
Abstract
This study investigates the chemical vapor deposition (CVD) of SiC coatings on high-purity graphite susceptors, which serve as critical components in the epitaxial growth systems of III-V semiconductor materials (specifically GaN/SiC heterostructures). Using CH₃SiCl₃-H₂ as precursor with Ar carrier gases, we systematically examined the coupled effects of: Temperature (1100–1350 °C), Pressure (40–150 mbar), and ratios (6–12). Advanced characterization (XRD, SEM, XPS, nanoindentation) combined with computational fluid dynamics (CFD) simulations revealed: Kinetic regime transition at 1180 °C, Pressure-dependent roughness evolution (Ra = 0.8 μm at 50 mbar and 2.1 μm at 200 mbar), Stoichiometric control (Si/C = 1 at H₂/MTS = 10). Maximum hardness (42.12GPa) for -oriented 3 C-SiC. The optimized coatings demonstrated exceptional stability during MOCVD cycles (1100℃ GaN growth), maintaining: Surface roughness Ra = 1.55 μm (initial:1.47 μm), No interfacial degradation (SEM/TEM). These findings provide fundamental insights into CVD-SiC growth mechanisms while establishing practical guidelines for semiconductor-grade graphite susceptor production.
Similar content being viewed by others

Introduction
In semiconductor manufacturing, Metal-Organic Chemical Vapor Deposition (MOCVD) is essential for growing high-quality thin films via atomic-scale epitaxy, relying on precise control of gas-phase reactions1. This process couples complex thermodynamics and fluid dynamics2,3, requiring coordinated optimization of temperature uniformity, flow field, pressure gradients, and fixture thermal matching. The susceptor is critical for wafer positioning and temperature uniformity4. Graphite is commonly used due to its thermal conductivity, high-temperature stability, and smooth surface5. As a key consumable in growing SiC, GaN, and other semiconductors6,7, graphite is susceptible to issues like oxidation, wear, dust generation, and gas desorption at high temperatures. In nitride growth specifically, the decomposition products of ammonia react with graphite, causing rapid erosion of the susceptor. This leads to particulate contamination and shortened service life, thereby necessitating the use of a protective coating8.Silicon carbide (SiC) offers a solution with its high thermal shock resistance, oxidation and corrosion resilience, and low gas permeability9,10,11. It is stable beyond 1200 °C and in aggressive atmospheres12, making it ideally suited for coating graphite susceptors via chemical vapor deposition (CVD)13,14,15,16,17.
CVD enables vapor-phase deposition of solid films from precursor gases18,19,20,21,22,23, offering benefits such as: (1) High adhesion via graded interfaces; (2) High purity and uniformity. (3) Tunable composition and microstructure. (4) Compatibility with complex geometries. (5) Moderate process temperatures. Challenges include hazardous precursors, low efficiency, stoichiometric control difficulties, and high cost24,25 issues addressable through safety protocols and process optimization. Prior studies show process conditions strongly influence coating quality. Zhou et al.26 obtained stoichiometric SiC at 5 kPa and 500 mL/min H₂, while Liu et al.27 reported optimized mechanical properties within a specific pressure window. Although this technology has attracted many researchers, results from different research teams vary and some are even contradictory. Moreover, there have been few reports on the successful batch preparation of large-size samples. This is primarily because experimental conditions become extremely stringent when the susceptor size exceeds a certain threshold.
To address this challenge, this study independently developed a CVD control system through theoretical simulations and multiple experimental trials. In this work, SiC coatings were deposited in a hot-wall CVD system using CH₃SiCl₃–H₂. Effects of temperature and pressure on growth rate and microstructure were studied. Combined with simulation and experimentation, growth and defect mechanisms (pores, particulates, microcracks) were clarified. By optimizing the technical parameters for coating preparation within this system, high-quality SiC coatings suitable for practical application were successfully achieved. This led to the development of dense, uniform coatings exhibiting concurrent improvements in thermal shock resistance (> 150 cycles, ΔT = 1100 °C) and corrosion resistance, demonstrating a mechanism-driven route to high-performance MOCVD susceptors.
Experimental
Materials
Methyltrichlorosilane (MTS), supplied by Zhongzhu New Materials (Shandong) Co., Ltd., was employed as the precursor material. Its performance parameters are provided in Table 1. The substrate material was isostatic graphite, sourced from Mersen. The key properties of this graphite are summarized in Table 2. Hydrogen (H₂, 99.999% purity) and argon (Ar, 99.999% purity), both supplied by Beijing Praxair Practical Gases Co., Ltd., were used as the carrier gas and as the dilution/protective gas, respectively.
Sample preparation
The SiC coating was deposited on the graphite substrate via a hot-wall CVD reactor using a mixture of MTS and H₂. A schematic diagram of the CVD system is presented in Fig. 1.

