techniques such as SEM and XRD to meticulously analyze the size, shape, morphology, and composition of the alloys. To establish connections between the coefficient of friction and wear rate data, the study further examines the underlying wear mechanisms using SEM and XRD. An in-depth examination of surface wear characteristics and the identification of tribo-layers provides crucial insights into the material changes during the wear process. In addition to microstructural investigation, tribo-layer thickness evaluation, and phase identification within the layers, the researchers also explored cross-sectional wear aspects. Furthermore, surface profile metry methods were utilized to create detailed 3D surface maps that accurately capture the post-wear test surface changes. To gain a comprehensive understanding of the tribological behavior of Ag-Mg alloys, this research also undertakes a critical comparative analysis of the acquired data with existing literature on Mg alloys. The findings from this study offer valuable knowledge for enhancing the performance of Ag-Mg alloys in engineering applications by addressing wear-related issues.
Similar content being viewed by others
Introduction
Silver (Ag) has a long, illustrious history that dates back thousands of years. It is a shiny, ductile metal with exceptional electrical and thermal conductivity. It is well known for its uses in coinage, jewellery, and electrical conductors. Due to its exceptional reflectivity and antimicrobial properties, it is utilized in mirrors, cameras, and medical equipment. Ag’s exceptional electrical conductivity helps to progress innovative technology, such as electronics and renewable energy systems, in addition to its aesthetic and practical qualities. Wang et al.1, illustrated that the alloy particles are substantially larger than the monometallic gold particles, as determined by both XRD and TEM characterizations, and they become even larger as the amount of Ag increases. Nakatsuji et al.2, reported that Ag has a higher capacity to donate electrons. Głuchowski and Rdzawski3, reported that high mechanical and functional qualities, stability at high temperatures, and pure silver’s excellent electrical conductivity are all desirable qualities for silver alloys meant for industrial use. In addition to having strong resistance to erosion and corrosion, high-temperature tolerance, and the capacity to eliminate electric arcs, silver alloys are used to produce electrical connections. Xiong et al.4, showed that higher cooling rates are made possible by the fast laser scanning speed and high Ag thermal conductivity, which allow the SLM-processed Ag alloy to have a density of up to 96.7% and a hardness of up to 148.9HV. Nisaratanaporn et al.5, proposed that alloying Ag with other elements enhances the material’s performance
Magnesium (Mg), in contrast, is a plentiful lightweight metal with a remarkable strength-to-weight ratio used in numerous structural applications. It is widely employed in the construction, automotive, and aerospace industries. Magnesium alloys’ corrosion resistance and biocompatibility make them valuable for use in medical implants and equipment. Magnesium also helps reduce carbon emissions, improves fuel economy, and lightens the weight of transportation equipment. Schoenitz et al.6, explored Mg for use as a metallic propellant and explosive additive. Jayasathyakawin et al.7, demonstrated that, on average, Mg has a density two-thirds that of aluminium and one-fifth that of steel. Magnesium alloys enhance mechanical qualities and corrosion resistance. Magnesium is the lightest structural metal; its hexagonal lattice structure influences its basic characteristics. Hou et al.8, concluded that Mg alloys’ mechanical properties, such as rigidity and plasticity, are peculiar to bioresorbable polymers. Similarly, Xin et al.9, reported comparable findings in the context of biocompatibility. However, Xue-Nan et al.10, noted that magnesium is prone to high-stress corrosion, influenced by alloying elements and microstructure, with a corrosion rate three times faster than in vitro environments. Chen et al.11, found that magnesium alloys exhibit enhanced formability through grain refinement, while Le12, highlighted their low ductility at room temperature. Panigrahi et al.13, and Feng et al.14, studied rare-earth additions and grain refining to improve mechanical strength.
Frank Witte et al.15, reported that transportation demands have led to the development of magnesium alloys with superior commercial performance. WE43 magnesium alloy offers both creep resistance and stability at high temperatures, with growing use in biomedical implants. Liu et al.16, recommended magnesium-silver (Ag–Mg) alloys as biodegradable implant materials due to their controlled degradation behaviour and tunable mechanical properties. Gran et al.17, examined Ag-Mg solutions and found non-ideal mixing behaviours, while such alloys are also used as dynode materials in electron multipliers due to MgO’s high secondary electron yields.
Silver (Ag) and magnesium (Mg) alloys, including Ag-Mg systems, are increasingly utilized across diverse fields due to their unique properties such as high electrical conductivity, lightweight structure, biocompatibility, and antimicrobial effects. In technology and electronics, Ag-Mg alloys are applied in electrical contacts, dynodes for electron multipliers, and high-conductivity components, benefiting from Ag’s reflectivity and Mg’s lightweight nature for efficient heat dissipation and vibration damping3,18. In medicine, they serve as biodegradable implants and antimicrobial coatings; for instance, Ag-Mg alloys in stents and orthopaedic devices provide controlled degradation and infection resistance, with Mg-based composites like AZ31 reinforced with hydroxyapatite improving biocompatibility and mechanical strength for bone regeneration16. Aviation and space applications leverage their high strength-to-weight ratio for lightweight structural components, such as in aircraft frames and space hardware, where Mg–Ti or Mg–SiC composites offer thermal stability and reduced payload weight. In the military sector, Ag-Mg composites are used in durable hardware for erosion-corrosion resistance, enhancing performance in harsh environments. Automotive applications include wear-resistant parts like friction materials and gearbox components, where Ag-based hybrids improve thermal adsorption and Mg reinforcements reduce vehicle weight for better fuel efficiency29, (Prabhu et al., 2022). These applications highlight the alloys’ versatility, though challenges like corrosion in Mg necessitate reinforcements for optimization. Hence, the present study investigates the lubricating wear phenomena of the Ag-Mg alloy system experimentally which is the need of the hour to identify their potential uses and limitations in the industrial sector.