Schematic diagram of the CVD equipment system.
MTS was precisely introduced into a gas-mixing vessel by an evaporation metering system, where it was mixed with high-purity H₂ and Ar in controlled ratios. The resulting gas mixture was then delivered into the reaction chamber under regulated pressure conditions for deposition onto preplaced graphite substrates. The deposition rate and coating quality were controlled by adjusting key process parameters, including deposition temperature, gas flow rates, and chamber pressure. The specific process parameters employed for the CVD of SiC coatings are summarized in Table 3.
Testing methods
The chemical composition, microstructure, and properties of the CVD-SiC coatings were systematically characterized using multi-technique analytical approaches. The following techniques and instruments were employed:
Microstructural examination was carried out using a field-emission environmental scanning electron microscope (SEM; FEI Quanta 250 FEG) at accelerating voltages between 200 V and 30 kV; Local elemental composition was quantitatively determined by energy-dispersive X-ray spectroscopy (EDS; Oxford Instruments INCA X-MAX50) with a resolution of 127 eV; Phase identification and purity assessment were conducted by X-ray diffraction (XRD; Bruker D8 Advance, 18 kW) using a step size of 0.01° in 2θ and a dwell time of 4 s per step; Surface chemical analysis of the coatings was performed using X-ray photoelectron spectroscopy (XPS), with sensitivity factors of 0.9 for Si and 1 for C, to determine atomic concentrations; Mechanical properties were evaluated via nanoindentation (Keysight G200) at a penetration depth of 1 μm; Surface roughness was measured using a Mitutoyo TR200 profilometer; Density was measured according to the relative method specified in ISO 21714:2018 for fine ceramics. The residual Si and C elements in the GaN epitaxial layer were analyzed using SIMS (CAMECA IMS 7f) with a Cs source at 10KeV.
Simulation-based experimental guidance
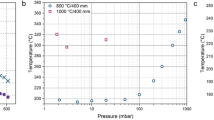
The simulation serves to optimize the experimental setup, specifically regarding sample positioning and parameter selection. In the CFD simulations of the flow and temperature fields, the inlet gas flow was set as an incompressible fluid with velocities of (a) 1 m/s and (b) 10 m/s. The surface mesh size was 5 mm, with a boundary layer thickness of approximately 16 mm and a Reynolds number of 45,000. The simulated temperature profiles obtained from these simulations were used to guide the experimental temperature settings. The chamber bottom and sidewall temperatures are set at 1350 °C and 1250 °C, respectively, with the system pressure held constant at 80 mbar. Under these conditions, the resulting temperature distribution within the chamber is influenced by the gas flow rate, as illustrated in Fig. 2.

Simulated temperature field distribution in the furnace chamber under different gas flow rates (a) 0.2 L/min; (b) 2 L/min; (c) 1 L/min. (d) to (f) are the simulated surface morphology of coatings formed under the experimental conditions corresponding to (a) to (c).
When the gas flow rate is 0.2 L/min, the temperature field within the furnace chamber exhibits excellent uniformity with virtually no observable flow disturbance. As the gas flow rate increases to 2 L/min, a noticeable temperature gradient emerges within the furnace chamber. Along the direction of the gas nozzle outlet, a green low-temperature zone is observed, where the temperature falls below 900 °C. When the gas flow rate is reduced to 1 L/min, the temperature distribution inside the chamber becomes increasingly homogeneous. The presence of a yellow-colored zone below the baffle indicates that the temperature in this region remains above 1200 °C. These results suggest that the optimal sample placement is below the baffle height, which in this study is recommended to be less than 500 mm.
Fig. 2(d) to (f) display the simulated surface morphology of coatings deposited at a fixed temperature using different gas flow rates: (d) 0.2 L/min, (e) 2 L/min, and (f) 1 L/min, respectively. The coatings are considered to be located at the baffle level. As can be seen from Fig. 2(d-f), when the gas flow rate is as low as 0.2 L/min, the temperature field on the coating surface is highly uniform and sufficiently high, which is conducive to the formation of a homogeneous and dense film. When the gas flow rate increases to 2 L/min, significant temperature differences emerge across the coating surface, resulting in low-temperature regions where film formation fails. At a moderate flow rate of 1 L/min, the temperature distribution exhibits relatively small variations, and the film uniformity remains acceptable. It should be noted that although an excessively low flow rate improves film uniformity and densification, it also leads to an impractically low deposition rate, which is unfavorable for thickness control. Therefore, a moderate gas flow rate should be selected to balance film uniformity and coating thickness.
The growth mechanism of CVD-SiC coatings
The chemical reaction governing the MTS-H₂ system is:
The deposition of SiC coatings via the MTS–H₂ precursor system entails complex multiphase catalytic reactions, which involve gas liquid, gas–solid, and liquid–solid mass transfer and diffusion. These processes comprise a series of physicochemical events including adsorption, desorption, diffusion, nucleation, and growth of precursor gases on the substrate surface28. During coating formation, the thermal decomposition of MTS under H₂ atmosphere proceeds through multiple reaction steps, yielding various intermediates such as carbon-containing and silicon/chlorine-containing species, as well as HCl, as documented in our previous study29.
The temperature dependence of the deposition rate is well-characterized by the Arrhenius equation (Eq. 1):
Following from this, the equation can be developed as follows:
Where τ represents the growth rate, Aʹ represents the pre-exponential factor (collision frequency coefficient, cm·s⁻¹), ΔE refers to the activation energy (kJ·mol⁻¹), R is the universal gas constant (8.314 J·mol⁻¹·K⁻¹), T is the absolute temperature (K)30,31,32.
Under fixed pressure and gas composition, the deposition temperature was adjusted over a range of 1100 °C to 1350 °C to examine its effect on the growth rate (calculated as thickness per unit time) of the SiC coatings. The resulting kinetic behavior of the coating growth is shown in Fig. 3. In Fig. 3, the growth rate curve reveals a clear inflection point at 1180 °C, accompanied by a shift in the dominant deposition mechanism between low- and high-temperature regimes. In the sub-1180 °C regime (Region 1), the process is governed by the kinetics of MTS thermal decomposition. Here, the deposition rate is dictated by the limited fraction of molecules that attain sufficient energy to surmount the activation barrier (ΔE). Rising temperatures above 1180 °C (Region 2) provide gas molecules with sufficient energy to surpass the activation barrier. This enables broader participation in chemical reactions, driving a substantial increase in reaction rate. When the deposition temperature continues to rise above 1200 °C, nearly all precursors possess the required activation energy for decomposition, and the resulting radicals also attain sufficient activation energy for subsequent reactions. In this region, the factors influencing the deposition rate shift to the transfer and diffusion of effective radicals to the substrate and the removal rate of reaction byproducts. Under these conditions, the deposition rate remains high and becomes less sensitive to temperature variations, leading to a noticeable slowdown in the rate of change observed in the curve.