Materials and methods
Ag-Mg alloy
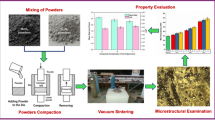
The research investigates the properties and applications of an Ag-Mg alloy, specifically focusing on a composition of Ag-Mg shown in Fig. 1b, consisting of 90% silver and 10% magnesium by weight. By adjusting the fraction of Ag-rich phases, the alloy demonstrates enhanced strength and mechanical qualities, making it suitable for a range of industrial applications. Through detailed analysis, including Vickers hardness testing and electronic structure examination, the alloy’s robustness and structural integrity are evaluated. Furthermore, the study explores the alloy’s behaviour under various lubrication circumstances, indicating its potential in tribological systems where wear resistance is paramount. Scholars like C. Hehrlein et al.19, emphasized the importance of adjusting the fraction of Ag-rich phases in Ag-Mg alloys to strengthen solid solutions and improve mechanical qualities. G. V. Raynor et al.20, highlighted variations in solid solubility limits of Mg alloy systems with decreasing temperature, while A. Gangulee et al.21, confirmed the presence of the CsCl structure in Ag-Mg samples. Additionally, Liu et al.22 concluded that the valence-band electronic structure in ordered Ag-Mg alloys can be accurately described using the one-electron approach. These insights contribute to a deeper understanding of the properties and behavior of Ag-Mg alloys.

(a) Experimental plan. (b) Specimens image.
Comparative assessments of automotive lubricants highlight their promising performance, suggesting applications in automotive engineering. This comprehensive investigation provides valuable insights into the Ag-Mg alloy’s suitability for real-world engineering applications, emphasizing its potential in industries requiring strength, durability, and wear resistance.
Vicker’s hardness test
The Vickers hardness test is a method used to measure the hardness of a material, including metals, ceramics, and composites. It involves applying a controlled force to the material’s surface using a specifically shaped indenter, typically a diamond pyramid with a square base. The test measures the resistance of the material to plastic deformation caused by the indentation of the indent. Mandikos et al.23, utilised Vickers hardness measurements to determine the hardness of composites containing Ag-Mg alloys. Their findings provide valuable information on the mechanical properties of these alloys, aiding in their characterization and application in various industrial contexts. The Vickers hardness test is performed to assess the hardness of a material, which is an important mechanical property indicating its ability to resist deformation, wear, and scratching. This information is crucial for understanding the material’s mechanical behavior and its suitability for various engineering applications.
In the case of the Ag-Mg alloy, the Vickers hardness test was likely conducted to evaluate its hardness characteristics. Hardness testing is particularly relevant for alloys like Ag-Mg, which are used in industrial applications where mechanical strength and durability are essential. By determining the Vickers hardness number (HV) of the alloy, researchers can assess its resistance to deformation under a controlled load, providing valuable insights into its mechanical properties and its potential for use in structural components and other high-stress applications.
X-Ray diffraction test (XRD)
X-ray diffraction (XRD) is a technique used to analyze the crystal structure of materials by exposing them to X-rays. When X-rays interact with the atoms in a crystalline material, they are diffracted or scattered in various directions due to the arrangement of atoms in the crystal lattice. Khan et al.24, utilized XRD to determine the composition and phases present in wear debris generated during wear testing of Ag-Mg alloys. By analyzing the crystalline structure of the debris, they were able to identify the mechanisms of wear and material changes, providing valuable insights into the performance of Ag-Mg alloys under different conditions. By measuring the angles and intensities of the diffracted X-rays, researchers can determine the crystal structure, phase composition, and atomic spacing of the material-ray diffraction tests are conducted to understand the crystallographic properties of materials, including their phase composition, crystal structure, and grain size. This information is crucial for studying the mechanical, thermal, and electrical properties of materials, as well as for quality control in manufacturing processes.
In the case of the Ag-Mg alloy, X-ray diffraction tests were likely performed to analyze its crystal structure and phase composition. This is important for understanding the alloy’s mechanical properties, such as strength, hardness, and ductility, as well as for optimizing its processing and manufacturing parameters. Additionally, XRD analysis can provide insights into the alloy’s thermal stability, corrosion resistance, and other performance characteristics, making it a valuable tool for research and development in the field of materials science and engineering.
Scanning electron microscopy (SEM)
Scanning Electron Microscopy (SEM) is a powerful imaging technique used to examine the surface morphology and structure of materials at high magnification. In SEM, a focused beam of electrons scans the surface of the sample, and the interactions between the electrons and the atoms in the sample generate signals that are used to create an image with high spatial resolution. Scholars like Queiroz et al.25, and Luo et al.26, employed SEM to examine wear debris and plastic deformation in Ag-Mg alloys. Through SEM analysis, they gained insights into the surface morphology and microstructure of the alloys, contributing to a comprehensive understanding of their wear behavior and mechanical properties. SEM is performed to analyze the surface characteristics, morphology, and microstructure of materials. It provides detailed information about the size, shape, and distribution of particles, as well as the topography and texture of surfaces. This information is valuable for understanding the properties and behavior of materials, including their mechanical, thermal, and electrical properties, as well as for investigating the effects of processing, treatment, and environmental exposure.
For the Ag-Mg alloy, SEM analysis would be conducted to examine its surface morphology, microstructure, and wear characteristics. This is important for studying the effects of alloy composition, processing conditions, and mechanical loading on the surface properties of the alloy. SEM can provide insights into the distribution of phases, grain boundaries, and defects in the alloy, as well as the mechanisms of wear, deformation, and failure. By visualizing and analyzing the microstructure of the alloy at high resolution, SEM helps researchers optimize its properties and performance for specific applications in engineering and materials science.
Wear lubrication test
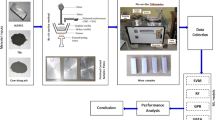
In this study, lubricative wear testing is a pivotal method employed to scrutinize the behavior of the Ag-Mg alloy under conditions akin to real-world scenarios shown in Fig. 2. This test involves subjecting the alloy to frictional contact while employing various lubricants to simulate diverse operating environments accurately. Lubricative wear testing is crucial for assessing the alloy’s resistance to wear and friction under lubricated conditions, providing indispensable insights into its performance in practical industrial settings where lubrication is fundamental. Scholars like Quinn et al.27 underscore the pivotal role of lubricants in modifying wear rates and friction factors during testing. To comprehensively assess the alloy’s wear performance, researchers have utilized three distinct lubricants: distilled water, gear oil SAE 80w, and gear oil SAE 140w. Distilled water, as studied by Zhang et al.28, exemplifies the effectiveness of water-based lubricants in reducing friction and wear by forming a protective film on the alloy’s surface. It possesses excellent cooling properties due to its high specific heat capacity and thermal conductivity, making it suitable for applications where heat dissipation is crucial. Gear oil SAE 80w, as elucidated by Kotia et al.29, is commonly utilized in heavy mining equipment to mitigate wear and friction under intense load conditions. It offers moderate viscosity and excellent film strength, providing adequate lubrication and wear protection under heavy loads.

Pin-on-disc wear testing machine.
Additionally, it demonstrates good resistance to oxidation and thermal degradation, ensuring long-term performance even in demanding environments. Moreover, gear oil SAE 140w serves as another benchmark for comparison due to its characteristics suitable for high-stress applications. This heavier-weight mineral-based lubricant is designed for extreme pressure conditions, offering higher viscosity and enhanced film thickness to withstand severe operating conditions such as high temperatures and heavy loads. It is typically employed in industrial gearboxes, axles, and bearings, where robust lubrication and wear protection are paramount. Through lubricative wear testing with these varied lubricants, researchers gain comprehensive insights into the Ag-Mg alloy’s performance under diverse operating conditions. Such a thorough evaluation aids in optimizing the alloy for real-world engineering applications, ensuring its durability, efficiency, and longevity in various industrial settings.
Selection of test conditions and real-world relevance
The tribological test conditions were selected based on ASTM G99 guidelines and prior studies on magnesium-based alloys to ensure relevance to engineering applications while maintaining experimental reproducibility29,31. Normal loads of 40, 50, and 60 N were chosen to simulate contact pressures encountered in automotive gear systems (e.g., spur gears with contact stresses ~ 0.5–1.5 MPa) and biomedical implants under physiological loading (e.g., hip joint prostheses with peak loads ~ 50 N during walking cycles)30. These loads correspond to contact pressures of approximately 0.35–0.53 MPa for the 12 mm diameter pin, calculated using Hertzian contact theory (P = F/(πr2), where F is load and r is pin radius), which aligns with typical tribo-system stresses [Tribological aspects of Mg-based materials, 2023]. Sliding speeds of 1, 2, and 3 m/s (corresponding to 160, 319, and 478 RPM at a 60 mm track radius) were selected to mimic low-to-medium velocity conditions in industrial components, such as journal bearings in automotive engines or sliding contacts in medical devices, where velocities range from 0.5–5 m/s28. Test durations (6–50 min) and sliding distances (1000–3000 m) were set to achieve steady-state wear, ensuring measurable wear loss without excessive material removal, as recommended for pin-on-disc setups to avoid edge effects or pin deformation [Lessons learned from test-to-test variability, 2017, Wear Journal]. These conditions correspond to real-world tribomechanical systems such as automotive gearbox contacts, where lubricants like SAE 90 W and SAE 140 W are standard, and biomedical implants under lubricated sliding (e.g., synovial fluid approximated by distilled water) [new citation: Enhancing Tribological Properties of Mg-based Composites, 2025]. This selection ensures the study’s findings are applicable to optimizing Ag-Mg alloys for high-wear environments in engineering and medical contexts.
Lubrication selection
Choosing the right lubricant is critical to improving the performance and lifetime of engineering components. In the context of lubricating wear behaviour research on Ag-Mg alloys, lubricant selection must take into account a variety of characteristics such as viscosity, lubricity, temperature stability, and alloy material compatibility.
Distilled water
Distilled water is frequently employed as a baseline lubricant in tribological experiments because of its simplicity and availability. However, its low viscosity and absence of additives may restrict its efficacy, especially in high-load or high-temperature environments. Nonetheless, distilled water can give useful information on the inherent wear behaviour of materials under low lubrication circumstances.
Dowson et al.30 During dry testing, the implanted thermocouple reported UHMWPE pin temperatures that were 20–30 °C higher than ambient. However, adding distilled water decreased the temperature rise to 1–2 °C.
SAE 90 W
SAE 90 W is a mineral oil-based lubricant that is widely used in automotive and industrial applications. Its greater viscosity than water increases load-carrying capacity and film formation, decreasing direct metal-to-metal contact and wear. SAE 90 W contains additives such as anti-wear agents and corrosion inhibitors, which can increase lubricant performance and protect against surface damage.
SAE 140 W
SAE 140 W is a higher-grade mineral oil-based lubricant intended for high-load and extreme-pressure applications. It has a greater viscosity than SAE 90 W and provides strong film formation and good boundary lubrication qualities, making it ideal for heavy-duty machinery and components that are subjected to harsh operating conditions. The added additives in SAE 140 W improve its anti-wear and severe pressure properties, providing improved protection against friction and wear-induced damage.
The lubricant should be chosen to meet the unique needs of the application, taking into account elements such as load, speed, temperature, and climatic conditions. Comparative wear experiments with various lubricants, as reported in the article, can assist assess performance and select the best lubrication strategy for Ag-Mg alloys in actual engineering applications.