Temperature-dependent deposition rate of SiC coatings under controlled conditions: pressure = 80mbar, H2/MTS molar ratio = 8.
The growth mechanism not only influences the coating process but also underpins the formation of defects and determines the final coating properties, aspects that will be examined in detail in subsequent sections.
The process parameters on coating microstructure
Effect of deposition temperature on coating microstructure
Figure 4 shows the surface microstructure of SiC coatings prepared at different deposition temperatures. At 1100 °C, the SiC grains exhibit a relatively smooth surface without distinct crystallographic orientation. The coating displays a typical “cauliflower-like” morphology, composed of orderly stacked solidified spherical droplets approximately 1 μm in size, indicating that the deposition process at this temperature is dominated by a surface reaction-controlled growth mechanism24. When the temperature increases to 1150 °C, the coating shows transitional characteristics: slight grain coarsening, with sizes reaching up to 5 μm, accompanied by a partial loss of uniformity in the spherical morphology, indicates enhanced atomic diffusion effects. According to thermodynamics and crystal nucleation-growth theory, at relatively low deposition temperatures, the coating deposition is primarily governed by surface chemical reactions with a low nucleation rate. Intermediate droplets formed during the reaction solidify into spherical phases, which further accumulate to form the cauliflower-like structure. At 1200 °C, the sample begins to exhibit certain crystallographic orientation features, manifested as disordered particle arrangement and the initial development of columnar grain boundaries, while the coating still maintains relatively high density. At 1350 °C, the microstructure is predominantly composed of large columnar grains approximately 20 μm in size with clearly defined grain boundaries, indicating near-complete crystallization and significant thermal stress effects, which lead to a reduction in coating density. A preliminary assessment of silicon and carbon distribution in the samples was conducted using SEM-EDS. The analysis across different annealing temperatures revealed that the C to Si atomic ratio remains stable at 1 ± 0.03 within the high-temperature range of 1200 ℃ to 1350 °C, indicating that the stoichiometry of the material is largely unaffected by temperature variations within this regime.
The observed temperature-dependent microstructural evolution is consistent with the transition from a kinetics-limited growth mechanism (low-temperature regime) to a thermodynamics-driven crystallization process (high-temperature regime).

SEM images of CVD-SiC coatings deposited at different temperatures: (a) 1100 ℃, (b) 1150 ℃, (c) 1200 ℃, and (d) 1350 ℃.
XRD analysis was performed on coatings prepared at different temperatures, as shown in Fig. 5a. The results indicated that while temperature variations did not cause the appearance or disappearance of any diffraction peaks, they did lead to slight changes in peak intensity. This suggests that the crystalline phase composition remains unaffected by temperature.
The measurement results of density and porosity of deposited coatings at different temperatures are shown in Fig. 5b. The results indicate that as the deposition temperature increases, the coating compactness decreases while the porosity increases. These findings are consistent with the observations from SEM images in Fig. 4.