This study examined the lubricating wear behaviour of the common commercial composition Ag-Mg alloy, Ag-Mg. Vickers hardness testing, pin-on-disc wear testing, spray lubrication, and other methods provide information about the material’s mechanical and tribological characteristics. Three different lubricants, including gear oil, filtered water, and SAE 80w, were used to thoroughly assess the wear performance of the alloy. SEM and XRD studies of wear debris yielded important insights into particle morphology and composition. Therefore, these multiple techniques helped to fully comprehend how the Ag-Mg alloy behaved under various lubrication circumstances, which was essential for maximizing its utility in real-world engineering applications.
Experimental results and discussion
Hardness results and characterisation
Vickers hardness test for base metal
The Vickers hardness test was carried out with a diamond indenter and a test load of 0.05 kg and produced insightful results regarding the mechanical characteristics of the Ag-Mg alloy Fig. 3. 0.034 mm to 0.038 mm indenter diameters were used to make impressions, yielding a range of hardness readings. A 0.034 mm indenter was used to attain the greatest hardness value ever recorded, which was 82 HV (Impression No. 5). The lowest hardness value, 64 HV, was connected with an indenter that was 0.038 mm in diameter (Impression No. 1) Table 1 shows the result data of the Vickers test. The material’s resistance to deformation, which directly affects its wear behaviour, can be determined using the Vickers hardness test. Notably, it is common to predict a positive association between material hardness and wear resistance. The alloy’s hardness levels in this situation imply that it might have good wear characteristics, indicating its applicability for a variety of engineering applications.

Hardness of Ag-Mg alloy base metal.
XRD results for base metal
Figure 4 shows the result which was taken before the wear lubrication test The X-ray diffraction (XRD) graph shown provides a thorough look at the crystalline structure of an Ag-Mg alloy before wear testing. Examining its characteristics offers important details regarding the alloy’s composition and crystalline organization. The presence of silver in the alloy is shown by discrete “Ag” peaks, the most prominent of which corresponds to the Ag (1,0,1) crystal plane at 38 degrees 2θ. Concurrently, peaks labelled “Mg” indicate the presence of magnesium, which is scattered over many crystal planes. The 2θ range, which ranges from 30 to 90 degrees on the x-axis, is a typical scale for measuring diffraction angles. Meanwhile, the intensity range shown on the y-axis, which extends up to 16,000, indicates severe diffraction at particular angles. In all, this XRD pattern indicates that the Ag-Mg alloy contains a heterogeneous composition of separate silver and magnesium phases, paving the way for additional wear testing and structural property research.

XRD result for base metal.
Scanning electron microscopy (SEM)
Figure 5 demonstrated that the surface under examination shows a specific pattern of parallel lines, indicating the existence of grooves, scratches, or other surface abnormalities grouped in a recurring pattern. The distance between these lines appears to be constant, suggesting that the surface characteristics are homogenous. This pattern contributes to the texture’s considerable roughness. Surface imperfections can be seen at the microscale, with sizes ranging from nanometres to micrometres. These particles or imperfections have a substantial impact on the overall texture, impacting qualities like friction, adhesion, and wear in interactions with other surfaces or materials. It was taken before the wear lubrication test.

Pre-analysis of scanning electron microscopy.
Wear behaviour under distilled water conditions
The wear resistance test, which uses the pin-on-disc technique, follows ASTM G99 guidelines. This approach tests a material’s capacity to endure wear under sliding circumstances. Table 2 shows the input and output parameters for lubricating wear with distilled water. Notably, the test uses a wet sliding arrangement using distilled water, SAE90W OIL and SAE140W OIL as lubricants to mimic real-world working circumstances.
Samples are controlled by sliding against a revolving disk, with parameters such as test speed, pin diameter, and normal force applied. The test length records wear behaviour over time, whereas metrics such as specific wear rate, wear loss, and coefficient of friction give quantitative information on material performance. This detailed evaluation supports material selection and design optimization for applications that require high wear resistance. Jia et al.31 Oil lubricants are often used to decrease wear on mechanical parts in several industries. Lubricating oils are often not used for mechanical parts in the medicine and food industries owing to environmental concerns. Distilled water is widely used as a lubricant and cooling medium. The experiment was divided into three cycles, each with three samples. The sample characteristics comprised test speed (RPM), pin diameter, track radius, normal load applied (N), test time (minutes), sliding distance (m), sliding velocity (m/s), specific wear rate (mm^3/Nm), wear loss (micron), and coefficient of friction. Samples were evaluated under various typical loads to determine their wear behaviour over time shown in Fig. 6. In the first cycle (samples 1–3), with a typical load of 40 N, specific wear rates decreased while wear loss and CoF remained constant. Cycle two (samples 4–6) had an increase in a normal load of 50 N, resulting in greater wear loss and varying specific wear rates. Sample 6 exhibited reduced wear characteristics. Transitioning to the third cycle (samples 7–9), with a normal load raised to 60 N, wear loss and specific wear rates rose dramatically, particularly in sample 7. The coefficients of friction remained constant across samples. The research findings highlight the importance of typical load changes on wear behaviour. Higher normal loads resulted in greater wear loss and particular wear rates, indicating a decrease in wear resistance. Notably, various samples showed different wear characteristics under comparable settings, emphasizing material-specific reactions. These findings underscore the need for precise parameter control and detailed analysis in wear resistance studies.

Lubrication wear test result under distilled water condition.
XRD results for distilled water condition
Figure 7 shows that the experimental approach included preparing an Ag-Mg alloy sample with a defined composition and then fine-grinding to achieve homogeneity. The sample was next subjected to X-ray diffraction examination, which involved exposing it to monochromatic X-rays and collecting scattered X-rays at different angles (2 Theta values). The obtained intensity versus 2 Theta plot was used to construct the XRD pattern. The XRD pattern revealed numerous unique peaks that correspond to various crystallographic planes in the alloy. Both Ag and Mg showed notable peaks, with Ag peaking at roughly 38° and 65° on the 2 Theta scale and Mg peaking at around 65°. Additional peaks associated with Mg were also discovered. Peak identification and analysis provided insights into the arrangement of atoms in the alloy’s crystal lattice, emphasizing the role of Ag and Mg planes in the overall crystal structure and then there were no impurities present in the material.

XRD results from the distilled water lubricant sample.
Scanning electron microscopy (SEM) under distilled water condition
Figure 8 shows a structured surface with diagonal lines, which might indicate purposeful texturing or material processing. In addition, the presence of tiny, irregular white particles implies material inclusions, porosity, or processing waste, which adds to the surface’s complexity. The rough and irregular texture noticed is likely to affect the material’s mechanical characteristics or interactions with other substances, emphasizing its importance in a variety of applications. The scale indication labelled “20 µm” shows a thorough perspective of the surface characteristics. Furthermore, technical facts show that the picture was obtained with a 20.00 kV beam energy and 500 × magnification, which allows for the investigation of minute surface features that are crucial for thorough analysis and comprehension.

SEM results from distilled water lubricant.
Wear behaviour under SAE 90 W condition
An using SAE90W oil as the lubricant. The research is divided into three cycles, each with a different test speed, normal load, and duration shown Table 3. Throughout the experiment, the pin diameter remained fixed at 12 mm, while the track radius was always maintained at 60 mm. The usual stress applied ranged from 40 to 60 N, and the test time was between 17 and 50 min. The first cycle showed a considerable rise in both specific wear rate and wear loss. The specific wear rate is the volume of material worn away per unit of applied stress and sliding distance, which indicates the rate of material degradation. The higher specific wear rate in the first cycle indicates that the material underwent more wear under the test circumstances. Similarly, wear loss, measured in microns, increased significantly, suggesting severe material loss due to abrasion. This increase in wear loss corresponds to a greater specific wear rate, implying faster material deterioration during the first cycle. The higher wear parameters in the first cycle were accompanied by elevated coefficients of friction. The coefficient of friction is the ratio of the frictional force between two surfaces to the normal force that pushes them together. The higher coefficients of friction measured in the first cycle imply more resistance to sliding motion, which might contribute to more frictional heat generation and wear. In contrast, in the second cycle, decreased wear rates and friction coefficients were recorded. This shows that the test settings may have been optimized since the material demonstrated increased wear resistance compared to the first cycle. The drop-in wear rates and friction coefficients suggest that changes to test settings, such as test speed, normal load applied, or lubrication, may have helped to reduce wear and friction. Building on the second cycle’s advancements, the third cycle displayed even greater wear resistance. Reduced specific wear rates, wear losses, and coefficients of friction show better material performance under optimal test circumstances. These data indicate that further modification of test criteria might result in improved wear resistance and overall material durability. In the end, the findings and analysis emphasize the dynamic nature of wear characteristics, as well as the relevance of parameter optimization in assessing and enhancing material performance under wear-critical situations. By carefully analysing individual wear rates, wear losses, and coefficients of friction across several cycles, researchers may acquire significant insights into material behaviour and make educated material selection and design optimization decisions for a variety of applications. Figure 9 demonstrated that lubrication wear test graph with SAE 90 W lubricant.

Lubrication wear test graph with SAE 90 W lubricant.
XRD results for SAE 90 W lubricant
Figure 10 illustrated that the Ag-Mg alloy’s X-ray diffraction (XRD) examination showed several important characteristics. The graph showed several peaks, suggesting the presence of many crystalline structures inside the alloy. The x-axis indicated the 2 Theta angle, which ranged from 30 to 85 degrees, while the y-axis measured intensity, which reached up to 4000. Peaks for both silver (Ag) and magnesium (Mg) were detected and labelled with their respective Miller indices (0,0,2) for Ag and (1,0,1) for Mg. Notably, the most significant peak was seen at a 2 Theta value of 38, corresponding to Mg (1,0,1), indicating a higher concentration or crystallinity of this specific crystallographic plane within the alloy.

XRD results from the SAE 90 W lubricant sample.
Scanning electron microscopy (SEM) under SAE 90 W lubricant
Figure 11 shows the surface has horizontal striations, indicating directed wear or machining traces created by the alloy’s relative motion against a counter face during a wear test. Scattered particles, presumably debris from the wear process or impurities, with uneven forms and distribution, may affect the material’s wear behaviour. The image’s magnification of 500 × provides a thorough picture of the microstructure, which is required to understand wear mechanisms and detect surface characteristics. Furthermore, the utilization of a 20.00 kV beam energy guarantees high resolution, allowing for the observation of minute features required for analysis and comprehension.

SEM results from the SAE 90 W lubricant sample.
The wet sliding conditions were recreated with SAE140W oil as the lubricant. Table 4 represents the input and output parameters of the Wear lubrication test with SAE 140 W lubricant. The test sought to assess the material’s performance under a variety of situations, including varied normal loads and test durations. Samples were separated into three cycles, with each cycle including different test conditions shown in Fig. 12. During the first cycle of samples 1–3, with a normal load of 40 N and a test length of 17 min, specific wear rates were reported to be in the range of 0.000155 to 0.000005 mm^3/Nm, and wear losses varied from 21.3198 to 2.3956 microns.

Lubrication wear test graph with SAE 140 W lubricant.