Variation of composition and compactness with temperature (a) XRD patterns of CVD-SiC coatings deposited at different temperatures (b) Density and porosity of coatings as a function of temperature.
Effect of deposition pressure on coating microstructure
Based on the foregoing analysis, 1200 °C is established as the optimal temperature, providing the best compromise among deposition rate, coating density, and microstructure. Deposition pressure similarly exerts a strong influence on these properties. When the pressure is increased from 40 mbar to 150 mbar at a constant temperature of 1200 °C, the deposition rate increases progressively. Surface roughness increases progressively with further elevation of the deposition pressure, as evidenced in Fig. 6.
At 40 mbar, SiC deposition proceeds at a low rate, resulting in densely packed granular structures with relatively smooth surfaces. The corresponding SEM images in Fig. 7a show no distinct grain boundaries. Increasing the pressure to 60 mbar (Fig. 7b) leads to larger grain sizes while largely maintaining a dense arrangement. The average cluster size increases, and boundaries become more discernible. At pressures of 100 mbar or higher (Fig. 7c&d), the coating morphology transitions to cauliflower-like clusters separated of 25 μm by pronounced trench-like boundaries. The loose packing of these fractal clusters creates interconnected inter-cluster voids, yielding a porosity of 1.33% at 150 mbar and ultimately degrading structural integrity.
The analysis confirms that highly dense coatings exceeding volume density of 3.207 g/cm³ are achieved at lower pressures (≤ 60 mbar). In contrast, elevated pressures (≥ 80 mbar) cause a marked decrease in coating density. Therefore, a moderate pressure of 60 mbar is recommended to ensure sufficiently high density and sufficiently low roughness for subsequent semiconductor applications.

(a) Deposition rate and Surface roughness (Ra) and (b) Density and porosity CVD-SiC. coatings fabricated under different deposition pressures.

Microstructural photographs of CVD-SiC coating surfaces under different deposition pressures at 1200 °C (a) 40 mbar, (b) 60 mbar, (c) 100 mbar, (d) 150 mbar.
Effect of gas composition ratio on coating microstructure
The gas composition ratio is a critical factor governing the chemical reaction pathways during coating deposition, directly influencing the coating’s morphology and phase composition, which in turn determine its final performance33. A theoretical study by Pitsiri Sukkaew et al.19 reveals that H₂ acts not only as an etchant that removes surface material but also as a reactant participating in chemical reactions. Furthermore, G. Chichignoud et al.34,35 demonstrated that although hydrogen has limited influence on silicon-related chemical processes, the H₂/MTS ratio significantly affects the formation of carbon-containing intermediates such as CH₄, thereby altering the carbon composition in the reaction products. Therefore, optimizing the gas composition ratio to achieve a dynamic equilibrium between etching and deposition is essential for producing high-quality, impurity-free 3 C-SiC coatings.

XRD patterns of CVD-SiC coatings with varying H₂/MTS molar ratios.
The phase composition of coatings deposited at various H₂/MTS molar ratios is shown in Fig. 8. The results reveal that coatings obtained at an H₂/MTS ratio of 6 are carbon-rich, whereas increasing the ratio to 12 results in silicon-rich coatings. This transition in composition can be explained by the dual function of hydrogen. Firstly, a high H₂ concentration suppresses complete dehydrogenation of MTS, reducing the formation of free carbon. Secondly, it facilitates the removal of chlorine from MTS and its decomposition intermediates, thereby enhancing silicon incorporation and increasing the silicon content in the coatings. Stoichiometric SiC (3 C-SiC, JCPDS No. 29–1129) with minimal impurities is achieved at H₂/MTS ratios between 8 and 10. These ratios are thus identified as optimal, as they minimize defects and ensure high phase purity. Furthermore, it is noteworthy that the phase composition is influenced more significantly by the gas ratio than by pressure.
The coating obtained at an H₂/MTS molar ratio of 10 was further analyzed using X-ray photoelectron spectroscopy (XPS) to determine the atomic concentrations of Si and C. As shown in Fig. 9 detectable impurities other than C and Si were observed in the coating. Quantitative analysis of the Si/C atomic ratio was performed by integrating the peak areas in the XPS spectra and applying relative sensitivity factors (RSFs). The results revealed a near-stoichiometric Si/C atomic ratio.

XPS spectra of the coating at an H₂/MTS molar ratio of 10.
For evaluating coating performance, nanoindentation hardness measurements were conducted on coatings synthesized at two distinct H2/MTS ratios of 10 and 6, respectively. Nanoindentation tests were performed with five measurements taken on coatings of different thicknesses applied the load at a constant strain rate of 0.05/s with Poisson’s ratio assumption 0.25, and the average values were calculated. The trend of nano-hardness variation with thickness is shown in Fig. 10.

Nanoindentation Hardness of CVD SiC Coatings Prepared with Different H2/MTS Ratios (a) Load-vs-depth curve in nanoindentation test and (b) Trend of average nano-hardness with thickness under different H₂/MTS ratios.
The relationship between nano-hardness and coating thickness presented in the text is not based on a single measurement but rather summarizes empirical data gathered from multiple tests. This empirical value helps us assess the mechanical performance indicators of the SiC coatings. Since the coating thickness (> 80 μm) significantly exceeds the indentation depth (3.4 μm), the measured hardness values can be attributed to the CVD-SiC coating itself. The results indicate a slight decrease in coating hardness with reduced SiC coating thickness, which may arise from structural imperfections such as pores or interfacial layers within the coating, leading to a less dense microstructure. Furthermore, as shown in Fig. 10, coatings synthesized with different H2/MTS gas ratios exhibit markedly distinct hardness values at the same thickness. This discrepancy primarily stems from variations in both crystallographic orientation and chemical composition. As the coating thickness decreases, the nano-hardness of coatings prepared under both modes shows a downward trend. This indicates that for coatings or layered structures with a large elastic/plastic mismatch between the coating and the substrate layer, the design of coating thickness is very important36,37,38,39,40,41. The testing results confirm that β-SiC achieves an average nanoindentation modulus of 493.2 GPa and an average nanoindentation hardness of 42.12 GPa.
Mechanisms of defect formation in CVD-SiC coatings
During the growth of CVD-SiC coatings, MTS gas forms a gaseous boundary layer on the substrate surface. When the gas-phase supersaturation reaches a critical value, MTS undergoes phase transformation into droplets containing Si, C, Cl, and H. As these droplets migrate from the boundary layer to the high-temperature substrate, Cl and H recombine into gaseous species, leaving solid Si and C to deposit as the coating. At excessively low reaction temperatures, the droplets exhibit poor fluidity, hindering coalescence and creating inter-droplet gaps (Fig. 11a). Simultaneously, the removal of Cl and H in droplets to solid particles induces particle shrinkage, generating grooves at particle boundaries that ultimately form a networked defect structure, as shown in Fig. 11b.
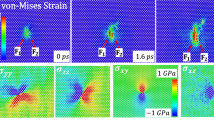
In regions with complex features such as steps, sharp corners, grooves, or areas partially obstructed by foreign particles, the smooth laminar flow of the precursor gas is disrupted. This disruption can trigger the formation of vortices or turbulence. Within these turbulent zones, the gas flow becomes restricted, which enhances the collision frequency between primary SiC particles or precursor droplets nucleated in the gas phase. This leads to the formation of secondary agglomerates, which then deposit on the surface. This process of abnormal nucleation and stacked growth results in the formation of highly porous and loose structures, often manifested as clusters of needle-like SiC whiskers (Fig. 11c). In regions of stagnant flow, the local precursor concentration becomes excessively high, leading to accelerated deposition and the formation of surface protrusions or whiskers, as illustrated in Fig. 11d.
Delamination defects are primarily caused by inefficient exhaust gas removal. Residual gases retained in the reactor chamber perturb localized flow: stagnant flow regions experience excessive deposition, forming protrusions or whiskers, while uneven gas distribution induces delamination through inhomogeneous deposition.
Thermal stress originates from the thermal expansion coefficient (CTE) mismatch between the coating and substrate. With CTEs of 3.8 × 10⁻⁶/°C for graphite37 and 2.5 × 10⁻⁶/°C for SiC at 25 ℃, the coating undergoes tensile stress during cooling due to its higher contraction rate. The tensile stress (σ) is calculated as:
Here Ef is the elastic modulus of SiC, αf and αs are the thermal expansion coefficients of the coating and substrate material, respectively. Calculations reveal a tensile stress of 611 MPa, identified as the primary cause of coating cracking.

Directional growth and corresponding microstructure induced by restricted gas flow.
Performance validation of CVD-SiC coating graphite susceptors for semiconductor applications
Based on the above analysis; by designing the structure configuration of reactor and optimizing the distance between gas inlet and substrate, we achieved precise control of temperature distribution and pressure gradient to obtain a 100 μm-thick coating with a surface roughness Ra 1.464 μm. Through regulation of gas-solid boundary layer thickness and supersaturation level, we realized controlled heterogeneous nucleation and grain morphology growth, ultimately forming β-SiC with preferred < 111 > orientation. By further optimizing the H2/MTS ratio, we enhanced the coating purity to > 6 N while maintaining stoichiometric Si/C ≈ 1:1 ratio and achieving nanohardness > 42GPa. For performance validation, graphite substrate with CVD SiC coating (C@CVDSiC) disc prepared under optimized conditions was tested for full-wafer n-GaN growth on a sapphire substrate using the MOCVD process at 1100 °C with silane doping. The crystalline quality of GaN epilayers was characterized by measuring the full width at half maximum (FWHM) of (002) and (102) diffraction peaks using X-ray diffraction (XRD). Following over one hundred growth cycles, the crystalline quality of the GaN epilayers was examined via X-ray diffraction (XRD) by measuring the full width at half maximum (FWHM) of the (002) and (102) diffraction peaks, as shown in Fig. 12. The measured FWHM values averaged 153.06 arcsec with a deviation of 37.28% for the (002) plane, and 176.45 arcsec with a deviation of 21.05% for the (102) plane.