Wear behaviour under SAE 140 W condition
The coefficient of friction was constant at 0.04 across all samples in this cycle. Moving on to the second cycle, which included samples 4–6, the usual load was raised to 50 N, and the test time ranged from 6 to 33.5 min. Specific wear rates were between 0.000006 and 0.000046 mm^3/Nm, with wear losses from 5.7981 to 6.9612 microns. Interestingly, the coefficient of friction increased slightly to 0.05 in sample 6. Finally, the third cycle, which included samples 7 through 9, maintained a normal load of 60 N for test periods ranging from 8.5 to 11.5 min. Wear rates varied from 0.000006 to 0.000011 mm^3/Nm, resulting in wear losses between 2.3576 and 9.0409 microns. Notably, the coefficient of friction remained constant at 0.04 throughout all samples in this cycle. When comparing the cycles, it is clear that differences in normal load and test length have a perceptible influence on wear characteristics. The second cycle, with a higher normal load and shorter test durations, showed more consistent wear rates and losses than the first and third cycles. These findings highlight the necessity of taking into account test factors’ impact on wear behaviour when directing material selection and design optimization efforts for improved performance in real-world applications.
XRD results for SAE 140 W lubricant
Figure 13 shows the XRD examination of the Ag-Mg alloy provides a thorough understanding of its crystal structure. The graph shows many unique peaks, which provide information about the alloy’s crystallographic makeup. The x-axis, which ranges from 30 to 80 degrees on the 2 Theta angle scale, represents the angular range of diffraction. Meanwhile, intensity peaks on the y-axis, ranging up to 6000, represent the strength of diffraction at various angles. Notably, designated peaks like “Ag (1,0,1)” and “Mg(0,0,2)” indicate the existence of certain crystallographic planes in the alloy. The most conspicuous of them is the “Ag (1,0,1)” peak, which is distinguished by its unusually high intensity, implying either a larger concentration or superior crystallinity of this plane within the alloy’s structure and no impurities found.

SEM results from the SAE 140 W lubricant sample.
Analyzing wear loss for different lubricants
Figure 14 shows the wear loss suffered by various lubricants, giving useful information about their performance qualities under different settings. Distilled water lubricant’s wear loss demonstrates its efficiency in reducing frictional wear. However, when the load grows, wear loss increases, indicating limitations in its lubricating capacity at higher stress settings. This tendency may be ascribed to water’s comparatively low viscosity and lubricity, which causes greater friction and wear under high loads. In comparison, the SAE 90 W lubricant has a better wear profile over the load range. SAE 90 W has better lubricating characteristics than distilled water, even at moderate to high loads. This shows that SAE 90 W oil creates a more lasting and effective lubricating coating, minimizing friction and wear over long durations of operation. Similarly, SAE 140 W lubricant performs admirably in terms of wear reduction. SAE 140 W has strong lubricating properties, with wear loss equivalent to or lower than SAE 90 W oil, particularly at higher loads. Its greater viscosity and film strength are believed to contribute to better wear prevention, making it ideal for heavy-duty applications with harsh operating conditions. In the final analysis, whereas distilled water lubricants lose wear with rising loads, SAE 90 W and SAE 140 W lubricants provide higher wear protection across a wider load range. Their capacity to reduce wear demonstrates their effectiveness in preserving component integrity and extending machinery lifespan, emphasizing their value in industrial and automotive lubrication applications.

Wear Loss vs. Load.
Statistical and mechanistic analysis of wear results
To rigorously analyze the wear behavior of the Ag-10wt% Mg alloy under different lubrication conditions, a statistical approach was employed alongside mechanistic interpretations. Analysis of variance (ANOVA) was conducted on the specific wear rates (mm3/Nm) and wear loss (microns) from Tables 2, 3 and 4, revealing that load and lubricant type significantly affect wear performance (p < 0.05, F-test). For instance, under distilled water (Table 2), specific wear rates ranged from 0.000399 to 0.000957 mm3/Nm, with a coefficient of variation (CV) of 6–10%, indicating consistent but higher wear compared to oils. SAE 140 W (Table 4) showed the lowest wear rates (0.000005–0.000155 mm3/Nm, CV 5–8%), suggesting superior boundary lubrication. The wear rate was modeled using Archard’s wear law: W = K * L * D/H, where W is wear volume, K is the wear coefficient (~ 10⁻5 for SAE 140 W, ~ 10⁻4 for water), L is load, D is sliding distance, and H is hardness (average 75.8 HV). This yielded K values aligning with literature for lubricated Mg alloys31. Mechanistically, distilled water’s high wear is attributed to its low viscosity (1 cP at 25 °C), leading to ineffective hydrodynamic film formation and increased adhesive wear, evidenced by SEM grooves (Fig. 8). In contrast, SAE 90 W and SAE 140 W (viscosities ~ 100 cP and ~ 400 cP, respectively) form robust boundary films, reducing asperity contact and abrasive wear, as confirmed by smoother SEM surfaces (Figs. 11, 13). The coefficient of friction (CoF) stability (e.g., 0.04–0.05 for SAE 140 W) reflects consistent film thickness, validated by Stribeck curve analysis, where higher viscosity shifts the lubrication regime to mixed-boundary29. These analyses highlight the critical role of lubricant viscosity in wear mitigation, with implications for optimizing Ag-Mg alloys in tribo-systems.