Statistical distribution of X-ray rocking curve (RC) FWHM values for (002) and (102) diffraction peaks from GaN epilayers.
Remarkably, even after repeated growth verification tests, the CVD-SiC coating maintained excellent structural integrity. No evidence of surface blistering, spalling, thermal shock cracking, or other defects was observed. Moreover, the coating retained strong adhesion with no indications of delamination.
After being subjected to multiple GaN growth and bake-out cycles, the CVD coating exhibited localized erosion, with pore formation observed both on its surface and within the bulk. The corresponding SEM images are presented in Fig. 13.

SEM image of SiC coating after growth experiments with GaN: (a) surface; (b) fracture surface.
One of the purposes of applying a CVD SiC coating to the graphite susceptor is to prevent the graphite from contaminating the epitaxial GaN. So, under harsh usage conditions, could the CVD SiC itself contaminate the products? To demonstrate the effectiveness of the coating, we selected one sample grown near the end of 100 growth runs for SIMS. The structure of this sample is GaN/AlGaN multilayers/Si. The GaN or AlGaN layers were undoped. The results are shown in Fig. 14. It clearly shows that Si contamination was really very low (around the lower detection limit of SIMS) during the whole growth process. The carbon contamination changed when the growth layer was changed, because the incorporation efficiency of C from growth ambient into nitride film strongly depends on the growth conditions.

SIMS pattern of epitaxial of GaN.
CVD SiC coating does not contribute significantly to Si or C contamination that would affect the GaN epitaxial process, which is in accord with the reason why CVD SiC was chosen as the protective coating material.
Conclusions
-
1.
Dense and high-purity single-phase β-SiC coatings can be prepared under conditions of H₂/MTS molar ratio = 10, deposition temperature = 1200 °C, and deposition pressure < 50 mbar. The coatings exhibit a carbon-to-silicon ratio of 1:1, volume density of 3.207 g/cm³, and nanoindentation hardness of 42.12 GPa.
-
2.
Temperature-Dependent Growth: Below 1180 °C, coatings formed nanoparticle agglomerates with weak grain boundaries. At 1200 °C, well-defined columnar grains (~ 10 μm) with high density were obtained. Excessive temperature (1350 °C) led to coarse, porous microstructures, degrading interface integrity.
-
3.
Pressure-Induced Morphology Evolution: Low pressure (40 mbar) yielded defect-free, dense coatings (Ra = 1.2 μm, porosity = 0.2%); Higher pressure (> 80 mbar) promoted columnar growth but increased roughness (Ra up to 3.1 μm) and porosity (0.9% at 120 mbar).
These findings provide a process-structure-property relationship for CVD-SiC coatings, guiding the fabrication of high-performance graphite susceptors for semiconductor applications.
Data availability
All data relevant to the study are included in the article or uploaded as supplementary information. In addition, the datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Watson, I. M. Metal organic vapour phase epitaxy of AlN, GaN, inn and their alloys: A key chemical technology for advanced device applications [J]. Coord. Chem. Rev. 257 (13), 2120–2141. https://doi.org/10.1016/j.ccr.2012.10.020 (2013).
Chen, K. S. et al. Mechanical Properties Characterization of Silicon Carbide Coated Graphite Composites for MOCVD Structural Design; proceedings of the 2025 International Conference on Electronics Packaging and iMAPS All Asia Conference (ICEP-IAAC), F 15–19 April 2025, 2025 [C]. https://doi.org/10.23919/ICEP-IAAC64884.2025.11003008
Cai, Y. et al. Machine learning models in the process of metal organic chemical vapor deposition epitaxial manufacturing of gallium arsenide [J]. Mater. Today Commun. 40, 109808. https://doi.org/10.1016/j.mtcomm.2024.109808 (2024).
Parmar, T. A., Review Of Strategies For Mitigating Lot-To- & Lot Wafer-To-Wafer, and Within-Wafer variations in semiconductor production [J]. J. Innovative Res. 6, 1. https://doi.org/10.5281/zenodo.14632755 (2020).
Al-ezzi, A. S., Ansari, M. N. M. & Tan, N. Flexible and freestanding solar cells based on metal organic chemical vapour deposition- grown graphene [J]. Chem. Pap. 79 (4), 2019–2036. https://doi.org/10.1007/s11696-025-03910-2 (2025).
Nakamura, D. et al. TaC-coated graphite prepared via a wet ceramic process: application to CVD susceptors for epitaxial growth of wide-bandgap semiconductors [J]. J. Cryst. Growth. 478, 163–173. https://doi.org/10.1007/s11696-025-03910-2 (2017).
Truong-phuoc, L. et al. Graphite felt-sandwiched Ni/SiC catalysts for the induction versus joule-heated sabatier reaction: assessing the catalyst temperature at the nanoscale [J]. ACS Sustain. Chem. Eng. 10 (1), 622–632. https://doi.org/10.1021/acssuschemeng.1c07217 (2022).
Contescu, C. I. et al. Practical aspects for characterizing air oxidation of graphite [J]. J. Nucl. Mater. 381 (1), 15–24. https://doi.org/10.1016/j.jnucmat.2008.07.020 (2008).
Qiang, X. et al. CVD-grown SiC nanowires-reinforced SiC coating on C/C composites: focusing on antioxidation, thermal shock and high-temperature gas erosion resistance [J]. Surf. Coat. Technol. 495, 131584. https://doi.org/10.1016/j.surfcoat.2024.131584 (2025).
Tian, Y. et al. Designing insulative SiC coating layer on the artificial graphite particle to achieve synergy of wave absorption and thermal conduction [J]. Carbon 214, 118352. https://doi.org/10.1016/j.surfcoat.2024.131584 (2023).
Wang, B. et al. Interfacial modification and oxidation resistance behavior of a CVD-SiC coating for C/SiC composites [J]. Ceram Int, 49(22, Part B): 36816-24. (2023). https://doi.org/10.1016/j.ceramint.2023.09.011
Liu, R., Liu, M. & Chang, J. Experimental phase diagram of SiC in CH3SiCl3–Ar–H2 system produced by fluidized bed chemical vapor deposition and its nuclear applications [J]. J. Mater. Res. 31 (17), 2695–2705. https://doi.org/10.1557/jmr.2016.274 (2016).
Okuni, T. et al. Joining of silicon carbide and graphite by spark plasma sintering [J]. Ceram Int, 40(1, Part B): 1359-63. (2014). https://doi.org/10.1016/j.ceramint.2013.07.017/
Šajgalík, P. et al. Additive-free hot-pressed silicon carbide ceramics—A material with exceptional mechanical properties [J]. J. Eur. Ceram. Soc. 36 (6), 1333–1341. https://doi.org/10.1016/j.jeurceramsoc.2015.12.013 (2016).
Xu, W-W. et al. High-temperature mechanical and thermodynamic properties of silicon carbide polytypes [J]. J. Alloys Compd. 768, 722–732. https://doi.org/10.1016/j.jallcom.2018.07.299 (2018).
Xu, M. et al. Recent advances and challenges in silicon carbide (SiC) ceramic nanoarchitectures and their applications [J]. Mater. Today Commun. 28, 102533. https://doi.org/10.1016/j.mtcomm.2021.102533 (2021).
Yang, X. et al. Resistance to oxidation and ablation of SiC coating on graphite prepared by chemical vapor reaction [J]. Corros. Sci. 75, 16–27. https://doi.org/10.1016/j.corsci.2013.05.009 (2013).
Guan, K. et al. A multiscale model for CVD growth of silicon carbide [J]. Comput. Mater. Sci. 196, 110512. https://doi.org/10.1016/j.commatsci.2021.110512 (2021).
Sukkaew, P., Danielsson, Ö. & Ojamäe, L. Growth mechanism of SiC CVD: surface etching by H2, H atoms, and HCl [J]. J. Phys. Chem. A. 122 (9), 2503–2512. https://doi.org/10.1021/acs.jpca.7b10800 (2018).