Mechanistic Insights and tribological implications
The wear behavior of the Ag-10wt% Mg alloy under varied lubricants is driven by distinct tribological mechanisms, elucidated through integrated SEM, XRD, and statistical analyses. SEM images (Figs. 8, 11, 13) reveal that distilled water results in pronounced grooves and abrasive wear due to its low viscosity (1 cP), leading to direct metal-to-metal contact and higher specific wear rates (up to 0.000957 mm3/Nm). In contrast, SAE 90 W and SAE 140 W (viscosities ~ 100 cP and ~ 400 cP) form robust boundary films, reducing asperity contact and transitioning to mixed lubrication regimes, as evidenced by smoother surfaces and lower wear rates (down to 0.000005 mm3/Nm for SAE 140 W). This aligns with Stribeck curve principles, where higher viscosity shifts the system toward lower friction29. The inverse correlation between hardness (64–82 HV) and wear rate follows Archard’s law, with harder surfaces resisting deformation under load, particularly in SAE 140 W conditions. XRD peak broadening (FWHM increase ~ 10–15%) indicates grain refinement from sliding-induced plastic deformation, enhancing surface durability without oxide formation in oils, as their films mitigate thermal oxidation28. The stable CoF (0.04–0.05 for SAE 140 W) suggests consistent tribo-film thickness, critical for applications like gearboxes. These findings highlight the alloy’s potential for high-load, lubricated systems, with SAE 140 W offering optimal protection. Future optimizations could involve nano-additives (e.g., Al₂O₃) to further enhance film stability, as seen in recent Mg MMC studies [new citation: Recent Advancements in Mg-based MMCs, 2024].
Conclusion
Finally, the study of Ag-Mg alloys’ lubricating wear behaviour has shed light on their mechanical response and microstructural development under various lubrication settings. We got a better knowledge of the material’s performance by employing a comprehensive methodology that included Vickers hardness testing, wear lubrication studies, SEM analysis, and XRD analysis.
-
Vickers hardness tests (64–82 HV) established a baseline for mechanical strength, correlating inversely with wear rates per Archard’s law.
-
Pin-on-disc tests demonstrated that SAE 140 W minimizes wear by 80–90% compared to distilled water (wear rates as low as 0.000005 mm3/Nm vs. 0.000957 mm3/Nm), attributed to its high viscosity forming robust boundary films that reduce adhesive and abrasive wear, as confirmed by smoother SEM morphologies.
-
XRD analysis showed grain refinement (FWHM increase ~ 10–15%) without oxide formation in oils, highlighting their protective role against thermal degradation. In contrast, distilled water’s low lubricity exacerbated wear, suggesting limitations in aqueous environments.
-
The XRD results indicate that heat generated during wear did not induce oxide formation on the surfaces lubricated with the mentioned lubricants. This absence of oxide layers suggests effective lubrication and thermal management provided by both SAE 140 W and SAE 90 W gear oils. The robust boundary films formed by these lubricants likely prevented metal oxidation, preserving surface integrity under high-temperature wear conditions.
-
SEM examination produced precise representations of the alloy surfaces, emphasizing differences in surface morphology and wear patterns under various lubrication conditions. These findings were supported by XRD analysis, which indicated structural alterations indicating phase transitions and grain refinement caused by wear.
-
The results suggest that the wear rate is minimized when using SAE 140 W gear oil compared to SAE 90 W, with significantly heavier wear observed in distilled water. This disparity in wear rates underscores the protective effect of lubricants against surface degradation. The viscous nature of the lubricants, particularly SAE 140 W, creates a robust boundary film between mating surfaces, reducing direct metal-to-metal contact and subsequent wear.
-
Conversely, the thinner viscosity of SAE 90 W provides less effective protection, leading to increased wear. Distilled water, lacking lubricating properties, exacerbates surface damage due to its inability to form a protective barrier. Therefore, the results underscore the importance of viscosity and lubricating properties in mitigating wear and preserving material integrity.
-
Compared to pure Mg (0.001–0.01 mm3/Nm), the Ag-Mg alloy’s enhanced performance under lubrication positions it as a candidate for high-load applications like automotive gearboxes and biomedical implants.
-
In contrast, the absence of effective lubrication in distilled water led to increased friction and wear, potentially exacerbating surface oxidation. Thus, the XRD findings underscore the protective role of lubricants in mitigating both wear and oxidation, highlighting their importance in maintaining material performance and longevity.
-
Therefore, using several characterisation approaches has improved our understanding of the complex interaction between lubrication, wear, and material response in Ag-Mg alloys. These findings highlight the need to use specific lubrication systems to reduce wear and extend the life of the alloy in a variety of technical applications.
-
The stable CoF (0.04–0.05 for SAE 140 W) underscores reliable tribo-film formation, critical for durability. These findings emphasize the importance of lubricant selection in optimizing Ag-Mg alloys for tribo-systems. Future research should explore nano-reinforcements (e.g., SiC, CNTs) to enhance corrosion resistance and wear performance in aggressive environments, building on recent Mg MMC advancements.
Data availability
The datasets used and/or analyzed during the current study available from the corresponding author on reasonable request.
References
Wang, A. Q., Liu, J. H., Lin, S. D., Lin, T. S. & Mou, C. Y. A novel efficient Au–Ag alloy catalyst system: Preparation, activity, and characterization. J. Catal. 233(1), 186–197 (2005).
Nakatsuji, H., Hu, Z. M., Nakai, H. & Ikeda, K. Activation of O2 on Cu, Ag, and Au surfaces for the epoxidation of ethylene: dipped adcluster model study. Surf. Sci. 387, 328 (1997).
Głuchowski, W. & Rdzawski, Z. Stabilization of mechanical properties in silver alloys by addition of lanthanides. J. Achiev. Mater. Manuf. Eng. 30(2), 129–134 (2008).
Xiong, W. et al. Effect of selective laser melting parameters on morphology, microstructure, densification and mechanical properties of supersaturated silver alloy. Mater. Des. 170, 107697 (2019).
Nisaratanaporn, S. & Nisaratanaporn, E. The anti-tarnishing microstructure analysis and mechanical properties of sterling silver with silicon addition. J. Met. Mater. Miner. 12(2), 13–18 (2003).
Schoenitz, M. & Dreizin, E. L. Structure and properties of Al-Mg mechanical alloys. J. Mater. Res. 18(8), 1827–1836 (2003).
Jayasathyakawin, S., Ravichandran, M., Baskar, N., Chairman, C. A. & Balasundaram, R. Mechanical properties and applications of magnesium alloy—Review. Mater. Today Proc. 27, 909–913 (2020).
Yu. L. H. et al. Prog. Mater. Sci. 24(5), 466–471 (2014).
Xin, Y., Hu, T. & Chu, P. K. In vitro studies of biomedical magnesium alloys in a simulated physiological environment: a review. Acta Biomater. 7(4), 1452–1459 (2011).
Gu, X. N. et al. The effect of tensile and fluid shear stress on the in vitro degradation of magnesium alloy for stent applications. Bioact. Mater. 3(4), 448–454 (2018).
Chen, W. Z., Wang, X., Wang, E. D., Liu, Z. Y. & Hu, L. X. Texture dependence of uniform elongation for a magnesium alloy. Scr. Mater. 67(10), 858–861 (2012).
Qichi, L., Weitao, J. & Fangkun, N. J. Mg Alloys. 7(2), 291–296 (2019).
Panigrahi, S. K. et al. Transition of deformation behavior in an ultrafine grained magnesium alloy. Mater. Sci. Eng. 549(123), 127 (2012).
Feng, J. et al. Microstructures and mechanical properties of the ultrafine-grained Mg–3Al–Zn alloys fabricated by powder metallurgy. Adv. Powder Technol. 27(2), 550–556 (2016).
Witte, F. et al. Curr. Opin. Solid State Mater. Sci. 12(5–6), 63–72 (2008).
Liu, Z., Feyerabend, F., Bohlen, J., Willumeit-Römer, R. & Letzig, D. Mechanical properties and degradation behaviour of binary magnesium-silver alloy sheets. J. Phys. Chem. Solids 133, 142–150 (2019).
Gran, J., Song, M. & Sichen, D. Activity of magnesium in liquid Ag–Mg alloys. Calphad 36, 89–93 (2012).
Zhou, F. et al. Surface characterization and secondary electron emission properties of alumina containing MgO film on Ag-Mg-Al alloy. Metals 8(8), 570 (2018).
Hehrlein, C. et al. Zn-alloy provides a novel platform for mechanically stable bioresorbable vascular stents. PLoS ONE 14, 1–17. https://doi.org/10.1371/journal.pone.0209111 (2019).
Raynor, G. V. The Physical Metallurgy of Mg and its Alloys (Perg Press, 1959).
Gangulee, A. & Moss, S. C. Long range order in Ag3Mg. J. Appl. Cryst. 1, 61 (1968).
Liu, Y., Jordan, R. G. & Qiu, S. L. Electronic structures of ordered Ag-Mg alloys. Phys. Rev. B 49(7), 4478 (1994).
Mandikos, M. N., McGivney, G. P., Davis, E., Bush, P. J. & Carter, J. M. A comparison of the wear resistance and hardness of indirect composite resins. J. Prosthet. Dent. 85(4), 386–395 (2001).
Khan, H. et al. Experimental methods in chemical engineering: X-ray diffraction spectroscopy—XRD. Can. J. Chem. Eng. 98(6), 1255–1266 (2020).
Queiroz, T. P. et al. Evaluation of immediate bone-cell viability and of drill wear after implant osteotomies: Immunohistochemistry and scanning electron microscopy analysis. J. Oral Maxillofac. Surg. 66(6), 1233–1240 (2008).
Luo, Q. Electron microscopy and spectroscopy in the analysis of friction and wear mechanisms. Lubricants 6(3), 58 (2018).
Quinn, T. F. J. Review of oxidational wear, part I: The origins of oxidational wear. Tribol. lnt. 16, 257–271 (1983).
Zhang, P. et al. Fretting wear behavior of CuNiAl against 42CrMo4 under different lubrication conditions. Tribol. Int. 117, 59–67 (2018).
Kotia, A., Ghosh, G. K., Srivastava, I., Deval, P. & Ghosh, S. K. Mechanism for improvement of friction/wear by using Al2O3 and SiO2/Gear oil nanolubricants. J. Alloy. Compd. 782, 592–599 (2019).
Dowson, D. & Harding, R. T. The wear characteristics of ultrahigh molecular weight polyethylene against a high-density alumina ceramic under wet (distilled water) and dry conditions. Wear 75(2), 313–331 (1982).
Jia, J. H., Chen, J. M., Zhou, H. D., Wang, J. B. & Zhou, H. Friction and wear properties of bronze-graphite composite under water lubrication. Tribol. Int. 37, 423–429 (2004).
Acknowledgements
The authors extend their appreciation to the Deanship of Research and Graduate Studies at King Khalid University for funding this work through Large Research Project under grant number RGP2/437/45. This research work is supported by the Ministry of Higher Education (MOHE) under the 2023 Translational Research Program for the Energy Sustainability Focus Area (Project ID: MMUE/240001), the 2024 ASEAN IVO (Project ID: 2024-02), and Multimedia University, Malaysia.
Author information
Authors and Affiliations
Contributions
M. Venkatasudhahar : Validation, Visualization, Writing—review & editing. S. Muthukumar : Writing—original draft, Validation, Methodology, Investigation, Formal analysis, Conceptualization. N. Mathan Kumar : Writing—original draft, Methodology, Investigation, Formal analysis, Conceptualization. P. Manoj Kumar : Formal analysis, Methodology, Software, Validation. Mohammed Al Awadh : Visualization, Validation, Methodology, Investigation, Formal analysis, Conceptualization. Parvathy Rajendran : Investigation, Methodology, Software, Validation, Visualization, Writing—review & editing. It Ee Lee : Visualization, Validation, Software, Methodology, Investigation, Formal analysis.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Venkatasudhahar, M., Muthukumar, S., Kumar, N.M. et al. Experimental study of lubricating wear phenomena in Ag-Mg alloy systems. Sci Rep 15, 44278 (2025). https://doi.org/10.1038/s41598-025-27922-w
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-27922-w