Sun, L. et al. Chemical vapour deposition [J]. Nat. Reviews Methods Primers. 1 (1), 5. https://doi.org/10.1021/cr200257z (2021).
Choy, K. L. Chemical vapour deposition of coatings [J]. Prog Mater. Sci. 48 (2), 57–170. https://doi.org/10.1016/S0079-6425(01)00009-3 (2003).
Pedersen, H. et al. Chloride-Based CVD growth of silicon carbide for electronic applications [J]. Chem. Rev. 112 (4), 2434–2453. https://doi.org/10.1021/cr200257z (2012).
An, L. et al. Local heat and mass transfer characteristics of different channel configurations in polysilicon chemical vapor deposition reactor [J]. Sol. Energy. 196, 494–504. https://doi.org/10.1016/j.solener.2019.12.059 (2020).
Zheng, X. et al. CVD synthesis of nanometer SiC coating on diamond particles [J]. Ceram. Int. 47 (11), 16162–16169. https://doi.org/10.1016/j.ceramint.2021.02.192/ (2021).
Zou, C. et al. Microstructure and mechanical properties of Si3N4f/BN composites with BN interphase prepared by chemical vapor deposition of borazine [J]. J. Eur. Ceram. Soc. 40 (4), 1139–1148. https://doi.org/10.1016/j.jeurceramsoc.2019.11.054 (2020).
Zhou, L., Zhang, M. & Huang, Q. Influence of deposition conditions on morphology and composition of SiC coatings prepared by CVD [J]. Carbon Techniques. 29 (05), 1–4. https://doi.org/10.14078/j.cnki.1001-3741.2010.05.007 (2010).
Liu, Z. L. & Xiang, L. Effects of working pressure and substrate temperature on the structure and mechanical properties of nanocrystalline SiC thin films deposited by bias-enhanced hot filament chemical vapor deposition [J]. Thin Solid Films, 562: 24–31. DOI https://doi.org/10.1016/j.tsf.2014.03.024 (2014).
Cao, K. et al. A batch Preparation of large-size graphite plate/SiC coating by CVD: CFD simulation and experimental [J]. Ceram. Int. 50 (10), 16798–16812. https://doi.org/10.1016/j.ceramint.2024.02.117 (2024).
Zheng, C. et al. Growth mechanism of a batch deposited SiC coating on large-size graphite plates based on multi-scale simulation [J]. J. Cryst. Growth. 646, 127851. https://doi.org/10.1016/j.jcrysgro.2024.127851 (2024).
Pattanaik, A. & Sarin, V. Basic principles of CVD thermodynamics and kinetics [M]. Chem. Vap. Deposition ASM Int. Mater. Park : 23–43. (2001).
Sabzi, M. et al. A review on sustainable manufacturing of ceramic-based thin films by chemical vapor deposition (CVD): reactions kinetics and the deposition mechanisms [J]. Coatings 13 (1). https://doi.org/10.3390/coatings13010188 (2023).
Wu, S. et al. Mechanism and control of defect formation in chemical vapor deposited silicon carbide coatings [J]. J. Chin. Ceramic Soc. 33 (4), 443–446 (2005).
Akamatsu, K. et al. Development of hydrogen-selective dimethoxydimethylsilane-derived silica membranes with thin active separation layer by chemical vapor deposition [J]. J. Membr. Sci. 580, 268–274 (2019).
Chichignoud, G. et al. Chlorinated silicon carbide CVD revisited for polycrystalline bulk growth [J]. Surf. Coat. Technol. 201 (22), 8888–8892. https://doi.org/10.1016/j.surfcoat.2007.04.113 (2007).
Leone, S. et al. Thick homoepitaxial layers grown on on-axis Si-face 6H- and 4H-SiC substrates with HCl addition [J]. J. Cryst. Growth. 312 (1), 24–32 (2009). cc.
Salhoumi, A. & Galenko, P. K. Analysis of interface kinetics: solutions of the Gibbs-Thomson-type equation and of the kinetic rate theory [J]. IOP Conference Series: Materials Science and Engineering, 192(1): 012014. (2017).
Tsang, D. K. L. et al. Graphite thermal expansion relationship for different temperature ranges [J]. Carbon 43 (14), 2902–2906. https://doi.org/10.1016/j.carbon.2005.06.009 (2005).
Liu, Q. & Cai, Z. Study on the characteristics of gas molecular mean free pathin nanopores by molecular dynamics simulations [J]. Int. J. Mol. Sci. 15 (7), 12714–12730. https://doi.org/10.3390/ijms150712714 (2014).
Stops, D. W. The mean free path of gas molecules in the transition régime [J]. J. Phys. D: Appl. Phys. 3 (5), 685. https://doi.org/10.1088/0022-3727/3/5/307 (1970).
Roichman, Y. & Tessler, N. Generalized Einstein relation for disordered semiconductors—implications for device performance [J]. Appl. Phys. Lett. 80 (11), 1948–1950. https://doi.org/10.1023/A:1004778614890 (2002).
Lee, K. S. et al. Effect of soft substrate on the indentation damage in silicon carbide deposited on graphite [J]. J. Mater. Sci. 35 (11), 2769–2777. https://doi.org/10.1023/A:1004778614890 (2000).
Acknowledgements
This work was supported by the National Natural Science Foundation of China(U23A6014).
Funding
Yanli Huo, Yufeng Chen, Hailin Liu and Hailong Liang was supported by the National Natural Science Foundation of China under Grant 8U23A6014.
Author information
Authors and Affiliations
Contributions
Yanli Huo: Writing – original draft & editing, Data curation, Conceptualization.Shouwan Qin: Writing – review& editing, Methodology.YuFeng Chen: Writing – review & editing, Supervision, Resources, Methodology. Taisheng Yang: Formal analysis, Data curation. Hailin Liu: Formal analysis, Resources. Jiajia Ma: Formal analysis. Bing Ai: Validation, Formal analysis. Zetan Liu: Formal analysis, Validation. Hailong Liang: Supervision. Huaping Song: Supervision, Validation.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
z,2Corresponding author: Yanli Huo Email: huoyanli@cbma.com.cn.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Huo, Y., Qin, S., Chen, Y. et al. Study of the process-structure-property correlation in CVD-SiC coatings on graphite substrates. Sci Rep 16, 4150 (2026). https://doi.org/10.1038/s41598-025-34258-y
Received:
Accepted:
Published:
Version of record:
DOI: https://doi.org/10.1038/s41598-025-34258-y
